
Microstructure Evolution of 2A12 Aluminum Alloy under Isothermal Heat Treatment Direct Writing Process


Abstract
:1. Introduction
2. Materials and Methods
3. Results
3.1. Semi-Solid Isothermal Heat Treatment Process and Microstructure Analysis
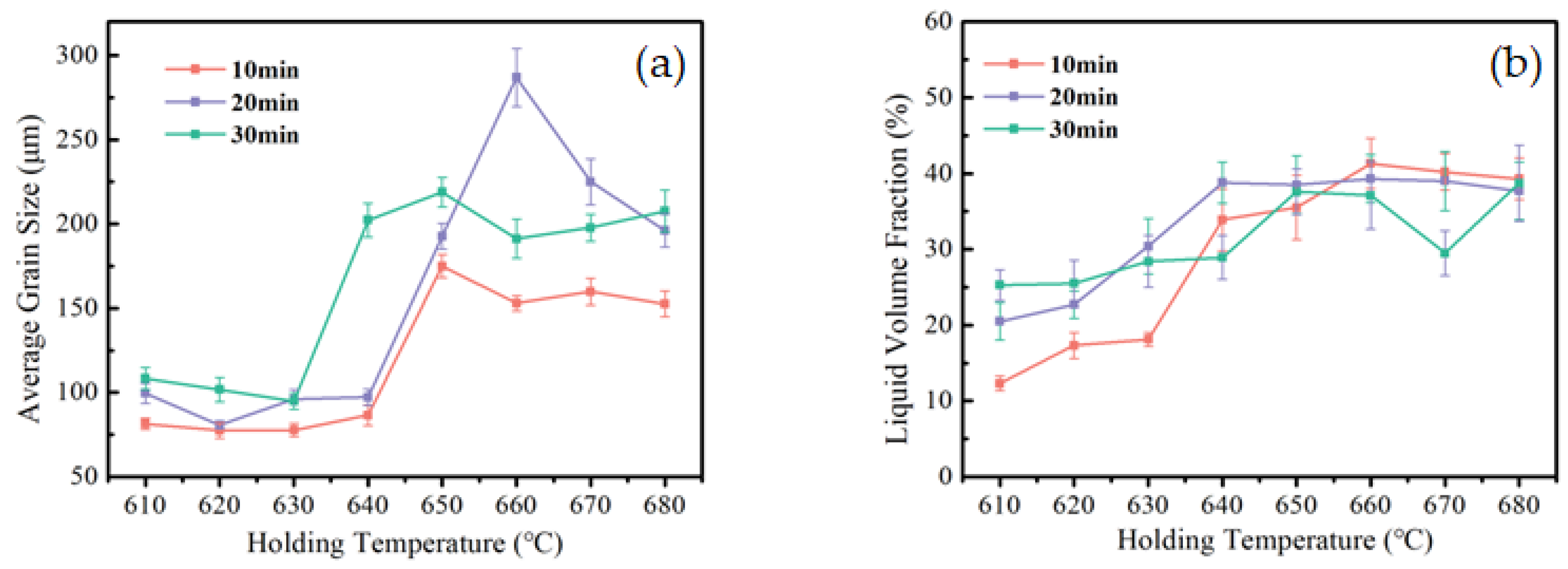
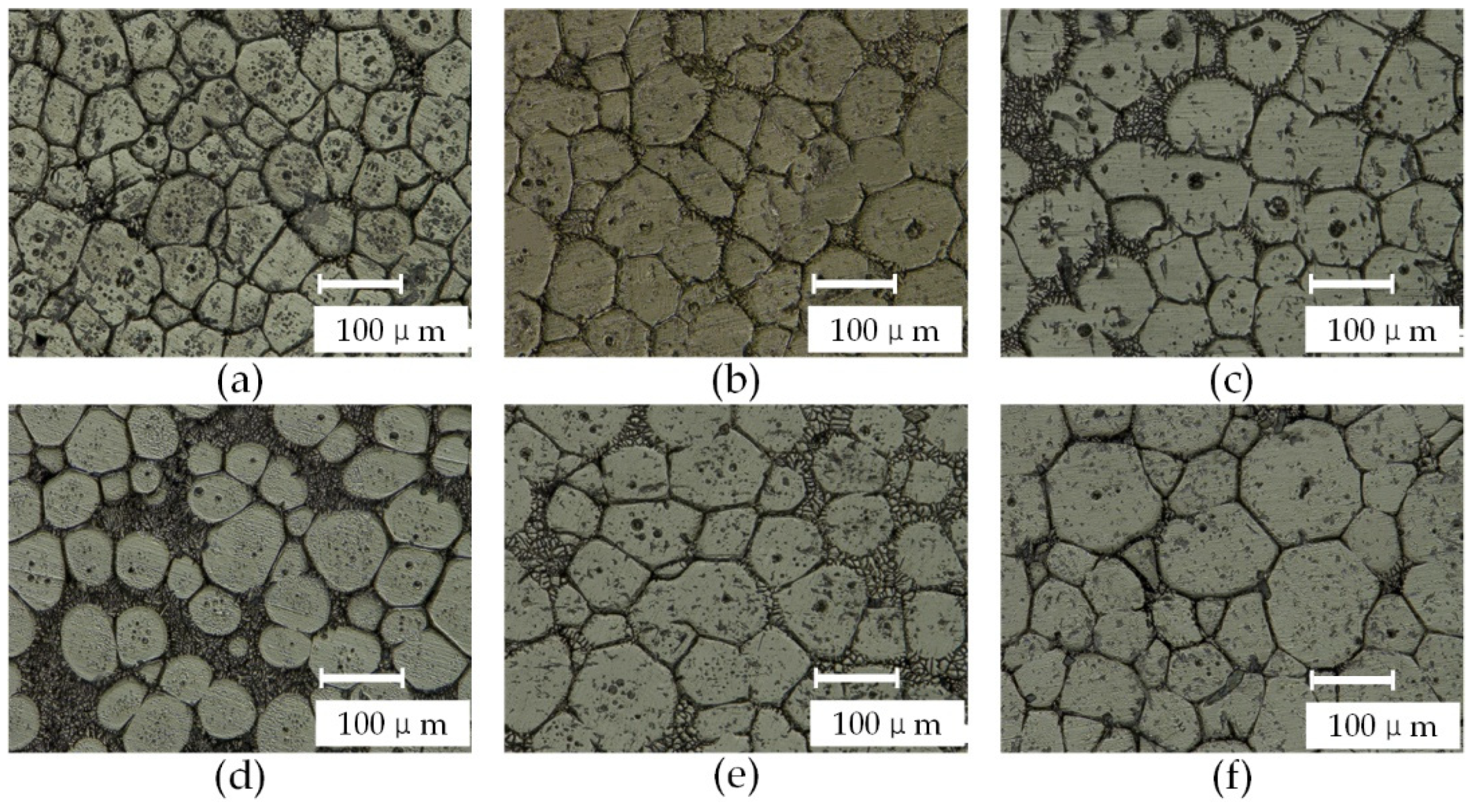
3.1.1. Effects of Holding Temperature on the Semi-Solid Microstructure
3.1.2. Effects of Holding Time on the Semi-Solid Microstructure
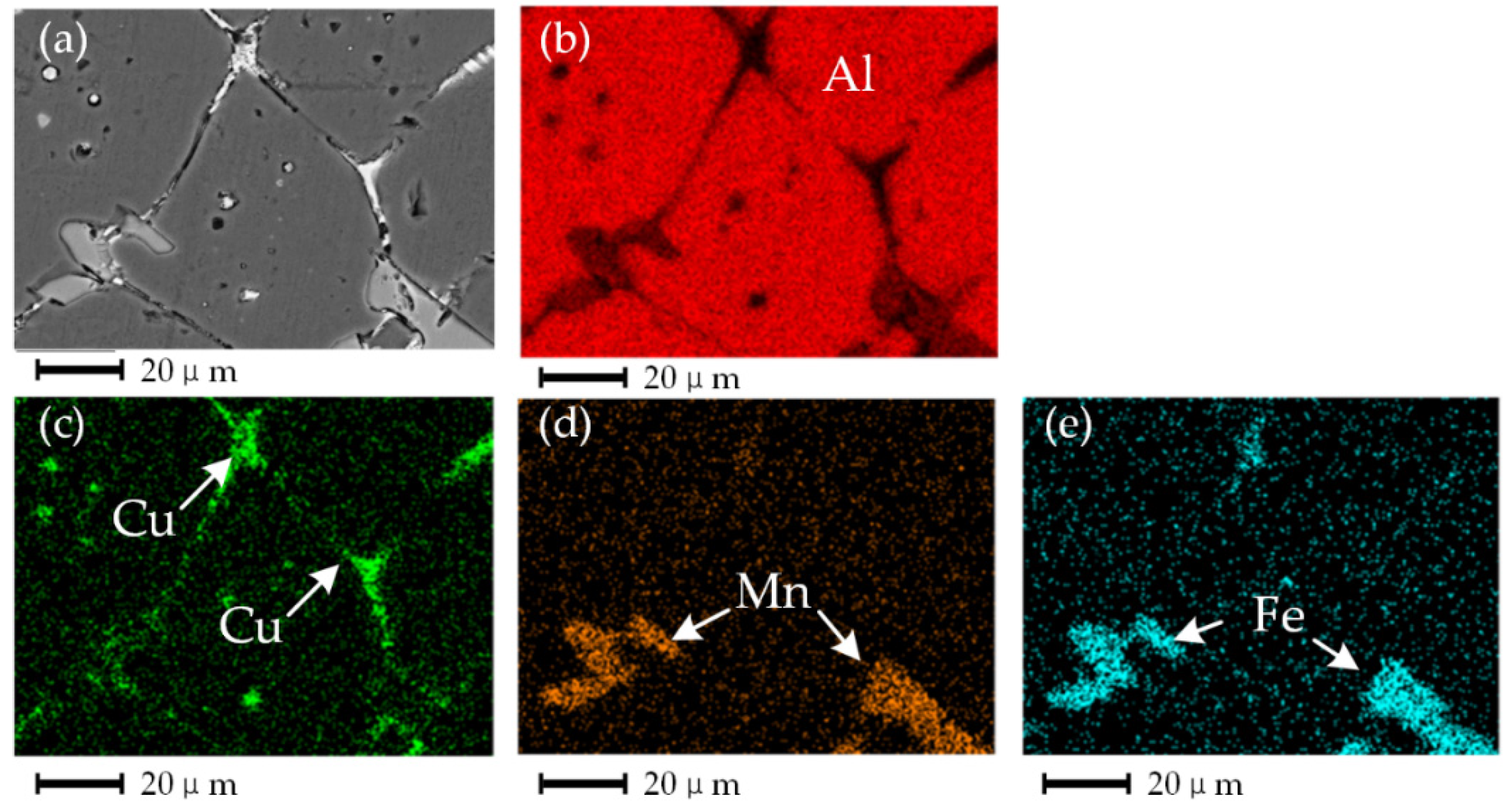
3.2. Mechanism of Semi-Solid Microstructure Evolution
4. Discussion
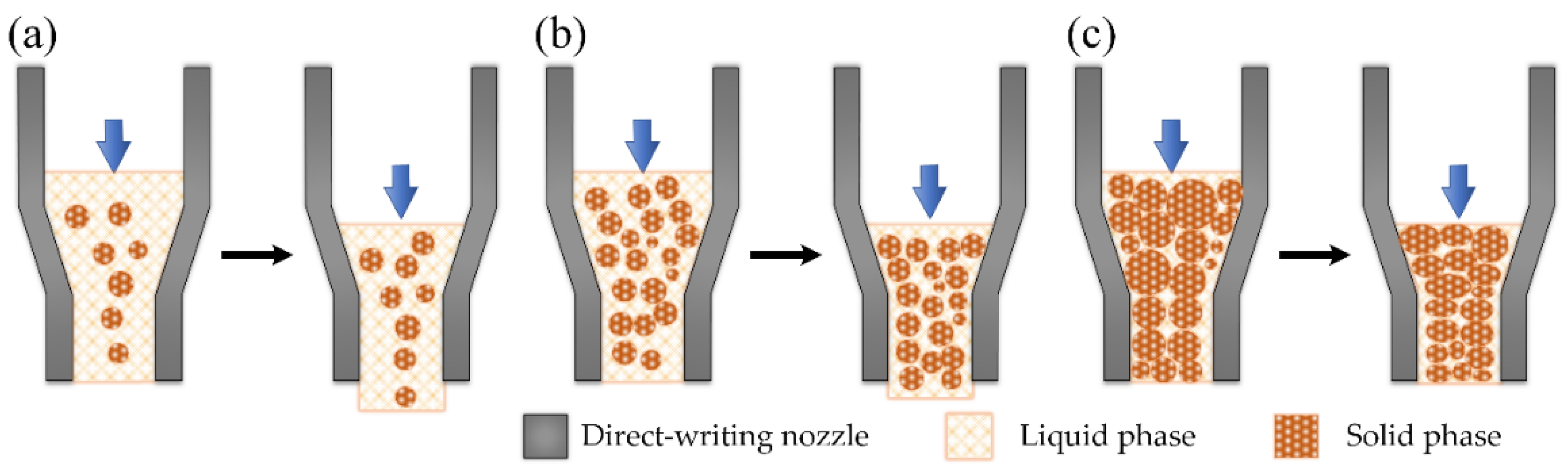
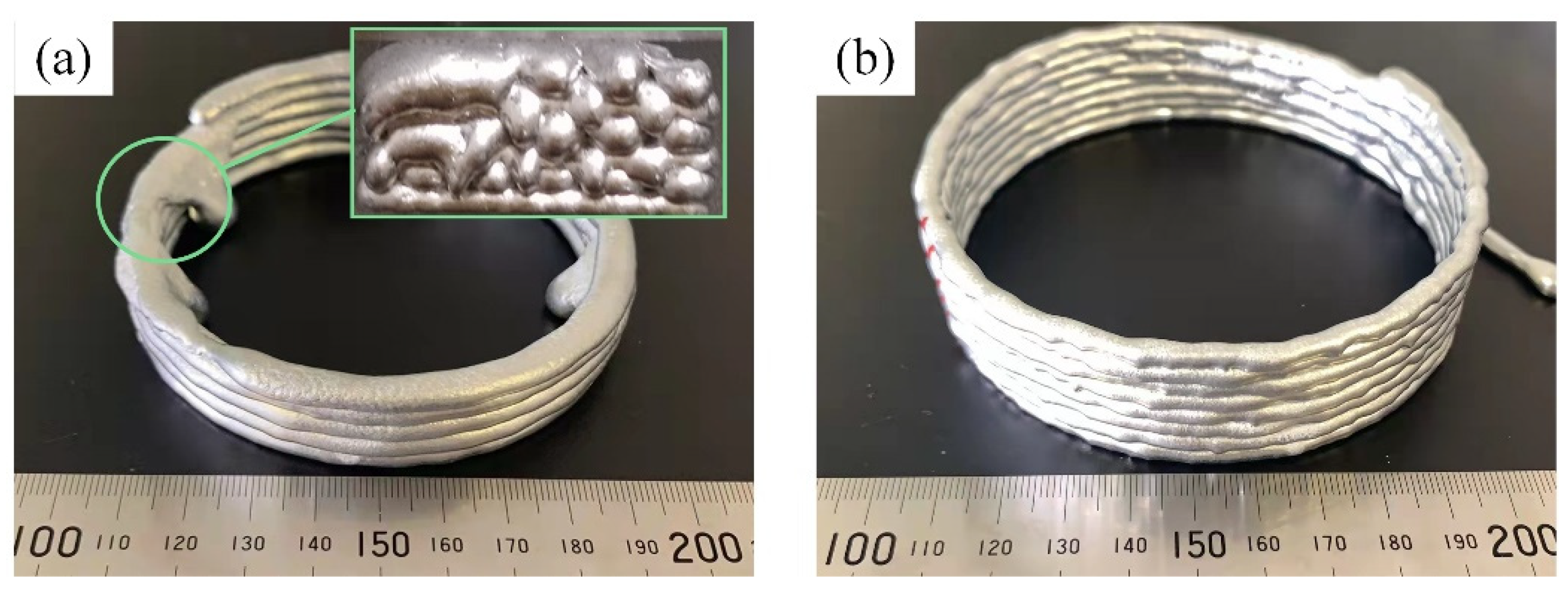
- Liquid-phase flow. The liquid phase surrounds the solid phase particles, each independent of the other as shown in Figure 13a. After compression, the solid phase particles gather in the center, and the liquid phase flows to the edge and gradually solidifies after the deformation. At this time, the deformation of the semi-solid metal is close to liquid, and the deformation extrusion force is tiny. However, the formation trajectory will deform and collapse when deposited on the substrate because the solid phase composition is too little to support its weight. The forming specimen is shown in Figure 14a.
