
Mechanical and Wetting Properties of Ta2O5 and ZnO Coatings on Alloy Substrate of Cardiovascular Stents Manufactured by Casting and DMLS

 ,
,  ,
,  , ,
, ,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
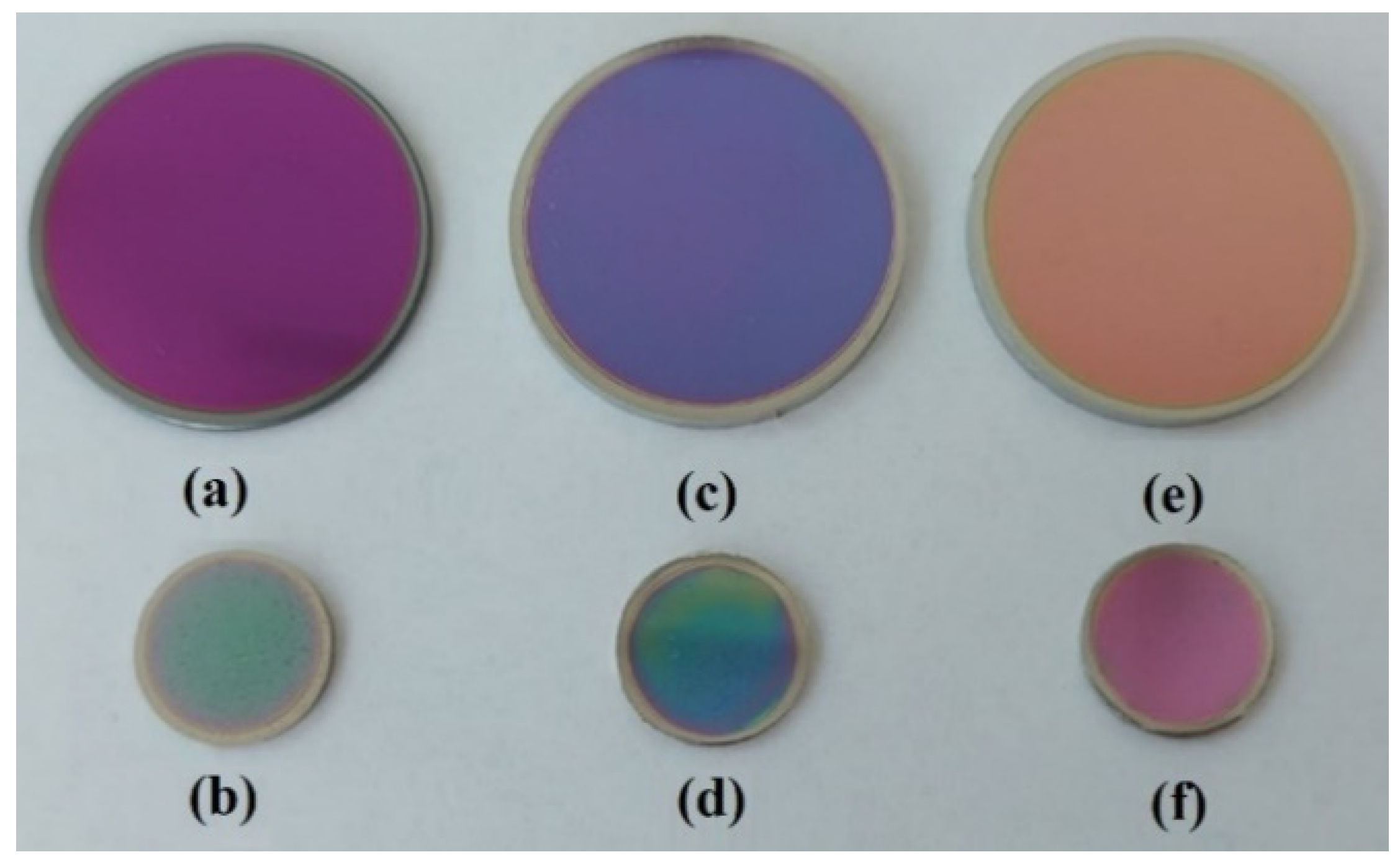
2.1. Co–Cr Samples Made by DMLS Process and Cast 304L Stainless Steel, Coated with Ta2O5/ZnO by E-Gun Technology
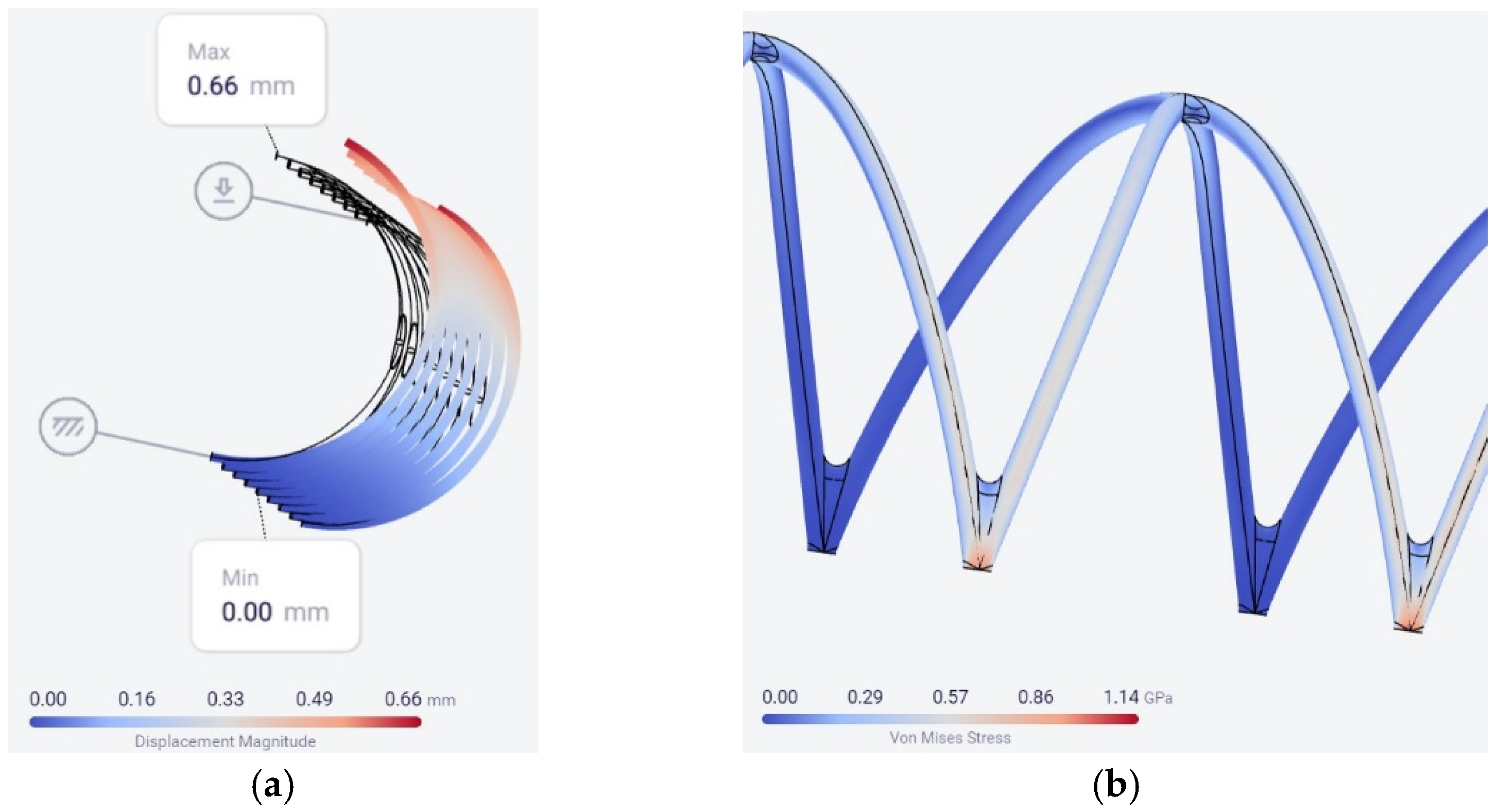
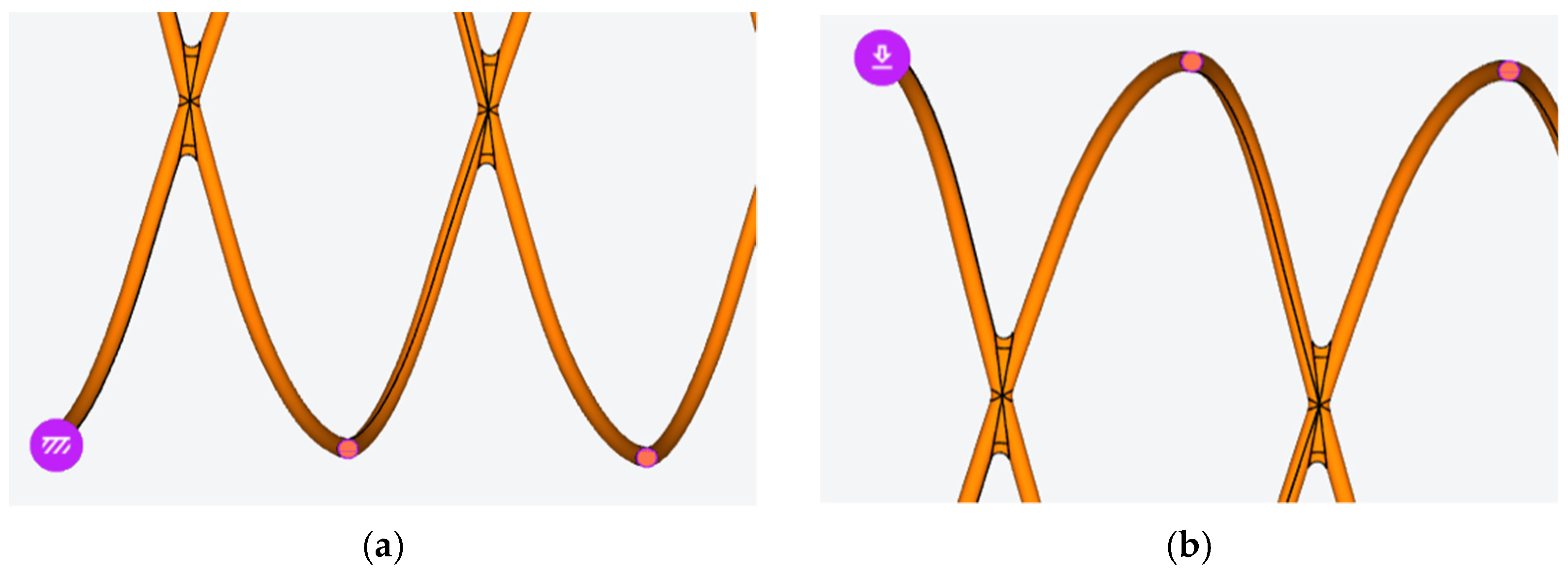
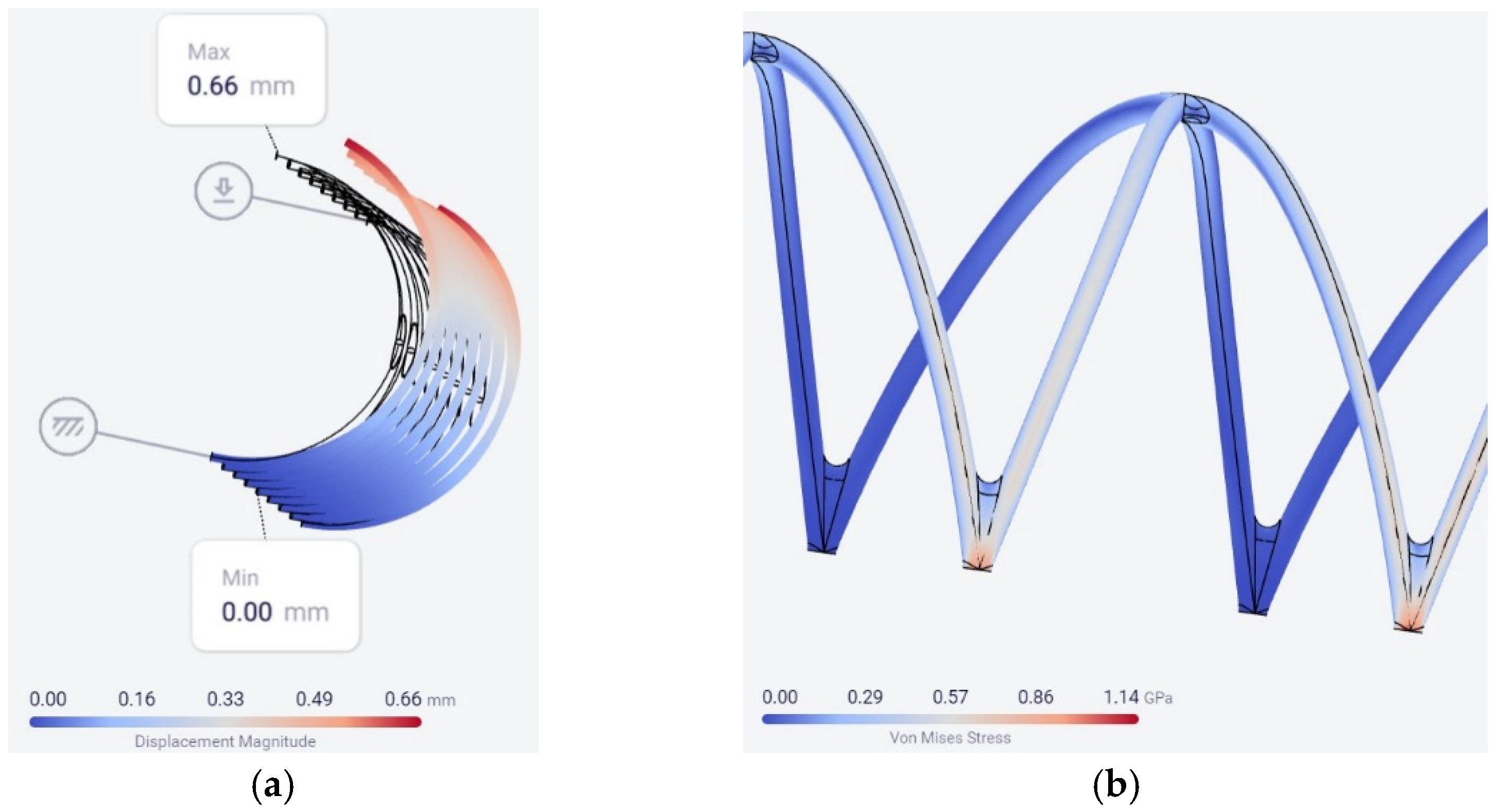
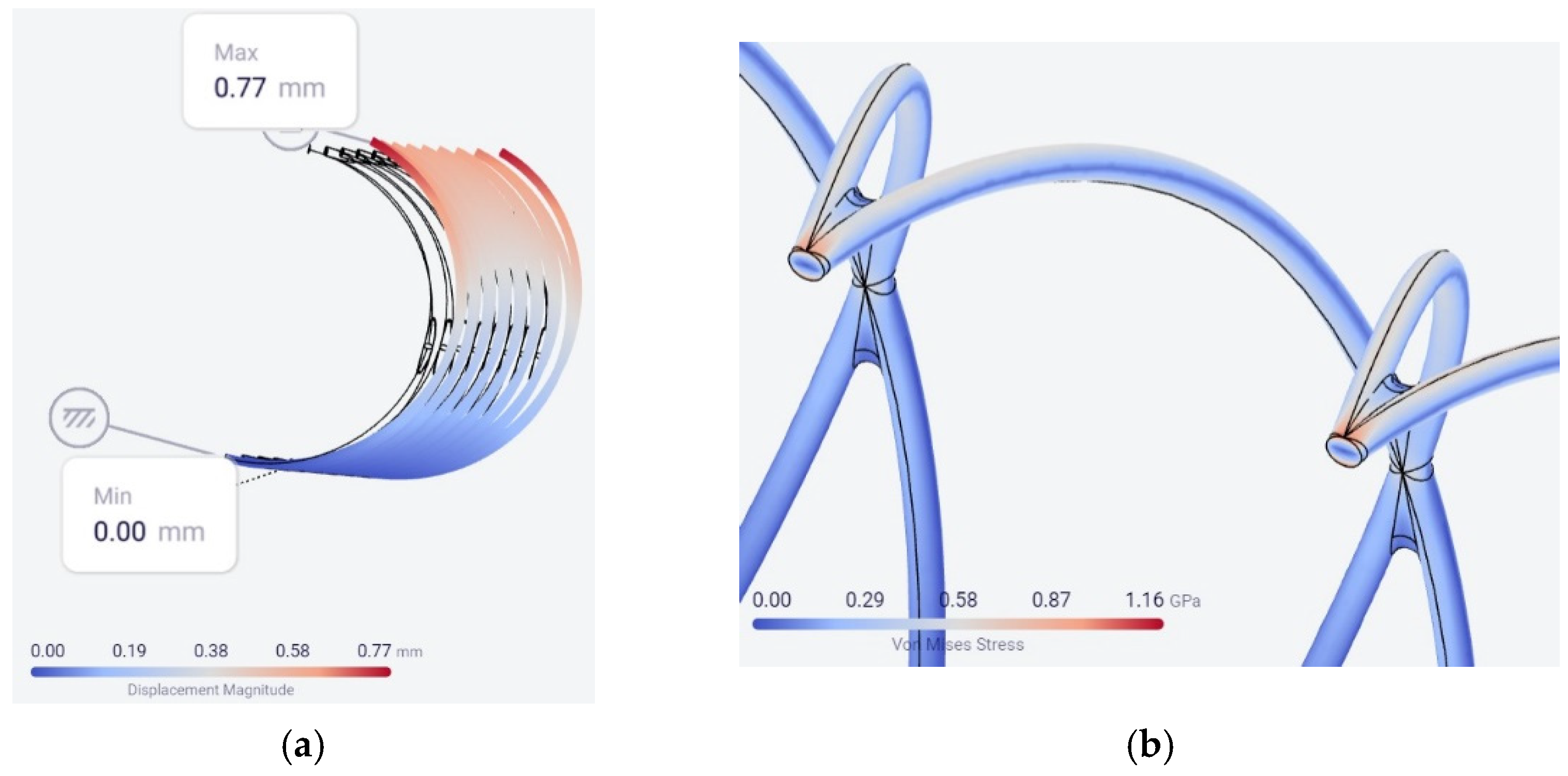
2.2. Finite Element Analysis of the Cardiovascular Stents of Co–Cr Alloy Manufactured by DMLS Process and by Cast Stainless Steel 304L
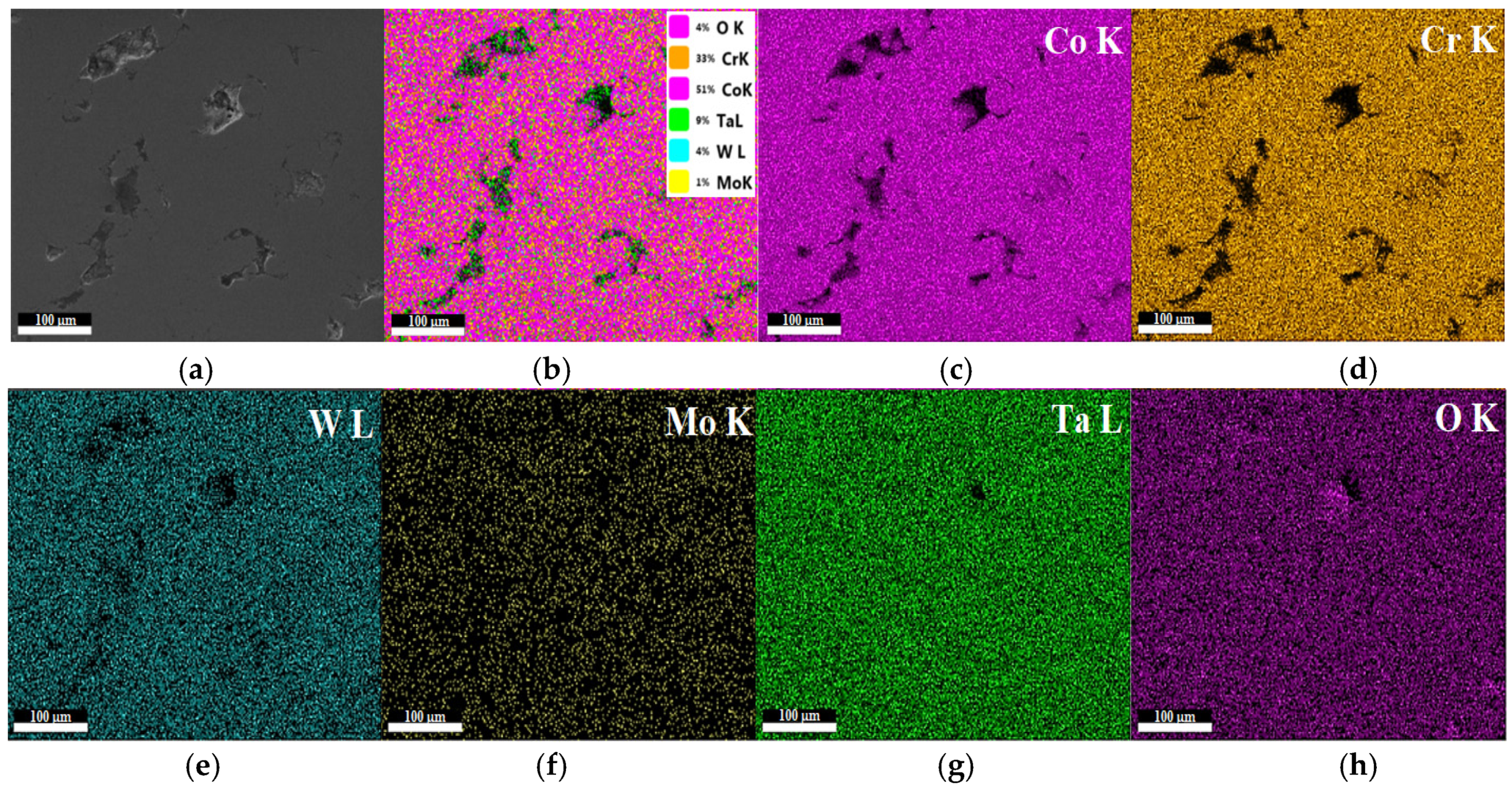
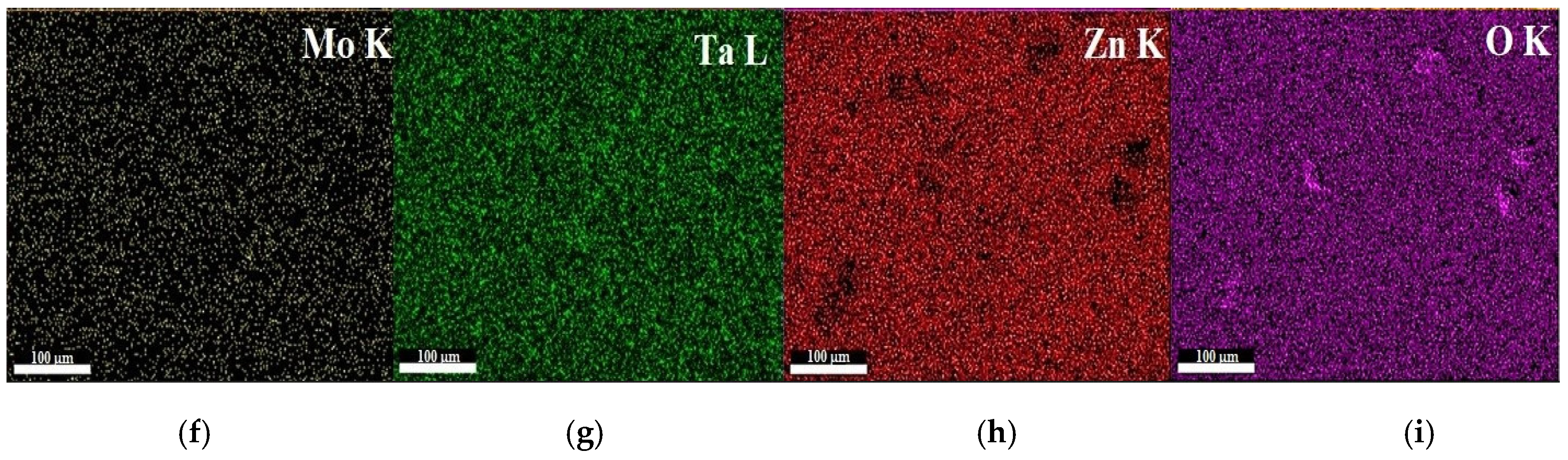
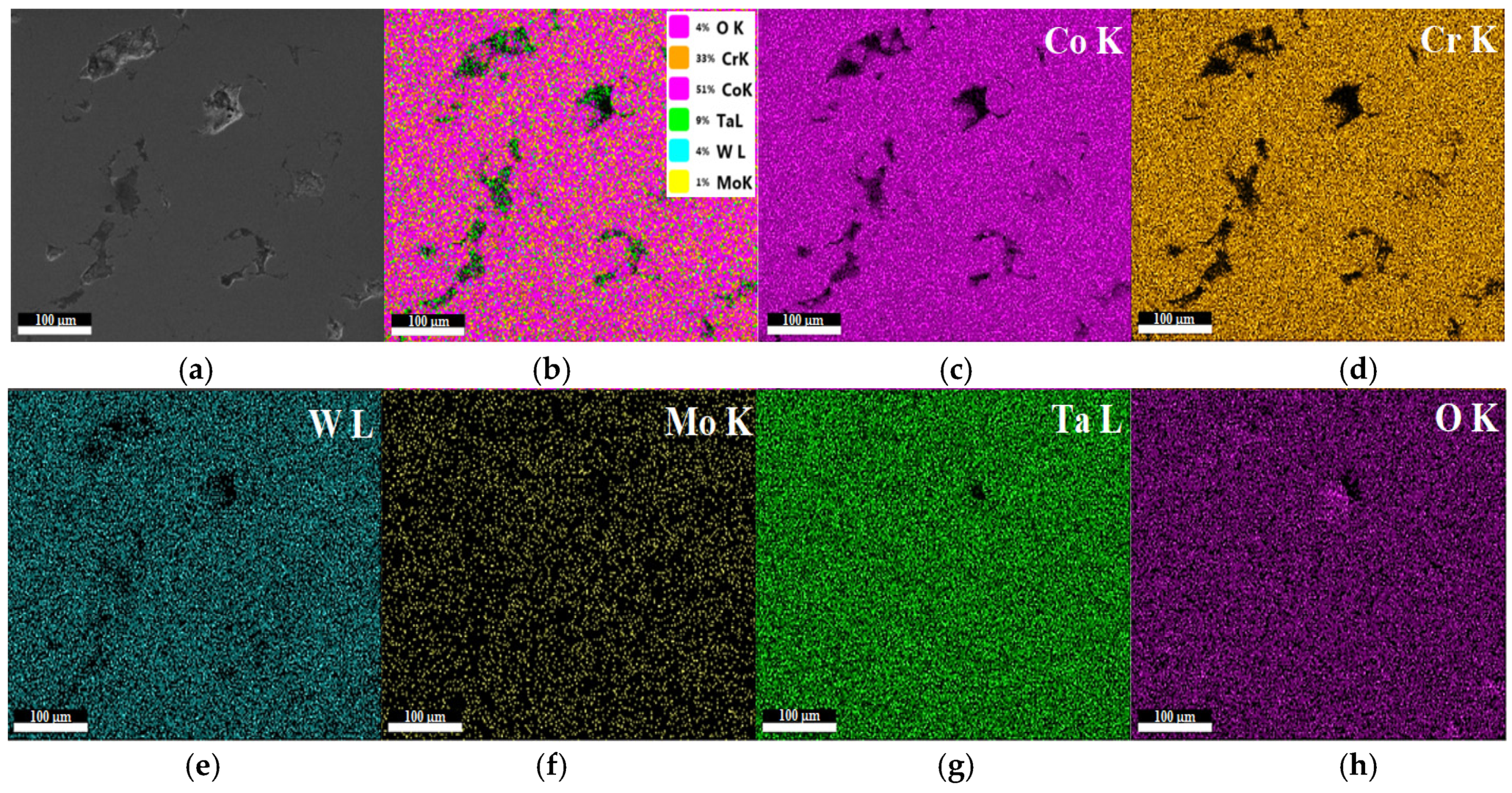
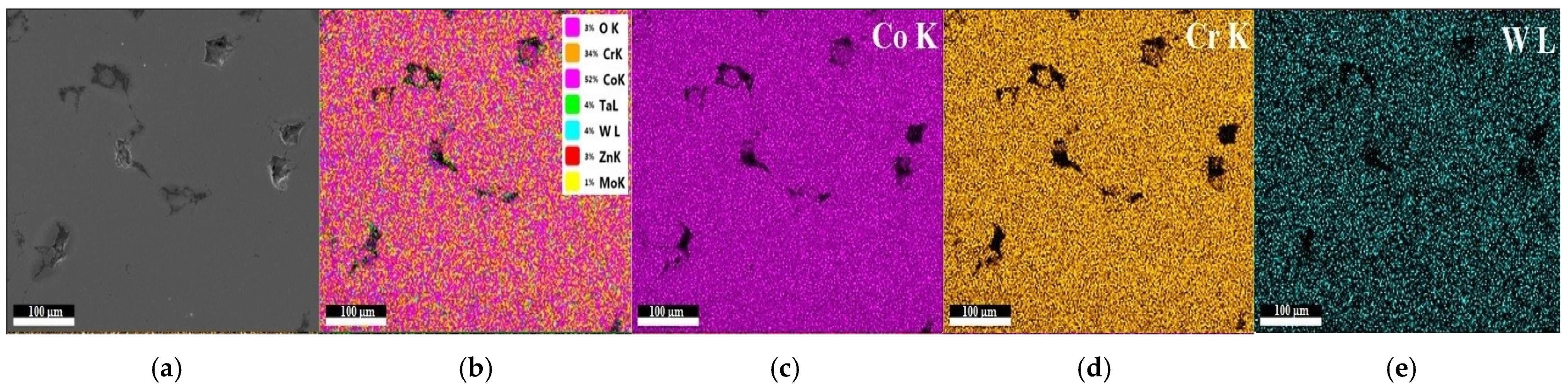
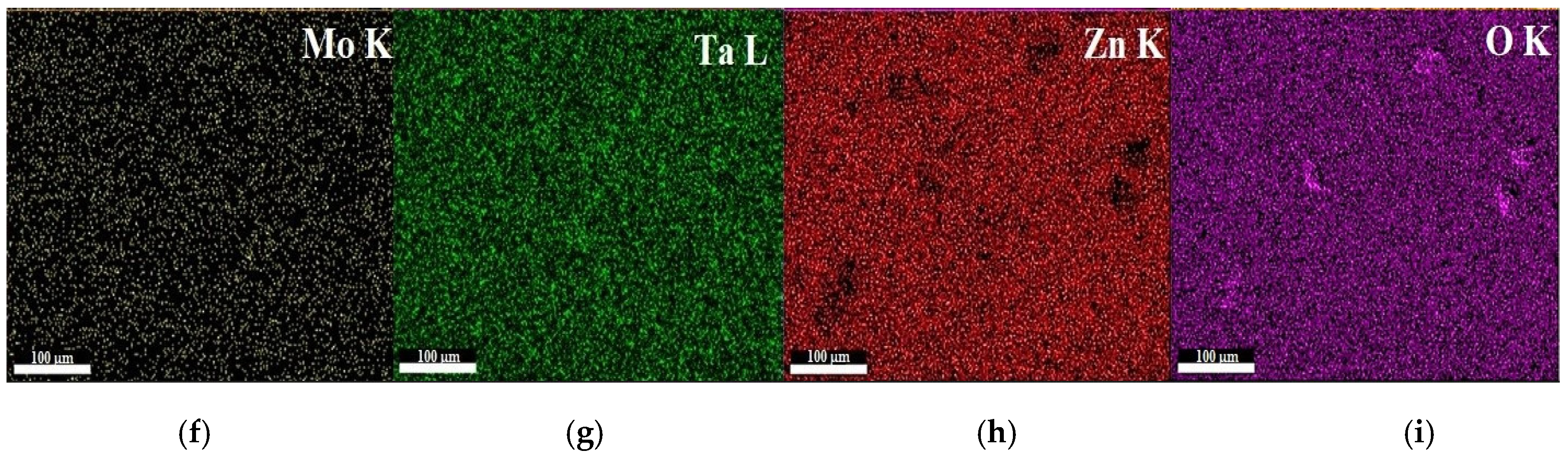
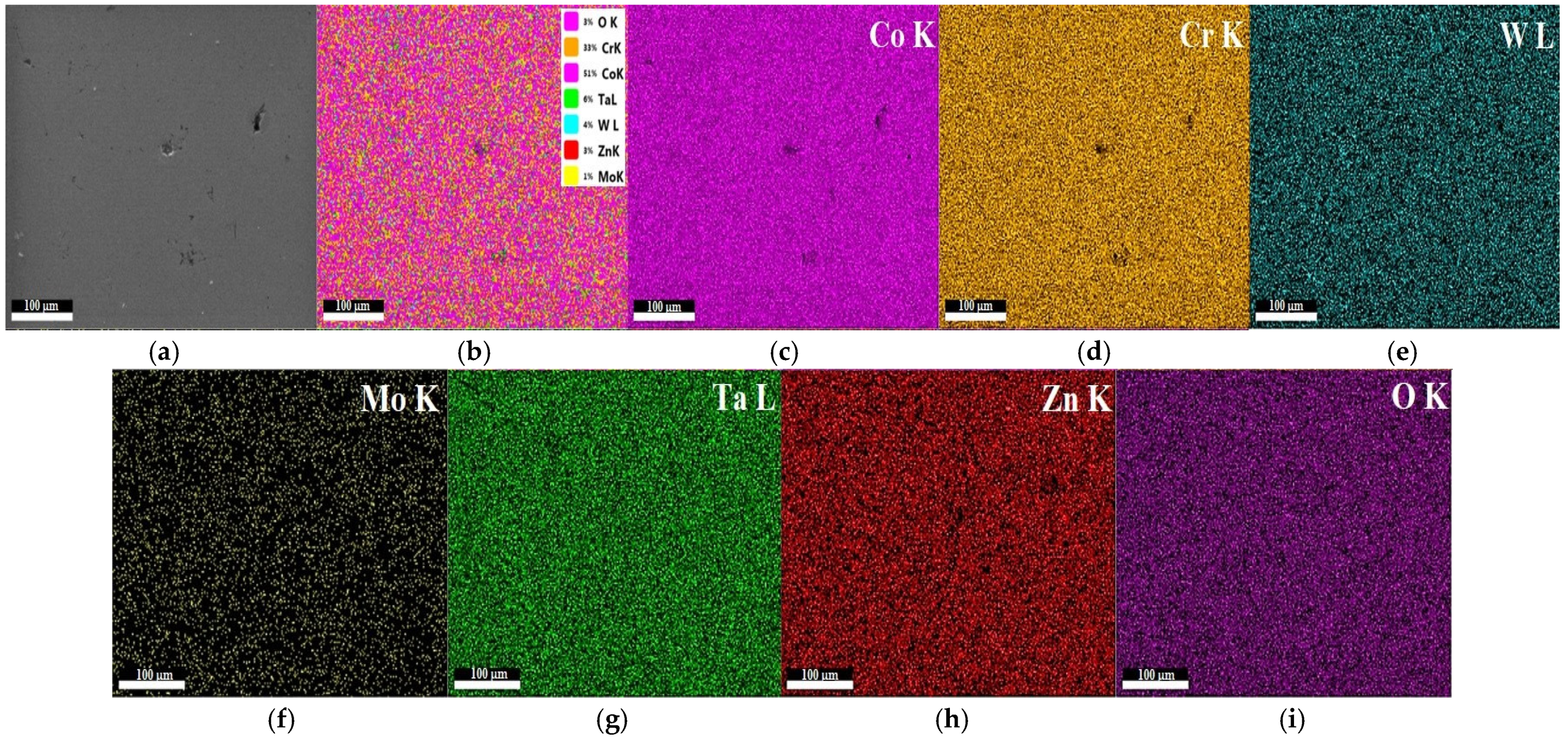
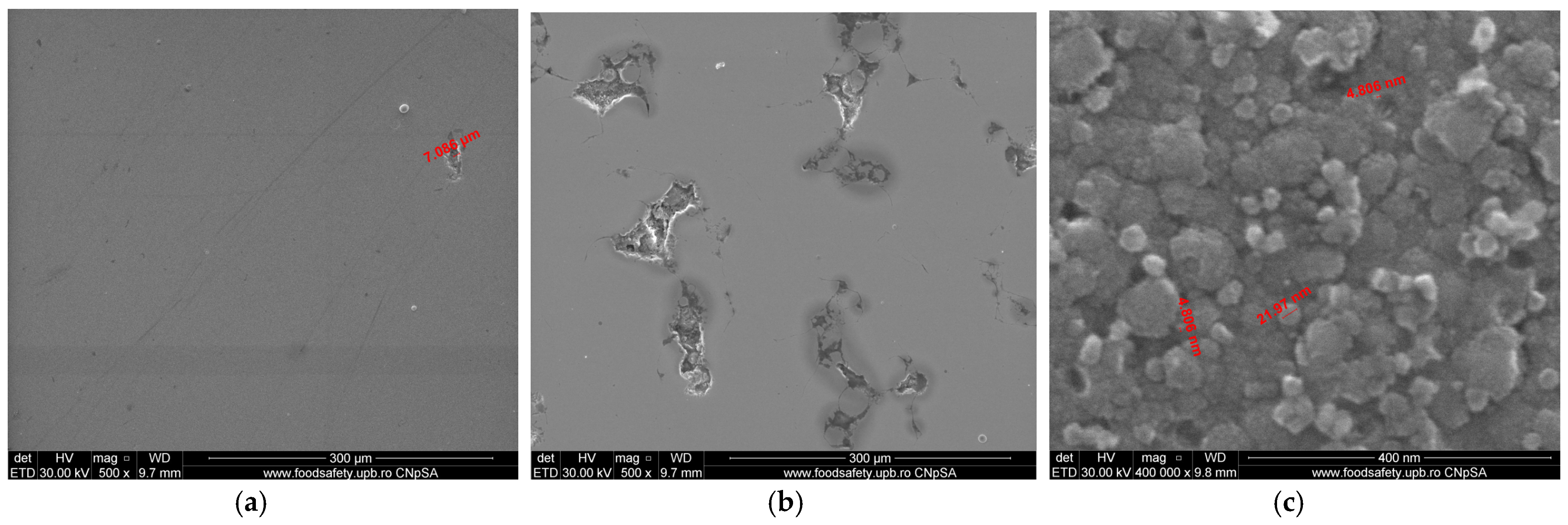
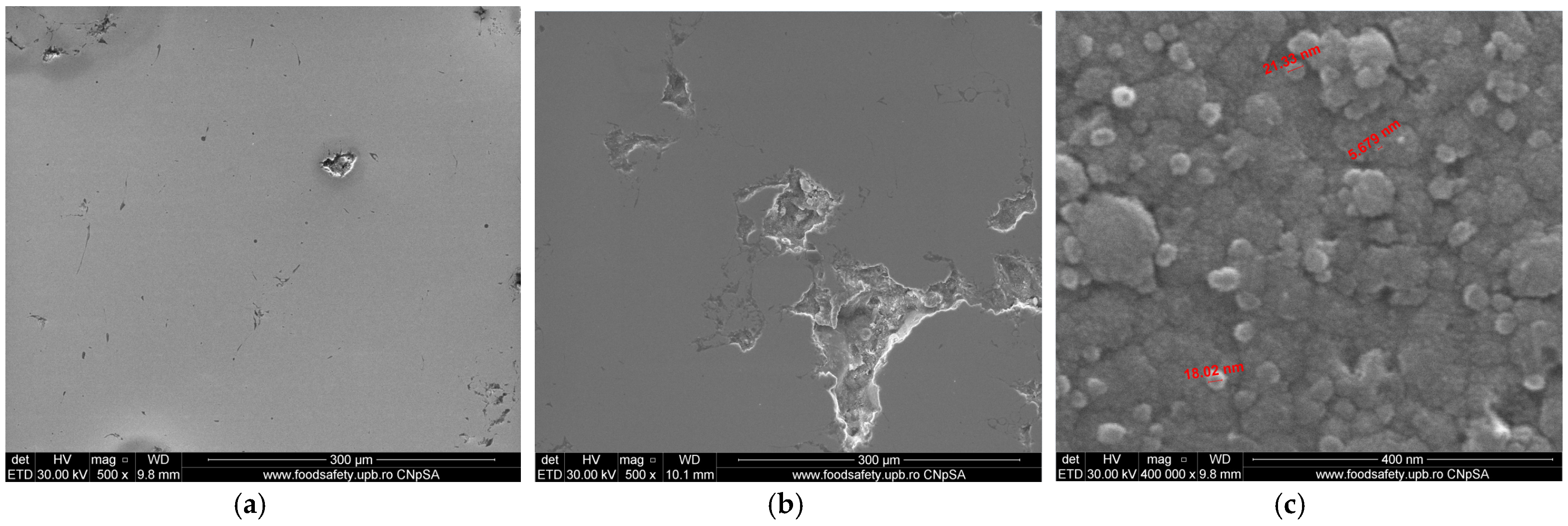
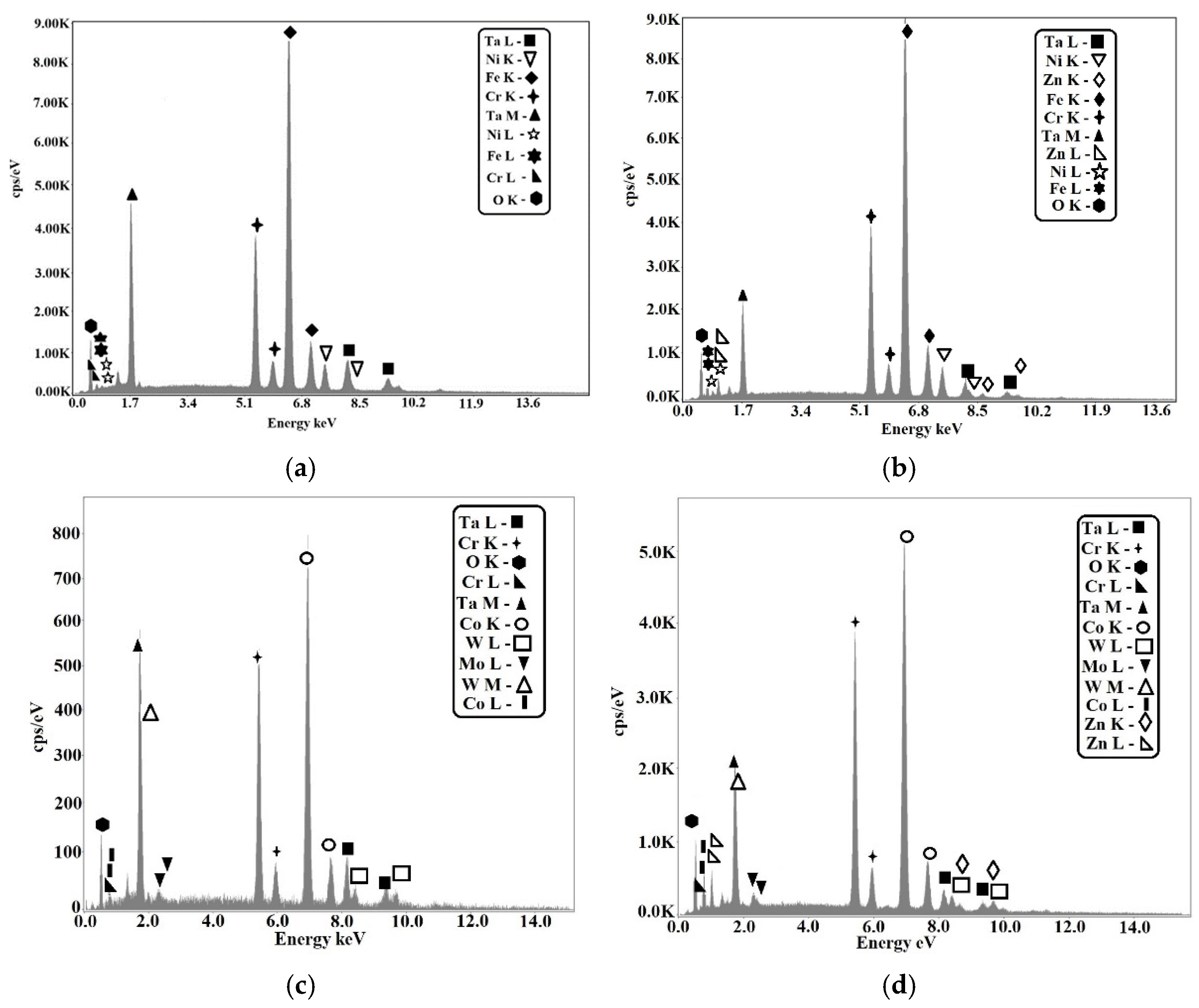
2.3. Electronic Microscopy of Co–Cr Alloy and 304L Samples Coated with Ta2O5/ZnO by E-Gun Technology
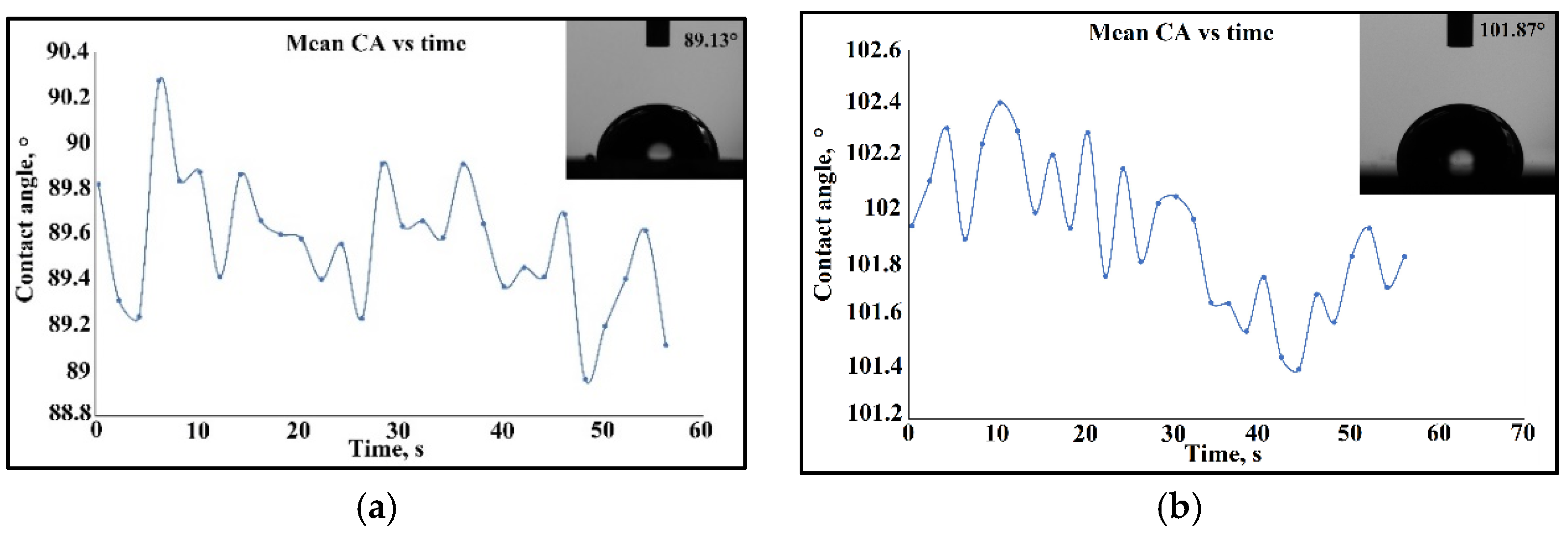
2.4. Contact Angles Determination of Co–Cr Alloy and 304L Samples Coated with Ta2O5/ZnO by E-Gun Technology
3. Results and Discussions
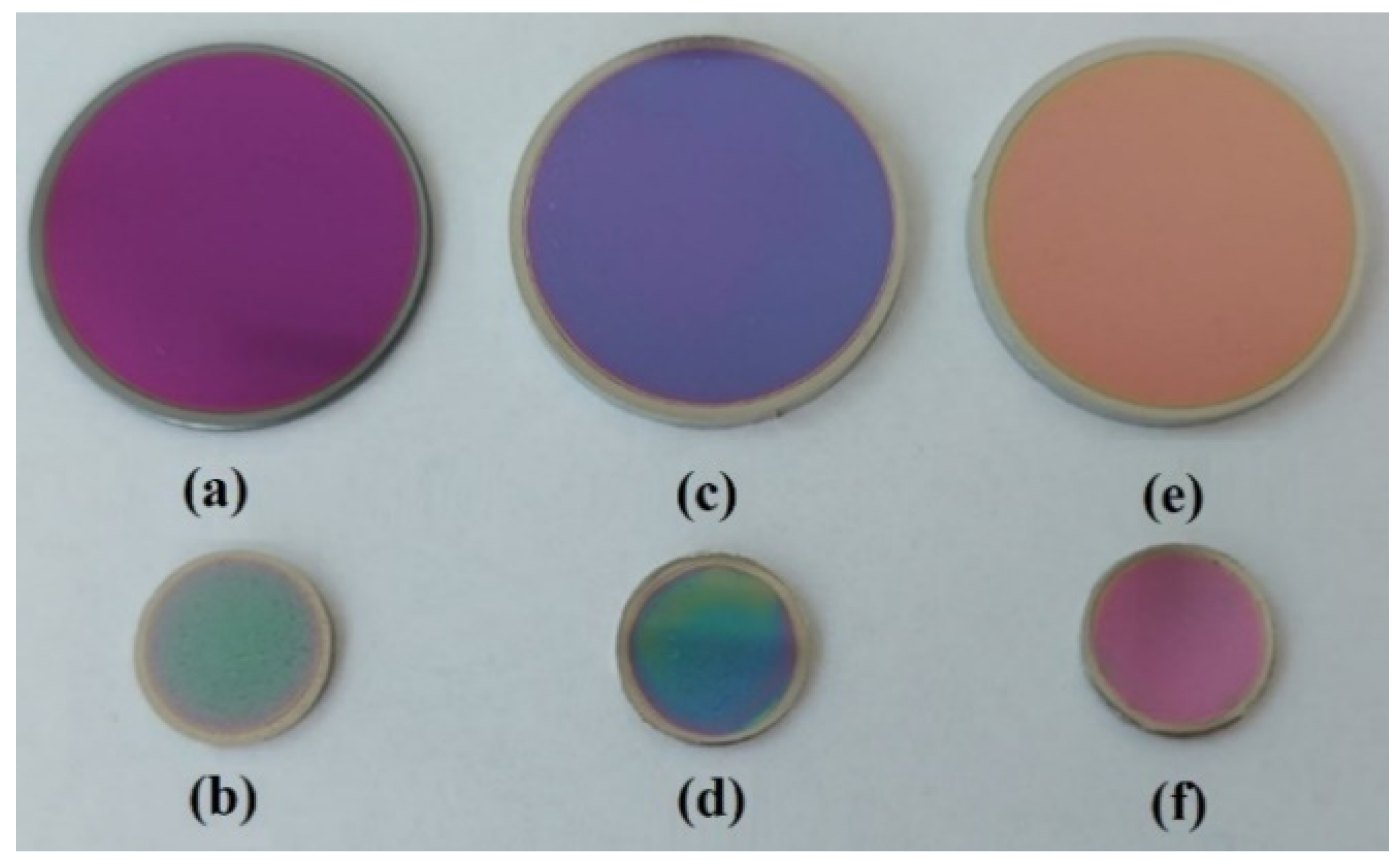
3.1. Co–Cr Samples Made by DMLS Process and Cast 304L Stainless Steel, Coated with Ta2O5/ZnO by E-Gun Technology
3.2. Finite Element Analysis of the Cardiovascular Stents of Co–Cr Alloy Manufactured by DMLS Process and by Cast Stainless Steel 304L
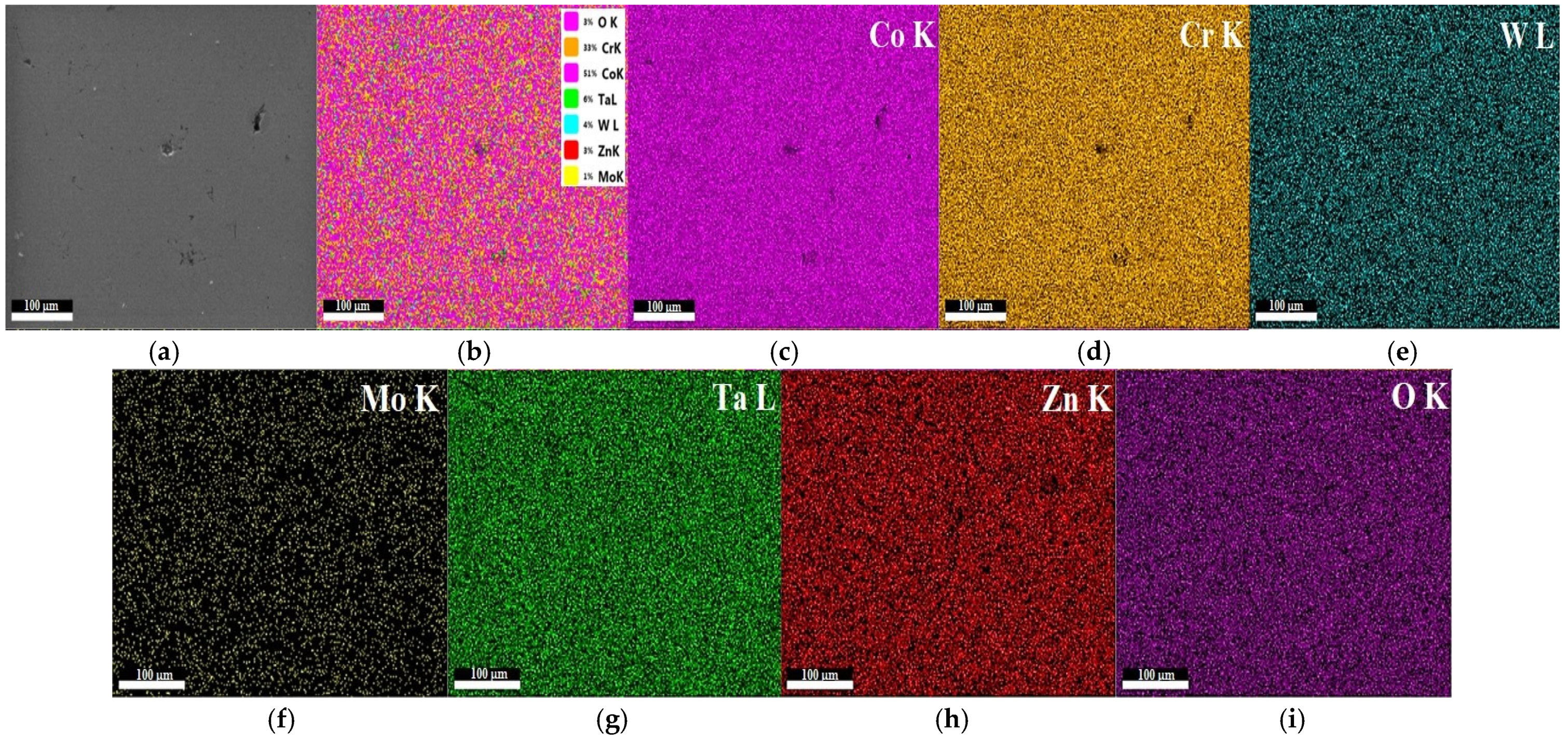
