
Experimental and Computational Study of Mechanical and Thermal Characteristics of h-BN and GNP Infused Polymer Composites for Elevated Temperature Applications

 ,
, 
 ,
,  ,
,  ,
,  , ,
, ,  and
and 
Abstract
:1. Introduction
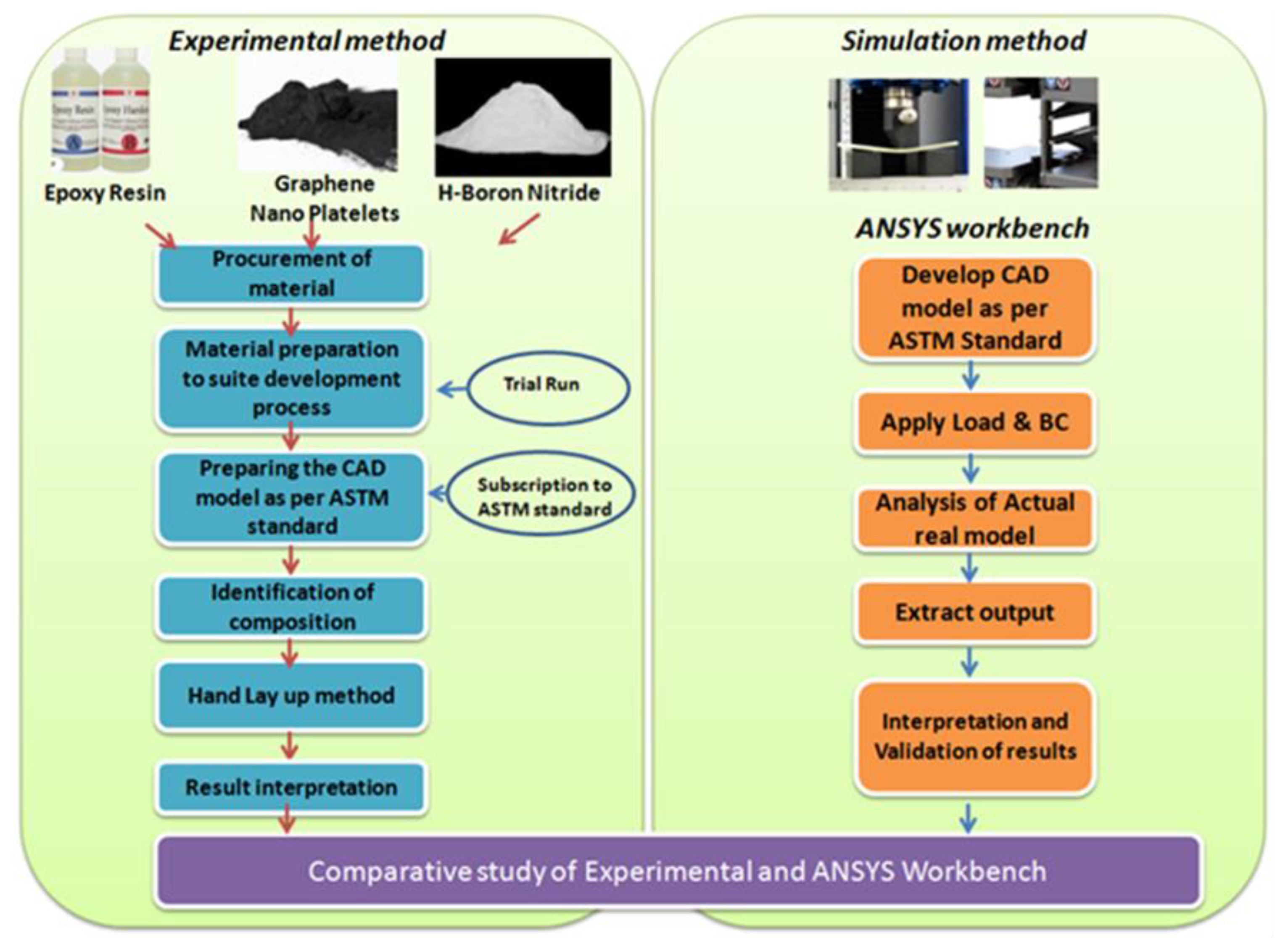
2. Material and Methodology
2.1. Preparation of Specimens
Testing Standards
2.2. Experimental Setup
2.2.1. Tensile Test
2.2.2. Flexural Test
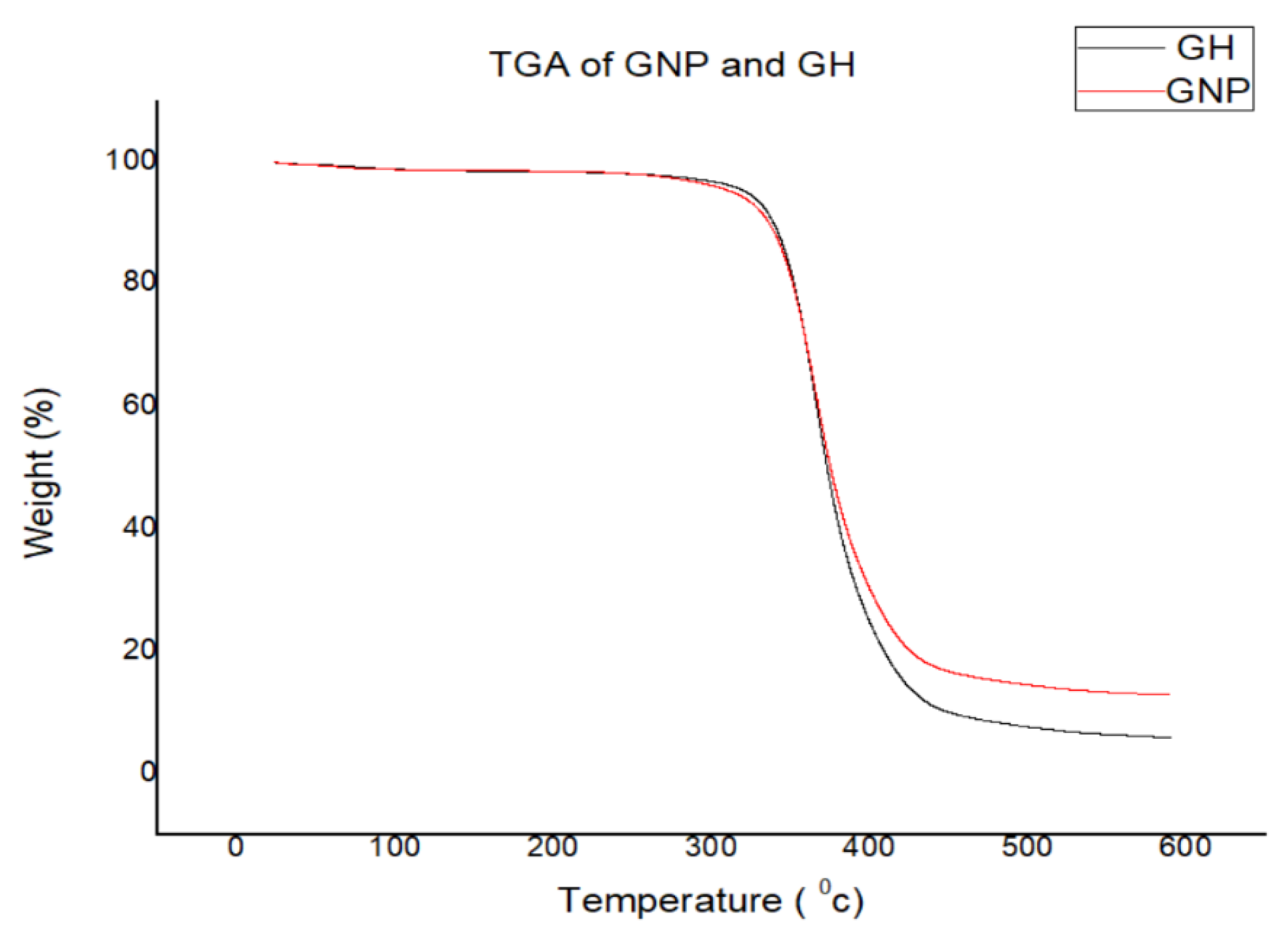
2.2.3. Thermogravimetric Analysis
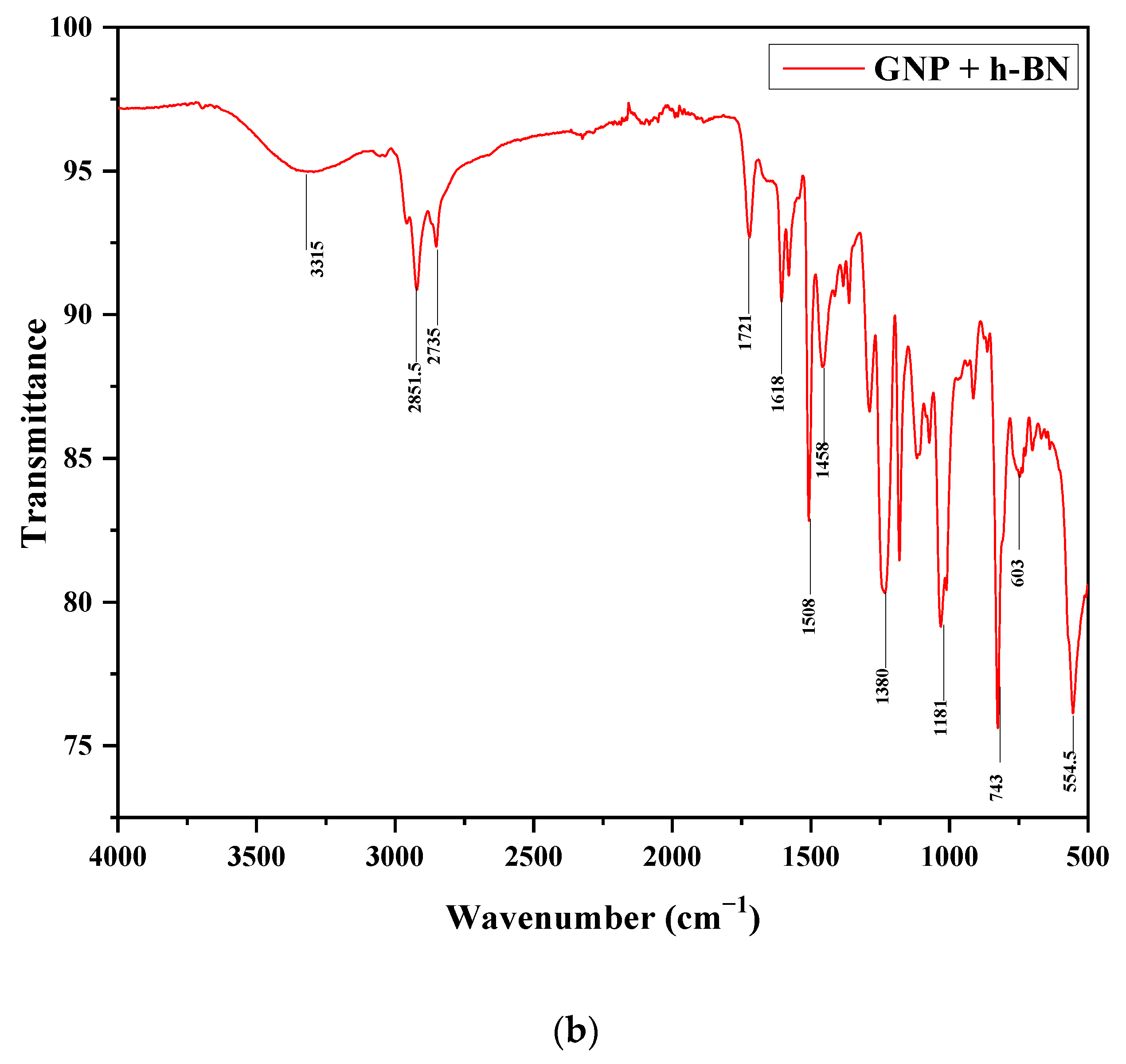
2.2.4. Fourier Transform Infrared Spectroscopy (FTIR)
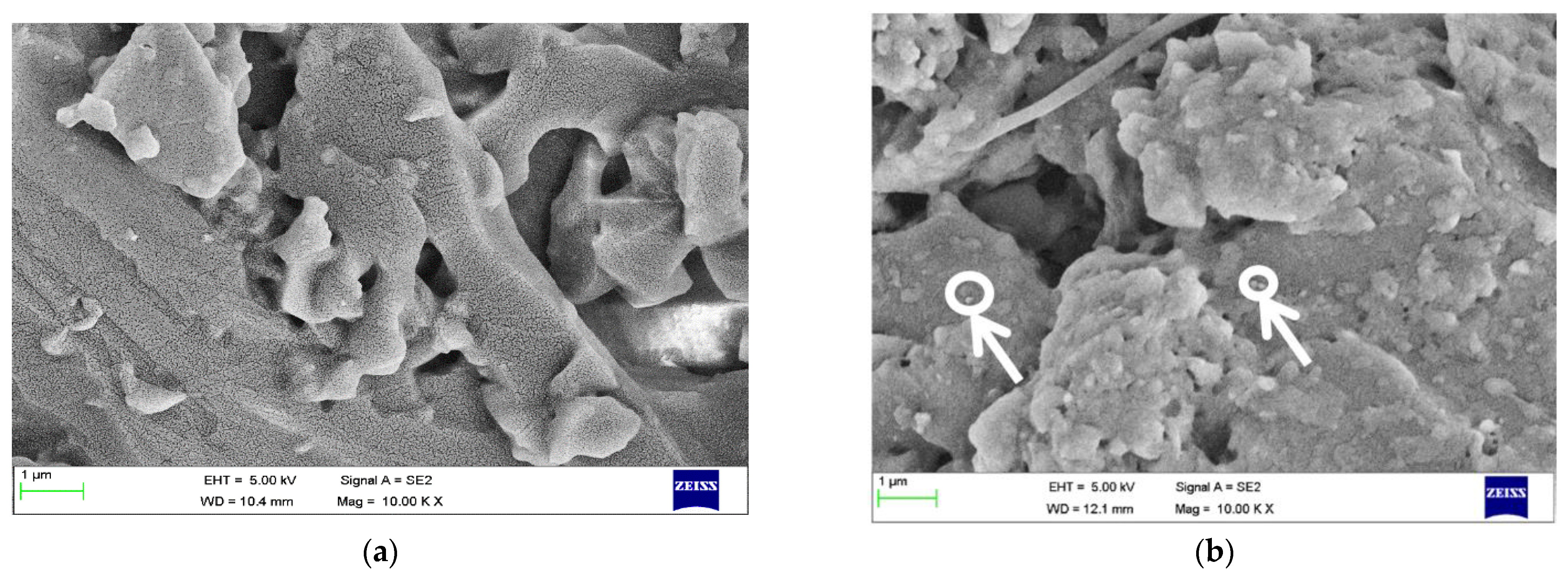
2.2.5. SEM and Energy-Dispersive X-ray Analysis (EDX)
3. Results and Discussion
3.1. Tensile Strength Test
3.1.1. Tensile Test for GNP Based Nanocomposites
3.1.2. Tensile Test for GNP and h-BN Based Nanocomposites
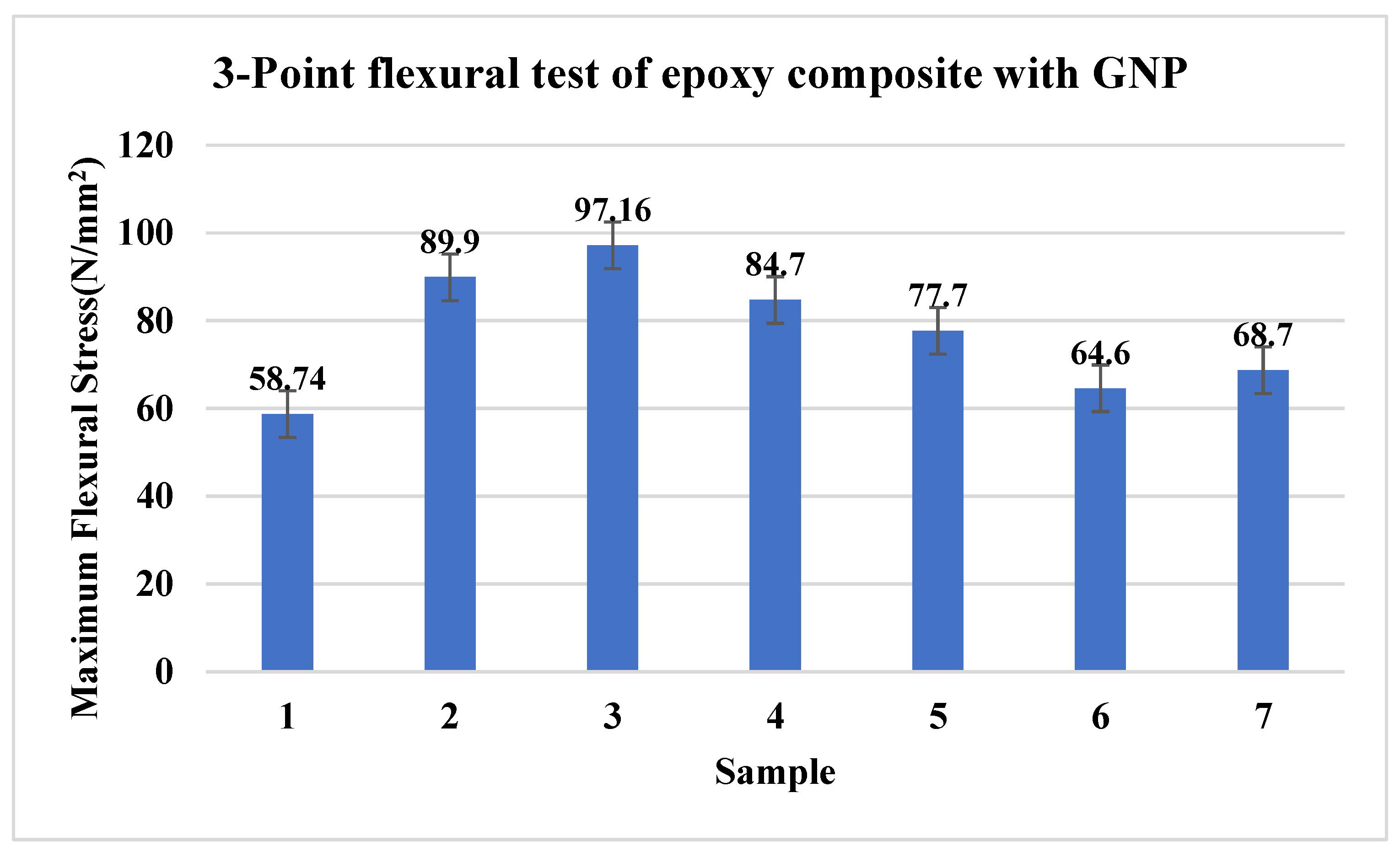
3.2. Three-Point Bending Test for GNP-Based Composites
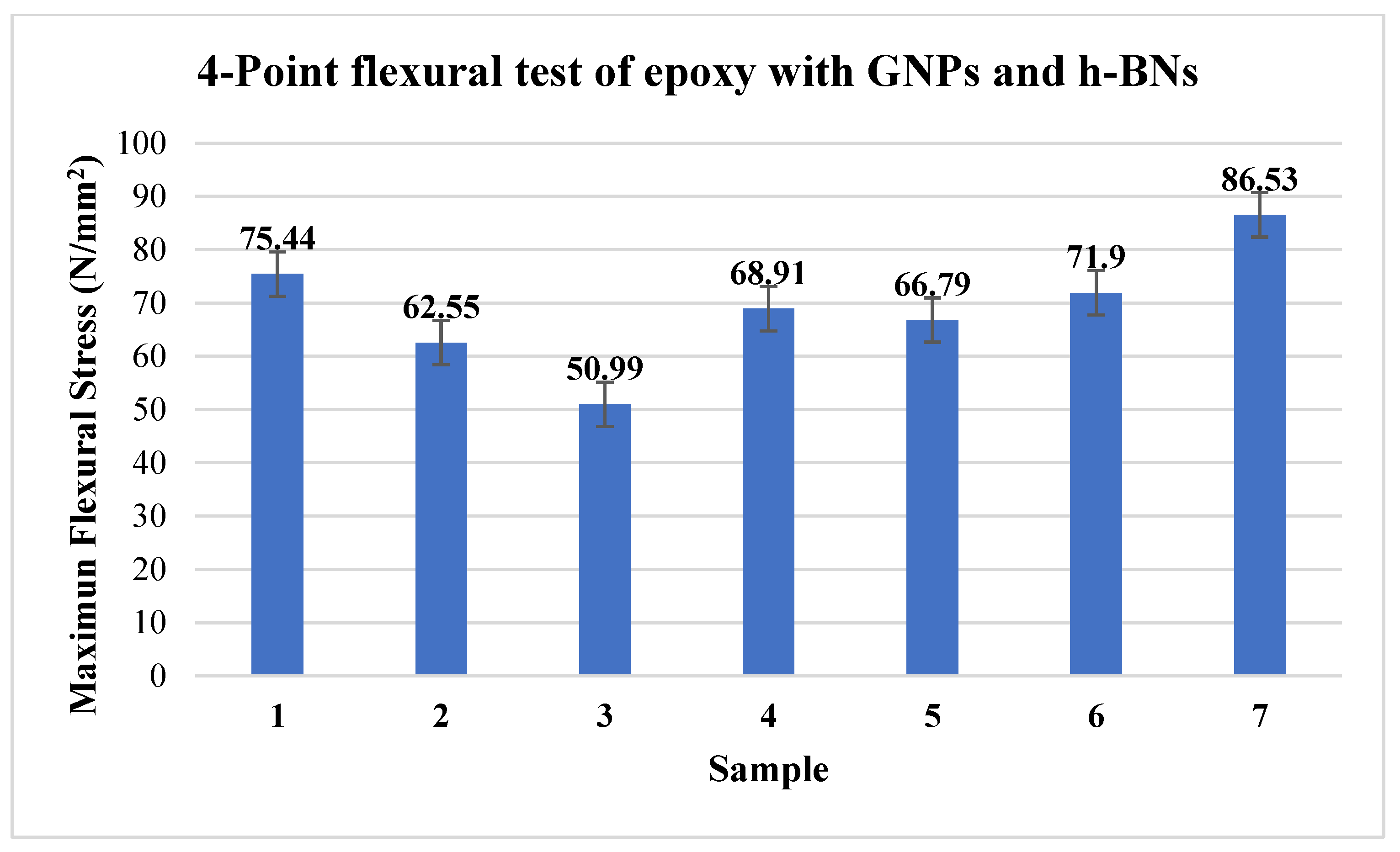
3.3. Four-Point Bending Test
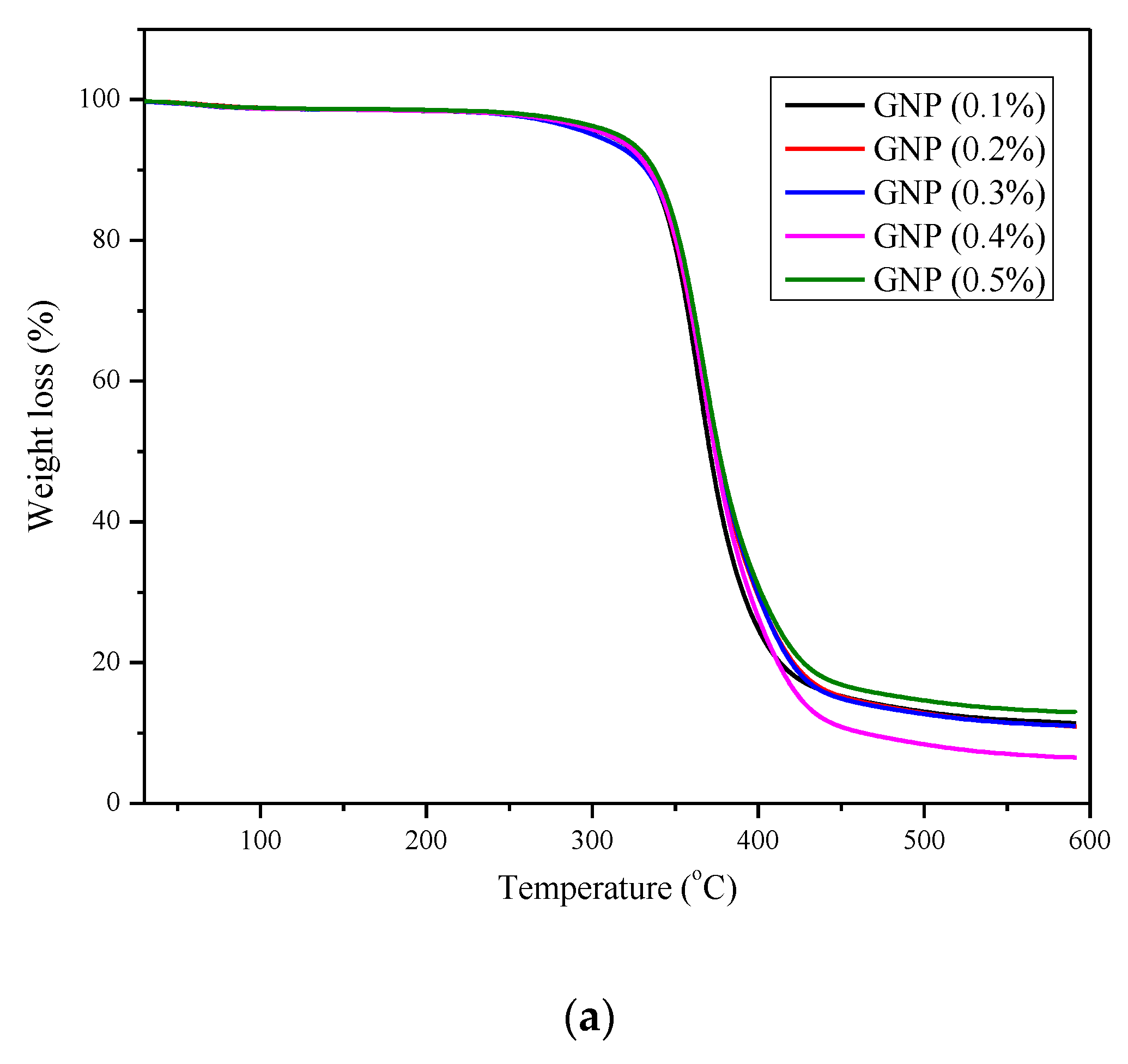
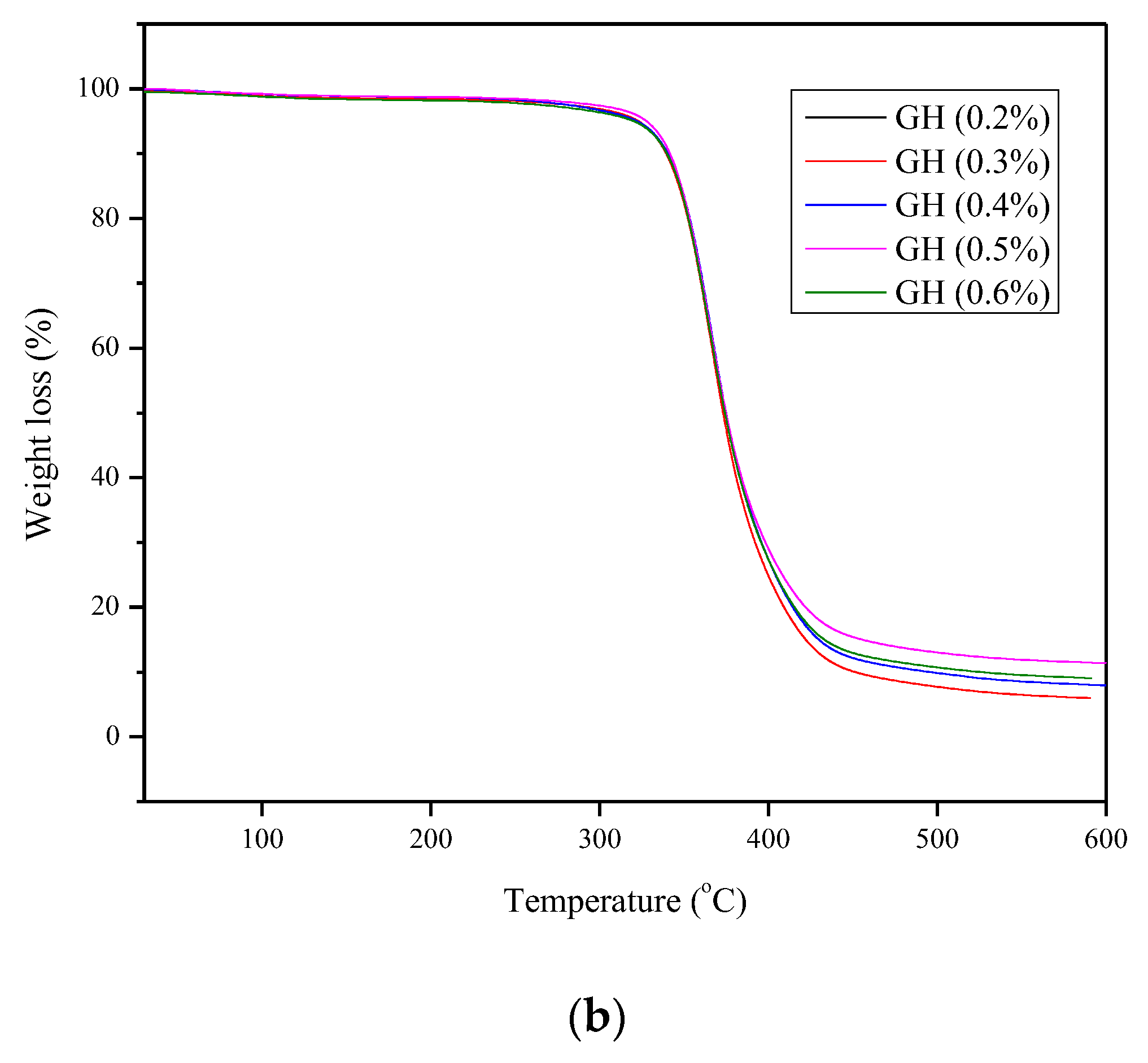
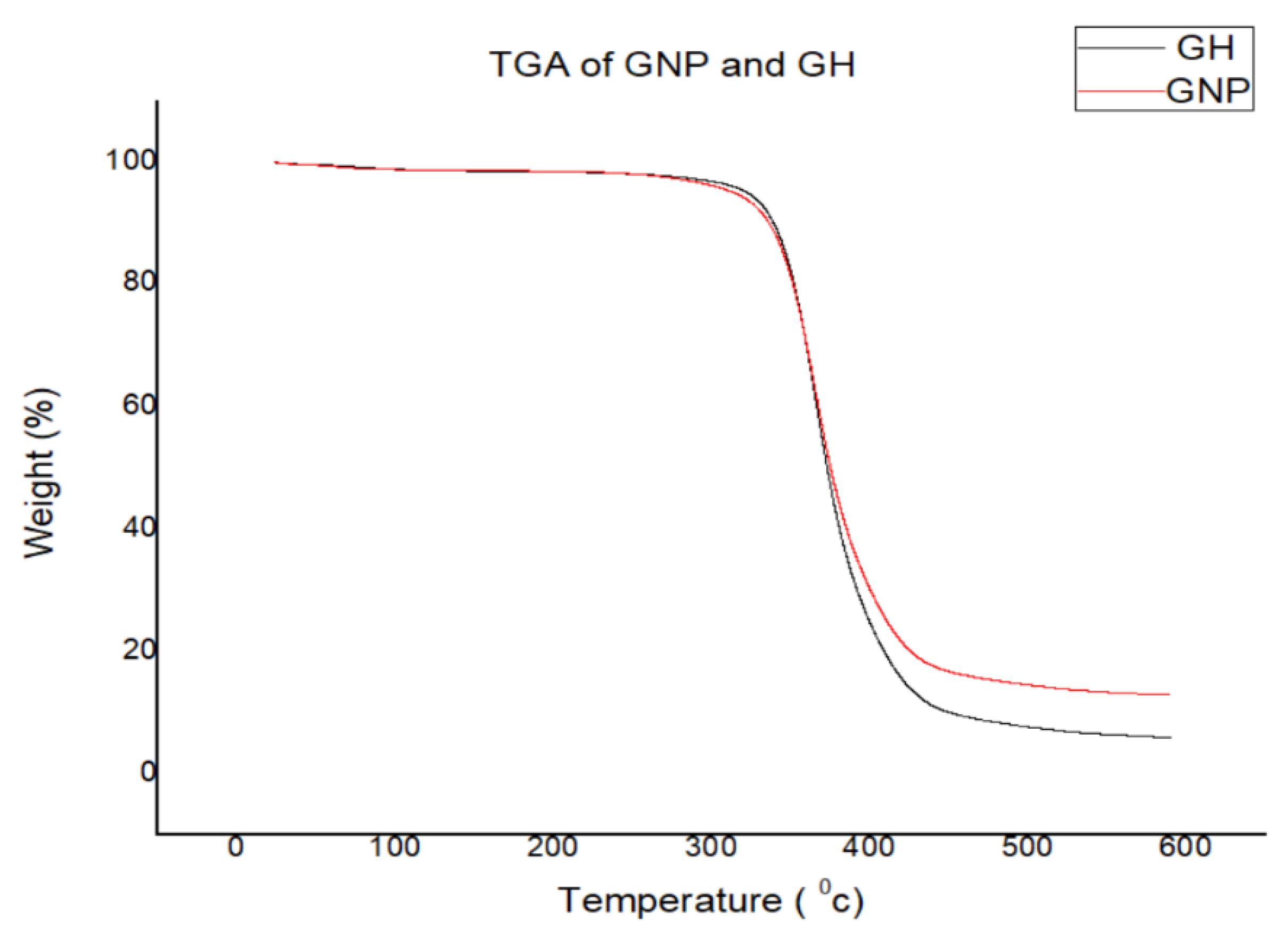
3.4. Thermogravimetric Analysis
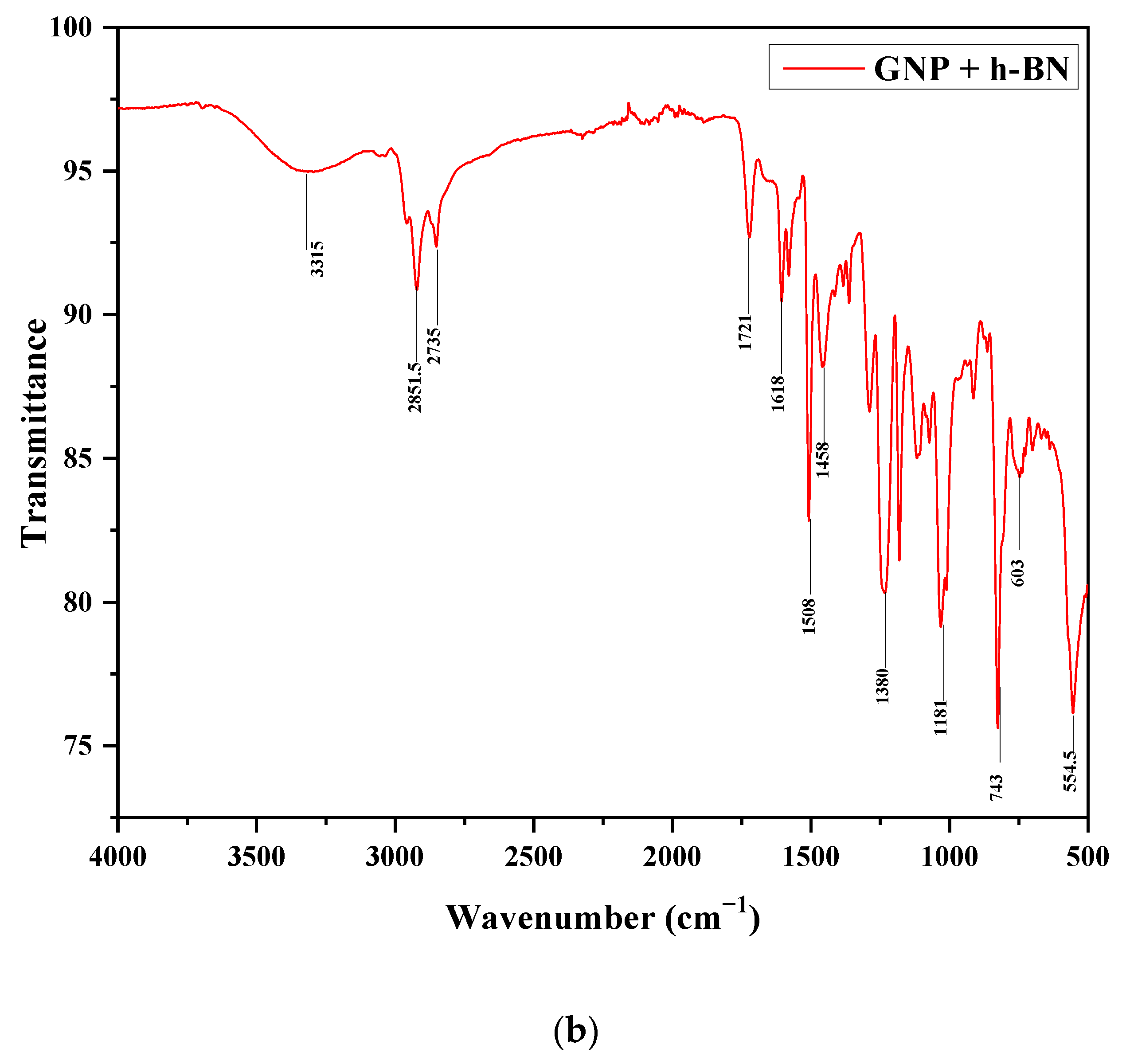
3.5. Fourier Transform Infrared Spectroscopy
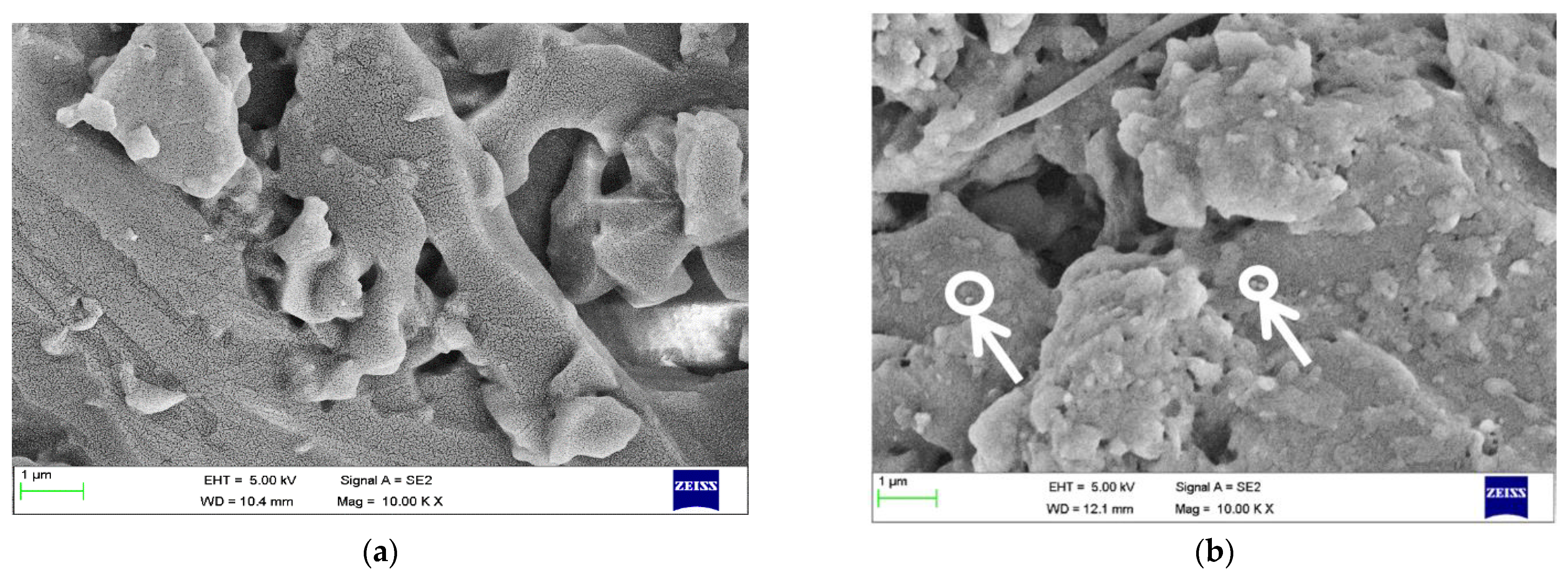
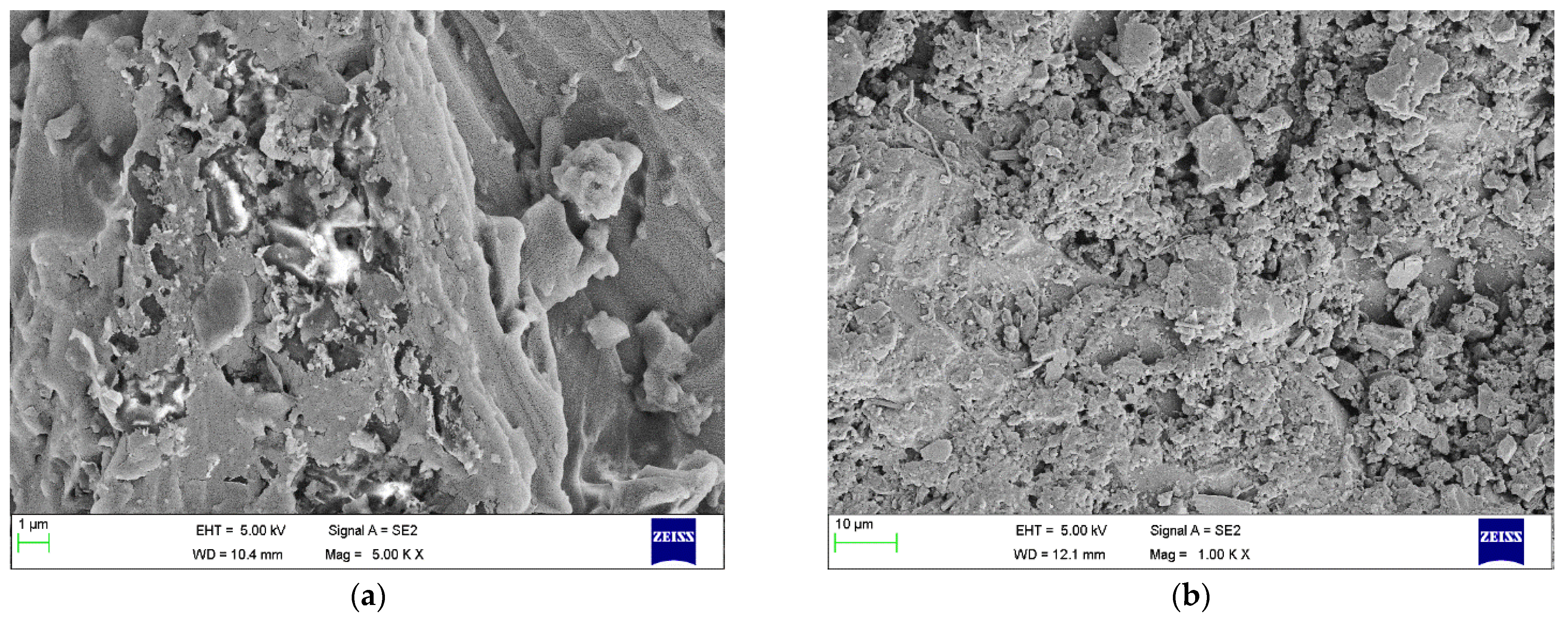
3.6. Scanning Electron Microscope Analysis
4. Simulation of Polymer-Based Nanocomposites
4.1. Simulation Method
4.1.1. Simulation Process
4.1.2. Material Properties
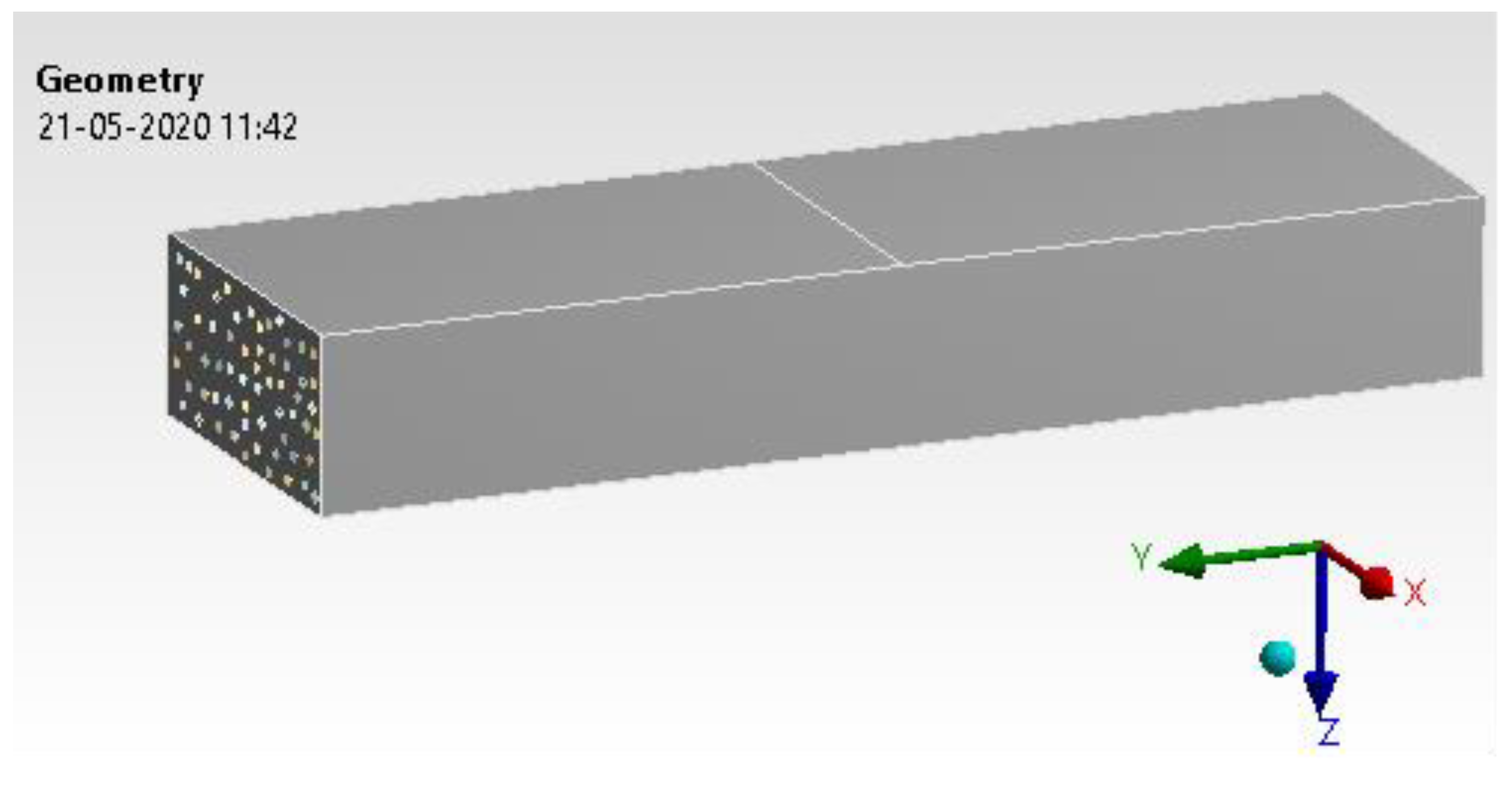
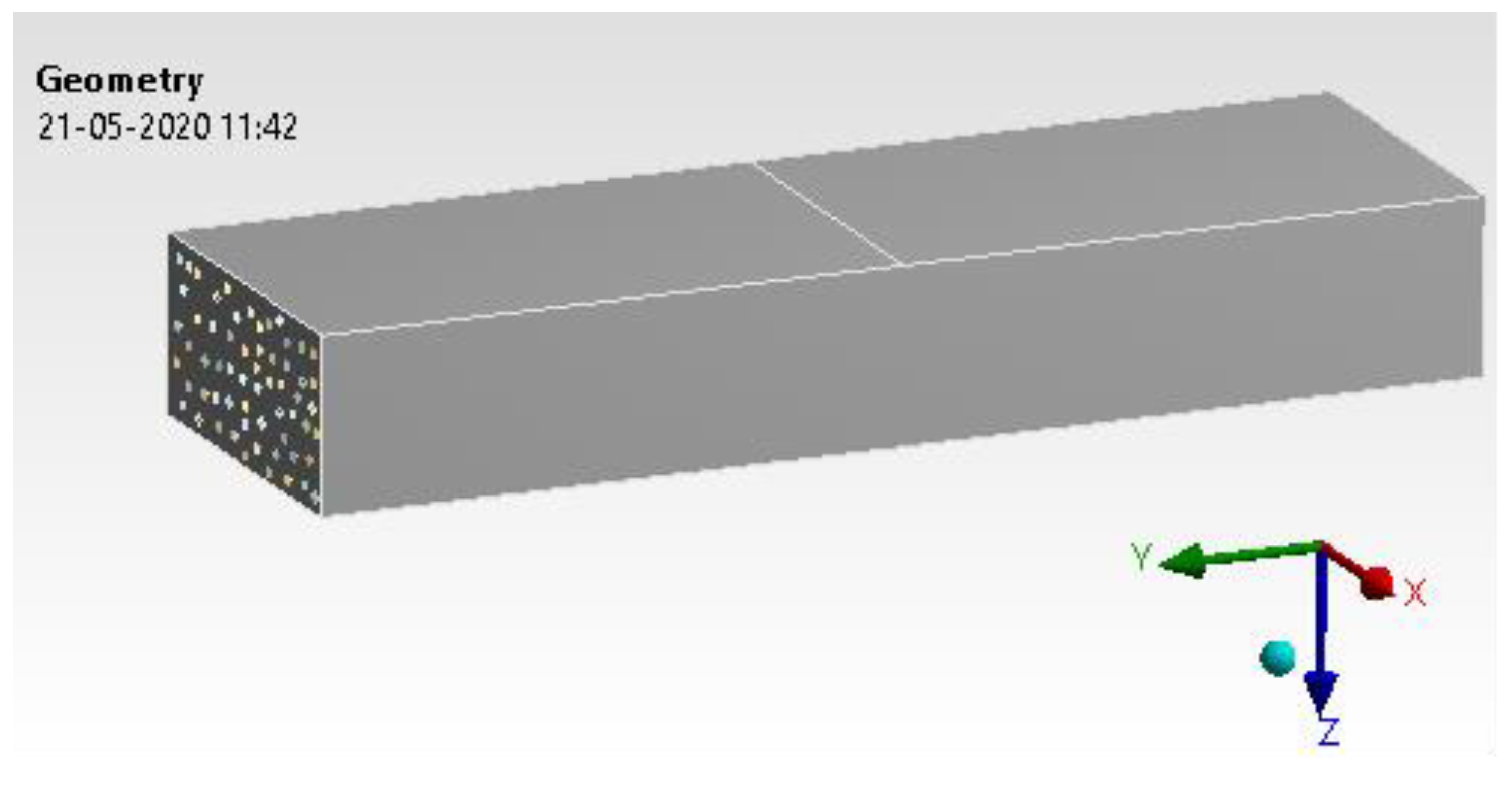
4.1.3. Geometry
4.1.4. Contact Generation
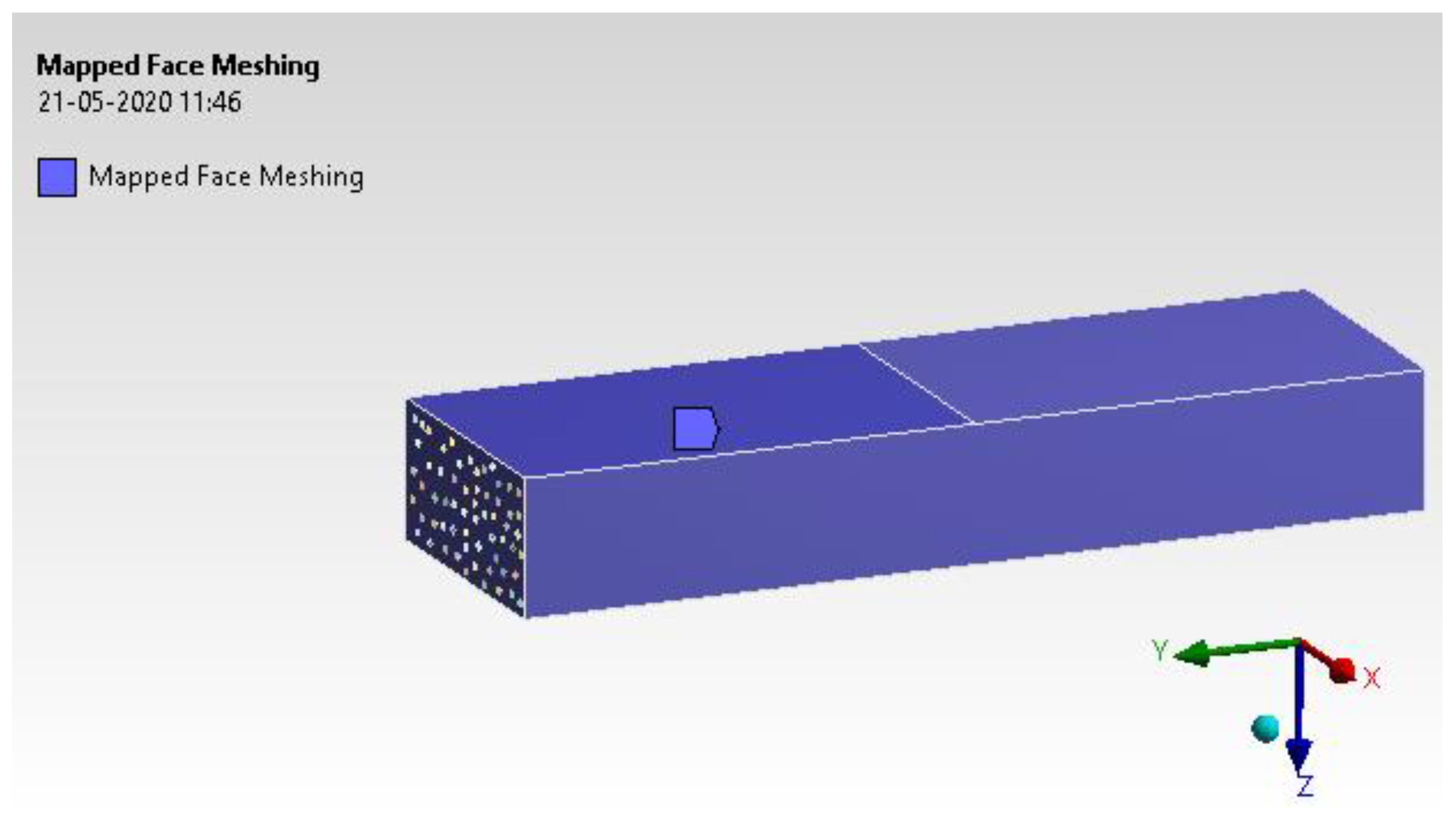
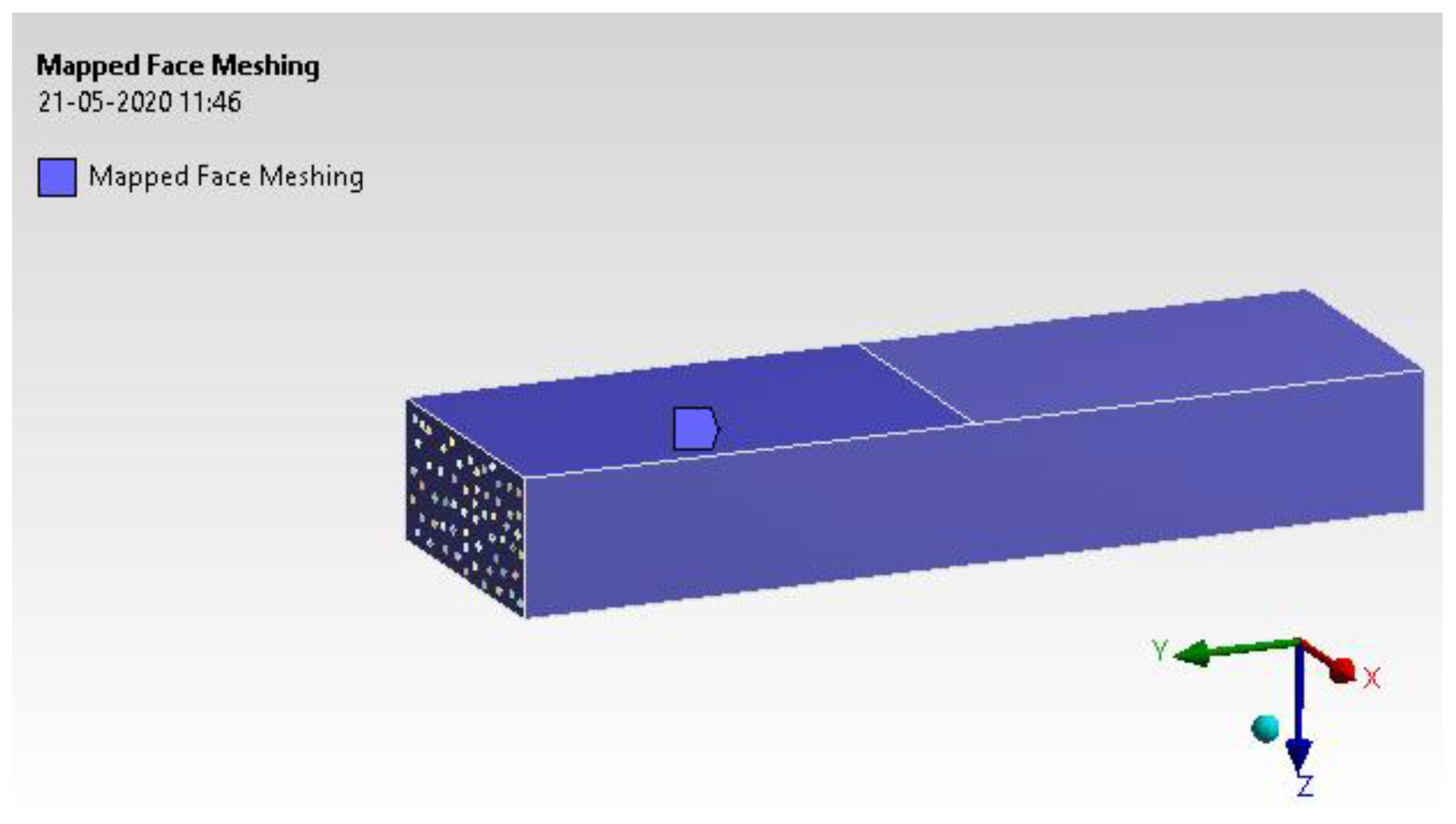
4.1.5. Mesh Generation
4.1.6. Loads and Boundary Conditions
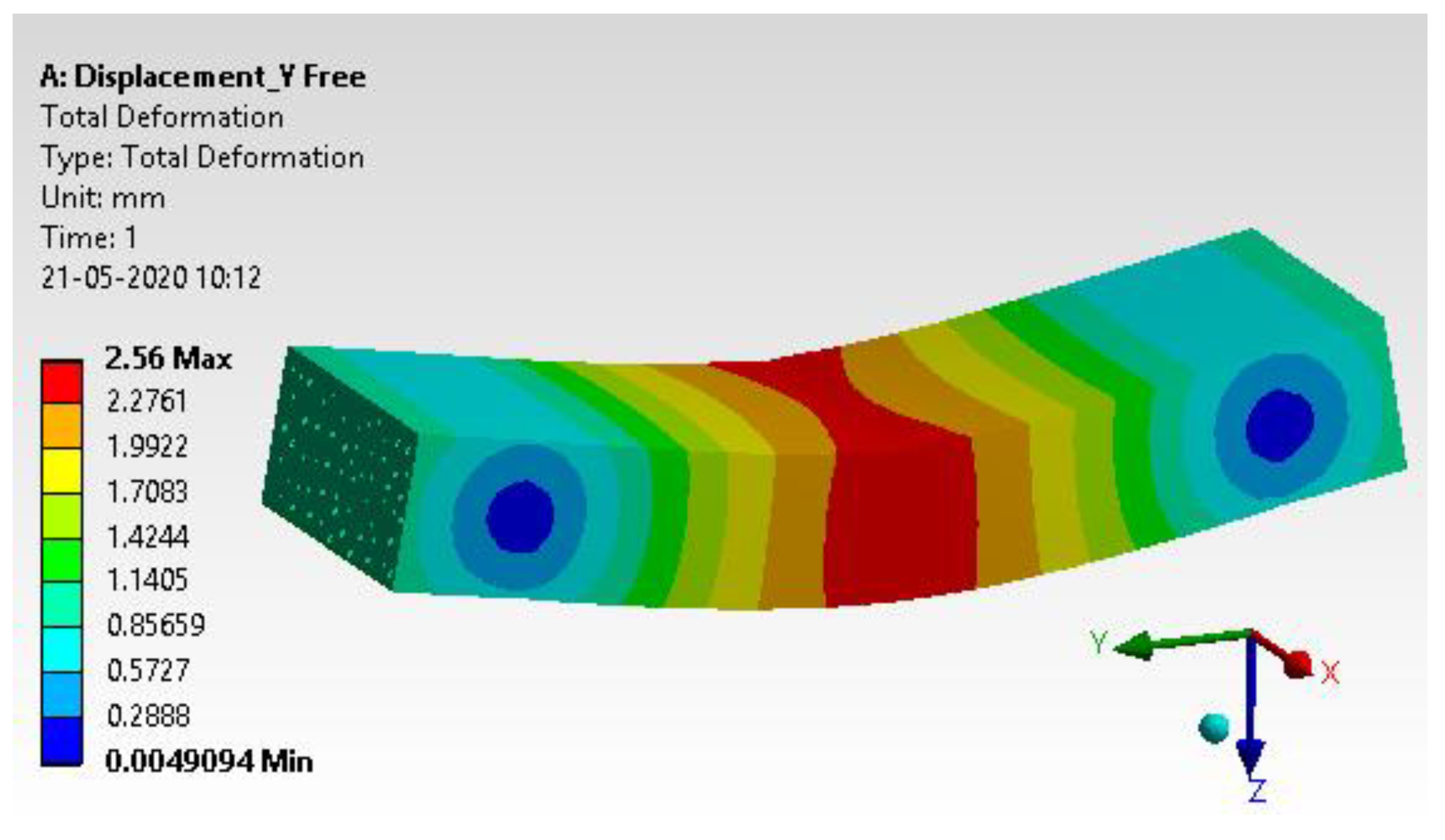
4.1.7. Results and Interpretation
4.1.8. Comparative Study with Validation
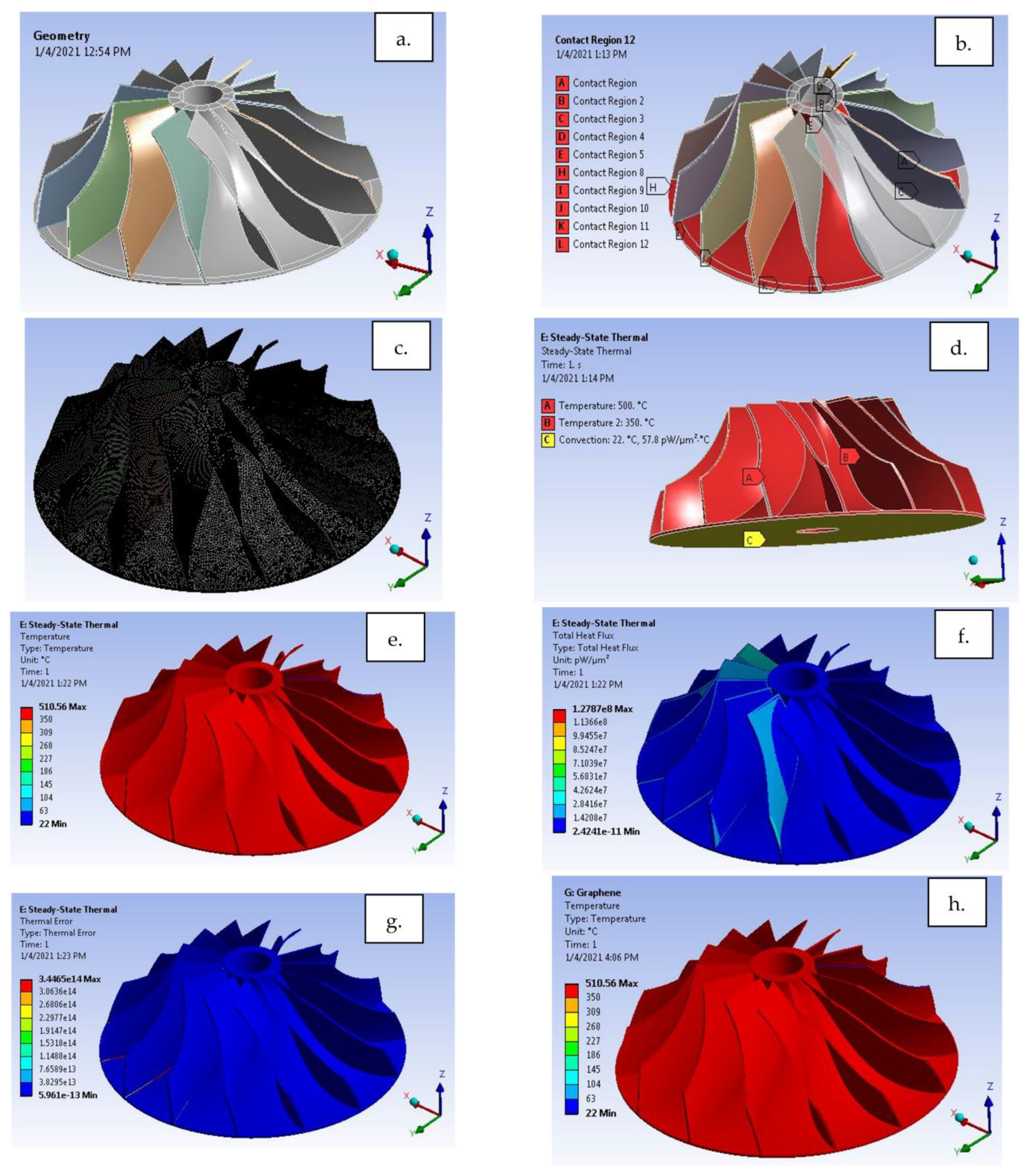
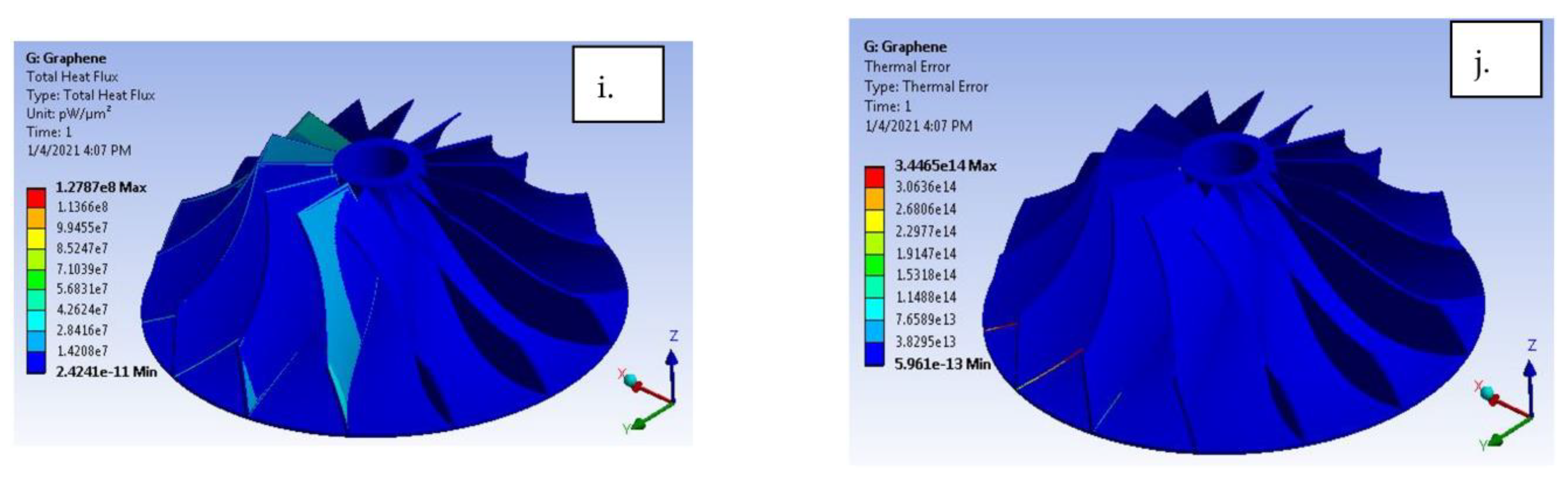
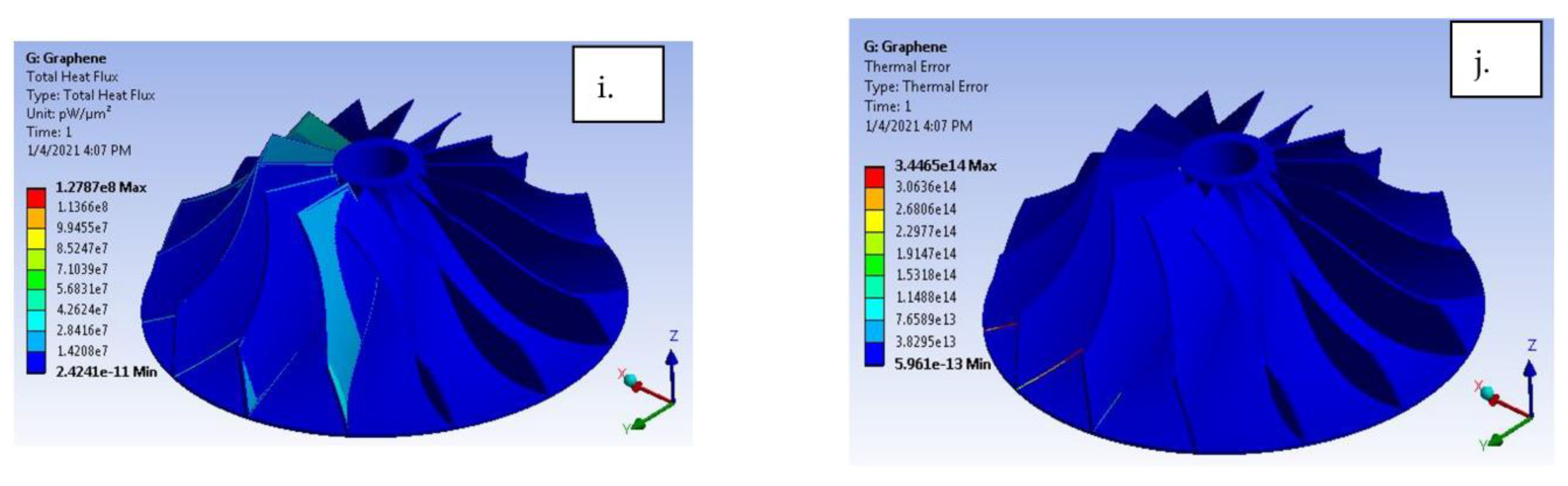
4.2. h-Boron Nitride and Graphene with Polyimide Substrate
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, I.; Saeed, I.; Khan, I. Nanoparticles: Properties, applications and toxicities. Arab. J. Chem. 2019, 12, 908–931. [Google Scholar] [CrossRef]
