
Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Analysis
2.2. Materials
2.3. Experiments
3. Results and Discussion
3.1. Effect of Leaching Conditions on the Sc Selective Leaching from RMF
3.2. Study of the Kinetics and Mechanism of Sc Leaching from RMF
4. Conclusions
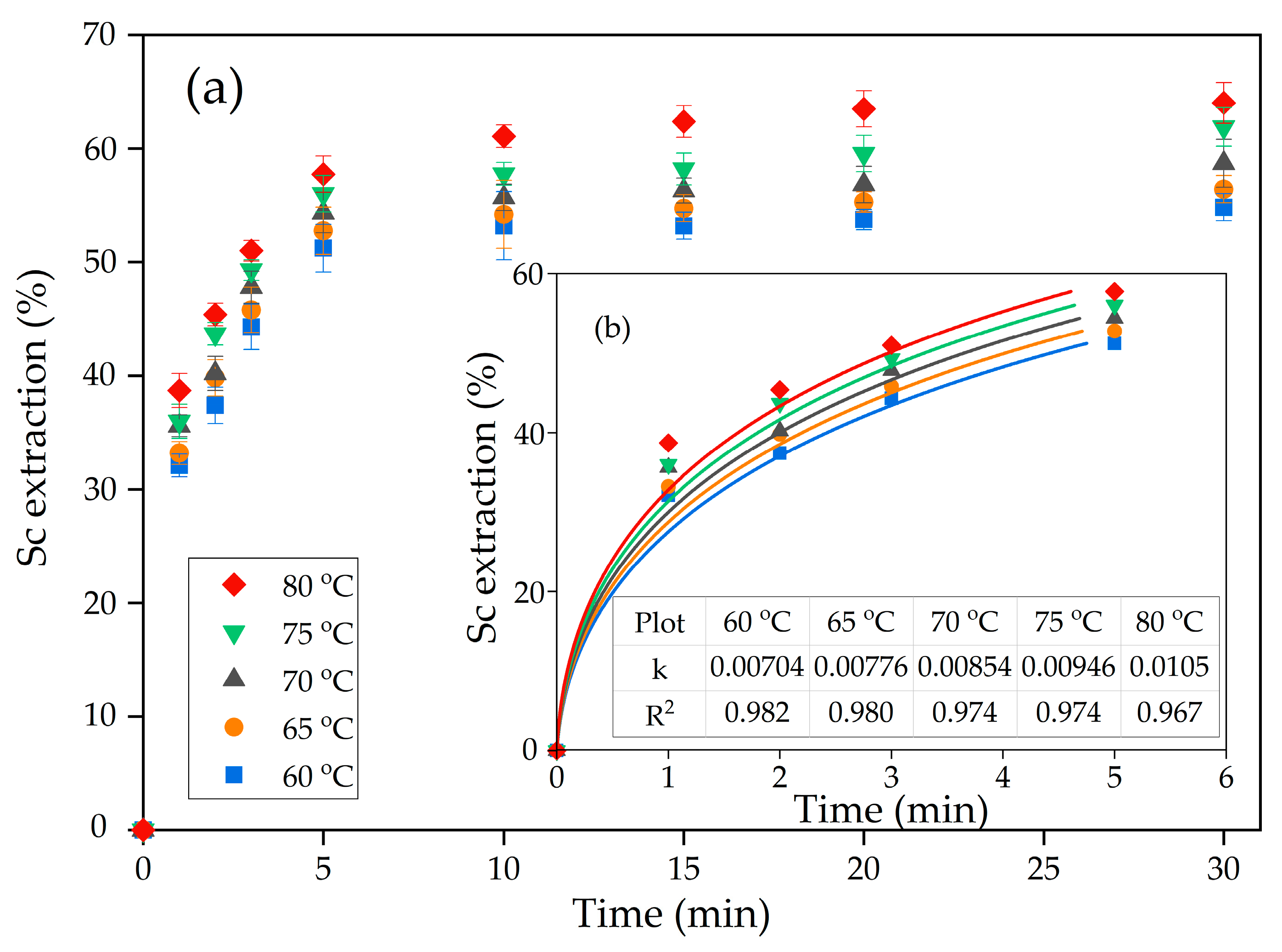
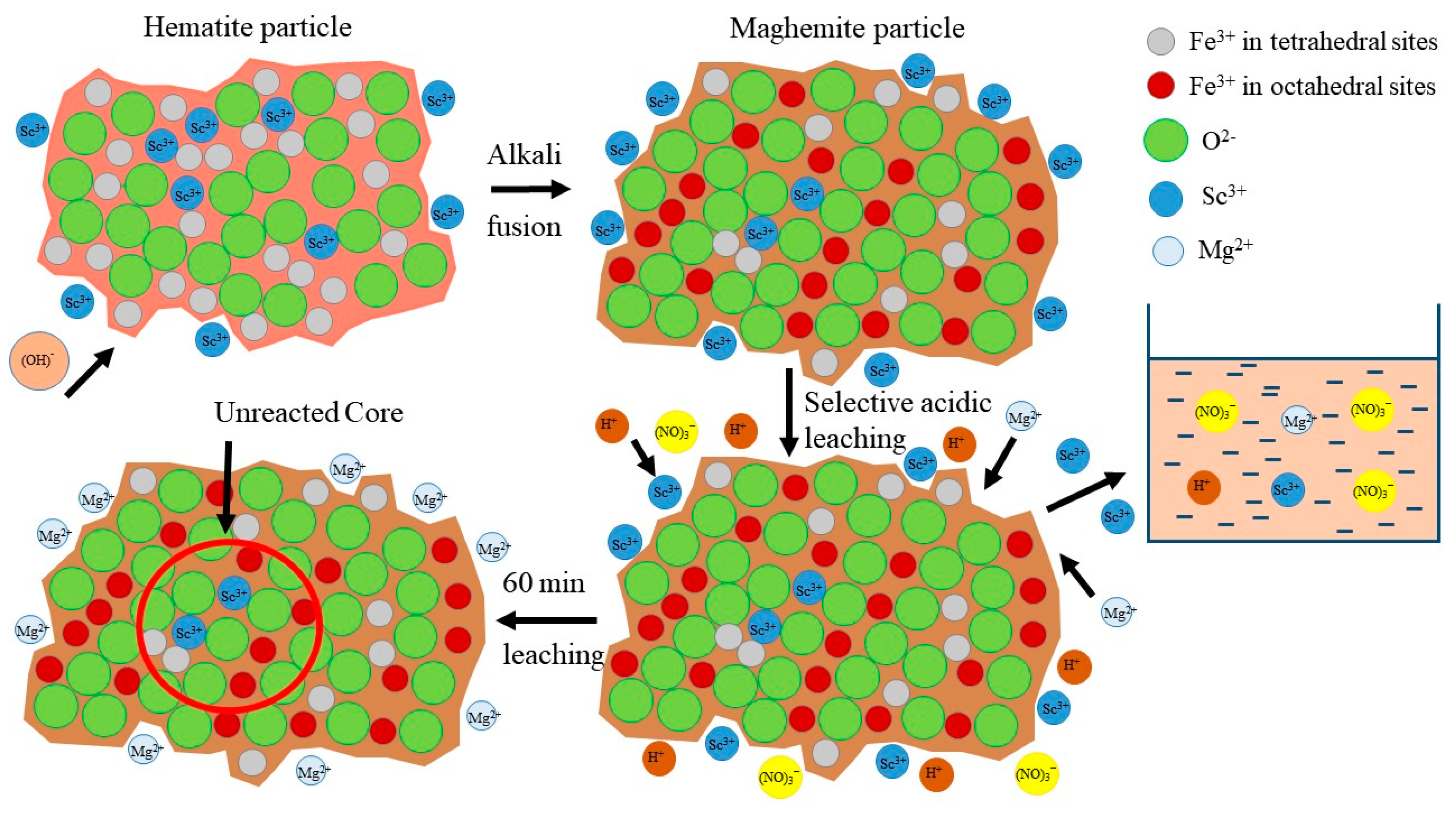
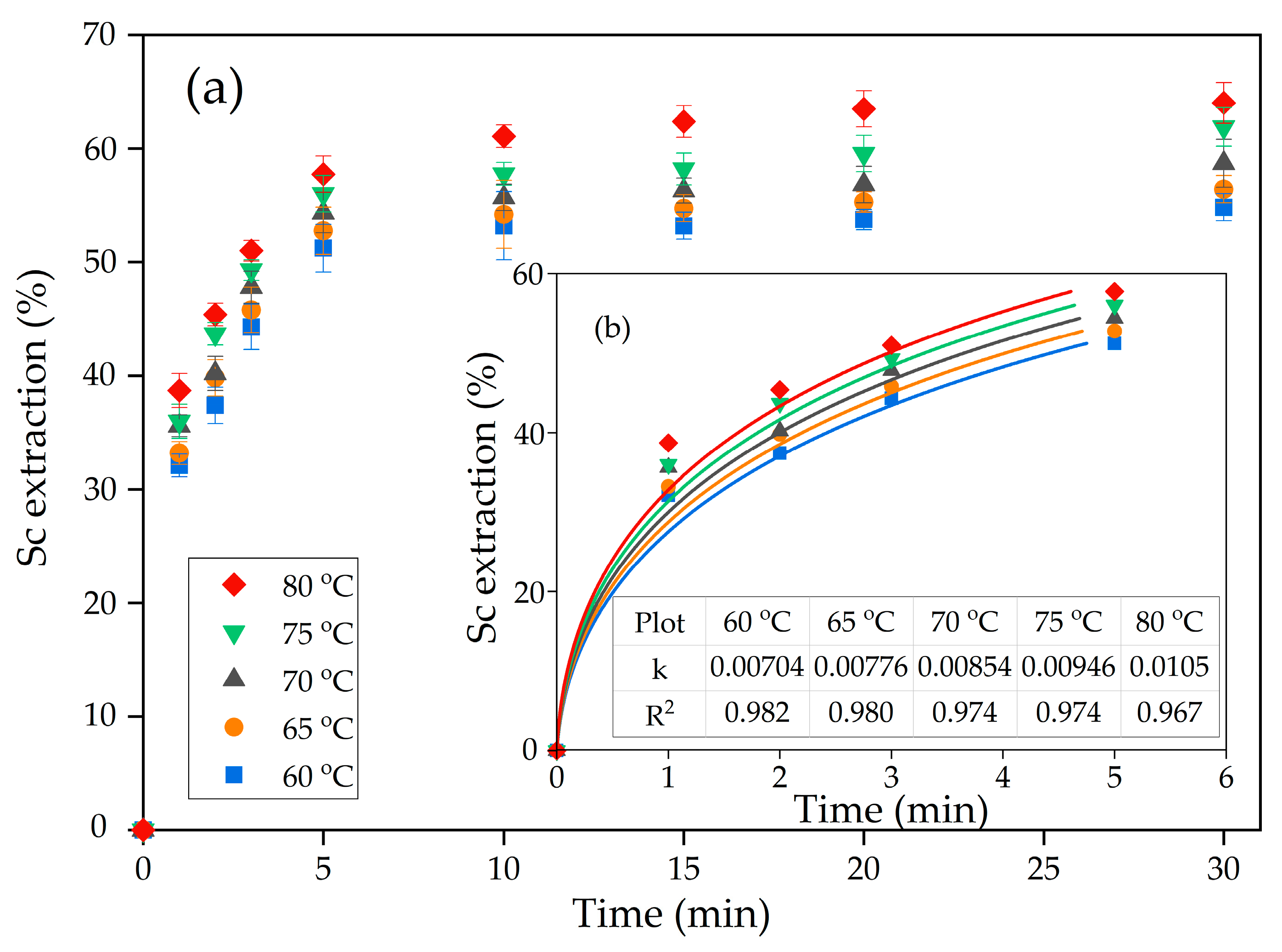
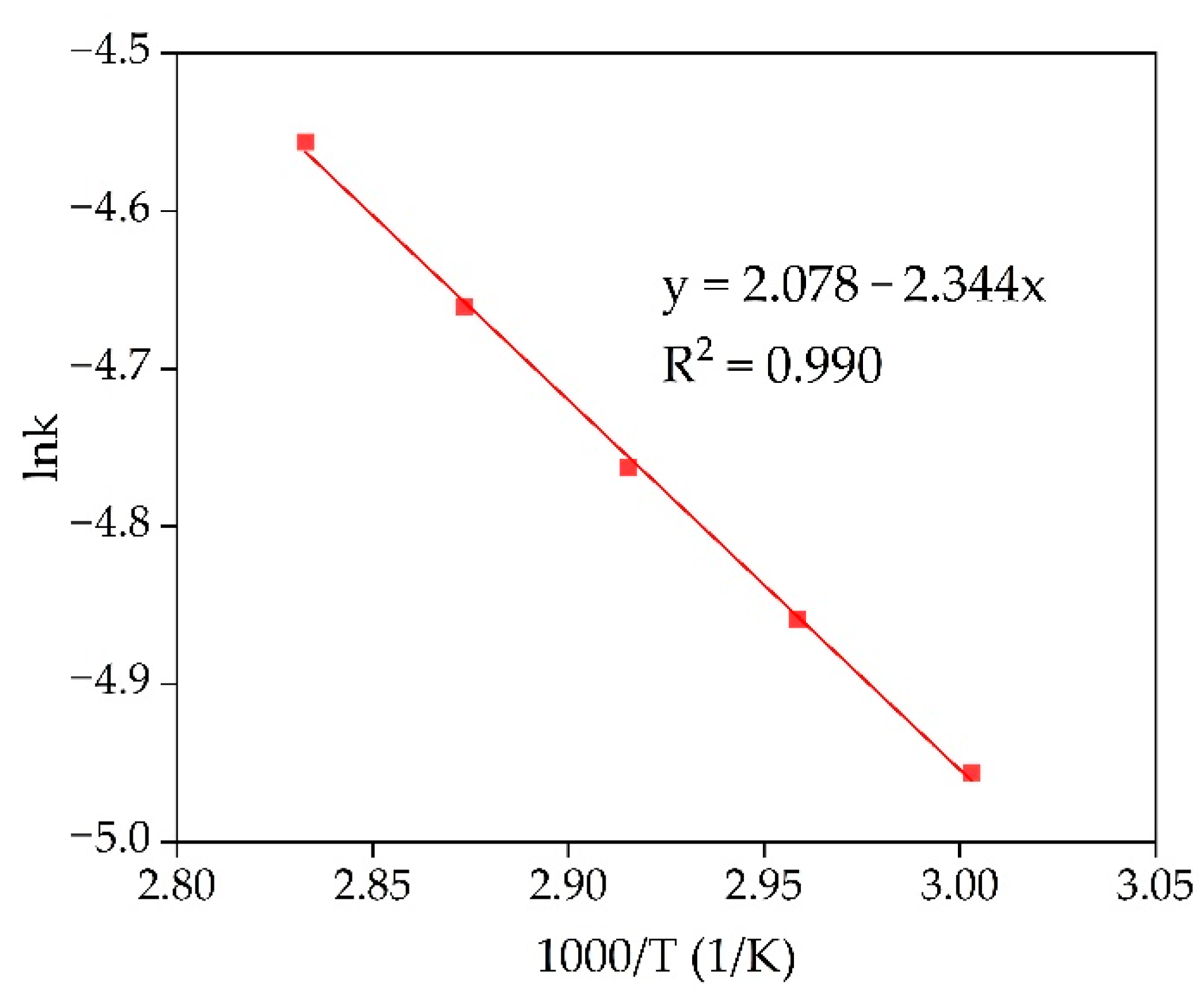
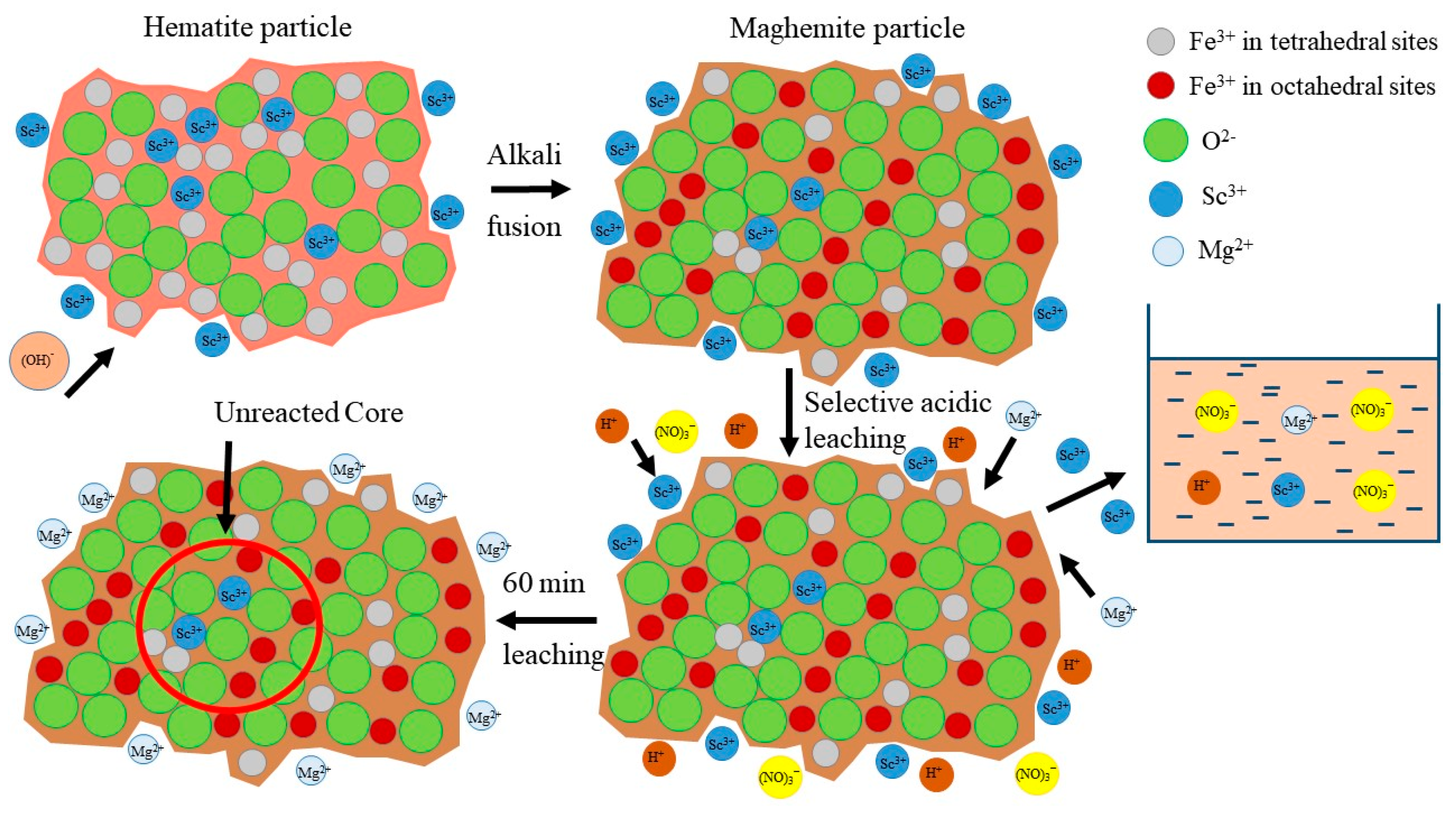
- The results of the kinetics analysis show that the Sc leaching process is limited by the interfacial diffusion and the diffusion through the product layer, which could be formed by iron minerals (maghemite and hematite). The apparent activation energy Ea was 19.5 kJ/mol;
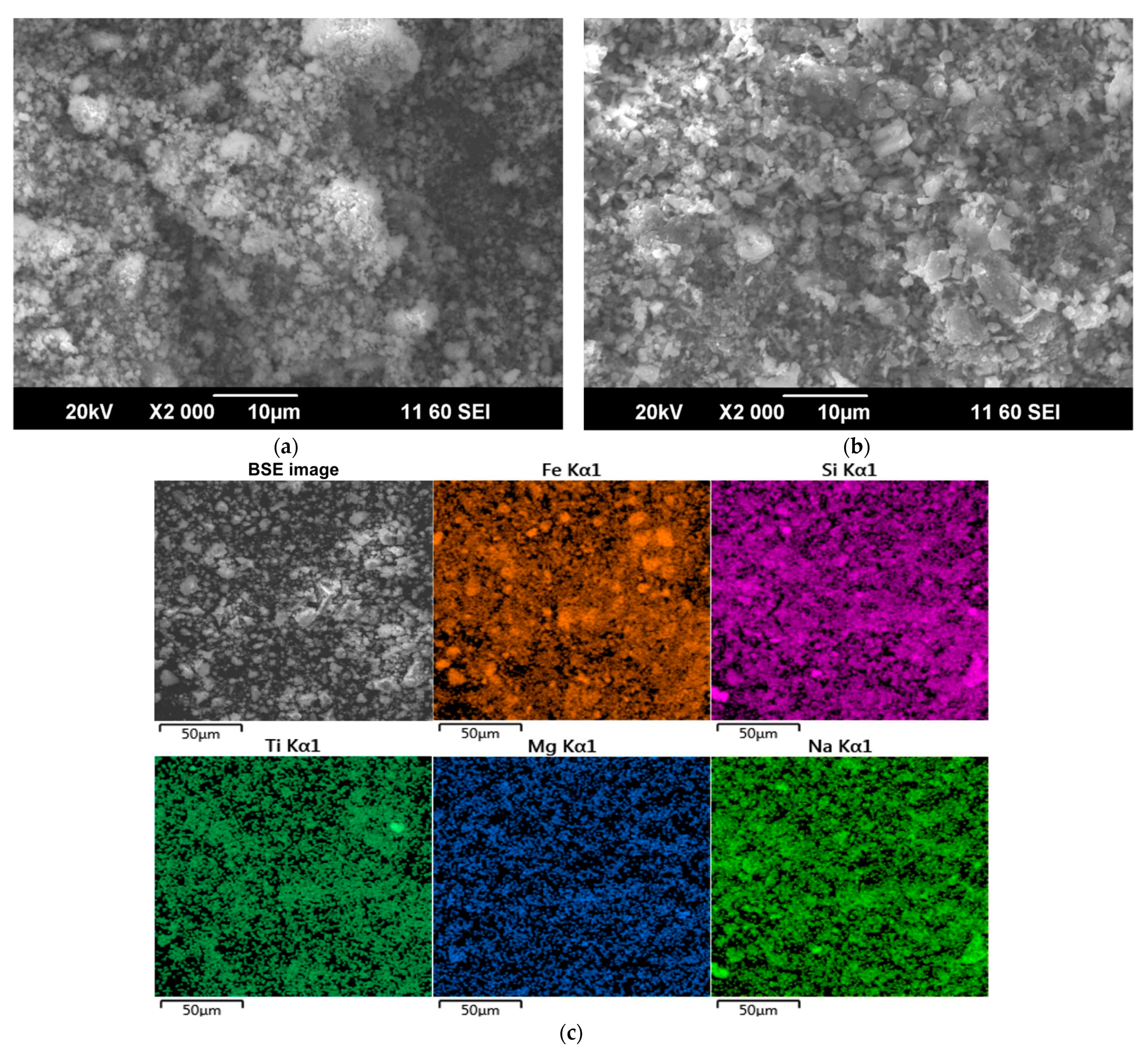
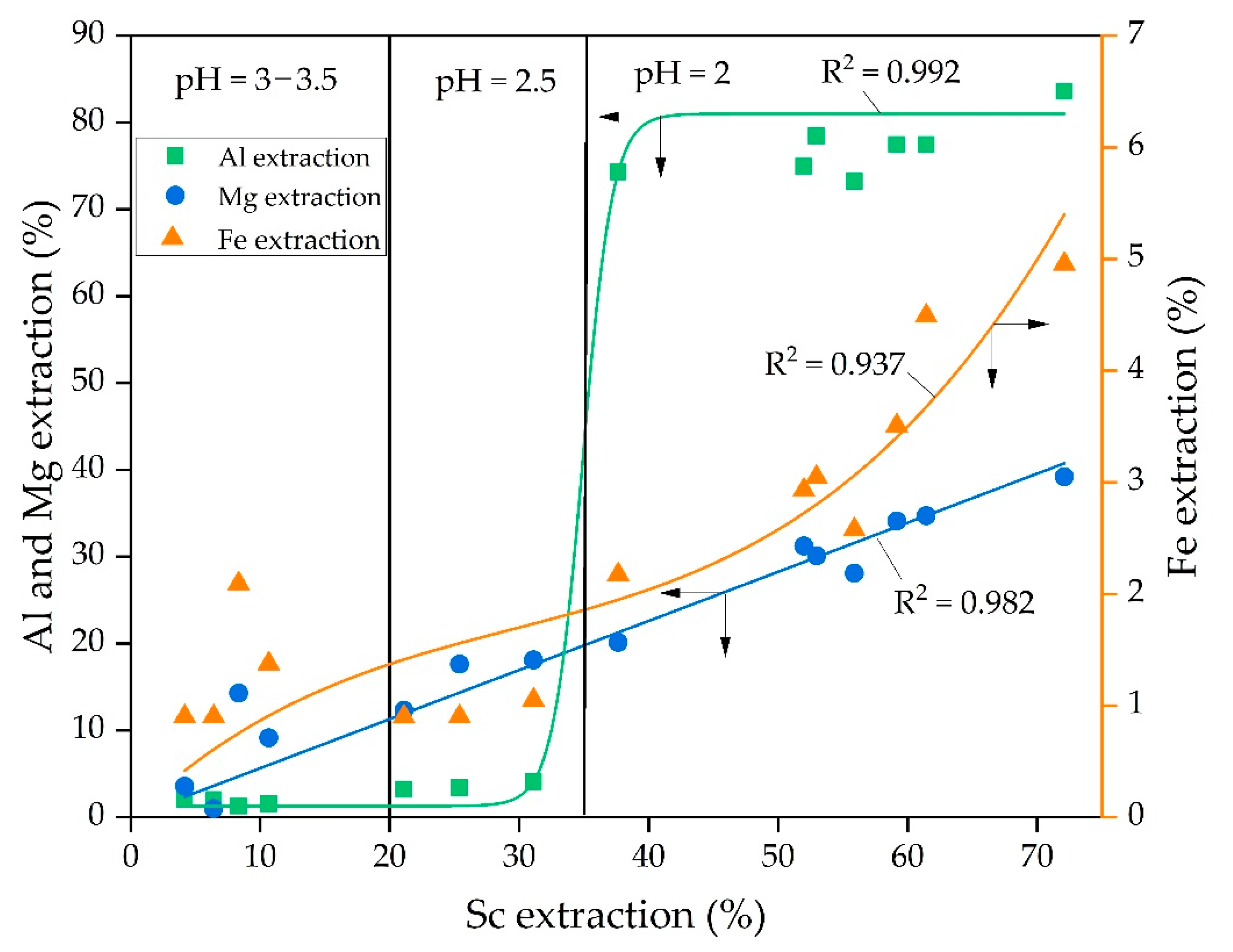
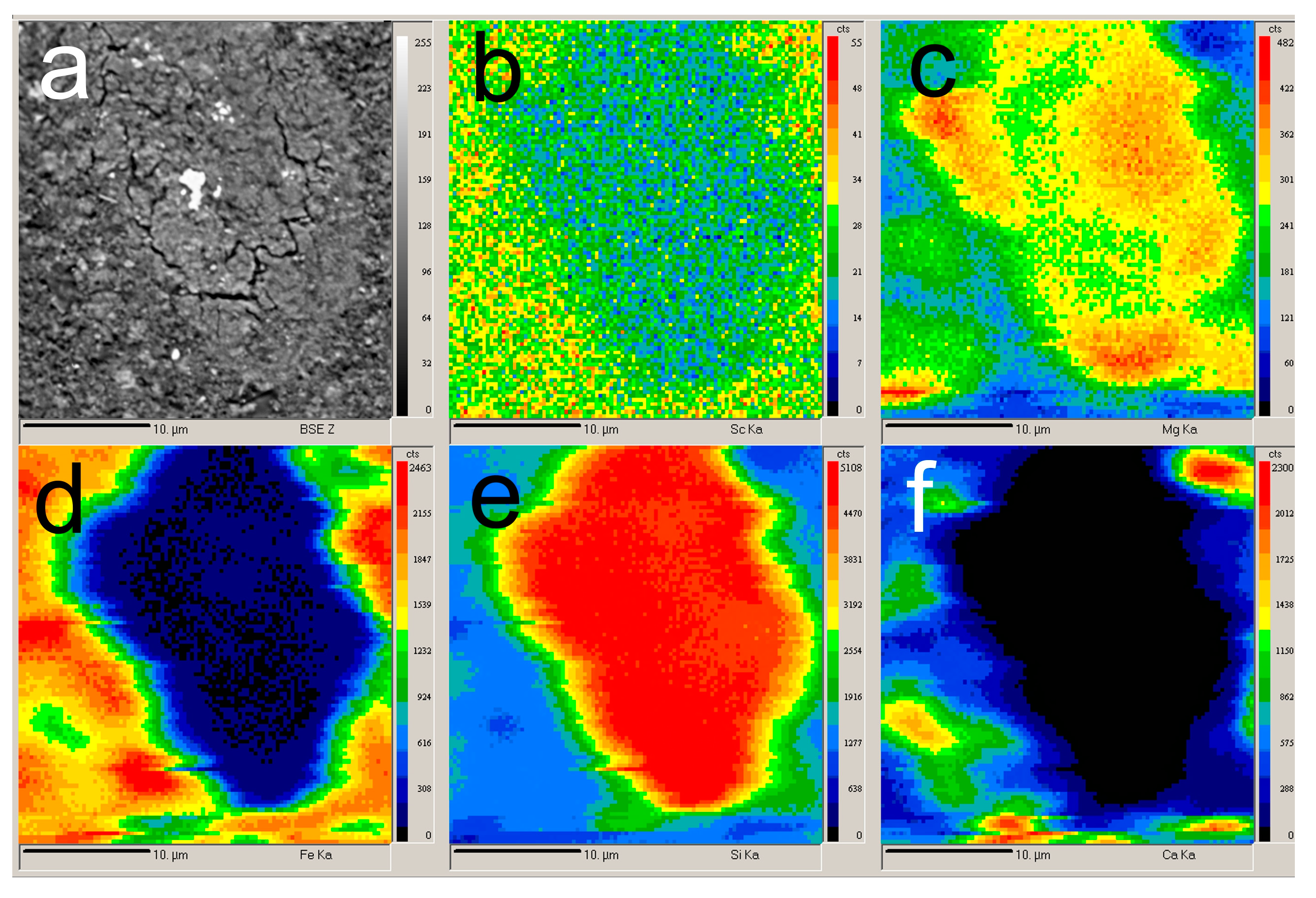
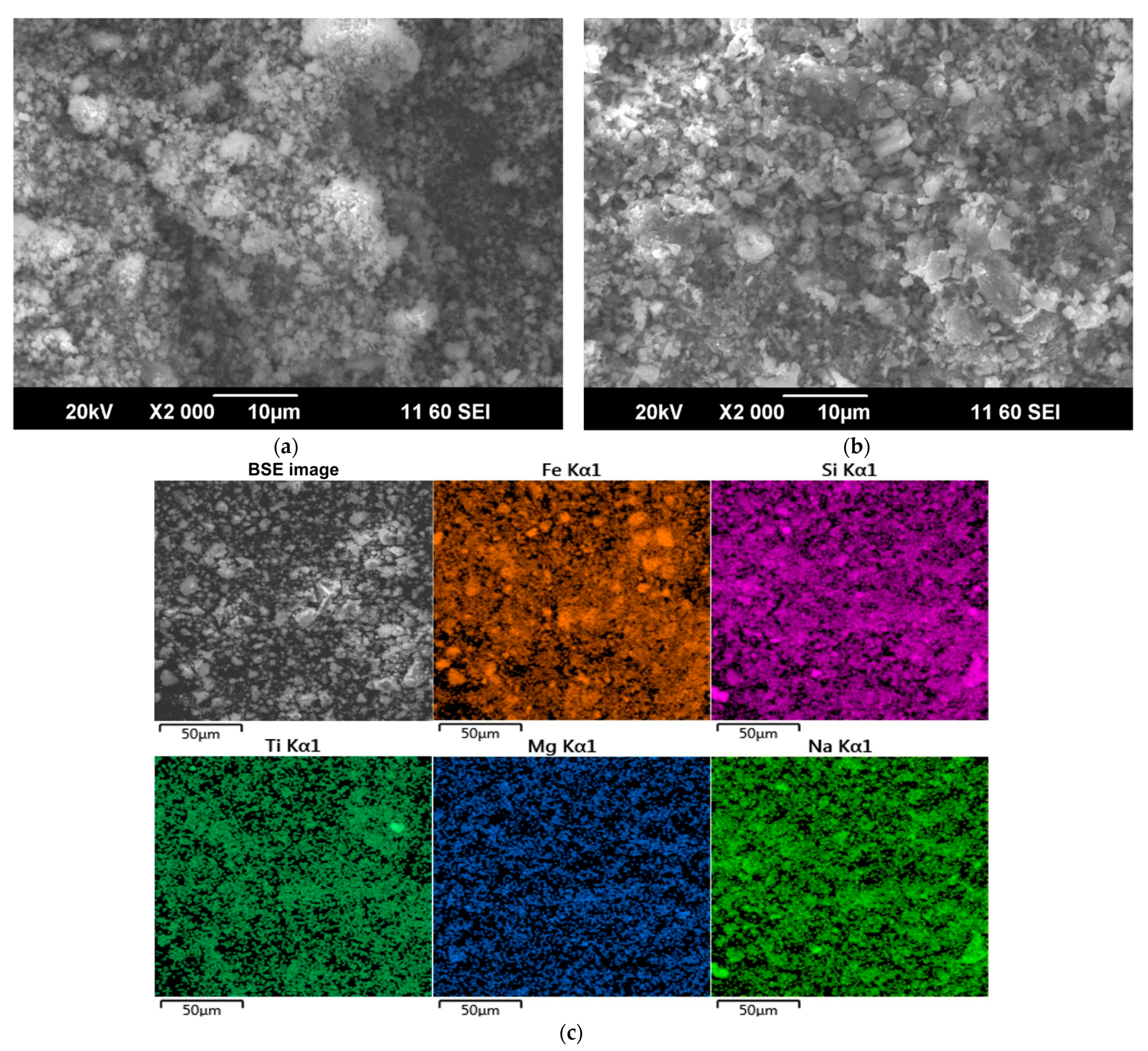
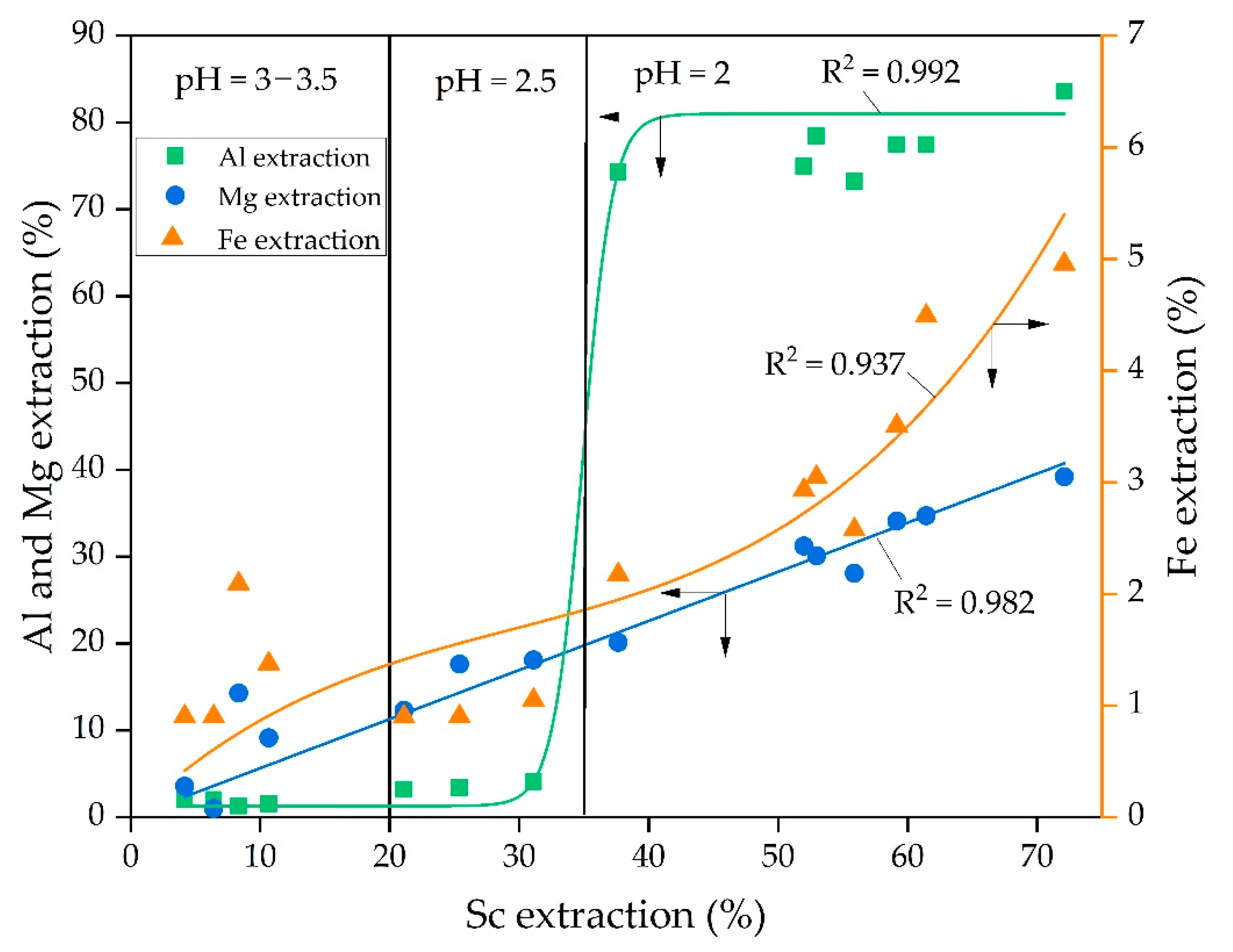
- The linear dependence of Sc extraction on Mg extraction was revealed. According to EPMA analysis, Sc in the raw RM is associated with Fe rather than Mg. This allows us to conclude that Mg acts as a leaching agent for the extraction of Sc presented in the RMF in an ion-exchangeable phase;
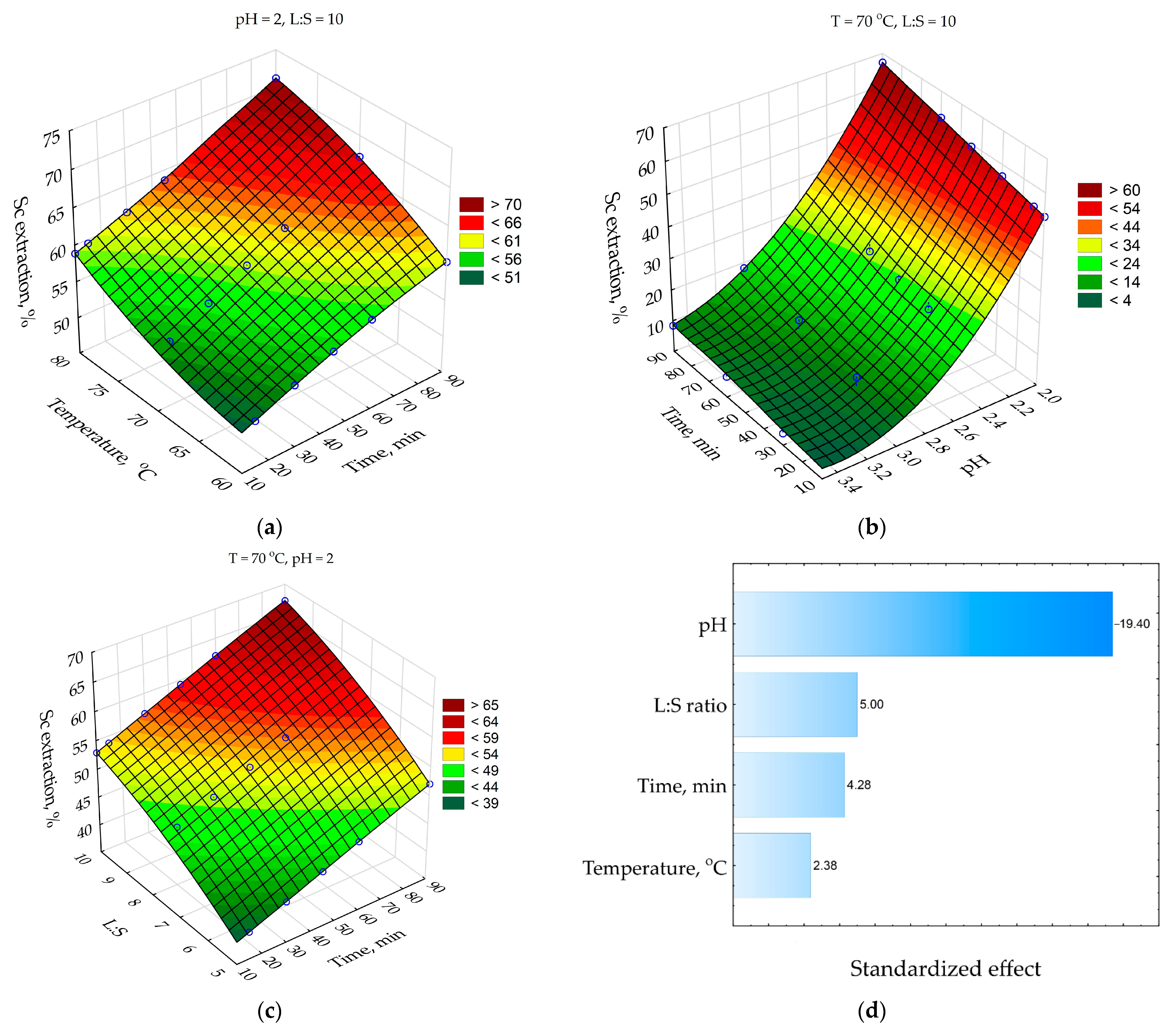
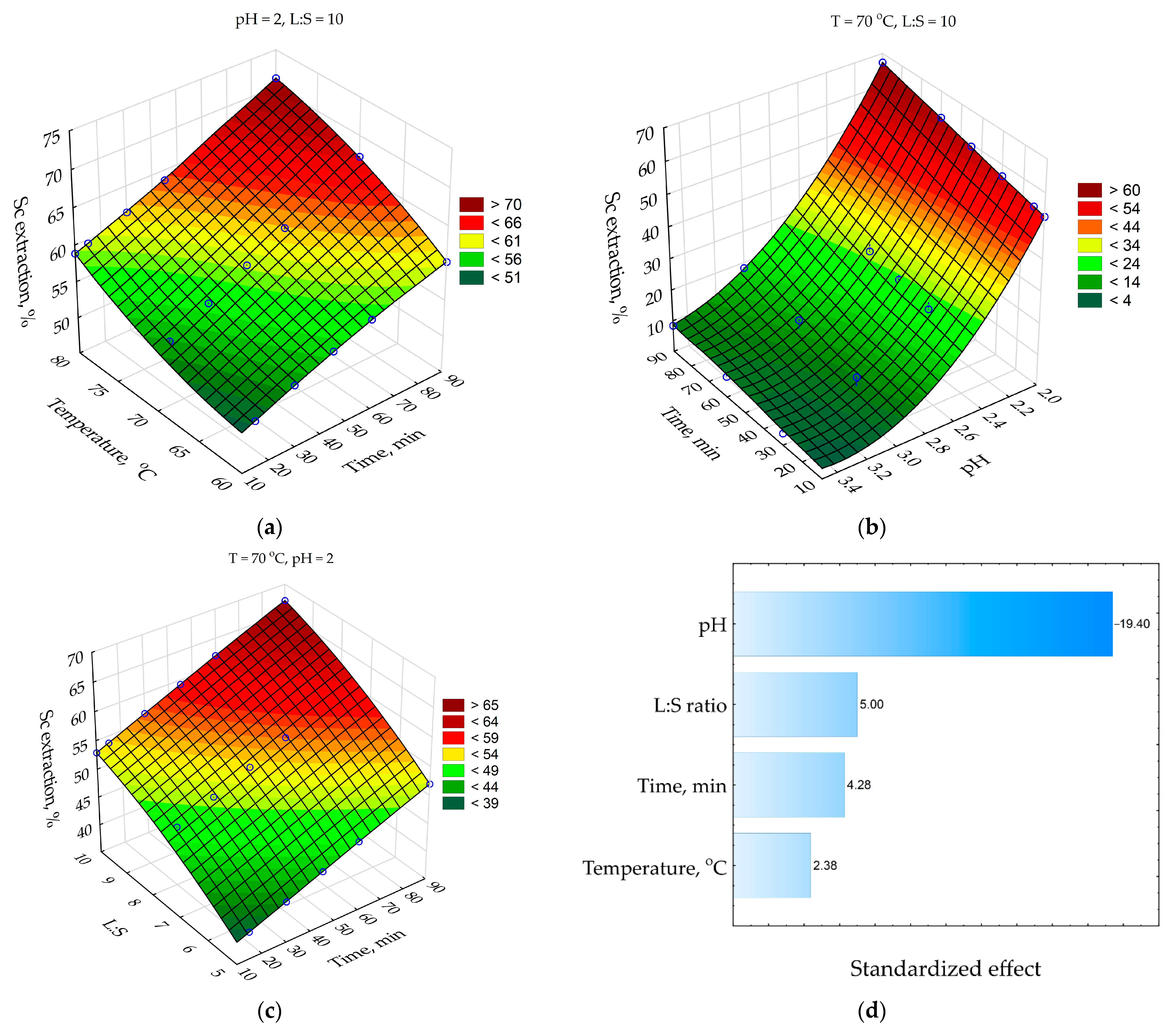
- A low pH value enhances the Mg leaching, which also increases the extraction of scandium.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaußen, F.M.; Friedrich, B. Methods for Alkaline Recovery of Aluminum from Bauxite Residue. J. Sustain. Metall. 2016, 2, 353–364. [Google Scholar] [CrossRef] [Green Version]
- Power, G.; Gräfe, M.; Klauber, C. Bauxite Residue Issues: I. Current Management, Disposal and Storage Practices. Hydrometallurgy 2011, 108, 33–45. [Google Scholar] [CrossRef]