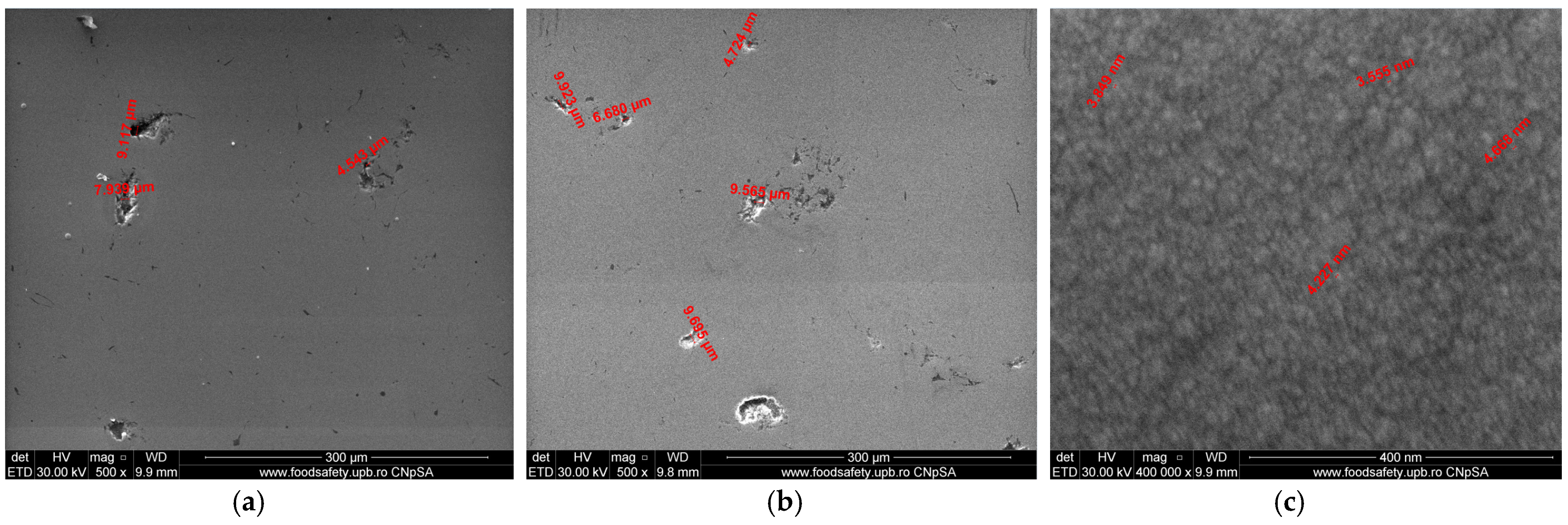
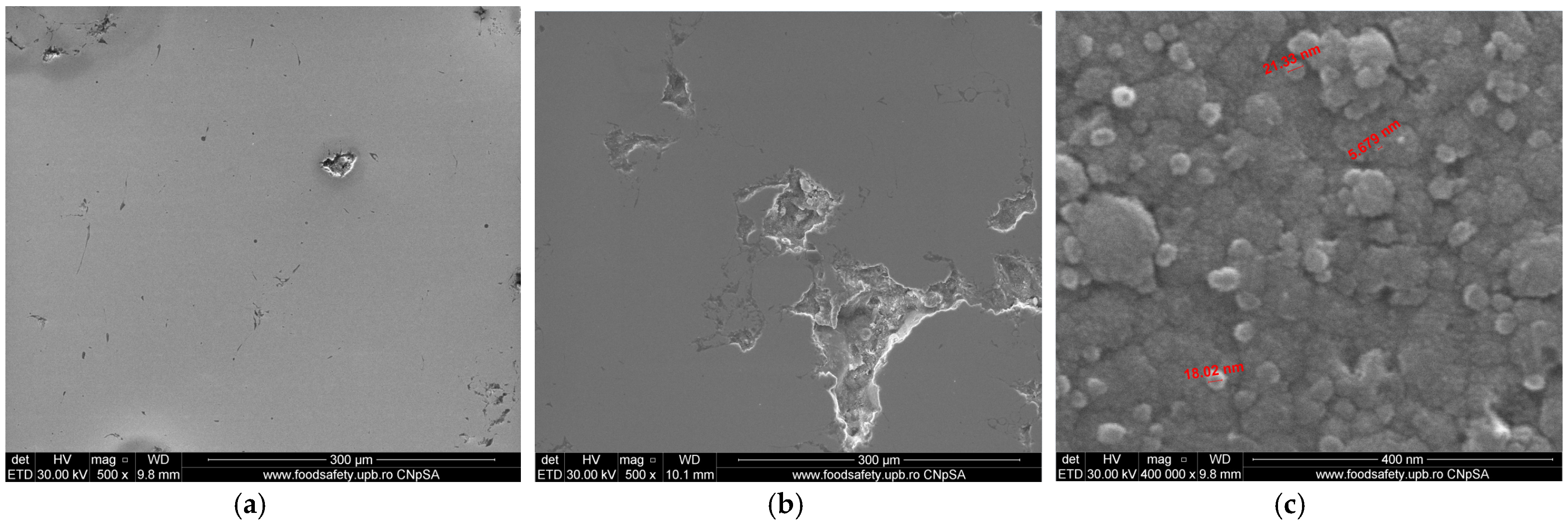
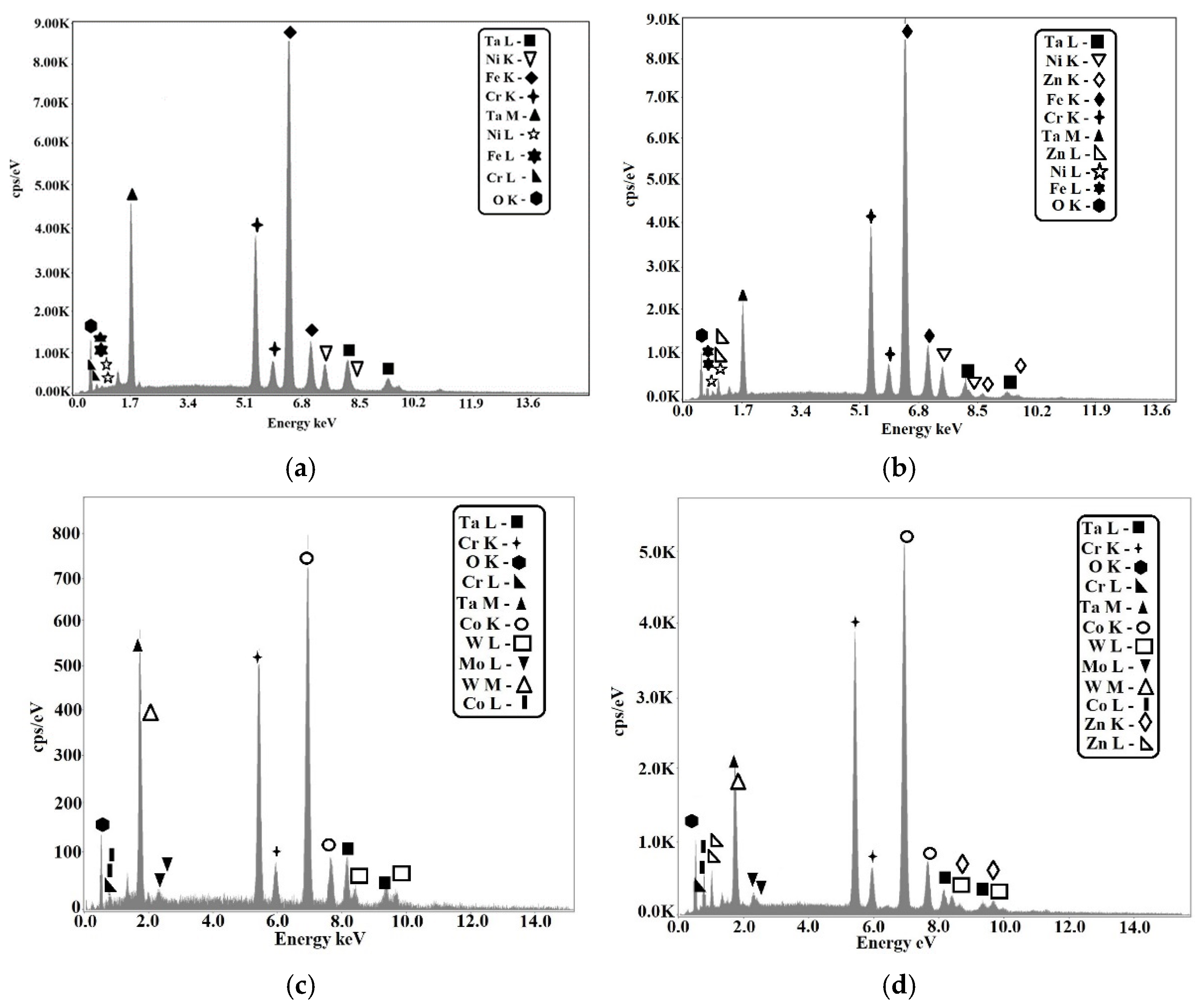
3.3. Electronic Microscopy of Co–Cr Alloy and 304L Samples Coated with Ta2O5/ZnO by E-Gun Technology
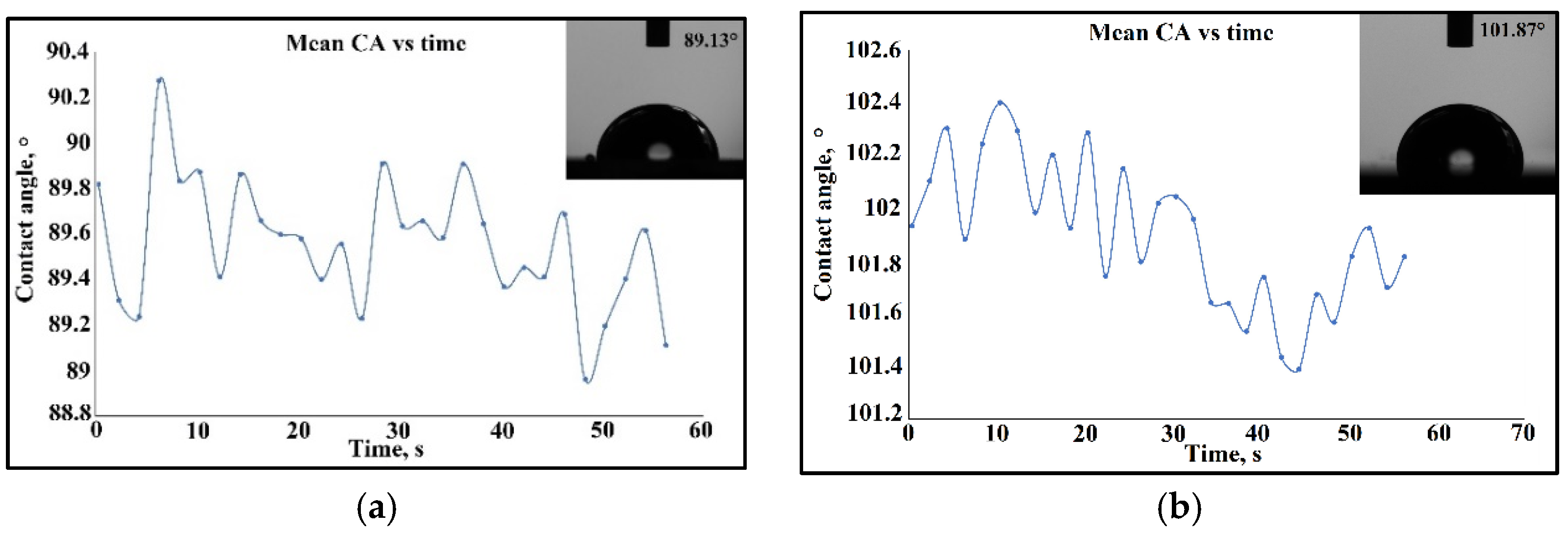
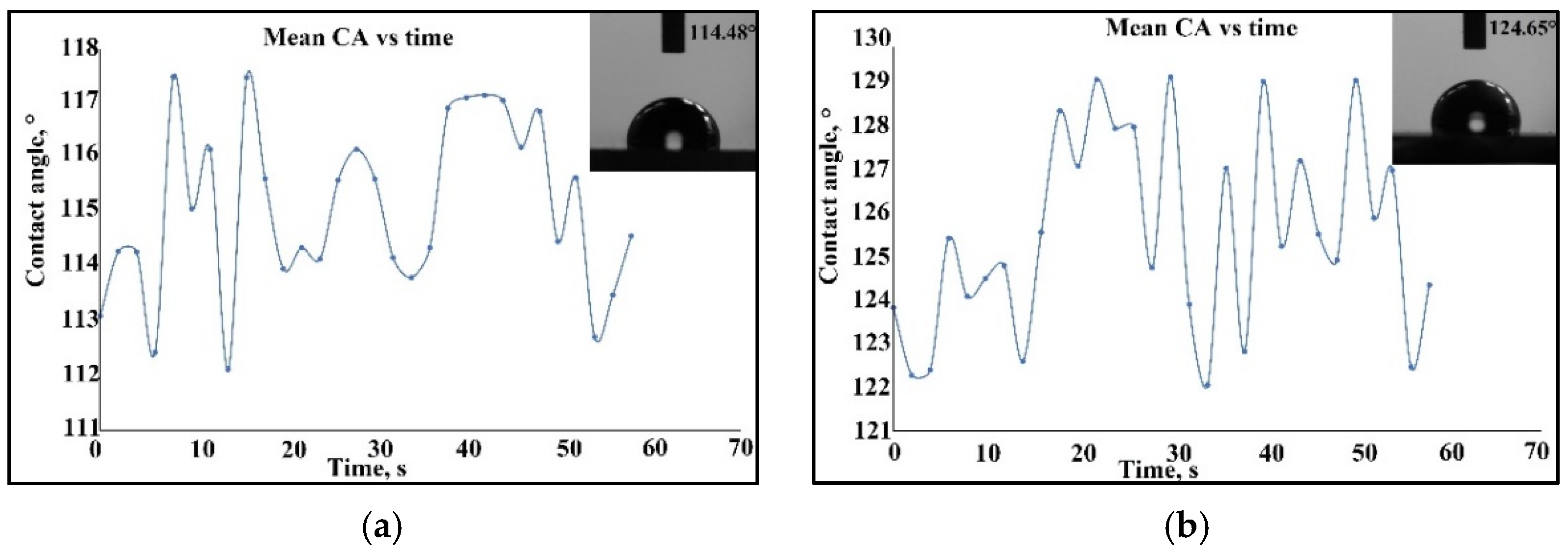
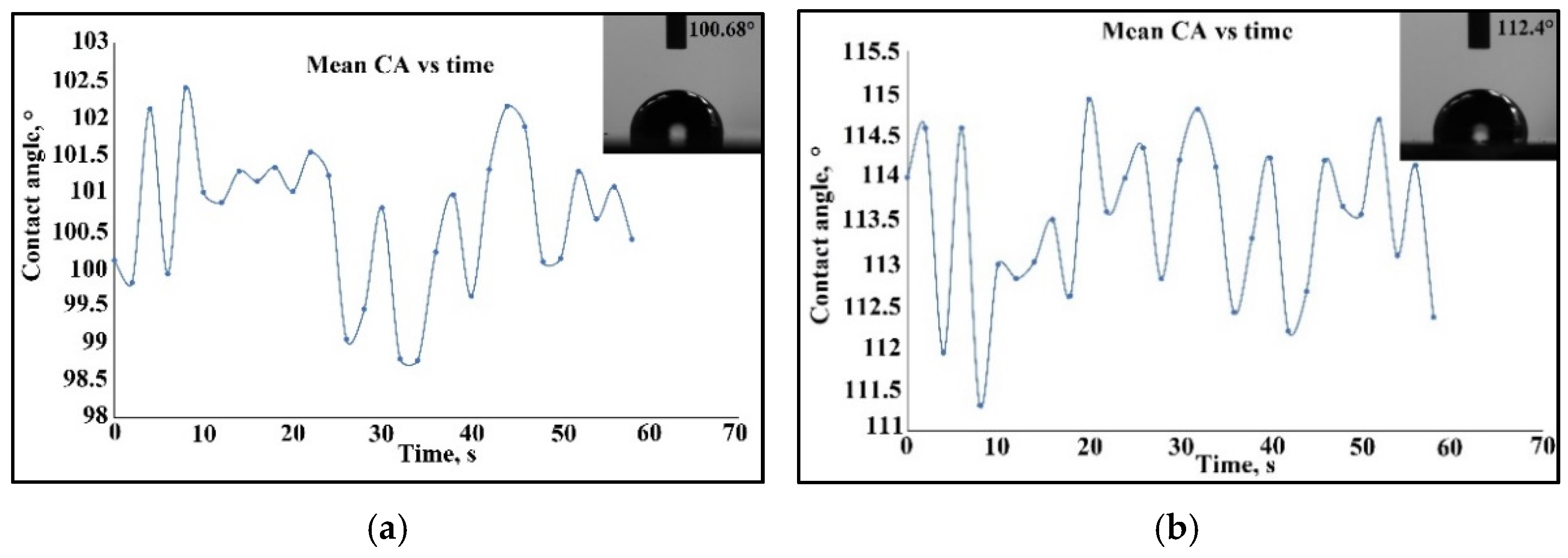
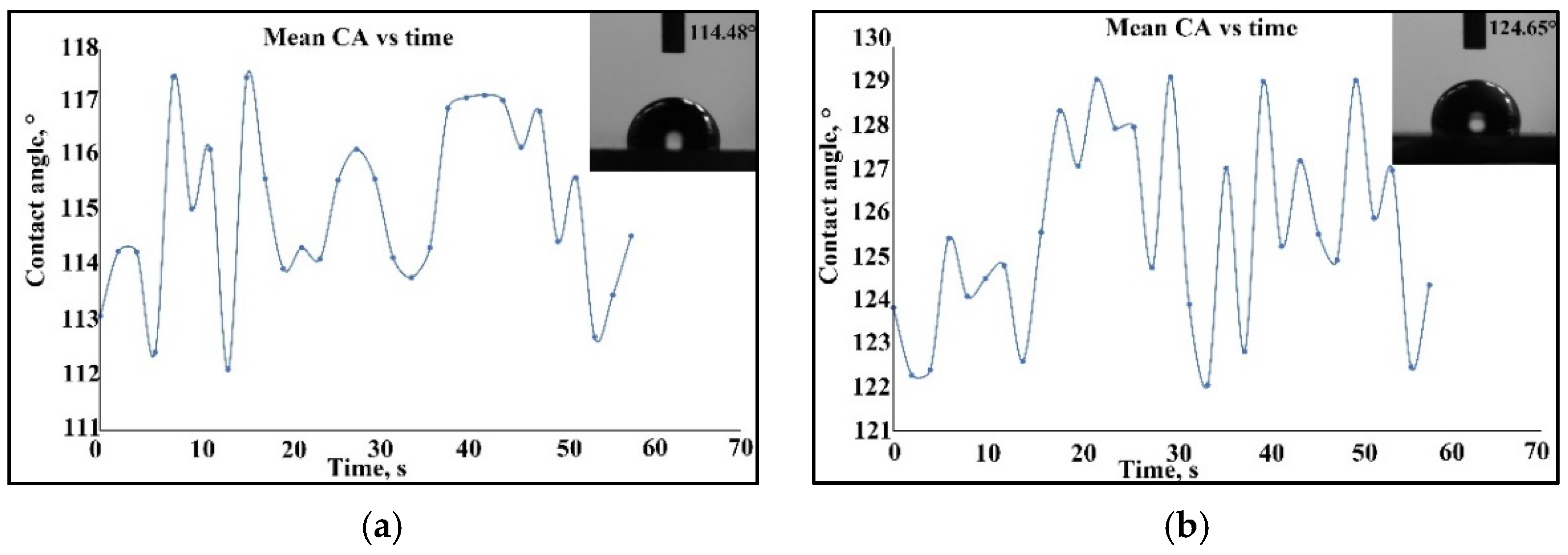
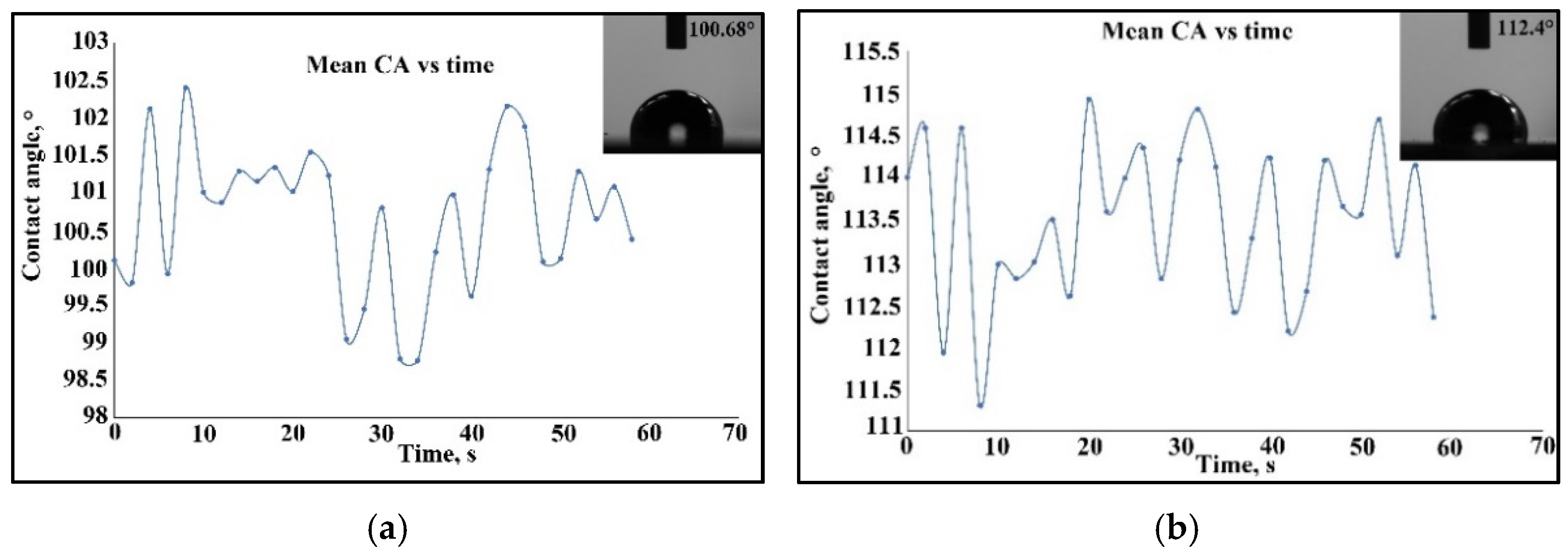
3.4. Contact Angles Determination of Co–Cr Alloy and 304L Samples Coated with Ta2O5/ZnO by E-Gun Technology
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Revilla-León, M.; Meyer, M.J.; Özcan, M. Metal additive manufacturing technologies: Literature review of current status and prosthodontic applications. Int. J. Comput. Dent. 2019, 22, 55–67. [Google Scholar]
- Kuncická, L.; Kocich, R.; Lowe, T.C. Advances in metals and alloys for joint replacement. Prog. Mater. Sci. 2017, 88, 232–280. [Google Scholar] [CrossRef]
- Ferraiuoli, P.; Taylor, J.C.; Martin, E.; Fenner, J.W.; Narracott, A.J. The accuracy of 3D optical reconstruction and additive manufacturing processes in reproducing detailed subject-specific anatomy. J. Imaging 2017, 3, 45. [Google Scholar] [CrossRef]
- Borhani, S.; Hassanajili, S.; Tafti, S.H.A.; Rabbani, S. Cardiovascular stents: Overview, evolution, and next generation. Prog. Biomater. 2018, 7, 175–205. [Google Scholar] [CrossRef] [PubMed]
- Pan, C.; Han, Y.; Lu, J. Structural Design of Vascular Stents: A Review. Micromachines 2021, 12, 770. [Google Scholar] [CrossRef] [PubMed]
- Hoare, D.; Bussooa, A.; Neale, S.; Mirzai, N.; Mercer, J. The future of cardiovascular stents: Bioresorbable and integrated biosensor technology. Adv. Sci. 2019, 6, 1900856. [Google Scholar] [CrossRef]