- Liquid-solid phase mixed flow. During deformation, the solid phase particles are surrounded by the liquid phase and flow independently of each other with the liquid phase as shown in Figure 13b. At this time, the pressure can overcome the constraints and friction caused by the space around the solid phase particles, and the required extrusion pressure is slight [29]. At the same time, the solid phase particles play a skeleton role after extrusion, supporting the direct-writing metal to maintain the track shape, which is not easy to collapse when it accumulates between the layers. The formation specimen is shown in Figure 14b.
- Slide movement and deformation between solid-phase particles. At this high solid-phase fraction condition, the solid phase particles in the semi-solid metal are relatively close, and the flow is mainly realized by the crystal boundary slip between the solid phase particles, as shown in Figure 13c.
5. Conclusions
- (1)
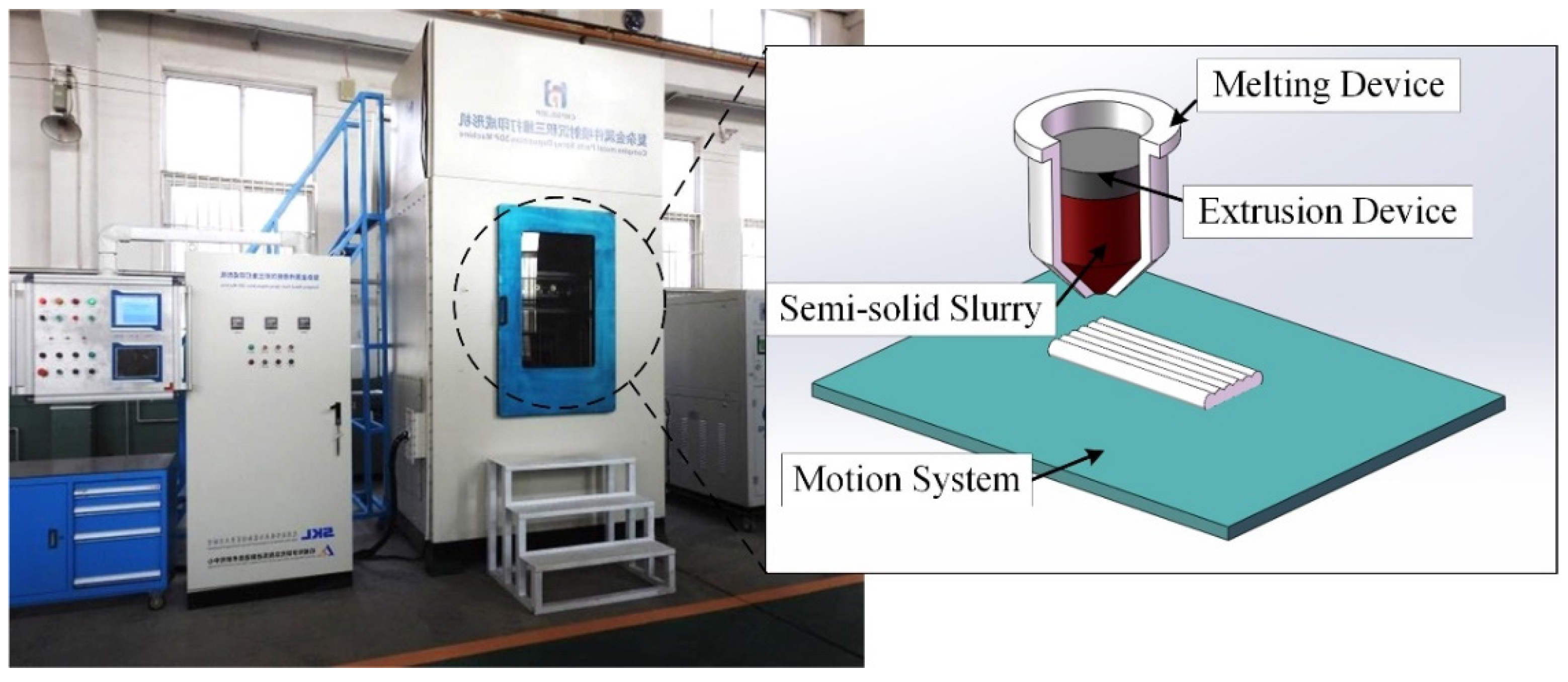
- A melting direct-writing semi-solid metal process based on isothermal heat treatment is proposed, and the correspondence between the isothermal treatment parameters and the semi-solid microstructure of 2A12 aluminum alloy is established.
- (2)
- The evolution mechanism of the semi-solid microstructure under isothermal treatment conditions is proposed to realize the reconstruction of a microstructure change law in the semi-solid melting direct writing process.
