1. Introduction
The wear resistance of low Cr addition cast iron is worse than that of high-chromium cast iron with M
7C
3 carbides, but better than carbon steel and some low alloy steels [
1,
2,
3,
4]. It is necessary to reduce the brittleness of materials while maintaining wear resistance, and the contradiction between toughness and wear resistance needs to be dealt with [
5,
6,
7].
The wide industrial application of chromium white cast irons has encouraged researchers to try different carbide-forming elements to improve the alloy microstructure, such as tungsten (W), vanadium (V), niobium (Nb), titanium (Ti) and boron (B), with the addition of a different carbide formation than cementite It reduces the carbon content of the matrix and improves the toughness and wear resistance of the material. Adding Ti in the cast iron to form TiC particles with a high melting point, as the heterogeneous nucleation substrate, and hinder the growth of carbides can refine the microstructure [
8,
9,
10]. Therefore, with the increase in TiC content, the size of the carbides decreases, which is conducive to the improvement of hardness and toughness [
11,
12,
13]. However, a large amount of TiC consumes the C element, which reduces the amount of carbide formation and hardness [
14,
15,
16]. At the same time, the addition of C powder may change this phenomenon, but some of C powder floats into slag, which does not help the phenomenon of poor C [
17,
18]. Compared with directly adding TiC, the TiC formed in the matrix is finer, the size distribution in the metal matrix is more uniform, the microstructure of the matrix can be refined and it has good wettability with the black matrix, thus forming a stronger bonding interface [
19,
20,
21].
Al-Ti-C master alloy agent is the most promising grain refiner at present. The low addition of Ti
3AlC
2 (about 1%) is mainly used as a refiner [
22,
23,
24]. The thinning mechanism is that Ti
3AlC
2 is easy to decompose at a high temperature (above 870 °C) and the existence of a metal phase will promote the decomposition. The decomposed TiC particles, as a heterogeneous nucleation substrate, have better microstructure refinement effects to improve the mechanical properties [
18,
25,
26,
27]. Although alloy Al-Ti-C is refined by TiC particles, it is not as easily aggregated and subjected to Zr, Cr and TiB [
28,
29,
30,
31,
32].
In this paper, the method of adding Ti3AlC2 in the melting and casting process of medium chromium alloy white iron is studied. The aim of this method is to refine the microstructure of cast iron, improve its wear resistance and achieve better wear resistance under the condition of low Cr addition. In addition, the interface of TiC generated by the decomposition of Ti3AlC2 in the process of alloy melting combines well with the metal matrix, and the strength formed is much better than its impact wear performance.
2. Experimental Method and Process
2.1. Experimental Materials
White cast iron. Raw cast iron is made by melting a certain proportion of steel, including scrap steel, ferromanganese, ferromolybdenum, etc. The chemical compositions of the alloys are presented in
Table 1.
Ti
3AlC
2. A typical process follows: Ti, Al and C powder in Ti:Al:C = 3:1.1:2 mole ratio are mixed for 10 h and then shaped by cold pressing in a stainless steel mold to produce Ti
3AlC
2 powder. After 1 h pressureless sintering under 1450 °C, the sintered bulk sample shall be smashed into 10 μm (
Figure 1).
2.2. Experimental Process
Smelting. In the experiment, 25 kg middle-frequency induction electric smelting in the laboratory is used, with melting temperature selected around 1400 °C, and fully melt raw materials are thermally insulated to preset pouring temperature to 1500 °C (infrared thermometer monitoring), and Ti3AlC2 powder should be added to the iron melt before pouring.
Pouring. Metal liquid shall be poured into a special concave and convex mold with a chamber size of 140 × 40 × 50 mm after discharge. Impact abrasive wear experiment is carried out on the MLD-10B abrasion machine, and the impact power is set as 1.5 J, impact frequency is set as 150 times/min, and rotating shaft speed is set as 200 r/min.
Sampling. The heat treatment of the sample will have an effect on the solidification structure and the secondary phase transformation will occur. Therefore, all specimens in this study were slowly cooled without heat treatment and were characterized and tested in the as-cast state. All specimens are taken from the same position on the samples. Metallographic sample and impact abrasive wear samples are, respectively, used for Rockwell hardness measurement and microstructure observation and impact abrasive wear experiment.