- Liu, Z.; Li, H. Metallurgical Process for Valuable Elements Recovery from Red Mud—A Review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Winkler, D.; Bidló, A.; Bolodár-Varga, B.; Erdő, Á.; Horváth, A. Long-Term Ecological Effects of the Red Mud Disaster in Hungary: Regeneration of Red Mud Flooded Areas in a Contaminated Industrial Region. Sci. Total Environ. 2018, 644, 1292–1303. [Google Scholar] [CrossRef]
- Ruyters, S.; Mertens, J.; Vassilieva, E.; Dehandschutter, B.; Poffijn, A.; Smolders, E. The Red Mud Accident in Ajka (Hungary): Plant Toxicity and Trace Metal Bioavailability in Red Mud Contaminated Soil. Environ. Sci. Technol. 2011, 45, 1616–1622. [Google Scholar] [CrossRef]
- Klauber, C.; Gräfe, M.; Power, G. Bauxite Residue Issues: II. Options for Residue Utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Liu, S.; Guan, X.; Zhang, S.; Xu, C.; Li, H.; Zhang, J. Sintering Red Mud Based Imitative Ceramic Bricks with CO2 Emissions below Zero. Mater. Lett. 2017, 191, 222–224. [Google Scholar] [CrossRef]
- Fu, Y.; Xiong, Z.Q. Red Mud Based Geopolymer and Its Forming Mechanism. Appl. Mech. Mater. 2014, 538, 28–31. [Google Scholar] [CrossRef]
- Wang, L.; Sun, N.; Tang, H.; Sun, W. A Review on Comprehensive Utilization of Red Mud and Prospect Analysis. Minerals 2019, 9, 362. [Google Scholar] [CrossRef] [Green Version]
- Shiryaeva, E.V.; Podgorodetskii, G.S.; Malysheva, T.Y.; Gorbunov, V.B.; Zavodyanyi, A.V.; Shapovalov, A.N. Effects of Adding Low-Alkali Red Mud to the Sintering Batch at OAO Ural’skaya Stal’. Steel Transl. 2014, 44, 6–10. [Google Scholar] [CrossRef]
- Trushko, V.L.; Utkov, V.A.; Bazhin, V.Y. Topicality and possibilities for complete processing of red mud of aluminous production. J. Min. Inst. 2017, 227, 547. [Google Scholar] [CrossRef]
