
Geopolymer-Based Artificial Aggregates: A Review on Methods of Producing, Properties, and Improving Techniques

 , ,
, , 
Abstract
:1. Introduction
2. Geopolymers as Artificial Aggregates
2.1. Precursors
2.2. Influential Factors
3. Processing and Producing Geopolymer-Based Artificial Aggregates
3.1. Curing Method
3.1.1. Cold Bonding
3.1.2. Sintering
3.1.3. Autoclaving
4. Properties of Geopolymer-Based Artificial Aggregates
4.1. Physical Properties
4.2. Mechanical Properties
4.3. Morphological Properties
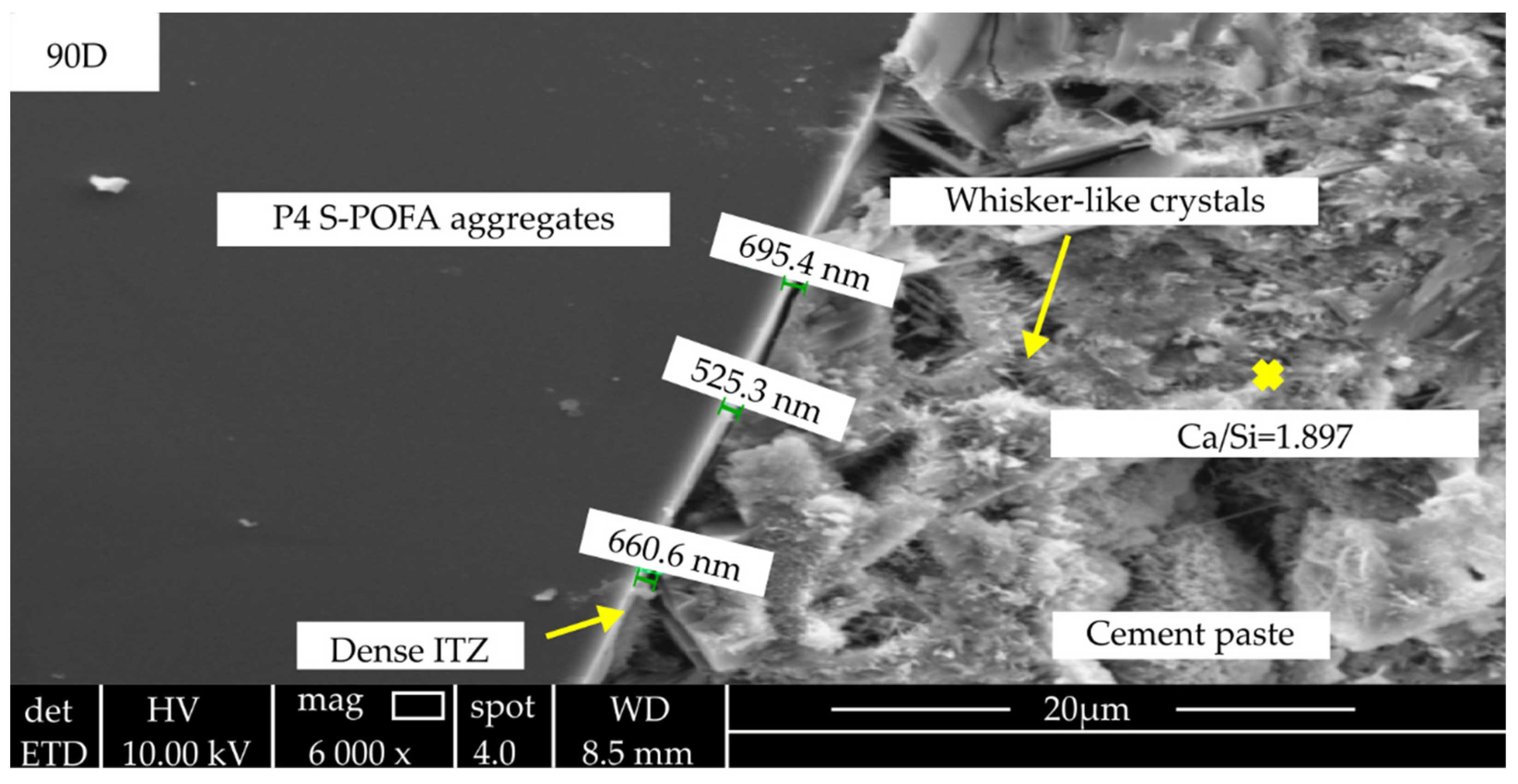
5. Interfacial Transition Zone (ITZ)
6. Improvement Techniques for Artificial Aggregate-Based Geopolymer Properties
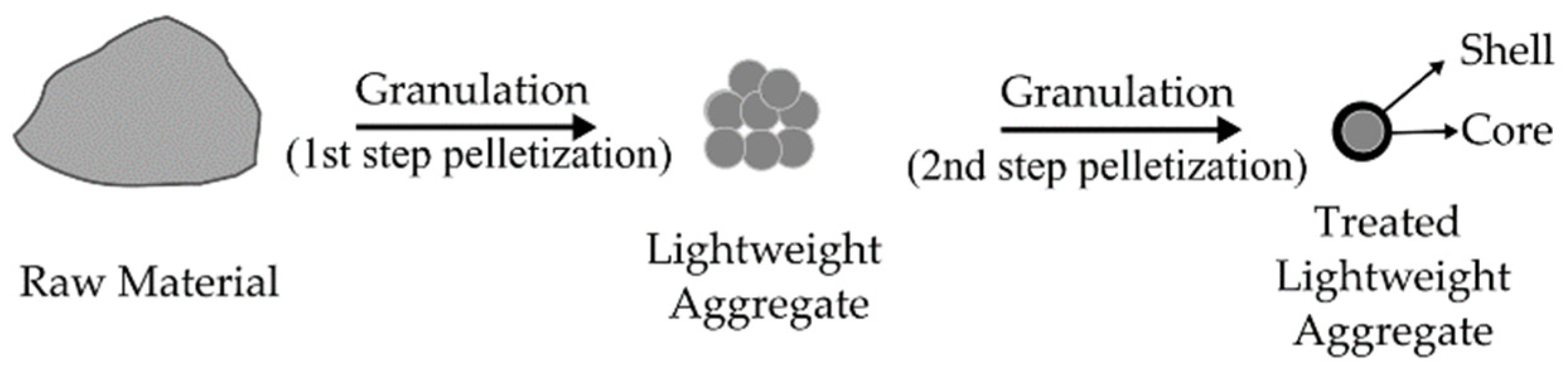
6.1. Two-Step Pelletization
6.2. Soaking in Alkali Solution
6.3. Coating
6.4. Vacuum Impregnation
7. Conclusions and Summary of Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nguyen, Q.D.; Castel, A. Reinforcement corrosion in limestone flash calcined clay cement-based concrete. Cem. Concr. Res. 2020, 132, 106051. [Google Scholar] [CrossRef]
- Shahrour, N.; Allouzi, R. Shear behavior of captive- and short- column effects using different basalt aggregate contents. J. Build. Eng. 2020, 32, 101508. [Google Scholar] [CrossRef]
- Delsaute, B.; Staquet, S. Development of strain-induced stresses in early age concrete composed of recycled gravel or sand. J. Adv. Concr. Technol. 2019, 17, 319–334. [Google Scholar] [CrossRef] [Green Version]
- Dimitriou, G.; Savva, P.; Petrou, M.F. Enhancing mechanical and durability properties of recycled aggregate concrete. Constr. Build. Mater. 2018, 158, 228–235. [Google Scholar] [CrossRef]
- Akhtar, A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Pawluczuk, E.; Kalinowska-Wichrowska, K.; Bołtryk, M.; Jiménez, J.R.; Fernández, J.M. The influence of heat and mechanical treatment of concrete rubble on the properties of recycled aggregate concrete. Materials 2019, 12, 367. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Liu, C.; Xu, X.; Lv, Z.; Xing, L. Self-healing of concrete cracks by immobilizing microorganisms in recycled aggregate. J. Adv. Concr. Technol. 2020, 18, 168–178. [Google Scholar] [CrossRef] [Green Version]
- Keulen, A.; Van Zomeren, A.; Harpe, P.; Aarnink, W.; Simons, H.A.E.; Brouwers, H.J.H. High performance of treated and washed MSWI bottom ash granulates as natural aggregate replacement within earth-moist concrete. Waste Manag. 2016, 49, 83–95. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Saxena, S.; Tembhurkar, A.R. Impact of use of steel slag as coarse aggregate and wastewater on fresh and hardened properties of concrete. Constr. Build. Mater. 2018, 165, 126–137. [Google Scholar] [CrossRef]
- Qian, D.; Yu, R.; Shui, Z.; Sun, Y.; Jiang, C.; Zhou, F.; Ding, M.; Tong, X.; He, Y. A novel development of green ultra-high performance concrete (UHPC) based on appropriate application of recycled cementitious material. J. Clean. Prod. 2020, 261, 121231. [Google Scholar] [CrossRef]
- Tajra, F.; Abd Elrahman, M.; Lehmann, C.; Stephan, D. Properties of lightweight concrete made with core-shell structured lightweight aggregate. Constr. Build. Mater. 2019, 205, 39–51. [Google Scholar] [CrossRef]
- Ul Rehman, M.; Rashid, K.; Ul Haq, E.; Hussain, M.; Shehzad, N. Physico-mechanical performance and durability of artificial lightweight aggregates synthesized by cementing and geopolymerization. Constr. Build. Mater. 2020, 232, 117290. [Google Scholar] [CrossRef]
- Kwek, S.Y.; Awang, H.; Cheah, C.B.; Mohamad, H. Development of sintered aggregate derived from POFA and silt for lightweight concrete. J. Build. Eng. 2022, 49, 104039. [Google Scholar] [CrossRef]
- Balapour, M.; Zhao, W.; Garboczi, E.J.; Oo, N.Y.; Spatari, S.; Hsuan, Y.G.; Billen, P.; Farnam, Y. Potential use of lightweight aggregate (LWA) produced from bottom coal ash for internal curing of concrete systems. Cem. Concr. Compos. 2020, 105, 103428. [Google Scholar] [CrossRef]
- Terzić, A.; Pezo, L.; Mitić, V.; Radojević, Z. Artificial fly ash based aggregates properties influence on lightweight concrete performances. Ceram. Int. 2015, 41, 2714–2726. [Google Scholar] [CrossRef]