- Udriste, A.S.; Niculescu, A.G.; Grumezescu, A.M.; Bădilă, E. Cardiovascular stents: A review of past, current, and emerging devices. Materials 2021, 14, 2498. [Google Scholar] [CrossRef]
- Alghazzawi, T.F. Advancements in CAD/CAM technology: Options for practical implementation. J. Prosthodont. Res. 2016, 60, 72–84. [Google Scholar] [CrossRef]
- Strub, J.R.; Rekow, E.D.; Witkowski, S. Computer-aided design and fabrication of dental restorations: Current systems and future possibilities. J. Am. Dent. Assoc. 2006, 137, 1289–1296. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, X.; Zhang, C.; Feng, W.; Zhang, P.; Chen, Y.; Huang, J.; Luo, Y.; Chen, J. Studies on the performance of selective laser melting porous dental implant by finite element model simulation, fatigue testing and in vivo experiments. Proc. Inst. Mech. Eng. H 2019, 233, 170–180. [Google Scholar] [CrossRef]
- Cosma, C.; Teusan, C.; Gogola, P.; Simion, M.; Gabalcova, Z.; Trif, A.; Berce, P.; Balc, N. Investigation of the Interface between Laser-Melted CoCr and a Stainless-Steel Substrate. Metals 2022, 12, 965. [Google Scholar] [CrossRef]
- Raab, A.G.; Raab, G.I.; Tokar, A.A.; Rybalchenko, O.; Belyakov, A.; Dobatkin, S.V.; La, P.Q. Microstructure and Mechanical Properties of AISI 304L Austenitic Stainless Steel Processed by Various Schedules of Rolling. J. Phys. Conf. Ser. 2020, 1688, 012007. [Google Scholar] [CrossRef]