- Lim, J.V.; Bee, S.T.; Tin Sin, L.; Ratnam, C.T.; Abdul Hamid, Z.A. A Review on the Synthesis, Properties, and Utilities of Functionalized Carbon Nanoparticles for Polymer Nanocomposites. Polymers 2021, 13, 3547. [Google Scholar] [CrossRef]
- Chan, J.X.; Wong, J.F.; Petrů, M.; Hassan, A.; Nirmal, U.; Othman, N.; Ilyas, R.A. Effect of Nanofillers on Tribological Properties of Polymer Nanocomposites: A Review on Recent Development. Polymers 2021, 13, 286. [Google Scholar] [CrossRef] [PubMed]
- Chang, L.; Friedrich, K. Enhancement effect of nanoparticles on the sliding wear of short fiber-reinforced polymer composites: A critical discussion of wear mechanisms. Tribol. Int. 2010, 43, 2355–2364. [Google Scholar] [CrossRef]
- Shi, S.-C.; Chen, T.-H.; Mandal, P.K. Enhancing the Mechanical and Tribological Properties of Cellulose Nanocomposites with Aluminum Nanoadditives. Polymers 2020, 12, 1246. [Google Scholar] [CrossRef] [PubMed]
- Moghadam, A.D.; Omrani, E.; Menezes, P.L.; Rohatgi, P.K. Mechanical and tribological properties of self-lubricating metal matrix nanocomposites reinforced by carbon nanotubes (CNTs) and graphene—A review. Compos. Part B Eng. 2015, 77, 402–420. [Google Scholar] [CrossRef]
- Ji, Z.; Zhang, L.; Xie, G.; Xu, W.; Guo, D.; Luo, J.; Prakash, B. Mechanical and tribological properties of nanocomposites incorporated with two-dimensional materials. Friction 2020, 8, 813–884. [Google Scholar] [CrossRef]
- Ribeiro, H.; Trigueiro, J.P.; Lopes, M.C.; Pedrotti, J.J.; Woellner, C.F.; Silva, W.M.; Silva, G.G.; Ajayan, P.M. Enhanced thermal conductivity and mechanical properties of hybrid MoS2/h-BN polyurethane nanocomposites. J. Appl. Polym. Sci. 2018, 135, 46560. [Google Scholar] [CrossRef]
- Backes, C.; Abdelkader, A.M.; Alonso, C.; Andrieux-Ledier, A.; Arenal, R.; Azpeitia, J.; Balakrishnan, N.; Banszerus, L.; Barjon, J.; Bartali, R.; et al. Production and processing of graphene and related materials. 2D Mater. 2020, 7, 022001. [Google Scholar] [CrossRef]
