

Study on the Fatigue Crack Initiation and Growth Behavior in Bismuth- and Lead-Based Free-Cutting Brasses

 ,
, 
Abstract
1. Introduction
2. Materials and Experimental Procedure
2.1. Materials
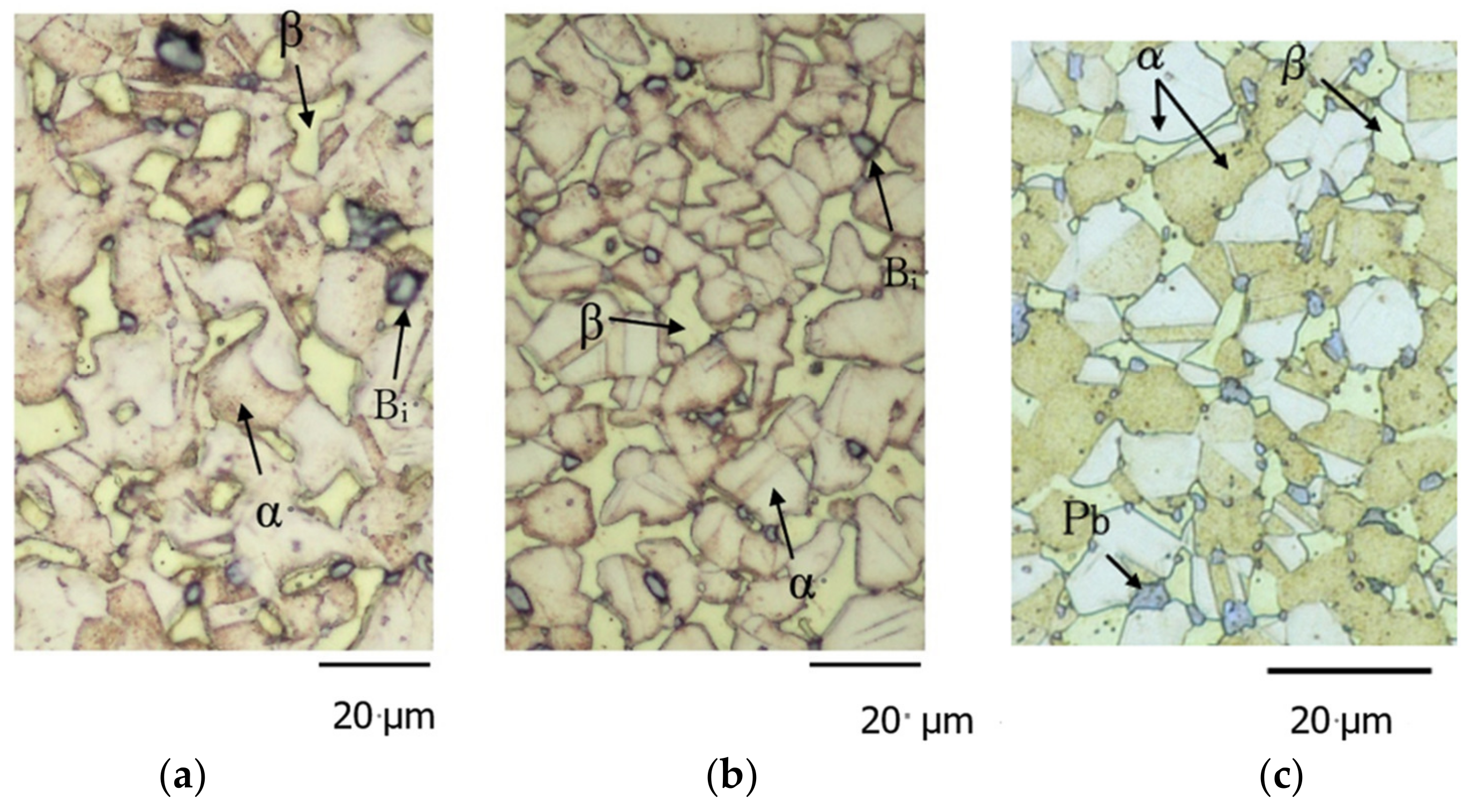
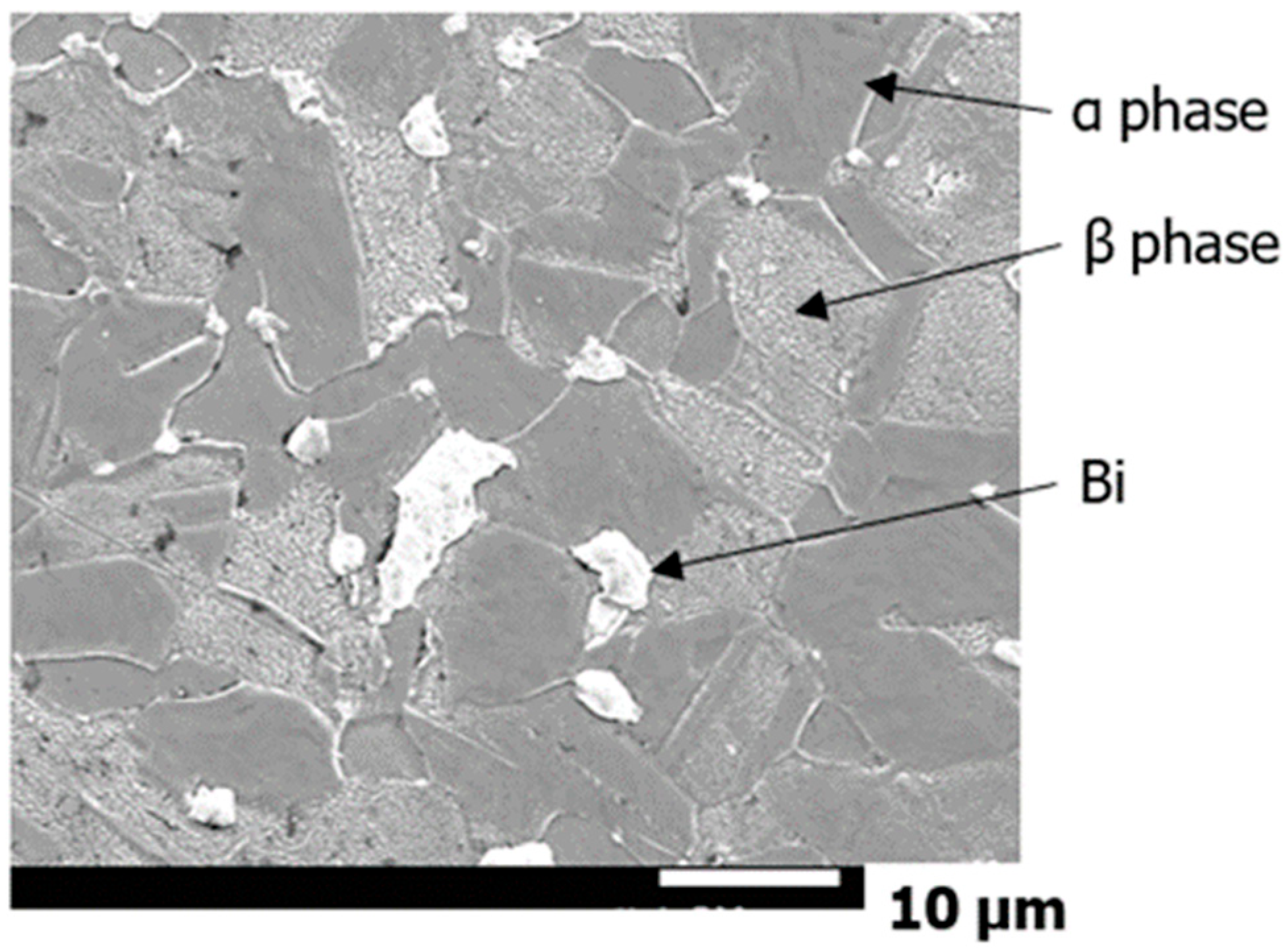
2.1.1. Microstructure of the Materials
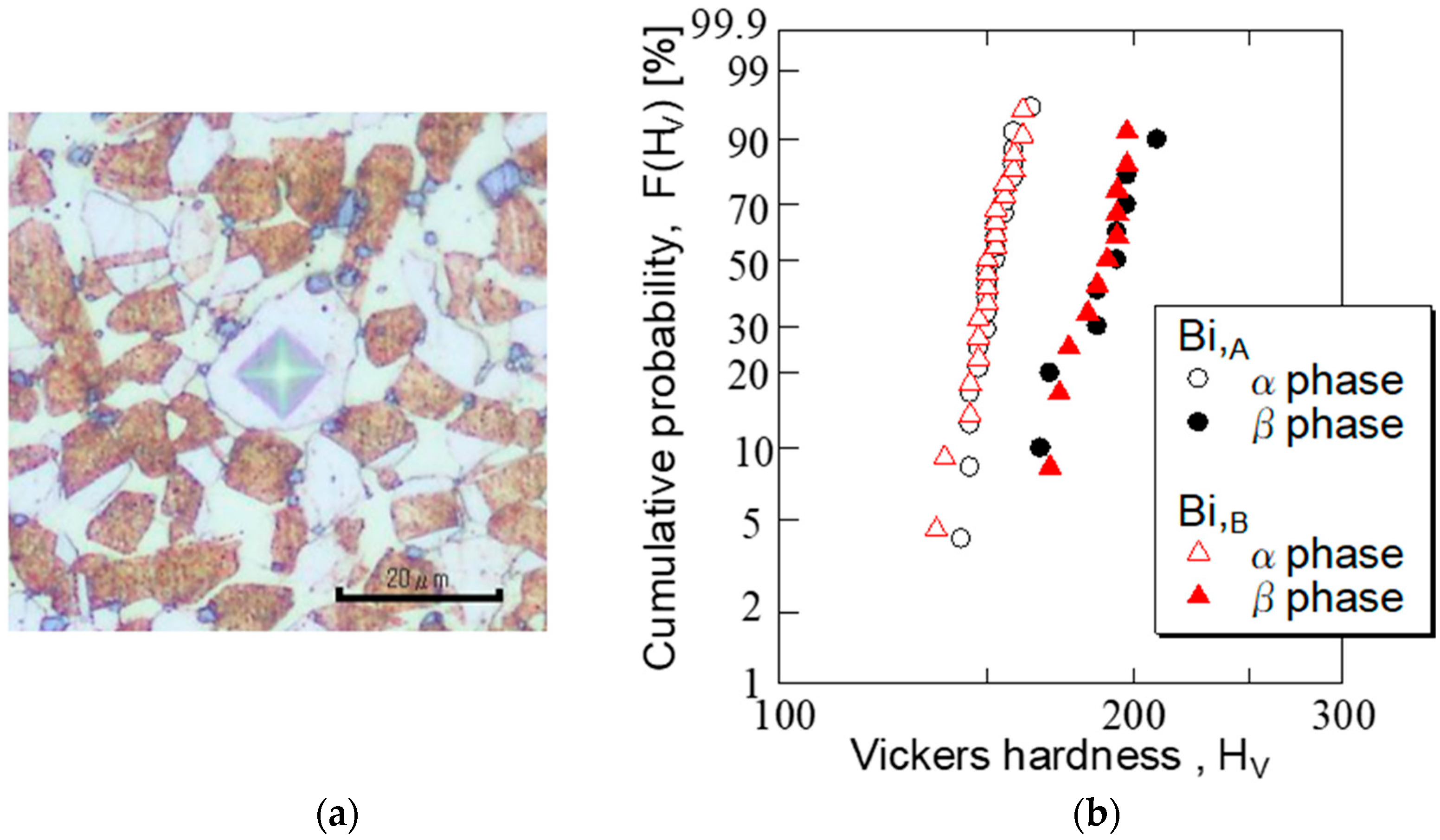
2.1.2. Hardness of Material Microstructure
2.1.3. Mechanical Properties of Test Materials
2.2. Experimental Procedures
2.2.1. Fatigue Specimen
2.2.2. Fatigue Test
2.2.3. Fatigue Crack Length Measurement and Stress Intensity Factor Evaluation Formula
3. Experimental Results
