
Method of Using the Correlation between the Surface Roughness of Metallic Materials and the Sound Generated during the Controlled Machining Process



 ,
,  ,
,
Abstract
:1. Introduction
1.1. Adaptive Control Methods
1.2. Advanced Adaptive Control Methods
2. Theoretical Part
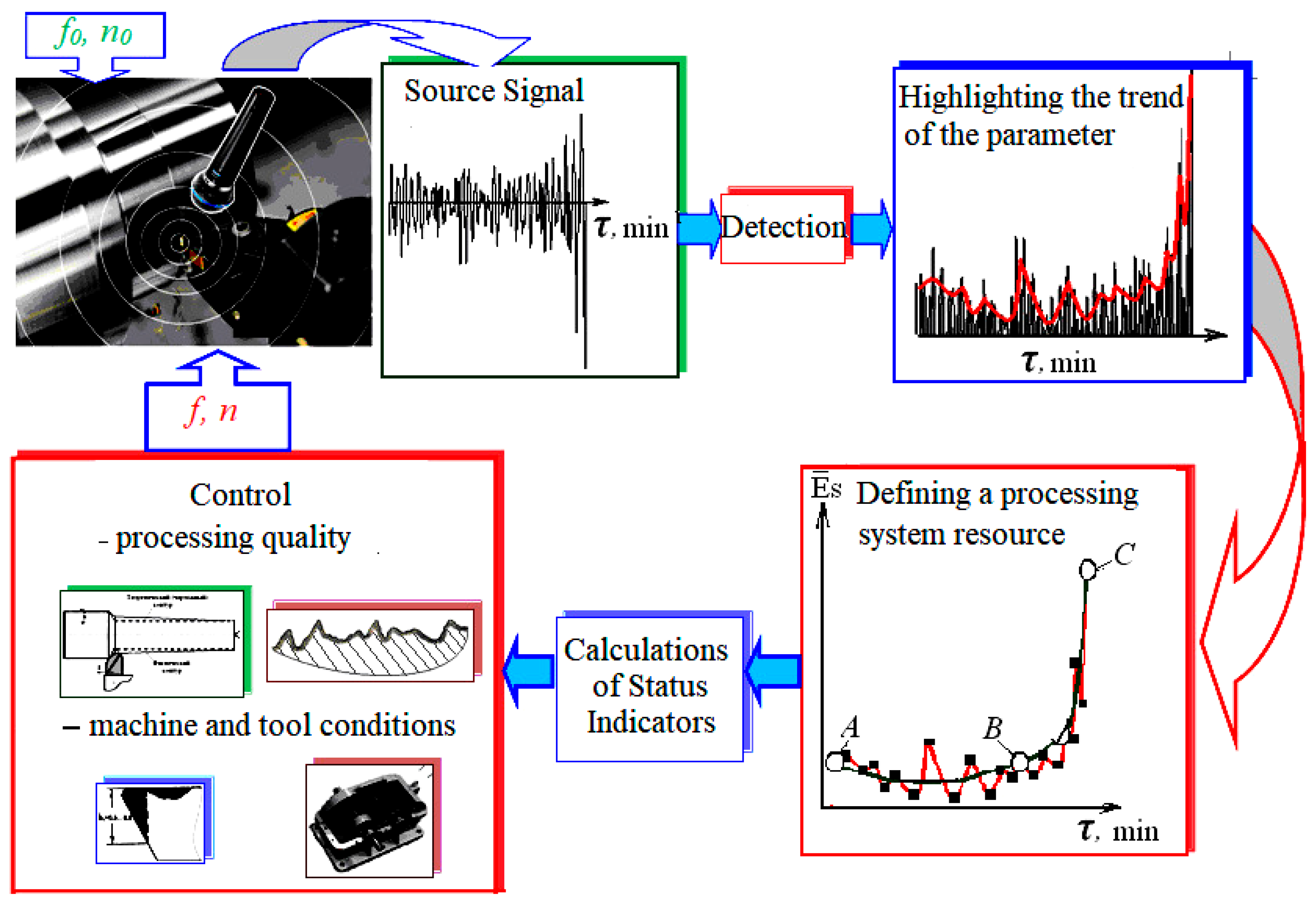
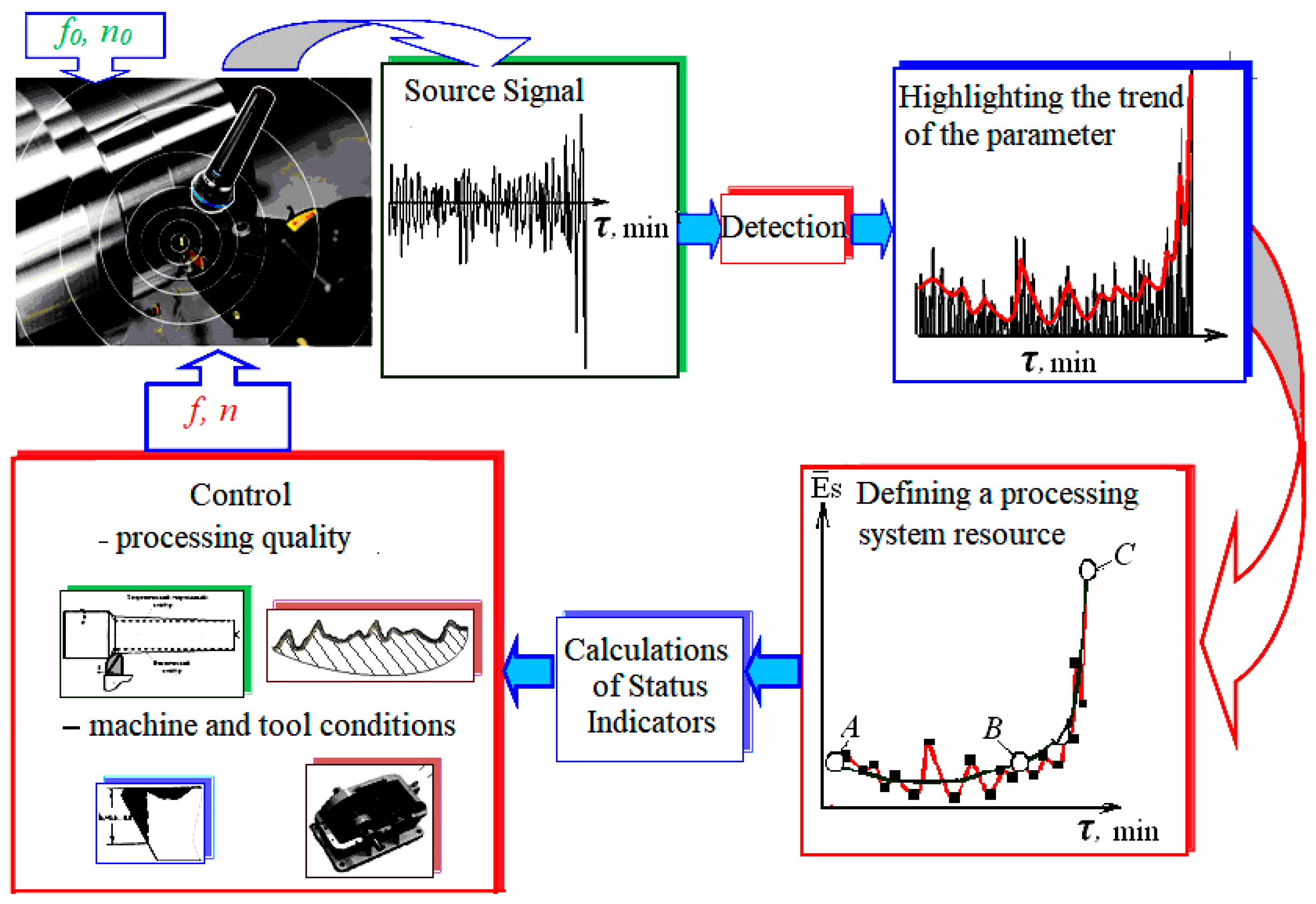
2.1. Process Diagram