- Koutsoukis, T.; Zinelis, S.; Eliades, G.; Al-Wazzan, K.; Al Rifaiy, M.; Al Jabbari, Y.S. Selective laser melting technique of Co-Cr dental alloys: A review of structure and properties and comparative analysis with other available techniques. J. Prosthodont. 2015, 24, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.R.; Jang, S.H.; Kim, Y.K.; Son, J.S.; Min, B.K.; Kim, K.H.; Kwon, T.Y. Microstructures and mechanical properties of Co-Cr dental alloys fabricated by three cad/cam-based processing techniques. Materials 2016, 9, 596. [Google Scholar] [CrossRef]
- Videršcak, D.; Schauperl, Z.; Šolic, S.; Catic, A.; Godec, M.; Kocijan, A.; Paulin, I.; Donik, C. Additively Manufactured Commercial Co-Cr Dental Alloys: Comparison of Microstructure and Mechanical Properties. Materials 2021, 14, 7350. [Google Scholar] [CrossRef]
- Hong, J.H.; Yeoh, F.Y. Mechanical properties and corrosion resistance of cobalt-chrome alloy fabricated using additive manufacturing. Mater. Today Proc. 2020, 29, 196–201. [Google Scholar] [CrossRef]
- McGrory, B.J.; Ruterbories, J.M.; Pawar, V.D.; Thomas, R.K.; Salehi, A.B. Comparison of surface characteristics of retrieved cobalt-chromium femoral heads with and without ion implantation. J. Arthroplast. 2012, 27, 109–115. [Google Scholar] [CrossRef]
- Sedlak, J.; Ptackova, M.; Nejedly, J.; Madaj, M.; Dvoracek, J.; Zouhar, J.; Charvat, O.; Piska, M.; Rozkosny, L. Material analysis of titanium alloy produced by Direct Metal Laser Sintering. Int. J. Met. 2013, 7, 43–50. [Google Scholar] [CrossRef]
- Reclaru, L.; Ardelean, L.C. Current Alternatives for Processing CoCr Dental Alloys Lucien; Elsevier Inc.: Cambridge, MA, USA, 2018; Volume 1–3, ISBN 9780128051443. [Google Scholar]
