
Effect of Reinforcement Size on Mechanical Behavior of SiC-Nanowires-Reinforced 6061Al Composites

 ,
,  and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
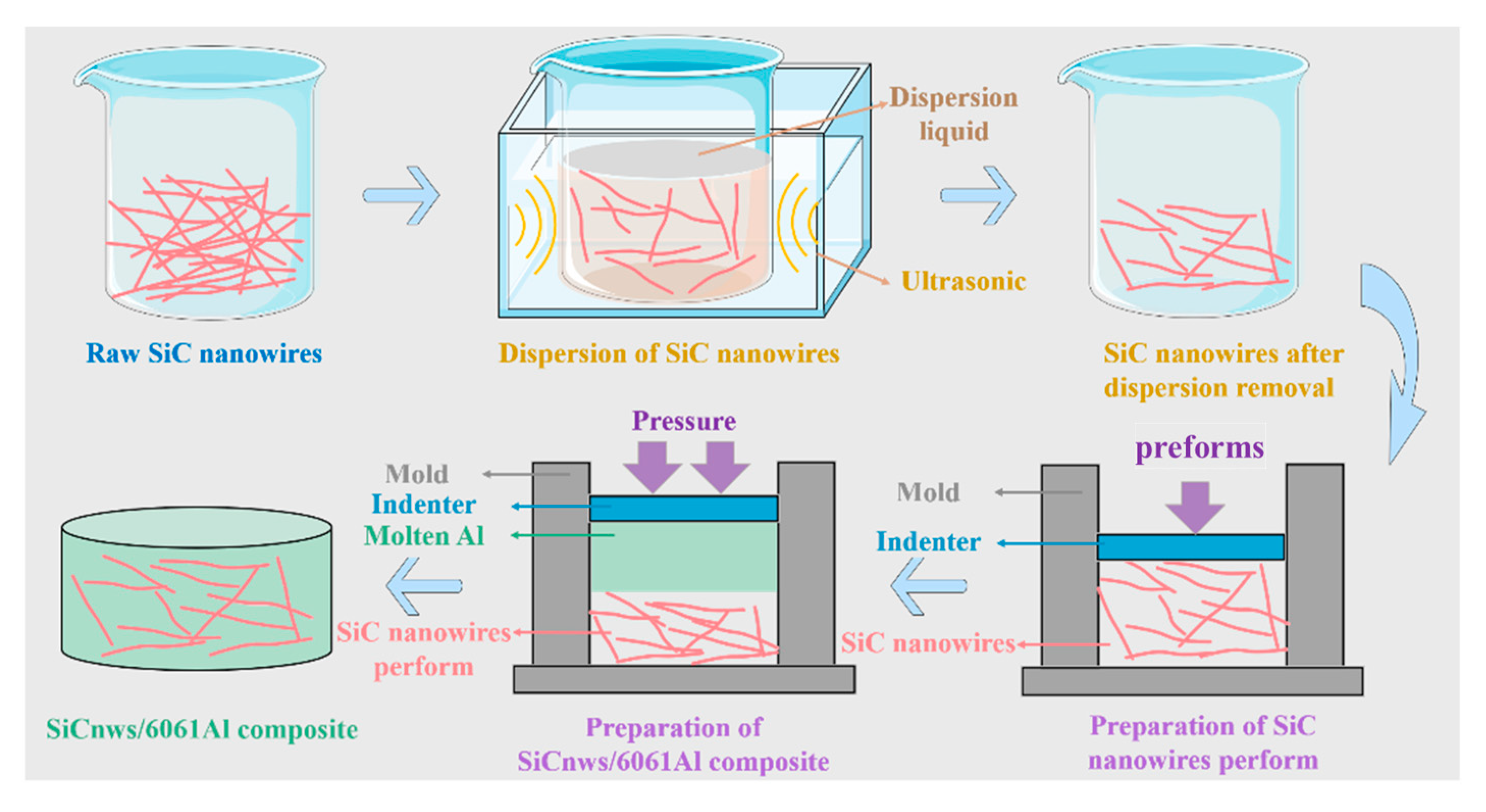
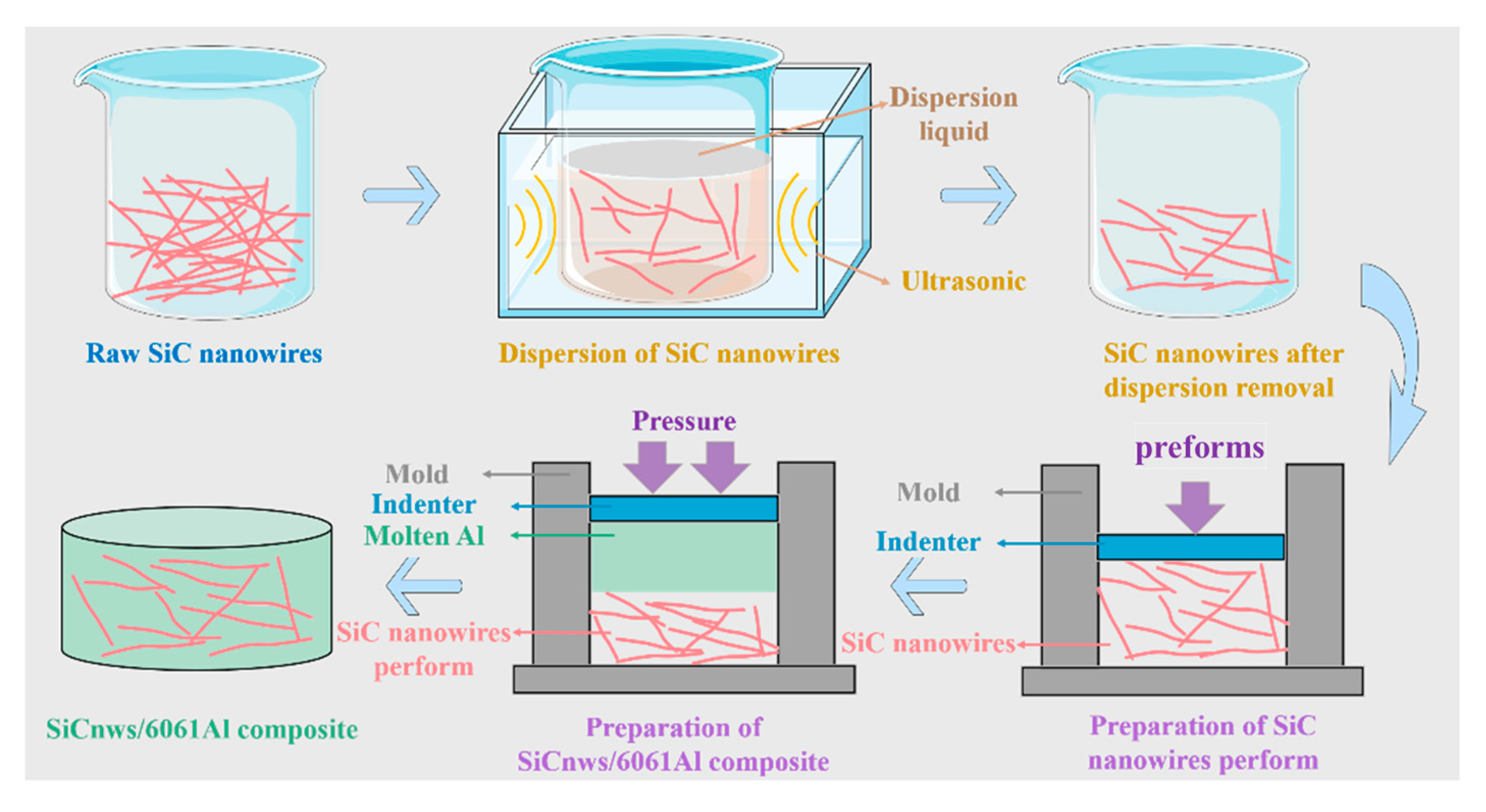
2.1. Materials and Composite Fabrication Process
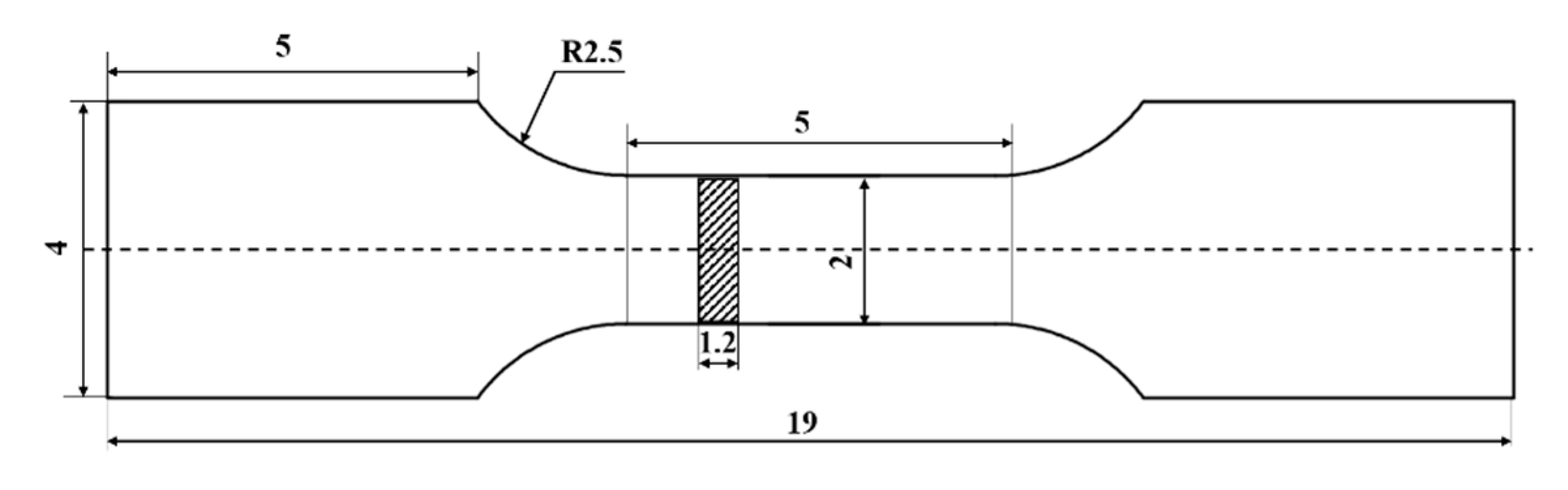
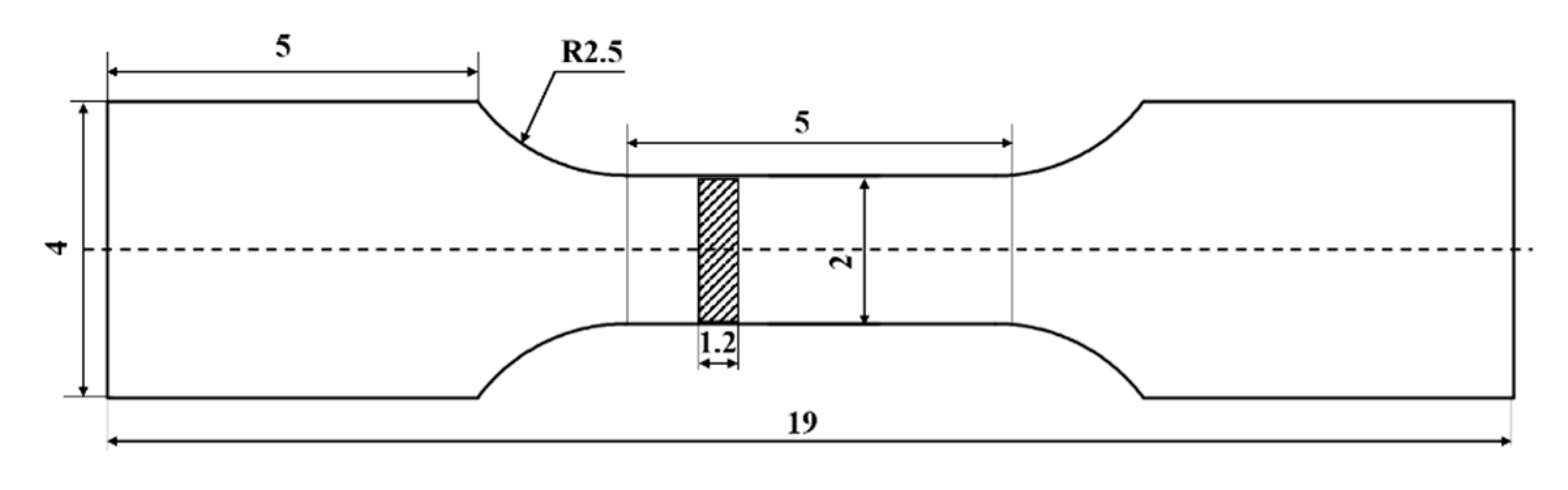
2.2. Microstructure Characterization and Mechanical Properties Testing
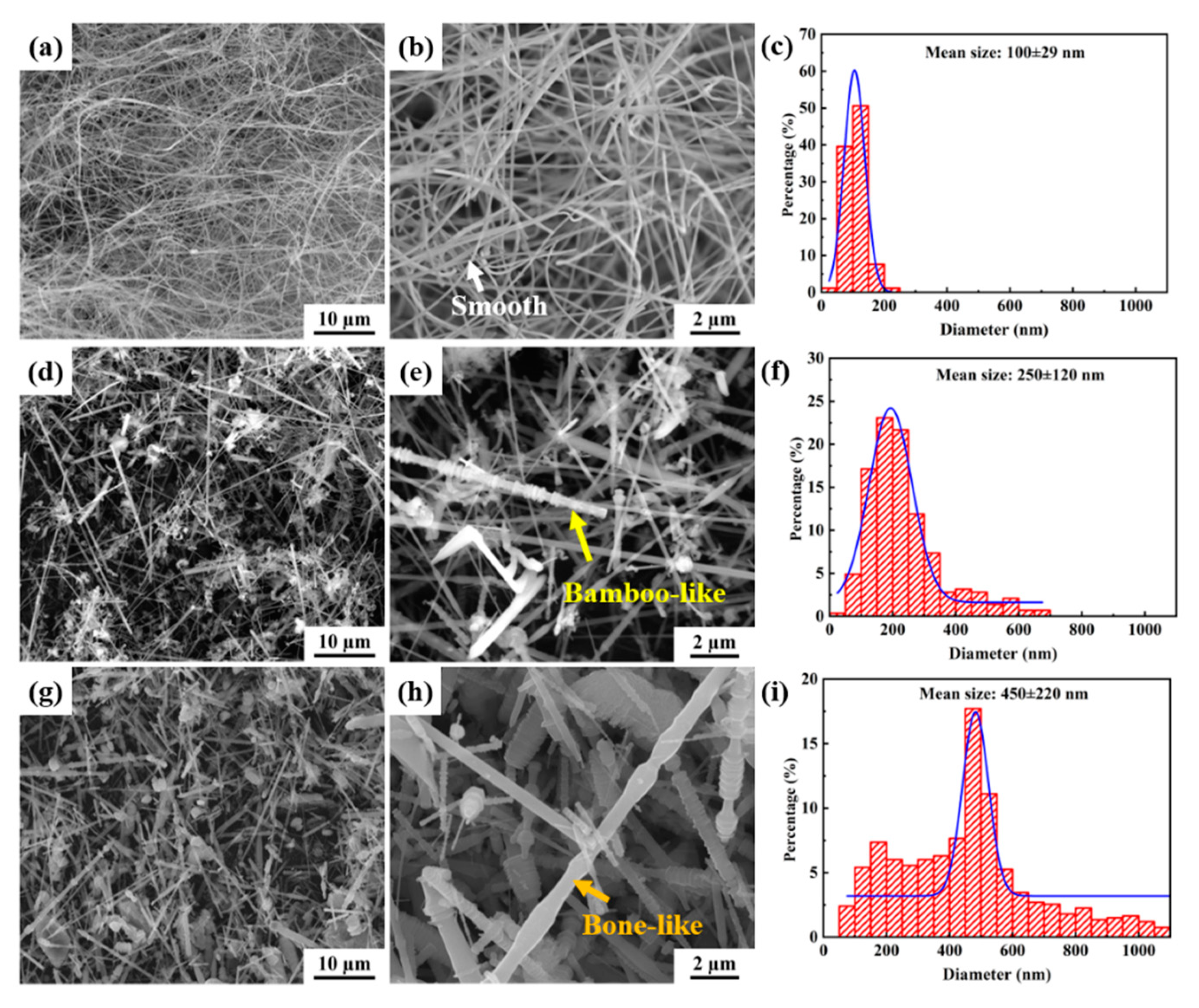
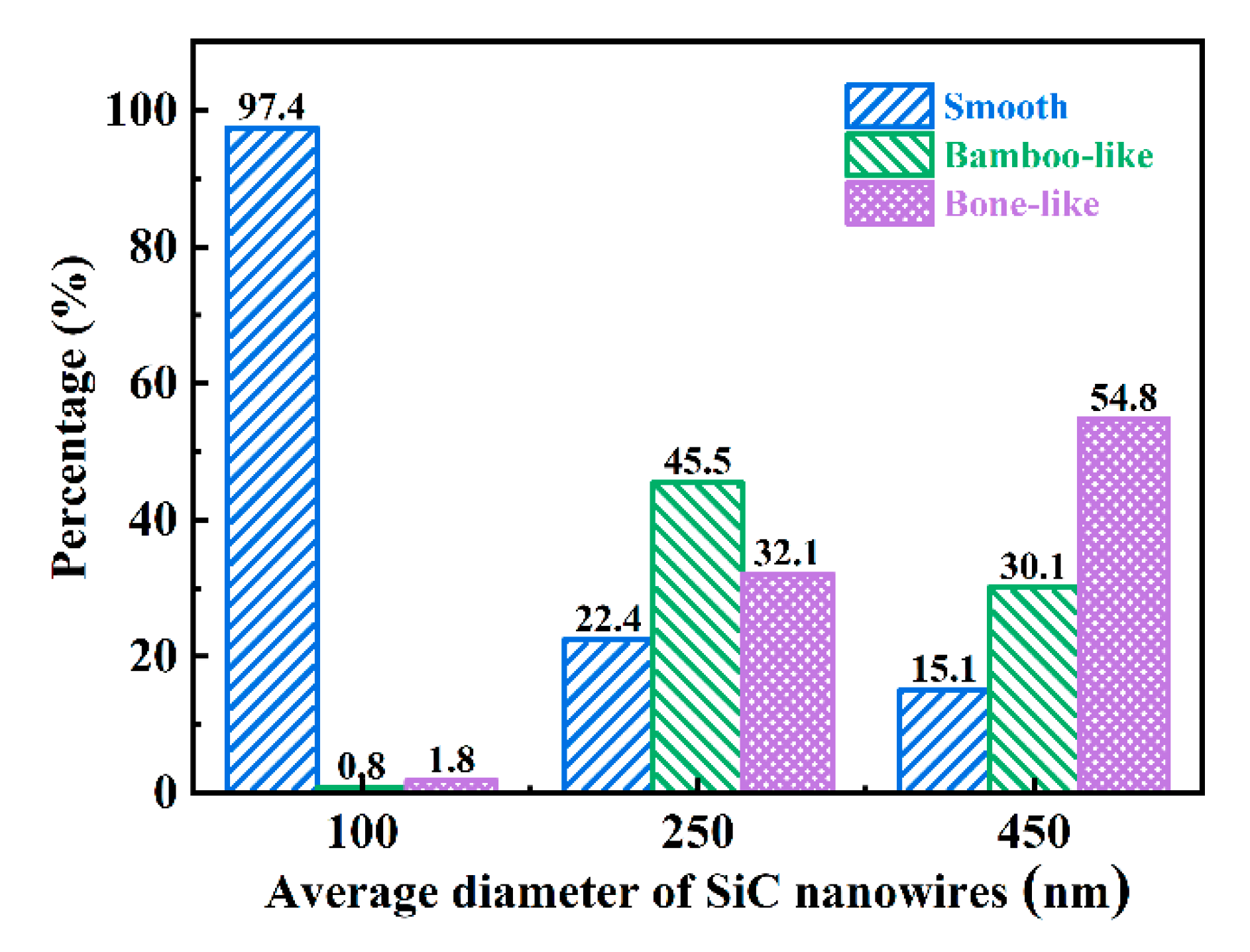
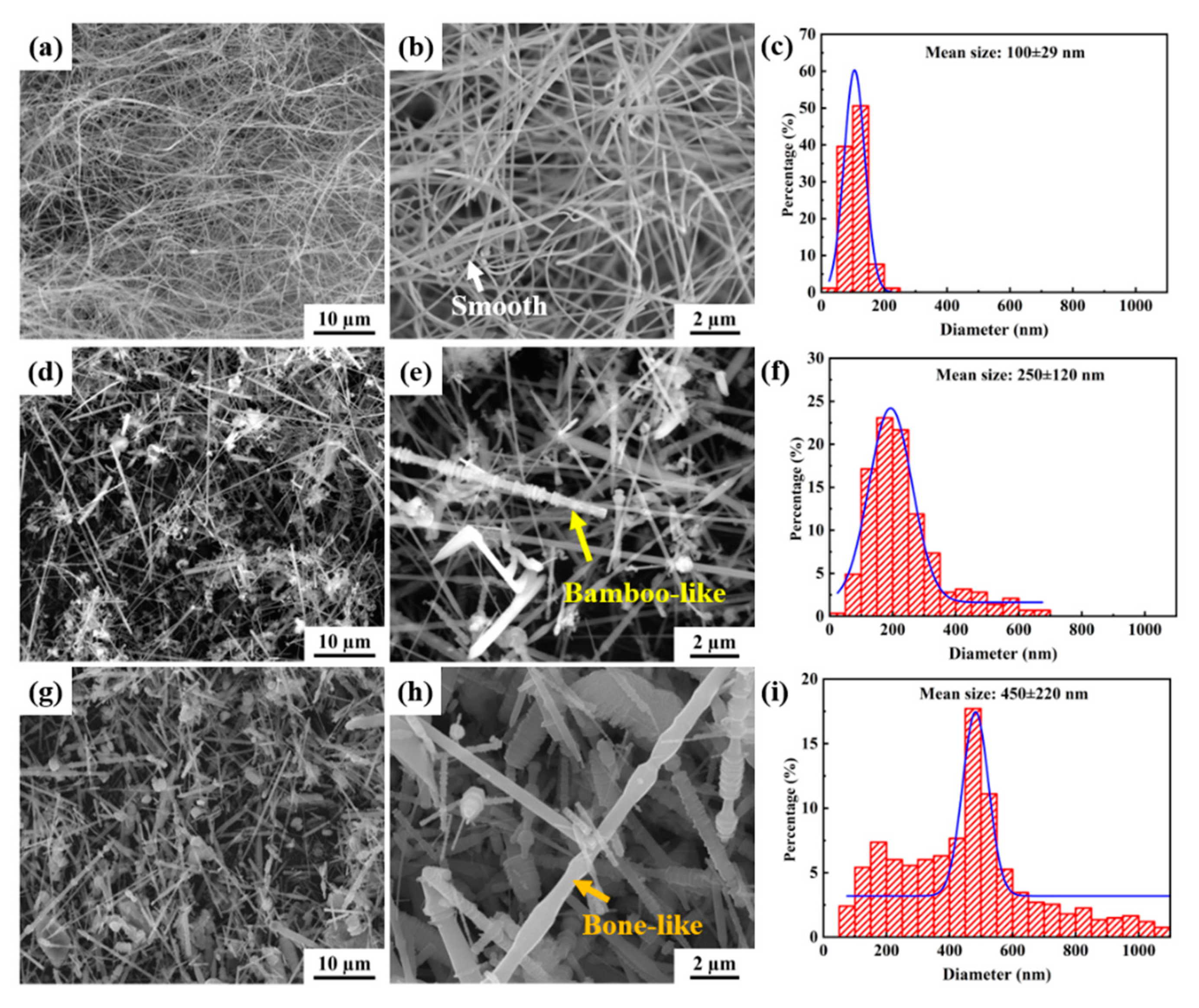
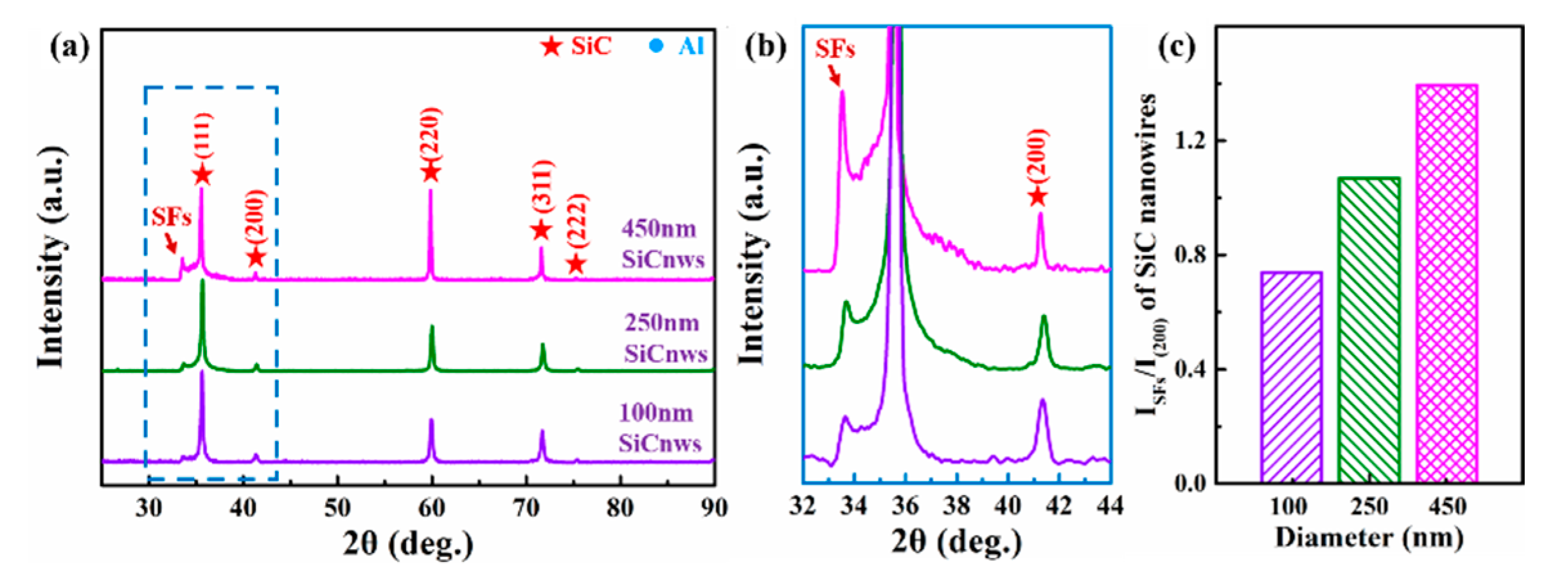
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, Y.; Zhang, B.; Zhang, H.; Zhong, Z.; Wang, Y.; Ye, F.; Liu, Q. Effects of skeleton pore size on the microstructure and electromagnetic absorbing property of the SiC nanowires/SiC composites. Mater. Lett. 2021, 295, 129867. [Google Scholar] [CrossRef]
- Zhang, Q.; Zeng, C.; Wu, Z.; Xie, Z.; Zou, Y.; Chen, D. Preparation of beaded chains ZrC/C/SiC nanocomposites and their microwave absorption properties. Mater. Lett. 2019, 255, 126579. [Google Scholar] [CrossRef]
- Zhou, C.; Zhou, Y.X.; Liu, S.Y.; Zhang, L.Y.; Song, P.Y.; Zhang, Q.; Ma, B.Y.; Wu, G.H. Lightweight and near-zero thermal expansion ZrW2O8-SiCnw/Al hybrid composites. J. Alloys Compd. 2022, 907, 164444. [Google Scholar] [CrossRef]
- Li, X.; Lu, X.K.; Li, M.H.; Xue, J.M.; Ye, F.; Fan, X.M.; Liu, Y.S.; Cheng, L.F.; Zhang, L.T. A SiC nanowires/Ba0.75Sr0.25Al2Si2O8 ceramic heterojunction for stable electromagnetic absorption under variable-temperature. J. Mater. Sci. Technol. 2022, 125, 29–37. [Google Scholar] [CrossRef]
- Fan, J.; Xu, S. Thermal conductivity and mechanical properties of high density polyethylene composites filled with silicon carbide whiskers modified by cross-linked poly (vinyl alcohol). J. Mater. Sci. Technol. 2018, 34, 2407–2414. [Google Scholar] [CrossRef]