- Narattha, C.; Chaipanich, A. Phase characterizations, physical properties and strength of environment-friendly cold-bonded fly ash lightweight aggregates. J. Clean. Prod. 2018, 171, 1094–1100. [Google Scholar] [CrossRef]
- Jeon, D.; Yum, W.S.; Song, H.; Yoon, S.; Bae, Y.; Oh, J.E. Use of coal bottom ash and cao-cacl2-activated ggbfs binder in the manufacturing of artificial fine aggregates through cold-bonded pelletization. Materials 2020, 13, 5598. [Google Scholar] [CrossRef]
- Shivaprasad, K.N.; Das, B.B. Effect of Duration of Heat Curing on the Artificially Produced Fly Ash Aggregates. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 431. [Google Scholar]
- Wang, D.; Cui, C.; Chen, X.F.; Zhang, S.; Ma, H. Characteristics of autoclaved lightweight aggregates with quartz tailings and its effect on the mechanical properties of concrete. Constr. Build. Mater. 2020, 262, 120110. [Google Scholar] [CrossRef]
- Ishwarya, G.; Singh, B.; Deshwal, S.; Bhattacharyya, S.K. Effect of sodium carbonate/sodium silicate activator on the rheology, geopolymerization and strength of fly ash/slag geopolymer pastes. Cem. Concr. Compos. 2019, 97, 226–238. [Google Scholar] [CrossRef]
- Wang, Y.S.; Alrefaei, Y.; Dai, J.G. Silico-aluminophosphate and alkali-aluminosilicate geopolymers: A comparative review. Front. Mater. 2019, 6, 106. [Google Scholar] [CrossRef] [Green Version]
- Shoaei, P.; Musaeei, H.R.; Mirlohi, F.; Narimani zamanabadi, S.; Ameri, F.; Bahrami, N. Waste ceramic powder-based geopolymer mortars: Effect of curing temperature and alkaline solution-to-binder ratio. Constr. Build. Mater. 2019, 227, 116686. [Google Scholar] [CrossRef]
- Nadesan, M.S.; Dinakar, P. Mix design and properties of fly ash waste lightweight aggregates in structural lightweight concrete. Case Stud. Constr. Mater. 2017, 7, 336–347. [Google Scholar] [CrossRef]
- Le, H.B.; Bui, Q.B.; Tang, L. Geopolymer recycled aggregate concrete: From experiments to empirical models. Materials 2021, 14, 1180. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Wattage, H.; Le, K.N.; Buteraa, A.; Soomro, M. Methods to improve microstructural properties of recycled concrete aggregate: A critical review. Constr. Build. Mater. 2021, 270, 121490. [Google Scholar] [CrossRef]
- Nežerka, V.; Havlásek, P.; Trejbal, J. Mitigating inclusion-induced shrinkage cracking in cementitious composites by incorporating recycled concrete fines. Constr. Build. Mater. 2020, 248, 118673. [Google Scholar] [CrossRef]
- Evangelista, L.; De Brito, J. Durability of crushed fine recycled aggregate concrete assessed by permeability-related properties. Mag. Concr. Res. 2019, 71, 1142–1150. [Google Scholar] [CrossRef]
- Evangelista, L.; De Brito, J. Concrete with fine recycled aggregates: A review. Eur. J. Environ. Civ. Eng. 2014, 18, 129–172. [Google Scholar] [CrossRef]
- Li, X. Recycling and reuse of waste concrete in China. Part I. Material behaviour of recycled aggregate concrete. Resour. Conserv. Recycl. 2008, 53, 36–44. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 2011, 33, 788–795. [Google Scholar] [CrossRef]
- Kang, P.; Zhang, H.; Duan, H. Characterizing the implications of waste dumping surrounding the Yangtze River economic belt in China. J. Hazard. Mater. 2020, 383, 121207. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Soomro, M.; Evangelista, A.C.J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Ko, S.; Kim, W.; Shin, S.C.; Shin, J. The economic value of sustainable recycling and waste management policies: The case of a waste management crisis in South Korea. Waste Manag. 2020, 104, 220–227. [Google Scholar] [CrossRef] [PubMed]
- Huynh, T.P.; Pham, T.B.; Lam, T.K.; Tran, T.D.; Nguyen, V.T. Feasibility of Producing Artificial Aggregates by Alkaline Activation of Fly Ash-Slag Blends. In Proceedings of the 2020 Applying New Technology in Green Buildings (ATiGB), Da Nang, Vietnam, 12–13 March 2021; pp. 1–5. [Google Scholar] [CrossRef]
- Yusra, A.; Salena, I.Y.; Safrizal, H. The Comparison of Compressive Strength of Normal Concrete with Artificial Lightweight Aggregate Concrete. In Proceedings of the 3rd International Conference of Computer, Environment, Agriculture, Social Science, Health Science, Engineering and Technology (ICEST 2018), Medan, Indonesia, 4–6 May 2018; pp. 29–34. [Google Scholar] [CrossRef]
