1. Introduction
The issue of reuse of waste generated throughout the entire lifecycle of products is becoming a more important issue in the area of process engineering [
1,
2,
3,
4]. It is often practicable to recover waste materials generated during various production processes. Górecki observed that huge amounts of carbon dioxide are emitted into the atmosphere during production of ammonia compound, due to the high degree of purity of waste material from which it is recovered [
5]. This material is condensed through compression and then stored at a pressure of 20 bar and a temperature of 216 K to 250 K [
6,
7]. Rapid expansion of atmospheric pressure results in a liquid-solid phase transition. In ambient conditions, crystallised carbon dioxide (CCD) has a temperature of 195 K and changes its state in the process of sublimation [
8,
9].
These peculiar properties are desired in a number of production processes, including refrigeration [
10,
11] and cleaning of surfaces [
12,
13]. These processes utilise the two specific characteristics of CCD, i.e., low temperature and sublimation. CCD obtained through expansion is a very fine grain material of ca. 100 μm size of particles [
14,
15]. The high specific surface characteristics of dry ice snow results in a high sublimation rate, affecting the process efficiency in refrigeration application [
14]. For this reason, the most common commercial form of dry ice are pellets of 3–16 mm in diameter featuring a lower sublimation rate [
16].
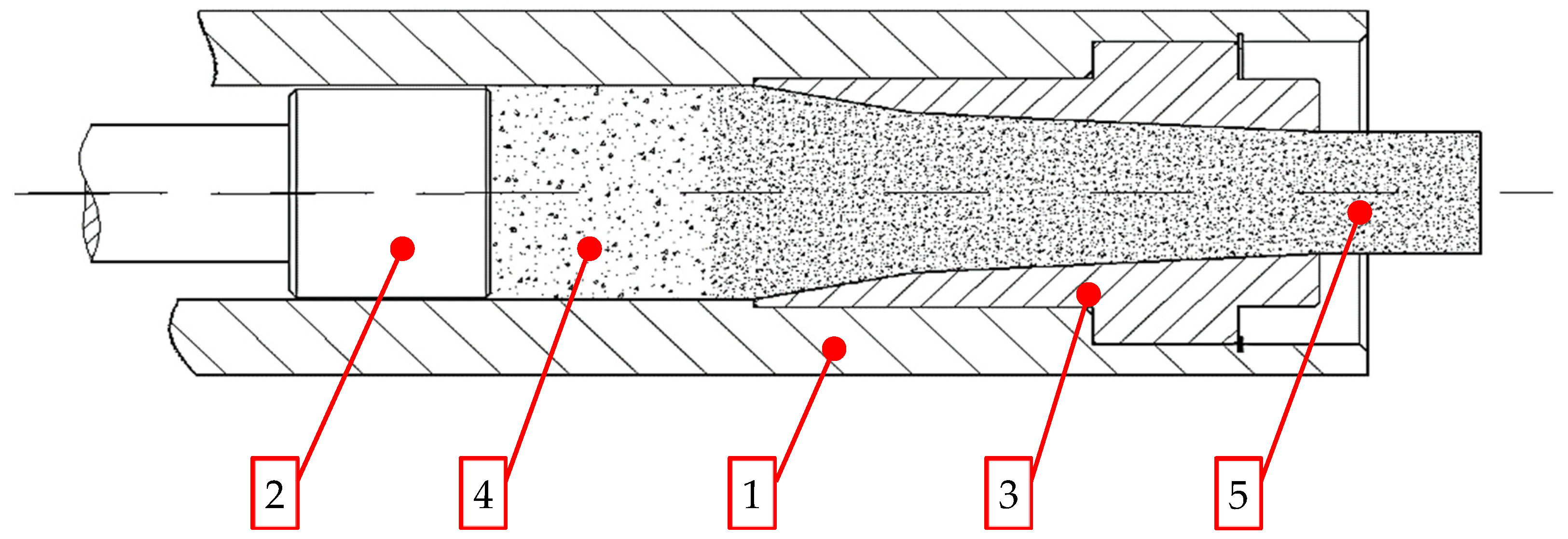
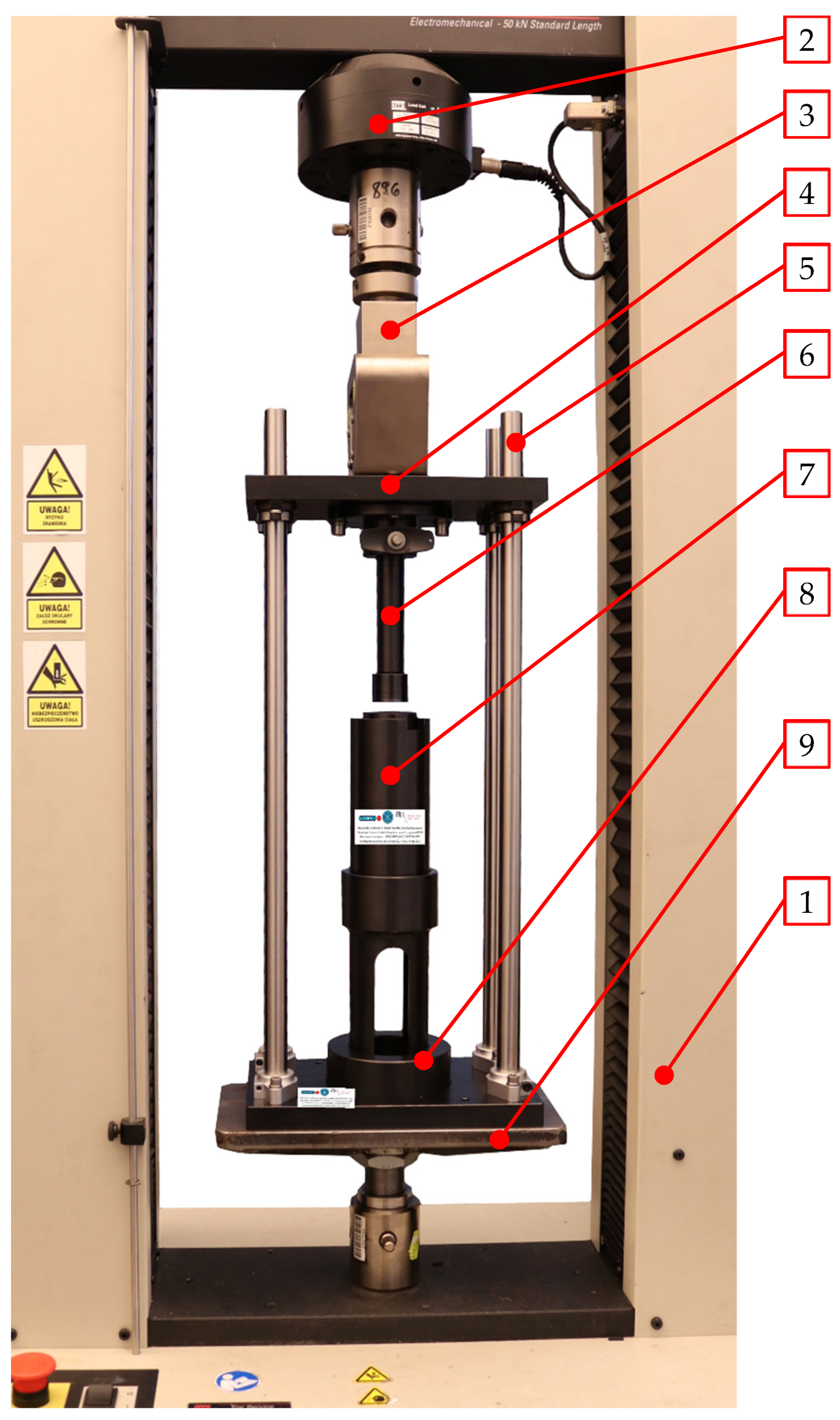
Dry ice snow is compressed in ram-based extrusion machines. The working system of such machines is shown schematically in
Figure 1. The raw material is expanded inside the compression cavity (1). Then, crystalline carbon dioxide (3) is compressed by a ram pressing it against the residual, already compressed CCD (4) that fills up the die cavity (5).