- Hunt, J.A.; Callaghan, J.T.; Sutcliffe, C.J.; Morgan, R.H.; Halford, B.; Black, R.A. The design and production of Co-Cr alloy implants with controlled surface topography by CAD-CAM method and their effects on osseointegration. Biomaterials 2005, 26, 5890–5897. [Google Scholar] [CrossRef]
- Fu, W.; Liu, S.; Jiao, J.; Xie, Z.; Huang, X.; Lu, Y.; Liu, H.; Hu, S.; Zuo, E.; Kou, N.; et al. Wear Resistance and Biocompatibility of Co-Cr Dental Alloys Fabricated with CAST and SLM Techniques. Materials 2022, 15, 3263. [Google Scholar] [CrossRef]
- Hardness of Coatings on Medical Implants. Available online: https://www.helmut-fischer.com/hardness-of-coatings-on-medical-implants (accessed on 25 May 2021).
- Antanasova, M.; Kocjan, A.; Kovač, J.; Žužek, B.; Jevnikar, P. Influence of thermo-mechanical cycling on porcelain bonding to cobalt–chromium and titanium dental alloys fabricated by casting, milling, and selective laser melting. J. Prosthodont. Res. 2018, 62, 184–194. [Google Scholar] [CrossRef] [PubMed]
- Rupp, F.; Gittens Rolando, A.; Lutz, S.; Marmur, A.; Boyan, B.D.; Schwartz, Z.; Geis-Gerstorfer, J. A review on the wettability of dental implant surfaces I: Theoretical and experimental aspects. Acta Biomater. 2014, 10, 2894–2906. [Google Scholar] [CrossRef] [PubMed]
- Hacini, N.; Ghamnia, M.; Dahamni, M.A.; Boukhachem, A.; Pireaux, J.J.; Houssiau, L. Compositional, structural, morphological, and optical properties of ZnO thin films prepared by PECVD technique. Coatings 2021, 11, 202. [Google Scholar] [CrossRef]
- Chang, Y.Y.; Lai, C.H.; Hsu, J.T.; Huang, H.L. Antibacterial properties and human gingival fibroblast cell compatibility of TiO2/Ag compound coatings and ZnO films on titanium-based material. Clin. Oral Investig. 2011, 16, 95–100. [Google Scholar] [CrossRef]