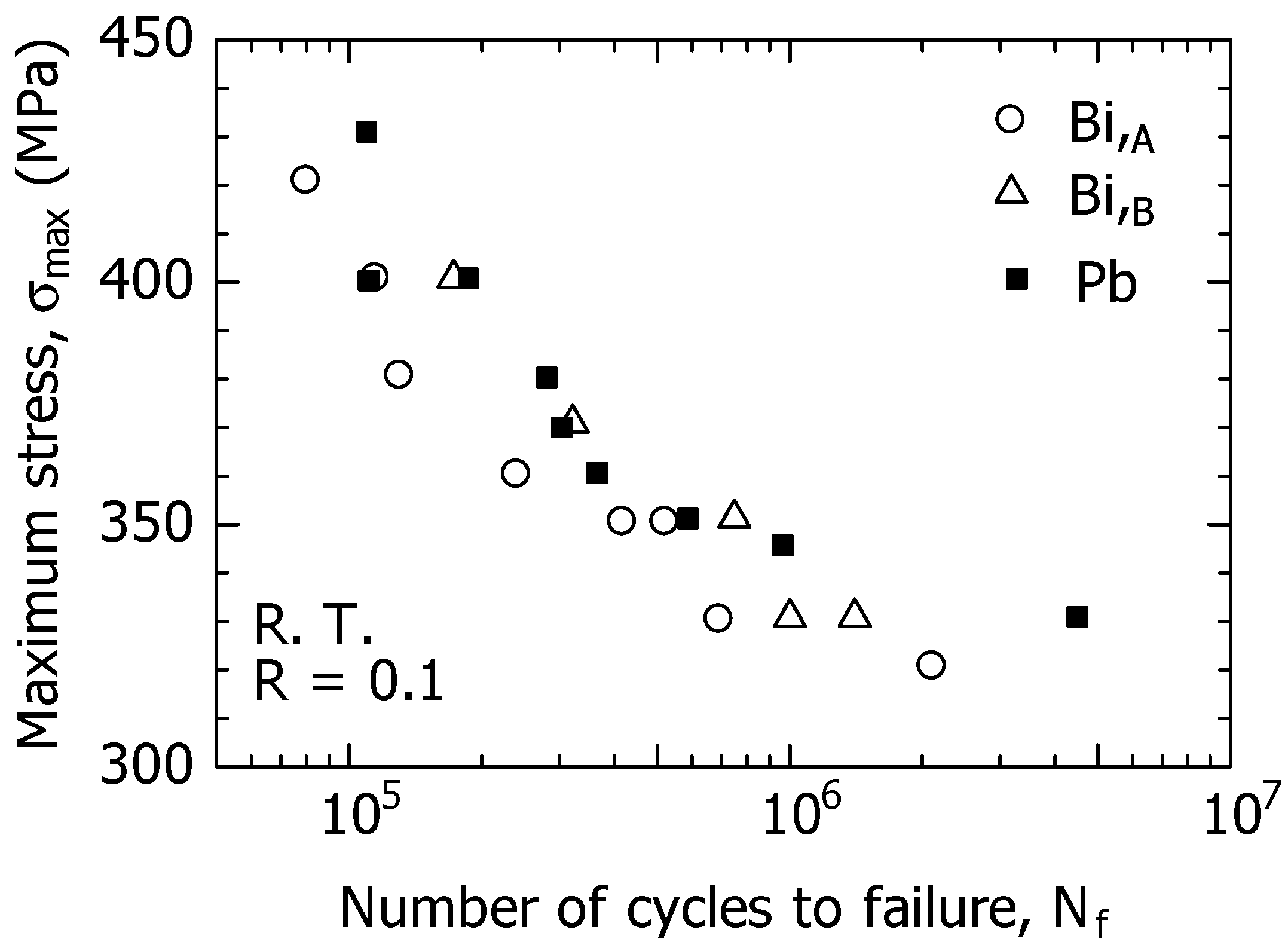
3.1. S-N Curves
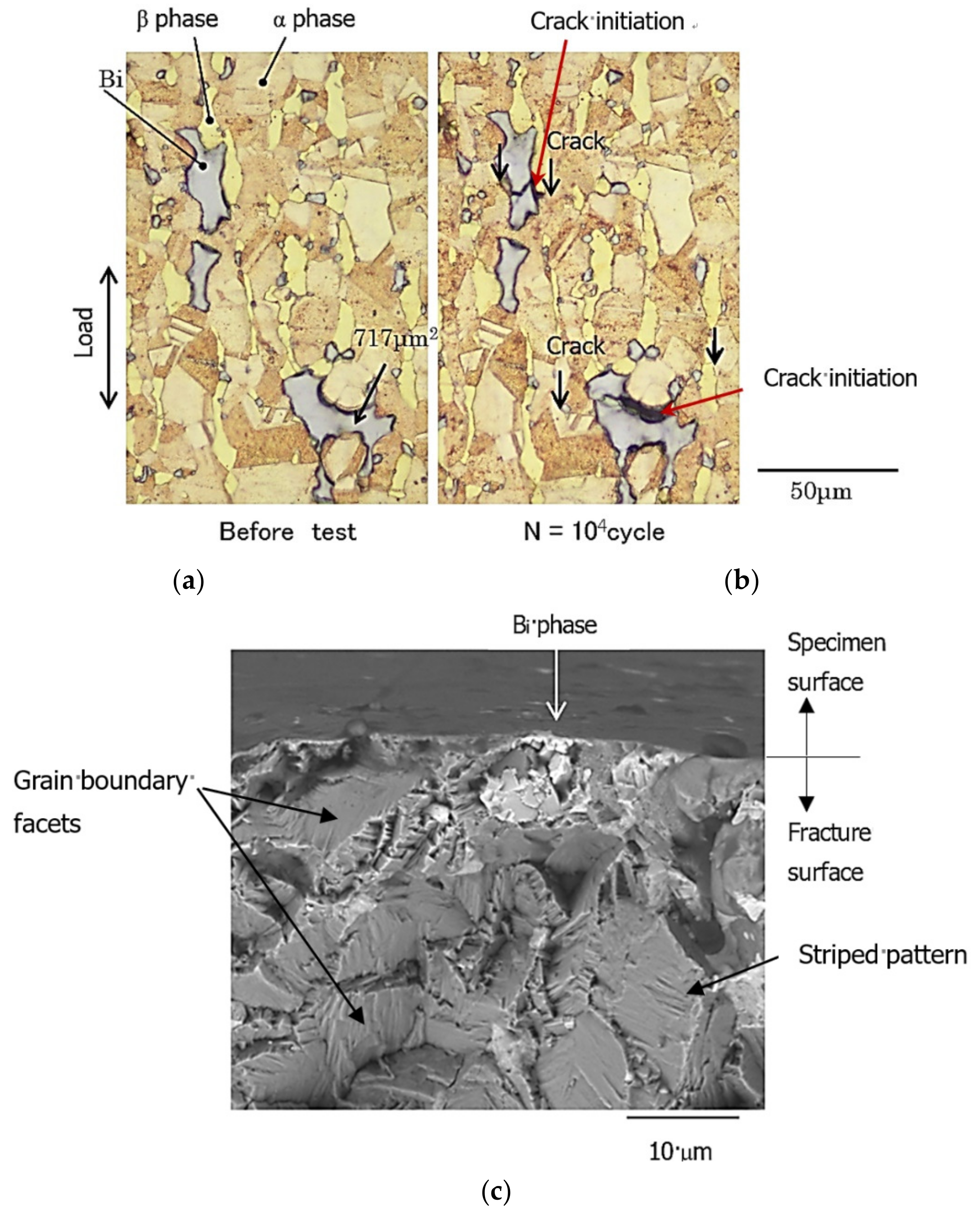
3.2. Crack Initiation and Initial FCG Morphology
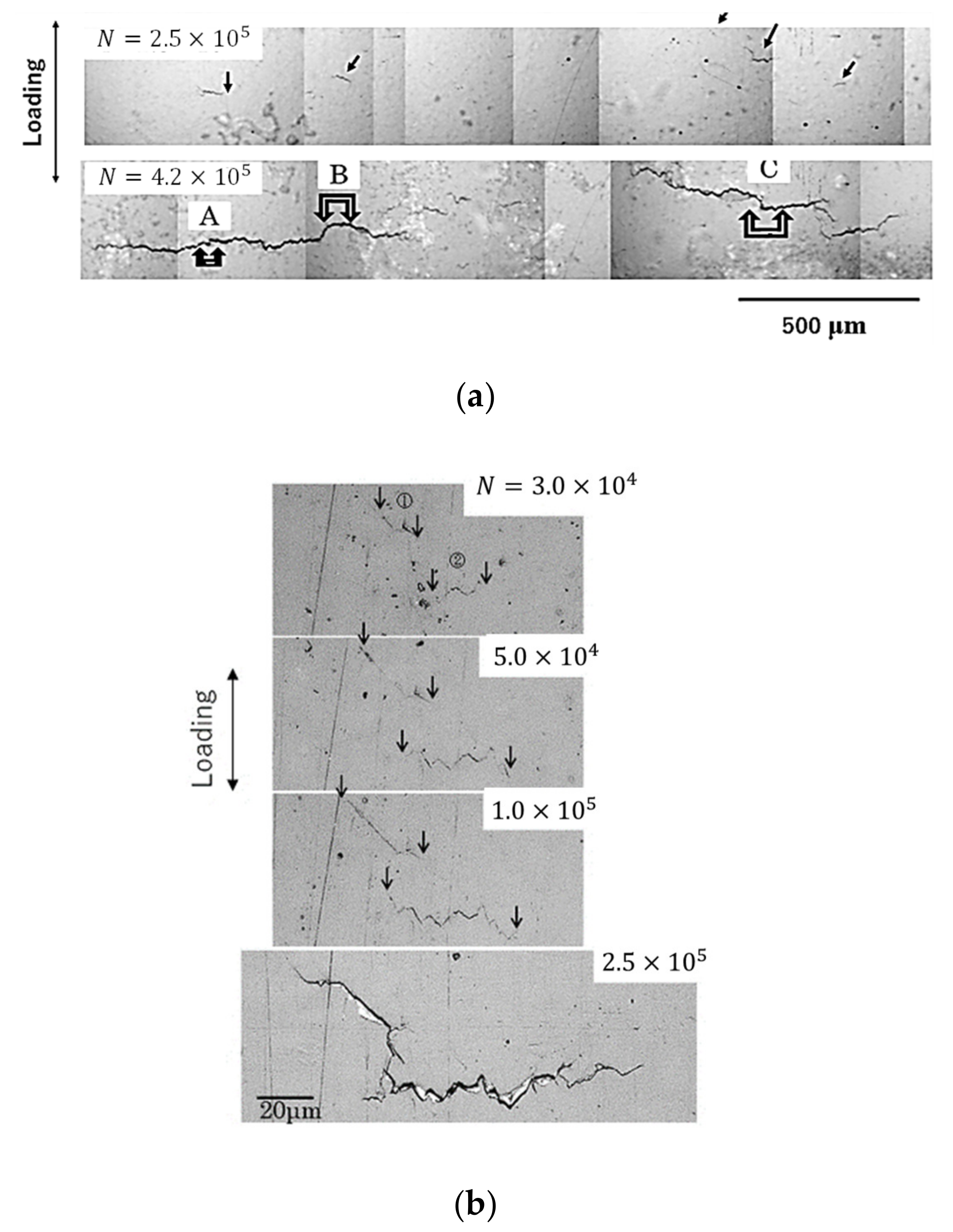
3.3. Short Surface FCG Behavior
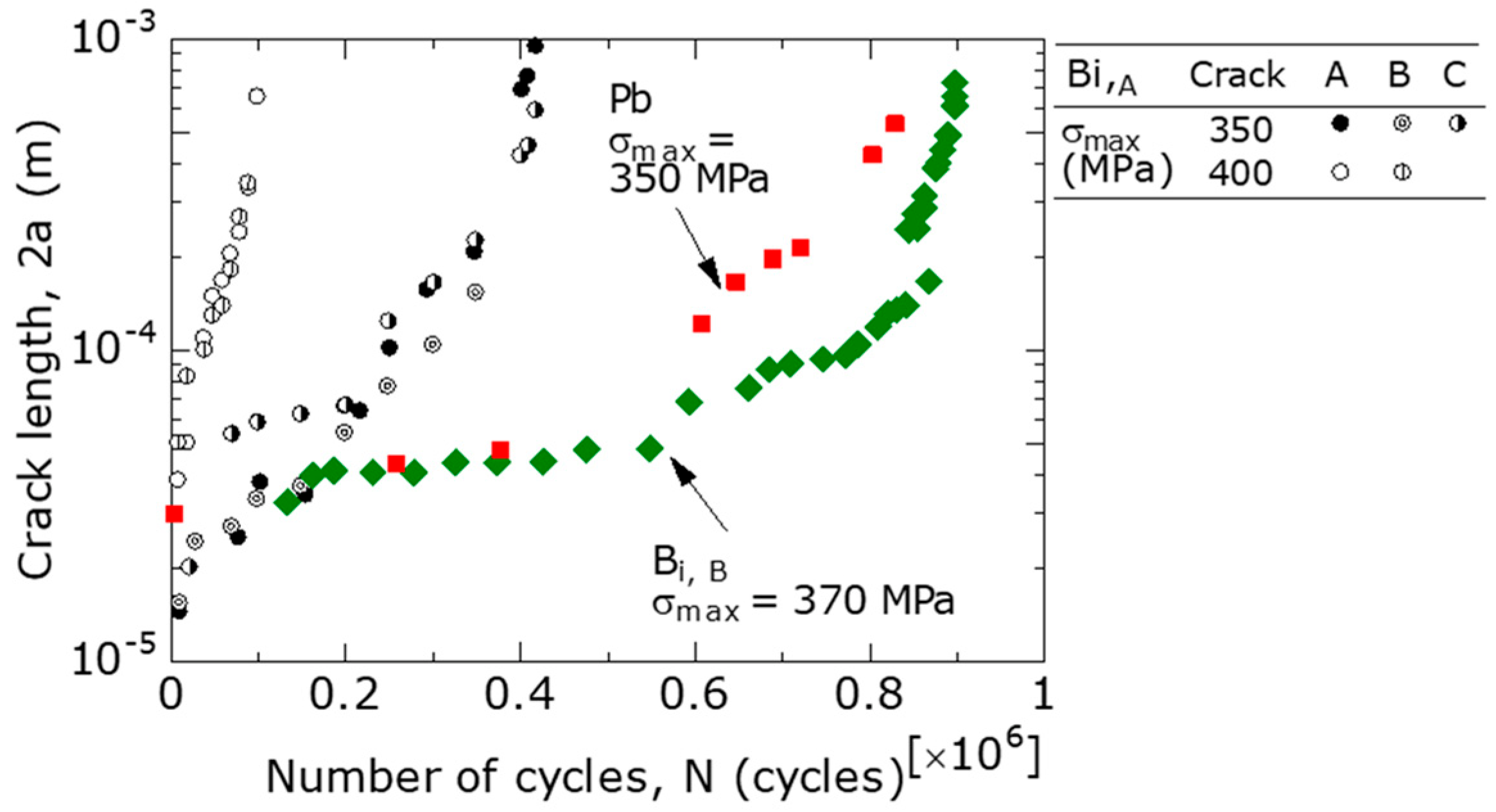
3.4. FCG Behavior of Short Surface Cracks
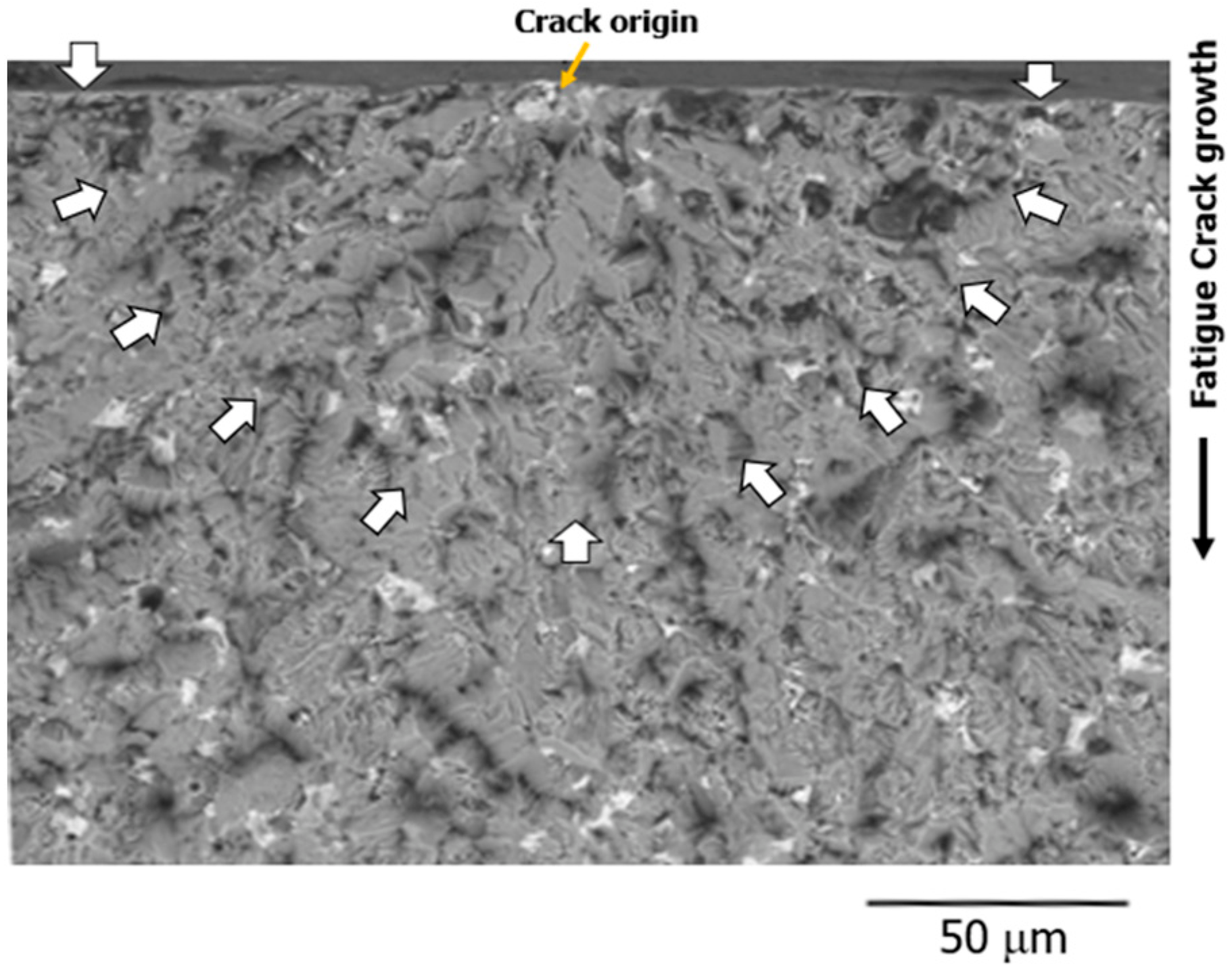
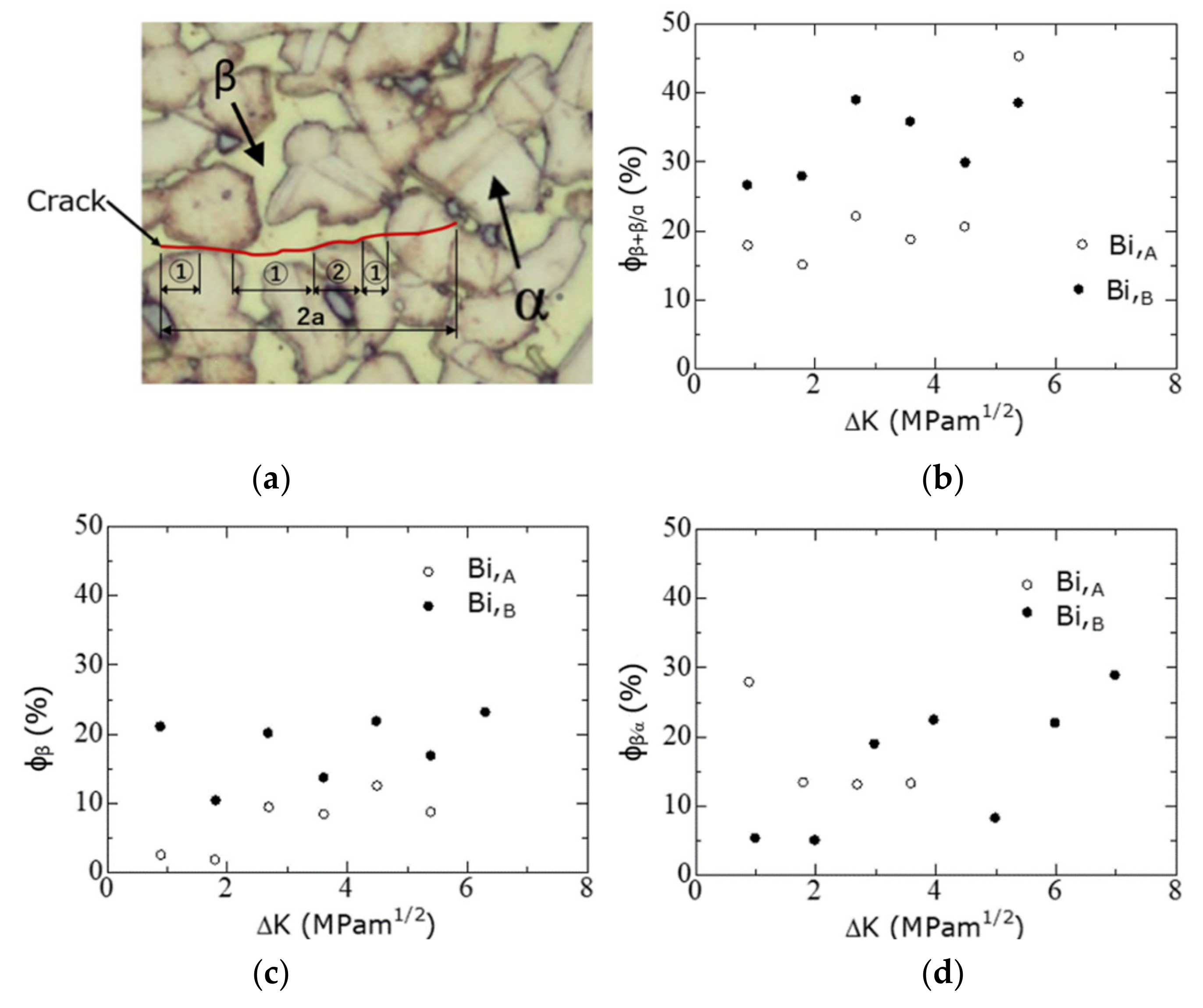
3.5. FCG Path
4. Discussion
4.1. Fatigue Crack Initiation Mechanism and FCG Behavior in the Low ΔK Range
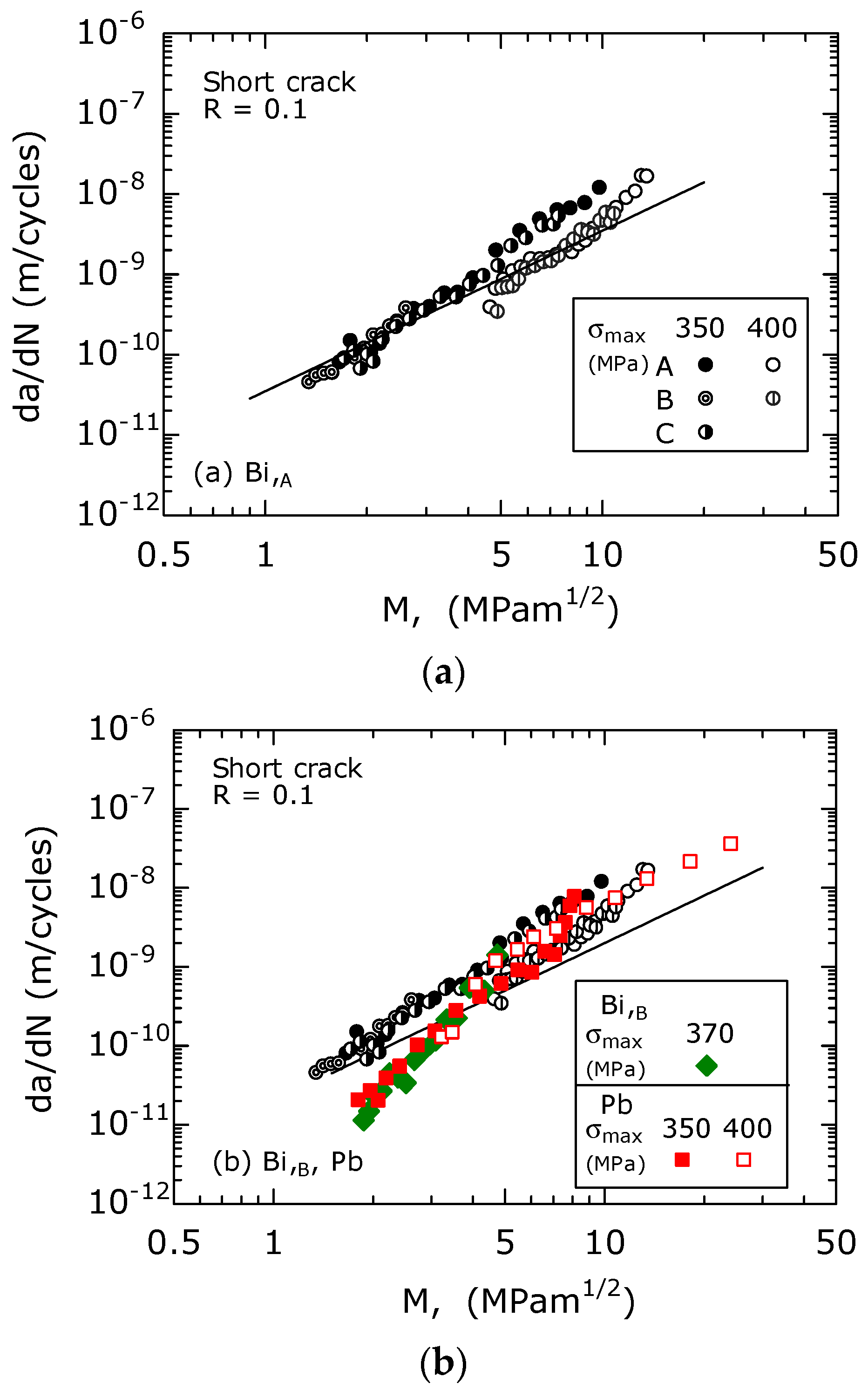
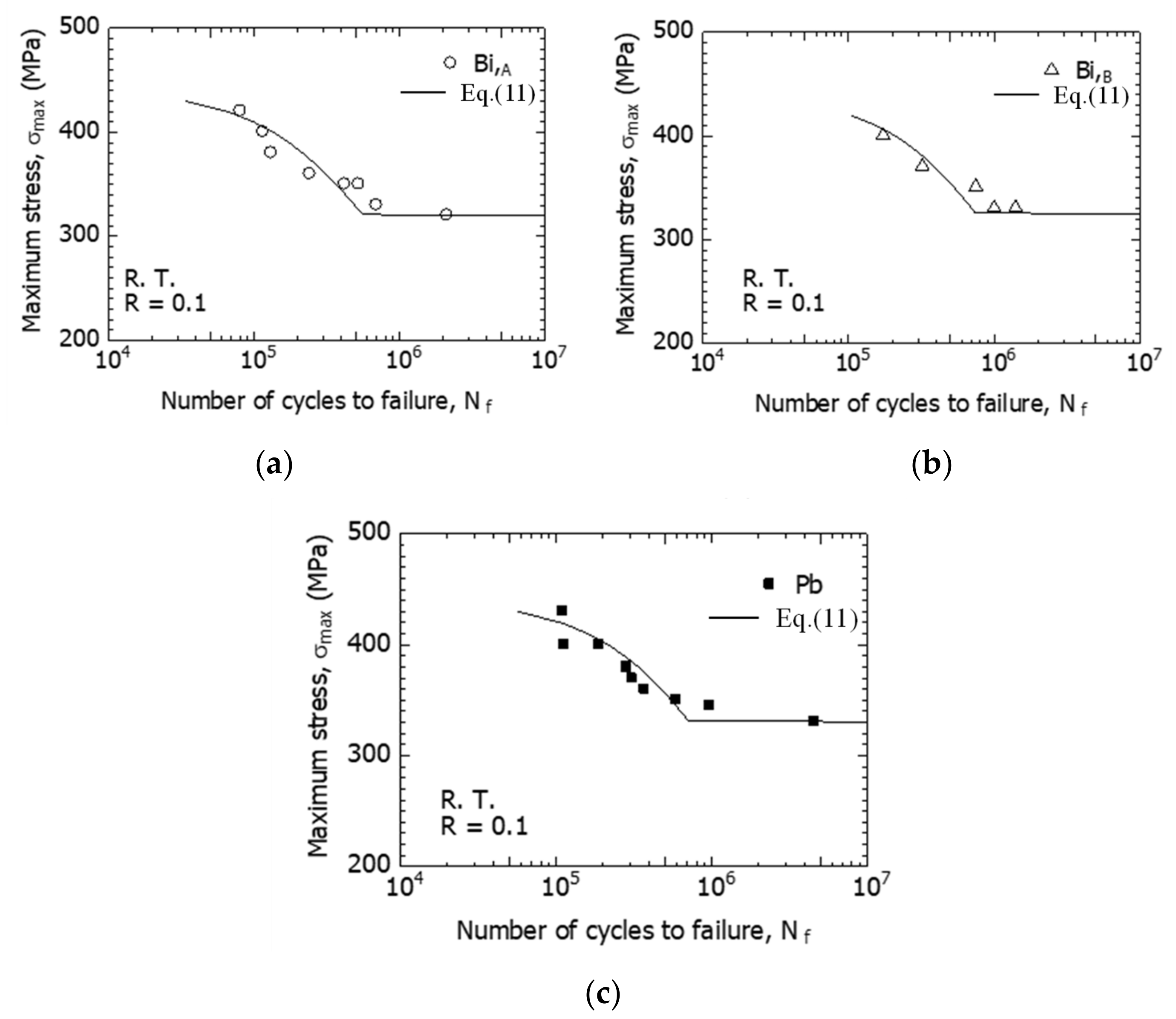
4.2. Derivation of the S−N Curve Based on the Modified Linear Elastic Fracture Mechanics (MLEFM) Parameter M
