1. Introduction
In the manufacture of components for aero-gas turbine engines, efficient techniques for producing long micro holes are particularly desirable [
1]. There are about 40,000 such holes (with diameters in the range of 0.3–5 mm and a ratio of the hole length to its diameter of up to 600:1 [
2]) that are made in the turbine blade structure [
3]. In the case of the aerospace industry, high-ratio micro holes (more than 100) must be characterized by high quality and dimensional and shape accuracy [
4,
5]. There are still no effective methods for making such micro holes in modern alloys and superalloys. Currently, one of the most effective techniques for drilling micro holes in these materials is electrical discharge drilling/machining (EDD/EDM) [
6,
7].
Particularly in the case of machining the Inconel 718 superalloy, most researchers prefer the electrical discharge drilling process [
8]. This is due mainly to the mechanical properties of the Inconel 718 superalloy (high toughness, high hardness, poor thermal properties) which make it significantly more difficult to process using conventional methods [
9]. However, due to the thermophysical properties of this superalloy (thermal conductivity—11.4 (W/(m×°K)), electrical resistivity—121 (µΩ×cm), specific heat capacity—435 (J/(kg×°K)), melting point—1483.15–1617.15 (°K), density—8.19 (g/cm
3) [
10,
11]) it is hard to make high-ratio micro holes in this material, including in the case of electrical discharge drilling [
12,
13]. A significant limitation is the accumulation of eroded particles at the bottom of the hole as a result of difficulties in flushing the interelectrode gap area [
14]. Accumulation of erosion products at the bottom of the hole contributes to arc discharges and short circuits, as well as secondary/abnormal discharges between the debris and the hole wall and between the debris and the electrode side surface [
15]. These discharges are an undesirable phenomenon that reduces the accuracy of the hole geometry and causes increased wear of the working electrode [
16].
The phenomena present in the machining area and impact of the Inconel 718 properties on the EDD process means that results analysis can be difficult. Research is still being conducted to improve performance characteristics of the EDD process, i.e., to increase the material removal rate (MRR) and simultaneously decrease the tool wear rate (TWR) or improve the surface roughness (
SR) [
17,
18,
19]. One of the ways to learn more about the influence of process parameters and to further understand the phenomena present in the interelectrode gap area is to analyze the relationship between the input and output factors, obtained by applying mathematical and statistical techniques.
Currently developed models describing the relationships between the input and resulting factors are also used to optimize the machining process parameters [
20,
21]. The most commonly used mathematical and statistical techniques include multiple regression and design of experiments (DOE) [
22], the analysis of variance (ANOVA) [
23], the response surface methodology (RSM) [
24], Taguchi method [
25], grey relational analysis (GRA) [
12], artificial neural networks (ANNs) [
26,
27], neuro-fuzzy approach [
22], and also their combinations [
28,
29]. For analyzing the effects of electrical discharge machining process parameters on performance factors, as well as developing empirical models, the RSM has been the most widely used technique in recent years [
30]. It includes a set of mathematical and experimental techniques that require sufficient experimental data to analyze the problem and develop mathematical models that consider the dependencies of several input variables and the resulting factors [
27,
31,
32]. This feature is important because the EDM process usually analyses the influence of several input factors (usually three, four or more), which can include: open circuit voltage, pulse-on-time, pulse-off-time, discharge current, duty cycle, working-fluid flushing pressure, electrode, electrode polarity, electrode material, and initial interelectrode gap [
20].
In order to check the fit of the resulting models using statistical techniques, some researchers analyze the results using several methods at the same time. In [
28], the authors suggest that using the RSM technique to analyze the effects of process parameters (peak current, electrode rotation speed, and peak voltage) on the MRR and the diametral overcut (DOC), made it possible to obtain an effective model in a short time. This approach is more appropriate due to the many factors affecting the process and still unknown phenomena present in the machining gap area. However, [
29] presents a predictive model for wire electrical discharge machining of the Inconel 718 superalloy with the use of the RSM and ANN techniques. The analysis of the results showed that the model obtained by applying an artificial neural network provided more accurate and reliable predicted values of the analyzed resulting factors, compared to the RSM method. In addition, the lower value of the mean square error for the ANNs (1.49%) compared with the RSM (5.71%) confirms a better fit of the neural network model. In [
27], on the other hand, an analysis of the relationship between the influence of electrical discharge drilling process parameters (discharge current, dielectric liquid pressure, and electrode rotational speed) on the resulting factors (machining rate, electrode tool wear, average over-cut, and taper angle) was carried out using methods such as the RSM, ANNs and the regression analysis (RA). But, the analyzed process parameters do not include all parameters most affecting the machining performance, such as pulse-on-time and pulse-off-time. For this reason, the developed models do not present sufficient information concerning optimization. The analysis of the models which were obtained demonstrated that the models generated with the use of the ANNs and RA can be successfully used to effectively predict results in the case of micro-drilling in AISI 304 stainless steel. In this case, to develop the models with the use of ANNs, the Levenberg–Marquardt algorithm was applied. The ANNs were trained with the use of 21 test outputs, and then it was checked and tested with the use of six test outputs. Moreover, in [
22], the ANN technique which was applied provided a model describing the dependence of input factors on the resulting factors in the wire-EDM process of Inconel 718. To determine their models, the neural network was trained based on 81 experimental tests and each of its corresponding classes. In this case, the neural network structure involved 10 hidden layers. The ANN models were developed with an overall accuracy of 90%. However, the number of experimental tests is relatively large which extends the requirements for obtaining data to use in optimization. As above, it can be noted that neural networks can be defined in various ways and can be trained with the use of different amounts of data. The authors of [
33] used two methods (RSM and ANNs) to determine the relationship between the input and resulting factors of electrical discharge drilling of micro holes in the Inconel 718 superalloy. However, the analyzed input parameters did not include the main process parameters affecting the response factors. In the analysis, there was a lack of influence parameters such as time-on-time, pulse-off-time and current amplitude. The analysis of the results showed a sufficient fit between the values calculated on the basis of both methods’ models compared to the measured values. Furthermore, the authors noted that neural networks can calculate the predicted values from experimental values with a high fit (for ANN models with 4-9-3 architecture). It is worthwhile to underline that the developed models have an application in this concrete case.
Accordingly, it is challenging to develop an adequate model to describe all the relationships and phenomena associated with making micro holes with the use of the electrical discharge drilling process. Therefore, any additional research and models developed using various statistical and mathematical techniques provides an important contribution to improving the process performance. In addition, the complexity of phenomena accompanying the removing allowance in the EDD process influences the development of a good model. From the reason, it is important to check several statistical methods when developing models based on the experimental data.
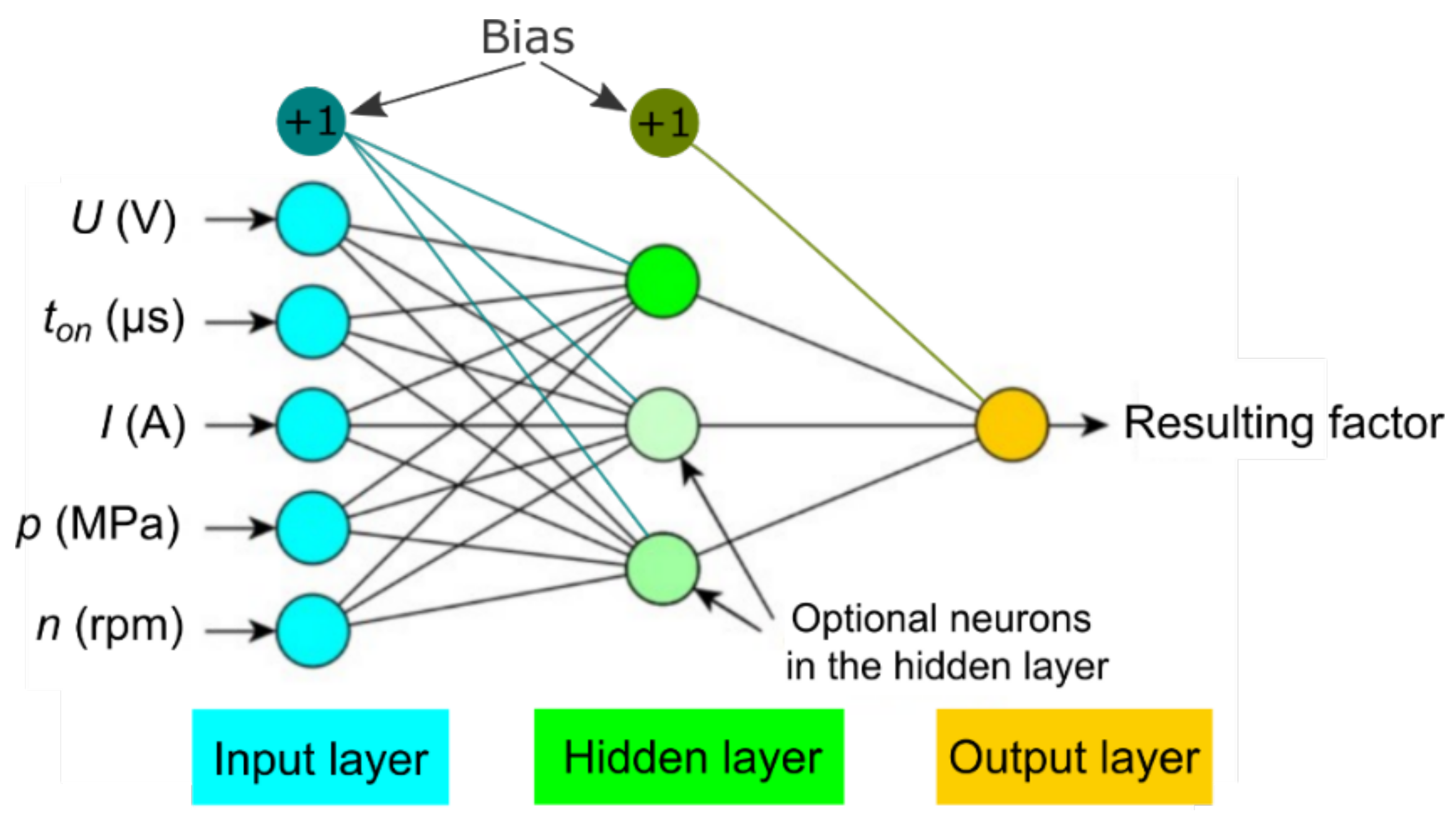
When modeling processes that use complex physical phenomena, the use of RSM, which enables the creation of models based on a polynomial quadratic function, is insufficient in many situations. The applied models using ANNs are built on the basis of time-consuming experimental research involving the performance of a large number of tests and measurements. The present study proposes the use of ANN modeling with a simple architecture consisting of several neurons in one hidden layer, combined with the use of a research plan. This approach is characterized by the possibility of using the advantages of modeling with the use of ANNs and a reduced amount of experimental studies accompanying modeling as compared with the use of the RSM. The analysis was developed on the basis of the data obtained from experimental studies of the electrical discharge drilling process in the Inconel 718 superalloy, including the influence of process parameters on the resulting factors, directly affecting the material removal rate (open voltage, pulse time, current amplitude) and the parameters related to the flow of the fluid through the interelectrode gap area (inlet dielectric pressure and tube-electrode rotation), on performance factors (drilling speed and linear tool wear), and geometric features of micro holes (aspect ratio hole, hole conicity, side gap thickness). The resulting data involved the effect of five input variables on the five resulting factors. In addition, values of the aspect ratio holes, the hole conicity and the side gap thickness are relative small and/or slightly different from each other. It is important to determine which method is preferable in order to obtain better fitted models for these output factors.