- (3)
- After the semi-solid melting direct-writing test study, a corresponding relationship between the semi-solid microstructure and the extrusion-forming performance is obtained. The liquid-solid phase mixed-flow mechanism provides favorable conditions for the semi-solid melting direct-writing forming.
- (4)
- The semi-solid isothermal treatment process parameters that are suitable for 2A12 aluminum-alloy direct writing were selected. When the holding temperature is 640–650 °C and the holding time is 20–25 min, the liquid volume fraction reaches about 40%, achieving a uniform and stable direct-writing formation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Flemings, M.C. Behavior of metal alloys in the semisolid state. Metall. Mater. Trans. B 1991, 22, 957–981. [Google Scholar] [CrossRef]
- Fan, Z. Semi-Solid Metal Processing. Int. Mater. Rev. 2002, 47, 49–85. [Google Scholar] [CrossRef]
- Guimin, L.U. Progress in investigation of semisolid forming for aluminium alloys. Spec. Cast. Nonferrous Alloy. 2008, 29–36. [Google Scholar]
- Midson, S.P. Industrial Applications for Aluminum Semi-Solid Castings. Solid State Phenom. 2015, 217, 487–495. [Google Scholar] [CrossRef]
- Rogal, L. Critical assessment: Opportunities in developing semi-solid processing: Aluminium, magnesium, and high-temperature alloys. Mater. Sci. Technol. 2017, 33, 759–764. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Hague, R. 3D printing of Aluminium alloys: Additive Manufacturing of Aluminium alloys using selective laser melting. Prog. Mater Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Teoh, X.Y.; Zhang, B.; Belton, P.; Chan, S.Y.; Qi, S. The Effects of Solid Particle Containing Inks on the Printing Quality of Porous Pharmaceutical Structures Fabricated by 3D Semi-Solid Extrusion Printing. Pharm. Res. 2022, 39, 1267–1279. [Google Scholar] [CrossRef]
- Curle, U.A. Semi-solid near-net shape rheocasting of heat treatable wrought aluminum alloys. In Proceedings of the International Conference on Semi-Solid Processing of Alloys and Composites, S2P2010, Beijing, China, 16 September 2010. [Google Scholar]
- Kapranos, P.; Ward, P.J.; Atinson, H.V. Near net shaping by semi-solid metal processing. Mater. Des. 2000, 21, 387–394. [Google Scholar] [CrossRef]
- Li, Y.; Yu, X.; Zhou, R.; Li, L.; Zhang, Y.; Xiao, H. Microstructure evolution and coarsening kinetics of semisolid CuSn10P1 alloy under short-time isothermal treatment. Mater. Res. Express 2021, 8, 046535. [Google Scholar] [CrossRef]
- Mohammadi, H.; Ketabchi, M.; Kalaki, A. Microstructure evolution of semi-solid 7075 aluminum alloy during reheating process. J. Mater. Eng. Perform. 2011, 20, 1256–1263. [Google Scholar] [CrossRef]