- Fu, Q.-G.; Peng, H.; Nan, X.-Y.; Li, H.-J.; Chu, Y.-H. Effect of SiC nanowires on the thermal shock resistance of joint between carbon/carbon composites and Li2O–Al2O3–SiO2 glass ceramics. J. Eur. Ceram. Soc. 2014, 34, 2535–2541. [Google Scholar] [CrossRef]
- Zhu, Q.; Dong, X.; Hu, J.B.; Yang, J.S.; Zhang, X.Y.; Ding, Y.S.; Dong, S.M. High strength aligned SiC nanowire reinforced SiC porous ceramics fabricated by 3D printing and chemical vapor infiltration. Ceram. Int. 2020, 46, 6978–6983. [Google Scholar] [CrossRef]
- Ruan, J.; Yang, J.; Dong, S.; Yan, J.; Zhang, X.; Ding, Y.; Zhou, H.; Hu, J. Interfacial optimization of SiC nanocomposites reinforced by SiC nanowires with high volume fraction. J. Am. Ceram. Soc. 2019, 102, 5033–5037. [Google Scholar] [CrossRef]
- Chong, X.; Xiao, G.; Ding, D.; Luo, J.; Zheng, X. Combustion synthesis of SiC/Al2O3 composite powders with SiC nanowires and their growth mechanism. Ceram. Int. 2022, 48, 1778–1788. [Google Scholar] [CrossRef]
- Tang, M.; Liu, Y.; Liu, L.; Lin, T.; Liu, X. Microstructure and mechanical properties of SiC/SiC joints reinforced by in-situ growth SiC nanowires. Mater. Charact. 2021, 179, 111315. [Google Scholar] [CrossRef]
- Xie, C.; Song, S.; He, G.; Mao, Z.; Ma, C.; Zhang, T.; Hu, P.; Zhen, Q. The toughening design of multi-layer antioxidation coating on C/C matrix via SiC-SiCw transition layer grown in-situ. J. Eur. Ceram. Soc. 2022, 42, 43–51. [Google Scholar] [CrossRef]
- Qian, J.; Shui, A.; He, C.; Wang, X.; Cai, M.; Pu, Y.; Hu, P.; Du, B. Multifunction properties of SiOC reinforced with carbon fiber and in-situ SiC nanowires. Ceram. Int. 2021, 47, 8004–8013. [Google Scholar] [CrossRef]
- Li, W.; Nie, K.B.; Liu, Z.L.; Deng, K.K.; Li, Y.A.; Tong, X.L. Effect of hot extrusion on the microstructure and mechanical properties of SiCNWs/Mg-2Zn-0.1Y composite. Mater. Charact. 2022, 189, 111970. [Google Scholar] [CrossRef]