3. Results and Analysis
3.1. Microstructural Analysis
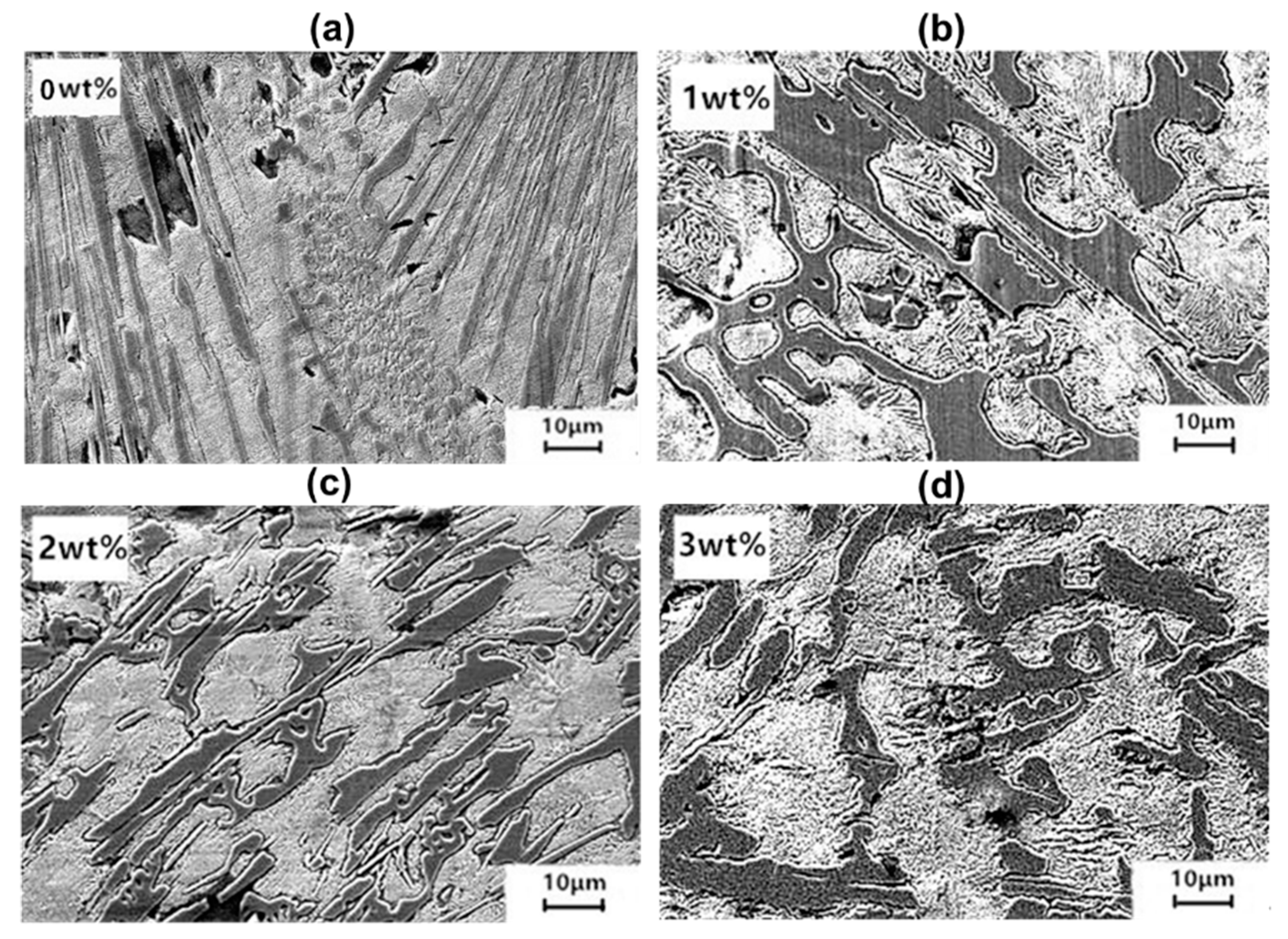
Under the addition of 1 wt.% Ti
3AlC
2, an abnormal eutectic carbide can be seen in
Figure 2a, which is radially distributed in general and interlaced regularly with austenite. However, the carbides at the edge of the eutectic clusters are laterally connected to each other. The coarse eutectic carbides in
Figure 2b are refined to a certain extent when the addition amount is 2.0 wt.%. The carbides are passivated at the sharp angle in
Figure 2c, and the directivity disappears. On the contrary, the primary carbide is not refined, and the eutectic spacing becomes larger and larger with the increase in Ti
3AlC
2 content to 3 wt.% in
Figure 2d.