- Beloglazov, I.; Savchenkov, S.; Bazhin, V.; Kawalla, R. Synthesis of Mg–Zn–Nd Master Alloy in Metallothermic Reduction of Neodymium from Fluoride–Chloride Melt. Crystals 2020, 10, 985. [Google Scholar] [CrossRef]
- Savchenkov, S.; Kosov, Y.; Bazhin, V.; Krylov, K.; Kawalla, R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals 2021, 11, 1353. [Google Scholar] [CrossRef]
- Røyset, J.; Ryum, N. Scandium in Aluminium Alloys. Int. Mater. Rev. 2005, 50, 19–44. [Google Scholar] [CrossRef]
- Zinoveev, D.; Pasechnik, L.; Fedotov, M.; Dyubanov, V.; Grudinsky, P.; Alpatov, A. Extraction of Valuable Elements from Red Mud with a Focus on Using Liquid Media—A Review. Recycling 2021, 6, 38. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden Values in Bauxite Residue (Red Mud): Recovery of Metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- Zhou, K.; Teng, C.; Zhang, X.; Peng, C.; Chen, W. Enhanced Selective Leaching of Scandium from Red Mud. Hydrometallurgy 2018, 182, 57–63. [Google Scholar] [CrossRef]
- Suzdaltsev, A.V.; Pershin, P.S.; Filatov, A.A.; Nikolaev, A.Y.; Zaikov, Y.P. Review—Synthesis of Aluminum Master Alloys in Oxide-Fluoride Melts: A Review. J. Electrochem. Soc. 2020, 167, 102503. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ounoughene, G.; Borra, C.R.; Binnemans, K.; Van Gerven, T. Neutralisation of Bauxite Residue by Carbon Dioxide Prior to Acidic Leaching for Metal Recovery. Miner. Eng. 2017, 112, 92–102. [Google Scholar] [CrossRef]
- Pepper, R.A.; Couperthwaite, S.J.; Millar, G.J. Comprehensive Examination of Acid Leaching Behaviour of Mineral Phases from Red Mud: Recovery of Fe, Al, Ti, and Si. Miner. Eng. 2016, 99, 8–18. [Google Scholar] [CrossRef] [Green Version]