2.2. Sound Robustness to Noise Interference
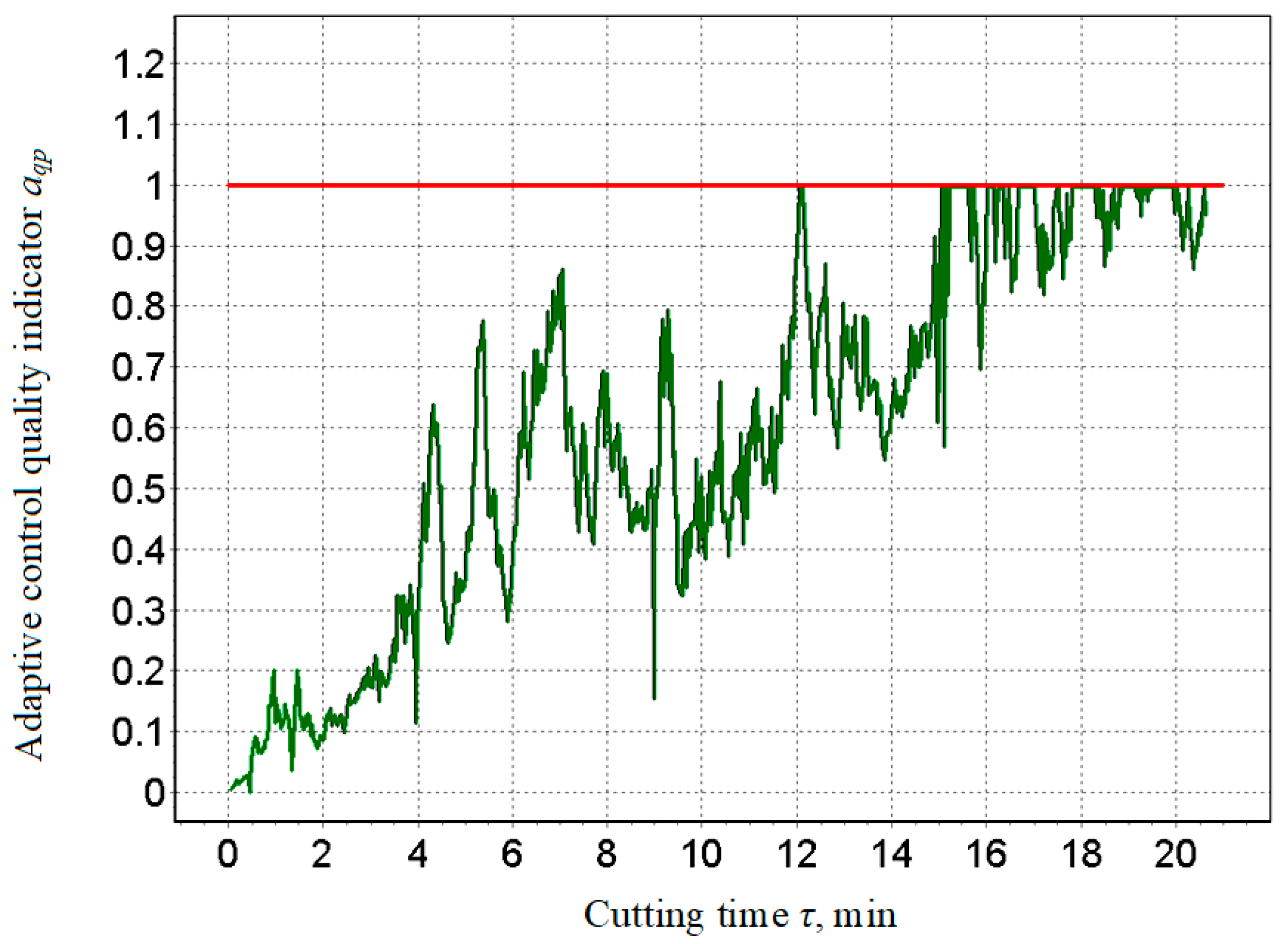
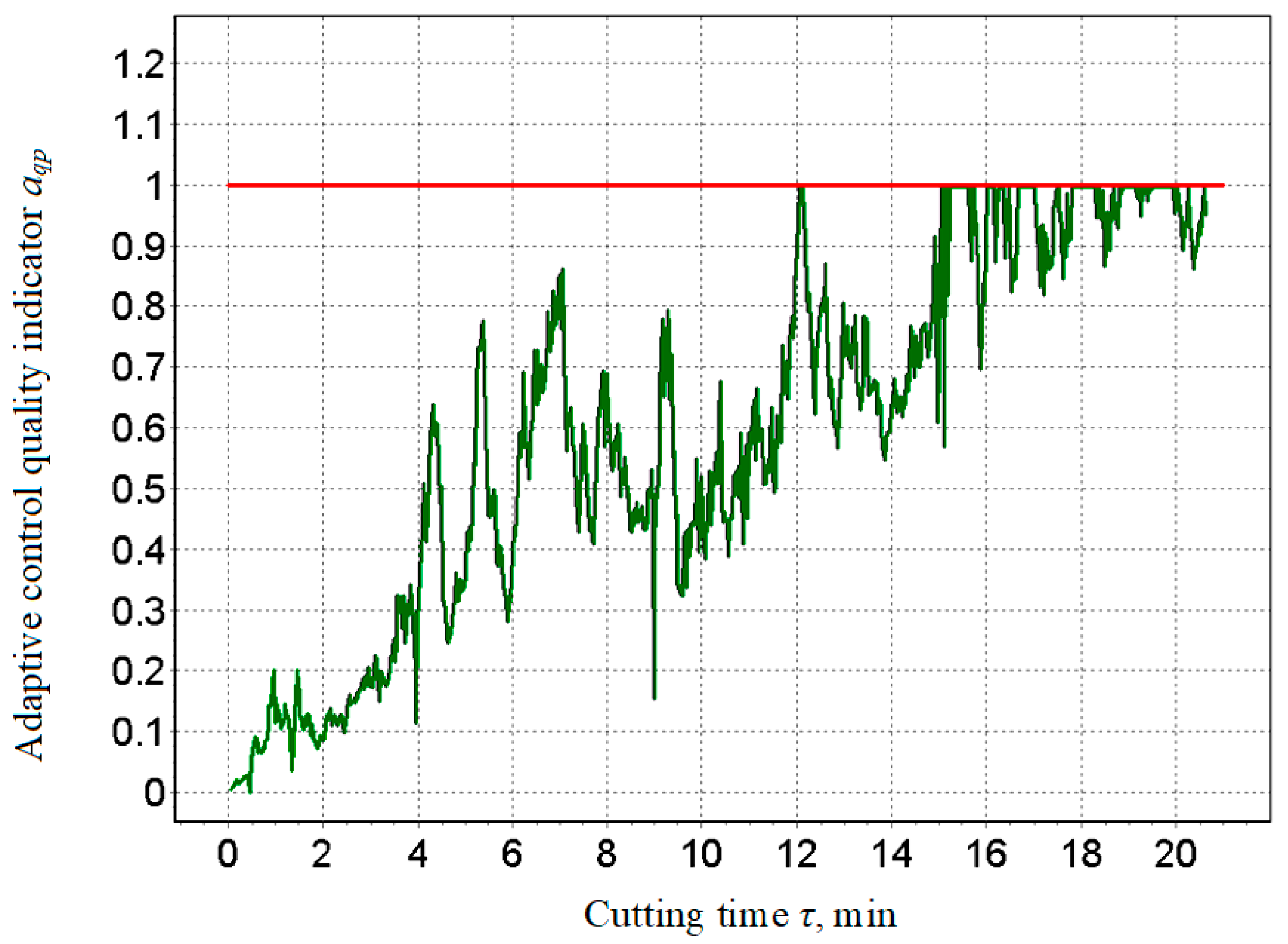
2.3. Control—Processing Quality
2.4. The Indicator of the Accuracy of Measurement Results Processing
2.5. The Indicator of the Accuracy of Measurement Results Processing
3. Experimental Part
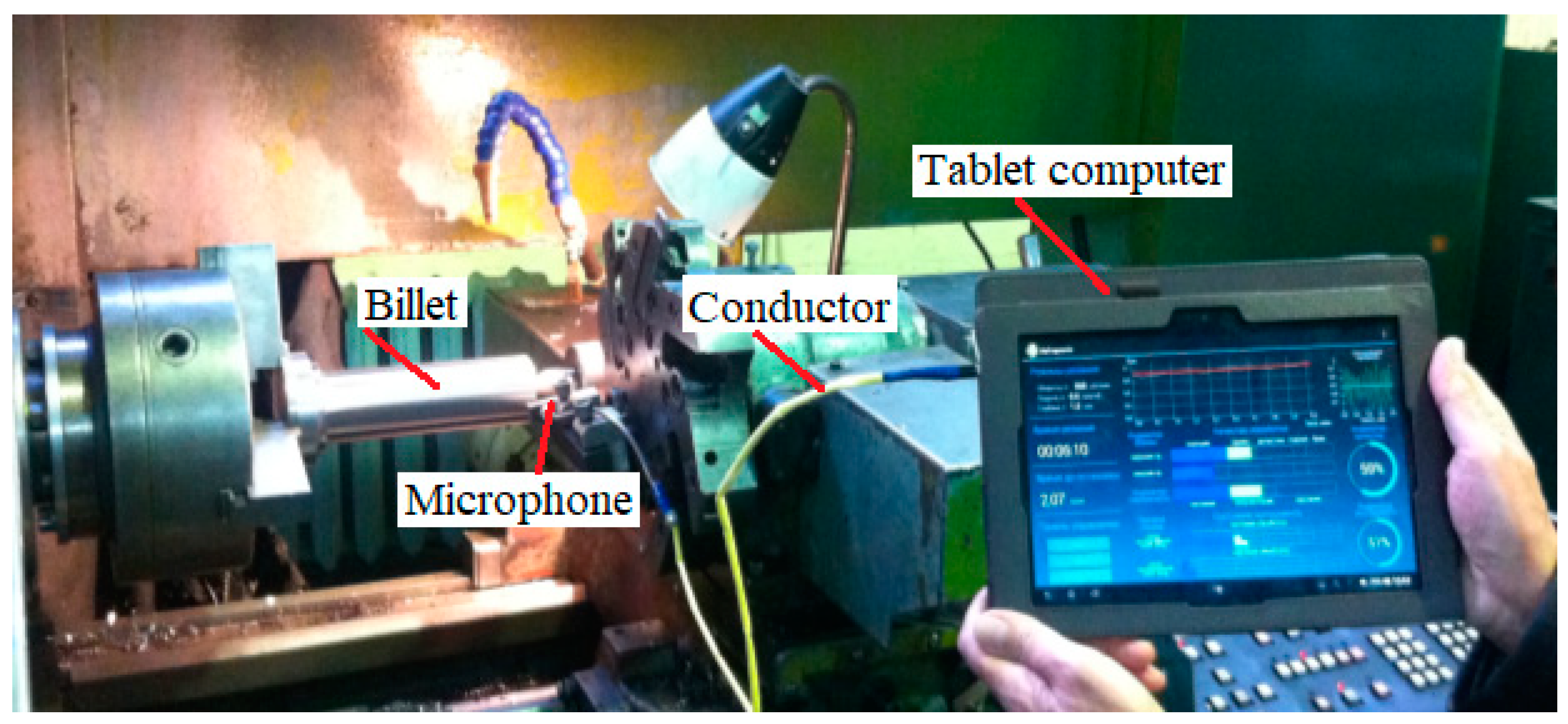