It was found that the addition of 2 wt.% Ti
3AlC
2 was the most effective and weakened at 3 wt.%. As can be seen from the distribution of Ti elements in
Figure 3, the Ti element is more dispersed when added in 1~2 wt.%. With the increase in the titanium content, the formation of TiC gradually increases and the average diameter gradually increases, as shown in
Table 2. When the amount of TiC added is less than 2 wt.%, the average diameter is less than 1 μm. However, when the addition amount is more than 2.0 wt.%, the number of TiC particles increases rapidly and the diameter increases to more than 1 μm, and the distribution in the matrix is obviously uneven.
3.2. Effect of Ti3AlC2 on the Wear Resistance of the White Cast Iron
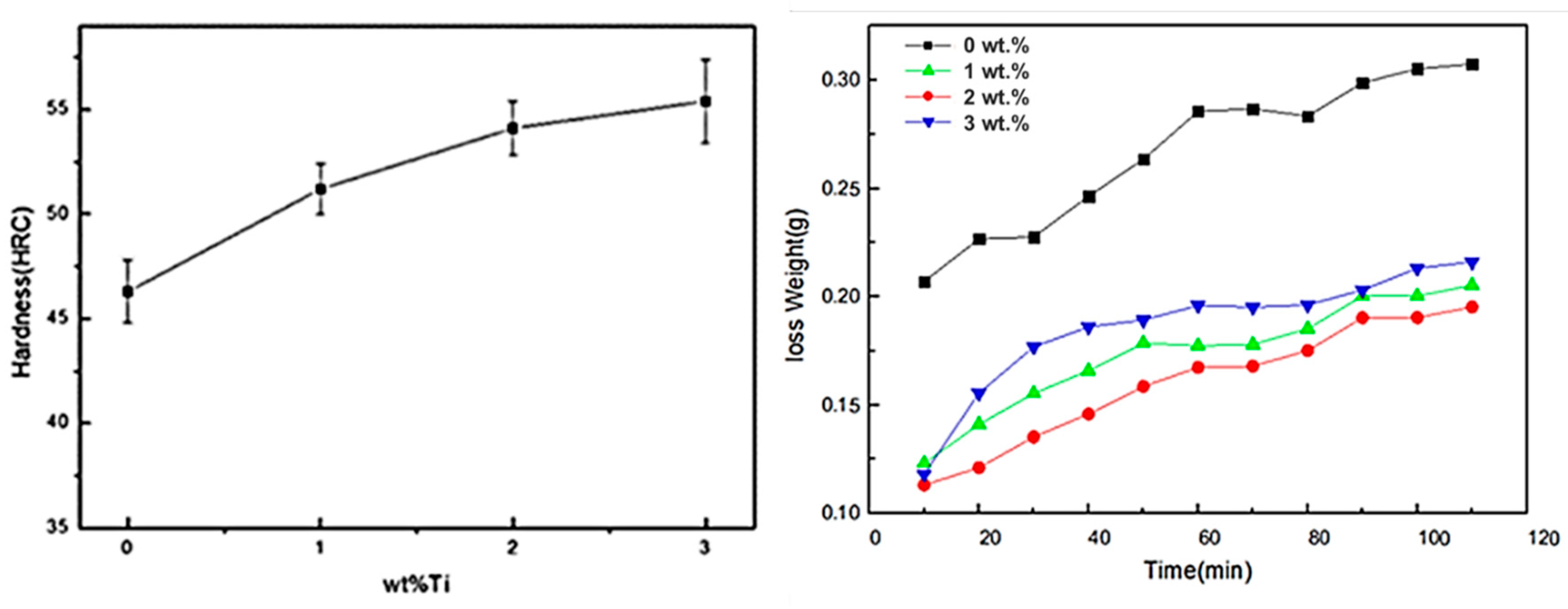
As seen in
Figure 4, the hardness of the as-cast samples with different Ti
3AlC
2 addition amounts increases gradually with the increase in the addition amount, and the wear extent of the as-cast samples increases with increase in wear time. Among them, the non-addition sample has the biggest wear extent and worst wear-resistance property. The other three experimental conditions have relatively small wear extent, approximately increasing the wear property by 2 times compared to the non-addition sample. The sample with 2.0 wt.% Ti
3AlC
2 addition has the best wear performance. However, compared with 1.0 wt.% addition, wear loss under 3.0 wt.% addition increases, and is free from significant change after pressurization. This shows that the continuous addition of Ti
3AlC
2 does not contribute to the improvement of the wear-resistance property and may cause a negative effect.
