

Grain Refiner Settling and Its Effect on the Melt Quality of Aluminum Casting Alloys

 ,
, 
 ,
,
Abstract
1. Introduction
- When the introduced grain refiner particles are dissolved at a higher temperature and then crystallized at a lower temperature, which induces heterogeneous nucleation of particles on the bifilms and the engulfment of oxide film segments.
- When grain refiner particles are added at a concentration and melt temperature, that does not allow the dissolution of the particles in the liquid alloy.
2. Materials and Methods
3. Results and Discussion
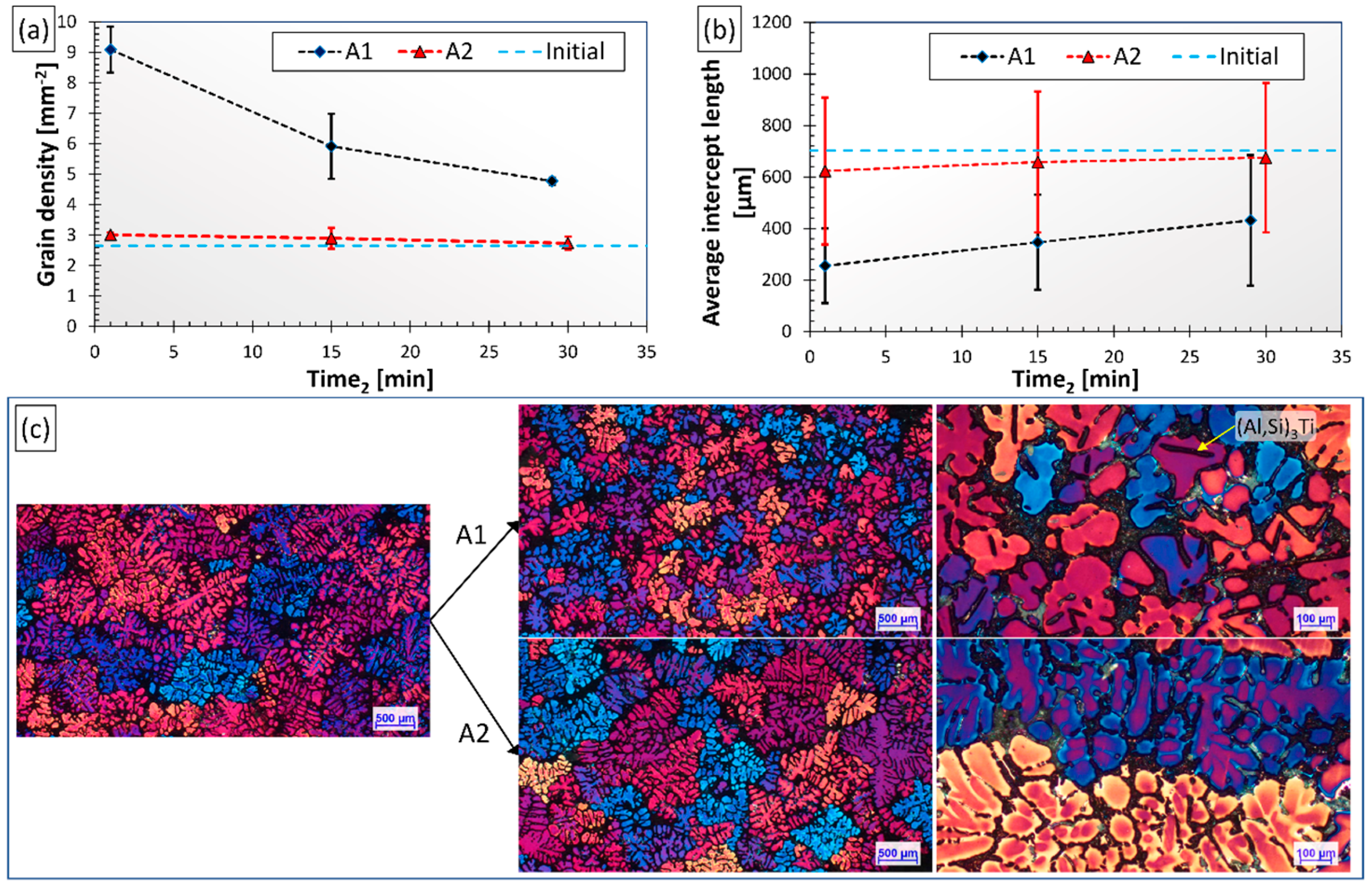
3.1. Grain Refinement
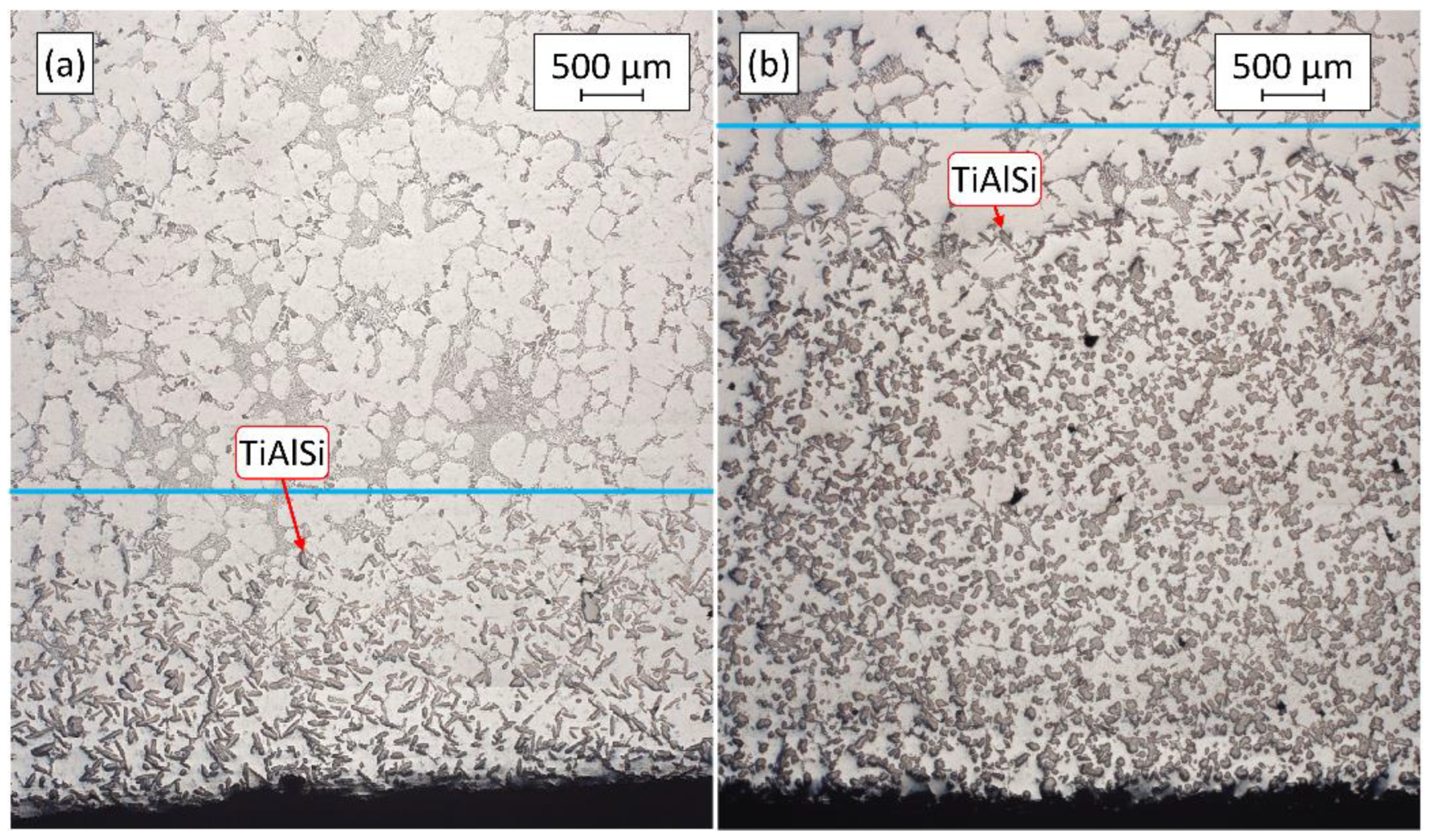
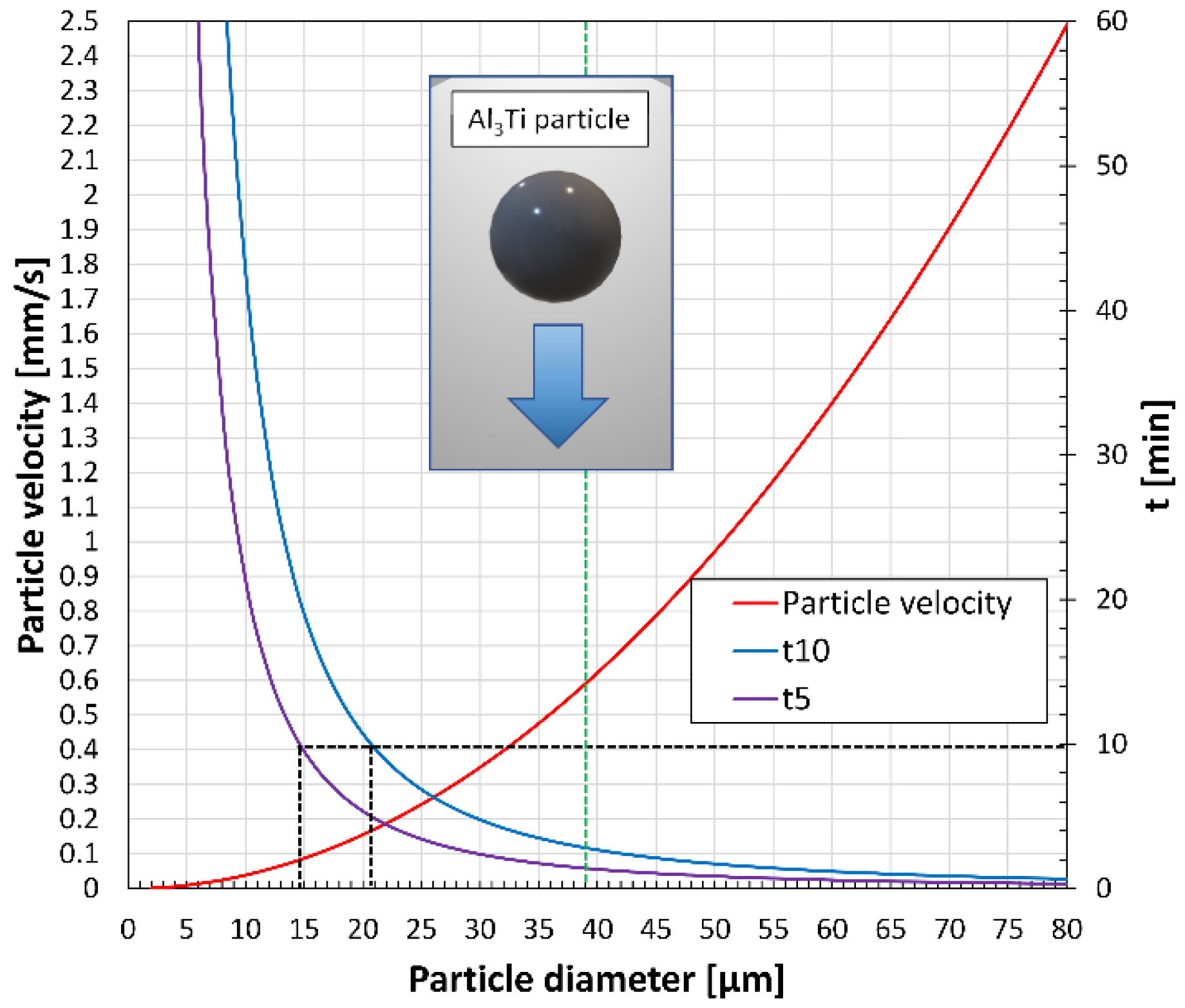
3.2. Grain Refiner Particle Settling