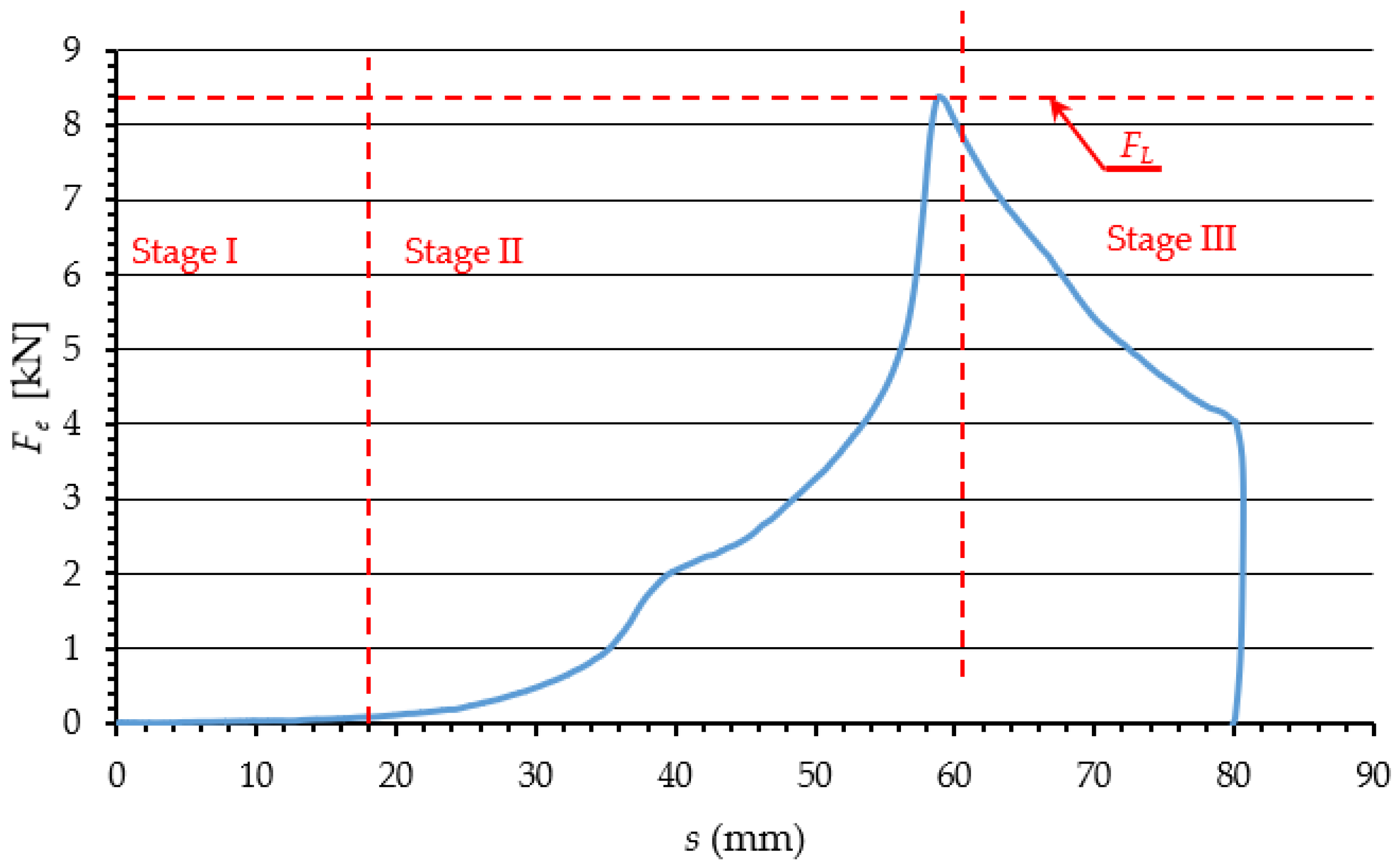
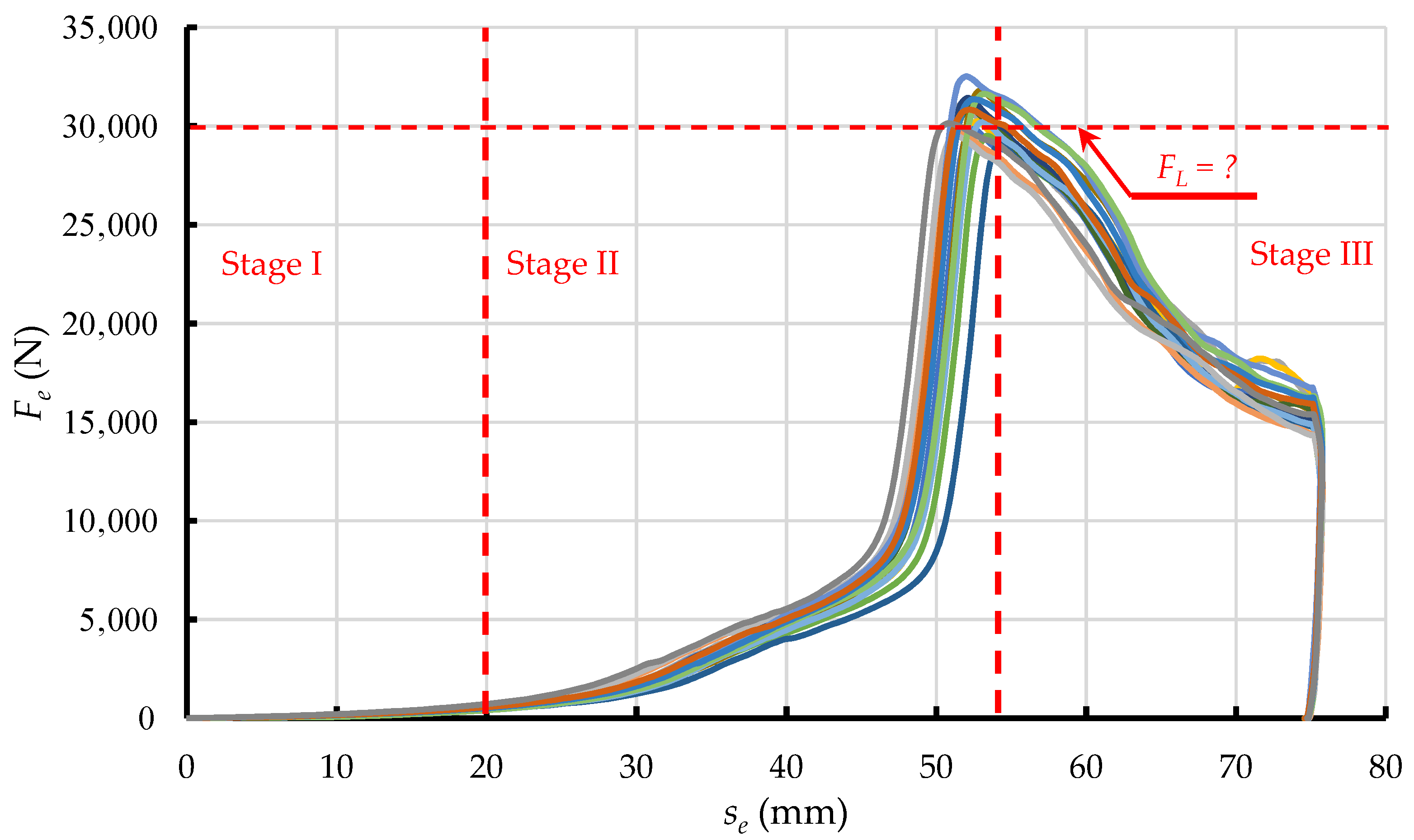
The graph in
Figure 2 represents the change of
Fe as a function of ram displacement
s, subdivided into three main phases of the change of force applied to extrude dry ice pellets.
In Phase 1, dry ice snow is compressed without any significant increase in the value of force
Fe. This is because the displacement of ram reduces spaces between the particles. The exerted pressure does not induce elastic or plastic strains, due to ignorable contact between the particles. In Phase 2, the particles are packed closer together and the internal friction and elastic and plastic strain come into play as a result. The touching and relative displacement of particles increases the value of the exerted force
Fe, due to elastic and plastic strain, and internal friction. In addition, the compressed material interacts with the compression cavity walls, due to elastic strain. This results in friction between the compressed material and the compression cavity walls, increasing the compression resistance. The dissipation of energy during compression, in cylindrical chambers with tapered ends, has been extensively described in the literature [
18,
19].
The value of force
Fe increases until it equals the maximum resistance force of the process of compression
FL. It has been demonstrated that the value of this force depends on the die parameters and the coefficient of friction between the extruded material and the side walls of the die [
18]. The value of
Fe decreases as the process of extrusion proceeds and the density of the material
ρ no longer increases as a result [
20].
Figure 2.
Phases of the compaction and extrusion process during one work cycle of the work system built for the purpose of this research: Phase 1—Initial compression, Phase 2—Final compression, Phase 3—Extrusion [
21].
Figure 2.