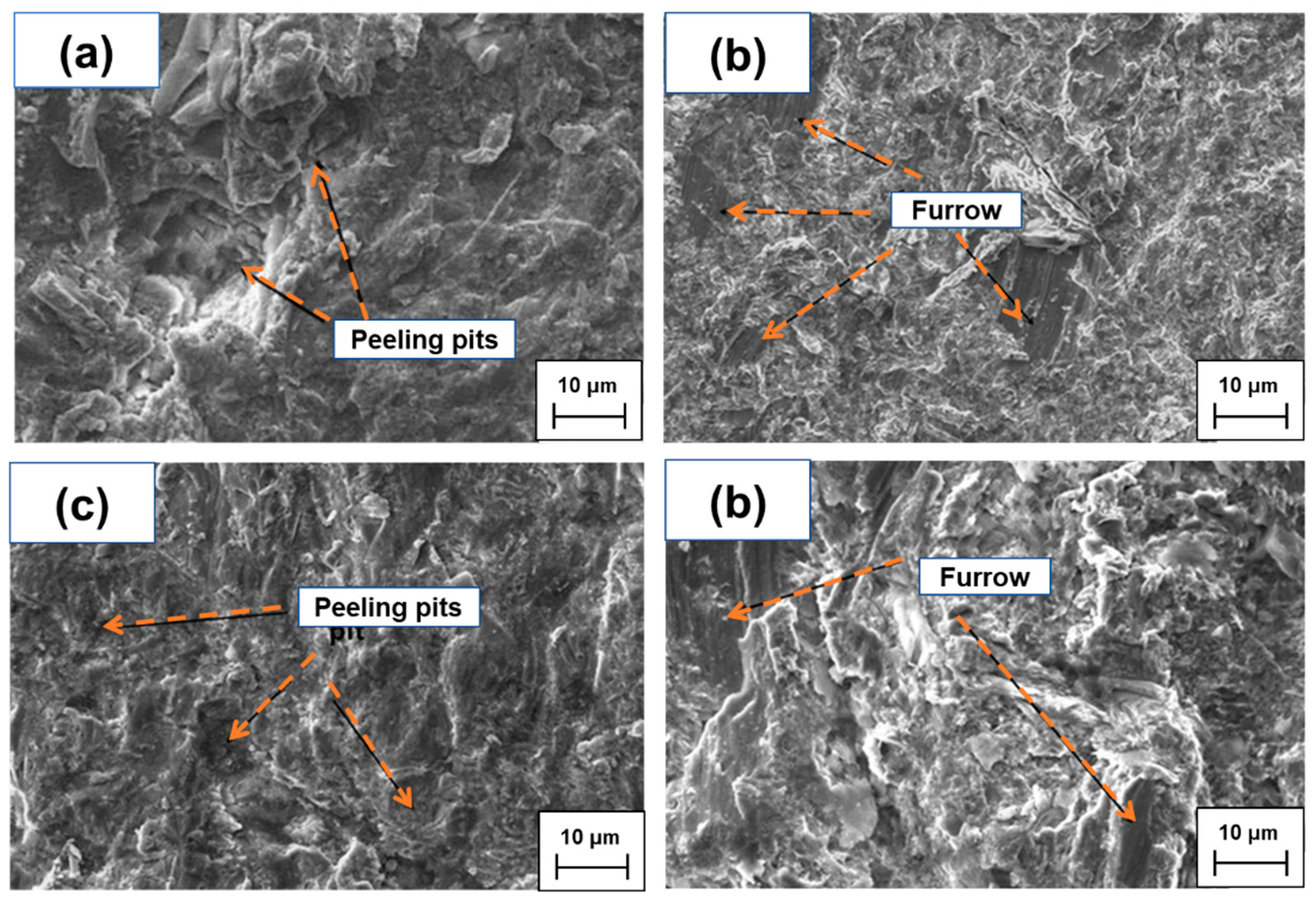
As seen in
Figure 5, the wear resistance increases with the increase in hardness. The sliding of impact abrasive particles makes the material to produce ploughs and spalling pits, which makes the metal break away from its parent body because the impact energy is 1.5 J. In
Figure 5a, there are a number of cutting and chiseling marks on the grinding surface of metal mold casting, the cutting groove is deeper and the tearing takes away more matrix material. In
Figure 5b, the grinding surface of the sample added with Ti
3AlC
2 is mainly ploughing and there is no spalling pit, which shows obvious abrasive wear and exists in the spalling pit, becoming very shallow. In
Figure 5c, there are spalling pits at or near the end of the furrow, which indicates that the abrasive encountered hard carbides when it was pushed to these positions, and the carbides flaked off from the surface of the matrix after repeated impact and extrusion. Considering the same wear morphology shown in
Figure 5a, deep spalling pits with large diameters are also observed in
Figure 5d, which are identical to the size of primary carbides, indicating that larger areas of carbides are more prone to fracture, shedding and failure.