- Rychkov, V.; Botalov, M.; Kirillov, E.; Kirillov, S.; Semenishchev, V.; Bunkov, G.; Smyshlyaev, D. Intensification of Carbonate Scandium Leaching from Red Mud (Bauxite Residue). Hydrometallurgy 2021, 199, 105524. [Google Scholar] [CrossRef]
- Pasechnik, L.A.; Skachkov, V.M.; Chufarov, A.Y.; Suntsov, A.Y.; Yatsenko, S.P. High Purity Scandium Extraction from Red Mud by Novel Simple Technology. Hydrometallurgy 2021, 202, 105597. [Google Scholar] [CrossRef]
- Yatsenko, S.P.; Pyagai, I.N. Red Mud Pulp Carbonization with Scandium Extraction during Alumina Production. Theor. Found. Chem. Eng. 2010, 44, 563–568. [Google Scholar] [CrossRef]
- Petrakova, O.V.; Panov, A.V.; Gorbachev, S.N.; Klimentenok, G.N.; Perestoronin, A.V.; Vishnyakov, S.E.; Anashkin, V.S. Improved Efficiency of Red Mud Processing through Scandium Oxide Recovery. In Light Metals 2015; Hyland, M., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; pp. 91–96. ISBN 978-1-119-09343-5. [Google Scholar]
- Petrakova, O.V.; Kozyrev, A.B.; Suss, A.G.; Gorbachev, S.N.; Panov, A.V. Improved Technology of Scandium Recovery from Solutions of Bauxite Residue Carbonation Leaching. In Light Metals 2019; Chesonis, C., Ed.; The Minerals, Metals & Materials Series; Springer International Publishing: Cham, Switzerland, 2019; pp. 1407–1413. ISBN 978-3-030-05863-0. [Google Scholar]
- Akcil, A.; Akhmadiyeva, N.; Abdulvaliyev, R.; Abhilash; Meshram, P. Overview on Extraction and Separation of Rare Earth Elements from Red Mud: Focus on Scandium. Miner. Process. Extr. Metall. Rev. 2018, 39, 145–151. [Google Scholar] [CrossRef]