Phases of the compaction and extrusion process during one work cycle of the work system built for the purpose of this research: Phase 1—Initial compression, Phase 2—Final compression, Phase 3—Extrusion [
21].
Compression of the material reduces the distances between the particles of the material observed as an increase in density
ρ. As the value of
ρ increases, so do the values of Young’s modulus
E, Poisson’s ratio
ν, and coefficient of friction
µ [
17,
20,
22]. The behaviour of the compressed material in Phase 2 may be accurately simulated with Drucker-Prager/Cap, Cam-Clay, and Mohr-Coulomb models [
23,
24,
25].
The decrease of
Fe observed in Phase 3 marks the transition from compression to extrusion. The correlation coefficient defining the similarity of the
Fe vs.
s curve, and a straight-line relationship is 0.9, which indicates a proportional decrease of force in relation to displacement. This is due to the linear change in the surface area of the side walls of the compression cavity (1 on
Figure 1) that comes into contact with the material. This allows us to assume the constant values of
E,
ν, and
μ, and use an elastic-plastic model to represent the process in numerical studies, as it has been done in previous studies reported in the literature [
26,
27,
28].
According to Jankowiak [
29] the Smoothed Particle Hydrodynamics (SPH) method can be used to accurately describe the geometry of materials featuring high plastic strain during compression. Originally, SPH was developed to simulate the flow of fluids. Since then, it was adapted to simulate processes that involve high strains, such as compression and extrusion of solids [
16,
29]. Sakai observed that the accuracy of predictions with the SPH method decreases in areas close to the boundary conditions, or free surfaces [
30]. Even though the predictions obtained with SPH are close to the results obtained with the conventional mesh-based method, these are subject to the assumption of appropriate spacing between particles [
16].