- Hexagonal Boron Nitride Market by Type (Tubes, Rods, Plates, Gaskets, Crucibles, Sheets and Others), By Application (Electrical Insulation, Lubrication Industrial, Coatings & Mold Release, Cosmetics, Composites, Thermal Spray and Others) and—Forecast till 2030, MRFR/CnM/1279-CR, September 2018. Available online: https://www.marketresearchfuture.com/reports/hexagonal-boron-nitride-market-1811 (accessed on 9 June 2022).
- Li, T.; Hsu, S. Enhanced Thermal Conductivity of Polyimide Films via a Hybrid of Micro- and Nano-Sized Boron Nitride. J. Phys. Chem. B 2010, 114, 6825–6829. [Google Scholar] [CrossRef]
- Wu, X.; Wang, Z.; Chen, J.; Wang, X.; Qu, X. Research on Preparation and Performance of Epoxy Resin-Boron Nitride Thermal-Conductive Composite. IOP Conf. Ser. Mater. Sci. Eng. 2018, 394, 022052. [Google Scholar] [CrossRef]
- Choukimath, M.C.; Banapurmath, N.R.; Patil, A.Y.; Hemadri, S.; Jalawadi, A.R. Light weight polymer Nano composites reinforced with h-BN for high temperature applications. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012112. [Google Scholar] [CrossRef]
- Shen, M.-Y.; Liao, W.-Y.; Wang, T.-Q.; Lai, W.-M. Characteristics and Mechanical Properties of Graphene Nanoplatelets-Reinforced Epoxy Nanocomposites: Comparison of Different Dispersal Mechanisms. Sustainability 2021, 13, 1788. [Google Scholar] [CrossRef]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J.; Kaavesina, M. Epoxy resins thermosetting for mechanical engineering. Open Eng. 2021, 11, 797–814. [Google Scholar] [CrossRef]
- Cohen, S.; Zelikman, E.; Suckeveriene, R.Y. Ultrasonically Induced Polymerization and Polymer Grafting in the Presence of Carbonaceous Nanoparticles. Processes 2020, 8, 1680. [Google Scholar] [CrossRef]
- Tsuji, Y.; Kitamura, Y.; Someya, M.; Takano, T.; Yaginuma, M.; Nakanishi, K.; Yoshizawa, K. Adhesion of Epoxy Resin with Hexagonal Boron Nitride and Graphite. ACS Omega 2019, 4, 4491–4504. [Google Scholar] [CrossRef] [Green Version]
- Owais, M.; Zhao, J.; Imani, A.; Wang, G.; Zhang, H.; Zhang, Z. Synergetic effect of hybrid fillers of boron nitride, graphene nanoplatelets, and short carbon fibers for enhanced thermal conductivity and electrical resistivity of epoxy nanocomposites. Compos. Part A Appl. Sci. Manuf. 2019, 117, 11–22. [Google Scholar] [CrossRef]