- Horandghadim, N.; Allafi, J.K.; Urgen, M. Effect of Ta2O5 content on the osseointegration and cytotoxicity behaviours in hydroxyapatite–Ta2O5 coatings applied by EPD on superelastic NiTi alloys. Mater. Sci. Eng. C 2019, 102, 683–695. [Google Scholar] [CrossRef]
- Luang, H.L.; Chang, Y.Y.; Chen, H.J.; Chou, Y.K.; Lai, C.H.; Chen, M.Y.C. Antibacterial properties and cytocomatibility of tantalum oxide coatings. Surf. Coat. Tech. 2014, 259, 193–198. [Google Scholar]
- Pham, V.H.; Lee, S.H.; Li, Y.; Koh, Y.H. Utility of tantalum (Ta) coating to improve surface hardness in vitro bioactivity and biocompatibility of Co-Cr. Thin Solid Films 2013, 536, 269–274. [Google Scholar] [CrossRef]
- Sui, S.Y.; Chang, J.H.; Huang, H.H. Corrosion resistance and biocompatibility of titanium surface coated with amorphous tantalum pentoxide. Thin Solid Films 2013, 528, 130–135. [Google Scholar]
- Perez, I.; Sosa, V.; Perera, F.G.; Galindo, J.T.E.; Enriquez-Carrejo, J.L.; Gonzales, P.G.M. Effect of ion bombardment on the chemical properties of crystalline tantalum pentoxide films. Vacuum 2019, 165, 274. [Google Scholar] [CrossRef]
- Koc, K.; Tepehan, F.Z.; Tepehan, G.G. Antireflecting coating from Ta2O5 and SiO2 multilayer films. J. Mater. Sci. 2005, 40, 1363–1366. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic-modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, W.; Yang, C.; Liu, Y.; Xiang, H.; Yang, K. Improving mechanical properties of selective laser melted Co29Cr9W3Cu alloy by eliminating mesh-like random high-angle grain boundary. Mater. Sci. Eng. A 2020, 793, 139895. [Google Scholar] [CrossRef]