- Rafiza, A.; Bakri, A.; Kamarudin, H.; Nizar, I.; Hardjito, D.; Zarina, Y. Evaluation of Pelletized Artificial Geopolymer Aggregate Manufactured From Volcano Ash. Aust. J. Basic Appl. Sci. 2013, 7, 15–20. [Google Scholar]
- Tian, K.; Wang, Y.; Hong, S.; Zhang, J.; Hou, D.; Dong, B.; Xing, F. Alkali-activated artificial aggregates fabricated by red mud and fly ash: Performance and microstructure. Constr. Build. Mater. 2021, 281, 122552. [Google Scholar] [CrossRef]
- Saleem, N.; Rashid, K.; Fatima, N.; Hanif, S.; Naeem, G.; Aslam, A.; Fatima, M.; Aslam, K. Appraisal of geopolymer lightweight aggregates sintered by microwave radiations. J. Asian Concr. Fed. 2020, 6, 37–49. [Google Scholar] [CrossRef]
- Parvathy, S.; Sharma, A.K.; Anand, K.B. Comparative study on synthesis and properties of geopolymer fine aggregate from fly ashes. Constr. Build. Mater. 2019, 198, 359–367. [Google Scholar] [CrossRef]
- Aslam, A.; Rashid, K.; Naeem, G.; Saleem, N.; Hanif, S. Microwave Assisted Synthesis and Experimental Exploration of Geopolymer Lightweight Aggregate. Tech. J. Univ. Eng. Technol. 2020, 25, 8–16. [Google Scholar]
- Wang, S.; Yu, L.; Yang, F.; Zhang, W.; Xu, L.; Wu, K.; Tang, L.; Yang, Z. Resourceful utilization of quarry tailings in the preparation of non-sintered high-strength lightweight aggregates. Constr. Build. Mater. 2022, 334, 127444. [Google Scholar] [CrossRef]
- Freire, A.L.; Moura-Nickel, C.D.; Scaratti, G.; De Rossi, A.; Araújo, M.H.; De Noni Júnior, A.; Rodrigues, A.E.; Castellón, E.R.; de Fátima Peralta Muniz Moreira, R. Geopolymers produced with fly ash and rice husk ash applied to CO2 capture. J. Clean. Prod. 2020, 273, 122917. [Google Scholar] [CrossRef]
- Prakasan, S.; Palaniappan, S.; Gettu, R. Study of Energy Use and CO2 Emissions in the Manufacturing of Clinker and Cement. J. Inst. Eng. Ser. A 2020, 101, 221–232. [Google Scholar] [CrossRef]
- Tchadjie, L.N.; Ekolu, S.O. Enhancing the reactivity of aluminosilicate materials toward geopolymer synthesis. J. Mater. Sci. 2018, 53, 4709–4733. [Google Scholar] [CrossRef]
- Nodehi, M.; Taghvaee, V.M. Alkali-Activated Materials and Geopolymer: A Review of Common Precursors and Activators Addressing Circular Economy. Circ. Econ. Sustain. 2022, 2, 165–196. [Google Scholar] [CrossRef]
- Provis, J.L.; Bernal, S.A. Geopolymers and related alkali-activated materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Yun-ming, L.; Cheng-yong, H.; Mustafa, M.; Bakri, A.; Hussin, K. Progress in Materials Science Structure and properties of clay-based geopolymer cements: A review. Prog. Mater. Sci. 2016, 83, 595–629. [Google Scholar] [CrossRef]
- Cantarel, V.; Motooka, T.; Yamagishi, I. Geopolymers and Their Potential Applications in the Nuclear Waste Management Field. JAEA Rev. 2017, 48, 1–48. [Google Scholar] [CrossRef]
- Ukritnukun, S.; Sorrell, C.C.; Gregg, D.; Vance, E.R.; Koshy, P. Potential Use of Ambient-Cured Geopolymers for Intermediate Level Nuclear Waste Storage. MRS Adv. 2018, 3, 1123–1131. [Google Scholar] [CrossRef]
- Poolman, K.D.; Kruger, D. International Congress on Polymers in Concrete (ICPIC 2018); Springer: Berlin, Germany, 2018. [Google Scholar] [CrossRef]
- Patel, S.K.; Majhi, R.K.; Satpathy, H.P.; Nayak, A.N. Durability and microstructural properties of lightweight concrete manufactured with fly ash cenosphere and sintered fly ash aggregate. Constr. Build. Mater. 2019, 226, 579–590. [Google Scholar] [CrossRef]
- Sambucci, M.; Sibai, A.; Valente, M. Recent advances in geopolymer technology. A potential eco-friendly solution in the construction materials industry: A review. J. Compos. Sci. 2021, 5, 109. [Google Scholar] [CrossRef]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Cement and Concrete Research Fly ash-based geopolymers: The relationship between composition, pore structure and ef fl orescence. Cem. Concr. Res. 2014, 64, 30–41. [Google Scholar] [CrossRef]