3. Results
Fitting the RSM and ANN Models to the Measured Values
The analysis of the influence of the electrical discharge drilling process parameters variables on the resulting factors using the RSM and ANN methods showed that the models created on the basis of neural networks in each case provided a better fit between the calculated and the measured values. This was especially the case for the aspect ratio hole, the hole conicity and the side gap thickness. This conclusion is also consistent with the analysis of the literature which was performed.
Table 10 shows the following values: Pearson correlation coefficients (
R), average deviations (
AD), relative square errors (
RSE) and relative average deviations (
RAD) obtained from the analysis of the models created using the RSM and ANN methods, for the
DS and
LTW parameters. For the ANN models, the analysis results are additionally presented by dividing the data into learning, testing and validation. The values of the Pearson correlation coefficients and the determined errors for the
AR and
HC are presented in
Table 11, and the ones for
SG in
Table 12.
The calculated and measured values of the drilling speed parameter are characterized by a high fit (R = 0.97 for the RSM model and R = 0.97 for the ANNs model). Likewise, the calculated values for the aspect ratio hole and the thickness side gap using both models are characterized by a high fit to the measured data. The Pearson correlation coefficients were, for the AR: R = 0.96—RSM and 0.97 for ANNs, and for SG: R = 0.95—RSM and 0.98—ANNs, respectively. For the LTW, the calculated and measured values have a good fit (for the RSM model, R = 0.88 and for the ANN model R = 0.97). Similarly, the calculated and measured values for hole conicity are characterized by a good fit (R = 0.85—RSM and R = 0.96 for ANNs). In all cases, a better fit between the calculated and measured values was obtained for the models created using the ANNs.
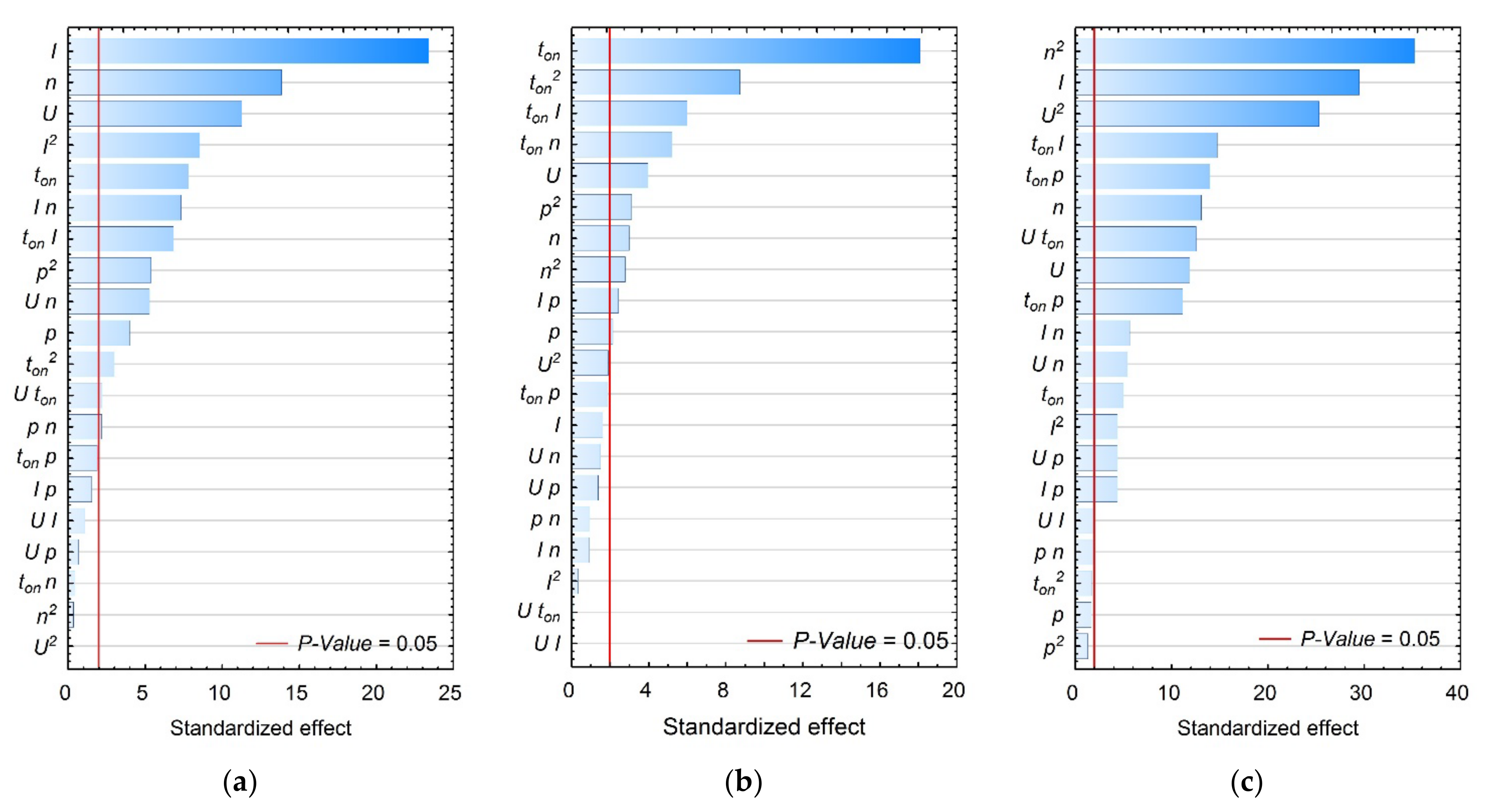
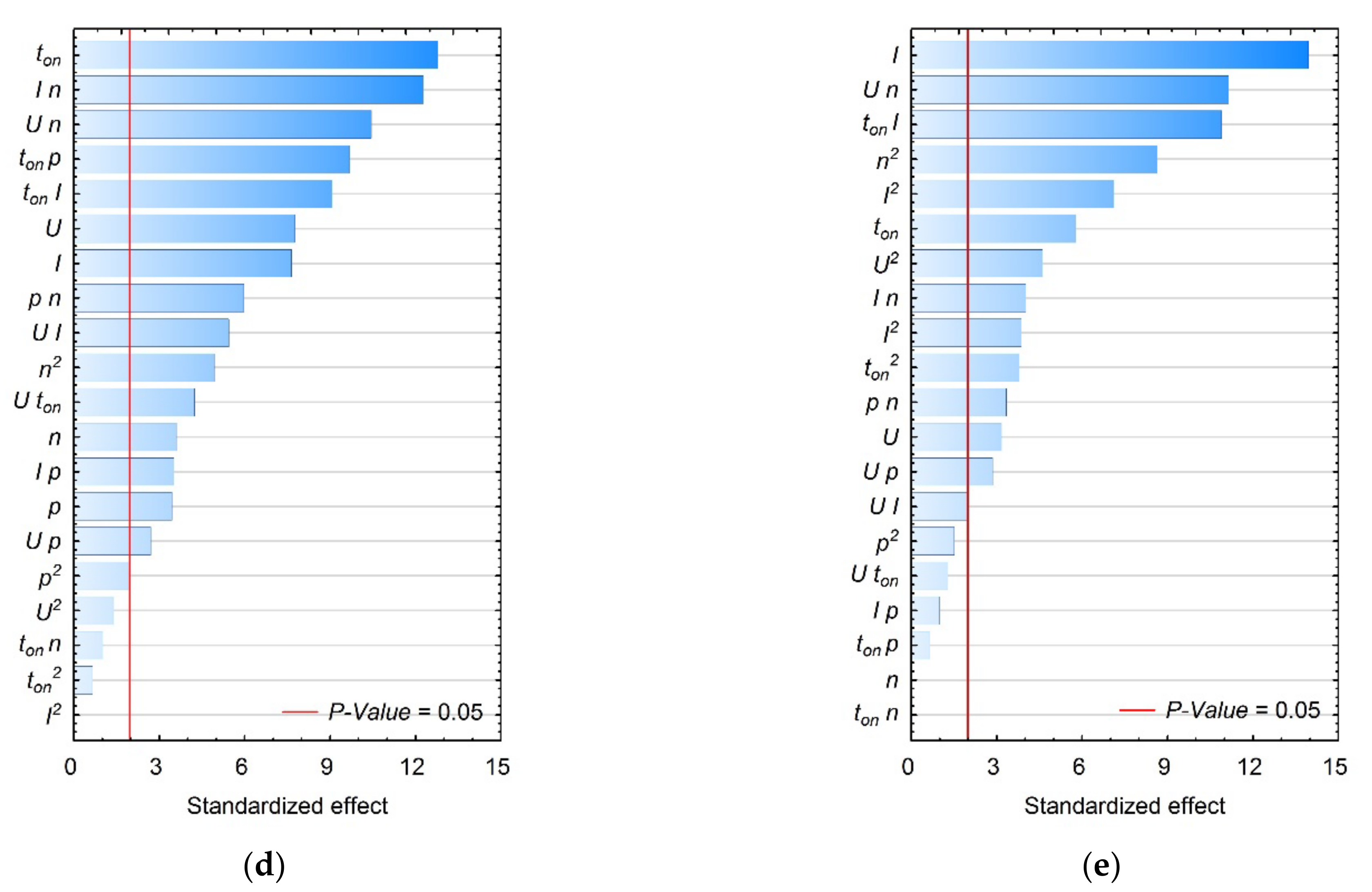
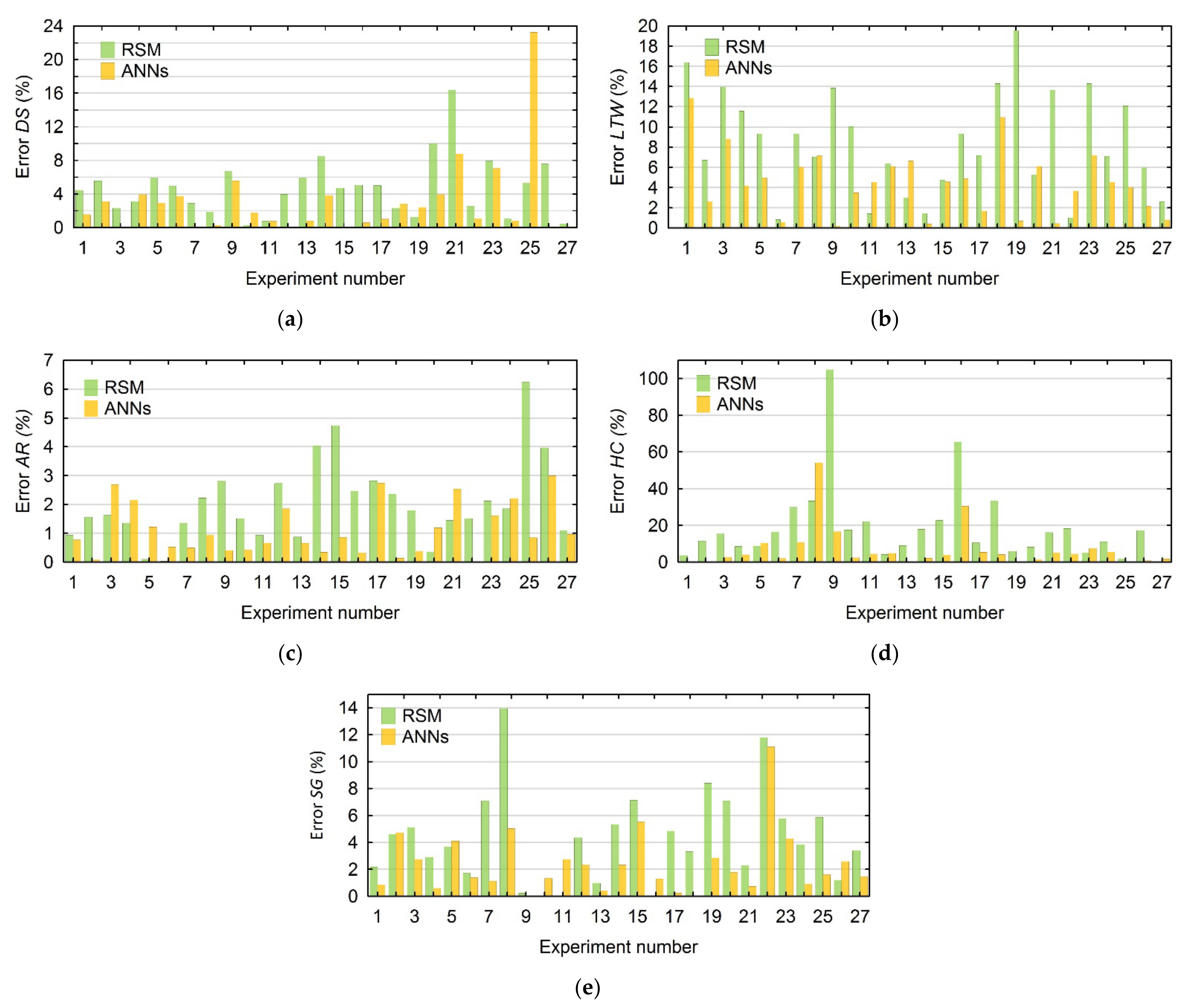
In addition, to compare the calculated values with the use of both methods, the prediction error is estimated according to Equation (14). The comparisons of error for values of
DS and
LTW, and
AR,
HC,
SG, are shown in
Figure 5a–e, respectively.
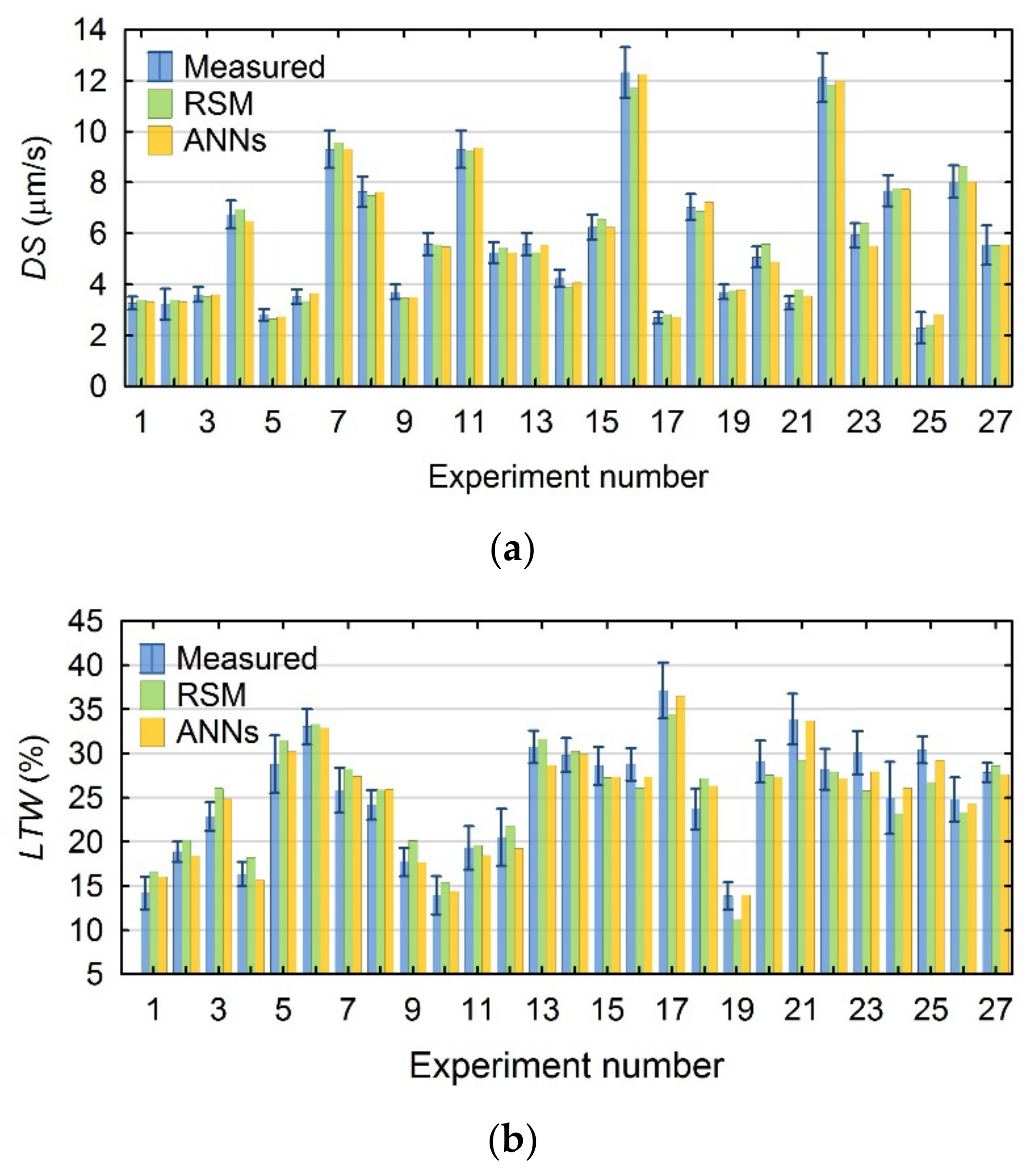
For the analysis of the Pearson correlation coefficients and errors, the values calculated with the created models were compared with the average values measured for each of the test plan layouts.
