
Additive Manufacturing of CrFeNiTi Multi-Principal Element Alloys


 , , and
, , and
Abstract
1. Introduction
2. Materials and Methodology
2.1. Base Materials and MPEA Production
2.2. Mechanical Alloying
2.3. Sample Fabrication
2.3.1. Laser Powder-Bed Fusion
2.3.2. Solid-State Sintering by Hot Isostatic Pressing
2.4. Microstructural Analyses
2.5. Thermocalc
3. Results and Discussion
3.1. PBF-LB Parameter Study
3.2. Microstructural Analyses
3.2.1. Sample Appearance, Defects, and Microstructure
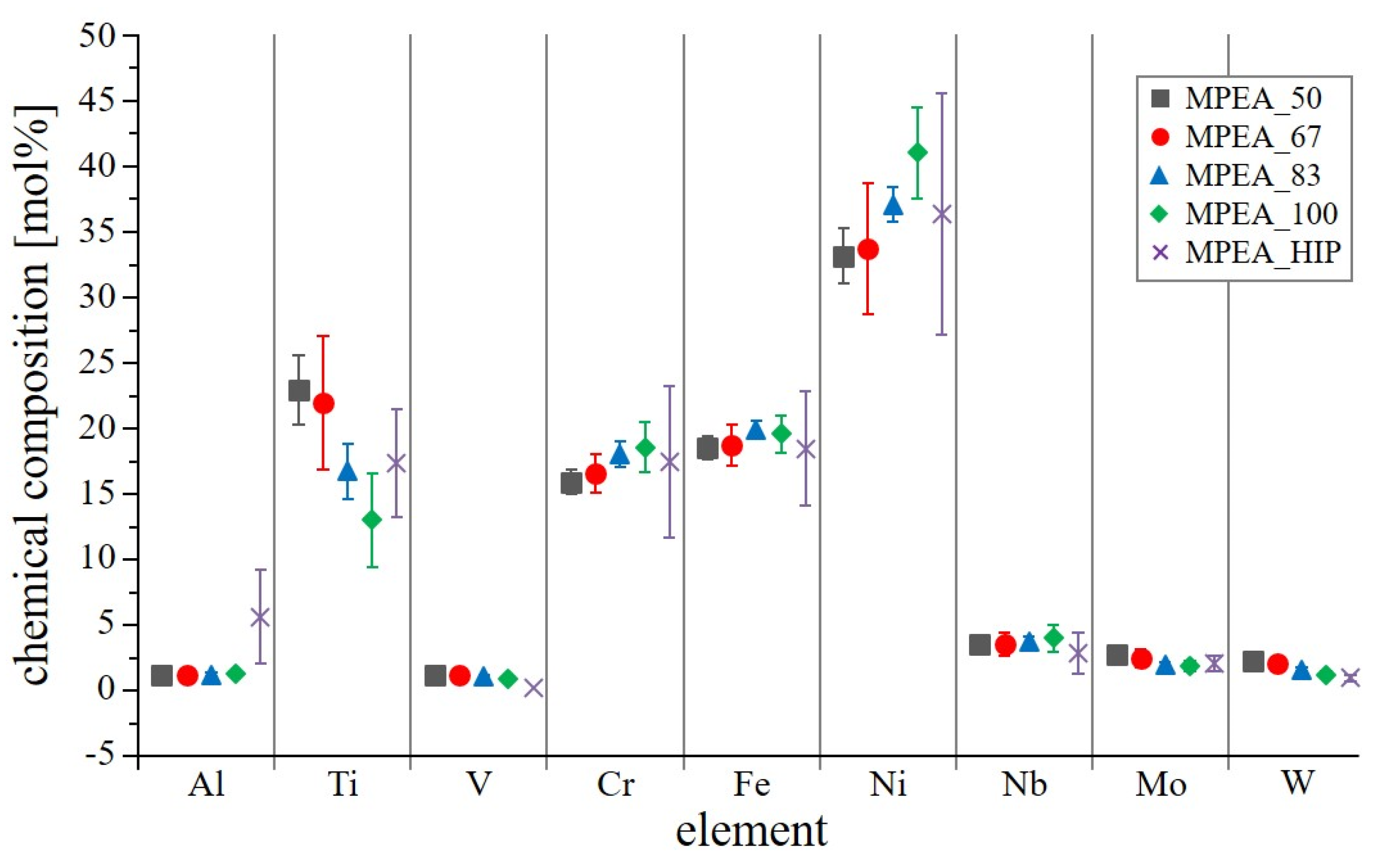
3.2.2. Chemical Composition
3.3. Micro-Hardness and Phase Fractions
3.3.1. Average Hardness


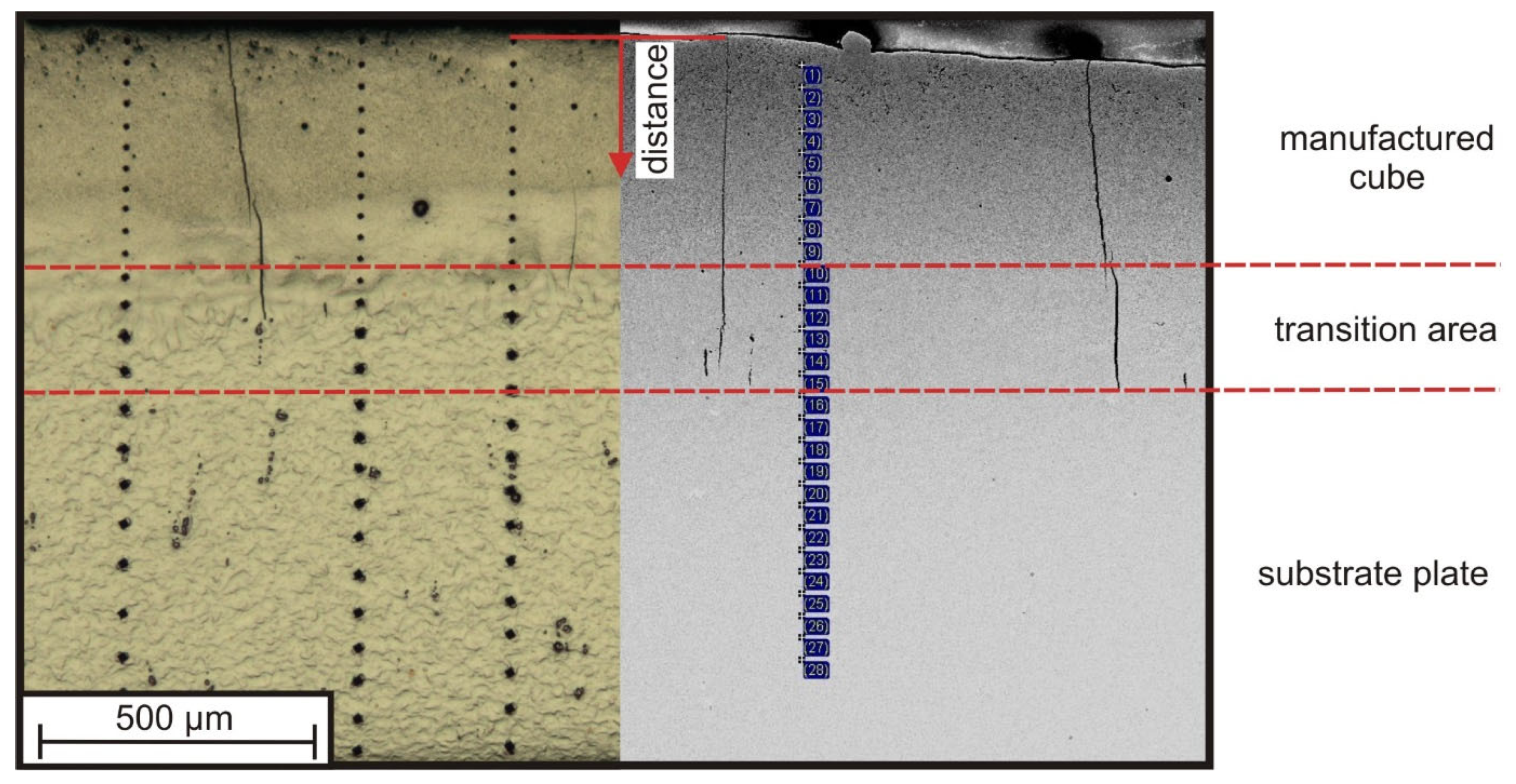