- Shi, Y.; Lin, G.; Ma, X.; Huang, X.; Zhao, J.; Luo, H.; Sun, D. Boron nitride nanoplatelets as two-dimensional thermal fillers in epoxy composites: New scenarios at very low filler loadings. J. Polym. Eng. 2020, 40, 859–867. [Google Scholar] [CrossRef]
- Sun, J.; Wang, D.; Yao, Y.; Zeng, X.; Pan, G.; Huang, Y.; Hu, J.; Sun, R.; Xu, J.; Wong, C. Boron nitride microsphere/epoxy composites with enhanced thermal conductivity. Special Issue: Thermally Conductive but Electrically Insulating Materials for High Voltage Applications. High Volt. 2017, 2, 147–153. [Google Scholar] [CrossRef]
- Gu, J.; Zhang, Q.; Dang, J.; Xie, C. Thermal conductivity epoxy resin composites filled with boron nitride. Polym. Adv. Technol. 2011, 36, 1025–1028. [Google Scholar] [CrossRef]
- Ren, J.; Li, Q.; Yan, L.; Jia, L.; Huang, X.; Zhao, L.; Ran, Q.; Fu, M. Enhanced thermal conductivity of epoxy composites by introducing graphene @ boron nitride nanosheets hybrid nanoparticles. Mater. Des. 2020, 191, 108663. [Google Scholar] [CrossRef]
- Zhang, S.; Park, J.; Paik, K. Joint Morphologies and Failure Mechanisms of Anisotropic Conductive Films (ACFs) During a Power Handling Capability Test for Flex-On-Board Applications. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 1820–1826. [Google Scholar] [CrossRef]
- Zhang, S.; Lin, T.; He, P.; Paik, K. Effects of acrylic adhesives property and optimized bonding parameters on Sn-58Bi solder joint morphology for flex-on-board assembly. Microelectron. Reliab. 2017, 78, 181–189. [Google Scholar] [CrossRef]
- Chung, S.; Lin, J. Thermal Conductivity of Epoxy Resin Composites Filled with Combustion Synthesized h-BN Particles. Molecules 2016, 21, 670. [Google Scholar] [CrossRef]
- Jiang, F.; Cui, X.; Song, N.; Shi, L.; Ding, P. Synergistic effect of functionalized graphene/boron nitride on the thermal conductivity of polystyrene composites. Compos. Commun. 2020, 20, 100350. [Google Scholar] [CrossRef]