- Zhang, T.; Qi, L.; Fu, J.; Zhou, J.; Chao, X. Effect of SiC nanowires addition on the interfacial microstructure and mechanical properties of the Cf-SiCNWs/AZ91D composite. J. Alloys Compd. 2019, 776, 746–756. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, L.L.; Lu, J.W.; Huo, W.T.; Du, Y.; Zhang, W.; Zhang, Y.S. Microstructure and mechanical properties of SiC nanowires reinforced titanium matrix composites. J. Alloys Compd. 2020, 819, 10. [Google Scholar] [CrossRef]
- Li, S.; Zhang, Y.; Han, J.; Zhou, Y. Fabrication and characterization of SiC whisker reinforced reaction bonded SiC composite. Ceram. Int. 2013, 39, 449–455. [Google Scholar] [CrossRef]
- Komai, K.; Minoshima, K.; Ryoson, H. Tensile and fatigue fracture behavior and water-environment effects in a SiC-whisker/7075-aluminum composite. Compos. Sci. Technol. 1993, 46, 59–66. [Google Scholar] [CrossRef]
- Jintakosol, T.; Kumfu, S.; Singjai, P.; Busabok, C. Effect of Wear Tests on Silicon Carbide Nanowires/Aluminium Metal Powder Composites. Chiang Mai J. Sci. 2012, 39, 41–48. [Google Scholar]
- Yang, W.; Dong, R.; Yu, Z.; Wu, P.; Hussain, M.; Wu, G. Strengthening behavior in high content SiC nanowires reinforced Al composite. Mater. Sci. Eng., A 2015, 648, 41–46. [Google Scholar] [CrossRef]
- Xin, L.; Yang, W.; Zhao, Q.; Dong, R.; Wu, P.; Xiu, Z.; Hussain, M.; Wu, G. Strengthening behavior in SiC nanowires reinforced pure Al composite. J. Alloys Compd. 2017, 695, 2406–2412. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Yu, Z.; Wu, P.; Hussain, M.; Jiang, L.; Wu, G. Aging behavior of 6061Al matrix composite reinforced with high content SiC nanowires. J. Alloys Compd. 2015, 649, 1037–1042. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Wu, P.; Hussain, M.; Yu, Z.; Jiang, L.; Wu, G. Effect of reinforcement shape on the stress-strain behavior of aluminum reinforced with SiC nanowire. Mater. Des. 2015, 88, 1015–1020. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Wu, P.; Hussain, M.; Wu, G.; Jiang, L. High content SiC nanowires reinforced Al composite with high strength and plasticity. Mater. Sci. Eng. A 2015, 630, 8–12. [Google Scholar] [CrossRef]