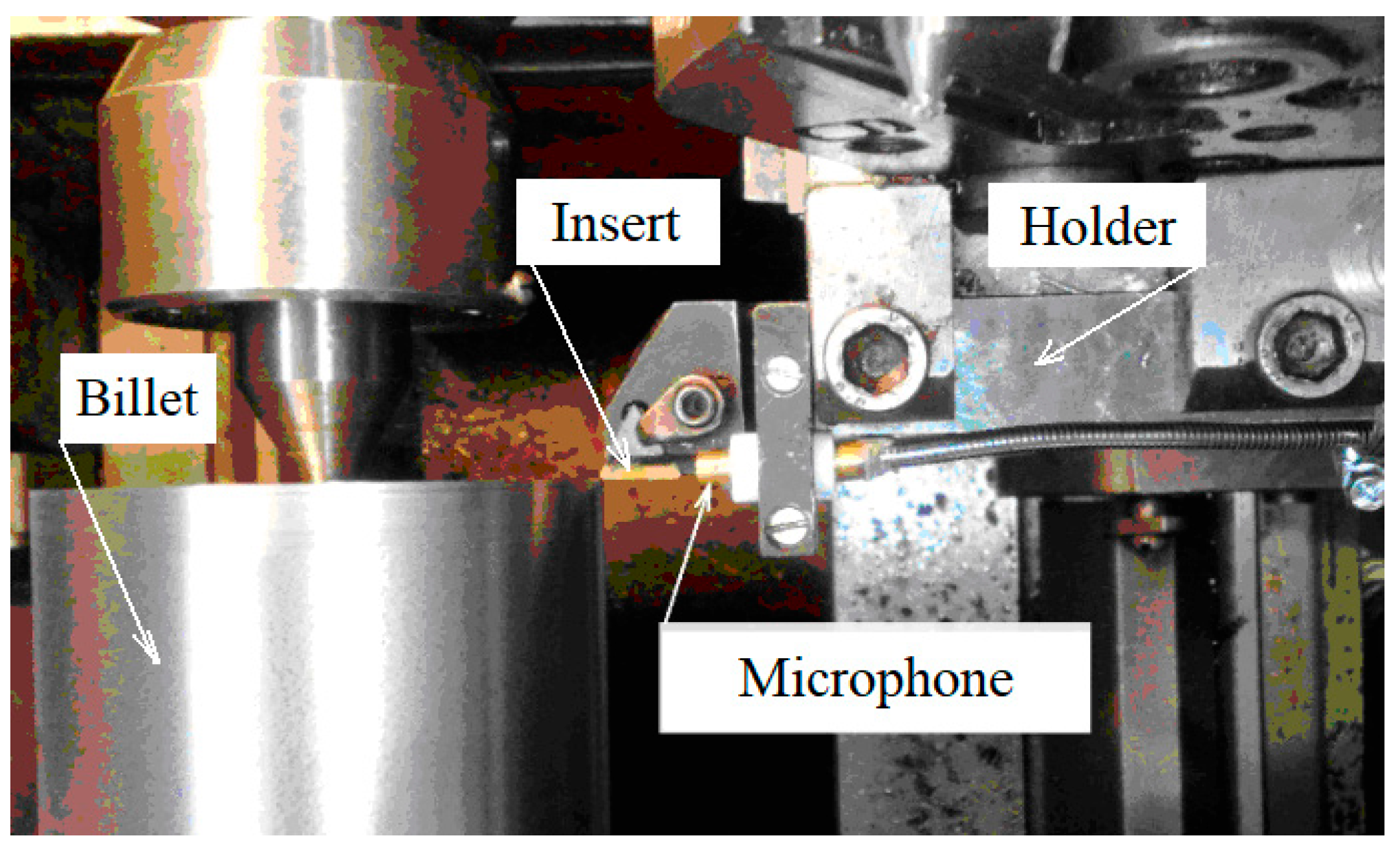
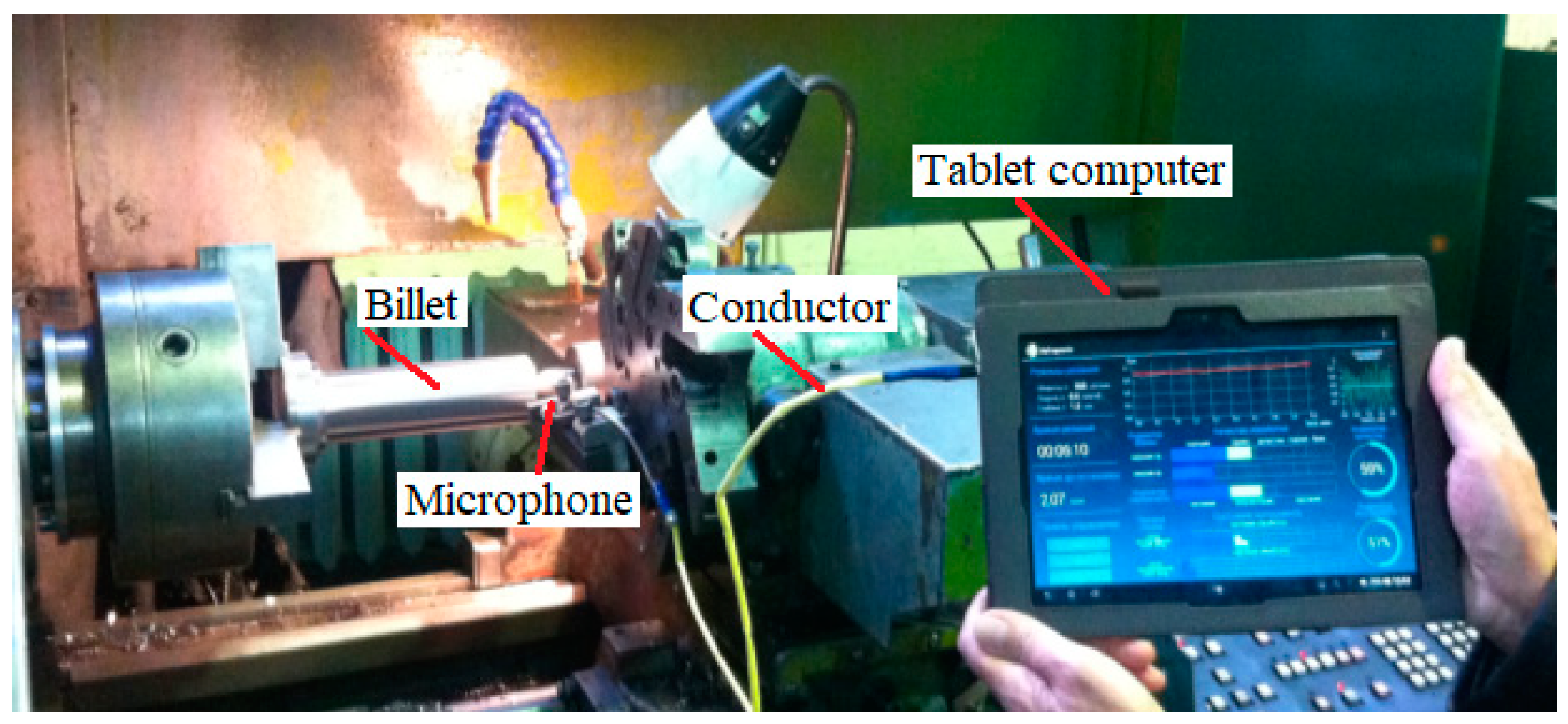
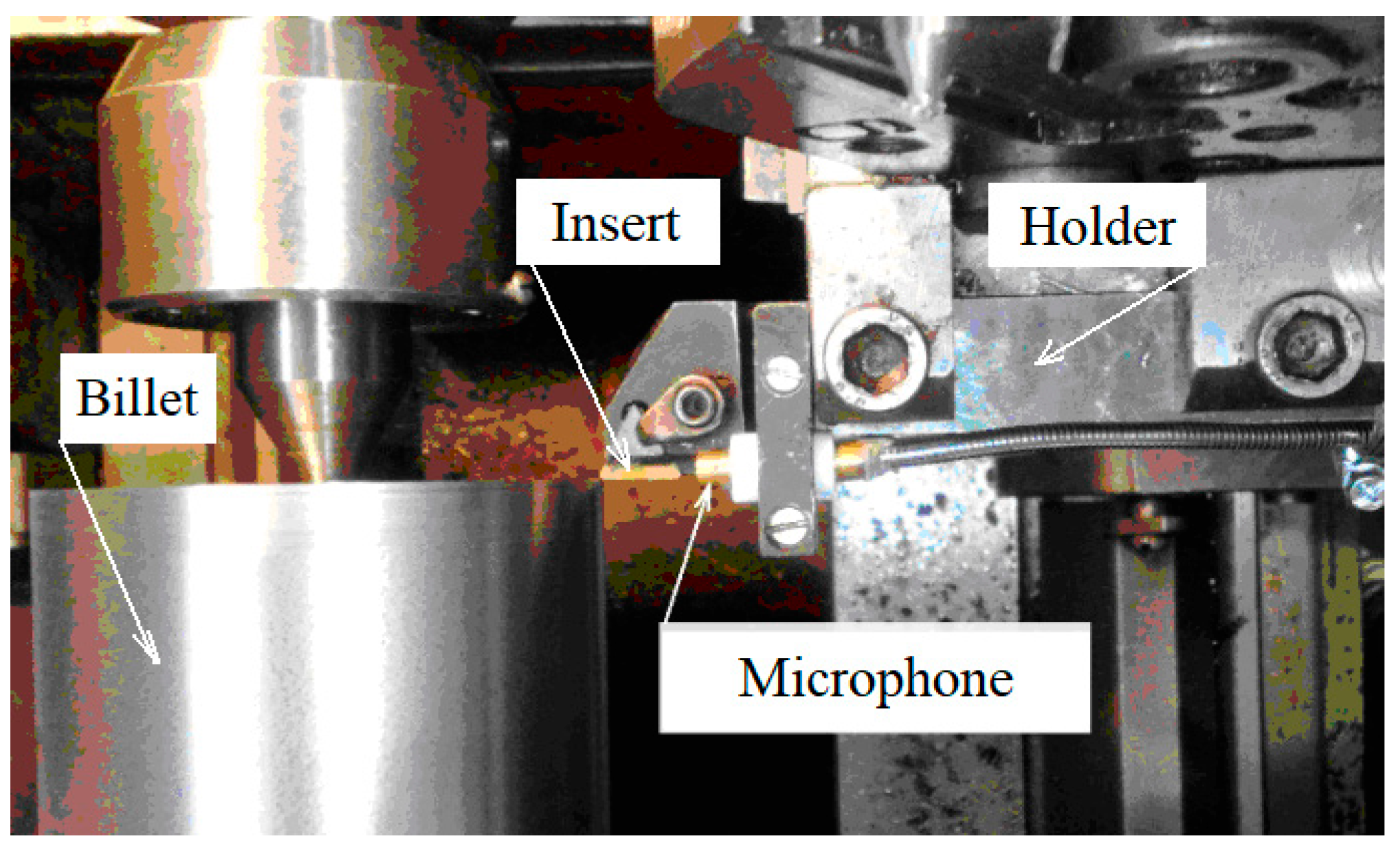
3.1. Sound Measurement
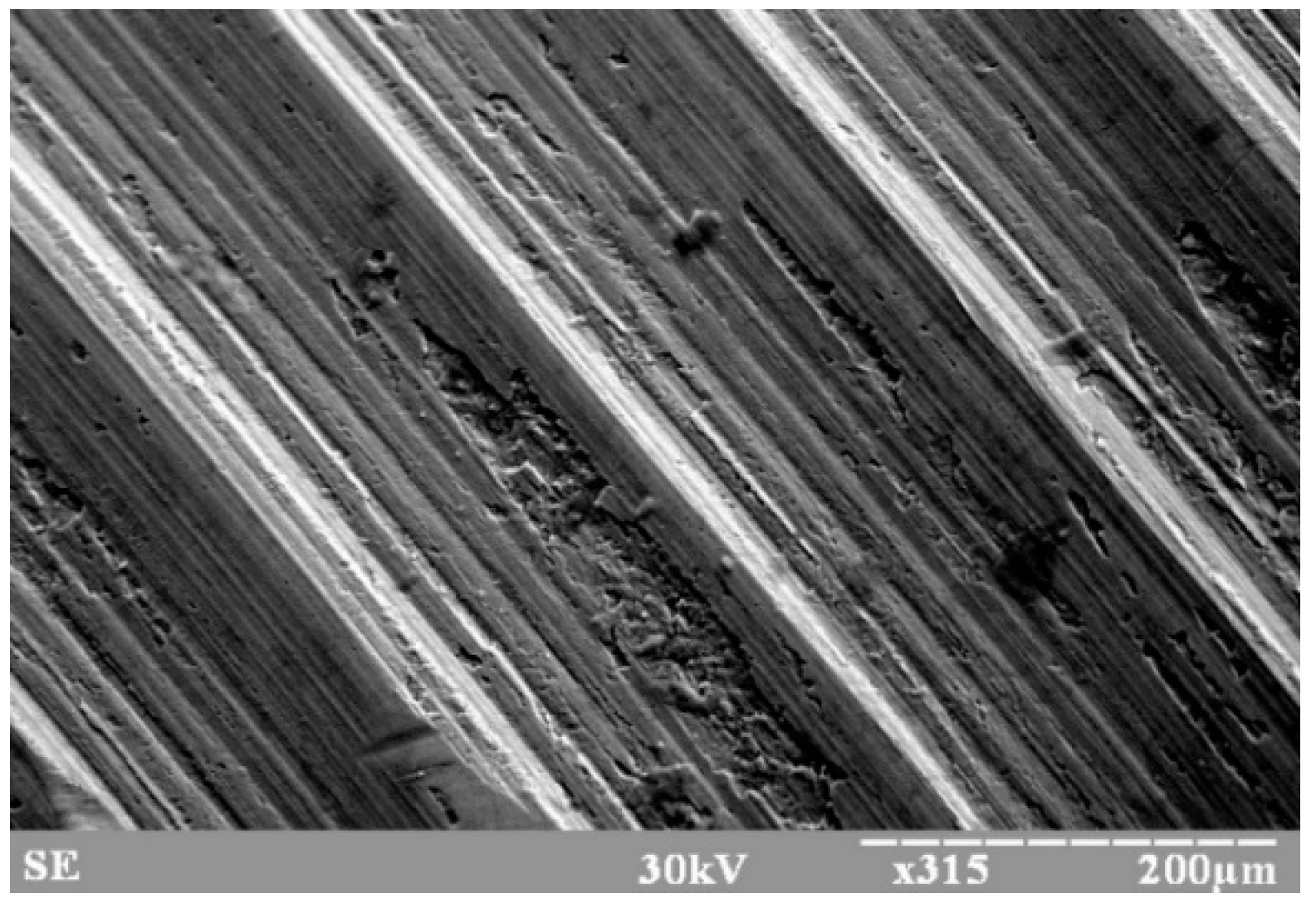
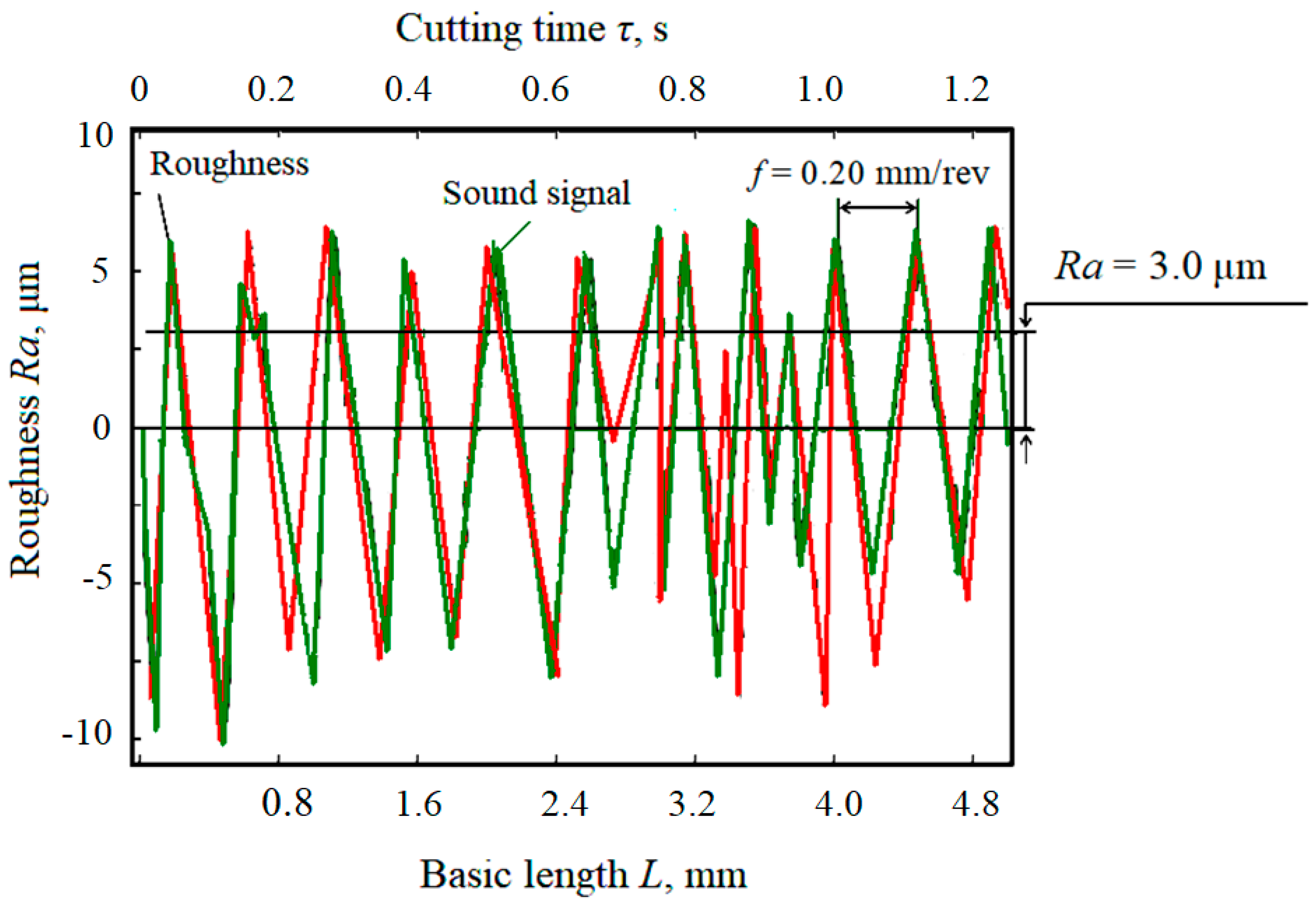
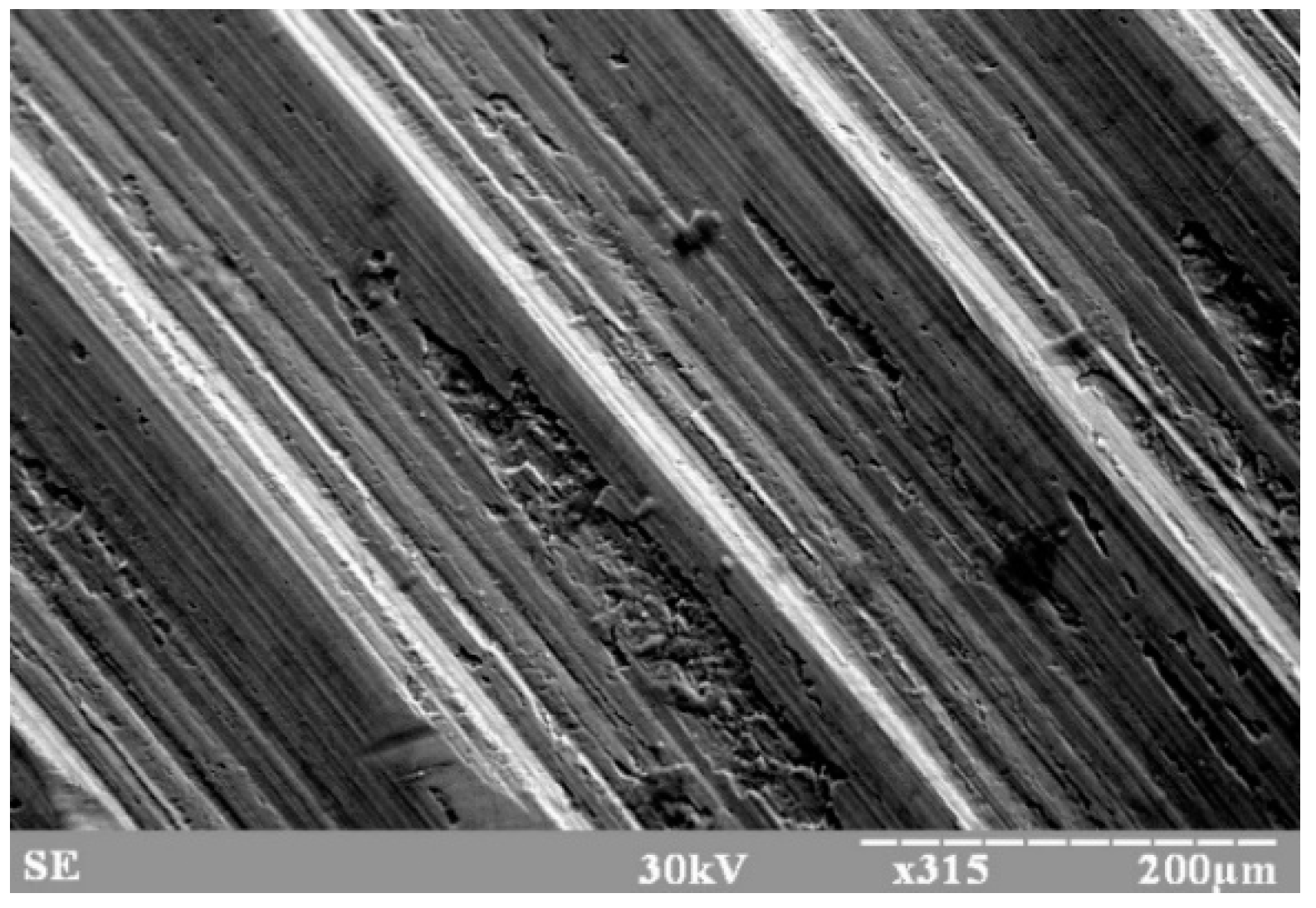
3.2. Measurement of Surface Roughness
- –
- Replaceable cutting insert T15K6 with a height of 10 mm and insert tip radius of 1 mm (type T—triangular);