- Ejaz, H.; Mubashar, A.; Uddin, E.; Ali, Z.; Arif, N. Effect of functionalized and non-functionalized GNPs addition on strength properties of high viscous epoxy adhesive and lap shear joints. Polym. Test. 2022, 113, 107680. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-17; 2017 Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Hallad, S.A.; Banapurmath, N.R.; Patil, V.; Ajarekar, V.S.; Patil, A.; Godi, M.T.; Shettar, A.S. Graphene Reinforced Natural Fiber Nanocomposites for Structural Applications. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 012072. [Google Scholar] [CrossRef]
- Barros, F.A.; Gamboa, J.M.; Díaz-Ramírez, D.A.; González-Estrada, O.A.; Cruz, R.A. Numerical and experimental study of flexural behaviour in polymer composite materials reinforced with natural fique textiles. J. Phys. Conf. Ser. 2019, 1247, 012001. [Google Scholar] [CrossRef] [Green Version]
- Patil, A.Y.; Banapurmath, N.R.; Sumukh, E.P.; Chitawadagi, M.V.; Khan, T.Y.; Badruddin, I.A.; Kamangar, S. Multi-Scale Study on Mechanical Property and Strength of New Green Sand (Poly Lactic Acid) as Replacement of Fine Aggregate in Concrete Mix. Symmetry 2020, 12, 1823. [Google Scholar] [CrossRef]
- Dhaduti, S.; Ganachari, S.R.; Patil, A.Y. Prediction of injection molding parameters for symmetric spur gear. J. Mol. Model. 2020, 26, 302. [Google Scholar] [CrossRef]
- Patil, A.Y.; Banapurmath, N.R.; Shivangi, S.U. Feasibility study of epoxy coated Poly Lactic Acid as a sustainable replacement for River sand. J. Clean. Prod. 2020, 267, 121750. [Google Scholar] [CrossRef]
- Patil, A.Y.; Banapurmath, N.R.; Sunal, S. Review on period of biodegradability for natural fibers embedded in Poly Lactic Acid as a bio-composites. In Biodegradation Pollutants and Bioremediation Principles; Patil, A.Y., Banapurmath, N.R., Sunal, S., Eds.; Taylor and Francis Publication: Abingdon, UK, 2020. [Google Scholar]
- Kohli, A.; Ishwar, S.; Charan, M.J.; Adarsha, C.M.; Patil, A.Y.; Kotturshettar, B.B. Design and Simulation study of pineapple leaf reinforced fiber glass as an alternative material for prosthetic limb. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012118. [Google Scholar] [CrossRef]
- Yashasvi, D.N.; Badkar, J.; Kalburgi, J.; Koppalkar, K.; Purohit, K.; Patil, A.Y.; Fattepur, G.; Kotturshettar, B.B. Simulation study on mechanical properties of a sustainable alternative material for electric cable cover. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012016. [Google Scholar] [CrossRef]