- Dong, S.; Zhang, B.; Zhan, Y.; Liu, X.; Xin, L.; Yang, W.; Wu, G. Effect of Extrusion Temperature on the Microstructure and Mechanical Properties of SiCnw/2024Al Composite. Materials 2019, 12, 2769. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Q.; Ma, X.; Wu, G. Interfacial microstructure of SiCp/Al composite produced by the pressureless infiltration technique. Ceram. Int. 2013, 39, 4893–4897. [Google Scholar] [CrossRef]
- Adin, M.S.; Kilickap, E. Strength of double-reinforced adhesive joints. Mater Test 2021, 63, 176–181. [Google Scholar] [CrossRef]
- Adin, H.; Adin, M.S. Effect of particles on tensile and bending properties of jute epoxy composites. Mater Test 2022, 64, 401–411. [Google Scholar] [CrossRef]
- Kumar, V.M.; Venkatesh, C.V. A comprehensive review on material selection, processing, characterization and applications of aluminium metal matrix composites. Mater. Res. Express 2019, 6, 072001. [Google Scholar] [CrossRef]
- Mousavian, R.T.; Khosroshahi, R.A.; Yazdani, S.; Brabazon, D.; Boostani, A.F. Fabrication of aluminum matrix composites reinforced with nano- to micrometer-sized SiC particles. Mater. Des. 2016, 89, 58–70. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Chen, Z.; Wei, P.; Liu, W.; Zou, Y.; Lei, Y.; Yao, S.; Zhang, S.; Lu, B.; Zhang, L. Wear properties of graphene/zirconia biphase nano-reinforced aluminium matrix composites prepared by SLM. Mater. Today Commun. 2022, 30, 103009. [Google Scholar] [CrossRef]
- Surakasi, R.; Rajendra Prasad, A.; Pattnaik, B.; Venkata Rao, M.; Puthilibai, G.; Vibhakar, C.; Rajkumar, S. Mechanical behaviour of nano ceramic particles reinforced aluminium matrix composites. Mater. Today Proc. 2022, 59, 1452–1456. [Google Scholar] [CrossRef]