- Hounsi, A.D.; Lecomte-Nana, G.L.; Djétéli, G.; Blanchart, P. Kaolin-based geopolymers: Effect of mechanical activation and curing process. Constr. Build. Mater. 2013, 42, 105–113. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, H.; Provis, J.L.; Bullen, F.; Reid, A.; Zhu, Y. Quantitative kinetic and structural analysis of geopolymers. Part 1. the activation of metakaolin with sodium hydroxide. Thermochim. Acta 2012, 539, 23–33. [Google Scholar] [CrossRef]
- Lau, C.K.; Rowles, M.R.; Parnham, G.N.; Htut, T.; Ng, T.S. Investigation of geopolymers containing fly ash and ground-granulated blast-furnace slag blended by amorphous ratios. Constr. Build. Mater. 2019, 222, 731–737. [Google Scholar] [CrossRef]
- Zhang, M.; Zhao, M.; Zhang, G.; Sietins, J.M.; Granados-, S.; Pepi, M.S.; Xu, Y.; Tao, M. Reaction kinetics of red mud-fly ash based geopolymers: Effects of curing temperature on chemical bonding, porosity, and mechanical strength. Cem. Concr. Compos. 2018, 93, 175–185. [Google Scholar] [CrossRef]
- Basri, M.S.M.; Mustapha, F.; Mazlan, N.; Ishak, M.R. Rice husk ash-based geopolymer binder: Compressive strength, optimize composition, FTIR spectroscopy, microstructural, and potential as fire-retardant material†. Polymers 2021, 13, 4373. [Google Scholar] [CrossRef] [PubMed]
- Ye, W.; Li, S.; Qiu, T.; Cong, X.; Tan, Y. Effects of plastic coating on the physical and mechanical properties of the artificial aggregate made by fly ash. J. Clean. Prod. 2022, 360, 132187. [Google Scholar] [CrossRef]
- Nawaz, M.; Heitor, A.; Sivakumar, M. Geopolymers in construction—recent developments. Constr. Build. Mater. 2020, 260, 120472. [Google Scholar] [CrossRef]
- Elie, K.; Valeria, A.; Daniele, N.; Davide, S.; Isabella, L.; Alberto, M.; Cristina, L. Dependence of the geopolymerization process and end-products to the nature of solid precursors: Challenge of the sustainability. J. Clean. Prod. 2021, 278, 123587. [Google Scholar] [CrossRef]
- Xiao, R.; Huang, B.; Zhou, H.; Ma, Y.; Jiang, X. A state-of-the-art review of crushed urban waste glass used in OPC and AAMs (geopolymer): Progress and challenges. Clean. Mater. 2022, 4, 100083. [Google Scholar] [CrossRef]
- Xiao, R.; Polaczyk, P.; Zhang, M.; Jiang, X.; Zhang, Y.; Huang, B.; Hu, W. Evaluation of Glass Powder-Based Geopolymer Stabilized Road Bases Containing Recycled Waste Glass Aggregate. Transp. Res. Rec. 2020, 2674, 22–32. [Google Scholar] [CrossRef]
- He, P.; Wang, M.; Fu, S.; Jia, D.; Yan, S.; Yuan, J.; Xu, J.; Wang, P.; Zhou, Y. Effects of Si/Al ratio on the structure and properties of metakaolin based geopolymer. Ceram. Int. 2016, 42, 14416–14422. [Google Scholar] [CrossRef]
- Wang, H.; Wu, H.; Xing, Z.; Wang, R.; Dai, S. The effect of various si/al, na/al molar ratios and free water on micromorphology and macro-strength of metakaolin-based geopolymer. Materials 2021, 14, 3845. [Google Scholar] [CrossRef] [PubMed]
- Kwek, S.Y.; Awang, H. Utilization of industrial waste materials for the production of lightweight aggregates: A review. J. Sustain. Cem. Mater. 2021, 10, 353–381. [Google Scholar] [CrossRef]
- Nmiri, A.; Hamdi, N.; Duc, M.; Srasra, E. Synthesis and characterization of kaolinite-based geopolymer: Alkaline activation effect on calcined kaolinitic clay at different temperatures. J. Mater. Environ. Sci. 2017, 8, 276–290. [Google Scholar]
- Pavithra, P.; Srinivasula Reddy, M.; Dinakar, P.; Hanumantha Rao, B.; Satpathy, B.K.; Mohanty, A.N. Effect of the Na 2 SiO 3 /NaOH Ratio and NaOH Molarity on the Synthesis of Fly Ash-Based Geopolymer Mortar. Geotech. Spec. Publ. 2016, 2016, 336–344. [Google Scholar] [CrossRef]
- Okoye, F.N.; Durgaprasad, J.; Singh, N.B. Fly ash/Kaolin based geopolymer green concretes and their mechanical properties. Data Br. 2015, 5, 739–744. [Google Scholar] [CrossRef] [Green Version]
- Aboulayt, A.; Gounni, A.; El Alami, M.; Hakkou, R.; Hannache, H.; Gomina, M.; Moussa, R. Thermo-physical characterization of a metakaolin-based geopolymer incorporating calcium carbonate: A case study. Mater. Chem. Phys. 2020, 252, 123266. [Google Scholar] [CrossRef]
- Ma, H.; Zhu, H.; Yi, C.; Fan, J.; Chen, H.; Xu, X.; Wang, T. Preparation and reaction mechanism characterization of alkali-activated coal gangue-slag materials. Materials 2019, 12, 2250. [Google Scholar] [CrossRef] [Green Version]