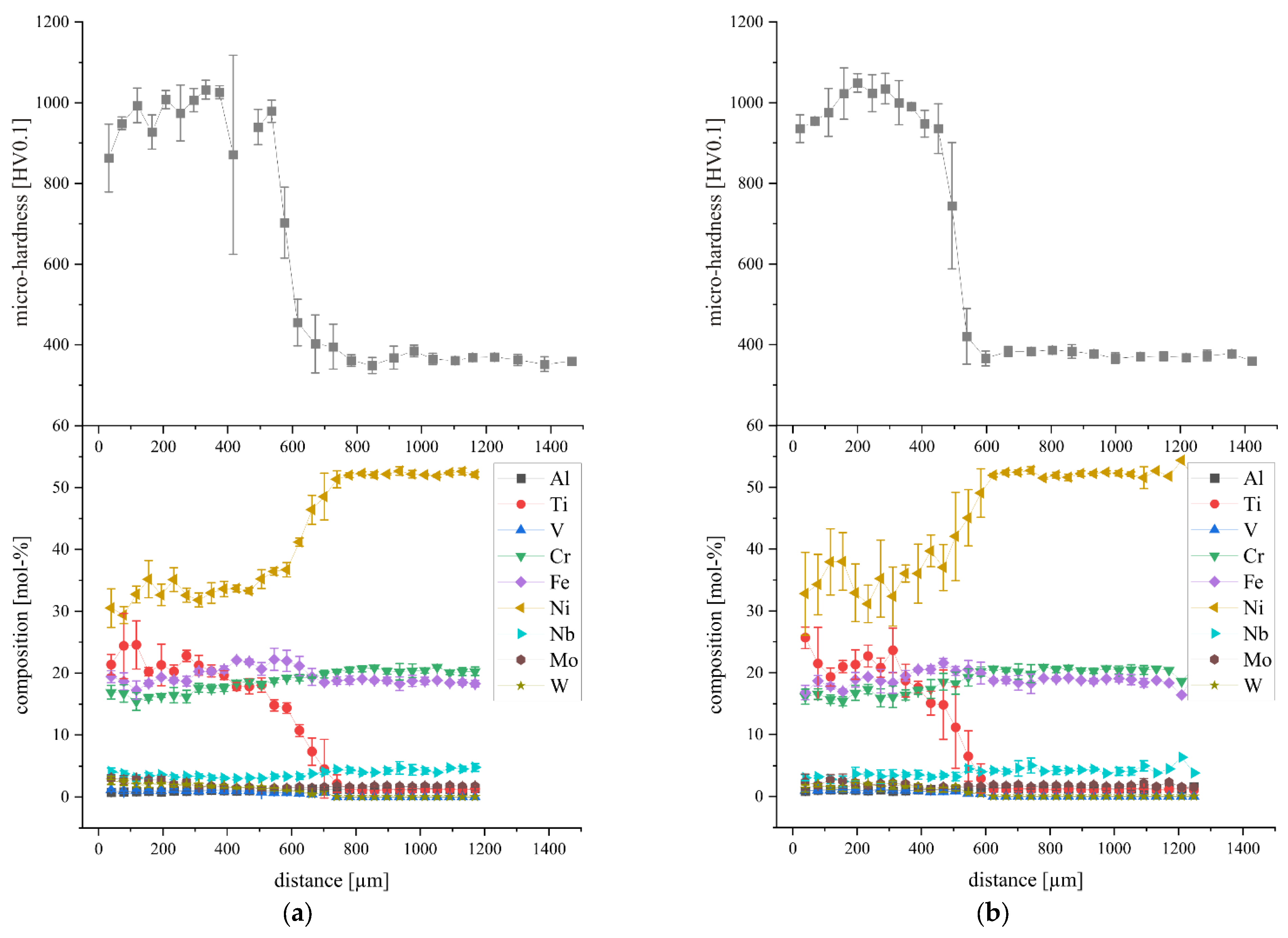
3.3.2. Hardness Gradient
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yusenko, K.V.; Riva, S.; Crichton, W.A.; Spektor, K.; Bykova, E.; Pakhomova, A.; Tudball, A.; Kupenko, I.; Rohrbach, A.; Klemme, S.; et al. High-pressure high-temperature tailoring of high entropy alloys for extreme environments. J. Alloys Compd. 2018, 738, 491–500. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Murty, B.S.; Yeh, J.W.; Ranganathan, S. High Entropy Alloys; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780128002513. [Google Scholar]
- Reiberg, M.; Duan, C.; Li, X.; Werner, E. High-temperature phase characterization of AlCrFeNiTi compositionally complex alloys. Mater. Chem. Phys. 2022, 275, 125272. [Google Scholar] [CrossRef]
- Reiberg, M.; Li, X.; Maawad, E.; Werner, E. Lattice strain during compressive loading of AlCrFeNiTi multi-principal element alloys. Contin. Mech. Thermodyn. 2021, 33, 1541–1554. [Google Scholar] [CrossRef]
- Reiberg, M.; Von Kobylinski, J.; Werner, E. Characterization of powder metallurgically produced AlCrFeNiTi multi-principle element alloys. Contin. Mech. Thermodyn. 2019, 32, 1147–1158. [Google Scholar] [CrossRef]
- ISO/ASTM 52900; Additive Manufacturing-General Principles-Terminology. ISO/ASME International: Geneva, Switzerland, 2021.