4. Discussion
4.1. Morphology and Distribution of TiC
By analyzing the microstructure and wear properties of white cast iron, the alloy with the Ti
3AlC
2 addition of 2 wt.% with uniform distribution are the best. In order to further explain the strengthening mechanism, magnification and elemental analysis were carried out on the joint site between particles and matrix, as shown in
Figure 6. It can be seen that the smaller TiC becomes the nucleation basis of the matrix alloy after decomposition, which is also the reason for the refinement of carbide. The particles at lower temperatures, which do not dissolve completely and do not become nucleation centers, can also play a strengthening role. Both of the two types of particle boundaries have element diffusion with the matrix metal, forming reinforcement phase similar to the in situ formation, which is well combined with the interface between the matrix, and is not easy to cause the fall off of the reinforcement phase in the process of impact wear.
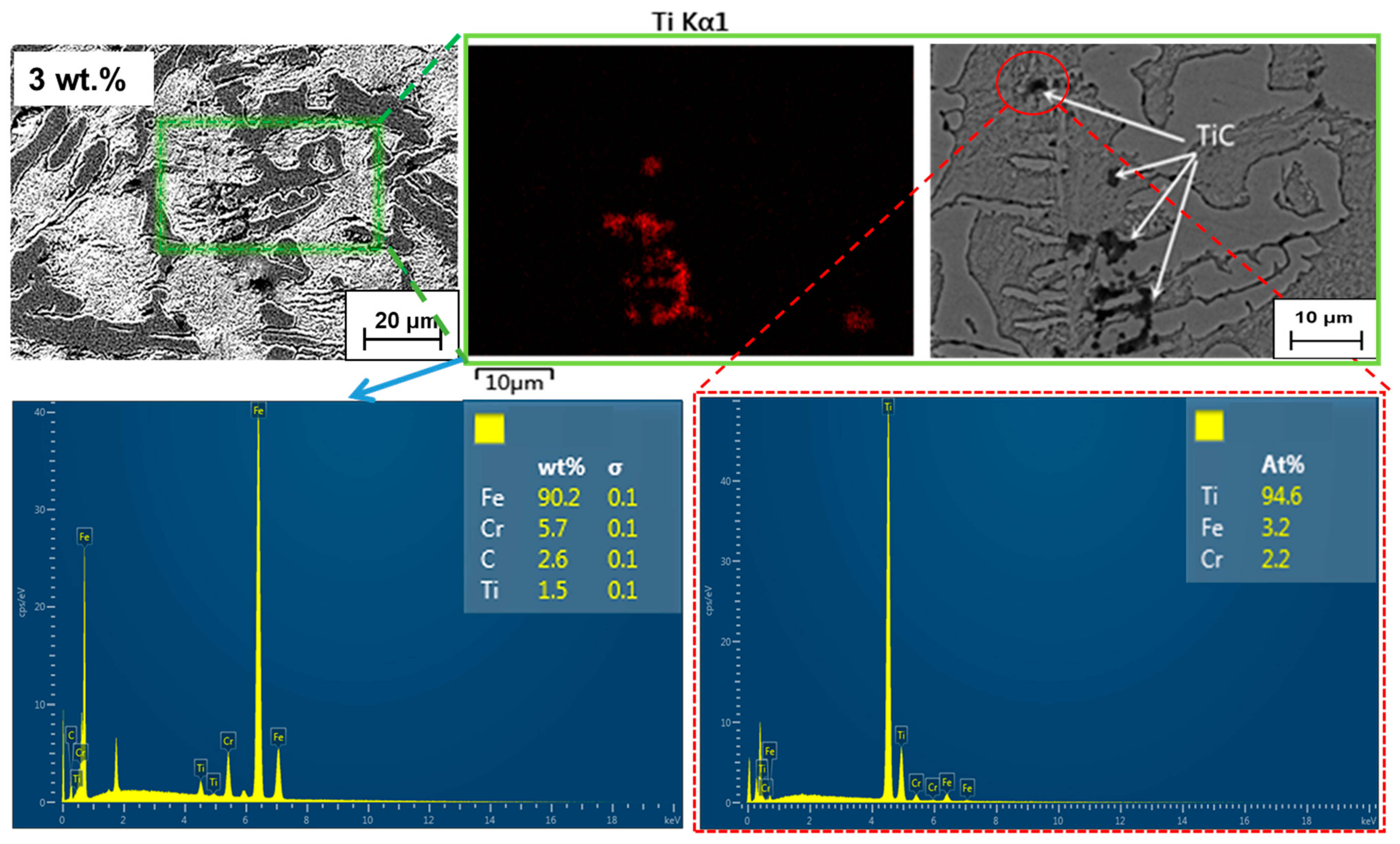
It is found that TiC aggregates at grain boundaries by adding 3.0 wt.% of the microstructures back scattering images and composition analysis as shown in
Figure 7, which indicates that this may be due to the decomposition of a part of the TiC as the nucleation substrate to promote nucleation of primary austenite, while the other part of TiC, which is not the core, accumulates at the solidification front. Although the existence of these TiCs limits the liquid space of eutectic transformation, the liquid is divided into smaller regions and the growth space of eutectic carbides becomes narrower, which is beneficial to the refinement of the eutectic structure. However, the lattice distortion caused by it hinders the plastic deformation of metal materials at room temperature. During solidification, TiC is enriched at the front of the austenitic interface and carbide interface, respectively, to form a subcooled microzone, which increases the nucleation degree and hinders austenite and carbide growth. The effect of the above factors makes the occurrence of the crystallization process much easier.
Due to the uneven distribution of solute elements in alloy melts, the phase fraction ratio of solute in solid solution is different, which will lead to the difference of local component undercooling. Therefore, in the region with low undercooling, TiC particles struggle to grow. In the region with high undercooling degree, the grains with TiC particles as the nucleation will preferentially grow, and the latent heat will be released during the process of crystal formation. If the heat released by these preferential nuclei reduces the undercooling of the surrounding nuclei, then the TiC particles in the region with low undercooling will not form the nuclei and will eventually be enriched at the grain boundaries.