- Kandekar, P.; Acharaya, A.; Chatta, A.; Kamat, A.; Patil, A.Y.; Shettar, A.S. A feasibility study of plastic as an alternative to air package in performance vehicle. IOP Conf. Ser. Mater. Sci. Eng. 2020, 872, 012076. [Google Scholar] [CrossRef]
- Patil, A.Y.; Banapurmath, N.R.; Yaradoddi, J.S.; Kotturshettar, B.B.; Shettar, A.S.; Basavaraj, G.D.; Keshavamurthy, R.; Khan, T.M.Y.; Mathd, S. Experimental and simulation studies on waste vegetable peels as bio-composite fillers for light duty applications. Arab. J. Eng. Sci. 2019, 44, 7895–7907. [Google Scholar] [CrossRef]
- Yavagal, P.S.; Kulkarni, P.A.; Patil, N.M.; Salimath, N.S.; Patil, A.Y.; Savadi, R.S.; Kotturshettar, B.B. Cleaner production of edible straw as replacement for thermoset plastic. Mater. Today Proc. 2020, 32, 492–497. [Google Scholar] [CrossRef]
- Totla, S.K.; Pillai, A.M.; Chetan, M.; Warad, C.; Patil, A.Y.; Kotturshettar, B.B. Analysis of Helmet with Coconut Shell as the Outer Layer. Mater. Today Proc. 2020, 32, 365–373. [Google Scholar] [CrossRef]
- Patil, A.Y.; Banapurmath, N.R.; Kotturshettar, B.B.; Lekha, K.; Roseline, M. Limpet teeth-based polymer nanocomposite: A novel alternative biomaterial for denture base application. In Fiber-Reinforced Nanocomposites: Fundamentals and Applications; Han, B., Nguyen, T.A., Subrahmanya Bhat, K., Sharma, S., Longbiao, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Zhan, M.; Liu, Y.; Yang, H. A 3D rigid-viscoelastic FEM simulation of compressor blade isothermal forging. J. Mater. Processing Technol. 2001, 117, 56–61. [Google Scholar] [CrossRef]
- Batailly, A.; Agrapart, Q.; Millecamps, A.; Brunel, J. Experimental and numerical simulation of a rotor/stator interaction event localised on a single blade within an industrial high-pressure compressor. J. Sound Vib. 2016, 375, 308–331. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Piechna, J.; Müeller, N. Simulation of fatigue failure in composite axial compressor blades. Mater. Des. 2011, 32, 2058–2065. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specifications | Dimensions (GNP) | Dimensions (h-BN) |