- Pragathi, P.; Elansezhian, R. Studies on microstructural and mechanical properties of (Nano SiC + Waste Spent catalyst) reinforced aluminum matrix composites. Mater. Today Commun. 2022, 30, 103204. [Google Scholar] [CrossRef]
- Padmavathi, K.R.; Ramakrishnan, R.; Karthikeyan, L.; Tamizhselvan, S.; Chezhian Babu, S. Comparison of the mechanical properties of micro/nano SiC/TiO2 reinforced aluminium metal matrix composites. Mater. Today. Proc. 2022, in press. [CrossRef]
- Shirasu, K.; Nakamura, A.; Yamamoto, G.; Ogasawara, T.; Shimamura, Y.; Inoue, Y.; Hashida, T. Potential use of CNTs for production of zero thermal expansion coefficient composite materials: An experimental evaluation of axial thermal expansion coefficient of CNTs using a combination of thermal expansion and uniaxial tensile tests. Compos. Part A-Appl. Sci. Manuf. 2017, 95, 152–160. [Google Scholar] [CrossRef]
- Zhou, W.; Bang, S.; Kurita, H.; Miyazaki, T.; Fan, Y.; Kawasaki, A. Interface and interfacial reactions in multi-walled carbon nanotube-reinforced aluminum matrix composites. Carbon 2016, 96, 919–928. [Google Scholar] [CrossRef]
- Singla, D.; Amulya, K.; Murtaza, Q. CNT reinforced Aluminium matrix Composite-a review. Mater. Today-Proc. 2015, 2, 2886–2895. [Google Scholar] [CrossRef]
- Zhang, C.X.; Zeng, Y.P.; Yao, D.X.; Yin, J.W.; Zuo, K.H.; Xia, Y.F.; Liang, H.Q. The improved mechanical properties of Al matrix composites reinforced with oriented beta-Si3N4whisker. J. Mater. Sci. Technol. 2019, 35, 1345–1353. [Google Scholar] [CrossRef]
- Dong, R.; Yang, W.; Wu, P.; Hussain, M.; Xiu, Z.; Wu, G.; Wang, P. Microstructure characterization of SiC nanowires as reinforcements in composites. Mater. Charact. 2015, 103, 37–41. [Google Scholar] [CrossRef]
- Shen, Z.; Chen, J.; Li, B.; Li, G.; Zheng, H.; Men, J.; Hou, X. Tunable fabrication and photoluminescence property of SiC nanowires with different microstructures. Appl. Surf. Sci. 2020, 506, 144979. [Google Scholar] [CrossRef]