- (a)
- Elastoplastic effect: in the FCG process of short cracks, the FCG behavior does not satisfy the LEFM condition because the size of the plastic region, Rp, formed at the crack tip is larger than that of the crack length. Irwin [34] proposed using a modified crack length (amod) to incorporate the elastoplastic effect into the LEFM. amod was defined as the actual length plus half of Rp. Using Dugdale’s equation [35] to calculate Rp, amod is given by the following:
- (b)
- Fatigue crack closure (FCC): in short fatigue cracks, Kop increased from zero to Kopmax as the amount of crack growth increased. Here, Kopmax indicated the saturation value of the FCC, which was the Kop value for long-penetrating cracks. The change in Kop with crack growth was approximated using the following exponential function [26,27]:
- (c)
- According to Kitagawa et al. [36], the lower limit condition of the FCG for short fatigue cracks was defined by the fatigue limit Δσw rather than the threshold ΔKeffth for long penetrating cracks. To incorporate this condition, the material constant, re defined in Equation (6) was introduced [26,27] using the following:
5. Conclusions
- (1)
- Bi-based free-cutting brass had approximately the same fatigue performance as Pb-based free-cutting brass; therefore, it was expected to be used as a lead-free free-cutting brass in the future. More specifically, the fatigue resistance of lead-free Bi,A was lower than that of Bi,B and Pb materials.
- (2)
- Fatigue cracks occurred in less than 10% of the fatigue life, and most of the fatigue life was occupied by the crack-growth process. In the Bi,A and Bi,B materials, fatigue cracks were initiated along the Bi/β boundary or the Bi/α boundary. However, in the Pb material, fatigue cracks occurred along the Pb/β or Pb/α phase boundaries. This was because the hardness values of the Bi and Pb phases were considerably lower than those of the α and β phases, so that stress concentration occurred at the phase boundary.