Figure 6a,b presents a comparison of these values for the
DS and
LTW.
The DS factor values calculated using both models, and the LTW parameter values calculated using the ANN model, are characterized by a high fit to the mean measured values. In some cases, the calculated values depart from the mean measured ones, but are within their standard deviations. In contrast, the LTW parameter values calculated with the RSM model for tests 3, 9, 19, 21, 23 and 25 differ significantly from the mean measured values. For 10 of the 27 tests in the plan, the values calculated using the RSM model are not within the range of standard deviations of the measured values.
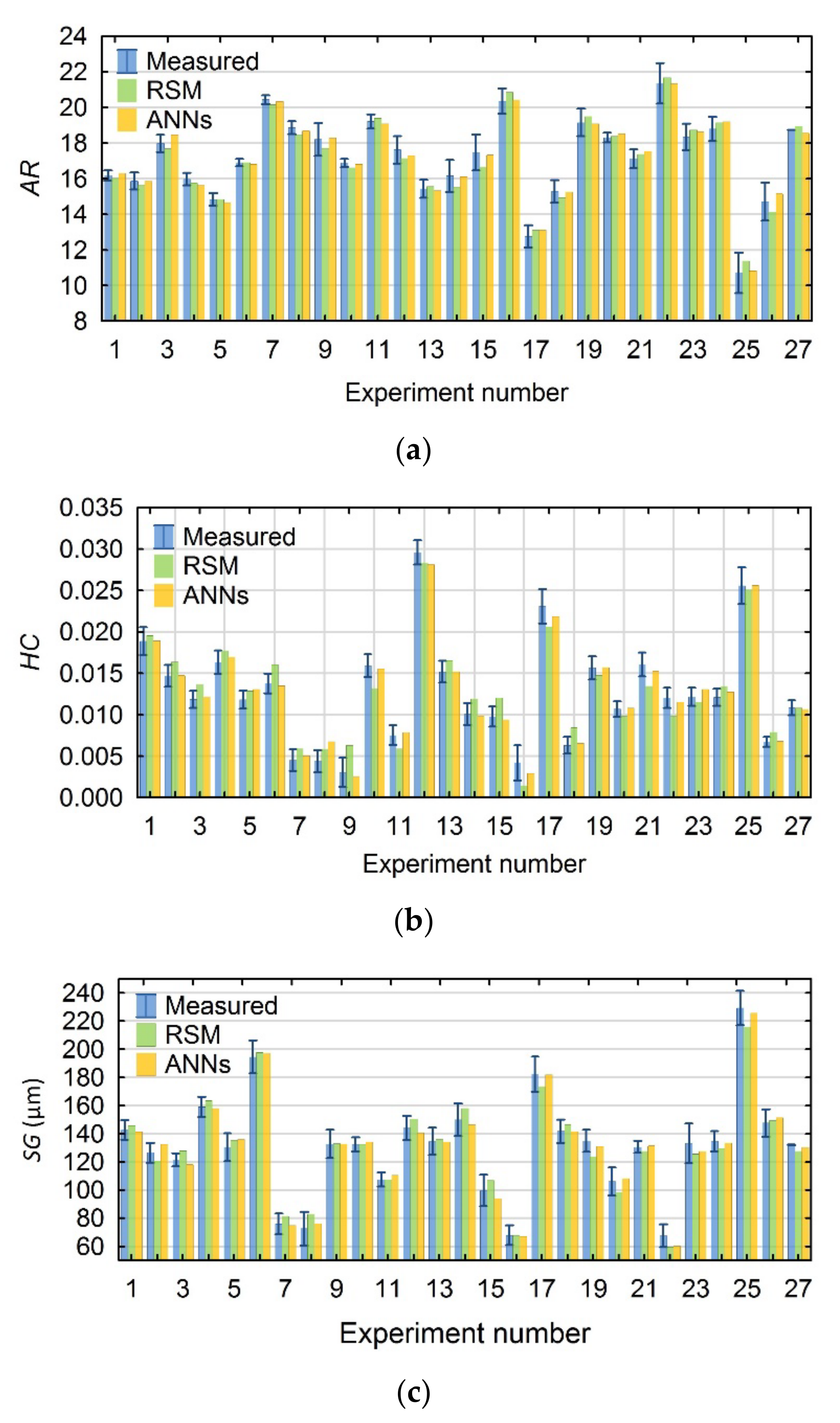
When fitting the calculated values of the parameters characterizing the geometry of the hole using the RSM and ANN models, the following were obtained:
For the
HC parameter, for tests Nos. 9 and 6 of the research plan, the calculated values differ significantly from the mean measured ones. In addition, for tests Nos. 16 of the 27 plan layouts in the plan, the values of the
HC parameter calculated with the RSM model are not within the standard deviation of the measured values. In addition, the
SG values calculated with the RSM model depart from the mean measured ones, but are within their standard deviations.
Figure 7a–c shows a comparison of the individual plan layouts for the
AR,
HC and
SG resulting factors, including the measured values and those calculated using both methods.
4. Discussion
An Effect of the Process Parameters on the Resulting Data
This section compares the obtained relationships between the EDM process parameters and the result factors that were generated for the values calculated on the basis of experimental values, using the artificial neural network and response surface methodology methods. The included graphs showing relationships were selected from among over 100 generated graphs, which sufficiently present the differences between the obtained models.
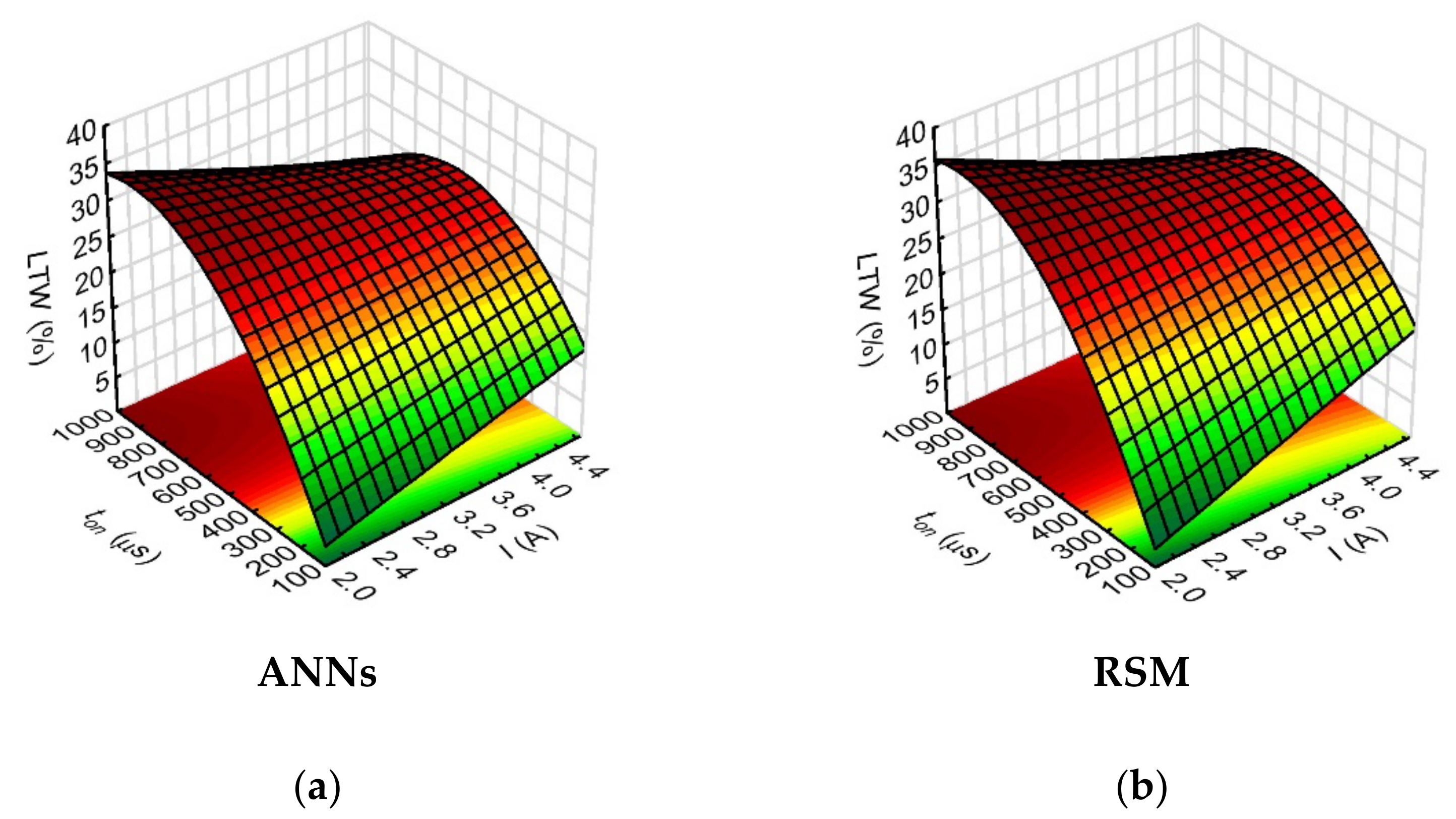
The sensitivity analysis for the neural network model showed the greatest influence of just the pulse duration on the linear tool wear (the neural network sensitivity value for ton was 30.48). In this case, the fit of the models obtained using the RSM and ANN methods for the above-mentioned relationships was very similar (shown in
Figure 8). The analysis of the results showed that the relationships which were obtained in the combinations of process parameters set with the pulse time length showed the highest linear electrode wear (
LTW = 30–35%) for the highest pulse time values (
ton = 700–999 µs).