- Chen, S.; Li, W.; Li, X.; Yang, W. One-dimensional SiC nanostructures: Designed growth, properties, and applications. Prog. Mater Sci. 2019, 104, 138–214. [Google Scholar] [CrossRef]
- Liu, C.; Yuan, X.; Wang, W.; Liu, H.; Li, C.; Wu, H.; Hou, X. In-situ fabrication of ZrB2-ZrC-SiCnws hybrid nanopowders with tuneable morphology SiCnws. Ceram. Int. 2022, 48, 4055–4065. [Google Scholar] [CrossRef]
- Wang, X.; Yang, T.; Hou, X.; Zheng, Y.; Wang, E.; Du, Z.; Cao, S.; Wang, H. Preparation of 2H/3C–SiC heterojunction nanowires from molten salt method with blue shift photoluminescence property. Ceram. Int. 2022, 48, 12971–12978. [Google Scholar] [CrossRef]
- Lodhe, M.; Balasubramanian, M. Polycarbosilane facilitated growth of SiC nanowires from biowaste coconut shell. Adv. Appl. Ceram. 2022, 121, 39–45. [Google Scholar] [CrossRef]
- Chen, B.-Y.; Chi, C.-C.; Hsu, W.-K.; Ouyang, H. Synthesis of SiC/SiO2 core-shell nanowires with good optical properties on Ni/SiO2/Si substrate via ferrocene pyrolysis at low temperature. Sci. Rep. 2021, 11, 233. [Google Scholar] [CrossRef]
- Yin, J.; Yao, D.; Hu, H.; Xia, Y.; Zuo, K.; Zeng, Y.-P. Improved mechanical properties of Cu matrix composites reinforced with β-Si3N4 whiskers. Mater. Sci. Eng. A 2014, 607, 287–293. [Google Scholar] [CrossRef]
- Zhang, C.; Yao, D.; Yin, J.; Zuo, K.; Xia, Y.; Liang, H.; Zeng, Y.-P. Microstructure and mechanical properties of aluminum matrix composites reinforced with pre-oxidized β-Si3N4 whiskers. Mater. Sci. Eng. A 2018, 723, 109–117. [Google Scholar] [CrossRef]
- Feng, Y.; Ren, J.P.; Dong, C.G.; Peng, C.Q.; Wang, R.C. Microstructures and Properties of the Copper-Coated SiCp Reinforced Al-Si Alloy Composites. Adv. Eng. Mater. 2017, 19, 1600816. [Google Scholar] [CrossRef]