- –
- Replaceable cutting insert P25 with a height of 10 mm and insert tip radius of 1 mm (type P—pentagonal).
- Sound trends and roughness parameters;
- The frequency spectrum of the roughness profile and sound;
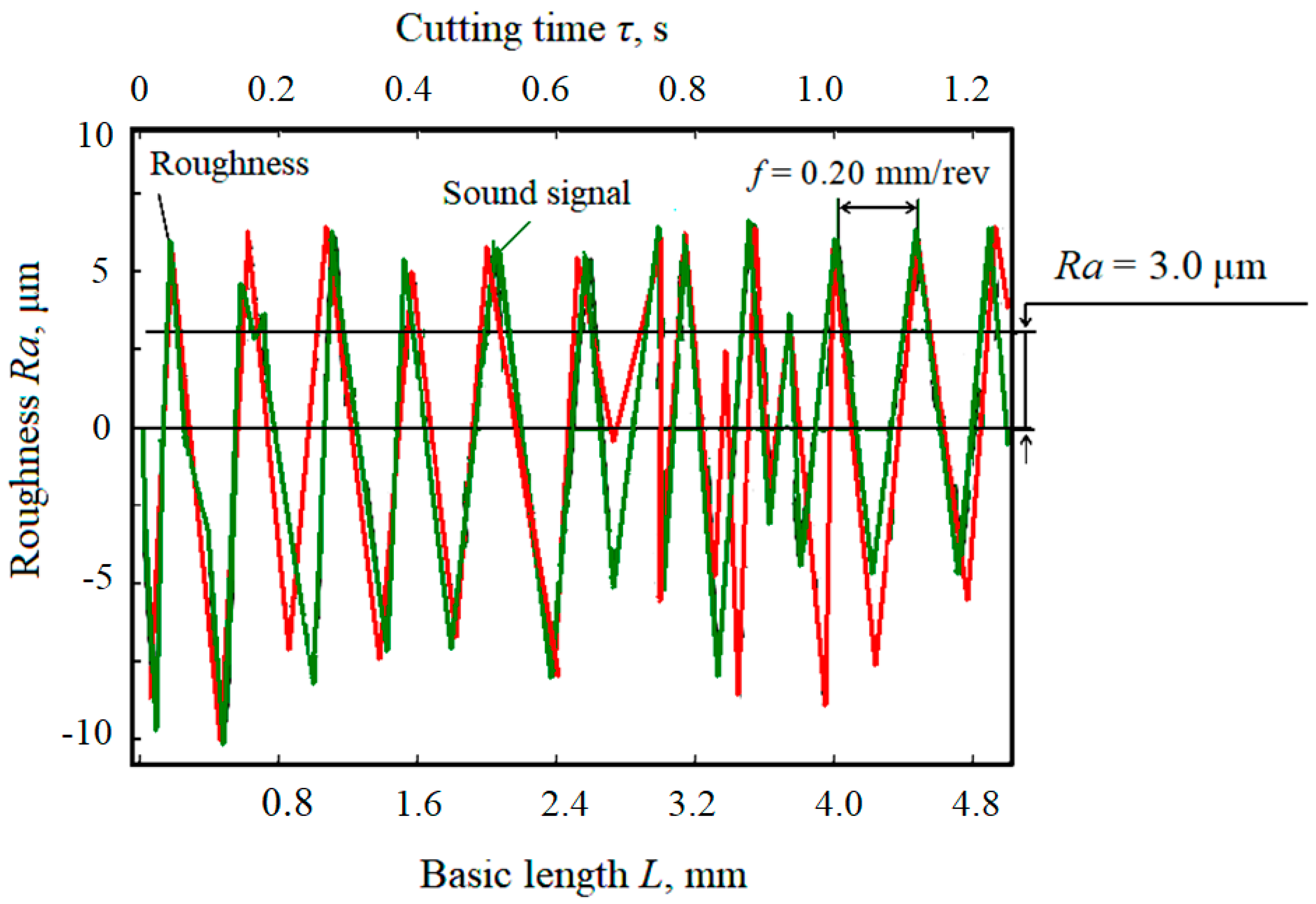
- The temporal unfolding of the audio signal and roughness profile.