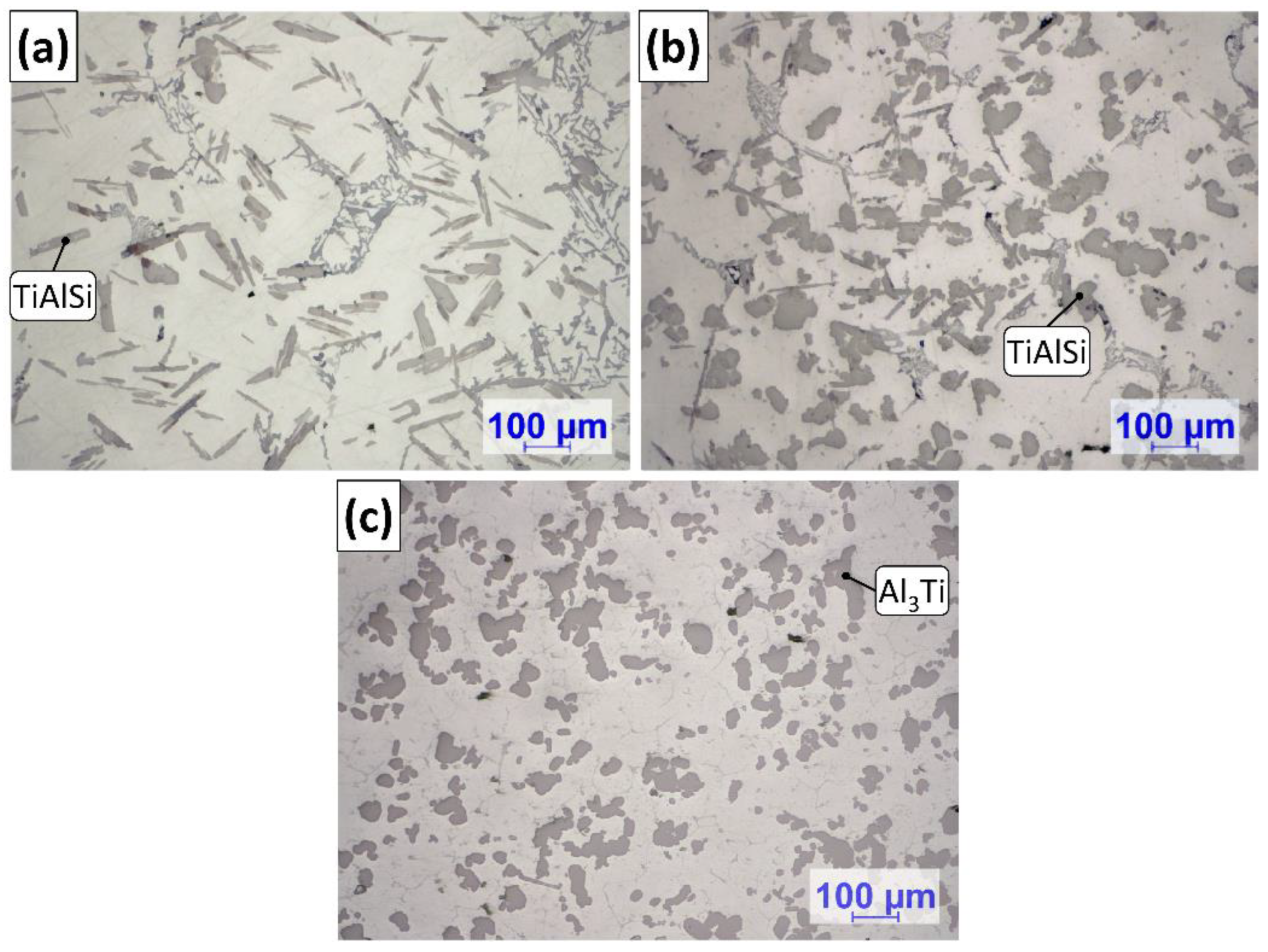
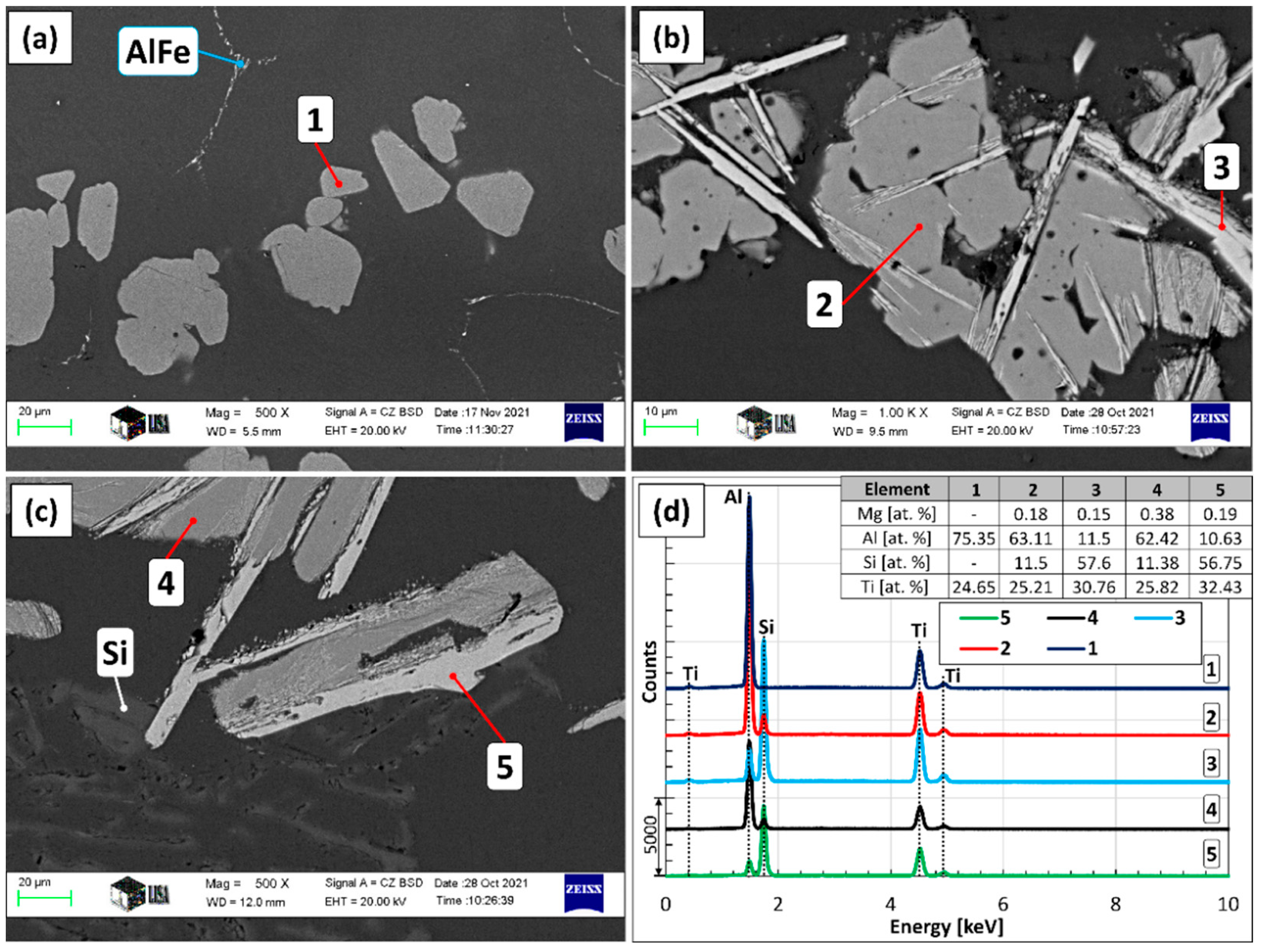
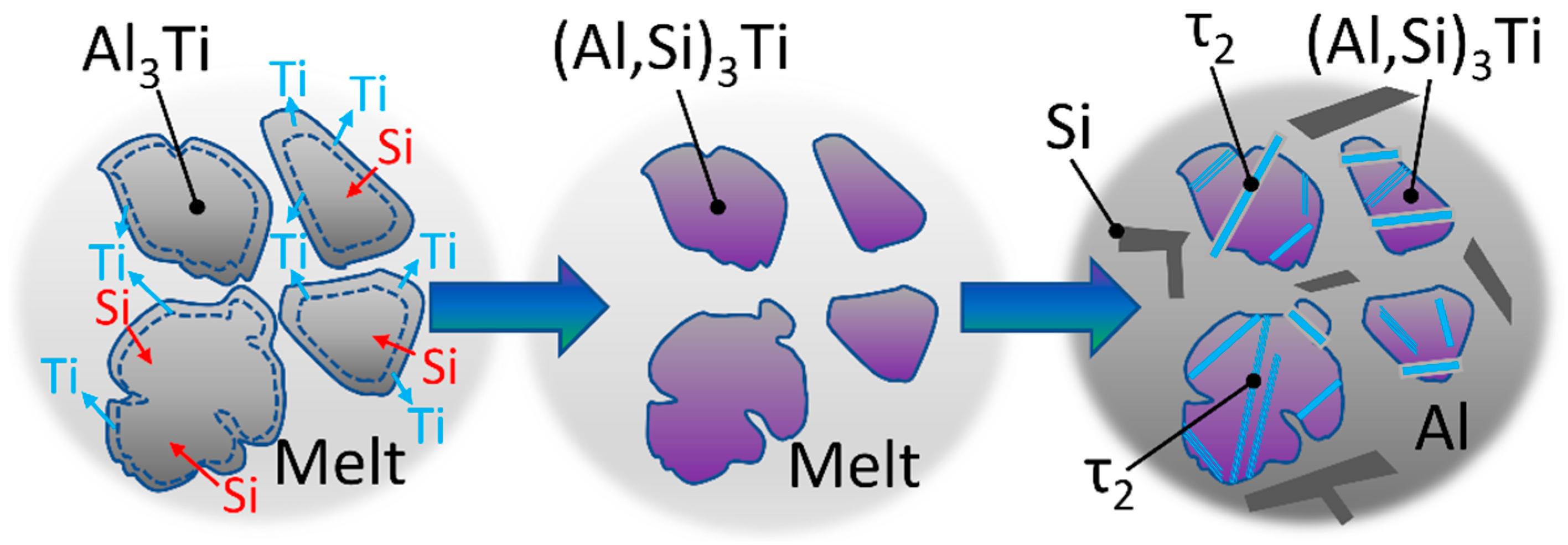
3.3. Phase Evolution of Grain Refiner Particles
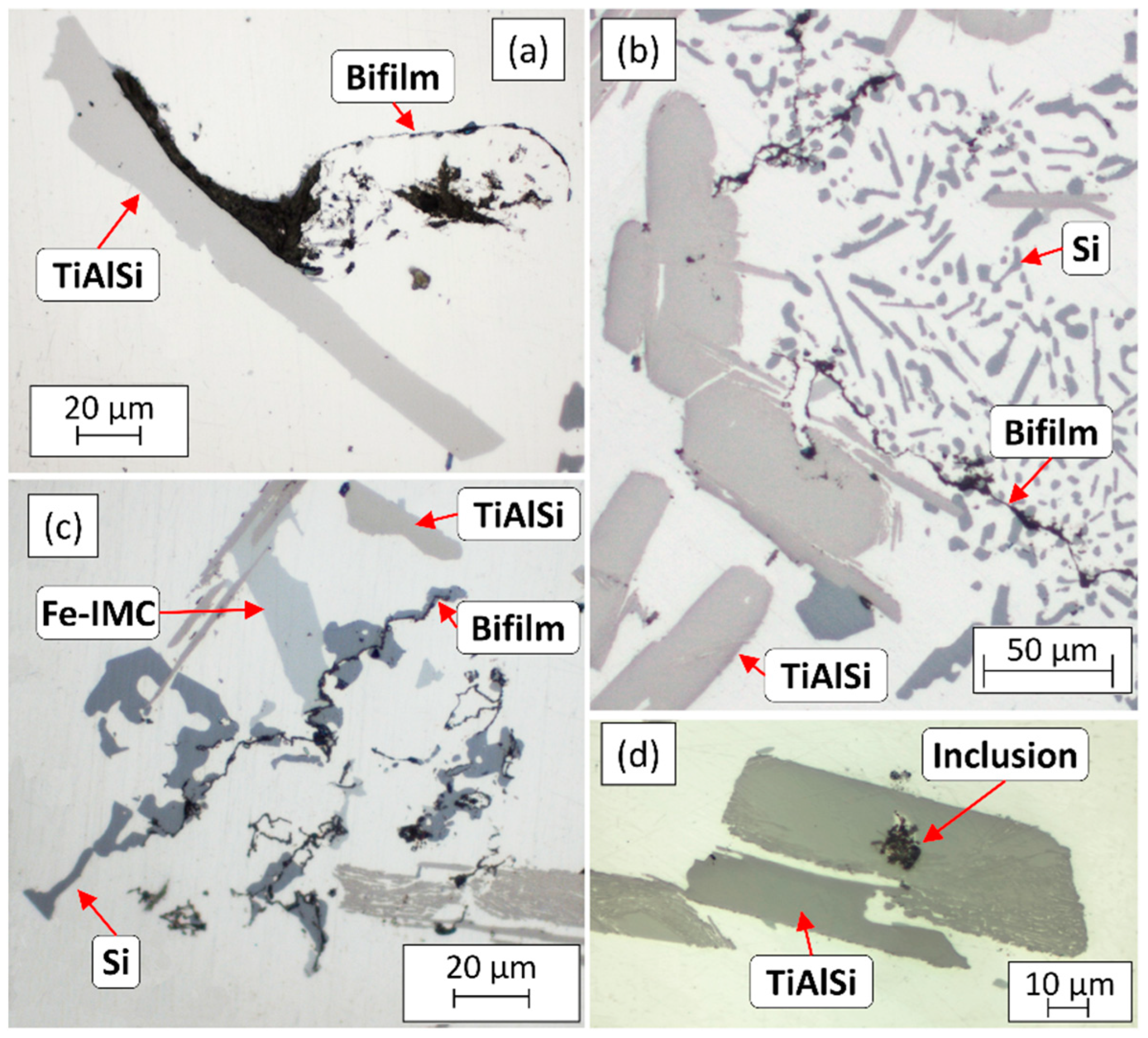
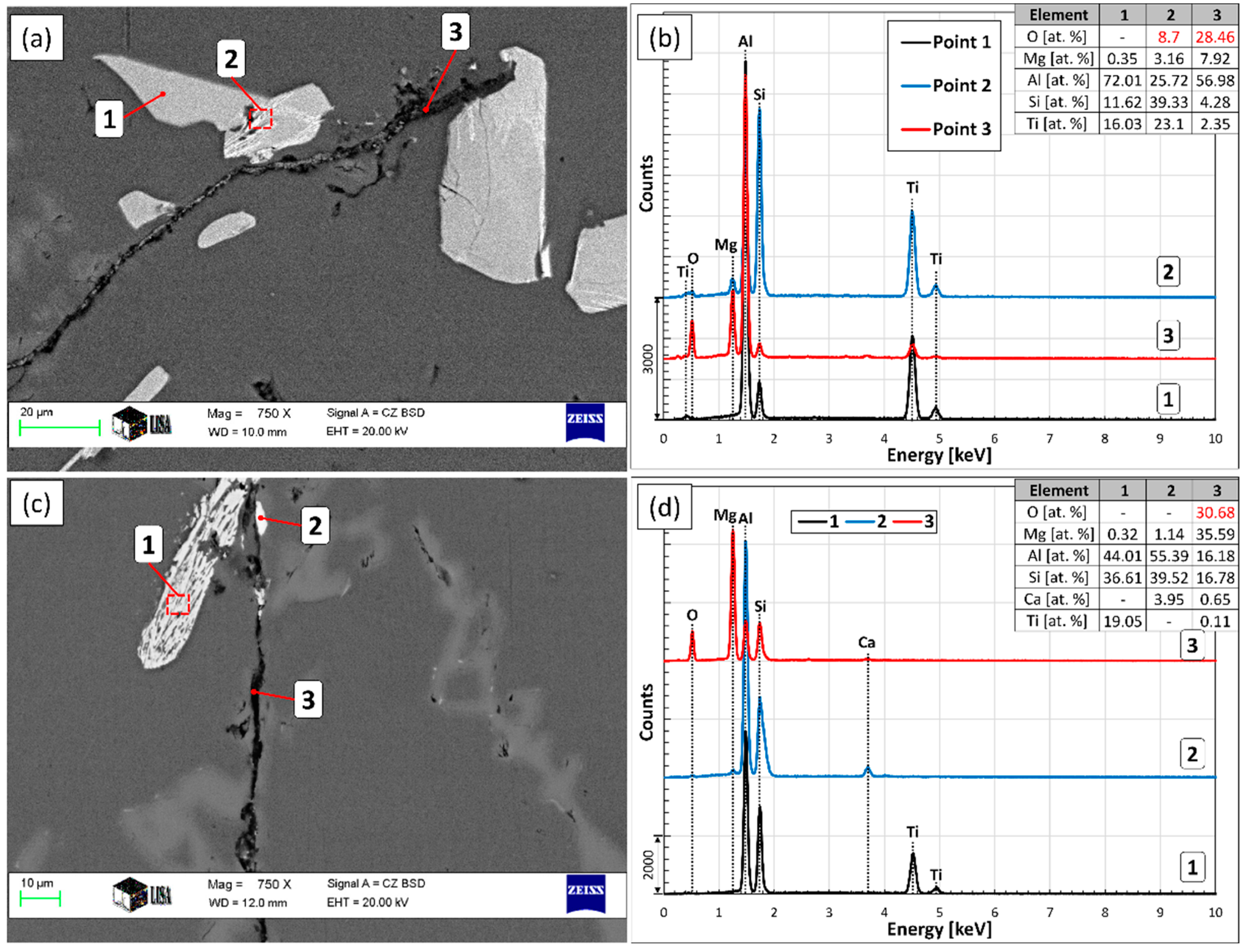
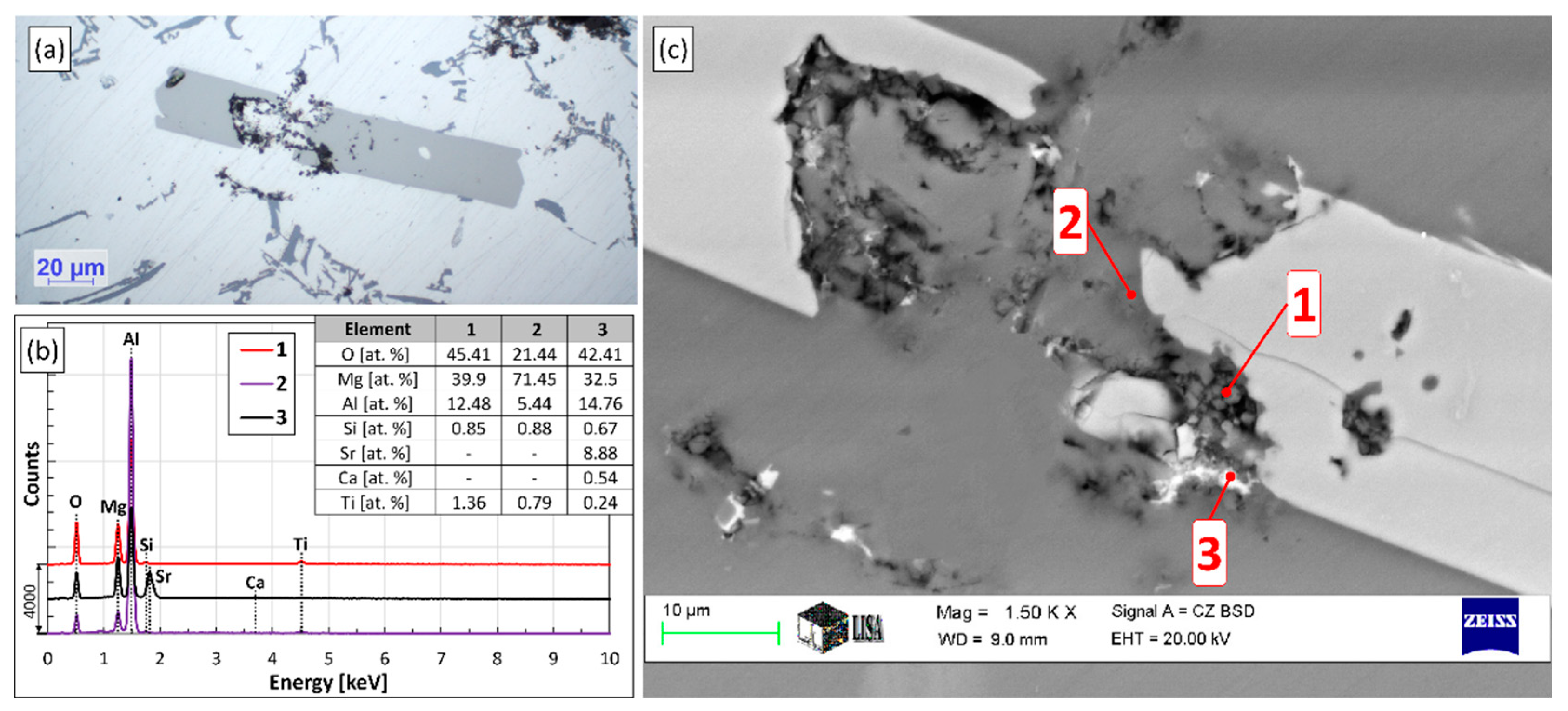
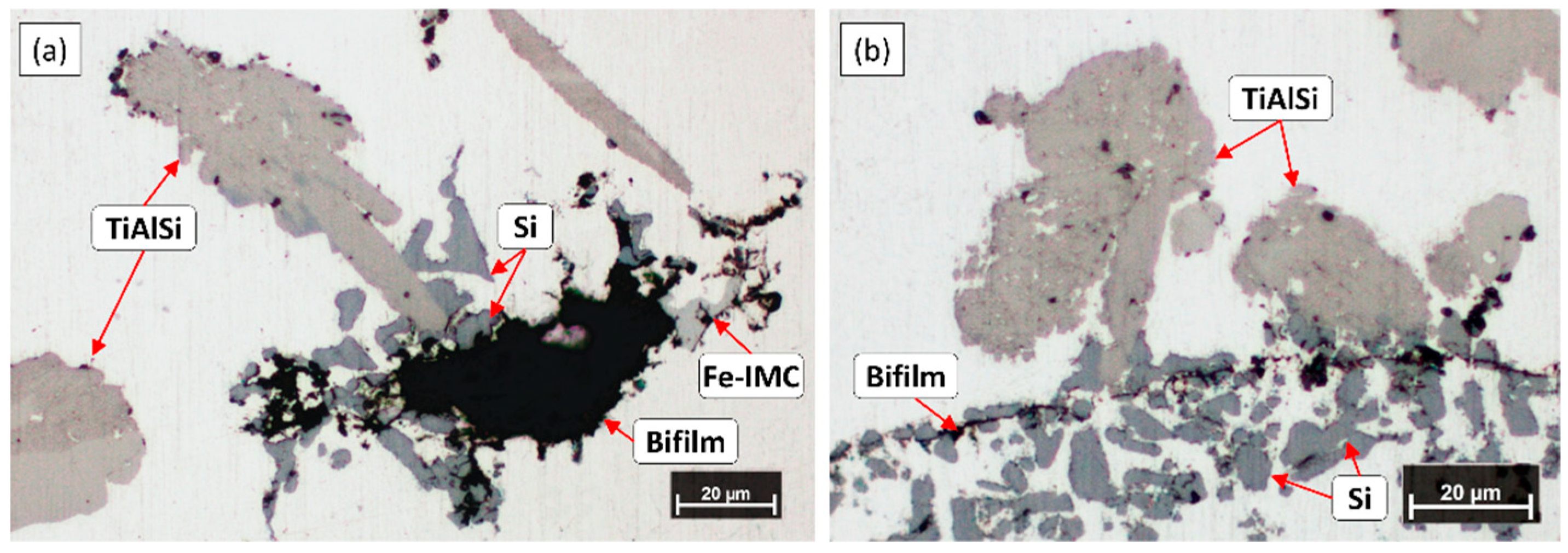