- The Engineering Properties of Co-Cr Alloys (ST2724G) Provided by Phenix Systems. Available online: http://brochure.copiercatalog.com/3d-systems/brochure_dentaire_gb.pdf (accessed on 8 June 2021).
- Characteristics and Performances of the Phenix Systems PHX Pro200 Dental Equipment Item. Available online: http://www.stroumbos.com/index.php/en/products-eng/machines-en/sintering-en/187-phenix-systems-pxs200-en.html (accessed on 2 June 2021).
- Zeng, Y.; Kang, L.; Wu, Y.; Wan, S.; Liao, B.; Li, N.; Guo, X. Melamine modified carbon dots as high effective corrosion inhibitor for Q235 carbon steel in neutral 3.5 wt% NaCl solution. J. Mol. Liq. 2022, 349, 118108. [Google Scholar] [CrossRef]
- Wan, S.; Wei, H.; Quan, R.; Luo, Z.; Wang, H.; Liao, B.; Guo, X. Soybean extract firstly used as a green corrosion inhibitor with high efficacy and yield for carbon steel in acidic medium. Ind. Crops Prod. 2022, 187, 115354. [Google Scholar] [CrossRef]
- Ding, Z.; He, Q.; Ding, Z.; Liao, C.; Chen, D.; Ou, L. Fabrication and performance of ZnO doped tantalum oxide multilayer composite coatings on Ti6Al4V for orthopedic application. Nanomaterials 2019, 9, 685. [Google Scholar] [CrossRef] [PubMed]
- Dkhilalli, F.; Megdiche, S.; Guidara, K.; Rasheed, M.; Barille, R.; Megdiche, M. AC conductivity evolution in bulk and greain boundary response of sodium tungstate Na2WO4. Ionics 2018, 24, 169–180. [Google Scholar] [CrossRef]
- Rasheed, M.; Barille, R. Room temperature deposition of ZnO and Al: ZnO ultrathin films on glass and PET substrates by DC sputtering technique. Opt. Quantum Electron. 2017, 49, 190. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Force [N] | Displacement [mm] | Von Mises Stress [GPa] |