- Yu, Z.; Yang, W.; Zhou, C.; Zhang, N.; Chao, Z.; Liu, H.; Cao, Y.; Sun, Y.; Shao, P.; Wu, G. Effect of ball milling time on graphene nanosheets reinforced Al6063 composite fabricated by pressure infiltration method. Carbon 2019, 141, 25–39. [Google Scholar] [CrossRef]
- Wang, J.; Li, Z.; Fan, G.; Pan, H.; Chen, Z.; Zhang, D.J.S.M. Reinforcement with graphene nanosheets in aluminum matrix composites. Scr. Mater. 2012, 66, 594–597. [Google Scholar] [CrossRef] [Green Version]
- Cui, Y.; Jin, T.; Cao, L.; Liu, F. Aging behavior of high volume fraction SiCp/Al composites fabricated by pressureless infiltration. J. Alloys Compd. 2016, 681, 233–239. [Google Scholar] [CrossRef]
- Yang, W.; Dong, R.; Jiang, L.; Wu, G.; Hussain, M. Unstable stacking faults in submicron/micron Al grammins in multi-SiCp/multi-Al nanocomposite. Vacuum 2015, 122, 1–5. [Google Scholar] [CrossRef]
- Guo, B.; Zhang, X.; Cen, X.; Wang, X.; Song, M.; Ni, S.; Yi, J.; Shen, T.; Du, Y. Ameliorated mechanical and thermal properties of SiC reinforced Al matrix composites through hybridizing carbon nanotubes. Mater. Charact. 2018, 136, 272–280. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, F.; Wang, Y.; Zhang, B.; Wang, L. Interfacial structure and stability of a co-continuous SiC/Al composite prepared by vacuum-pressure infiltration. Ceram. Int. 2017, 43, 6563–6570. [Google Scholar] [CrossRef]
- Wang, Z.G.; Li, C.P.; Wang, H.Y.; Zhu, X.; Wu, M.; Jiang, Q.C. Effect of nano-SiC content on mechanical properties of SiC/2014Al composites fabricated by powder metallurgy combined with hot extrusion. Powder Metall. 2016, 59, 236–241. [Google Scholar] [CrossRef]
- Zhou, W.; Yamaguchi, T.; Kikuchi, K.; Nomura, N.; Kawasaki, A. Effectively enhanced load transfer by interfacial reactions in multi-walled carbon nanotube reinforced Al matrix composites. Acta Mater. 2017, 125, 369–376. [Google Scholar] [CrossRef]
- Pozuelo, M.; Kao, W.H.; Yang, J.M. High-resolution TEM characterization of SIC nanowires as reinforcements in a nanocrystalline Mg-matrix. Mater. Charact. 2013, 77, 81–88. [Google Scholar] [CrossRef]