3.4. Interactions of Oxide Films and Grain Refiner Particles
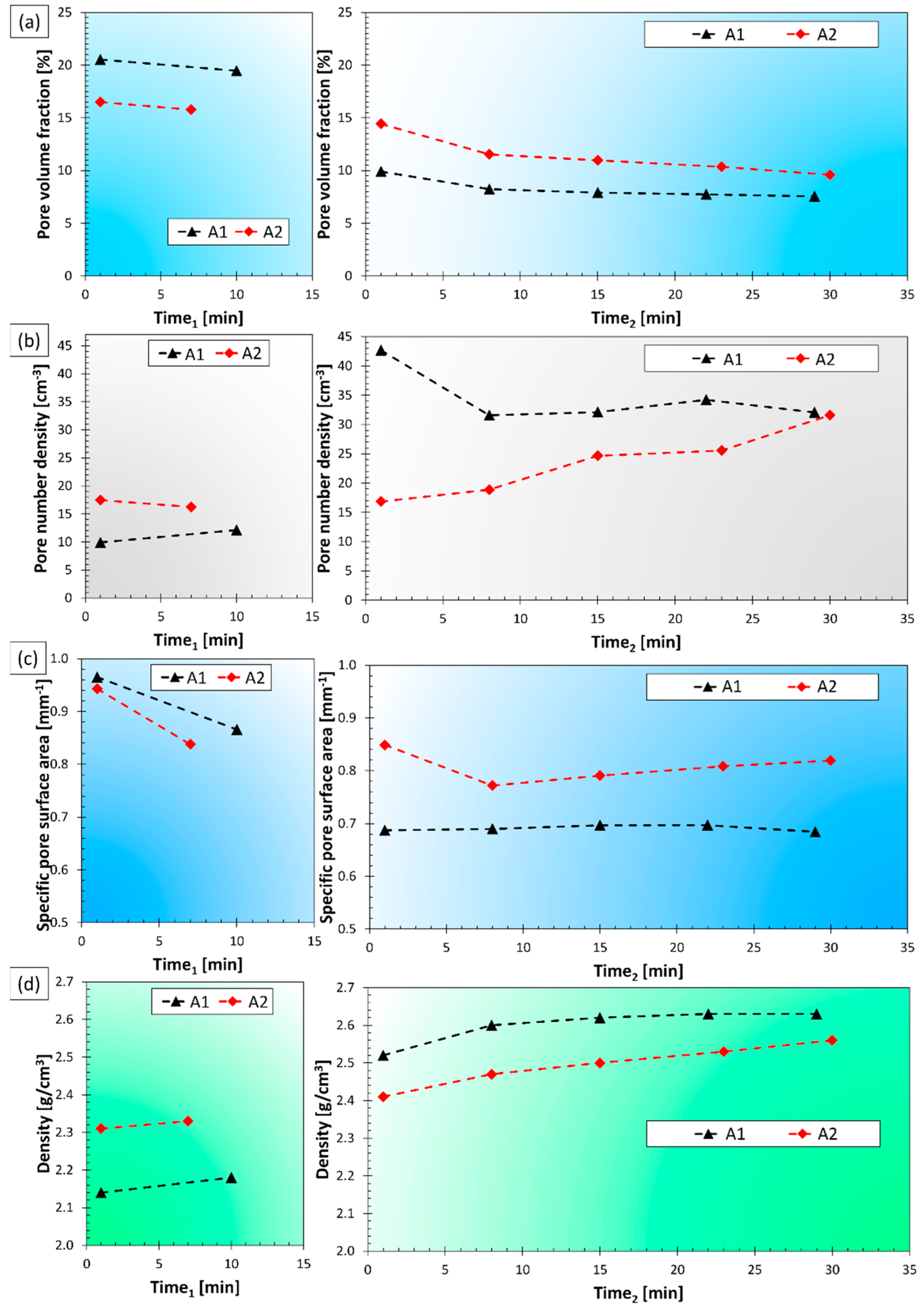
3.5. Evolution of Melt Quality
4. Conclusions
- Effective grain refinement was realized when the blocky Al3Ti particles introduced by the addition of Al-10%Ti master alloy were first dissolved at 800 °C and re-precipitated at 690 °C in the form of flake-like (Al,Si)3Ti particles (A1 experiment).