- Hitzler, L.; Merkel, M.; Hall, W.; Öchsner, A. A review of metal fabricated with laser- and powder-bed based additive manufacturing techniques: Process, nomenclature, materials, achievable properties, and its utilization in the medical sector. Adv. Eng. Mater. 2018, 20, 1700658. [Google Scholar] [CrossRef]
- Davids, A.; Apfelbacher, L.; Hitzler, L.; Krempaszky, C. Multi-step additive manufacturing technologies utilizing the powder metallurgical manufacturing route. In Advanced Structured Materials Series; Springer: Berlin/Heidelberg, Germany, 2022; in press. [Google Scholar]
- Gilman, P.S.; Benjamin, J.S. Mechanical alloying. Annu. Rev. Mater. Sci. 1983, 13, 279–300. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical Alloying and Milling; Dekker: New York, NY, USA, 2004; ISBN 0-8247-4103-x. [Google Scholar]
- Soni, P.R. Mechanical Alloying: Fundamentals and Applications; Cambridge International Science Publishing: Cambridge, UK, 2001; ISBN 1-898326568. [Google Scholar]
- Böhler Edelstahl GMBH & Co KG. Böhler W722 vmr: Datasheet; Böhler Edelstahl GMBH & Co KG: Kapfenberg, Austria, 2009. [Google Scholar]
- Sedlak, J.; Rican, D.; Piska, M.; Rozkosny, L. Study of materials produced by powder metallurgy using classical and modern additive laser technology. Procedia Eng. 2015, 100, 1232–1241. [Google Scholar] [CrossRef]
- Special Materials Corporation. Inconel Alloy 718. Datasheet smc-045; Special Materials Corporation: New York, NY, USA, 2007. [Google Scholar]
- Mignanelli, P.M.; Jones, N.G.; Pickering, E.J.; Messé, O.M.D.M.; Rae, C.M.F.; Hardy, M.C.; Stone, H.J. Gamma-gamma prime-gamma double prime dual-superlattice superalloys. Scr. Mater. 2017, 136, 136–140. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge UK; New York, NY, USA, 2006; ISBN 0521859042. [Google Scholar]
- Von Kobylinski, J.; Lawitzki, R.; Hofmann, M.; Krempaszky, C.; Werner, E. Micromechanical behaviour of Ni-based superalloys close to the yield point: A comparative study between neutron diffraction on different polycrystalline microstructures and crystal plasticity finite element modelling. Contin. Mech. Thermodyn. 2018, 31, 691–702. [Google Scholar] [CrossRef]
- Liu, S.; Gao, M.C.; Liaw, P.K.; Zhang, Y. Microstructures and mechanical properties of AlxCrFeNiTi0.25 alloys. J. Alloys Compd. 2015, 619, 610–615. [Google Scholar] [CrossRef]
- Chen, S.-K.; Lee, P.-H.; Lin, C.-H. AlCoCrFeNiTi and its equal-molar five-component alloys in a metal mixological enthalpy-entropy plane. Q. Phys. Rev. 2017, 3, 1–28. [Google Scholar] [CrossRef]
- Nong, Z.-S.; Lei, Y.-N.; Zhu, J.-C. Wear and oxidation resistances of AlCrFeNiTi-based high entropy alloys. Intermetallics 2018, 101, 144–151. [Google Scholar] [CrossRef]
- Schanz, J.; Islam, N.; Kolb, D.; Harrison, D.K.; De Silva, A.K.M.; Goll, D.; Schneider, G.; Riegel, H. Individual process development of single and multi-material laser melting in novel modular laser powder bed fusion system. Prog. Addit. Manuf. 2022, 7, 481–493. [Google Scholar] [CrossRef]
- Spierings, A.B.; Levy, G. Comparison of density of stainless steel 316L parts produced with selective laser melting using different powder grades. In Proceedings of the SFF Symposium, Austin, TX, USA, 3–5 August 2009; pp. 342–353. [Google Scholar]
- Karapatis, N.P.; Egger, G.; Gygax, P.-E.; Glardon, R. Optimization of powder layer density in selective laser sintering. In Proceedings of the SFF Symposium, Austin, TX, USA, 9–11 August 1999; pp. 255–263. [Google Scholar]