|---|---|---|
| 0.04 | 0.09738 | 0.17 |
| 0.10 | 0.24 | 0.42 |
| 0.27 | 0.66 | 1.14 |
| 0.70 | 1.70 | 2.96 |
| 2.00 | 4.87 | 8.45 |
| 10.00 | 24.34 | 42.23 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Băilă, D.-I.; Păcurar, R.; Savu, T.; Zaharia, C.; Trușcă, R.; Nemeș, O.; Górski, F.; Păcurar, A.; Pleșa, A.; Sabău, E. Mechanical and Wetting Properties of Ta2O5 and ZnO Coatings on Alloy Substrate of Cardiovascular Stents Manufactured by Casting and DMLS. Materials 2022, 15, 5580. https://doi.org/10.3390/ma15165580
Băilă D-I, Păcurar R, Savu T, Zaharia C, Trușcă R, Nemeș O, Górski F, Păcurar A, Pleșa A, Sabău E. Mechanical and Wetting Properties of Ta2O5 and ZnO Coatings on Alloy Substrate of Cardiovascular Stents Manufactured by Casting and DMLS. Materials. 2022; 15(16):5580. https://doi.org/10.3390/ma15165580
Chicago/Turabian StyleBăilă, Diana-Irinel, Răzvan Păcurar, Tom Savu, Cătălin Zaharia, Roxana Trușcă, Ovidiu Nemeș, Filip Górski, Ancuța Păcurar, Alin Pleșa, and Emilia Sabău. 2022. "Mechanical and Wetting Properties of Ta2O5 and ZnO Coatings on Alloy Substrate of Cardiovascular Stents Manufactured by Casting and DMLS" Materials 15, no. 16: 5580. https://doi.org/10.3390/ma15165580
APA StyleBăilă, D.-I., Păcurar, R., Savu, T., Zaharia, C., Trușcă, R., Nemeș, O., Górski, F., Păcurar, A., Pleșa, A., & Sabău, E. (2022). Mechanical and Wetting Properties of Ta2O5 and ZnO Coatings on Alloy Substrate of Cardiovascular Stents Manufactured by Casting and DMLS. Materials, 15(16), 5580. https://doi.org/10.3390/ma15165580