The SPH method is a meshless way of carrying out numerical simulations, in particular, fluid dynamics, based on Lagrangian description of the modeled liquid domain. Therefore, the SPH model is characterized by the fact that individual particles, which meet the roles corresponding to the nodes of Euler’s FEM methods, move freely in terms of bonds imposed during the simulation. In this case, however, the mesh is not a restriction for their movement [
28,
30]. Single particles during simulated flow carry the necessary information, such as the value of speed or density. During the simulated flow, they interact with each other in accordance with the principles of fluid dynamics [
31].
This calculation method is based on the theory of interpolation. Continuous distribution of such parameters as speed or liquid pressure are replaced by appropriate estimates with a certain interpolation kernel. Calculations are performed using a discreet set of a specific number of fluid particles. In the general approach, the estimation of any
Fi in a certain position of the
i particle is described as:
where
mj—the mass of the
j particle,
ρj—density of the
j particle, and
Wij—kernel function, depend on the smoothing length
hij and distance between particles
rij.
This method, using the general Equation (1) can be used to calculate typical tensor quantities, such as speed, pressure or stress. It should be noted, however, that the basis for calculations is information about density at specific points, represented by particles located in specific positions. Information about this parameter is used to estimate the physical quantity in request. Therefore, the authors decided that this method can be successfully used to estimate the force of extrusion of dry ice by the matrix, as shown by analyses of large deformations of material with elastic-plastic features.
This article presents the outputs of computer simulations of the process of dry ice extrusion using four different extrusion dies. The objective was to find the maximum value of Fe for different shapes of the extrusion die. The predicted values were compared with the experimental data to assess the accuracy of representation of the process by numerical methods, primarily SPH based. The primary goal was to develop a relatively simple technique for estimating the maximum resistance during compression of solid dry ice that could be used to maximise the process efficiency when designing new dies. To this end, it was required to find a numerical solution, for example with the application of SPH, to model the process of extrusion of dry ice without needing to use sophisticated material models, which require extensive testing to determine the material properties. With this approach it will be possible to expand the research also on other materials.
In addition, the outcome of this research allowed the assessment of the influence of die shape parameters on the maximum force applied in the dry ice extrusion process.
3. Discussion
Examples of the resistance force
Fe vs. displacement curves obtained with the above-mentioned test set-up are presented in
Figure 11. Considering a relatively small scatter of data, these curves, based on their shape, can be sub-divided into phases, as was the case in previous studies (
Figure 2), which attests to the accuracy of representation of the already used test method [
21].
ANOVAs were carried out for the observed data for each die type, in turn. As the first step, normality of the respective populations was checked using the Shapiro-Wilk test, taking into account only the maximum extrusion resistance force FL. The minimum value of p was 0.069 or more.
Next, homogeneity of variances in comparable populations was checked for the respective die shapes. To this end, the value of p was determined using the Brown-Forsythe test. The hypothesis of the homogeneity of variance was confirmed as the obtained values exceeded the 0.05 criterion.
In the final step of ANOVA, the value of p was calculated for the cases which obtained a value of index below 0.05. This allowed the rejection of the hypothesis that compared dies had the same value of the parameter under analysis, i.e., the extrusion resistance force FL. This supports the hypothesis with statistically significant differences between the compared populations.
Tukey’s post hoc test was used to determine the statistical significance of the differences between the respective populations, the results of which are presented in
Table 5,
Table 6,
Table 7 and
Table 8. Based on the data presented in
Table 8 we see that in the WKWP group statistical significance is observed only between the WKWP70-50 and WKWP70-25 populations. The other pairwise comparisons had a probability of error higher than 5%, and thus should not be made.
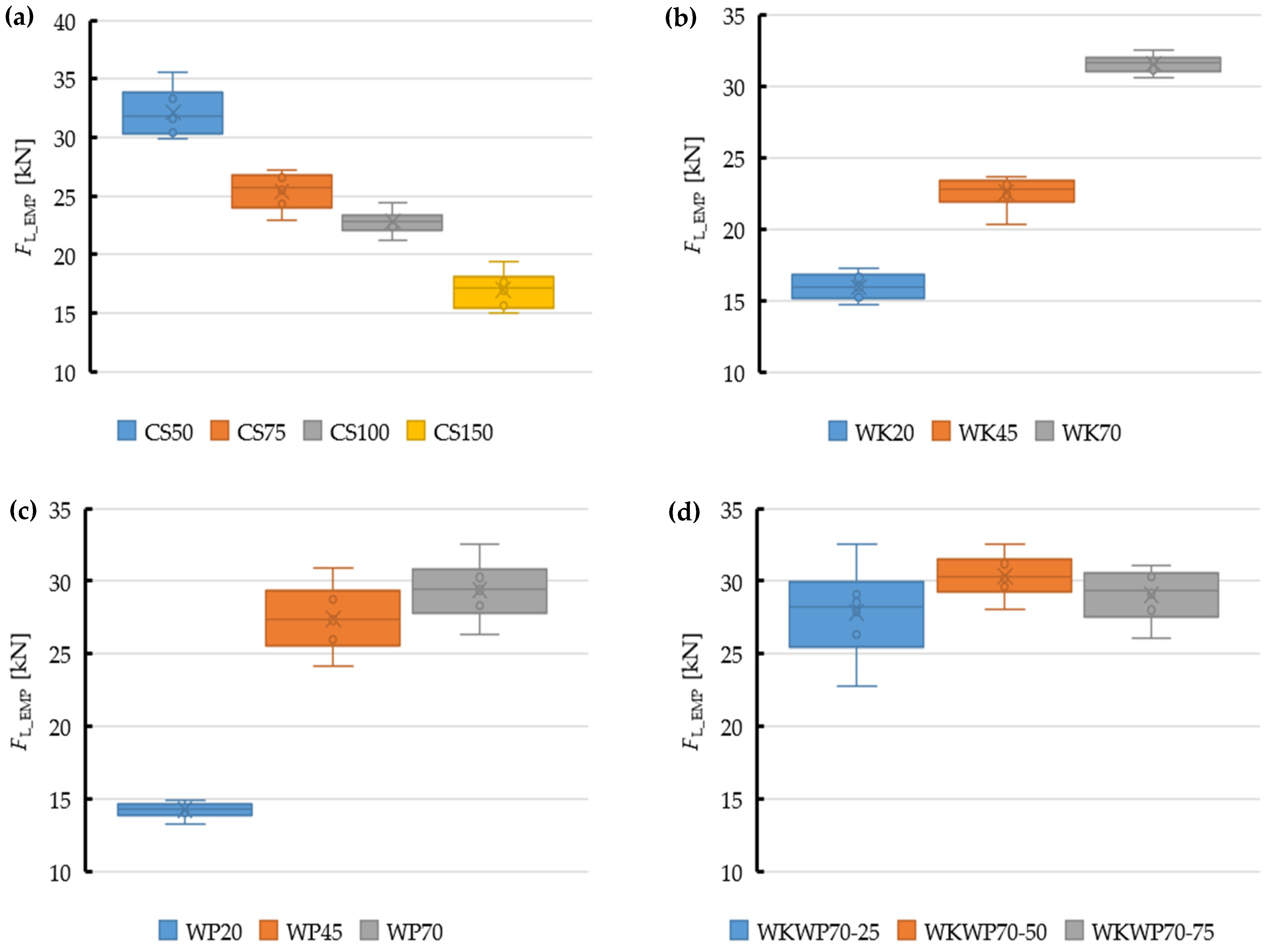
The key statistical data obtained for the respective groups of dies are compiled in
Table 8 and illustrated on the box plots in
Figure 12, relating the median of the maximum observed extrusion force
FL_EMP with the associated key statistical data.