|---|---|---|
| Diameter | 2–4 (nm) | 60 (nm) |
| Purity | 99.5 (%) | 99.9 (%) |
| Density | 2.3 (g/cm3) | 2.29 (g/cm3) |
| Molecular Weight | 12.01 (g/mol) | 24.82 (g/mol) |
| Young’s Modulus | 1 (TPa) | 3.5 (TPa) |
| Melting Point | >3600 (°C) | 2527 (°C) |
| No. | Specimen Reference | Elements | Percentage of GNPs by wt |
|---|---|---|---|
| 1 | PE | Plain epoxy | 0.0 |
| 2 | GNP1 | Plain epoxy + GNPs | 0.1 |
| 3 | GNP2 | Plain epoxy + GNPs | 0.2 |
| 4 | GNP3 | Plain epoxy + GNPs | 0.3 |
| 5 | GNP4 | Plain epoxy + GNPs | 0.4 |
| 6 | GNP5 | Plain epoxy + GNPs | 0.5 |
| 7 | GNP6 | Plain epoxy + GNPs | 0.6 |
| Sample No. | Specimen Reference | Constituents | Percentage of GNP and h-BNs by wt |
|---|---|---|---|
| 1 | PE | Plain epoxy | 0.0 |
| 2 | GH1 | Plain epoxy + GNPs + h-BN | 0.1 |
| 3 | GH2 | Plain epoxy + GNPs+ h-BN | 0.2 |
| 4 | GH3 | Plain epoxy + GNPs+ h-BN | 0.3 |
| 5 | GH4 | Plain epoxy + GNPs+ h-BN | 0.4 |
| 6 | GH5 | Plain epoxy + GNPs + h-BN | 0.5 |
| 7 | GH6 | Plain epoxy + GNPs+ h-BN | 0.6 |
| No. | Parameters | Details |
|---|---|---|
| 1. | Number of samples tested per combination | 04 |
| 2. | Specimen size | 165 mm × 19 mm × 6 mm |
| 3. | Epoxy resins | L-12 |
| 4. | % of GNP/h-BN | 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6% by weight of epoxy resin |
| No. | Parameters | Details |
|---|---|---|
| 1. | Number of samples tested per combination | 04 |
| 2. | Specimen size | 135 mm × 15 mm × 6 mm |
| 3. | Epoxy resin | L-12 |
| 4. | % of GNP/h-BN | 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6% by weight of Epoxy resin. |
| No. | Parameters | Details |
|---|---|---|
| 1. | Number of samples tested per combination | 04 |
| 2. | Specimen size | 230 mm × 13 mm × 6 mm |
| 3. | Epoxy resin | L-12 |
| 4. | % of GNP/h-BN | 0.1, 0.2, 0.3, 0.4, 0.5 and 0.6% by weight of epoxy resin |
| Parameters | Details |
|---|---|
| Instrument make Resolution | JEOL JSM-63OLA 4 nm |
| Electron gun | Tungsten filament |
| Parameters | Details |
|---|---|
| Instrument make Acc. voltage | 6380(LA) 20.0 kV |
| Probe current | 1.00000 nA |
| Element | Weight % |