The linear tool wear was most affected by the pulse time parameter, related to the influence of the thermal energy supplied to the test area, which is determined by this process parameter. However, in the case of machining the Inconel 718 superalloy, the energy distribution in the interelectrode gap region is disturbed due to the thermophysical properties of this material. Here, the low values of this superalloy properties such as thermal conductivity and thermal expansion coefficient have the greatest adverse effect. As a result, a significant amount of the heat present in the process was transferred to the working electrode material, which increased the electrode wear.
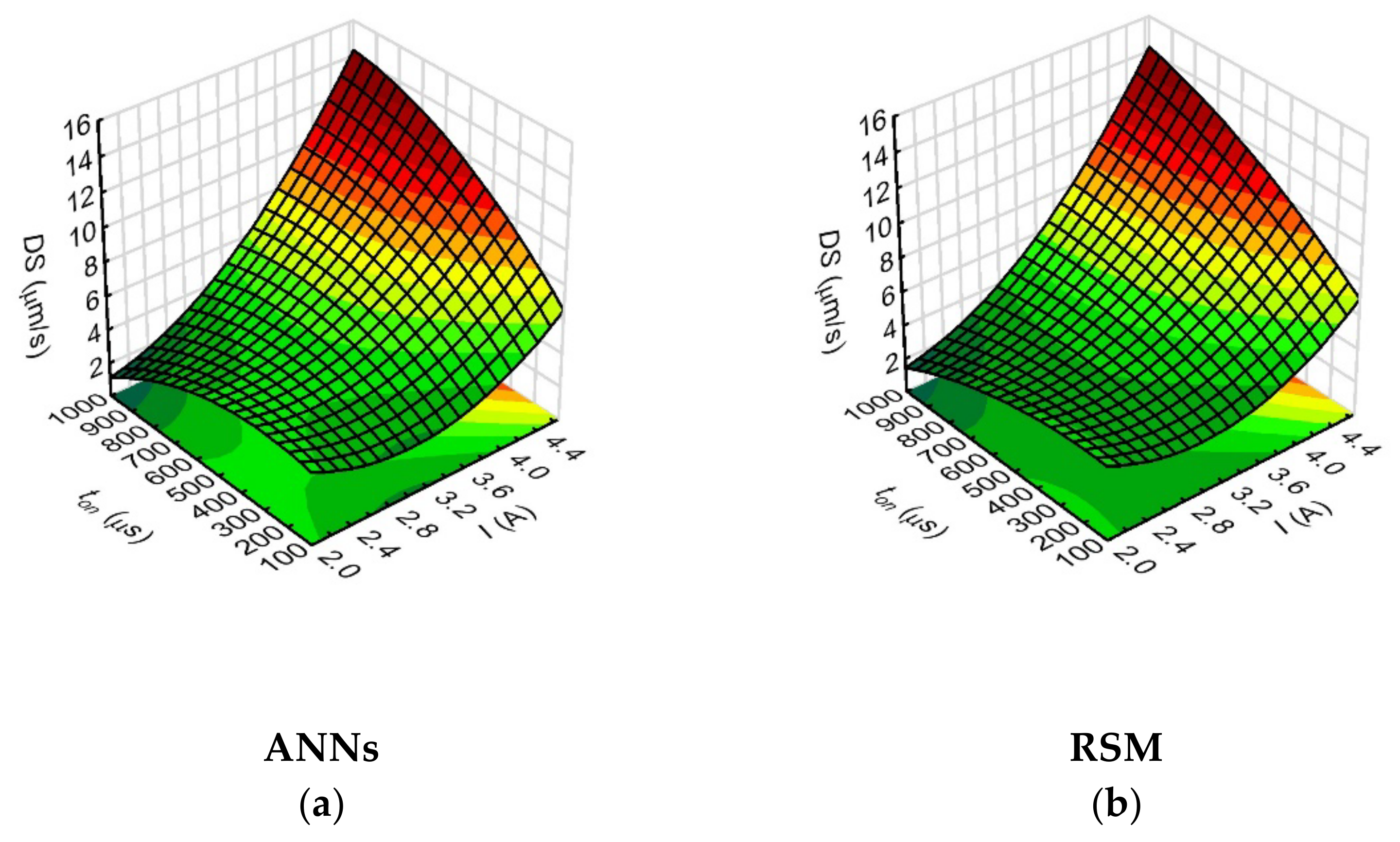
However, the analysis of the relationships showed that the drilling speed values were most strongly influenced by the analyzed process parameters such as the current amplitude (the network sensitivity index for
I was 16.64). This is related to the energy of a single discharge, which is determined by the current intensity. Hence, the use of a higher value of current amplitude results in a higher single discharge energy, and the drilling speed then increases. The parameters that further influenced the drilling speed were the pulse time length (
ton) (
Figure 9) and the rotational speed of the working electrode (
n) (
Figure 10). During application of the maximum applied values of current amplitude (
I = 4.65 A), the process parameters such as pulse duration (
ton = 999 µs) and working electrode rotational speed (
n = 500 rpm) provided higher value of drilling speed—above 15 µm/s.