The medians, which slightly differed from the relevant average values, were used in the analysis of differences between the observed and predicted data.
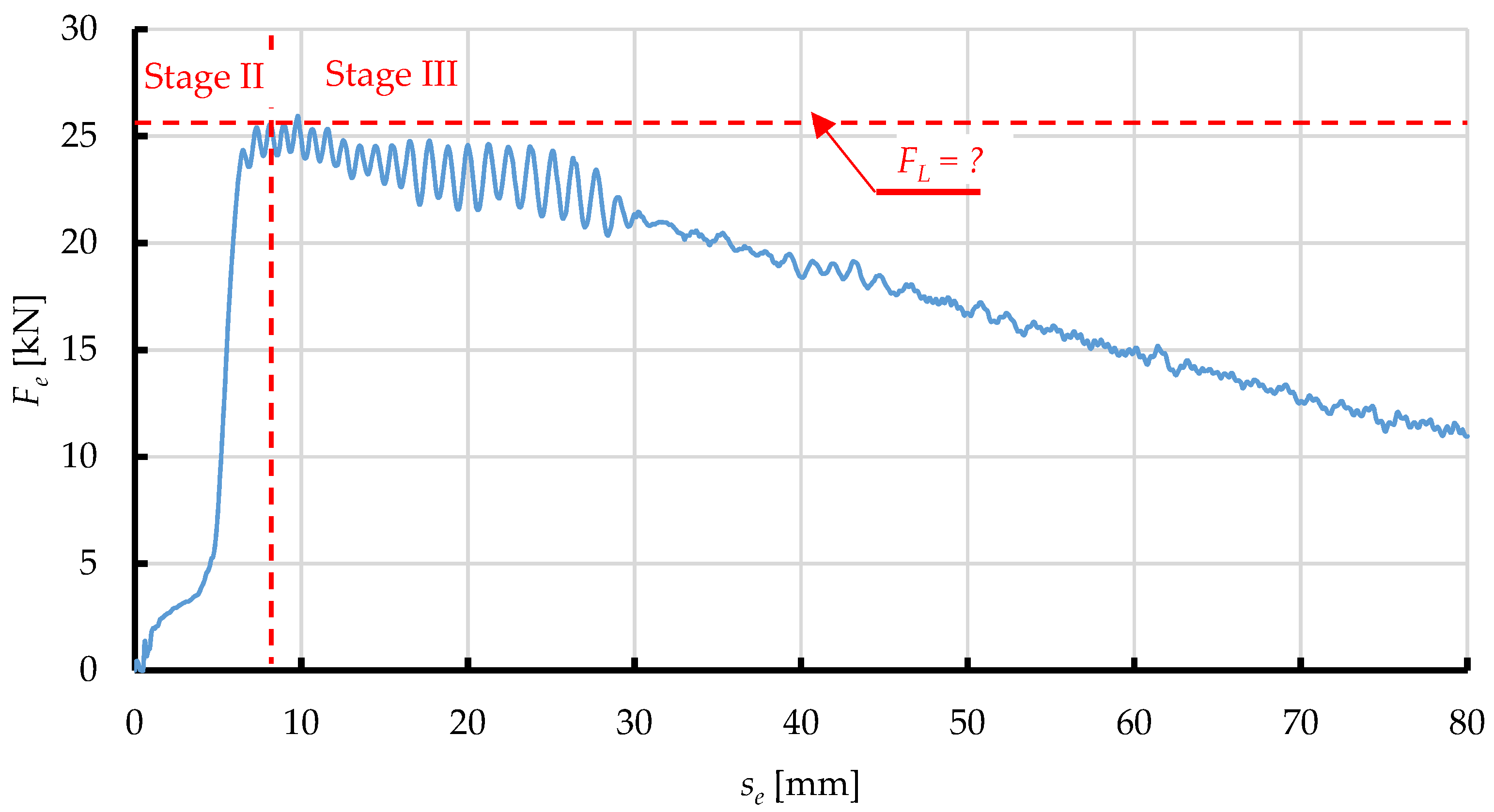
Figure 13 shows an example of a numerical simulation of the process of extrusion of dry ice snow as a
Fe vs.
se relationship. As it can be seen on the graph, two phases of the simulated process can be distinguished, which can be assigned to the relevant experimental data:
- −
Phase 2, in which the value of Fe decreases due to elastic strain of the material and its frictional interaction with the internal surfaces of the compression cavity. This increase continues up to the maximum compression force FL, which marks the commencement of extrusion,
- −
Phase 3, in which the value Fe decreases due to the plastic strain of the extruded material, whose value depends on the shape of the compression cavity.