- Saklakoglu, N.; Saklakoglu, I.E.; Tanoglu, M.; Oztas, O.; Cubukcuoglu, O. Mechanical properties and microstructural evaluation of AA5013 aluminum alloy treated in the semi-solid state by SIMA process. J. Mater. Process. Technol. 2004, 148, 103–107. [Google Scholar] [CrossRef]
- Sang-Yong, L.; Jung-Hwan, L.; Young-Seon, L. Characterization of Al 7075 alloys after cold working and heating in the semi-solid temperature range. J. Mater. Processing Technol. 2001, 111, 42–47. [Google Scholar] [CrossRef]
- Liang, R.B. Effect of semi-solid isothermal heat treatment on the microstructure of Mg-6A1-1Zn-0.7Si alloy. J. Mater. Process. Technol. 2008, 206, 374–381. [Google Scholar]
- Loué, W.; Suéry, M. Microstructural evolution during partial remelting of AlSi7Mg alloys. Mater. Sci. Eng. A 1995, 203, 1–13. [Google Scholar] [CrossRef]
- Tang, Q.; Sun, H.; Zhou, M.; Quan, G. Effect of Y addition on the semi-solid microstructure evolution and the coarsening kinetics of SIMA AZ80 magnesium alloy. Metals 2017, 7, 416. [Google Scholar] [CrossRef]
- Zhang, Z.y.; Huang, X.f.; Yang, F.; Zhang, S.; Fu, J.l. Effect of La addition on semi-solid microstructure evolution of Mg-7Zn magnesium alloy. China Foundry 2022, 1–8. [Google Scholar] [CrossRef]
- Nie, S.; Gao, B.; Wang, X.; Cao, Z.; Wang, T. The Influence of Holding Time on the Microstructure Evolution of Mg-10Zn-6.8Gd-4Y Alloy during Semi-Solid Isothermal Heat Treatment. Metals 2019, 9, 420. [Google Scholar] [CrossRef]