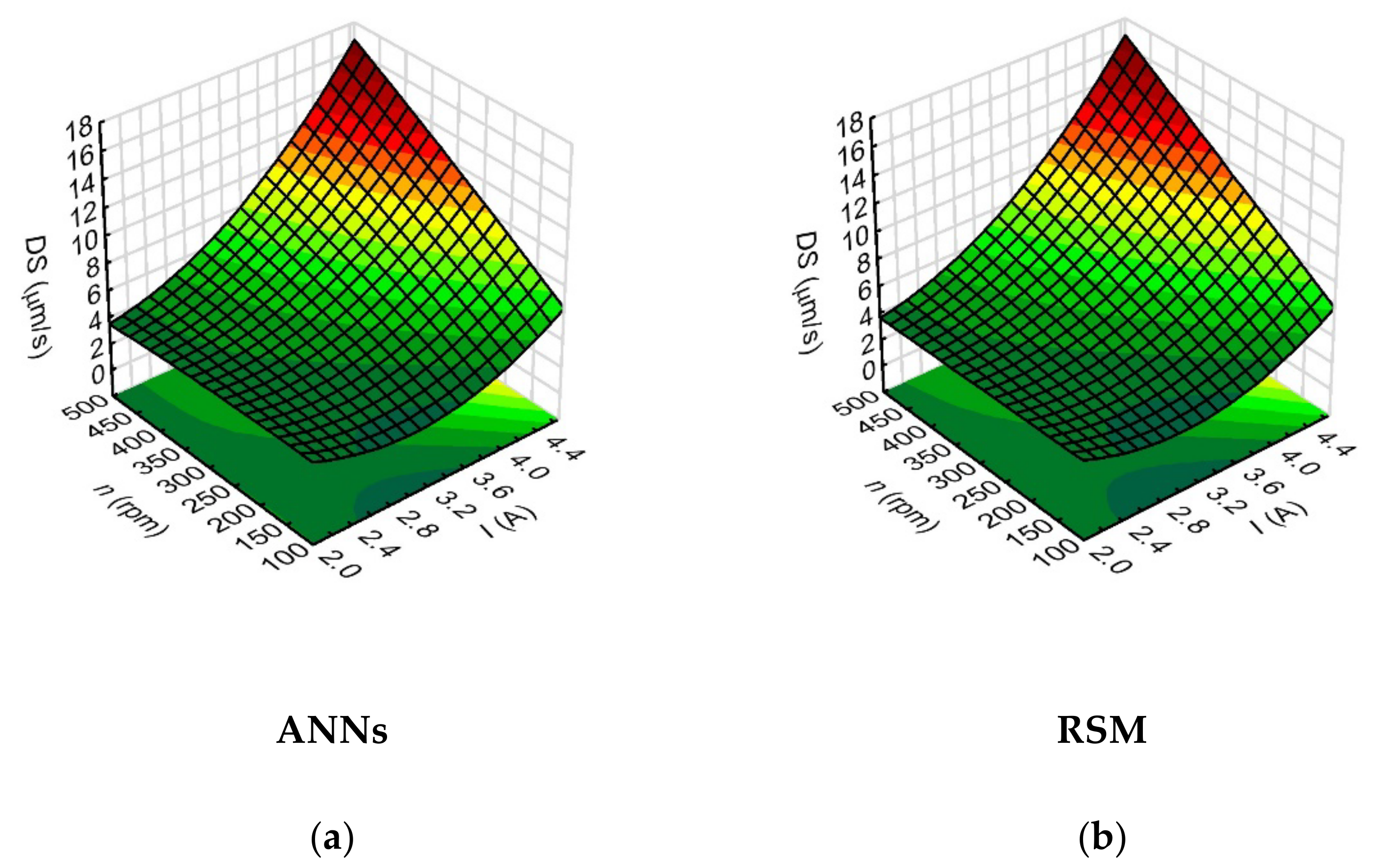
The pulse time length determines the amount of thermal energy supplied to the workpiece material. The heat energy causes partial evaporation and partial melting of the workpiece material and of the working electrode. The rotational speed of the working electrode, on the other hand, has a significant effect on the removal of erosion products from the interelectrode gap area, which provides stable drilling conditions. The
DS (
I,
n) relationships (shown in
Figure 10) confirm that the increase in the drilling speed occurred with an increase in the values of the process parameters: current amplitude and working electrode rotational speed.
Moreover, the analysis of the results indicated that the linear working electrode wear and the drilling speed were the least affected by the variable parameter of the initial fluid supply pressure. For the LTW, the network sensitivity index for this input variable was 1.21, and for the DS it was 3.28. In addition, for the drilling speed factor the calculated values by both methods provided similar predicted values. However, for linear tool wear, the RSM method, in some cases, yielded predicted values characterized by a relatively large error. Therefore, in this case, a better fit of the calculated values to the measured values was obtained by using the neural network model.
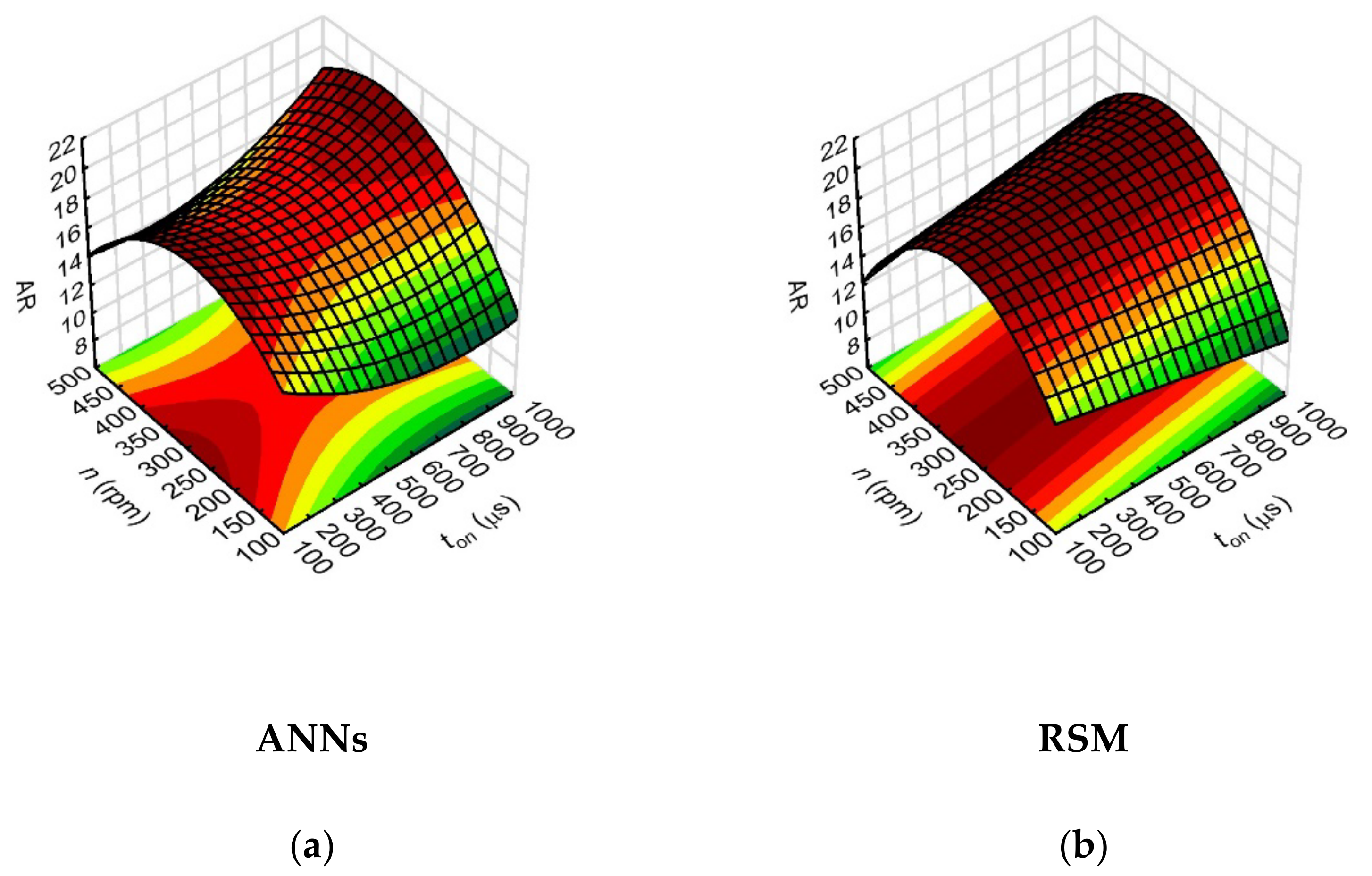
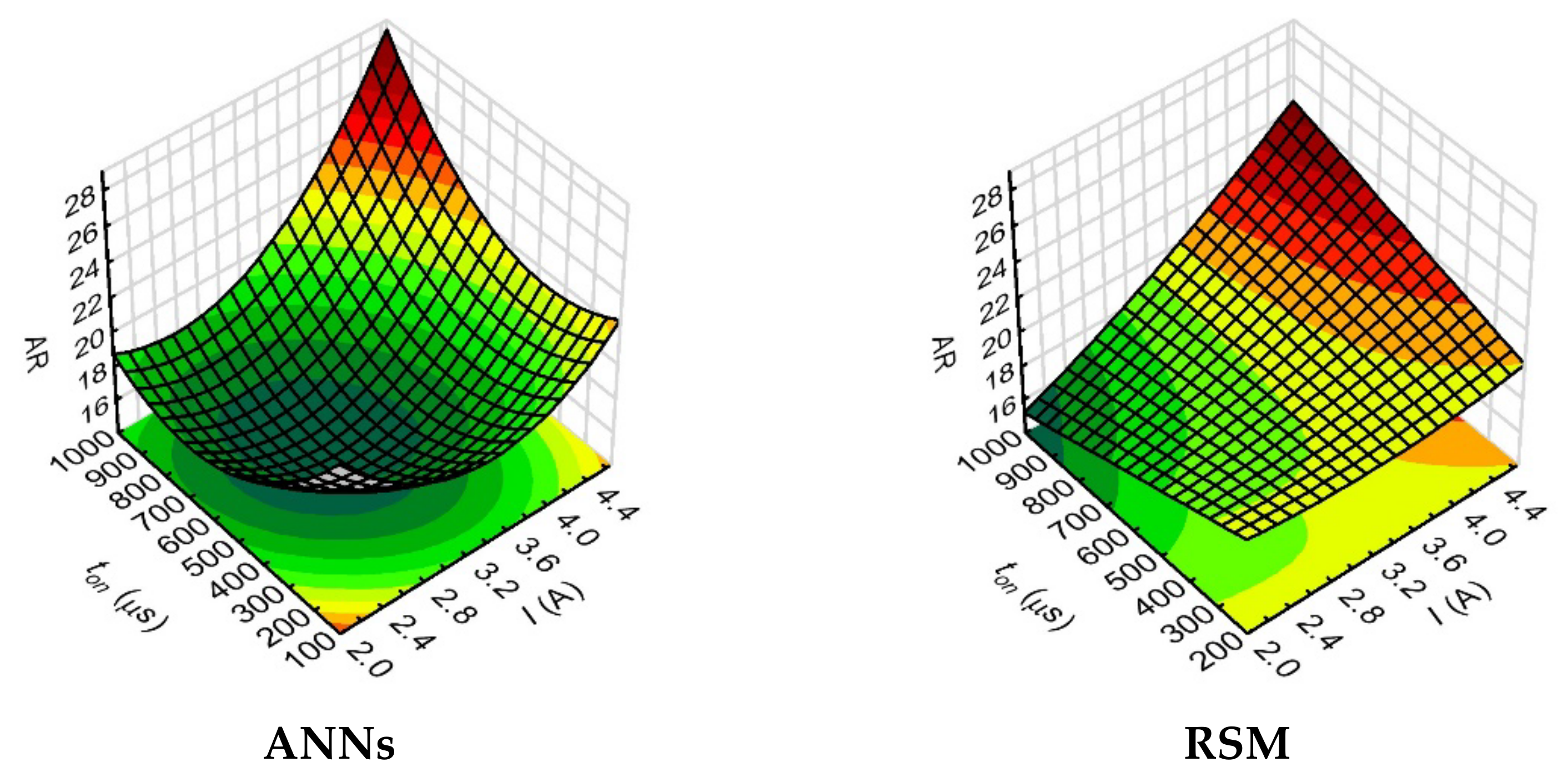
The analysis of the results showed that the aspect ratio hole (
AR) values were mostly influenced by the working electrode rotational speed parameter (
n) (ANNs—the highest value of the network sensitivity index for n, amounting to 13.84). For the n values used in the range of 200–400 rpm, the aspect ratio hole values were about 20 (
Figure 11). In [
40], it was also demonstrated that the rotation of the electrode is one of the best techniques to reach a high aspect ratio hole. Applied higher rotational electrode speeds also helps to rechange the working fluid for fresh at the machining gap area and to reduce the working fluid temperature during the interval pulse. The process can then run more stably, and efficient removal of eroded particles prevents unwanted electrical discharges.