Note that this simulation with elasto-plastic model lacks a distinguishable Phase 1, identified during actual extrusion of the material. This is due to the simplification characteristics of the adopted elasto-plastic model, where the material is modelled as compressed right from the start, thus leaving out the effect of compression. That said, the maximum force applied to extrude the material through the die FL is the most interesting parameter at this stage of research.
An interesting phenomenon is the oscillation of the value of the Fe material force by the matrix, observed at the end of stage 2 and throughout Stage 3, while after exceeding the displacement se about 30 mm, this oscillation significantly reduces its amplitude. This phenomenon is due to the stick-slip effect, which is associated with the elasto-plastic representation of the extruded material. In the area of pure occurrence of this phenomenon (approx. 8 mm < se < approx. 30 mm), the extruded material does not extend from the matrix at total speed, equal to the speed of the piston movement ve. In this respect, se displacement, due to the elastic deformation of its volume, the speed of the material flowing from the matrix is significantly lower. Considering the coincidence of this phenomenon, with friction of the material on the walls of the matrix and the internal friction of the deposit, are good conditions for the resulting effect of the stick-slip effect-i.e., periodic fluctuations in movement speed, as a result of the mutual impact of friction force and force responsible for pressing. The reduction of its intensity (decrease in the amplitude of the oscillation of force) is present after exceeding a certain displacement (se = approx. 30 mm), when a portion of the compressed material (which is deformed in an elastic way), which is initially placed in front of the coincidence, begins to fill its volume. At the same time, the material originally present, leaves the matrix. Therefore, part of the material previously deformed in an elastic way (already in the range of plastic deformation) is less susceptible to this effect.
Therefore, this parameter was analysed using the data predicted by the numerical simulation
FL_FEM and the median of the experimental data
FL_EMP. The results are compiled in
Table 9 below.
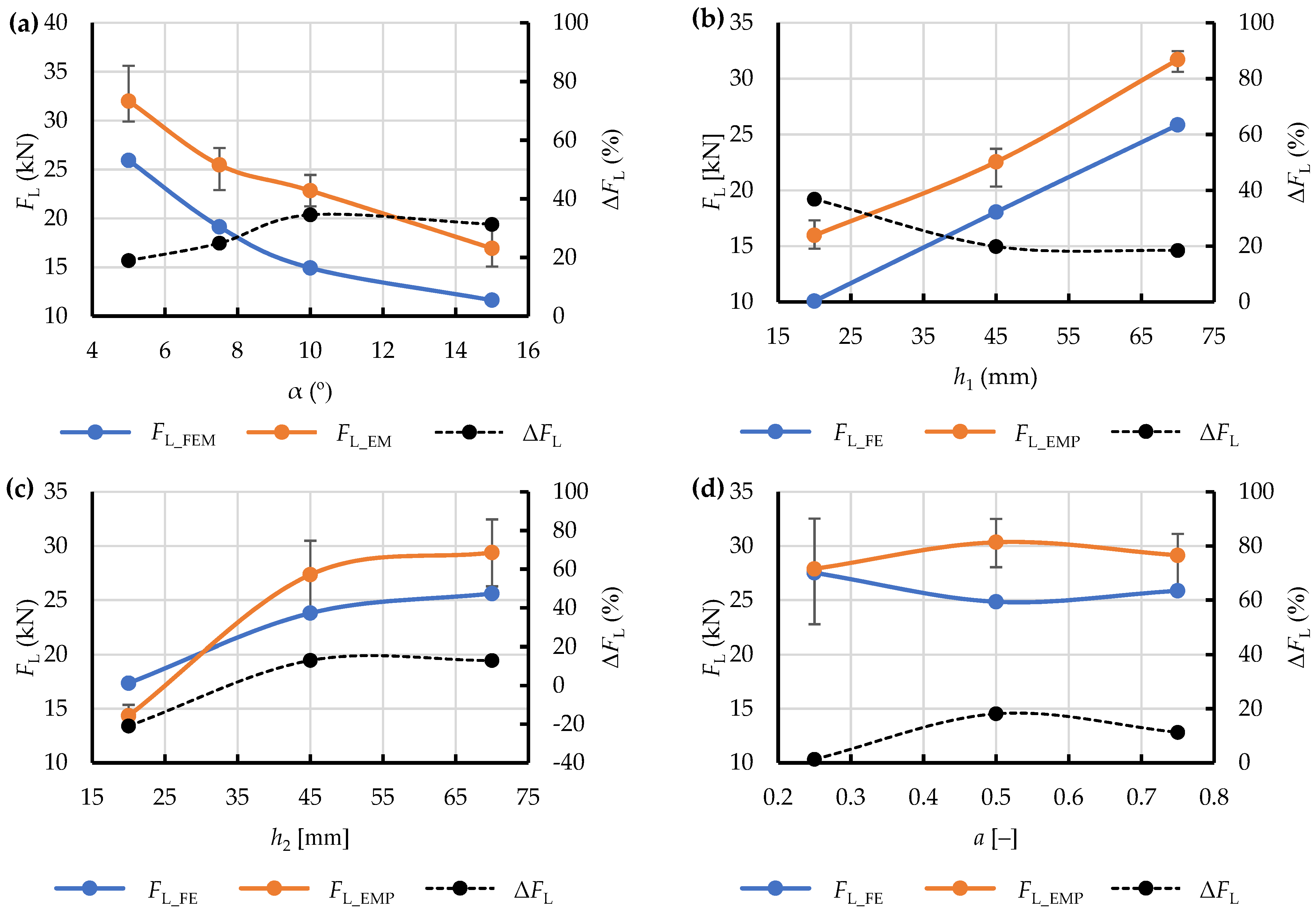
The results are also represented graphically in
Figure 14 as relationships of the maximum extrusion resistance force
FL, both
FL_FEM (predicted) and
FL_EMP (observed), and the relevant geometric parameters of the respective die shapes (
Table 1,
Table 2 and
Table 3). A relatively high similarity of the obtained curves was observed in terms of monotonicity. Unfortunately, the values noticeably differ between the test points in all cases. This can be explained by a fixed value of yield stress
σpl used in all the numerical simulations, which was determined experimentally on compressed material. This implies inadequacy of the applied procedure as in the analysed system yield stress apparently depends on the type of die used in the process. However, this assumption appears correct as long as the above-mentioned value is taken as a process-specific parameter rather than an intrinsic property of the material.