- Jiang, C.; Wang, A.; Bao, X.; Ni, T.; Ling, J. A review on geopolymer in potential coating application: Materials, preparation and basic properties. J. Build. Eng. 2020, 32, 101734. [Google Scholar] [CrossRef]
- Livi, C.N.; Repette, W.L. Effect of NaOH concentration and curing regime on geopolymer Efeito da concentração de NaOH e de regimes de cura em geopolímeros. Rev. IBRACON Estruturas Mater. 2017, 10, 1174–1181. [Google Scholar] [CrossRef] [Green Version]
- Khan, S.; Shafiq, N.; Ayub, T. Effect of sodium hydroxide concentration on fresh properties and compressive strength of self-compacting geopolymer concrete. J. Eng. Sci. Technol. 2013, 8, 44–56. [Google Scholar]
- Cornelis, R.; Priyosulistyo, H.; Satyarno, I. The Investigation on Setting Time and Strength of High Calcium Fly Ash Based Geopolymer. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2018; Volume 881, pp. 158–164. [Google Scholar] [CrossRef]
- Belmokhtar, N.; Ben Allal, L.; Lamrani, S. Effect of Na2SiO3/NaOH mass ratio on the development of structure of an industrial waste-based geopolymer. J. Mater. Environ. Sci. 2016, 7, 390–396. [Google Scholar]
- Revathi, V.; Saravanakumar, R.; Thaarrini, J. Effect of molar ratio of SiO2/NA2O, Na2SiO3/NAOH ratio and curing mode on the compressive strength of ground bottom ash geopolymer mortar. Int. J. Earth Sci. Eng. 2014, 7, 1511–1516. [Google Scholar]
- Aziz, I.H.; Abdullah, M.M.A.B.; Mohd Salleh, M.A.A.; Azimi, E.A.; Chaiprapa, J.; Sandu, A.V. Strength development of solely ground granulated blast furnace slag geopolymers. Constr. Build. Mater. 2020, 250, 118720. [Google Scholar] [CrossRef]
- Abdul Rahim, R.H.; Azizli, K.A.; Man, Z.; Rahmiati, T.; Ismail, L. Effect of Solid to Liquid Ratio on the Mechanical and Physical Properties of Fly Ash Geopolymer without Sodium Silicate. Appl. Mech. Mater. 2014, 625, 46–49. [Google Scholar] [CrossRef]
- Qian, L.P.; Xu, L.Y.; Alrefaei, Y.; Wang, T.; Ishida, T.; Dai, J.G. Artificial alkali-activated aggregates developed from wastes and by-products: A state-of-the-art review. Resour. Conserv. Recycl. 2022, 177, 105971. [Google Scholar] [CrossRef]
- Mohan, A.B. Artificial Lightweight Aggregate Through Cold Bonding Pelletization of Fly Ash: A Review. Int. Res. J. Eng. Technol. 2008, 778, 778–783. [Google Scholar]
- Bui, L.A.T.; Hwang, C.L.; Chen, C.T.; Lin, K.L.; Hsieh, M.Y. Manufacture and performance of cold bonded lightweight aggregate using alkaline activators for high performance concrete. Constr. Build. Mater. 2012, 35, 1056–1062. [Google Scholar] [CrossRef]
- Vali, K.S.; Bala Murugan, S. Performance of manufactured aggregate in the production of sustainable lightweight concrete. Mater. Today Proc. 2022, 60, 674–680. [Google Scholar] [CrossRef]
- Risdanareni, P.; Schollbach, K.; Wang, J.; De Belie, N. The effect of NaOH concentration on the mechanical and physical properties of alkali activated fly ash-based artificial lightweight aggregate. Constr. Build. Mater. 2020, 259, 119832. [Google Scholar] [CrossRef]
- Tang, P.; Florea, M.V.A.; Brouwers, H.J.H. Employing cold bonded pelletization to produce lightweight aggregates from incineration fine bottom ash. J. Clean. Prod. 2017, 165, 1371–1384. [Google Scholar] [CrossRef]
- Gu, E. Properties of lightweight aggregates produced with cold-bonding pelletization of fly ash and ground granulated blast furnace slag. Mater. Struct. 2012, 45, 1535–1546. [Google Scholar] [CrossRef]
- Ren, P.; Ling, T.; Hung, K. Recent advances in arti fi cial aggregate production. J. Clean. Prod. 2021, 291, 125215. [Google Scholar] [CrossRef]
- Abd Razak, R.; Abdullah, M.M.A.B.; Hussin, K.; Subaer; Yahya, Z.; Mohamed, R.; Abdullah, A. Performance of Sintered Pozzolanic Artificial Aggregates as Coarse Aggregate Replacement in Concrete. Lect. Notes Civ. Eng. 2021, 129, 191–210. [Google Scholar] [CrossRef]
- Gomathi, P.; Sivakumar, A. Synthesis of geopolymer based class-F fly ash aggregates and its composite properties in Concrete. Arch. Civ. Eng. 2014, 60, 55–75. [Google Scholar] [CrossRef] [Green Version]
- Sharath, B.P.; Das, B.B. Influence of Geopolymerization Factors on Sustainable Production of Pelletized Fly Ash Based Aggregates Admixed with Bentonite, Lime and GGBS. Available online: https://ssrn.com/abstract=4135027 (accessed on 13 June 2022).