|---|---|
| B | 4.20 |
| N | 8.44 |
| C | 68.32 |
| O | 18.62 |
| Element | Weight % |
|---|---|
| B | 4.89 |
| N | 15.09 |
| C | 47.52 |
| O | 32.50 |
| Sl. No. | Material | Young’s Modulus, MPa | Poisson’s Ratio | Density (kg/m3) |
|---|---|---|---|---|
| 1 | Epoxy resin | 130 × 103 | 0.33 | 1400 |
| 2 | h-BN | 16 × 103 | 0.24 | 2100 |
| 3 | GNP | 1 × 106 | 0.3 | 2300 |
| Description | Experimental Method | Simulation Method | % of Error |
|---|---|---|---|
| Total deformation (in mm) | 2.2 | 2.56 | 16.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choukimath, M.C.; Banapurmath, N.R.; Riaz, F.; Patil, A.Y.; Jalawadi, A.R.; Mujtaba, M.A.; Shahapurkar, K.; Khan, T.M.Y.; Alsehli, M.; Soudagar, M.E.M.; et al. Experimental and Computational Study of Mechanical and Thermal Characteristics of h-BN and GNP Infused Polymer Composites for Elevated Temperature Applications. Materials 2022, 15, 5397. https://doi.org/10.3390/ma15155397
Choukimath MC, Banapurmath NR, Riaz F, Patil AY, Jalawadi AR, Mujtaba MA, Shahapurkar K, Khan TMY, Alsehli M, Soudagar MEM, et al. Experimental and Computational Study of Mechanical and Thermal Characteristics of h-BN and GNP Infused Polymer Composites for Elevated Temperature Applications. Materials. 2022; 15(15):5397. https://doi.org/10.3390/ma15155397
Chicago/Turabian StyleChoukimath, Mantesh C., Nagaraj R. Banapurmath, Fahid Riaz, Arun Y. Patil, Arun R. Jalawadi, M. A. Mujtaba, Kiran Shahapurkar, T. M. Yunus Khan, Mishal Alsehli, Manzoore Elahi M. Soudagar, and et al. 2022. "Experimental and Computational Study of Mechanical and Thermal Characteristics of h-BN and GNP Infused Polymer Composites for Elevated Temperature Applications" Materials 15, no. 15: 5397. https://doi.org/10.3390/ma15155397
APA StyleChoukimath, M. C., Banapurmath, N. R., Riaz, F., Patil, A. Y., Jalawadi, A. R., Mujtaba, M. A., Shahapurkar, K., Khan, T. M. Y., Alsehli, M., Soudagar, M. E. M., & Fattah, I. M. R. (2022). Experimental and Computational Study of Mechanical and Thermal Characteristics of h-BN and GNP Infused Polymer Composites for Elevated Temperature Applications. Materials, 15(15), 5397. https://doi.org/10.3390/ma15155397