4. Results
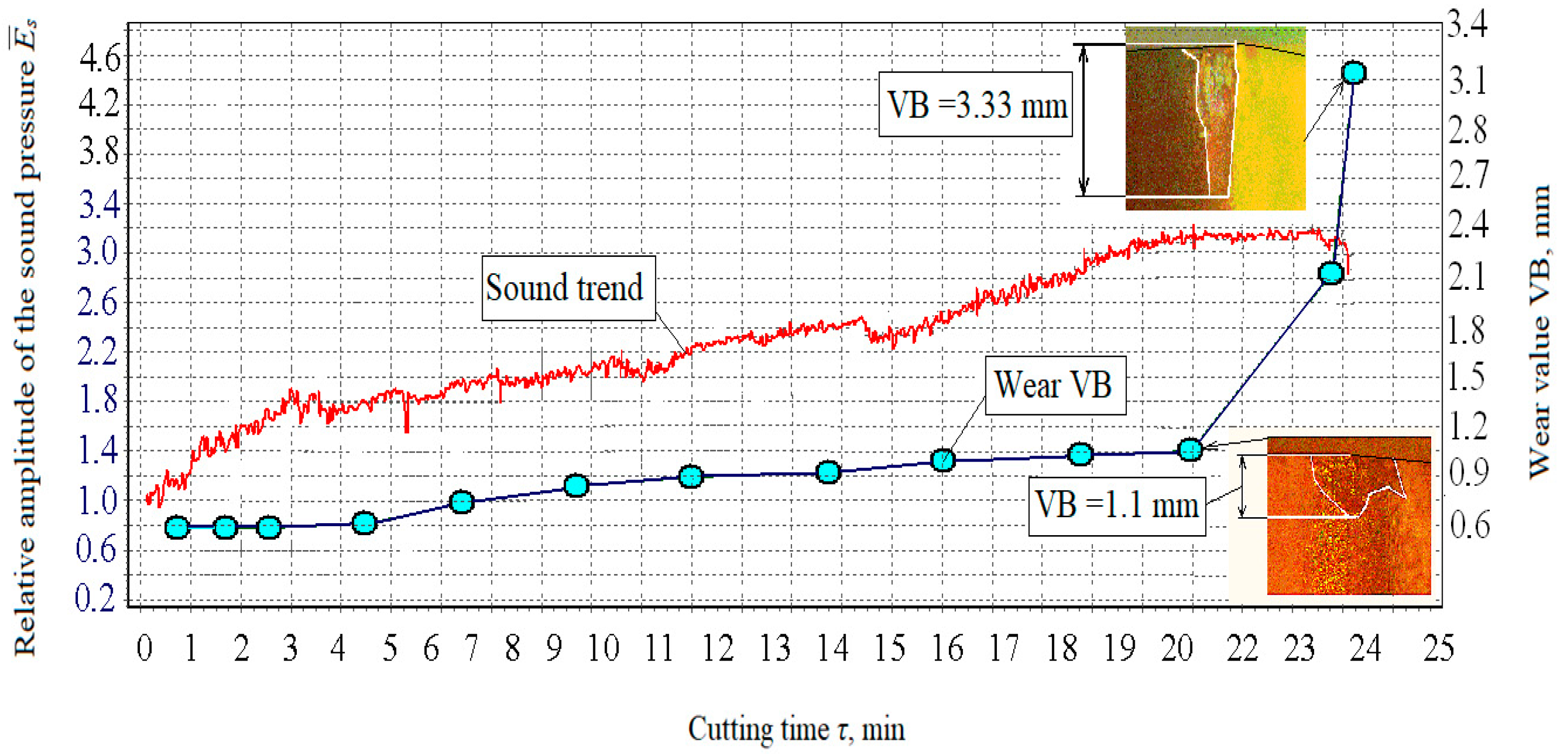
4.1. Experiment with the Cutting Insert P25
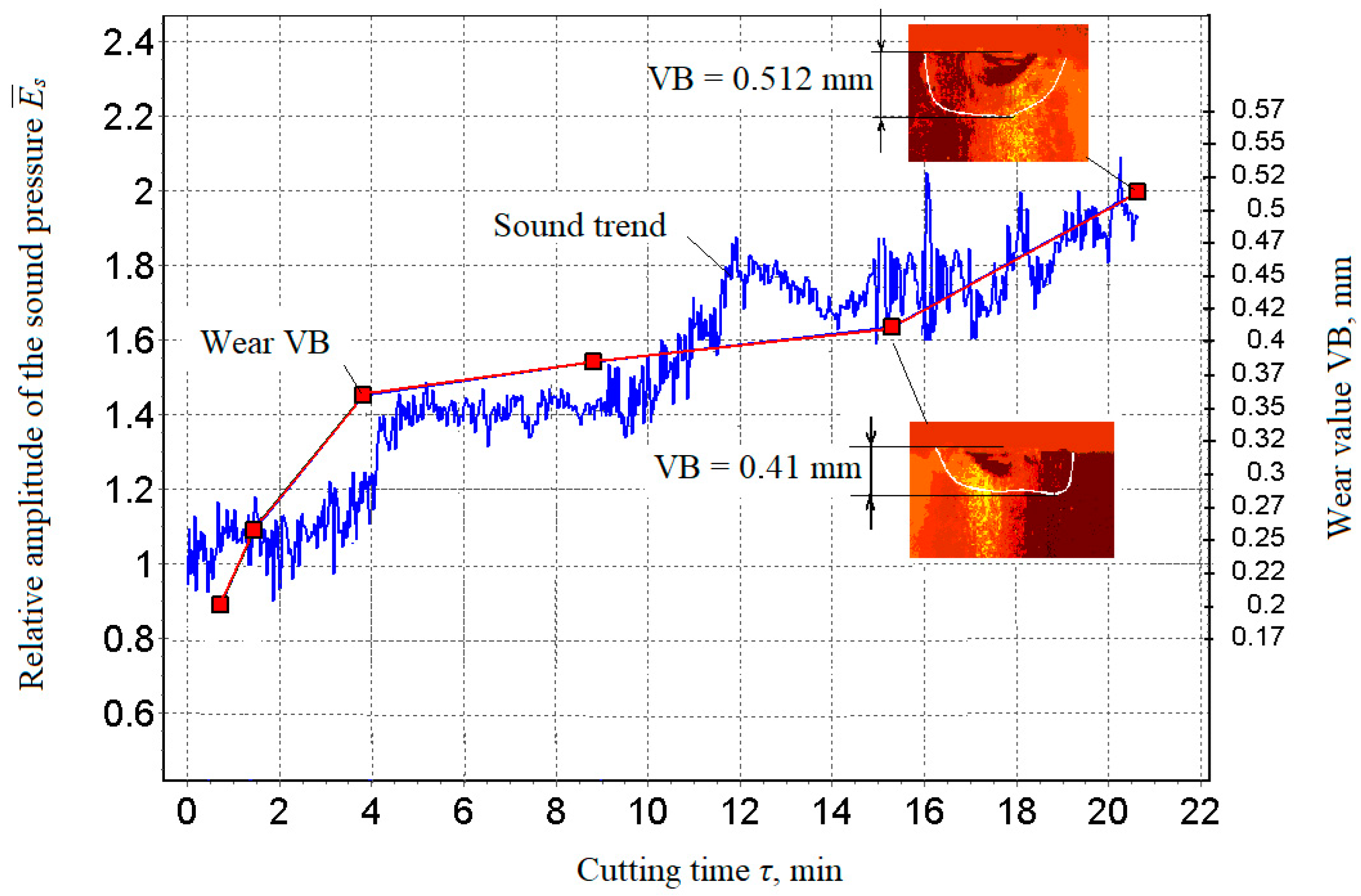
4.2. Experiment with the Cutting Insert T15K6
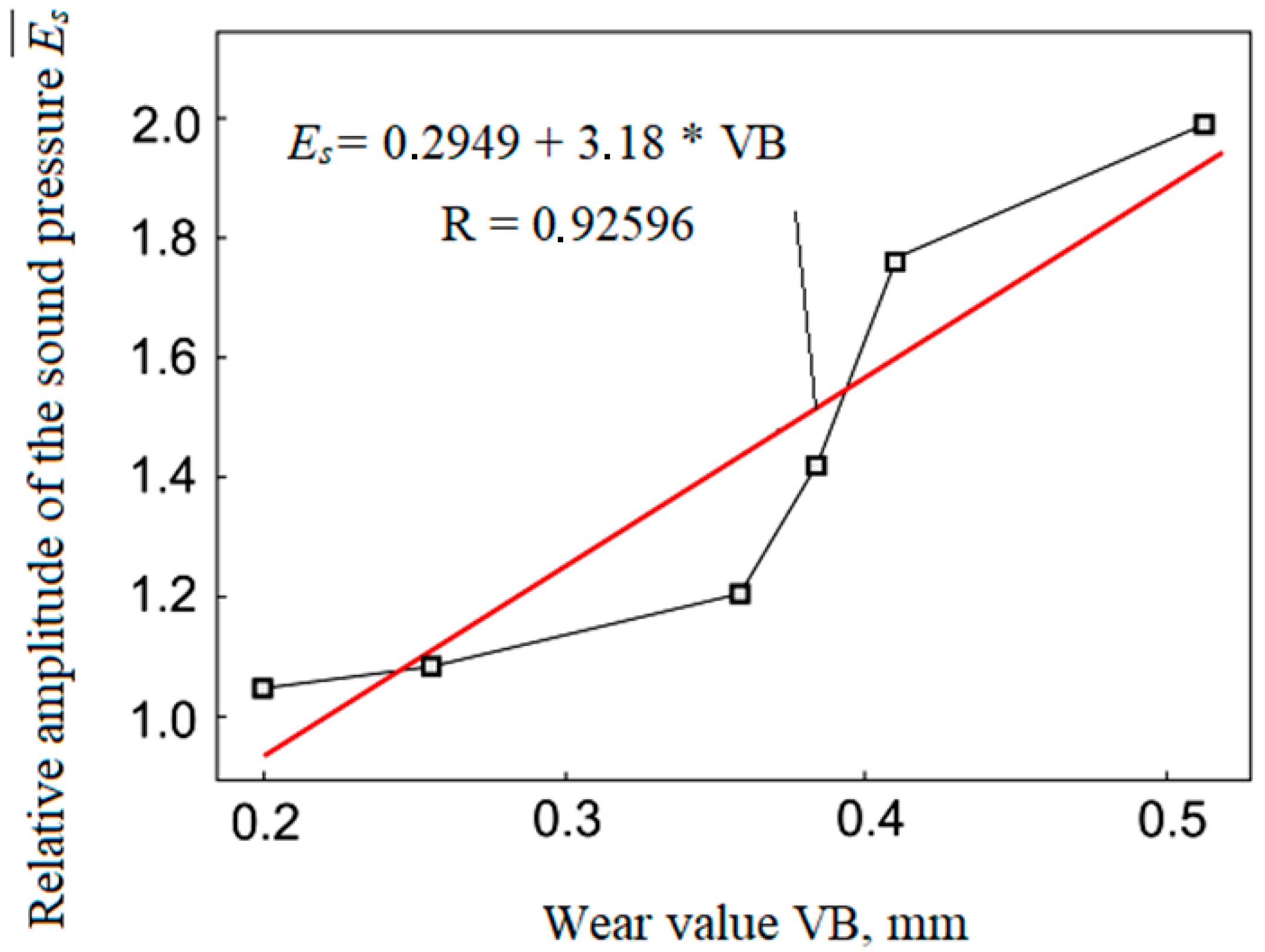
4.3. Correlation between Sound and Roughness
5. Discussion
5.1. Comparison of Research Results with Other Authors
5.2. Application of the Obtained Results
- The expansion of the functionality and increasing the productivity of processing systems;
- Improvement in the quality of operation of processing systems and elimination of their unplanned shutdown in order to replace defective elements;
- The improvement in working conditions, increasing work safety and environmental friendliness of processing systems through the operational management of their work processes, which is the main goal of the modern metalworking industry.
6. Conclusions
- Unlike the data signals obtained by the contact method and thus subject to noise generated by the mechanical vibration of the machine, the non-contact sound measurement method using a microphone located close to the cutting area and the definitions of a comparative dimensionless indicator of the accuracy of measurement results processing provide noise-resistant results of multiplicative and additive character, as well as results resistant to pulse disturbance.