- Arjun, K.; Darshan, B.U. Synthesis of Geopolymer Coarse Aggregates using Class-f Fly Ash and Studies on its Physical Properties; Springer: Singapore, 2019; Volume 25, ISBN 9789811333170. [Google Scholar]
- Razak, R.A.; Abdullah, M.M.A.B.; Hussin, K.; Ismail, K.N.; Hardjito, D.; Yahya, Z. Optimization of NaOH molarity, LUSI mud/alkaline activator, and Na2SiO3/NaOH ratio to produce lightweight aggregate-based geopolymer. Int. J. Mol. Sci. 2015, 16, 11629–11647. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hanif, S.; Tahir, M.A.; Rashid, K.; Ul Rehman, M.; Saleem, N.; Aslam, A.; Naeem, G. Physico-mechanical performance of lightweight geopolymer foam aggregates developed by geopolymerization through microwave-oven irradiations. J. King Saud Univ. Eng. Sci. 2021, 1–8. [Google Scholar] [CrossRef]
- Zafar, I.; Rashid, K.; Ju, M. Synthesis and characterization of lightweight aggregates through geopolymerization and microwave irradiation curing. J. Build. Eng. 2021, 42, 102454. [Google Scholar] [CrossRef]
- Ollivier, J.P.; Maso, J.C.; Bourdette, B. Interfacial transition zone in concrete. Adv. Cem. Based Mater. 1995, 2, 30–38. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.C.; Shi, M. Strength Enhancement of Artificial Aggregate Prepared with Waste Concrete Powder and its Impact on Concrete Properties. J. Clean. Prod. 2020, 257, 120515. [Google Scholar] [CrossRef]
- Xu, L.Y.; Huang, B.T.; Li, V.C.; Dai, J.G. High-strength high-ductility Engineered/Strain-Hardening Cementitious Composites (ECC/SHCC) incorporating geopolymer fine aggregates. Cem. Concr. Compos. 2022, 125, 104296. [Google Scholar] [CrossRef]
- Huang, H.; Yuan, Y.; Zhang, W.; Liu, B.; Viani, A.; Mácová, P. Microstructure investigation of the interface between lightweight concrete and normal-weight concrete. Mater. Today Commun. 2019, 21, 100640. [Google Scholar] [CrossRef]
- Nadesan, M.S.; Dinakar, P. Micro-structural behavior of interfacial transition zone of the porous sintered fly ash aggregate. J. Build. Eng. 2018, 16, 31–38. [Google Scholar] [CrossRef]
- Pekgöz, M.; Tekin, İ. Microstructural investigation and strength properties of structural lightweight concrete produced with Zeolitic tuff aggregate. J. Build. Eng. 2021, 43, 102863. [Google Scholar] [CrossRef]
- Colangelo, F.; Messina, F.; Cioffi, R. Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: Technological assessment for the production of lightweight artificial aggregates. J. Hazard. Mater. 2015, 299, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Uthaichotirat, P.; Sukontasukkul, P.; Jitsangiam, P.; Suksiripattanapong, C.; Sata, V.; Chindaprasirt, P. Thermal and sound properties of concrete mixed with high porous aggregates from manufacturing waste impregnated with phase change material. J. Build. Eng. 2020, 29, 101111. [Google Scholar] [CrossRef]
- Rodríguez-Álvaro, R.; Seara-Paz, S.; González-Fonteboa, B.; Ferrándiz-Mas, V.; Paine, K. Waste-Based porous materials as water reservoirs for the internal curing of Concrete. A review. Constr. Build. Mater. 2021, 299, 124244. [Google Scholar] [CrossRef]
- Peyne, J.; Gautron, J.; Doudeau, J.; Rossignol, S. Development of low temperature lightweight geopolymer aggregate, from industrial Waste, in comparison with high temperature processed aggregates. J. Clean. Prod. 2018, 189, 47–58. [Google Scholar] [CrossRef]
- Alqahtani, F.K.; Rashid, K.; Zafar, I.; Iqbal Khan, M. Assessment of morphological characteristics and physico-mechanical properties of geopolymer green foam lightweight aggregate formulated by microwave irradiation. J. Build. Eng. 2021, 35, 102081. [Google Scholar] [CrossRef]
- Yang, Y.; Li, H.; Zheng, W. Highly effective chromium immobilization by an ultrafine fly ash-based core-shell structure. J. Taiwan Inst. Chem. Eng. 2021, 126, 205–210. [Google Scholar] [CrossRef]
- Drissi, S.; Ling, T.C.; Mo, K.H. Development of leak-free phase change material aggregates. Constr. Build. Mater. 2020, 230, 117029. [Google Scholar] [CrossRef]
- Tajra, F.; Elrahman, M.A.; Chung, S.Y.; Stephan, D. Performance assessment of core-shell structured lightweight aggregate produced by cold bonding pelletization process. Constr. Build. Mater. 2018, 179, 220–231. [Google Scholar] [CrossRef]
- Kalinowska-Wichrowska, K.; Pawluczuk, E.; Bołtryk, M.; Nietupski, A. Geopolymer Concrete with Lightweight Artificial Aggregates. Materials 2022, 15, 3012. [Google Scholar] [CrossRef] [PubMed]
- Venkata Suresh, G.; Karthikeyan, J. Influence of chemical curing technique on the properties of fly ash aggregates prepared without conventional binders. J. Struct. Eng. 2016, 43, 381–389. [Google Scholar]