- (3)
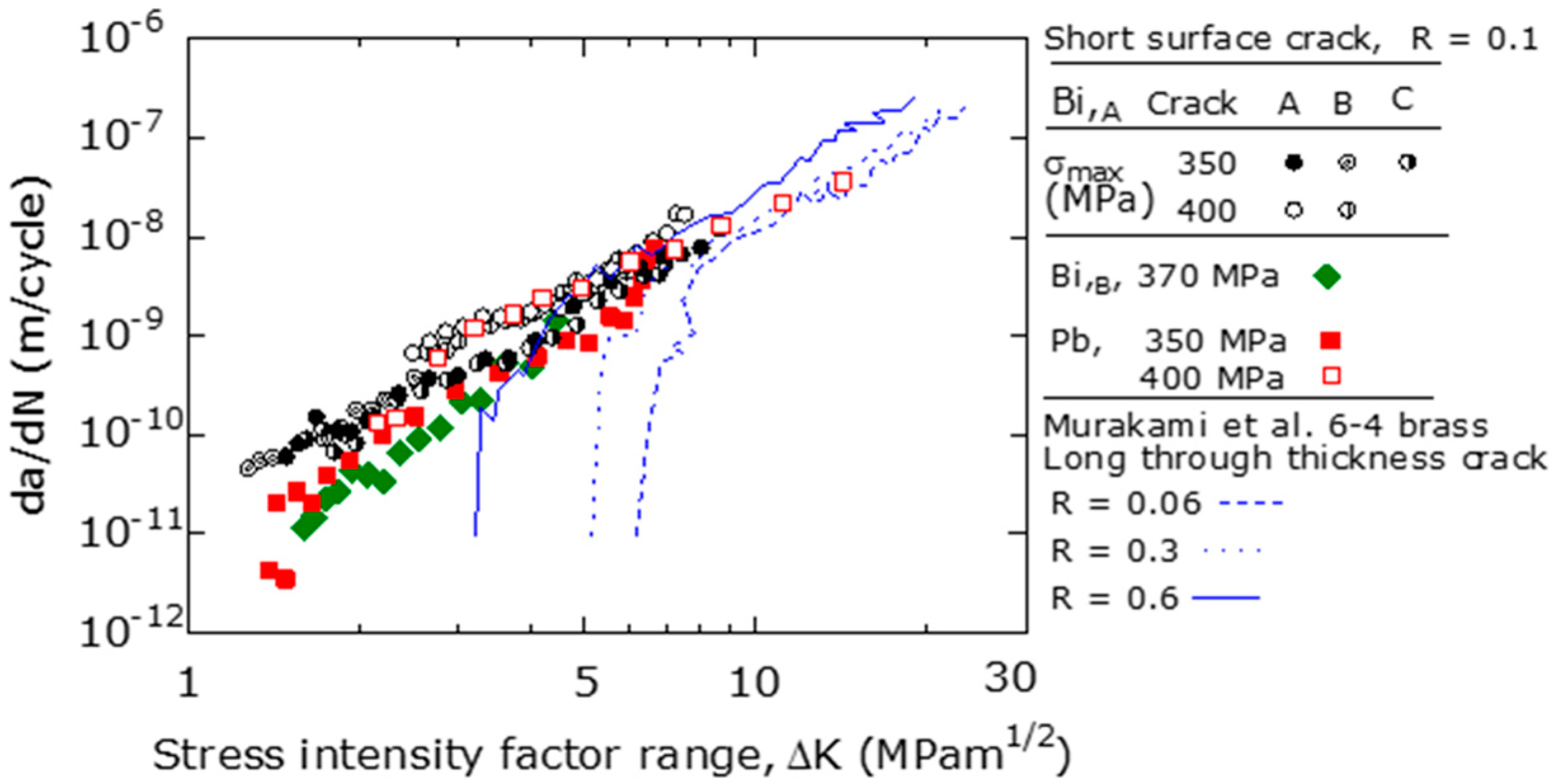
- The difference between the three types of free-cutting brass in the FCG behavior appeared in the low ΔK region where ΔK ≅ 4−5 MPam1/2 or less. The FCG velocity at a constant ΔK increased in the order of Bi,A, Pb, and Bi,B materials. However, in the high da/dN region where ΔK was 4–5 MPam1/2 or more, there was no difference in the da/dN of the three types of free-cutting brasses. In addition, the da/dN − ΔK relationship had a stress amplitude dependence, which made it difficult to apply the LEFM.