- Nie, X.; Dong, S.; Wang, F.; Jin, L.; Dong, J. Effects of holding time and Zener-Hollomon parameters on deformation behavior of cast Mg-8Gd-3Y alloy during double-pass hot compression. J. Mater. Sci. Technol. 2018, 34, 7. [Google Scholar] [CrossRef]
- Sun, B.; Zhang, Y.; Quan, G.; Li, B. Microstructures evolution of AZ80 magnesium alloy in semi-solid isothermal treatment process. Rare Met. Mat. Eng. 2016, 43, 403–407. [Google Scholar]
- Chu, C.L.; Wu, X.Q.; Qiu, S.C.; Tang, B.B.; Yin, Z.; Yan, H.; Luo, C.; Hu, Z. Microstructure and Gd-rich phase evolution of as-cast AZ31-xGd magnesium alloys during semi-solid isothermal heat treatment. J. Cent. South Univ. 2021, 28, 1–15. [Google Scholar] [CrossRef]
- Das, P.; Samanta, S.K.; Das, R.; Dutta, P. Optimization of degree of sphericity of primary phase during cooling slope casting of A356 Al alloy: Taguchi method and regression analysis. Measurement 2014, 55, 605–615. [Google Scholar] [CrossRef]
- Jiang, J.; Ying, W.; Xi, N.; Xiao, G. Microstructure evolution of semisolid billet of nano-sized SiCp/7075 aluminum matrix composite during partial remelting process. Mater. Des. 2016, 96, 36–43. [Google Scholar] [CrossRef]