- Gesoǧlu, M.; Özturan, T.; Güneyisi, E. Effects of fly ash properties on characteristics of cold-bonded fly ash lightweight aggregates. Constr. Build. Mater. 2007, 21, 1869–1878. [Google Scholar] [CrossRef]
- Dixit, A.; Pang, S.D. Optimizing lightweight expanded clay aggregate coating for enhanced strength and chloride resistance. Constr. Build. Mater. 2022, 321, 126380. [Google Scholar] [CrossRef]
- Pongsopha, P.; Sukontasukkul, P.; Maho, B.; Intarabut, D.; Phoo-ngernkham, T.; Hanjitsuwan, S.; Choi, D.; Limkatanyu, S. Sustainable rubberized concrete mixed with surface treated PCM lightweight aggregates subjected to high temperature cycle. Constr. Build. Mater. 2021, 303, 124535. [Google Scholar] [CrossRef]
- Haider, M.Z.; Jin, X.; Sharma, R.; Pei, J.; Hu, J.W. Enhancing the compressive strength of thermal energy storage concrete containing a low-temperature phase change material using silica fume and multiwalled carbon nanotubes. Constr. Build. Mater. 2022, 314, 125659. [Google Scholar] [CrossRef]
- Hasanabadi, S.; Sadrameli, S.M.; Sami, S. Preparation, characterization and thermal properties of surface-modified expanded perlite/paraffin as a form-stable phase change composite in concrete. J. Therm. Anal. Calorim. 2021, 144, 61–69. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Researchers | Precursors | Addition of Additives | Mixing Parameter Ratio | Processing | |
|---|---|---|---|---|---|
| Raw Materials | Alkali Activator | ||||
| Tian et al. [37] | Red mud, coal fly ash | Na2SiO3 | - | Solid-to-liquid ratio (0.34–0.39) Modulus ratio, Ms (1.29–3.84) | Shaping with disc pelletizer. Curing at temperature of 20 °C with relative humidity of 50% |
| Saleem et al. [38] | Class F fly ash, silica fume | NaOH, Na2SiO3 | NaHCO3 | Alkali activator percentage (NaOH-Na2SiO3) 20–80, 30–70, 40–60 | Hand shaping and then microwave curing |
| UI Rehman et al. [12] | Coal fly ash and slag | NaOH, Na2SiO3 | - | Different fly ash contents (80–90%), different slag contents (10–20%) | Cold-bond pelletization was applied. Dry curing with elevated temperature of 70 °C was used for curing aggregates |
| Parvathy et al. [39] | Class C fly ash, Class F fly ash | NaOH, Na2SiO3 | - | The effect of different raw materials used on the performance of the fine aggregates (Class C fly ash and Class F fly ash) | Heating at 100 °C for 1 h and kept at ambient temperature for one day |
| Aslam et al. [40] | Class F fly ash and silica fume | NaOH, Na2SiO3 | NaHCO3 | Alkali activator ratio (NaOH:Na2SiO3) (0.42,0.53) | Hand shaping followed by microwave radiation curing. |
| Huynh et al. [34] | Class F fly ash and slag | NaOH, Na2SiO3 | - | Different alkali equivalent, AE (5–9%) and alkali modulus, Ms (0.6–1.0) | Shaping by crushing the hardened paste of alkali-activated fly ash-slag divided into coarse and fine sizes by sieving |
| Wang et al. [41] | OPC, Class F fly ash, quarry tailings | NaOH, Na2SiO3 | - | Effect of curing temperature (25–150 °C) and curing pressure (0.50–1.25 MPa) | Disk pelletization followed by autoclaving |
| Chemical Composition | Class F FA | Kaolin | Metakaolin | GGBS | Red Mud | Rice Husk Ash |
|---|---|---|---|---|---|---|
| SiO2 | 54.40 | 48.10 | 55.57 | 32.00 | 22.82 | 87.40 |
| Al2O3 | 32.10 | 36.90 | 41.55 | 14.10 | 15.06 | 3.00 |
| CaO | 1.10 | 0.20 | - | 44.22 | 12.24 | 1.40 |
| K2O | 0.20 | 1.90 | 0.43 | 0.31 | 1.19 | 0.49 |
| MgO | 0.80 | 0.17 | 0.05 | 5.32 | 0.27 | - |
| Fe2O3 | 7.50 | 0.26 | 0.56 | 0.43 | 17.34 | 1.49 |
| TiO2 | 2.10 | 0.25 | 0.26 | 0.62 | 3.43 | - |
| Method | Raw Materials | Liquid | Significant Conclusion | References |
|---|---|---|---|---|
| Cold bonding | FA with the addition of GGBS and RHA | NaOH, Na2SiO3 | The addition of GGBS and RHA in both binary and ternary blends improved the crushing strength of the aggregates produced | Bui et al. [82] |
| High calcium FA with different percentages of the addition of OPC and Ca(OH)2 | Water | An increase in OPC and calcium hydroxide enhanced the properties of fly ash aggregates including the density and strength performance. | Narattha et al. [16] | |
| FA | NaOH, Na2SiO3 | The artificial aggregates were proven to have acceptable properties compared with the commercialized expanded clay aggregates with less energy consumption during manufacturing | Risdanareni et al. [84] | |
| Sintering | POFA | NaOH, Na2SiO3 | The application of S-POFA LWC with optimized sintered S-POFA aggregate demonstrated the feasibility of this material, as evidenced by the concrete’s physical and mechanical performance. | Kwek et al. [13] |
| FA | Na2SiO3 | Sintered FA aggregates showed a denser structure with smaller non-interconnected pores proven to have a low bulk density due to weight loss | Terzic et al. [15] | |
