
Addition of Nano CaF2@SiO2 and SiC Whiskers in Ceramic Tools for Wear Reduction and Improved Machinability

 ,
,
Abstract
:1. Introduction
2. Experimental
2.1. Preparation of a Self-Lubricating Tool
2.2. Ceramic Tool Friction and Wear Test
2.3. Cutting Test of Ceramic Tool
3. Results and Discussion
3.1. Friction and Wear Properties of Self-Lubricating Tools
3.2. Cutting Performance of Self-Lubricating Tools
3.2.1. Effects of Cutting Parameters
3.2.2. Effect of Nano-Coated Particles and Whiskers on Cutting Performance
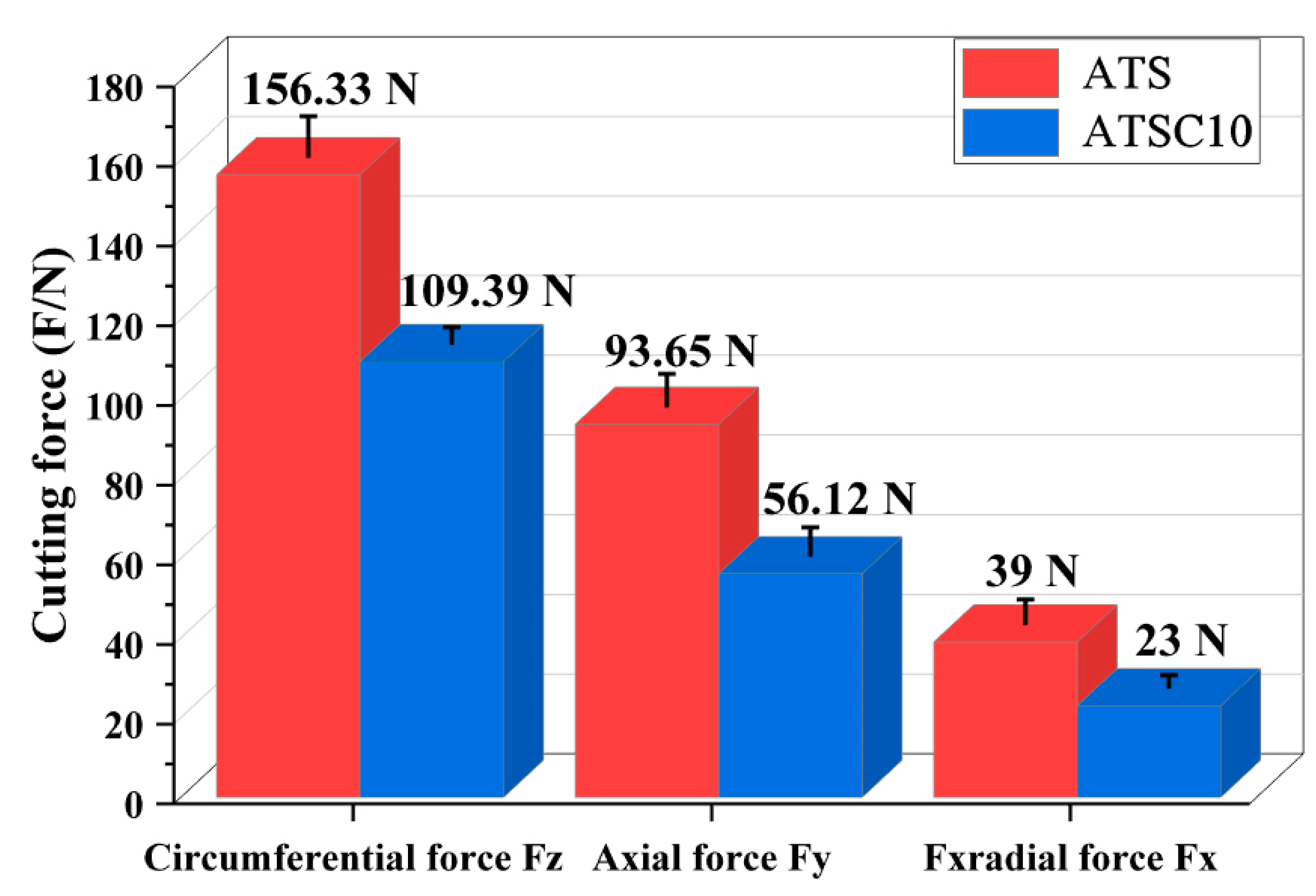
Effect on Cutting Force
Effect on Cutting Temperature
3.3. Mechanism Analysis
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, H.; Dang, J.; Ming, W.; Xu, X.; Chen, M.; An, Q. Cutting responses of additive manufactured Ti6Al4V with solid ceramic tool under dry high-speed milling processes. Ceram. Int. 2020, 46, 14536–14547. [Google Scholar] [CrossRef]
- Fang, B.; Li, D.; Yi, M.; Zhang, G.; Xiao, G.; Chen, Z.; Zhang, J.; Xu, C. Effect of c-BN surface modification on the microstructure and mechanical properties of (Ti,W)C-based cermet tool materials. Ceram. Int. 2020, 46, 12145–12155. [Google Scholar] [CrossRef]
- Sun, J.; Huang, S.; Ding, H.; Chen, W. Cutting performance and wear mechanism of Sialon ceramic tools in high speed face milling GH4099. Ceram. Int. 2019, 46, 1621–1630. [Google Scholar] [CrossRef]
- Musfirah, A.; Ghani, J.; Haron, C.C. Tool wear and surface integrity of inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 2017, 376–377, 125–133. [Google Scholar] [CrossRef]
- Jiang, S.; Tang, C.; Ye, Y.; Liu, S.; Tan, Y.; Liu, J.; Yang, S. Mechanical behavior of SiC ceramics with single flaw under three-point bending. Ceram. Int. 2021, 47, 18625–18634. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, C.; Zhang, X. Probabilistic relation between stress intensity and fracture toughness in ceramics. Ceram. Int. 2020, 46, 20558–20564. [Google Scholar] [CrossRef]
- Zhang, S.; Xiao, G.; Chen, Z.; Ji, L.; Xu, C.; Yi, M.; Zhang, J.; Zhou, T. Mechanical properties, microstructure and crack healing ability of Al2O3/TiC/TiB2/h-BN@Al2O3 self-lubricating ceramic tool material. Ceram. Int. 2021, 47, 14551–14560. [Google Scholar] [CrossRef]
- Rao, Z.; Xiao, G.; Zhao, B.; Zhu, Y.; Ding, W. Effect of wear behaviour of single mono- and poly-crystalline cBN grains on the grinding performance of Inconel 718. Ceram. Int. 2021, 47, 17049–17056. [Google Scholar] [CrossRef]
- Jung, D.-H.; Sharma, A.; Jung, J.-P. Influence of dual ceramic nanomaterials on the solderability and interfacial reactions between lead-free Sn-Ag-Cu and a Cu conductor. J. Alloy. Compd. 2018, 743, 300–313. [Google Scholar] [CrossRef]