- When the master alloy was added at a constant 690 °C (A2 experiment), the undissolved blocky Al3Ti particles settled within 10 min after addition. In this case, grain refinement was not achieved.
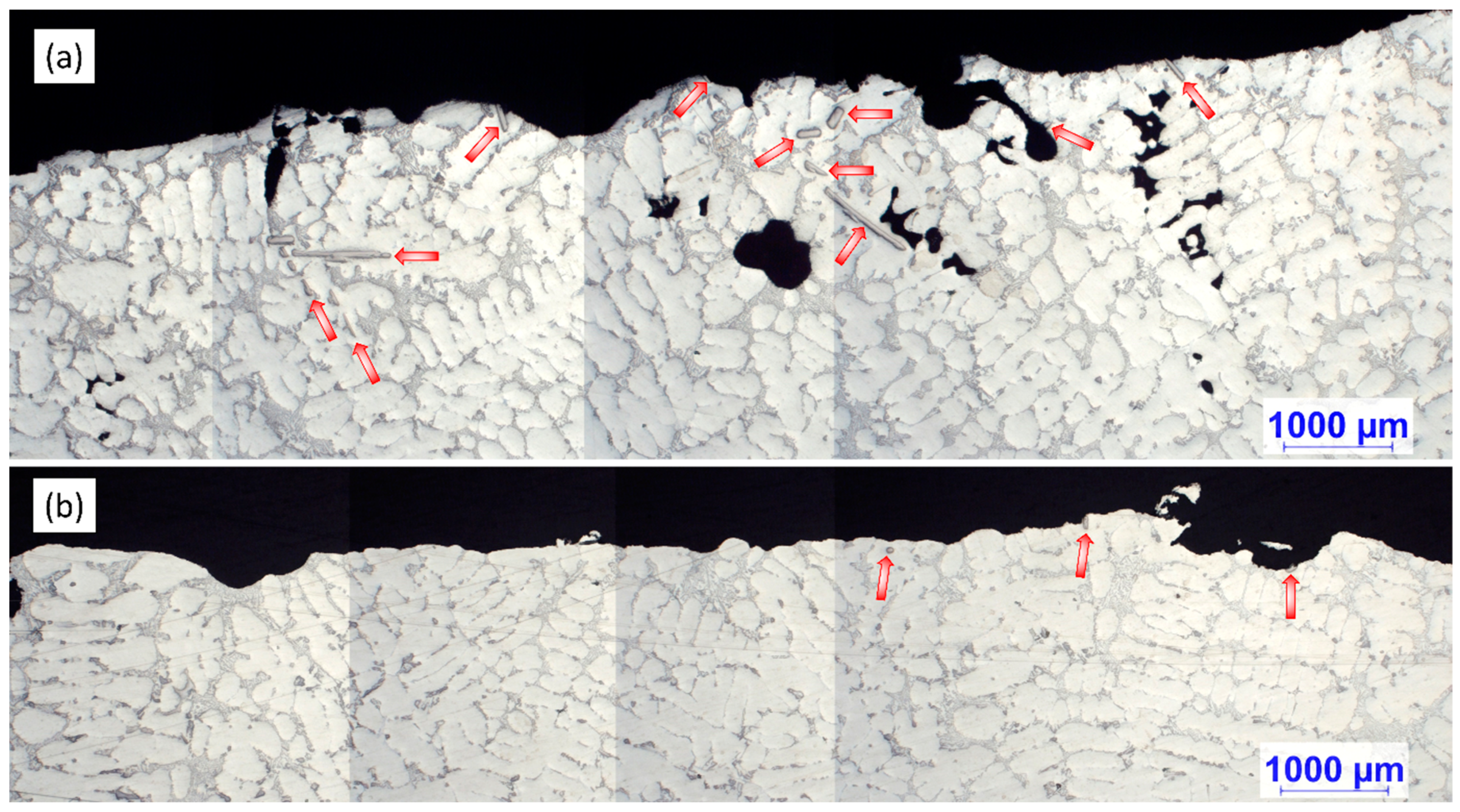
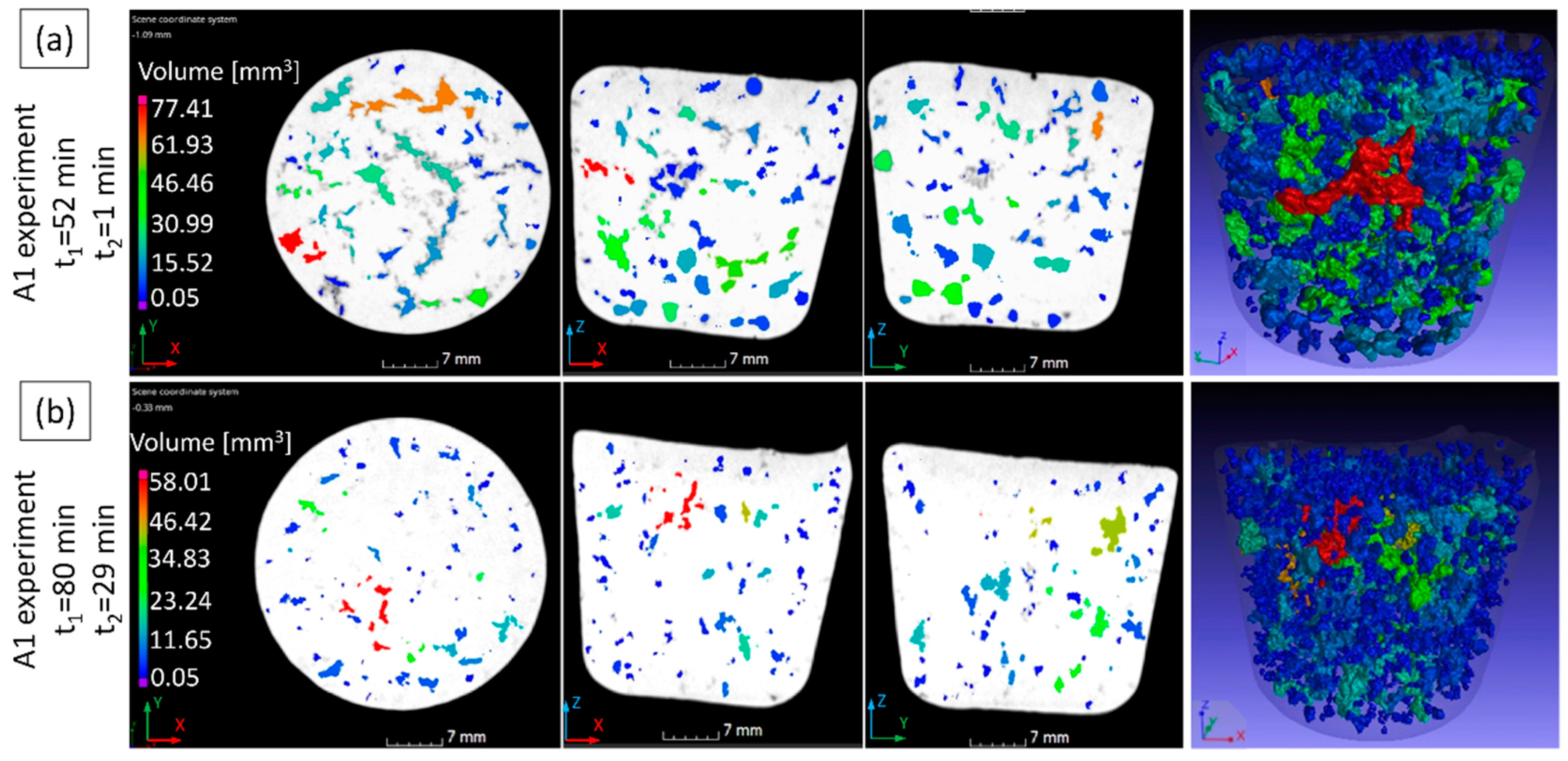
- During experiment A1, (Al,Si)3Ti particles heterogeneously nucleated on bifilm defects and the surface oxide layer of the melt. During their growth, particles engulfed oxide film segments. The particle nucleation on the surface oxide layer resulted in Ti-macrosegregation.
- Without dissolving the Al3Ti particles (A2 experiment), the melt quality was not improved by the Ti-alloying and by the increasing holding time.