4.2. Strengthening Mechanism
From the point of view of particle theory, the AlTiC particle is difficult to melt and its structure is similar to the austenite. As shown in
Figure 8, the lattice constant of austenite is a = 0.365 nm and the lattice constant of TiC = 0.432 nm; thus, the difference between them is very small. Austenite is easily nucleated directly on TiC according to the principle of structure and size adaptation. The eutectic transformation of the as-cast microstructure with the un-added Ti
3AlC
2 samples is almost carried out in the form of eutectic growth. When the first precipitated austenite is below the crystallization temperature, the austenite formed by eutectic will adhere to the eutectic growth. However, the existence of TiC hinders the possibility of the dependence growth and makes the structure transition to regular eutectic, which is shown in
Figure 8. This is because the melting point difference between metal and non-metal eutectic is larger than that of solid phase, so the eutectic co-occurrence zone is inclined to the side with low melting point, which is more prominent. The two phases begin to grow together after entering the symbiosis zone.
5. Conclusions
(1) Ti3AlC2 addition can refine the eutectic carbide size of hypoeutectic white cast iron. With the increase in the Ti3AlC2 addition amount, the size of the carbide in the alloy is reduced. During the growth of the primary austenite, it is decomposed into TiC, which becomes the nucleation center of austenite. Because the lattice matching degree between austenite and TiC is higher, the growth of eutectic carbide is quicker than that of TiC, which slows down the growth rate of carbide and thus reduces the size.
(2) The dispersed TiC is prepared in situ by Ti3AlC2, and the element analysis shows that the boundaries of the TiC and matrix are tightly bound.
(3) Overall, 2.0 wt.%Ti3AlC2 addition provokes a two times improvement in the wear-resistance property of the material compared to the original one. Increasing the amount of Ti3AlC2 is helpful to improve the wear performance. However, excessive addition of Ti3AlC2 will make the generated TiC not become the core of inhomogeneous nucleation, but exist at the front of the solidification interface and aggregate at the grain boundary.