- Zhou, D.S.; Qiu, F.; Wang, H.Y.; Jiang, Q.C. Manufacture of Nano-Sized Particle-Reinforced Metal Matrix Composites: A Review. Acta Metall. Sin.-Engl. Lett. 2014, 27, 798–805. [Google Scholar] [CrossRef] [Green Version]
- Yang, W.; Chen, G.; Qiao, J.; Zhang, Q.; Dong, R.; Wu, G. Effect of Mg addition on the microstructure and mechanical properties of SiC nanowires reinforced 6061Al matrix composite. Mater. Sci. Eng., A 2017, 689, 189–194. [Google Scholar] [CrossRef]
- Gao, Y.-Y.; Qiu, F.; Geng, R.; Zhao, W.-X.; Yang, D.-L.; Zuo, R.; Dong, B.-X.; Han, X.; Jiang, Q.-C. Preparation and characterization of the Al-Cu-Mg-Si-Mn composites reinforced by different surface modified SiCp. Mater. Charact. 2018, 141, 156–162. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Ju, B.; Zhao, K.; Zhan, J.; Liu, M.; Zhang, N.; Qian, J.; Xiu, Z.; Kang, P.; Yang, W. Effect of Reinforcement Size on Mechanical Behavior of SiC-Nanowires-Reinforced 6061Al Composites. Materials 2022, 15, 8484. https://doi.org/10.3390/ma15238484
Zhao Q, Ju B, Zhao K, Zhan J, Liu M, Zhang N, Qian J, Xiu Z, Kang P, Yang W. Effect of Reinforcement Size on Mechanical Behavior of SiC-Nanowires-Reinforced 6061Al Composites. Materials. 2022; 15(23):8484. https://doi.org/10.3390/ma15238484
Chicago/Turabian StyleZhao, Qiqi, Boyu Ju, Keguang Zhao, Junhai Zhan, Mingda Liu, Ningbo Zhang, Jinrui Qian, Ziyang Xiu, Pengchao Kang, and Wenshu Yang. 2022. "Effect of Reinforcement Size on Mechanical Behavior of SiC-Nanowires-Reinforced 6061Al Composites" Materials 15, no. 23: 8484. https://doi.org/10.3390/ma15238484
APA StyleZhao, Q., Ju, B., Zhao, K., Zhan, J., Liu, M., Zhang, N., Qian, J., Xiu, Z., Kang, P., & Yang, W. (2022). Effect of Reinforcement Size on Mechanical Behavior of SiC-Nanowires-Reinforced 6061Al Composites. Materials, 15(23), 8484. https://doi.org/10.3390/ma15238484