- Ochsenkuehn-Petropoulou, M.; Tsakanika, L.-A.; Lymperopoulou, T.; Ochsenkuehn, K.-M.; Hatzilyberis, K.; Georgiou, P.; Stergiopoulos, C.; Serifi, O.; Tsopelas, F. Efficiency of Sulfuric Acid on Selective Scandium Leachability from Bauxite Residue. Metals 2018, 8, 915. [Google Scholar] [CrossRef] [Green Version]
- Zhu, X.; Li, W.; Xing, B.; Zhang, Y. Extraction of Scandium from Red Mud by Acid Leaching with CaF2 and Solvent Extraction with P507. J. Rare Earths 2020, 38, 1003–1008. [Google Scholar] [CrossRef]
- Yagmurlu, B.; Dittrich, C.; Friedrich, B. Effect of Aqueous Media on the Recovery of Scandium by Selective Precipitation. Metals 2018, 8, 314. [Google Scholar] [CrossRef] [Green Version]
- Rivera, R.M.; Xakalashe, B.; Ounoughene, G.; Binnemans, K.; Friedrich, B.; Van Gerven, T. Selective Rare Earth Element Extraction Using High-Pressure Acid Leaching of Slags Arising from the Smelting of Bauxite Residue. Hydrometallurgy 2019, 184, 162–174. [Google Scholar] [CrossRef]
- Borra, C.R.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Leaching of Rare Earths from Bauxite Residue (Red Mud). Miner. Eng. 2015, 76, 20–27. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Noble, A.; Yang, X.; Honaker, R. A Comprehensive Review of Rare Earth Elements Recovery from Coal-Related Materials. Minerals 2020, 10, 451. [Google Scholar] [CrossRef]
- Ochsenkühn-Petropulu, M.; Lyberopulu, T.; Parissakis, G. Selective Separation and Determination of Scandium from Yttrium and Lanthanides in Red Mud by a Combined Ion Exchange/Solvent Extraction Method. Anal. Chim. Acta 1995, 315, 231–237. [Google Scholar] [CrossRef]
- Anawati, J.; Azimi, G. Recovery of Scandium from Canadian Bauxite Residue Utilizing Acid Baking Followed by Water Leaching. Waste Manag. 2019, 95, 549–559. [Google Scholar] [CrossRef]