Comparing the relationships obtained with the use of ANN and RSM methods, one can notice a different nature of AR changes for ton > 700 μs. If the calculated values are fitted by ANNs, the highest AR values of about 20 are obtained for ton = 900–1000 µs. On the other hand, the RSM method averaged the calculated data more. This shows the high sensitivity of neural networks in adjusting the calculated values to the experimental results. It is very important for the EDM process, because the change of the impulse time value range significantly influences the conditions and phenomena in the area of the inter-electrode gap.
In the relationship analysis, the aspect ratio hole value was also observed to increase with the increase of the values of current amplitude and pulse time length. The analysis of the effect of process parameters, such as ton and
I, on the aspect ratio hole and the drilling speed, showed very similar relationships. An increase in ton and
I resulted in an increase in the
AR and an increase in the
DS. For the maximum applied values of these process parameters (
I = 4.65 A and
ton = 999 µs), the
AR reached 26–28 (
Figure 12), whilst the
DS was 14–16 µm/s (
Figure 9).
In the case of the AR rectorships, the fit of the models obtained using the ANN and RSM methods for the above-mentioned relationships were very different. The calculated values of ANN models indicate better fitting to the measured values of AR.
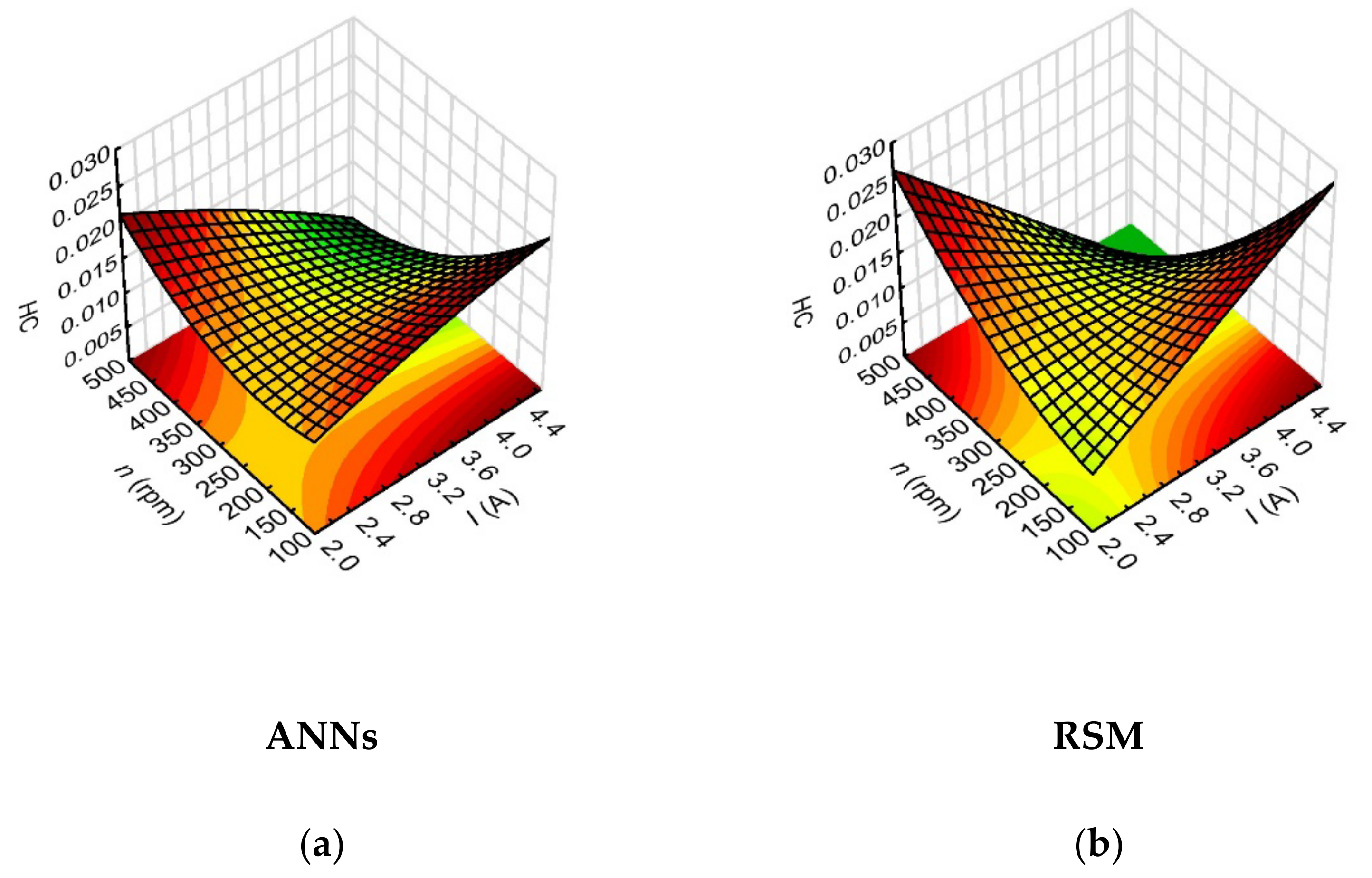
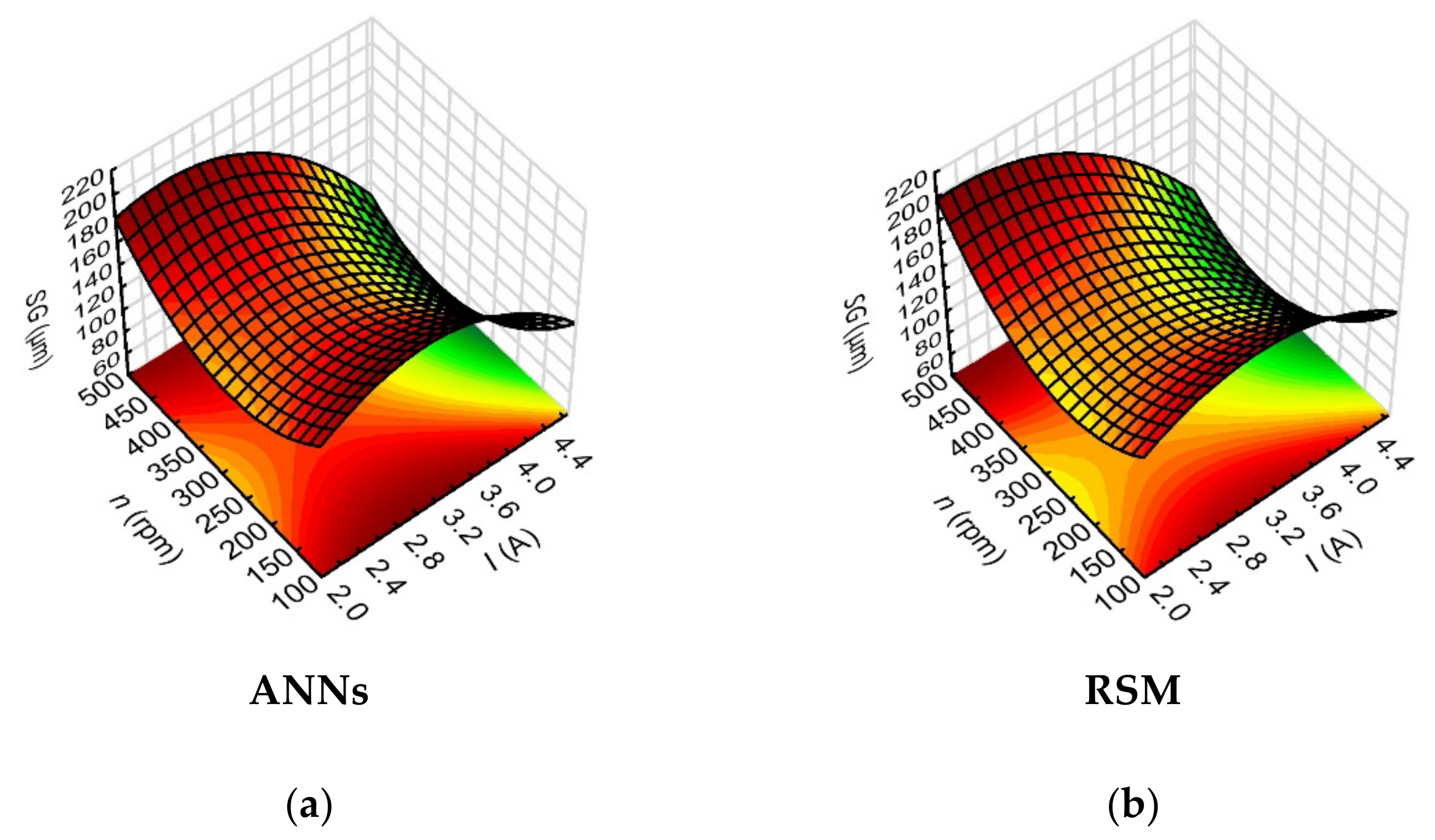
The analysis of the impact of the variables data on the hole conicity (HC) and the side gap thickness (SG), demonstrated the highest impact of the current amplitude and, further on, of the rotational speed of the working electrode. The sensitivity indices of the neural network for the influence of these process parameters were: 171.50 and 18.29 for I, and 107.38 and 13.68 for n, respectively, for HC and SG. Since the drilled micro holes were characterized by higher average values of the inlet diameter than the output diameter, the values of hole conicity were significantly influenced by the values of the inlet diameter determined by the side gap thickness at the hole inlet.