Author Contributions
Formal analysis, H.L.; Investigation, H.L. and B.Q.; Supervision, S.X.; Writing—original draft, Q.D. and S.X. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Central Universities under Grant number 2018YJS139.
Institutional Review Board Statement
Informed consent was obtained from all subjects involved in the study.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Data Availability Statement
The datasets generated during and/or analyzed in the current study are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
References
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationships in high chromium white iron alloy. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- Zhang, F.; Du, M.; Fan, K.; Ye, C.; Zhang, B. Fabrication and mechanical properties of network structured titanium alloy matrix composites reinforced with Ti2AlC particulates. Mater. Sci. Eng. A 2020, 776, 139065. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Rainforth, M.W.; Mejía, I. The Role of Silicon in the Solidification of High-Cr Cast Irons. Metall. Mater. Trans. A 2013, 44, 856–872. [Google Scholar] [CrossRef]
- Jacuinde, A.B.; Correa, R.; Quezada, J.; Maldonado, C. Effect of titanium on the as-cast microstructure of a 16%chromium white iron. Mater. Sci. Eng. A 2005, 398, 297–308. [Google Scholar] [CrossRef]
- Hu, W.; Huang, Z.; Yu, Q.; Wang, Y.; Jiao, Y.; Lei, C.; Cai, L.; Zhai, H.; Zhou, Y. Ti2AlC triggered in-situ ultrafine TiC/Inconel 718 composites: Microstructure and enhanced properties. J. Mater. Sci. Technol. 2020, 51, 70–78. [Google Scholar] [CrossRef]
- Wang, W.; Sokol, M.; Kota, S.; Barsoum, M.W. Reaction paths and microstructures of nickel and Ti2AlC mixtures hot pressed and annealed in the 1050–1350 °C temperature range. J. Alloys Compd. 2020, 828, 154193. [Google Scholar] [CrossRef]
- Wang, D.; Tian, W.; Ma, A.; Ding, J.; Wang, C.; You, Y.; Zhang, P.; Chen, J.; Zhang, Y.; Sun, Z. Anisotropic properties of Ag/Ti3AlC2 electrical contact materials prepared by equal channel angular pressing. J. Alloys Compd. 2019, 784, 431–438. [Google Scholar] [CrossRef]
- Heino, V.; Kallio, M.; Valtonen, K.; Kuokkala, V.-T. The role of microstructure in high stress abrasion of white cast irons. Wear 2017, 388–389, 119–125. [Google Scholar] [CrossRef]
- Terry, B.S.; Chinyamakobvu, O.S. In situ production of Fe-TiC composites by reactions in liquid iron alloys. J. Mater. Sci. Lett. 1991, 10, 628–629. [Google Scholar] [CrossRef]
- Jiang, W.H.; Pan, W.D.; Song, G.H.; Han, X.L. In situ synthesis of a TiC-Fe composite in liquid iron. J. Mater. Sci. Lett. 1997, 16, 1830–1832. [Google Scholar] [CrossRef]
- Cortés-Carrillo, E.; Bedolla-Jacuinde, A.; Mejía, I.; Zepeda, C.; Zuno-Silva, J.; Guerra-Lopez, F. Effects of tungsten on the microstructure and on the abrasive wear behavior of a high-chromium white iron. Wear 2017, 376–377, 77–85. [Google Scholar] [CrossRef]
- Wiengmoon, A.; Chairuangsri, T.; Poolthong, N.; Pearce, J.T.H. Electron microscopy and hardness study of a semi-solid pro-cessed 27 wt% Cr cast iron. Mater. Sci. Eng. A 2008, 480, 333–341. [Google Scholar] [CrossRef]
- Zhu, H.; Dong, K.; Wang, H.; Huang, J.; Li, J.; Xie, Z. Reaction mechanisms of the TiC/Fe composite fabricated by exothermic dis-persion from Fe-Ti-C elementsystem. Powder Technol. 2013, 246, 456–461. [Google Scholar] [CrossRef]
- Powell, G.L.F.; Bee, J.V. Secondary carbide precipitation in an 18wt%Cr-1wt%Mo white iron. J. Mater. Sci. 1996, 31, 707–711. [Google Scholar] [CrossRef]