- Blasques, R.V.; Pereira, M.A.A.; Mendes, A.M.R.V.; Filho, N.E.M.; Gomes, W.C.; Arenas, L.T.; Marty, J.-L.; Gurgo, M.I.P.; Nunes, G.S.; Villis, P.C.M. Synthesis and characterization of a new ceramic nanomaterial SiO2/NPsSm2O3/C-graphite for the development of electrochemical sensors. Mater. Chem. Phys. 2019, 243, 122255. [Google Scholar] [CrossRef]
- Gu, C. Modifying the lubricating and tribological properties via introducing the oleic acid in CuS nanomaterials for vehicle. Opt. Laser Technol. 2018, 108, 1–6. [Google Scholar] [CrossRef]
- Rooby, D.R.; Kumar, T.N.; Harilal, M.; Sofia, S.; George, R.; Philip, J. Enhanced corrosion protection of reinforcement steel with nanomaterial incorporated fly ash based cementitious coating. Constr. Build. Mater. 2021, 275, 122130. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Şirin, Ş.; Yıldırım, Ç.V.; Kıvak, T.; Gupta, M.K. Performance evaluation of whisker-reinforced ceramic tools under nano-sized solid lubricants assisted MQL turning of Co-based Haynes 25 superalloy. Ceram. Int. 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Zhou, L.; Fu, Q.; Huo, C.; Tong, M.; Liu, X.; Hu, D. Mullite whisker-mullite/yttrium aluminosilicate oxidation protective coatings for SiC coated C/C composites. Ceram. Int. 2019, 45, 24022–24030. [Google Scholar] [CrossRef]
- Zhao, G.; Huang, C.; Liu, H.; Zou, B.; Zhu, H.; Wang, J. Preparation of in-situ growth TaC whiskers toughening Al2O3 ceramic matrix composite. Int. J. Refract. Met. Hard Mater. 2013, 36, 122–125. [Google Scholar] [CrossRef]
- Yang, M.; Li, J.; Man, Y.; Peng, Z.; Zhang, X.; Luo, X. A novel hollow alumina sphere-based ceramic bonded by in situ mullite whisker framework. Mater. Des. 2019, 186, 108334. [Google Scholar] [CrossRef]
- Liu, B.; Wei, W.; Gan, Y.; Duan, C.; Cui, H. Preparation, mechanical properties and microstructure of TiB2 based ceramic cutting tool material toughened by TiC whisker. Int. J. Refract. Met. Hard Mater. 2020, 93, 105372. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, X.; Ekevad, M.; Cao, P.; Na, B.; Zhu, N. The effects of cutting parameters and tool geometry on cutting forces and tool wear in milling high-density fiberboard with ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2017, 91, 4033–4041. [Google Scholar] [CrossRef]
- Lao, X.; Xu, X.; Jiang, W.; Liang, J.; Liu, H. A simple and clean method to prepare SiC-containing vitreous ceramics for solar thermal storage in the clay-feldspar system. J. Clean. Prod. 2019, 248, 119257. [Google Scholar] [CrossRef]
- Fang, Y.H.; Zhao, X.R.; Zhang, M.X. Effect of ZrO2 whiskers on the microstructure and mechanical properties of a Ti(C,N)-based cermet cutting tool material. Int. J. Appl. Ceram. Technol. 2019, 16, 1347–1355. [Google Scholar] [CrossRef]
- Yu, Z.; Thompson, D.; Bhatti, A. Synergistic roles of carbon fibres and ZrO2 particles in strengthening and toughening Li–α–sialon composites. J. Eur. Ceram. Soc. 2002, 22, 225–235. [Google Scholar] [CrossRef]