The
HC (
I,
n) relationship indicated that the lower
HC values (below 0.006) were obtained for higher values of
I = 4.00–4.65 A and higher values of
n = 400–500 rpm (
Figure 13). There was a similar relationship for higher values of
I and higher values of
ton = 800–999 µm—
HC < 0.005. Similarly, the analysis of the results for the side gap thickness factor showed that the lower values of
SG < 100 µm were obtained for
I = 4.00–4.65 A and
n = 400–500 rpm (
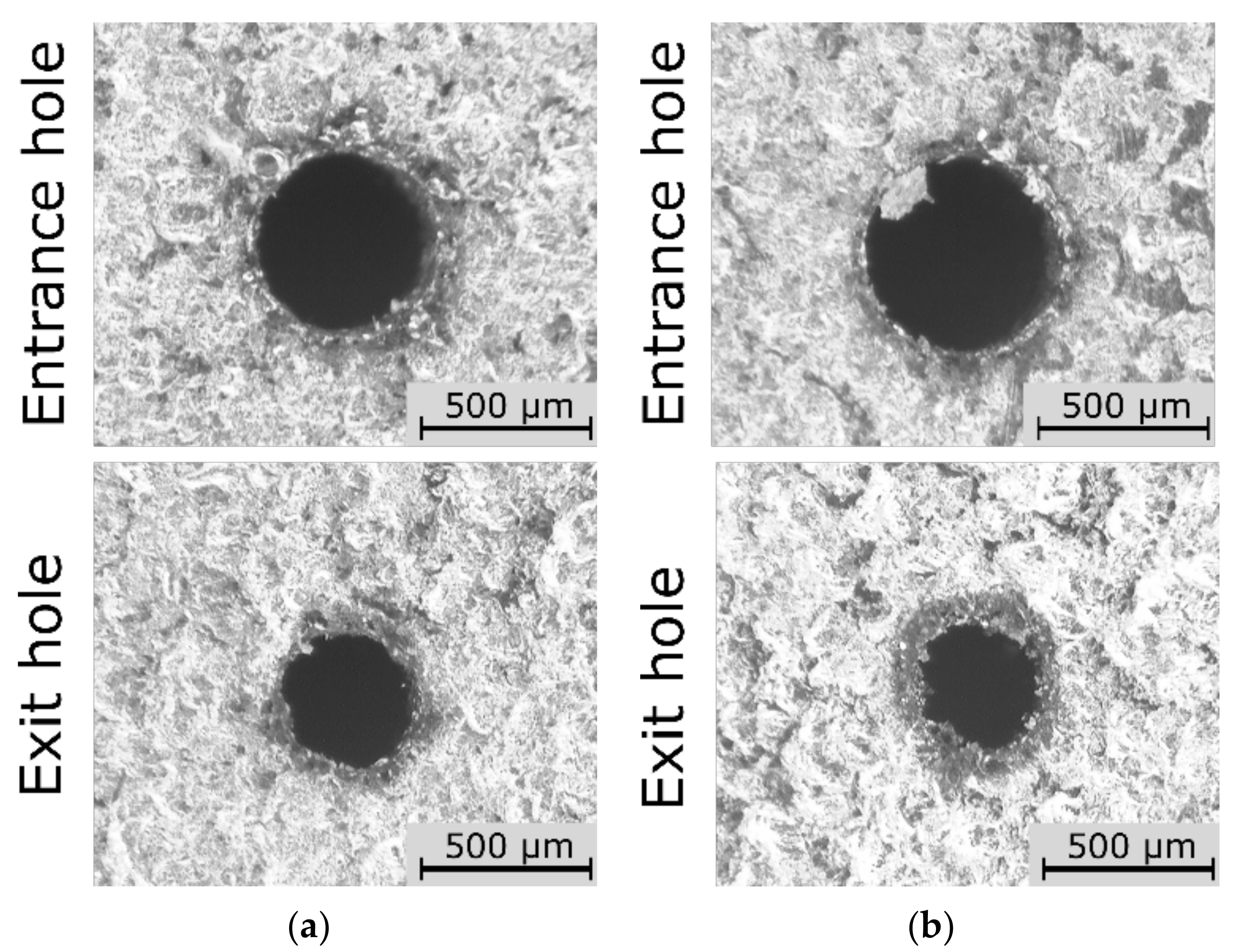
Figure 14). This result is associated with sufficiently high thermal energy supplied to the workpiece material, and proper material removal. Higher values of
n, on the other hand, ensured relatively efficient removal of the eroded particles. In order to confirm the higher dimensional and shape accuracy of the holes made with the use of the maximum value of the current amplitude and the maximum value of the working electrode rotational speed in the conducted tests, the relevant
Figure 15a,b is shown below.
The
AR calculated using the ANN and RSM methods did not always yield similar values. As a result, the relationships presented in the 3D plots differed in some cases. Here, a better fit of the model to the measured values was obtained using the ANN method. This is due to the fact that the model created with neural networks used a logistic function, which is not available in the RSM method. The neural networks use better fitted functions (tanh, exponential, logistical, linear) than in the case of the RSM method using quadratic fitting. In addition, neural networks use different functions in the hidden layer and the output layer (for example, the tanh function was used for the
DS factor in the hidden layer, and the exponential function in the output layer,
Table 7). On the other hand, the
SG and
HC values calculated from the two models provided similar predicted values. In addition, for factors related to the geometric characteristics of the micro holes, the initial liquid supply pressures used did not strongly affect the relationships which were obtained. This was also confirmed by the analysis of the neural network sensitivity indices for the
AR,
SG and
HC. All the neural network sensitivity indices for these resulting factors reached the smallest values.
The analysis of the relationship between the process parameters and the result factors in this study showed that the ANN method provided a better fit of the calculated values of the result factors when their values for individual tests were relatively small or close to each other (as was the case with the data for aspect ratio hole and the thickness side gap). This is important for the EDM process used to produce microholes and the subsequent selection of the appropriate statistical method, particularly due to the fact that the analyzed result factors characterizing the geometry of the holes slightly differ from each other. In addition, the 3D figures (
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
Figure 14—ANNs) characterizing the models were created based on the 400 points calculation used in the models. On their basis, it can be concluded that there is no over-fitting phenomenon. However, determining the relationship between input and output factors provides important information when analyzing data. In this case, the selected statistical method should be appropriately sensitive and accurate, and the data analysis in this study showed that artificial neural networks are able to cope better than the response surface methodology method.
The analysis of the relationships which were obtained confirmed that the resulting factors of the electrical discharge drilling process are significantly affected by many process parameters. In addition, there are some disturbing factors, which also affect the process performance factors and geometric features of the micro holes. This shows that further experiments are still needed to better understand the phenomena present in the narrow interelectrode gap area, as well as in the side gap area near the bottom of the hole. The inability to monitor the processing area during electrical discharge drilling makes it important to analyze the influence of input factors on the resulting factors using statistical and mathematical methods.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}