- Doğan, Ö.N.; Hawk, J.A.; Tylczak, J.H. Wear of cast chromium steels with TiC reinforcement. Wear 2001, 250, 462–469. [Google Scholar] [CrossRef]
- Popov, A.A.; Gassik, M.M. Rapidly solidified Fe-TiC composites: Thermodynamics and the peculiarities of microstructure formation in situ. Scr. Mater. 1996, 35, 629–634. [Google Scholar] [CrossRef]
- Feng, K.; Yang, Y.; Shen, B. In situ synthesis of TiC/Fe composites by reaction casting. Mater. Des. 2005, 26, 37–40. [Google Scholar] [CrossRef]
- Chung, R.; Tang, X.; Li, D.; Hinckley, B.; Dolman, K. Effects of titanium addition on microstructure and wear resistance of hypereutectic high chromium cast iron Fe-25wt.%Cr-4wt.%C. Wear 2009, 267, 356–361. [Google Scholar] [CrossRef]
- Coronado, J.; Sinatora, A. Abrasive wear study of white cast iron with different solidification rates. Wear 2009, 267, 2116–2121. [Google Scholar] [CrossRef]
- Li, Y.; Gao, Y. Three-body abrasive wear behavior of CC/high-Cr WCI composite and its interfacial characteristics. Wear 2010, 268, 511–518. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, X.F.; Wang, Z.Q. Promotion of small quantity of Mg and Si on the grain refinement effect of AlTiC master alloy. Alum. Fabr. 2002, 25, 40–43. [Google Scholar]
- Yin, K.B.; Bian, X.F.; Yao, X.J. Effects of AlTiC master alloy on the grain refinement of AlMg10 alloy. Spec. Cast. Non-Ferr. Alloys 2005, 25, 59–61. [Google Scholar]
- Chen, X.H.; Zhai, H.X.; Song, F.; Huang, Z. Raction behavior of Ti3AlC2 with Fe at High temperature. Rare Met. Mater. Eng. 2011, 40, 499–502. [Google Scholar]
- Liu, S.; Zhou, Y.F.; Xing, X.L.; Wang, J.B.; Yang, Q.X. Refining effect of TiC on primary M7C3 in hypereutectic Fe-Cr-C harden-surface welding coating: Experimental research and first-principles calculation. J. Alloys Compd. 2017, 691, 239–249. [Google Scholar] [CrossRef]
- Xu, L.; Zhu, D.; Grasso, S.; Suzuki, T.S.; Kasahara, A.; Tosa, M.; Kim, B.-N.; Sakka, Y.; Zhu, M.; Hu, C. Effect of texture microstructure on tribological properties of tailored Ti3AlC2 ceramic. J. Adv. Ceram. 2017, 6, 120–128. [Google Scholar] [CrossRef]
- Zhi, X.; Xing, J.; Fu, H.; Gao, Y. Effect of titanium on the as-cast microstructure of hypereutectic high chromium cast iron. Mater. Charact. 2008, 59, 1221–1226. [Google Scholar] [CrossRef]
- Lin, Y.; Zee, R.H.; Chin, B.A. In situ formation of three-dimensional TiC reinforcements in Ti-TiC composites. Metall. Mater. Trans. A 1991, 22, 859–865. [Google Scholar] [CrossRef]
- Skolianos, S.; Kattamis, T.Z.; Chen, M.; Chambers, B.V. Cast microstructure and tribological properties of particulate TiC-reinforced Ni-base or stainless steel matrix composites. Mater. Sci. Eng. A 1994, 183, 195–204. [Google Scholar] [CrossRef]
- Jiang, J.P.; Li, S.B.; Zhang, W.W. In situ formed TiCx in high chromium white iron composites: Formation mechanism and in-fluencing factors. J. Alloys Compd. 2019, 788, 873–880. [Google Scholar] [CrossRef]
- Das, K.; Bandyopadhyay, T.K.; Das, S. A Review on the various synthesis routes of TiC reinforced ferrous based composites. J. Mater. Sci. 2002, 37, 3881–3892. [Google Scholar] [CrossRef]
- Jiang, J.P.; Li, S.B.; Li, H.L.; Zhou, Y. Effect of in situ formed TiCx grains on the microstructural modification of high Cr white iron. J. Alloys Compd. 2017, 726, 430–436. [Google Scholar] [CrossRef]
- Jiang, J.; Li, S.; Hu, S.; Zhou, Y. Effects of in situ formed TiCx on the microstructure, mechanical properties and abrasive wear behavior of a high chromium white iron. Mater. Chem. Phys. 2018, 214, 80–88. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}