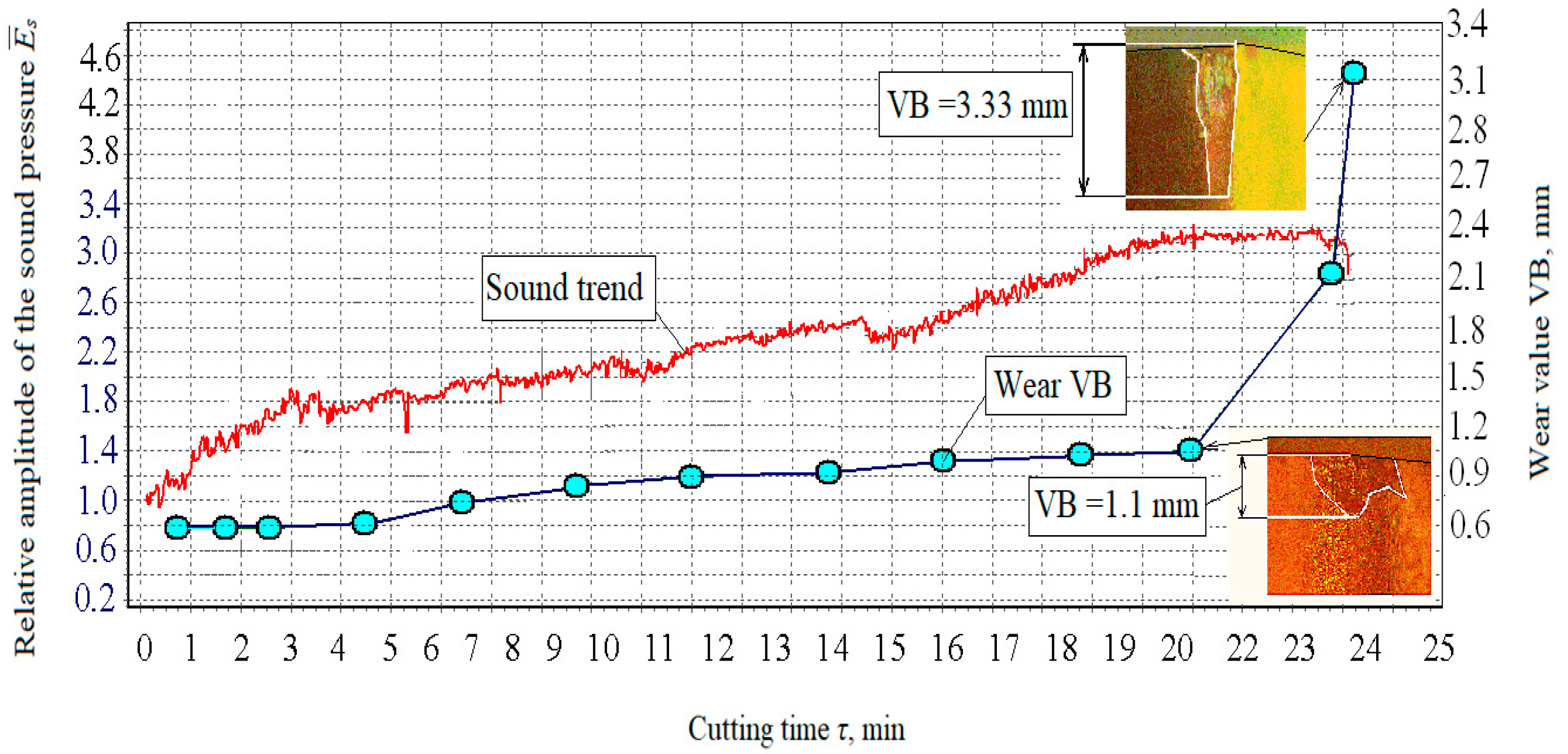
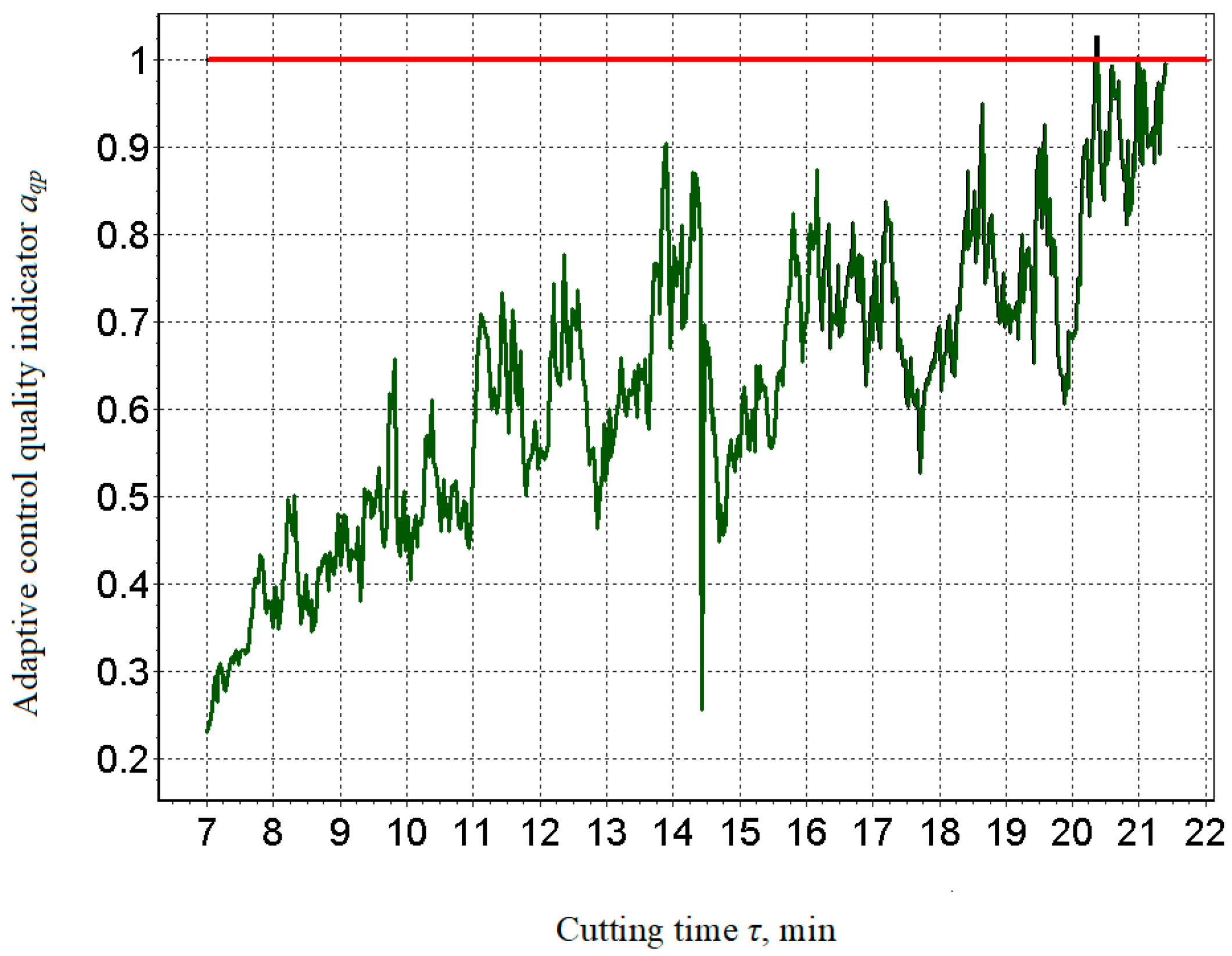
- The development trend of the generated sound and the trend of the tooltip wear change during the cutting process and show a high degree of correlation, as evidenced by the high value of the correlation coefficient (R = 0.93).
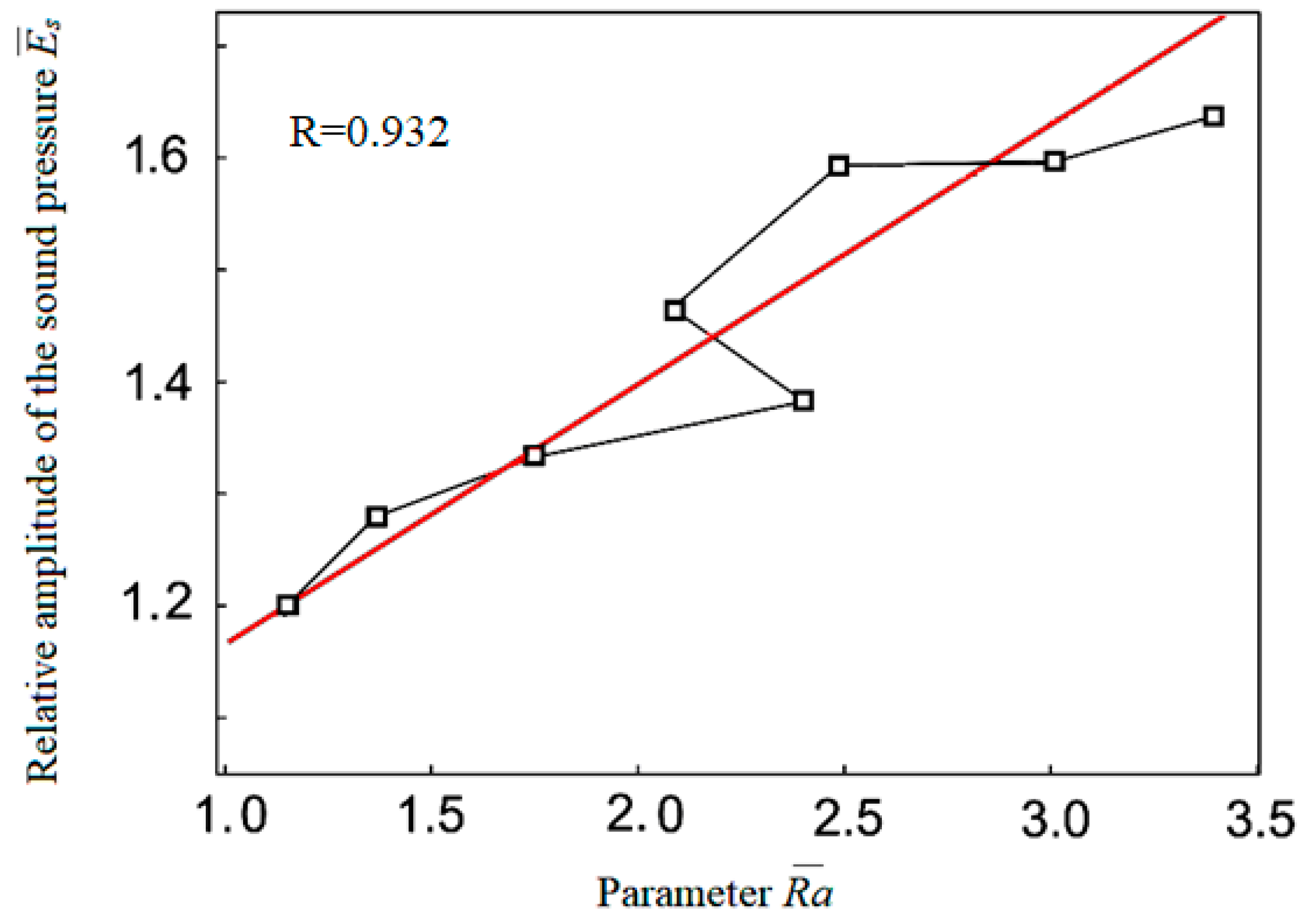
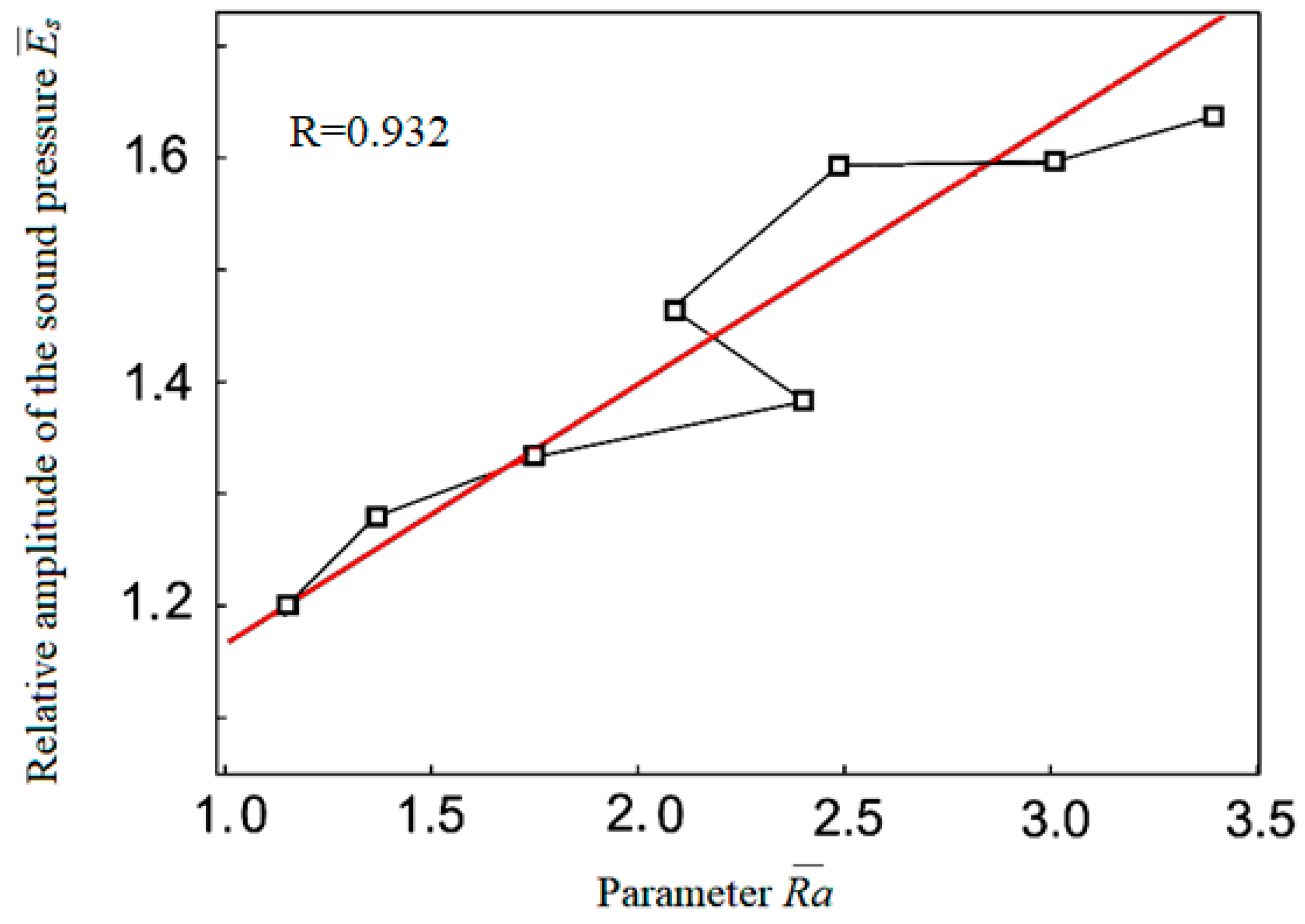
- Moreover, a strong correlation was found between the sound trend and surface roughness parameter Ra characterised by a relatively similar correlation coefficient (R = 0.93).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| Symbol | Measurement Unit | |
| ap | cutting depth | mm |
| f | feed rate | mm/rev |
| sound wave pressure signal | Pa | |
| the measured value of the sound signal | Pa | |
| the measured initial value of the sound signal | Pa | |
| relative sound signal | - | |
| the relative value of the sound pressure signal relative to time τ | - | |
| the measured value of the sound signal relative to time τ | Pa | |
| the measured initial value of the sound signal relative to time τ0 | Pa | |
| the root-mean-square value of useful signal and interference | Pa | |
| the root-mean-square value of the measured value of the sound signal | Pa | |
| the root-mean-square value of the measured initial value of the sound signal | Pa | |
| the total effective sound pressure value at the control point | Pa | |
| the magnitude of the amplitude of the sound wave | Pa | |
| the magnitude of the amplitude of the sound wave relative to time τ | Pa | |
| the magnitude of the amplitude of the sound wave relative to time τ0 | Pa | |
| real-time audio signal of the cutting process response in real time | Pa | |
| number of read signal values | - | |
| the duration of the multiplicative noise | min | |
| the root-mean-square value of the duration of the multiplicative noise | min | |
| the time of the current measurement to which the quantities relate | min | |
| the time of the initial measurement to which the quantities relate | min | |
| the ESh pulse duration | 10−4 s | |
| PC processing time step | 10−5 s | |
| average predicted trouble-free operation time of machining systems using cemented carbide cutting tools from the current batch of samples | min | |
| average experimental time of failure-free operation/ numerical value of tool life | min | |
| length of the bar (in terms of dynamic characteristics, equivalent to a metal object that produces a sound impulse when dropped on the floor, for example) | m | |
| speed of propagation of longitudinal vibrations in metal | m∙s−1 | |
| machining quality index, an indicator for adaptive control | - | |
| the amount of dimensional wear in the blade tip area | mm | |
| the amount of dimensional wear in the blade tip area relative to time τ | mm | |
| the amount of dimensional wear in the blade tip area relative to time τ0 | mm | |
| the degree of change in the geometry of the workpiece component due to tooltip wear | - | |
| the actual size of the workpiece component | mm | |
| the nominal size of the workpiece component | mm | |
| the nominal size of the workpiece component relative to the ΔB-value | mm | |
| change in radial tool wear | mm | |
| surface roughness of the workpiece | μm | |
| workpiece surface roughness relative to time τ | μm | |
| workpiece surface roughness relative to time τ0 | μm | |
| the numerical value of the roughness quality index | - |
References
- Valíček, J.; Hloch, S. Using the acoustic sound pressure level for quality prediction of surfaces created by abrasive waterjet. Int. J. Adv. Manuf. Technol. 2010, 48, 193–203. [Google Scholar] [CrossRef]
- Peržel, V.; Hreha, P.; Hloch, S.; Tozan, H.; Valíček, J. Vibration emission as a potential source of information for abrasive waterjet quality process control. Int. J. Adv. Manuf. Technol. 2012, 61, 285–294. [Google Scholar] [CrossRef]
- Delvecchio, S.; Bonfiglio, P.; Pompoli, F. Vibro-acoustic condition monitoring of Internal Combustion Engines: A critical review of existing techniques. Mech. Syst. Signal Process. 2018, 99, 661–683. [Google Scholar] [CrossRef]
- Krolczyk, G.; Raos, P.; Legutko, S. Experimental analysis of surface roughness and surface texture of machined and fused deposition modelled parts. Teh. Vjesn. 2014, 21, 217–221. [Google Scholar]
- Panda, A.; Duplak, J.; Jurko, J.; Behún, M. New experimental expression of durability dependence for ceramic cutting tool. Appl. Mech. Mater. 2013, 275, 2230–2236. [Google Scholar] [CrossRef]
- Srikant, R.R.; Subrahmanyam, S.M.; Krishna, V.P. Experimental selection of special geometry cutting tool for minimal tool wear. Adv. Prod. Eng. Manag. 2010, 5, 13–24. [Google Scholar]
- Jurko, J.; Panda, A.; Valíček, J.; Harničárová, M.; Pandová, I. Study on cone roller bearing surface roughness improvement and the effect of surface roughness on tapered roller bearing service life. Int. J. Adv. Manuf. Technol. 2016, 82, 1099–1106. [Google Scholar] [CrossRef]
- Ghani, J.A.; Rizal, M.; Nuawi, M.Z.; Ghazali, M.J.; Haron, C.H.C. Monitoring online cutting tool wear using low-cost technique and user-friendly GUI. Wear 2011, 271, 2619–2624. [Google Scholar] [CrossRef]
- Ostasevicius, V.; Gaidys, R.; Rimkeviciene, J.; Dauksevicius, R. An approach based on tool mode control for surface roughness reduction in high-frequency vibration cutting. J. Sound Vib. 2010, 329, 4866–4879. [Google Scholar] [CrossRef]
- Chen, C.H.; Wang, Y.C.; Lee, B.Y. The effect of surface roughness of end-mills on optimal cutting performance for high-speed machining. J. Mech. Eng. 2013, 59, 124–134. [Google Scholar] [CrossRef] [Green Version]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A Review of Indirect Tool Condition Monitoring Systems and Decision-Making Methods in Turning: Critical Analysis and Trends. Sensors 2021, 21, 108. [Google Scholar] [CrossRef] [PubMed]
- Colantonio, L.; Equeter, L.; Dehombreux, P.; Ducobu, F. A Systematic Literature Review of Cutting Tool Wear Monitoring in Turning by Using Artificial Intelligence Techniques. Machines 2021, 9, 351. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Salur, E.; Gupta, M.K.; Sarıkaya, M.; Pimenov, D.Y. A state-of-the-art review on sensors and signal processing systems in mechanical machining processes. Int. J. Adv. Manuf. Technol. 2021, 116, 2711–2735. [Google Scholar] [CrossRef]
- Nikhare, C.P.; Ragai, I.; Loker, D.; Sweeney, S.; Conklin, C.; Roth, J.T. Investigation of acoustic signals during W1 tool steel quenching. In Proceedings of the ASME 10th International Manufacturing Science and Engineering Conference 2013, Charlotte, NC, USA, 8–12 June 2015. [Google Scholar]