- Li, Q.; Xiao, G.; Chen, Z.; Guo, R.; Yi, M.; Zhang, J.; Xu, C. Preparation and Performance of Al2O3/Ti(C,N)-Added ZrO2 Whisker and NanoCoated CaF2@Al(OH)3 Powder. Appl. Sci. 2020, 10, 4435. [Google Scholar] [CrossRef]
- Zhao, B.; Liu, H.; Huang, C.; Wang, J.; Cheng, M. Fabrication and mechanical properties of Al2O3-SiCw-TiCnp ceramic tool material. Ceram. Int. 2017, 43, 10224–10230. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, S.; Guo, R.; Ji, L.; Li, Q.; Xu, C. Preparation of Al2O3/Ti(C,N)/ZrO2/CaF2@Al(OH)3 Ceramic Tools and Cutting Performance in Turning. Materials 2019, 12, 3820. [Google Scholar] [CrossRef] [Green Version]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool | Al2O3 | TiC | MgO | Lubricant | SiCw |
|---|---|---|---|---|---|
| ATS | 55.65 | 23.85 | 0.5 | 0 | 20 |
| ATSC10 | 48.65 | 20.85 | 0.5 | 10 | 20 |
| Material | Phase | State | Particle Size |
|---|---|---|---|
| Al2O3 | solid matter | crystalline form | 0.5–1 μm |
| TiC | solid matter | crystalline form | 0.5–1 μm |
| MgO | solid matter | crystalline form | 0.5 μm |
| SiC | solid matter | crystalline form | 0.5 um × 10 μm (diameter × length) |
| CaF2@SiO2 | solid matter | amorphous form of SiO2 and crystalline form of CaF2 | 40–60 nm (SiO2 coating thickness is 10 nm) |
| Material | Vickers Hardness (GPa) | Flexural Strength (MPa) | Fracture Toughness (MPa·m1/2) |
|---|---|---|---|
| ATS | 17.67 ± 0.25 | 640 ± 20 | 4.97 ± 0.22 |
| ATSC10 | 16.48 ± 0.20 | 714 ± 20 | 6.88 ± 0.22 |
| Corner Radius γε | Rake Angle γ0 | Relief Angle α0 | Inclination Angle λS | Cutting Edge Angle κr | Chamfering Parameters br1 × γo1 |
|---|---|---|---|---|---|
| 0.2 mm | –5° | 5° | 0° | 45° | 0.2 mm × (–10°) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Chen, Z.; Tian, C.; Wu, J.; Xiao, G.; Guo, N.; Yi, M.; Zhang, J.; Xu, C. Addition of Nano CaF2@SiO2 and SiC Whiskers in Ceramic Tools for Wear Reduction and Improved Machinability. Materials 2022, 15, 5430. https://doi.org/10.3390/ma15155430
Zhang W, Chen Z, Tian C, Wu J, Xiao G, Guo N, Yi M, Zhang J, Xu C. Addition of Nano CaF2@SiO2 and SiC Whiskers in Ceramic Tools for Wear Reduction and Improved Machinability. Materials. 2022; 15(15):5430. https://doi.org/10.3390/ma15155430
Chicago/Turabian StyleZhang, Wenhao, Zhaoqiang Chen, Congfeng Tian, Jun Wu, Guangchun Xiao, Niansheng Guo, Mingdong Yi, Jingjie Zhang, and Chonghai Xu. 2022. "Addition of Nano CaF2@SiO2 and SiC Whiskers in Ceramic Tools for Wear Reduction and Improved Machinability" Materials 15, no. 15: 5430. https://doi.org/10.3390/ma15155430
APA StyleZhang, W., Chen, Z., Tian, C., Wu, J., Xiao, G., Guo, N., Yi, M., Zhang, J., & Xu, C. (2022). Addition of Nano CaF2@SiO2 and SiC Whiskers in Ceramic Tools for Wear Reduction and Improved Machinability. Materials, 15(15), 5430. https://doi.org/10.3390/ma15155430