- (4)
- In the low ΔK region, the FCG resistance of the Bi,B was higher than that of the Bi,A material. The reason for this was that in the Bi,B material, the frequency of fatigue cracks developing in β-phase grains (HV 187) was higher than that in the Bi,A material.
- (5)
- The FCG behaviors of short surface fatigue cracks in free-cutting brass were analyzed using the MLEFM parameter M. Since the S-N curve calculated based on the analysis results was consistent with the experimental results, M was effective for the analysis of the fatigue life and FCG behavior.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Takeyama, H.; Usui, E. Machinability of Leaded Brass. J. Japan Soc. Precis. Eng. 1959, 25, 461–467. [Google Scholar] [CrossRef]
- Matsuura, T. Current status of the chemical substance regulation—Trends of the EU RoHS directive and control law of chemical substances contained in products. J. Surf. Finish. Soc. Jpn. 2017, 68, 9–13. [Google Scholar] [CrossRef][Green Version]
- Yamamoto, S.; Ishihara, S.; Kousaka, Y.; Okada, T. Study on fatigue behavior of Bi-brass under room to high temperatures. In Proceedings of the Conference of Hokuriku-Shinetsu Branch, Nonoichi City, Ishikawa, Japan, 10 March 2012. [Google Scholar] [CrossRef]
- Beevers, C.J. Micromechanisms of fatigue crack growth at low stress intensities. Met. Sci. 1980, 14, 418–423. [Google Scholar] [CrossRef]
- Murakami, Y.; Makabe, C.; Nisitani, H. Relationship between low cycle fatigue law and microcrack propagation law in 70/30 brass. Trans. Jpn. Soc. Mech. Eng. Ser. A 1984, 50, 1828–1837. [Google Scholar] [CrossRef]
- Uematsu, Y.; Sugeta, A.; Horose, K.; Jono, M. A study in the effect of grain boundary on small fatigue crack growth behavior in α-Brass by means of in-situ atomic force microscope. Trans. Jpn. Soc. Mech. Eng. Ser. A 2004, 70, 895–902. [Google Scholar] [CrossRef][Green Version]
- Kaneshiro, H.; Makabe, C.; Katagiri, K. Dislocation structures and grain boundary cracking in low-cycle fatigued 70/30 brass. Trans. Jpn. Soc. Mech. Eng. Ser. A 1993, 59, 910–915. [Google Scholar] [CrossRef][Green Version]
- Murakami, R.; Nakane, K.; Akizono, K. Influence of Grain Size on Near Threshold Fatigue Crack Growth Behavior in 60–40 Brass. J. Soc. Mater. Sci. Jpn. 1983, 32, 389–394. [Google Scholar] [CrossRef]
- Sugeta, A.; Uematsu, Y.; Tomita, K.; Hirose, K.; Jono, M. Development of fatigue testing system for in-situ observation by an atomic force microscope and small fatigue crack growth behavior in α−brass. JSME Int. J. Ser. A 2006, 49, 382–389. [Google Scholar] [CrossRef][Green Version]
- Lin, H.; Hayashi, M. Influence of frequency on fatigue crack propagation rate and the reverse phenomenon in 6/4 brass plate. Trans. Jpn. Soc. Mech. Eng. Ser. A 1998, 64, 885–890. [Google Scholar] [CrossRef]
- Hayashi, M.; Yano, R. Effect of thickness of thin 6/4 brass sheets on propagation of fatigue crack in air or corrosive environment. Trans. Jpn. Soc. Mech. Eng. Ser. A 1993, 59, 2054–2060. [Google Scholar] [CrossRef][Green Version]
- Segal, V.M.; Reznikov, V.I.; Drobyshevskiy, A.E.; Kopylov, V.I. Plastic working of metals by simple shear. Russian Metall. 1981, 1, 99–105. [Google Scholar]
- Arzaghi, M.; Fintová, S.; Sarrazin-Baudoux, C.; Kunz, L.; Petit, J. Near threshold fatigue crack growth in ultrafine-grained copper. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 012158. [Google Scholar] [CrossRef]
- Collini, L. Fatigue crack growth resistance of ECAPed ultrafine-grained copper. Eng. Fract. Mech. 2010, 77, 1001–1011. [Google Scholar] [CrossRef]
- Goto, M.; Teshima, N.; Han, S.Z.; Euh, K.; Yakushiji, T.; Kim, S.S.; Lee, J. High-cycle fatigue strength and small-crack growth behavior of ultrafine-grained copper with post-ECAP annealing. Eng. Fract. Mech. 2013, 110, 218–232. [Google Scholar] [CrossRef]
- Goto, M.; Han, S.Z.; Yakushiji, T.; Kim, S.S.; Lim, C.Y. Fatigue strength and formation behavior of surface damage in ultrafine grained copper with different non-equilibrium microstructures. Int. J. Fatigue 2008, 30, 1333–1344. [Google Scholar] [CrossRef]
- Favier, V.; Blanche, A.; Wang, C.; Phung, N.L.; Ranc, N.; Wagner, D.; Chrysochoos, A.; Mughrabi, H. Very high cycle fatigue for single phase ductile materials: Comparison between α-iron, copper and α-brass polycrystals. Int. J. Fatigue 2016, 93, 326–338. [Google Scholar] [CrossRef]
- Skibicki, D.; Pejkowski, L. Low-cycle multiaxial fatigue behaviour and fatigue life prediction for CuZn37 brass using the stress-strain models. Int. J. Fatigue 2017, 102, 18–36. [Google Scholar] [CrossRef]
- Liu, L.; Chi, R.; Wang, J. Effect of microstructure evolution on high cycle fatigue behavior of brass. Mater. Sci. Eng. A 2018, 732, 326–332. [Google Scholar] [CrossRef]
- Liu, L.; Chi, R. Effect of microstructure on high cycle fatigue behavior of brass processed by laser shock peening. Mater. Sci. Eng. A 2019, 740–741, 342–352. [Google Scholar] [CrossRef]
- Sangeetha, P.; Shanmugapriya, M. Modeling and prediction of fatigue life of brass and EN24 steel using soft computing tool. Mater. Today Proc. 2021, 38, 2912–2918. [Google Scholar] [CrossRef]
- Chunlei, G.; Nan, Z.; Yuehua, K.; Shuncheng, W.; Kaihong, Z. Failure analysis of lead-free brass valve bodies. Eng. Fail. Anal. 2019, 100, 536–543. [Google Scholar] [CrossRef]
- Toulfatzis, A.I.; Pantazopoulos, G.A.; Paipetis, A.S. Fracture behavior and characterization of lead-free brass alloys for machining applications. J. Mater. Eng. Perform. 2014, 23, 3193–3206. [Google Scholar] [CrossRef]
- Osawa, T. Basic Science Series (21st), Lead. J. SHM 1995, 11, 2−8. [Google Scholar] [CrossRef][Green Version]
- Ishihara, S.; McEvily, A.J. On the early initiation of fatigue cracks in the high cycle regime. In Proceedings of the 12th International Conference on Fracture, Ottawa, ON, Canada, 12–17 July 2009. [Google Scholar]
- Ishihara, S.; Yoshifuji, S.; McEvily, A.J.; Kawamoto, M.; Sawai, M.; Takata, M. Study of the fatigue lifetimes and crack propagation behavior of a high-speed steel as a function of the R value. Fatigue Fract. Eng. Mater. Struct. 2010, 33, 294–302. [Google Scholar]
- McEvily, A.J.; Endo, M.; Yamashita, K.; Ishihara, S.; Matsunaga, H. Fatigue notch sensitivity and the notch size effect. Int. J. Fatigue 2008, 30, 2087–2093. [Google Scholar] [CrossRef]
- Bismuth. Wikipedia. Available online: https://en.wikipedia.org/wiki/Bismuth (accessed on 25 July 2022).