- Erich, N.J.; Nikhare, C.P.; Conklin, C.; Loker, D.R. Study of acoustics signals and mechanical properties dependence during cold drawn A36 steel quenching. In Proceedings of the 34th International Deep Drawing Research Group Conference, Shanghai, China, 31 May–3 June 2015. [Google Scholar]
- Ramesh, K.; Baranitharan, P.; Sakthivel, R. Investigation of the stability on boring tool attached with double impact dampers using Taguchi based Grey analysis and cutting tool temperature investigation through FLUKE-Thermal imager. Measurement 2019, 131, 143–155. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Erzincanlı, F. Tool wear and surface roughness analysis in milling with ceramic tools of Waspaloy: A comparison of machining performance with different cooling methods. J. Braz. Soc. Mech. Sci. 2019, 41, 83. [Google Scholar] [CrossRef]
- Leng, S.; Wang, Z.; Min, T.; Dai, Z.; Chen, G. Detection of tool wear in drilling CFRP/TC4 stacks by acoustic emission. J. Vib. Eng. Technol. 2020, 8, 463–470. [Google Scholar] [CrossRef]
- Pandiyan, V.; Tjahjowidodo, T. Use of Acoustic Emissions to detect change in contact mechanisms caused by tool wear in abrasive belt grinding process. Wear 2019, 436, 203047. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Álvarez-Flórez, J.; Domínguez-Fernández, A. Acoustic emission analysis for the detection of appropriate cutting operations in honing processes. Mech. Syst. Signal Process. 2018, 99, 873–885. [Google Scholar] [CrossRef]
- Álvarez Flórez, J.A.; Buj Corral, I.; Vivancos Calvet, J. Analysis of roughness, force and vibration signals in ball-end milling processes. J. Trends Dev. Mach. Assoc. Technol. 2015, 19, 1–4. [Google Scholar]
- Fallah, M.; Moetakef-Imani, B. Design, analysis, and implementation of a new adaptive chatter control system in internal turning. Int. J. Adv. Manuf. Tech. 2019, 104, 1637–1659. [Google Scholar] [CrossRef]
- Lin, C.Y.; Yeh, S.S. Integration of cutting force control and chatter suppression control into automatic cutting feed adjustment system design. Mach. Sci. Technol. 2020, 24, 65–95. [Google Scholar] [CrossRef]
- Pechenin, V.A.; Khaimovich, A.I.; Kondratiev, A.I.; Bolotov, M.A. Method of controlling cutting tool wear based on signal analysis of acoustic emission for milling. Procedia Eng. 2017, 176, 246–252. [Google Scholar] [CrossRef]
- Schwenzer, M.; Adams, O.; Klocke, F.; Stemmler, S.; Abel, D. Model-based predictive force control in milling: Determination of reference trajectory. Prod. Eng. 2017, 11, 107–115. [Google Scholar] [CrossRef]
- Jiang, X.; Guo, M.; Li, B. Active control of high-frequency tool-workpiece vibration in micro-grinding. Int. J. Adv. Manuf. Technol. 2018, 94, 1429–1439. [Google Scholar]
- Ivanov, I.; Pleshcheev, I.; Larkin, A. Vibratory drilling with digital adaptive control. In Proceedings of the International Conference on Modern Trends in Manufacturing Technologies and Equipment (ICMTMTE 2018), Sevastopol, Russia, 10–14 September 2018. [Google Scholar]
- Zhao, P.; Huang, J.; Shi, Y. Nonlinear dynamic modeling and adaptive sliding control of the milling head for efficient and powerful machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 381–393. [Google Scholar] [CrossRef]
- Liu, X.; Su, C.Y.; Li, Z.; Yang, F. Adaptive neural-network-based active control of regenerative chatter in micromilling. IEEE Trans. Autom. Sci. Eng. 2017, 15, 628–640. [Google Scholar] [CrossRef]
- Jain, V.; Raj, T. Prediction of cutting force by using ANFIS. Int. J. Syst. Assur. Eng. Manag. 2018, 9, 1137–1146. [Google Scholar] [CrossRef]
- Javed, K.; Gouriveau, R.; Li, X.; Zerhouni, N. Tool wear monitoring and prognostics challenges: A comparison of connectionist methods toward an adaptive ensemble model. J. Intell. Manuf. 2018, 29, 1873–1890. [Google Scholar] [CrossRef]
- Župerl, U.; Čuš, F. A Cyber-Physical System for Surface Roughness Monitoring in End-Milling. J. Mech. Eng. 2019, 65, 67–77. [Google Scholar] [CrossRef]
- Stemmler, S.; Ay, M.; Schwenzer, M.; Abel, D.; Bergs, T. Model-based Predictive Force Control in Milling. In Proceedings of the 2019 18th European Control Conference (ECC), ECC 2019, Naples, Italy, 25–28 June 2019. [Google Scholar]
- Lienenlüke, L.; Wurm, S.; Storms, S.; Brecher, C. Adaptive Feed Control for Machining with Industrial Robots. In Proceedings of the 2019 4th International Conference on Control and Robotics Engineering (ICCRE), Nanjing, China, 20–23 April 2019. [Google Scholar]
- Traini, E.; Bruno, G.; D’antonio, G.; Lombardi, F. Machine learning framework for predictive maintenance in milling. IFAC-PapersOnLine 2019, 52, 177–182. [Google Scholar]
- Hou, Q.; Sun, J.; Huang, P. A novel algorithm for tool wear online inspection based on machine vision. Int. J. Adv. Manuf. Technol. 2019, 101, 2415–2423. [Google Scholar] [CrossRef]
- Nishida, I.; Tsuyama, R.; Shirase, K.; Onishi, M.; Koarashi, K. Development of Innovative Intelligent Machine Tool Based on CAM-CNC Integration Concept–Adaptive Control Based on Predicted Cutting Force. Int. J. Autom. Technol. 2019, 13, 373–381. [Google Scholar] [CrossRef]
- Bui, V.H.; Gilles, P.; Sultan, T.; Cohen, G.; Rubio, W. Adaptive speed control for waterjet milling in pocket corners. Int. J. Adv. Manuf. Technol. 2019, 103, 77–89. [Google Scholar] [CrossRef]
- Dai, J.; Cao, R.; Hou, Z.; Zhao, Y. Model-free adaptive predictive control for non-circular cutting derived cnc system. In Proceedings of the Chinese Control and Decision Conference (CCDC), Yinchuan, China, 28–30 May 2016. [Google Scholar]
- Sörnmo, O.; Olofsson, B.; Robertsson, A.; Johansson, R. Learning approach to cycle-time-minimization of wood milling using adaptive force control. J. Manuf. Sci. Eng. 2016, 138, 011013. [Google Scholar] [CrossRef]
- Vrabel, M.; Maňková, I.; Beňo, J. Monitoring and control of manufacturing process to assist the surface workpiece quality when drilling. Procedia CIRP 2016, 41, 735–739. [Google Scholar] [CrossRef] [Green Version]
- Drossel, W.G.; Bucht, A.; Pagel, K.; Mäder, T.; Junker, T. Adaptronic applications in cutting machines. Procedia CIRP 2016, 46, 303–306. [Google Scholar] [CrossRef]
- Nahornyi, V.; Aleksenko, O.; Fedotova, N. Adaptive Control of the Metalworking Technology Systems Operation Based on the Forecast of the Actual Resource of the Cutting Tool. In Information and Software Technologies; Dregvaite, G., Damasevicius, R., Eds.; Springer: Cham, Switzerland, 2016; Volume 639, pp. 187–198. [Google Scholar]