| High calcium bottom ash (denoted as WP), Low calcium bottom ash (denoted as NV) | NaOH | Proven to outperform commercial aggregates due to the spherical shape, which enhances the workability of concrete and the sorption properties. | Balapour et al. [14] | |
| Autoclaving | FA and quarry tailings | NaOH, Na2SiO3 | Based on reported properties, artificial aggregates lead to better use of the space and meet the environmental and economic needs of the commercial sector and are also capable of shortening the curing period through autoclave methods. | Wang et al. [19] |
| FA and quarry tailings | Water | Artificial aggregates have the potential to partially replace CS in the production of concrete, hence reducing the consumption of non-renewable resources. | Wang et al. [41] |
| References | Artificial Aggregates Produced | Physical Properties | Mechanical Properties | ||||
|---|---|---|---|---|---|---|---|
| Specific Gravity | Density, kg/m3 | Water Absorption, % | Aggregates: Impact Value (AIV), % | Aggregates: Crushing Value (ACV), % | Crushing Strength, MPa | ||
| Tian et al. [37] | FA-RM aggregates | NR | 1007–1132 | 9.80–12.10 | NR | NR | 1.46–6.18 |
| Saleem et al. [38] | FA-SF aggregates | 1.700 | 738 | 18.98 | 10.24 | NR | 2.03–12.00 |
| UI Rehman et al. [12] | FA-GGBS aggregates | NR | 764–878 | 18.73–28.30 | 25.00–39.00 | NR | NR |
| Aslam et al. [40] | FA-SF aggregates | 1.800 | 710 | 17.95 | 10.03 | NR | 3.34–4.54 |
| Gomathi et al. [89] | FA-BT, FA-MK, FA-GGBS aggregates | 1.68–1.89 | 848–983 | 13.01–21.26 | 31.96–50.47 | NR | 14.51–22.81 |
| Sharath et al. [90] | FA-GGBS, FA-BL, FA-BT aggregates | 2.000–2.200 | NR | 13.40–24.30 | 20.40–50.20 | 18.5–49.40 | 0.4–4.3 |
| Risdanareni et al. [84] | FA aggregates | NR | 1450–1500 | 22.00–23.00 | NR | NR | NR |
| Kasi et al. [91] | FA aggregates | 2.058 | NR | 7.07 | 28.31 | 23.96 | NR |
| Parvathy et al. [39] | CFA, FFA aggregates | 2.40–2.45 | NR | 5.51–6.05 | NR | NR | NR |
| Techniques | Researcher | Lightweight Aggregate | Treatment Material | Inclusion Geopolymer |
|---|---|---|---|---|
| Two-step pelletization | Yang et al. (2021) [106] | Soil | Fly ash | - |
| Two-step pelletization | Drissi et al. (2020) [107] | Cement | Calcium hydroxide, waste concrete powder, and paraffin powder | - |
| Two-step pelletization | Tajra et al. (2018) [108] | Fly ash | Cement | - |
| Two-step pelletization | Colangelo et al. (2015) [101] | Municipal solid waste incinerator fly ash | Cement, hydrated lime, coal fly ash | - |
| Soaking in alkali solution | Kalinowska-Wichrowska et al. (2022) [109] | Certyd | Sodium Hydroxide (NaOH) | Yes |
| Soaking in alkali solution | Venkata Suresh and Karthikeyan (2016) [110] | Class C fly ash | Sodium Hydroxide (NaOH) | Yes |
| Soaking in alkali solution | Gesoǧlu et al. (2007) [111] | Fly ash | Water glass (Na2O + Si2O) | Yes |
| Coating | Dixit and Pang (2022) [112] | Expanded clay aggregate | Cement with silica fume, cement with fly ash | - |
| Coating | Ye et al. (2022) [59] | Fly ash | Polypropylene (PP), linear low-density polyethylene | Yes |
| Coating | Pongsopha et al. (2021) [113] | Porous aggregate | Phase change material and silica fume | - |
| Coating | Tajra et al. (2019) [11] | Expanded perlite | Cement, fly ash, expanded perlite powder | - |
| Vacuum impregnation | Haider et al. (2022) [114] | Volcanic stone | Paraffin, epoxy resin, silica fume | - |
| Vacuum impregnation | Hasanabadi et al. (2021) [115] | Expanded perlite | Paraffin | - |
| Vacuum impregnation | Uthaichotirat et al. (2020) [102] | Recycled waste | Paraffin | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Almadani, M.; Razak, R.A.; Abdullah, M.M.A.B.; Mohamed, R. Geopolymer-Based Artificial Aggregates: A Review on Methods of Producing, Properties, and Improving Techniques. Materials 2022, 15, 5516. https://doi.org/10.3390/ma15165516
Almadani M, Razak RA, Abdullah MMAB, Mohamed R. Geopolymer-Based Artificial Aggregates: A Review on Methods of Producing, Properties, and Improving Techniques. Materials. 2022; 15(16):5516. https://doi.org/10.3390/ma15165516
Chicago/Turabian StyleAlmadani, Mohammad, Rafiza Abd Razak, Mohd Mustafa Al Bakri Abdullah, and Rosnita Mohamed. 2022. "Geopolymer-Based Artificial Aggregates: A Review on Methods of Producing, Properties, and Improving Techniques" Materials 15, no. 16: 5516. https://doi.org/10.3390/ma15165516
APA StyleAlmadani, M., Razak, R. A., Abdullah, M. M. A. B., & Mohamed, R. (2022). Geopolymer-Based Artificial Aggregates: A Review on Methods of Producing, Properties, and Improving Techniques. Materials, 15(16), 5516. https://doi.org/10.3390/ma15165516