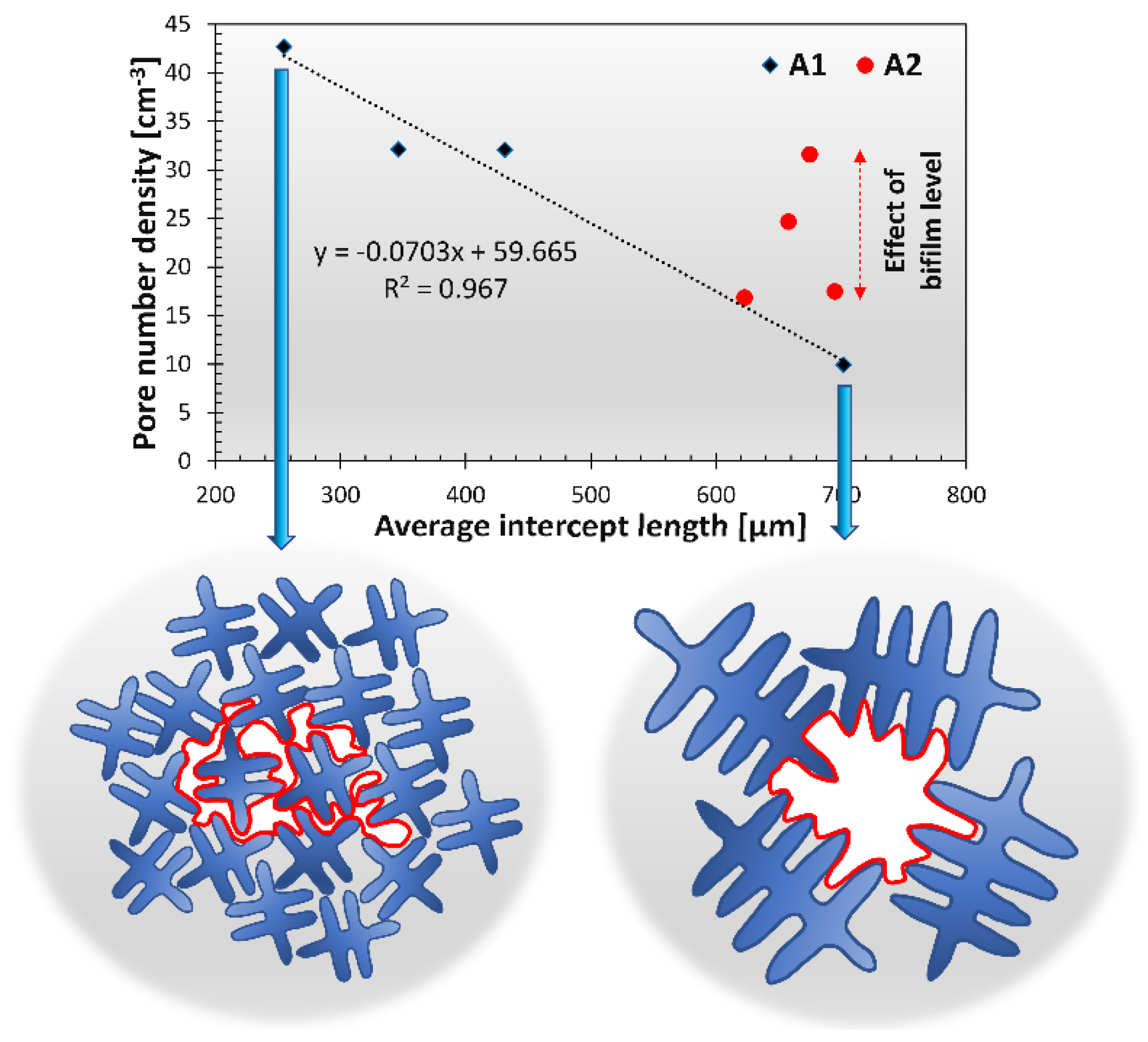
- The use of pore number density of RPT samples as an indicator of bifilm quantity is inadequate when the α-Al grain size is changed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A



References
- Sigworth, G.K. Understanding Quality in Aluminum Castings. Int. J. Met. 2011, 5, 7–22. [Google Scholar] [CrossRef]
- Campbell, J. Stop Pouring, Start Casting. Int. J. Met. 2012, 6, 7–18. [Google Scholar] [CrossRef]
- Campbell, J. Concise Castings; American Foundry Society: Schaumburg, IL, USA, 2010. [Google Scholar]
- Sigworth, G.K.; Kuhn, T.A. Grain Refinement of Aluminum Casting Alloys. Int. J. Met. 2007, 1, 31–40. [Google Scholar] [CrossRef]
- Timelli, G.; Camicia, G.; Ferraro, S.; Molina, R. Effects of Grain Refinement on the Microstructure, Mechanical Properties and Reliability of AlSi7Cu3Mg Gravity Die Cast Cylinder Heads. Met. Mater. Int. 2014, 20, 677–686. [Google Scholar] [CrossRef]
- Aydogan, F.; Dizdar, K.C.; Sahin, H.; Mentese, E.; Dispinar, D. Weibull Analysis Evaluation of Ti, B, Nb and MTS Grain Refined Al11Si Alloy. Mater. Chem. Phys. 2022, 287, 126264. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H. Parameters Controlling the Impact Toughness of A356.2 Cast Alloy. Int. J. Met. 2017, 11, 630. [Google Scholar] [CrossRef]
- Fjellstedt, J.; Jarfors, A.E.W.; Svendsen, L. Experimental Analysis of the Intermediary Phases AlB2, AlB12 and TiB2 in the Al-B and Al-Ti-B Systems. J. Alloys Compd. 1999, 283, 192–197. [Google Scholar] [CrossRef]
- Guzowski, M.M.; Sigworth, G.K.; Sentner, D.A. The Role of Boron in the Grain Refinement of Aluminum with Titanium. Metall. Trans. A 1987, 18, 603–619. [Google Scholar] [CrossRef]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R.; Thompson, G.E.; Pennycook, T.; Hashimoto, T. Grain Refining Mechanism in the Al/Al-Ti-B System. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Birol, Y. Efficiency of Binary and Ternary Alloys from Al-Ti-B System in Grain Refining Aluminium Foundry Alloys. Int. J. Cast Met. Res. 2013, 26, 283–288. [Google Scholar] [CrossRef]
- Limmaneevichitr, C.; Eidhed, W. Fading Mechanism of Grain Refinement of Aluminum-Silicon Alloy with Al-Ti-B Grain Refiners. Mater. Sci. Eng. A 2003, 349, 197–206. [Google Scholar] [CrossRef]
- Schaffer, P.L.; Arnberg, L.; Dahle, A.K. Segregation of Particles and Its Influence on the Morphology of the Eutectic Silicon Phase in Al-7 Wt.% Si Alloys. Scr. Mater. 2006, 54, 677–682. [Google Scholar] [CrossRef]
- Wang, Y.; Que, Z.; Hashimoto, T.; Zhou, X.; Fan, Z. Mechanism for Si Poisoning of Al-Ti-B Grain Refiners in Al Alloys. Metall. Mater. Trans. A 2020, 51, 5743–5757. [Google Scholar] [CrossRef]
- Gao, F.; Fan, Z. Effect of Nucleant Particle Agglomeration on Grain Size. Metall. Mater. Trans. A 2021, 53, 810–822. [Google Scholar] [CrossRef]
- Kumar, G.S.V.; Murty, B.S.; Chakraborty, M. Settling Behaviour of TiAl3, TiB2, TiC and AlB2 Particles in Liquid Al during Grain Refinement. Int. J. Cast Met. Res. 2010, 23, 193–204. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Gruzleski, J.E. Gravity Segregation of Complex Intermetallic Compounds in Liquid Aluminum-Silicon Alloys. Metall. Mater. Trans. A 1995, 26, 999–1006. [Google Scholar] [CrossRef]
- Vinod Kumar, G.S.; Murty, B.S.; Chakraborty, M. Effect of TiAl3 Particles Size and Distribution on Their Settling and Dissolution Behaviour in Aluminium. J. Mater. Sci. 2010, 45, 2921–2929. [Google Scholar] [CrossRef]
- Gökelma, M.; Einarsrud, K.E.; Tranell, G.; Friedrich, B. Shape Factor Effect on Inclusion Sedimentation in Aluminum Melts. Metall. Mater. Trans. B 2020, 51, 850–860. [Google Scholar] [CrossRef]
- Badowski, M.; Gökelma, M.; Morscheiser, J.; Dang, T.; Le Brun, P.; Tewes, S. Study of Particle Settling and Sedimentation in a Crucible Furnace. In Light Metals; Hyland, M., Ed.; TMS: Warrendale, PA, USA, 2015; pp. 965–972. [Google Scholar]
- Hudson, S.W.; Apelian, D. Inclusion Detection in Molten Aluminum: Current Art and New Avenues for in Situ Analysis. Int. J. Met. 2016, 10, 315–321. [Google Scholar] [CrossRef]
- Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Inclusion Measurements in Al–Si Foundry Alloys Using Qualiflash and Prefil Filtration Techniques. Int. J. Met. 2018, 12, 625–642. [Google Scholar] [CrossRef]
- Guo, J.F.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Measurement of Particles in Molten Al–Si Alloys Applying the Ultrasonic Technique. Int. J. Met. 2018, 12, 235–250. [Google Scholar] [CrossRef]
- Riestra, M.; Bjurenstedt, A.; Bogdanoff, T.; Ghassemali, E.; Seifeddine, S. Complexities in the Assessment of Melt Quality. Int. J. Met. 2018, 12, 441–448. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. A Comparison of Methods Used to Assess Aluminium Melt Quality. In Shape Casting 2nd International Symposium; Crepeau, P.N., Tiryakioglu, M., Campbell, J., Eds.; TMS: Warrendale, PA, USA, 2007; pp. 11–18. [Google Scholar]
- Uludağ, M.; Çetin, R.; Dişpinar, D.; Tiryakioğlu, M. On the Interpretation of Melt Quality Assessment of A356 Aluminum Alloy by the Reduced Pressure Test: The Bifilm Index and Its Physical Meaning. Int. J. Met. 2018, 12, 853–860. [Google Scholar] [CrossRef]
- Fox, S.; Campbell, J. Liquid Metal Quality. Int. J. Cast Met. Res. 2002, 14, 335–340. [Google Scholar] [CrossRef]
- Fox, S.; Campbell, J. Visualisation of Oxide Film Defects During Solidification of Aluminium Alloys. Scr. Mater. 2000, 43, 881–886. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Critical Assessment of Reduced Pressure Test. Part 1: Porosity Phenomena. Int. J. Cast Met. Res. 2004, 17, 280–286. [Google Scholar] [CrossRef]
- Campbell, J. The Origin of Griffith Cracks. Metall. Mater. Trans. B 2011, 42, 1091–1097. [Google Scholar] [CrossRef]
- Campbell, J. Entrainment Defects. Mater. Sci. Technol. 2006, 22, 127–145. [Google Scholar] [CrossRef]
- Campbell, J. Complete Casting Handbook: Metal Casting Processes, Metallurgy, Techniques and Design, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Campbell, J. The Mechanisms of Metallurgical Failure the Origin of Fracture; Elsevier Ltd.: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Gyarmati, G.; Vincze, F.; Fegyverneki, G.; Kéri, Z.; Mende, T.; Molnár, D. The Effect of Rotary Degassing Treatments with Different Purging Gases on the Double Oxide- and Nitride Film Content of Liquid Aluminum Alloys. Metall. Mater. Trans. B 2022, 53, 1244–1257. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Yousefian, P.; Eason, P.D. Quantification of Entrainment Damage in A356 Aluminum Alloy Castings. Metall. Mater. Trans. A 2018, 49, 5815–5822. [Google Scholar] [CrossRef]
- Ardekhani, A.; Raiszadeh, R. Removal of Double Oxide Film Defects by Ceramic Foam Filters. J. Mater. Eng. Perform. 2012, 21, 1352–1362. [Google Scholar] [CrossRef]
- Campbell, J. Crack Populations in Metals. AIMS Mater. Sci. 2016, 3, 1436–1442. [Google Scholar] [CrossRef]
- Yang, J.; Bao, S.; Akhtar, S.; Li, Y. The Interactions Between Oxide Film Inclusions and Inoculation Particles TiB2 in Aluminum Melt. Metall. Mater. Trans. B 2021, 52, 2497–2508. [Google Scholar] [CrossRef]
- Yang, J.; Bao, S.; Akhtar, S.; Shen, P.; Li, Y. Influence of Grain Refiners on the Wettability of Al2O3 Substrate by Aluminum Melt. Metall. Mater. Trans. B 2020, 52, 382–392. [Google Scholar] [CrossRef]