- Nahornyi, V.V. Control of the Metalworking Technological System Dynamic State and Predicting Its Resource; Sumy State University: Sumy, Ukraine, 2016; 242p. [Google Scholar]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Giasin, K.; Mikolajczyk, T.; Sharma, S. Modeling of Cutting Parameters and Tool Geometry for Multi-Criteria Optimization of Surface Roughness and Vibration via Response Surface Methodology in Turning of AISI 5140 Steel. Materials 2020, 13, 4242. [Google Scholar] [CrossRef]
- Kuntoğlu, M. Prediction of Progressive Tool Wear and Cutting Tool Breakage Using Acoustic Emission and Cutting Force Signals in Turning. Master’s Thesis, Institute of Science and Technology, Selcuk University, Konya, Turkey, 2016. [Google Scholar]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Güneş, A.; Şahin, Ö.S. Experimental study and analysis of machinability characteristics of metal matrix composites during drilling. Compos. B Eng. 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Salur, E.; Aslan, A.; Kuntoğlu, M.; Güneş, A.; Şahin, Ö.S. Optimisation of cutting forces during turning of composite materials. Acad. Platf. J. Eng. Sci. 2020, 8, 423–431. [Google Scholar] [CrossRef]
- Zhou, Y.; Xue, W. Review of tool condition monitoring methods in milling processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2509–2523. [Google Scholar] [CrossRef]
- Bustillo, A.; Pimenov, D.Y.; Mia, M.; Kapłonek, W. Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J. Intell. Manuf. 2020, 32, 895–912. [Google Scholar] [CrossRef]
- Liang, X.; Liu, Z.; Yao, G.; Wang, B.; Ren, X. Investigation of surface topography and its deterioration resulting from tool wear evolution when dry turning of titanium alloy Ti-6Al-4V. Tribol. Int. 2019, 135, 130–142. [Google Scholar] [CrossRef]
- Balaji, M.; Rao, K.V.; Rao, N.M.; Murthy, B.S.N. Optimisation of drilling parameters for drilling of TI-6Al-4V based on surface roughness, flank wear and drill vibration. Measurement 2018, 114, 332–339. [Google Scholar] [CrossRef]
- El Hakim, M.A.; Shalaby, M.A.; Veldhuis, S.C.; Dosbaeva, G.K. Effect of secondary hardening on cutting forces, cutting temperature, and tool wear in hard turning of high alloy tool steels. Measurement 2015, 65, 233–238. [Google Scholar] [CrossRef]
- Sasahara, H.; Satake, K.; Takahashi, W.; Goto, M.; Yamamoto, H. The effect of oil mist supply on cutting point temperature and tool wear in driven rotary cutting. Precis. Eng. 2017, 48, 158–163. [Google Scholar] [CrossRef]
- Wang, C.; Ming, W.; Chen, M. Milling tool’s flank wear prediction by temperature dependent wear mechanism determination when machining Inconel 182 overlays. Tribol. Int. 2016, 104, 140–156. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The effect of addition of hBN nanoparticles to nanofluid-MQL on tool wear patterns, tool life, roughness and temperature in turning of Ni-based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes and Systems; Wiley: Hoboken, NJ, USA, 2019. [Google Scholar]
- Valera, H.Y.; Bhavsar, S.N. Experimental Investigation of Surface Roughness and Power Consumption in Turning Operation of EN 31 Alloy Steel. Procedia Technol. 2014, 14, 528–534. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimisation of Machining Parameters to Minimize Surface Roughness using Integrated ANN-GA Approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Akkus, H. Investigation of surface roughness values resulting from turning AISI 1040 steel with RSM and ANN. BSEU Eng. Res. Technol. 2020, 7, 186–197. [Google Scholar]
- Seemuang, N.; McLeay, T.; Slatter, T. Using spindle noise to monitor tool wear in a turning process. Int. J. Adv. Manuf. Tech. 2016, 86, 2781–2790. [Google Scholar] [CrossRef] [Green Version]
- Raja, E.; Sayeed, S.; Samraj, A.; Kiong, L.C.; Soong, L.W. Tool flank wear condition monitoring during turning process by SVD analysis on emitted sound signal. Eur. J. Res. 2011, 49, 503–509. [Google Scholar]
- Lauro, C.H.; Brandão, L.C.; Baldo, D.; Reis, R.A.; Davim, J.P. Monitoring and processing signal applied in machining processes–A review. Measurement 2014, 58, 73–86. [Google Scholar] [CrossRef]
- Rafezi, H.; Akbari, J.; Behzad, M. Tool condition monitoring based on sound and vibration analysis and wavelet packet decomposition. In Proceedings of the 2012 8th International Symposium on Mechatronics and its Applications (ISMA 2012), Sharjah, United Arab Emirates, 10–12 April 2012; pp. 1–4. [Google Scholar]
- Childs, T.H.C. Friction modelling in metal cutting. Wear 2006, 260, 310–318. [Google Scholar] [CrossRef]
- Grzesik, W.; Rech, J. Influence of machining conditions on friction in metal cutting process—A review. Mechanik 2019, 92, 242–248. [Google Scholar] [CrossRef] [Green Version]
- Panda, A.; Nahornyi, V. Forecasting Catastrophic Events in Technology, Nature and Medicine; Springer Briefs in Applied Sciences and Technology; Springer: Cham, Switzerland, 2021. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Inserts | Cutting Conditions | D, mm | ||
|---|---|---|---|---|
| n, rpm | f, mm/rev | ap, mm | ||
| P 25 | 125 | 0.15 | 1 | 98.0 |
| T15K6 | 315 | 0.20 | 1 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nahornyi, V.; Panda, A.; Valíček, J.; Harničárová, M.; Kušnerová, M.; Pandová, I.; Legutko, S.; Palková, Z.; Lukáč, O. Method of Using the Correlation between the Surface Roughness of Metallic Materials and the Sound Generated during the Controlled Machining Process. Materials 2022, 15, 823. https://doi.org/10.3390/ma15030823
Nahornyi V, Panda A, Valíček J, Harničárová M, Kušnerová M, Pandová I, Legutko S, Palková Z, Lukáč O. Method of Using the Correlation between the Surface Roughness of Metallic Materials and the Sound Generated during the Controlled Machining Process. Materials. 2022; 15(3):823. https://doi.org/10.3390/ma15030823
Chicago/Turabian StyleNahornyi, Volodymyr, Anton Panda, Jan Valíček, Marta Harničárová, Milena Kušnerová, Iveta Pandová, Stanislaw Legutko, Zuzana Palková, and Ondrej Lukáč. 2022. "Method of Using the Correlation between the Surface Roughness of Metallic Materials and the Sound Generated during the Controlled Machining Process" Materials 15, no. 3: 823. https://doi.org/10.3390/ma15030823
APA StyleNahornyi, V., Panda, A., Valíček, J., Harničárová, M., Kušnerová, M., Pandová, I., Legutko, S., Palková, Z., & Lukáč, O. (2022). Method of Using the Correlation between the Surface Roughness of Metallic Materials and the Sound Generated during the Controlled Machining Process. Materials, 15(3), 823. https://doi.org/10.3390/ma15030823