- Hitzler, L.; Sert, E.; Öchsner, A.; Werner, E. Microstructure and mechanical property correlation for additively manufactured aluminum-silicon alloys. In Quality Analysis of Additively Manufactured Metals; Kadkhodapour, J., Schmauder, S., Sajadi, F., Eds.; Elsevier: Amsterdam, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Andersson, J.O.; Helander, T.; Höglund, L.; Shi, P.; Sundman, B. Thermo-calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar] [CrossRef]
- Seiler, N.; Kolb, D.; Schanz, J.; Goll, D.; Riegel, H. Influence of modulated laser power on the surface topography and microstructure in the laser powder bed fusion process. Procedia CIRP 2022, 11, 693–696. [Google Scholar] [CrossRef]
- Matsumoto, S.; Tokunaga, T.; Ohtani, H.; Hasebe, M. Thermodynamic analysis of the phase equilibria of the Nb-Ni-Ti system. Mater. Trans. 2005, 46, 2920–2930. [Google Scholar] [CrossRef]
- Kwiatkowska, M.; Zasada, D.; Bystrzycki, J.; Polański, M. Synthesis of Fe-Al-Ti based intermetallics with the use of laser engineered net shaping (lens). Materials 2015, 8, 2311–2331. [Google Scholar] [CrossRef]
- Marker, M.C.; Duarte, L.I.; Leinenbach, C.; Richter, K.W. Characterization of the Fe-rich corner of Al-Fe-Si-Ti. Intermetallics 2013, 39, 38–49. [Google Scholar] [CrossRef]
- Kučerová, L.; Zetková, I.; Jandová, A.; Bystrianský, M. Microstructural characterisation and in-situ straining of additive-manufactured X3NiCoMoTi 18-9-5 maraging steel. Mater. Sci. Eng. A 2019, 750, 70–80. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Werner, E.; Wesenjak, R.; Fillafer, A.; Meier, F.; Krempaszky, C. Microstructure-based modelling of multiphase materials and complex structures. Contin. Mech. Thermodyn. 2016, 28, 1325–1346. [Google Scholar] [CrossRef]
- Reiberg, M. Herstellung und Charakterisierung von AlCrFeNiTi Hochentropielegierungen; Verlag Dr. Hut: Munich, Germany, 2022; ISBN 978-3-8439-4954-5. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Cr | Fe | Ni | Ti | Al | Co | Mo | Nb |
|---|---|---|---|---|---|---|---|---|
| Cr [ma.-%] | 99.24 | 0.14 | 0.00 | 0.00 | 0.38 | 0.00 | 0.00 | 0.00 |
| Ti [ma.-%] | 0.00 | 0.20 | 0.00 | 99.50 | 0.00 | 0.00 | 0.00 | 0.00 |
| W722 [ma.-%] | 0.00 | 66.90 | 18.00 | 1.00 | 0.00 | 9.25 | 4.85 | 0.00 |
| L718 [ma.-%] | 18.00 | 18.50 | 53.68 | 0.95 | 0.50 | 0.00 | 3.00 | 5.30 |
| CrFeNiTi MPEA [mol%] | 20.00 | 20.00 | 34.70 | 20.00 | 0.66 | 1.07 | 1.46 | 2.03 |
| Substrate plate [ma.-%] | 20.65 | 20.86 | 50.2 | 0.9 | 0.48 | 0.3 | 2.78 | 2.76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reiberg, M.; Hitzler, L.; Apfelbacher, L.; Schanz, J.; Kolb, D.; Riegel, H.; Werner, E. Additive Manufacturing of CrFeNiTi Multi-Principal Element Alloys. Materials 2022, 15, 7892. https://doi.org/10.3390/ma15227892
Reiberg M, Hitzler L, Apfelbacher L, Schanz J, Kolb D, Riegel H, Werner E. Additive Manufacturing of CrFeNiTi Multi-Principal Element Alloys. Materials. 2022; 15(22):7892. https://doi.org/10.3390/ma15227892
Chicago/Turabian StyleReiberg, Marius, Leonhard Hitzler, Lukas Apfelbacher, Jochen Schanz, David Kolb, Harald Riegel, and Ewald Werner. 2022. "Additive Manufacturing of CrFeNiTi Multi-Principal Element Alloys" Materials 15, no. 22: 7892. https://doi.org/10.3390/ma15227892
APA StyleReiberg, M., Hitzler, L., Apfelbacher, L., Schanz, J., Kolb, D., Riegel, H., & Werner, E. (2022). Additive Manufacturing of CrFeNiTi Multi-Principal Element Alloys. Materials, 15(22), 7892. https://doi.org/10.3390/ma15227892