- Gürsoy, Ö.; Erzi, E.; Dişpinar, D. Ti Grain Refinement Myth and Cleanliness of A356 Melt. In Shape Casting; Tiryakioğlu, M., Griffiths, W., Jolly, M., Eds.; TMS: Warrendale, PA, USA, 2019; pp. 125–130. [Google Scholar] [CrossRef]
- Chiesa, F.; Levasseur, D.; Morin, G.; Duchesne, B. Effect of Inclusions on the Tensile Properties inside a LPPM A356 Casting. Int. J. Met. 2016, 10, 216–223. [Google Scholar] [CrossRef]
- Tunçay, T.; Tekeli, S.; Özyürek, D.; Dişpinar, D. Microstructure–Bifilm Interaction and Its Relation with Mechanical Properties in A356. Int. J. Cast Met. Res. 2017, 30, 20–29. [Google Scholar] [CrossRef]
- Akhtar, S.; Dispinar, D.; Arnberg, L.; Di Sabatino, M. Effect of Hydrogen Content, Melt Cleanliness and Solidification Conditions on Tensile Properties of A356 Alloy. Int. J. Cast Met. Res. 2009, 22, 22–25. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Porosity, Hydrogen and Bifilm Content in Al Alloy Castings. Mater. Sci. Eng. A 2011, 528, 3860–3865. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Essa, K. Effect of Runner Thickness and Hydrogen Content on the Mechanical Properties of A356 Alloy Castings. Int. J. Met. 2022, 16, 2175–2186. [Google Scholar] [CrossRef]
- Sahin, H.; Atik, M.; Tezer, F.; Temel, S.; Aydin, O.; Kesen, O.; Gursoy, O.; Dispinar, D. Prediction of Fracture Stress with Regard to Porosity in Cast A356 Alloy. Arch. Foundry Eng. 2021, 21, 21–28. [Google Scholar] [CrossRef]
- Scampone, G.; Pirovano, R.; Mascetti, S.; Timelli, G. Experimental and Numerical Investigations of Oxide-Related Defects in Al Alloy Gravity Die Castings. Int. J. Adv. Manuf. Technol. 2021, 117, 1765–1780. [Google Scholar] [CrossRef]
- Campbell, J.; Tiryakioǧlu, M. Fatigue Failure in Engineered Components and How It Can Be Eliminated: Case Studies on the Influence of Bifilms. Metals 2022, 12, 1320. [Google Scholar] [CrossRef]
- Wang, Q.G.; Davidson, C.J.; Griffiths, J.R.; Crepeau, P.N. Oxide Films, Pores and the Fatigue Lives of Cast Aluminum Alloys. Metall. Mater. Trans. B 2006, 37, 887–895. [Google Scholar] [CrossRef]
- Tiryakioğlu, M.; Campbell, J.; Nyahumwa, C. Fracture Surface Facets and Fatigue Life Potential of Castings. Metall. Mater. Trans. B 2011, 42, 1098–1103. [Google Scholar] [CrossRef]
- Timelli, G.; Caliari, D. Effect of Superheat and Oxide Inclusions on the Fluidity of A356 Alloy. Mater. Sci. Forum 2017, 884, 71–80. [Google Scholar] [CrossRef]
- Erzi, E.; Gürsoy, Ö; Yüksel, Ç; Colak, M.; Dispinar, D. Dispinar Determination of Acceptable Quality Limit for Casting of A356 Aluminium Alloy: Supplier’s Quality Index (SQI). Metals 2019, 9, 957. [Google Scholar] [CrossRef]
- Yousefian, P.; Tiryakioğlu, M. Pore Formation During Solidification of Aluminum: Reconciliation of Experimental Observations, Modeling Assumptions, and Classical Nucleation Theory. Metall. Mater. Trans. A 2018, 49, 563–575. [Google Scholar] [CrossRef]
- Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Influence of Oxides on Porosity Formation in Sr-Treated Alloys. Int. J. Met. 2017, 11, 729–742. [Google Scholar] [CrossRef]
- Uludağ, M.; Çetin, R.; Dispinar, D.; Tiryakioğlu, M. The Effects of Degassing, Grain Refinement & Sr-Addition on Melt Quality-Hot Tear Sensitivity Relationships in Cast A380 Aluminum Alloy. Eng. Fail. Anal. 2018, 90, 90–102. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. Effect of Precipitation and Sedimentation of Primary α-Fe Phase on Liquid Metal Quality of Cast Al-11.1Si-0.4Mg Alloy. Int. J. Cast Met. Res. 2004, 17, 1–11. [Google Scholar] [CrossRef]
- Cao, X.; Saunders, N.; Campbell, J. Effect of Iron and Manganese Contents on Convection-Free Precipitation and Sedimentation of Primary α-Al(FeMn)Si Phase in Liquid Al-11.5Si-0.4Mg Alloy. J. Mater. Sci. 2004, 39, 2303–2314. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. Precipitation of Primary Intermetallic Compounds in Liquid Al11.5Si0.4Mg Alloy. Int. J. Cast Met. Res. 2000, 13, 175–184. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. Effect of Melt Superheating on Convection-Free Precipitation and Sedimentation of Primary α-Fe Phase in Liquid Al-11.5Si-0.4Mg Alloy. Int. J. Cast Met. Res. 2003, 15, 595–608. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. The Nucleation of Fe-Rich Phases on Oxide Films in Al-11.5Si-0.4Mg Cast Alloys. Metall. Mater. Trans. A 2003, 34, 1409–1420. [Google Scholar] [CrossRef]
- Mountford, N.D.G.; Calvert, R. Precipitation Effects in Liquid Aluminum Alloys Experiments with A Pulsed Ultrasonic Technique. J. Inst. Met. 1959, 88, 121–127. [Google Scholar]
- Gursoy, O.; Erzi, E.; Tur, K.; Dispinar, D. Evolution of Aluminium Melt Quality of A356 After Several Recycling. Arch. Foundry Eng. 2020, 20, 61–66. [Google Scholar] [CrossRef]
- Gurtaran, M.; Uludağ, M. Effect of Ti Addition Holding Time on Casting Quality and Mechanical Properties of A356 Alloy. SN Appl. Sci. 2020, 2, 1833. [Google Scholar] [CrossRef]
- Gyarmati, G.; Bubonyi, T.; Fegyverneki, G.; Tokár, M.; Mende, T. Interactions of Primary Intermetallic Compound Particles and Double Oxide Films in Liquid Aluminum Alloys. Intermetallics 2022, 149, 107681. [Google Scholar] [CrossRef]
- Gyarmati, G.; Fegyverneki, G.; Kéri, Z.; Molnár, D.; Tokár, M.; Varga, L.; Mende, T. Controlled Precipitation of Intermetallic (Al,Si)3Ti Compound Particles on Double Oxide Films in Liquid Aluminum Alloys. Mater. Charact. 2021, 181, 111467. [Google Scholar] [CrossRef]
- Srimanosaowapak, S.; O’Reilly, K. The Relation between Al3Ti Particle Formation and Impurity Removal during In-Situ Precipitation Treatment of Al-Ti-X Alloys. In Shape Casting: The John Campbell Symposium; Tiryakioglu, M., Crepeau, P.N., Eds.; TMS: Warrendale, PA, USA, 2005; pp. 41–50. [Google Scholar]
- Himmler, D.; Randelzhofer, P.; Körner, C. Formation Kinetics and Phase Stability of In-Situ Al3Ti Particles in Aluminium Casting Alloys with Varying Si Content. Results Mater. 2020, 7, 100103. [Google Scholar] [CrossRef]
- Yang, C.; Liu, Z.; Zheng, Q.; Cao, Y.; Dai, X.; Sun, L.; Zhao, J.; Xing, J.; Han, Q. Ultrasound Assisted In-Situ Casting Technique for Synthesizing Small-Sized Blocky Al3Ti Particles Reinforced A356 Matrix Composites with Improved Mechanical Properties. J. Alloys Compd. 2018, 747, 580–590. [Google Scholar] [CrossRef]
- Sigworth, G.K. The Grain Refining of Aluminum and Phase Relationships in the Al-Ti-B System. Metall. Trans. A 1984, 15, 277–282. [Google Scholar] [CrossRef]
- Chen, X.; Fortier, M. Formation of Primary TiAlSi Intermetallic Compounds in Al-Si Foundry Alloys. In Proceedings of the 9th International Conference on Aluminium Alloys, Brisbane, Australia, 2–5 August 2004; Nie, J.F., Morton, A.J., Muddle, B.C., Eds.; Institute of Materials Engineering Australasia Ltd.: North Melbourne, VIC, Australia, 2004; pp. 659–665. [Google Scholar]
- Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Porosity Formation in Al-Si Sand Mold Castings. Int. J. Met. 2017, 11, 812–822. [Google Scholar] [CrossRef]
- Lee, P.D.; Sridhar, S. Direct Observation of the Effect of Strontium on Porosity Formation during the Solidification of Aluminium-Silicon Alloys. Int. J. Cast Met. Res. 2000, 13, 185–198. [Google Scholar] [CrossRef]
- Uludag, M.; Dispinar, D. Assessment of Mechanism of Pore Formation in Directionally Solidified A356 Alloy. Arch. Foundry Eng. 2017, 17, 157–162. [Google Scholar] [CrossRef]
- ASTM E112-12; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2013.
- Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. A Metallographic Study of Grain Refining of Sr-Modified 356 Alloy. Int. J. Met. 2017, 11, 305–320. [Google Scholar] [CrossRef]
- Samuel, A.M.; Mohamed, S.S.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Some Aspects of Grain Refining of Al-Si Cast Alloys. Int. J. Cast Met. Res. 2019, 32, 1–14. [Google Scholar] [CrossRef]
- Samuel, A.M.; Mohamed, S.S.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Grain Refining of Al-Si Alloys Using Al-10% Ti Master Alloy: Role of Zr Addition. Int. J. Cast Met. Res. 2019, 32, 46–58. [Google Scholar] [CrossRef]
- Tahiri, H.; Samuel, A.M.; Doty, H.W.; Valtierra, S.; Samuel, F.H. Effect of Sr–Grain Refiner–Si Interactions on the Microstructure Characteristics of Al–Si Hypereutectic Alloys. Int. J. Met. 2018, 12, 307–320. [Google Scholar] [CrossRef]
- Lee, M.S.; Terry, B.S. Effects of Processing Parameters on Aluminide Morphology in Aluminium Grain Refining Master Alloys. Mater. Sci. Technol. 1991, 7, 608–612. [Google Scholar] [CrossRef]
- Sklyarchuk, V.; Plevachuk, Y.; Yakymovych, A.; Eckert, S.; Gerbeth, G.; Eigenfeld, K. Structure Sensitive Properties of Liquid Al-Si Alloys. Int. J. Thermophys. 2009, 30, 1400–1410. [Google Scholar] [CrossRef]
- Schaffer, P.L.; Dahle, A.K. Settling Behaviour of Different Grain Refiners in Aluminium. Mater. Sci. Eng. A 2005, 413–414, 373–378. [Google Scholar] [CrossRef]
- Li, Y.; Gu, Q.F.; Luo, Q.; Pang, Y.; Chen, S.L.; Chou, K.C.; Wang, X.L.; Li, Q. Thermodynamic Investigation on Phase Formation in the Al-Si Rich Region of Al-Si-Ti System. Mater. Des. 2016, 102, 78–90. [Google Scholar] [CrossRef]
- Ma, S.; Li, N.; Zhang, C.; Wang, X. Evolution of Intermetallic Phases in an Al–Si–Ti Alloy during Solution Treatment. J. Alloys Compd. 2020, 831, 154872. [Google Scholar] [CrossRef]
- Ma, S.; Wang, X. Mechanical Properties and Fracture of In-Situ Al3Ti Particulate Reinforced A356 Composites. Mater. Sci. Eng. A 2019, 754, 46–56. [Google Scholar] [CrossRef]
- Cao, X.; Campbell, J. Oxide Inclusion Defects in Al-Si-Mg Cast Alloys. Can. Metall. Q. 2005, 44, 435–448. [Google Scholar] [CrossRef]
- Al-Helal, K.; Wang, Y.; Stone, I.; Fan, Z. Effect of Ca Level on the Formation of Silicon Phases during Solidification of Hypereutectic Al-Si Alloys. Mater. Sci. Forum 2013, 765, 117–122. [Google Scholar] [CrossRef]
- Chen, Q.; Griffiths, W.D. The Effect of Sr Modifier Additions on Double Oxide Film Defects in 2L99 Alloy Castings. Metall. Mater. Trans. A 2017, 48, 5688–5698. [Google Scholar] [CrossRef]
- Kazup, Á.; Fegyverneki, G.; Gácsi, Z. Evaluation of the Applicability of Computer—Aided Porosity Testing Methods for Different Pore Structures. Metallogr. Microstruct. Anal. 2022. [Google Scholar] [CrossRef]
- Erzi, E.; Tiryakioǧlu, M. A Simple Procedure to Determine Incoming Quality of Aluminum Alloy Ingots and Its Application to A356 Alloy Ingots. Int. J. Met. 2020, 14, 999–1004. [Google Scholar] [CrossRef]
- Jang, H.; Kang, H.; Lee, G.; Yoon, P.; Park, J.; Choi, Y.; Shin, S. Effect of Gas Bubbling Filtration Treatment Conditions on Melt Quality of AlSiMgCu Alloy. Metals 2021, 11, 841. [Google Scholar] [CrossRef]
- Haberl, K.; Schumacher, P.; Geier, G.; Stauder, B. Characterization of the Melt Quality and Impurity Content of an Lm25 Alloy. Metall. Mater. Trans. B 2009, 40, 812–821. [Google Scholar] [CrossRef]
- Jang, H.S.; Kang, H.J.; Yoon, P.; Lee, G.; Jeon, J.B.; Park, J.Y.; Kim, E.S.; Shin, S. Effects of Mg Content on Hydrogen Content and Melt Quality of Al-Mg Alloys. Metals 2019, 9, 1235. [Google Scholar] [CrossRef]
- Song, H.; Zhang, L.; Cao, F.; Shen, H.; Ning, Z.; Huang, Y.; Zhao, X.; Gu, X.; Qiu, Z.; Sun, J. Three-Dimensional Reconstruction of Bifilm Defects. Scr. Mater. 2020, 191, 179–184. [Google Scholar] [CrossRef]
- Dispinar, D.; Campbell, J. Use of Bifilm Index as an Assessment of Liquid Metal Quality. Int. J. Cast Met. Res. 2006, 19, 5–17. [Google Scholar] [CrossRef]
- Weigel, J.; Fromm, E. Determination of Hydrogen Absorption and Desorption Processes in Aluminum Melts by Continuous Hydrogen Activity Measurements. Metall. Mater. Trans. B 1990, 21, 855–860. [Google Scholar] [CrossRef]
- Raiszadeh, R.; Griffiths, W.D. A Method to Study the History of a Double Oxide Film Defect in Liquid Aluminum Alloys. Metall. Mater. Trans. B 2006, 37, 865–871. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Salem, H.A.G.; Kandeil, A.Y.; Griffiths, W.D. Determination of the Lifetime of a Double-Oxide Film in Al Castings. Metall. Mater. Trans. B 2014, 45, 1398–1406. [Google Scholar] [CrossRef]
- El-Sayed, M.; Salem, H.; Kandeil, A.; Griffiths, W.D. A Study of the Behaviour of Double Oxide Films in Al Alloy Melts. Mater. Sci. Forum 2013, 765, 260–265. [Google Scholar] [CrossRef]
- Ghanaatian, M.; Raiszadeh, R. Effect of Stirrer Parameters on the Efficiency of Mechanical Stirring as a Method of Bifilm Removal from the Melt. Metall. Mater. Trans. B 2022, 53, 1593–1602. [Google Scholar] [CrossRef]
- Dash, M.; Makhlouf, M. Effect of Key Alloying Elements on the Feeding Characteristics of Aluminum-Silicon Casting Alloys. J. Light Met. 2001, 1, 251–265. [Google Scholar] [CrossRef]
- Malekan, M.; Shabestari, S.G. Effect of Grain Refinement on the Dendrite Coherency Point during Solidification of the A319 Aluminum Alloy. Metall. Mater. Trans. A 2009, 40, 3196–3203. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si [wt.%] | Fe [wt.%] | Cu [wt.%] | Mn [wt.%] | Mg [wt.%] | Ti [wt.%] | Sr [wt.%] | |
|---|---|---|---|---|---|---|---|
| A1/1 | 7.14 | 0.130 | 0.494 | 0.061 | 0.383 | 0.121 | 0.018 |
| A1/2 | 7.12 | 0.132 | 0.492 | 0.062 | 0.724 | 0.118 | 0.016 |
| A1/3 | 7.10 | 0.135 | 0.474 | 0.061 | 0.691 | 0.309 | 0.013 |
| A2/1 | 7.13 | 0.128 | 0.473 | 0.059 | 0.379 | 0.130 | 0.017 |
| A2/2 | 7.06 | 0.130 | 0.474 | 0.060 | 0.688 | 0.128 | 0.014 |
| A2/3 | 7.04 | 0.132 | 0.460 | 0.059 | 0.673 | 0.147 | 0.012 |
| A1 | A2 | |
|---|---|---|
| The average height of the sediment layer [μm] | 2251.2 ± 292.9 | 4881.8 ± 373.3 |
| Minimum [µm] | 1839.7 | 4218.1 |
| Maximum [µm] | 2944.3 | 5683.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gyarmati, G.; Bogoly, L.; Stawarz, M.; Fegyverneki, G.; Kéri, Z.; Tokár, M.; Mende, T. Grain Refiner Settling and Its Effect on the Melt Quality of Aluminum Casting Alloys. Materials 2022, 15, 7679. https://doi.org/10.3390/ma15217679
Gyarmati G, Bogoly L, Stawarz M, Fegyverneki G, Kéri Z, Tokár M, Mende T. Grain Refiner Settling and Its Effect on the Melt Quality of Aluminum Casting Alloys. Materials. 2022; 15(21):7679. https://doi.org/10.3390/ma15217679
Chicago/Turabian StyleGyarmati, Gábor, Levente Bogoly, Marcin Stawarz, György Fegyverneki, Zoltán Kéri, Monika Tokár, and Tamás Mende. 2022. "Grain Refiner Settling and Its Effect on the Melt Quality of Aluminum Casting Alloys" Materials 15, no. 21: 7679. https://doi.org/10.3390/ma15217679
APA StyleGyarmati, G., Bogoly, L., Stawarz, M., Fegyverneki, G., Kéri, Z., Tokár, M., & Mende, T. (2022). Grain Refiner Settling and Its Effect on the Melt Quality of Aluminum Casting Alloys. Materials, 15(21), 7679. https://doi.org/10.3390/ma15217679