This hypothesis needed to be verified. To this end, at all the test points (i.e., the values of the geometric parameters of the respective dies and their corresponding values of
FL_FEM and
FL_EMP) mathematical functions were derived, describing the percent difference between the obtained values in relation to the observed extrusion resistance:
and were related to the geometric parameters of the dies under analysis (
Figure 14). The relationship obtained in this way showed a difference reaching as much as 40%, which excludes the data predicted with this numerical model from further analysis and, more importantly, from further work on a simplified model of the dry ice extrusion process with the application of SPH.
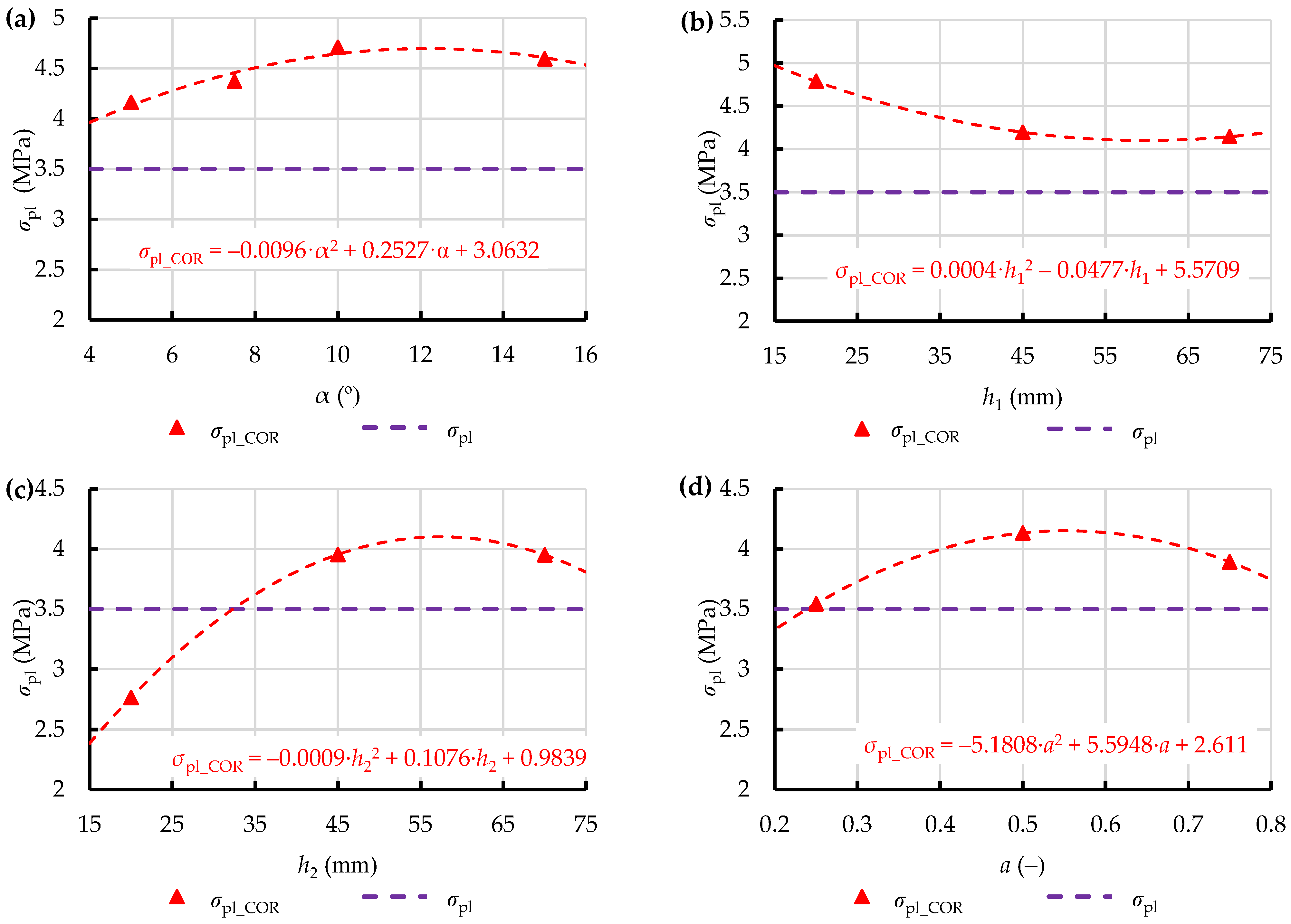
However, this difference served to derive the corrective function for the yield stress
σpl used in the numerical elasto-plastic model from the following equation:
In this way, corrected yield stresses
σpl_COR were obtained for the test points set on all the analysed dies (
Figure 15). Relationships describing the variation of this parameter as a function of the key geometric parameters of the analysed dies, were derived in addition, considering the future application of this approach in optimisation of the geometric parameters of extrusion dies over the entire variation domain.