- Reid, S.; Tam, J.; Yang, M.; Azimi, G. Technospheric Mining of Rare Earth Elements from Bauxite Residue (Red Mud): Process Optimization, Kinetic Investigation, and Microwave Pretreatment. Sci. Rep. 2017, 7, 15252. [Google Scholar] [CrossRef] [Green Version]
- Shoppert, A.; Loginova, I.; Rogozhnikov, D.; Karimov, K.; Chaikin, L. Increased As Adsorption on Maghemite-Containing Red Mud Prepared by the Alkali Fusion-Leaching Method. Minerals 2019, 9, 60. [Google Scholar] [CrossRef] [Green Version]
- Vind, J.; Malfliet, A.; Bonomi, C.; Paiste, P.; Sajó, I.E.; Blanpain, B.; Tkaczyk, A.H.; Vassiliadou, V.; Panias, D. Modes of Occurrences of Scandium in Greek Bauxite and Bauxite Residue. Miner. Eng. 2018, 123, 35–48. [Google Scholar] [CrossRef]
- Zhang, N.; Li, H.-X.; Cheng, H.-J.; Liu, X.-M. Electron Probe Microanalysis for Revealing Occurrence Mode of Scandium in Bayer Red Mud. Rare Met. 2017, 36, 295–303. [Google Scholar] [CrossRef]
- Rivera, R.M.; Ulenaers, B.; Ounoughene, G.; Binnemans, K.; Van Gerven, T. Extraction of Rare Earths from Bauxite Residue (Red Mud) by Dry Digestion Followed by Water Leaching. Miner. Eng. 2018, 119, 82–92. [Google Scholar] [CrossRef]
- Levenspiel, O. Chemical Reaction Engineering, 3rd ed.; Wiley: New York, NY, USA, 1999; ISBN 978-0-471-25424-9. [Google Scholar]
- Dickinson, C.F.; Heal, G.R. Solid-liquid diffusion controlled rate equations. Thermochim. Acta 1999, 340–341, 89–103. [Google Scholar] [CrossRef]
- Boltzmann Fitting Function. 2021. Available online: https://www.originlab.com/doc/Origin-Help/Boltzmann-FitFunc (accessed on 17 December 2021).
- Chaikin, L.; Shoppert, A.; Valeev, D.; Loginova, I.; Napol’skikh, J. Concentration of Rare Earth Elements (Sc, Y, La, Ce, Nd, Sm) in Bauxite Residue (Red Mud) Obtained by Water and Alkali Leaching of Bauxite Sintering Dust. Minerals 2020, 10, 500. [Google Scholar] [CrossRef]