- Fan, J.; Yang, G.; Tao, H.; Liu, S.; Jie, W. Isothermal Grain Coarsening of Extruded Mg-5.5Zn-2Gd-0.6Zr Magnesium Alloy by Simple Strain-Induced Melt Activation Process. Rare Met. Mater. Eng. 2015, 44, 2196–2202. [Google Scholar]
- Liang, Z.; Zhan-Yi, C.; Yong-Bing, L. Microstructure evolution of semi-solid Mg-14Al-0.5Mn alloys during isothermal heat treatment. Trans. Nonferrous Met. Soc. China 2010, 20, 5. [Google Scholar]
- Atkinson, H.V.; Liu, D. Microstructural coarsening of semi-solid aluminium alloys. Mater. Sci. Eng. A 2008, 496, 439–446. [Google Scholar] [CrossRef]
- Janudom, S.; Wannasin, J.; Basem, J.; Wisutmethangoon, S. Characterization of flow behavior of semi-solid slurries containing low solid fractions in high-pressure die casting. Acta Mater. 2013, 61, 6267–6275. [Google Scholar] [CrossRef]
- Chen, Y.N.; Wei, J.F.; Zhao, Y.Q. Investigation on microstructure and mechanical properties of Ti14 alloy after semisolid deformation. Mater. Sci. Technol. 2014, 27, 449–452. [Google Scholar] [CrossRef]
- Rogal, L. On the microstructure and mechanical properties of alcocrcuni high entropy alloy processed in the semi-solid state. Mater. Sci. Eng. A 2017, 709, 139–151. [Google Scholar] [CrossRef]
- Langlais, J.; Bouchard, D.; Lemieux, A.; Andrade, N. Impact of Semi-Solid Process Parameters on the Microstructure, Morphology and Mechanical Properties of A356 Alloy. In Proceedings of the 45th International Conference of Metallurgists, Montréal, QC, Canada, 1–4 October 2006. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Mn | Fe | Si | Zn |