- Hatanaka, K.; Yamada, T. Low cycle fatigue strength of copper and α−Brass pre-processed materials. Trans. Jpn. Soc. Mech. Eng. Ser. A 1980, 46, 878–885. [Google Scholar] [CrossRef]
- McEvily, A.J.; Ishihara, S. On the Dependence of the Rate of Fatigue Crack Growth on the σanl Parameter. Int. J. Fatigue 2001, 23, 115–120. [Google Scholar] [CrossRef]
- McEvily, A.J.; Ishihara, S. On the History and Application of the Fatigue Crack Growth Relation, Macro and Microscopic Approach to Fracture; Nishida, S.-I., Ed.; Wessex Institute of Technology Press: Southampton, UK, 2003; pp. 91–116. [Google Scholar]
- McEvily, A.J.; Ishihara, S.; Endo, M. An analysis of Multiple Two-Step Fatigue Loading. Int. J. Fatigue 2005, 27, 862–866. [Google Scholar] [CrossRef]
- Mikado, H.; Ishihara, S.; Oguma, N.; Masuda, K.; Kitagawa, S.; Kawamura, S. Effect of stress ratio on Fatigue life and crack-growth behavior of WC-Co cemented carbide. Trans. Nonferrous Met. Soc. China 2014, 24, 14–19. [Google Scholar] [CrossRef]
- Irwin, G.R. Fracture Testing of High Strength Sheet Materials Under Conditions Appropriate for Stress Analysis; NLR Report 5486; US Naval Laboratory: Washington, DC, USA, 1960. [Google Scholar]
- Dugdale, D.S. Yielding of steel sheets containing slits. J. Mech. Phys. Solids 1960, 8, 100–108. [Google Scholar] [CrossRef]
- Kitagawa, H.; Takahashi, S. Applicability of fracture mechanics to very small cracks or the cracks in the early stage. In Proceedings of the Second International Conference on Mechanical Behavior of Materials, ASM, Boston, MA, USA, 16–20 August 1976; pp. 627–631. [Google Scholar]
- Ishihara, S.; Sugai, Y.; McEvily, A.J. On the Distinction between Plasticity- and Roughness-Induced Fatigue Crack Closure. Metall. Mater. Trans. A 2012, 43A, 3086–3096. [Google Scholar] [CrossRef]
- Masuda, K.; Ishihara, S.; Oguma, N. Effect of Specimen Thickness and Stress Intensity Factor Range on Plasticity-Induced Fatigue Crack Closure in A7075-T6 Alloy. Materials 2021, 14, 664. [Google Scholar] [CrossRef] [PubMed]
- Reichenbacher, A.; Fischer, C.; Schweizer, C.; Seifert, T. A finite element study on the influence of the hardening behavior on plasticity-induced fatigue crack closure. Int. J. Fatigue 2022, 158, 106768. [Google Scholar] [CrossRef]
- Borges, M.F.; Antunes, F.V.; Prates, P.A.; Branco, R. A numerical study of the effect of isotropic hardening parameters on mode I fatigue crack growth. Metals 2020, 10, 177. [Google Scholar] [CrossRef]
- Tanaka, K. Mechanics and Micromechanics of Fatigue Crack Propagation; ASTM STP 1020; American Society for Testing and Materials: Philadelphia, PA, USA, 1989; pp. 151–183. [Google Scholar]
- Akiniwa, Y.; Harada, S.; Yagyu, Y.; Nakano, M. Effects of Fiber Content and Fiber Orientation on Fatigue Strength of Short-Fiber Reinforced Plastic. J. Soc. Mater. Sci. Jpn. 1992, 41, 1285–1291. [Google Scholar] [CrossRef]
- Tokaji, K.; Ogawa, T.; Shamoto, K. Fatigue Crack Propagation in Spheroidal-Graphite Cast Iron with Different Microstructures. Int. J. Fatigue 1994, 16, 344–350. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Phase | Phase Diameter (μm) | Cu (wt%) | Zn (wt%) | Pb (wt%) | Bi (wt%) | Sn (wt%) | Fe (wt%) |
|---|---|---|---|---|---|---|---|---|
| Bi,A JIS C6801 | α | 6.9 | 60.86 | 38.87 | - | 0.05 | 0.13 | 0.09 |
| β | 4.5 | 54.45 | 44.73 | - | - | 0.80 | 0.03 | |
| Bi | - | 1.32 | 0.53 | - | 97.77 | 0.39 | - | |
| Bi,B JIS C6801 | α | 5.4 | 61.71 | 38.04 | - | - | 0.16 | 0.11 |
| β | 3.9 | 53.73 | 45.52 | - | 0.05 | 0.58 | 0.13 | |
| Bi | - | 1.18 | 0.42 | - | 98.23 | 0.17 | - | |
| Pb JIS C3604 | α | 10.7 | 61.81 | 37.74 | 0.12 | - | 0.14 | 0.20 |
| β | 3.2 | 53.88 | 45.13 | 0.05 | - | 0.89 | 0.06 | |
| Pb | 5.35 | 1.82 | 92.48 | - | 0.28 | 0.07 |
| Young’s Modulus E [GPa] | 0.2% Stress, σ0.2 [MPa] | Tensile Stress, σB [MPa] | Elongation δ [%] | |
|---|---|---|---|---|
| Bi,A | 96 | 299 | 441 | 26 |
| Bi,B | 96 | 415 | 500 | 28 |
| Pb | 96 | 268 | 454 | 29 |
| Materials | Δσw [MPa] | Kopmax [MPam1/2] | ΔKeffth [MPam1/2] | k [m−1] | re [μm] |
|---|---|---|---|---|---|
| Bi,A | 288 | 4 | 1.5 | 6000 | 1.11 |
| Bi,B | 292 | 4 | 1.5 | 6000 | 1.25 |
| Pb | 297 | 4 | 1.5 | 6000 | 1.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Masuda, K.; Ishihara, S.; Oguma, N.; Ishiguro, M.; Sakamoto, Y.; Iwasaki, M. Study on the Fatigue Crack Initiation and Growth Behavior in Bismuth- and Lead-Based Free-Cutting Brasses. Materials 2022, 15, 7488. https://doi.org/10.3390/ma15217488
Masuda K, Ishihara S, Oguma N, Ishiguro M, Sakamoto Y, Iwasaki M. Study on the Fatigue Crack Initiation and Growth Behavior in Bismuth- and Lead-Based Free-Cutting Brasses. Materials. 2022; 15(21):7488. https://doi.org/10.3390/ma15217488
Chicago/Turabian StyleMasuda, Kenichi, Sotomi Ishihara, Noriyasu Oguma, Minoru Ishiguro, Yoshinori Sakamoto, and Mami Iwasaki. 2022. "Study on the Fatigue Crack Initiation and Growth Behavior in Bismuth- and Lead-Based Free-Cutting Brasses" Materials 15, no. 21: 7488. https://doi.org/10.3390/ma15217488
APA StyleMasuda, K., Ishihara, S., Oguma, N., Ishiguro, M., Sakamoto, Y., & Iwasaki, M. (2022). Study on the Fatigue Crack Initiation and Growth Behavior in Bismuth- and Lead-Based Free-Cutting Brasses. Materials, 15(21), 7488. https://doi.org/10.3390/ma15217488