- Le, T.; Ju, S.; Lu, L.; Peng, J.; Zhou, L.; Wang, S. A Novel Process and its Mechanism for Recovering Alumina from Diasporic Bauxite. Hydrometallurgy 2017, 169, 124–134. [Google Scholar] [CrossRef]
- He, Q.; Qiu, J.; Rao, M.; Xiao, Y. Leaching Behaviors of Calcium and Aluminum from an Ionic Type Rare Earth Ore Using MgSO4 as Leaching Agent. Minerals 2021, 11, 716. [Google Scholar] [CrossRef]
- Xiao, Y.; Feng, Z.; Huang, X.; Huang, L.; Chen, Y.; Wang, L.; Long, Z. Recovery of rare earths from weathered crust elutiondeposited rare earth ore without ammonia-nitrogen pollution: I. leaching with magnesium sulfate. Hydrometallurgy 2015, 153, 58–65. [Google Scholar] [CrossRef]
- Xiao, Y.F.; Chen, Y.Y.; Feng, Z.Y.; Huang, X.W.; Huang, L.; Long, Z.Q.; Cui, D.L. Leaching characteristics of ion-adsorption type rare earths ore with magnesium sulfate. Trans. Nonferrous Met. Soc. China 2015, 25, 3784–3790. [Google Scholar] [CrossRef]
- Lin, P.; Yang, X.; Werner, J.M.; Honaker, R.Q. Application of Eh-pH Diagrams on Acid Leaching Systems for the Recovery of REEs from Bastnaesite, Monazite and Xenotime. Metals 2021, 11, 734. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Major Components, wt% | |||||||||||
| Fe2O3 | TiO2 | SiO2 | Al2O3 | MnO | Na2O | MgO | CO2 | CaO | ZrO2 | LOI | |
| 65.50 | 7.79 | 6.02 | 5.04 | 1.29 | 0.78 | 0.75 | 0.65 | 0.39 | 0.26 | 11.52 | |
| Minor Components, mg kg−1 | |||||||||||
| CeO2 | La2O3 | Nd2O3 | Nb2O5 | Sc2O3 | Y2O3 | ||||||
| 862 | 365 | 322 | 241 | 212 | 196 | ||||||
| Equation No. | Fitting Results (R2) | ||||
|---|---|---|---|---|---|
| 60 °C | 65 °C | 70 °C | 75 °C | 80 °C | |
| (2) | 0.957 | 0.950 | 0.940 | 0.935 | 0.921 |
| (3) | 0.733 | 0.724 | 0.712 | 0.706 | 0.687 |