|---|---|---|---|---|---|---|
| Wt/% | 0.83~1.9 | 0.21~1.8 | ≤0.3 | ≤0.5 | ≤0.5 | ≤0.3 |
| Tests | Holding Temperature (°C) | Holding Time (min) |
|---|---|---|
| Temperature tests | 610, 620, 630, 640, 650, 660, 670, 680 | 20 |
| Time tests | 650 | 10, 15, 20, 25, 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rong, W.; Shan, Z.; Wang, B.; Wang, Y.; Wang, J. Microstructure Evolution of 2A12 Aluminum Alloy under Isothermal Heat Treatment Direct Writing Process. Materials 2022, 15, 6279. https://doi.org/10.3390/ma15186279
Rong W, Shan Z, Wang B, Wang Y, Wang J. Microstructure Evolution of 2A12 Aluminum Alloy under Isothermal Heat Treatment Direct Writing Process. Materials. 2022; 15(18):6279. https://doi.org/10.3390/ma15186279
Chicago/Turabian StyleRong, Wenjuan, Zhongde Shan, Baoyu Wang, Yongwei Wang, and Jialin Wang. 2022. "Microstructure Evolution of 2A12 Aluminum Alloy under Isothermal Heat Treatment Direct Writing Process" Materials 15, no. 18: 6279. https://doi.org/10.3390/ma15186279
APA StyleRong, W., Shan, Z., Wang, B., Wang, Y., & Wang, J. (2022). Microstructure Evolution of 2A12 Aluminum Alloy under Isothermal Heat Treatment Direct Writing Process. Materials, 15(18), 6279. https://doi.org/10.3390/ma15186279