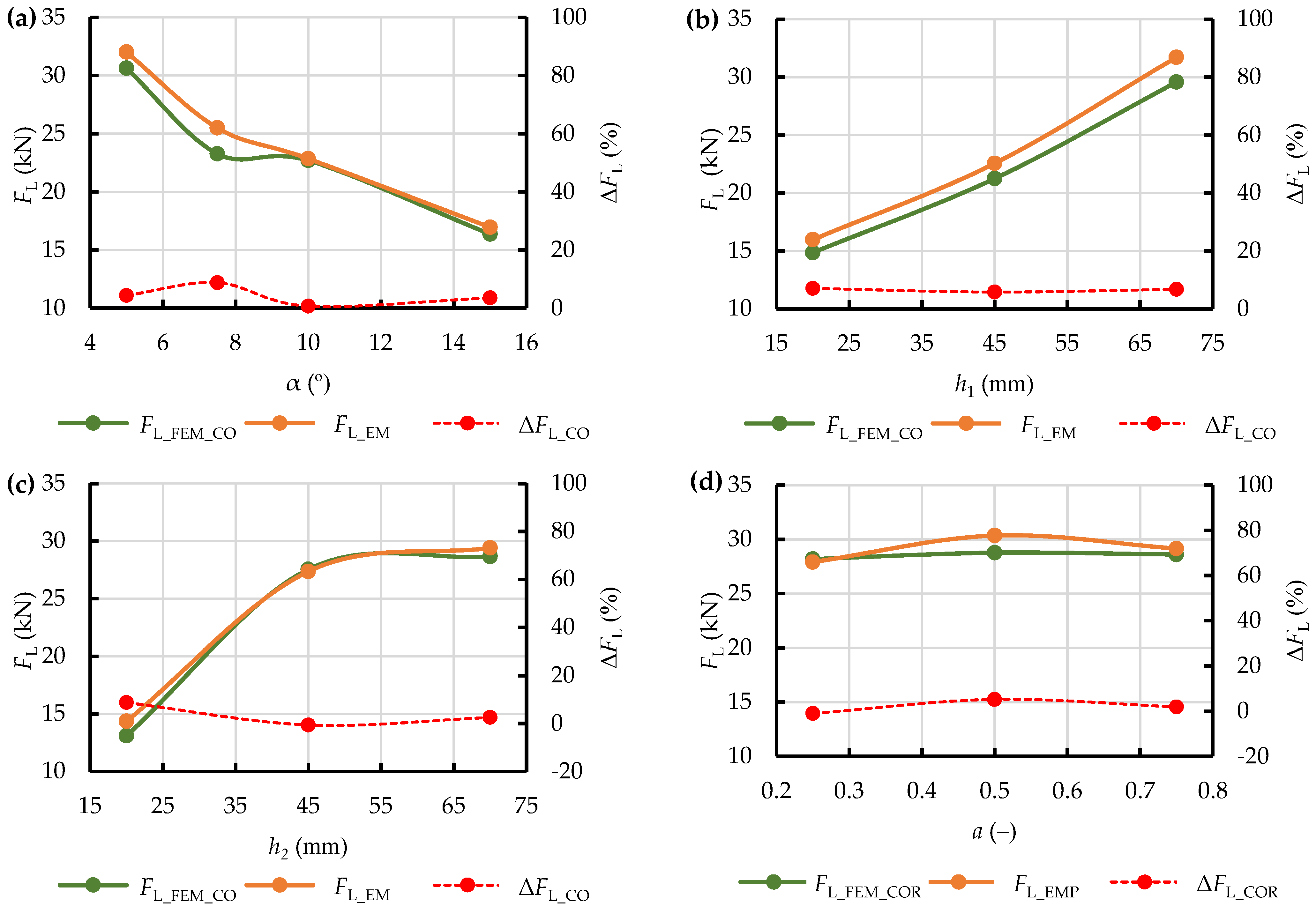
The obtained corrected yield stress values
σpl_COR were used in the repeated numerical calculations performed with the use of the SPH method. Other settings remained unchanged. The results of the comparison between the corrected extrusion resistance force
FL_FEM_COR and the observed values of this force
FL_EMP are shown in
Figure 16, together with the percent difference between these two Δ
FL_COR. As it can be seen, this treatment improved the accuracy of representation of the process by numerical analysis, with regards to the obtaining of the maximum extrusion resistance force. After correction of the initial yield stress the percent difference did not exceed 10%, and the curves of
FL_FEM_COR and
FL_EMP became more similar in terms of monotonicity (as compared to the curves obtained for the constant value of
σpl).
4. Conclusions
The main purpose of the on-going research by the authors is to develop a relatively simple technique of estimating the maximum resistance during compression of solid dry ice that could be used in the design of extrusion dies, helping to improve the efficiency of the extrusion process, i.e., to minimise the input of energy while ensuring high quality product. The above-mentioned overall objective motivated the authors to look for an appropriate numerical modelling method that could be used in this connection. Therefore, it was assumed that it would be possible to represent dry ice with an elasto-plastic material assigned with the properties of dry ice pellets, thus avoiding complex models used in simulations of the process of compression. This approach also minimises the number of material properties that must be determined experimentally as an input for the calculations.
The FEM model prepared as part of this research represents the extrusion of dry ice snow through the die, with omission of the compression phase, designated here as Phase 1. Still, owing to the correct representation of phases 2 and 3, this approach can be successfully used in research dealing with the determination of the maximum compression resistance. Therefore, we can conclude that for this aspect (determination of the maximum extrusion resistance), the process of compression may be simulated by extrusion of compressed material through the die.
Yet another issue to be dealt with is the adoption of an appropriate parameter defining the plastic strain of the domain extruded through the die. The proposed SPH model with the adopted constant yield stress σpl (determined by testing the compressed material) failed to accurately predict the maximum extrusion resistance force for the different die parameters. To cope with this problem, yield stress was treated as a process specific variable, depending on the geometric parameters of the die rather than a constant property of the extruded material. The corrected yield stress σpl_COR variable in the domain of geometric parameters of the die was used, and the corrected FEM model reduced the difference between the predicted and observed values to less than 10%, thus solving the problem. Being a gross simplification of the actual process of extrusion, with the above-mentioned level of error, the accuracy of the proposed elasto-plastic model with the use of SPH should be considered satisfactory. This is especially true when the focus is on the maximum extrusion force rather than on the simulation of the entire process, as it is the case in this research. In addition, the tests performed on dry ice snow do not yield stable results, mainly due to technical constraints, with sublimation of this material being the main challenge. This is evidenced by the problem with reducing the probability of error to an acceptable level when comparing the subsequent data populations. This problem observed in laboratory experiments also applies to dry ice production on an industrial scale, i.e., under generally less controlled conditions.
Considering the above constraints, it is reasonable to conclude that dry ice may be correctly represented by elasto-plastic material in numerical simulations of the process of dry ice extrusion for the purposes of studies on the efficiency of this process. Furthermore, subject to appropriate input assumptions (value of the yield stress parameter), the above simulation can yield satisfactory results confirmed by experimental data. The authors plan to apply this approach to modelling the process of extrusion in future research, analysing the influence of the shape of the die cavity on the energy requirements of the process (by analysing the resistance force), over continuously varying domains, covering the geometric parameters of the die and the associated shape optimisation efforts. However, an additional parameter should be introduced for this purpose, that would allow verification of the quality of the produced pellets.

 ,
, 

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}