| (4) | 0.982 | 0.980 | 0.974 | 0.974 | 0.967 |
| Major Components, wt% | |||||||||||
| Fe2O3 | TiO2 | SiO2 | Al2O3 | MnO | Na2O | MgO | CO2 | CaO | ZrO2 | LOI | |
| 76.27 | 8.87 | 6.80 | 1.41 | 1.48 | 0.93 | 0.66 | 1.05 | 0.23 | 0.25 | 1.59 | |
| Minor Components, mg kg−1 | |||||||||||
| CeO2 | La2O3 | Nd2O3 | Nb2O5 | Sc2O3 | Y2O3 | ||||||
| 904 | 156 | 76 | 201 | 110 | 20 | ||||||
| Element | Fe | Al | Ti | Ca | Mg | Na | Mn | Zr | La | Y | Nd | Ce | Sc | Nb | Th |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Extraction, wt% | 2.9 | 77.1 | 6.6 | 53.2 | 27.3 | 18.0 | 6.1 | 22.8 | 65.0 | 91.6 | 43.2 | 14.0 | 57.5 | 34.7 | 19.7 |
| Concentration, mg L−1 | 1330 | 2050 | 394 | 191 | 157 | 132 | 78 | 57 | 26 | 18 | 15 | 13 | 8 | 7 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoppert, A.; Loginova, I.; Napol’skikh, J.; Kyrchikov, A.; Chaikin, L.; Rogozhnikov, D.; Valeev, D. Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method. Materials 2022, 15, 433. https://doi.org/10.3390/ma15020433
Shoppert A, Loginova I, Napol’skikh J, Kyrchikov A, Chaikin L, Rogozhnikov D, Valeev D. Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method. Materials. 2022; 15(2):433. https://doi.org/10.3390/ma15020433
Chicago/Turabian StyleShoppert, Andrei, Irina Loginova, Julia Napol’skikh, Aleksey Kyrchikov, Leonid Chaikin, Denis Rogozhnikov, and Dmitry Valeev. 2022. "Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method" Materials 15, no. 2: 433. https://doi.org/10.3390/ma15020433
APA StyleShoppert, A., Loginova, I., Napol’skikh, J., Kyrchikov, A., Chaikin, L., Rogozhnikov, D., & Valeev, D. (2022). Selective Scandium (Sc) Extraction from Bauxite Residue (Red Mud) Obtained by Alkali Fusion-Leaching Method. Materials, 15(2), 433. https://doi.org/10.3390/ma15020433