
Study on the Repair Technology of Laser Damage-Fused Silica Optics Based on the Neural Network Method



Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Methods
2.2.1. MRF Polishing Technique
2.2.2. Laser Scattering Test
2.2.3. Photothermal Absorption Test
3. Results
3.1. Damage Sample Preparation Result
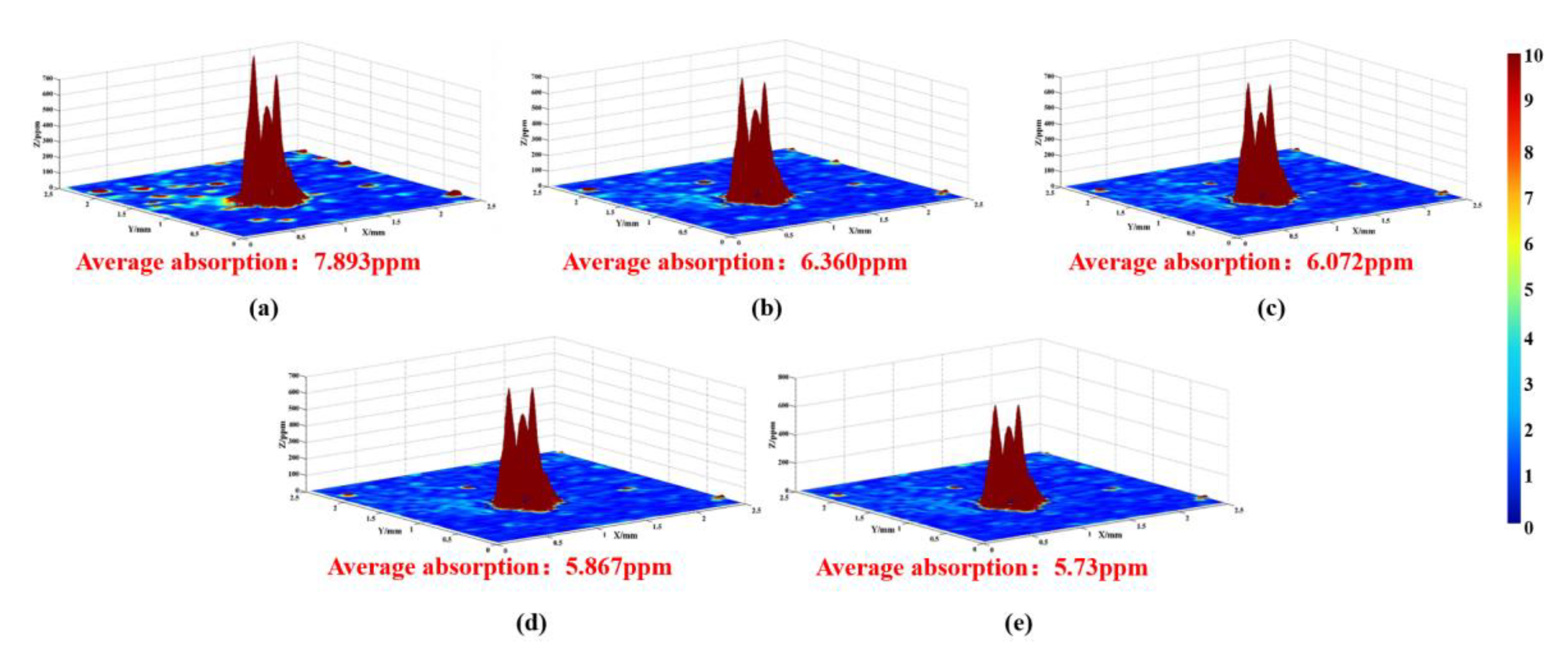
3.2. MRF Polishing Experiment of Damaged Optics
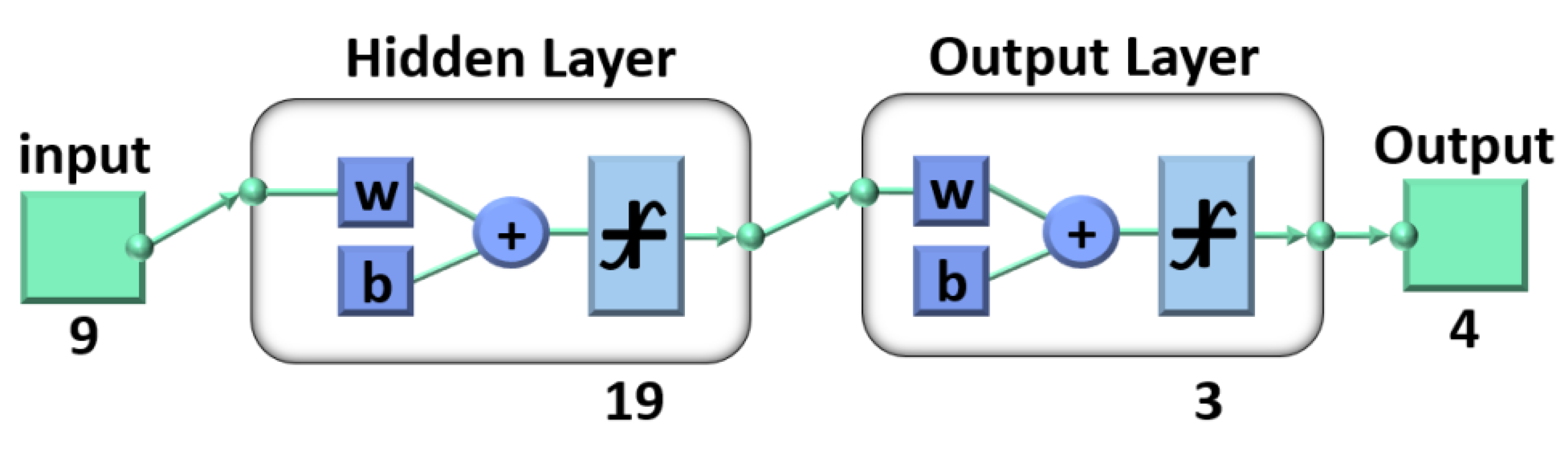
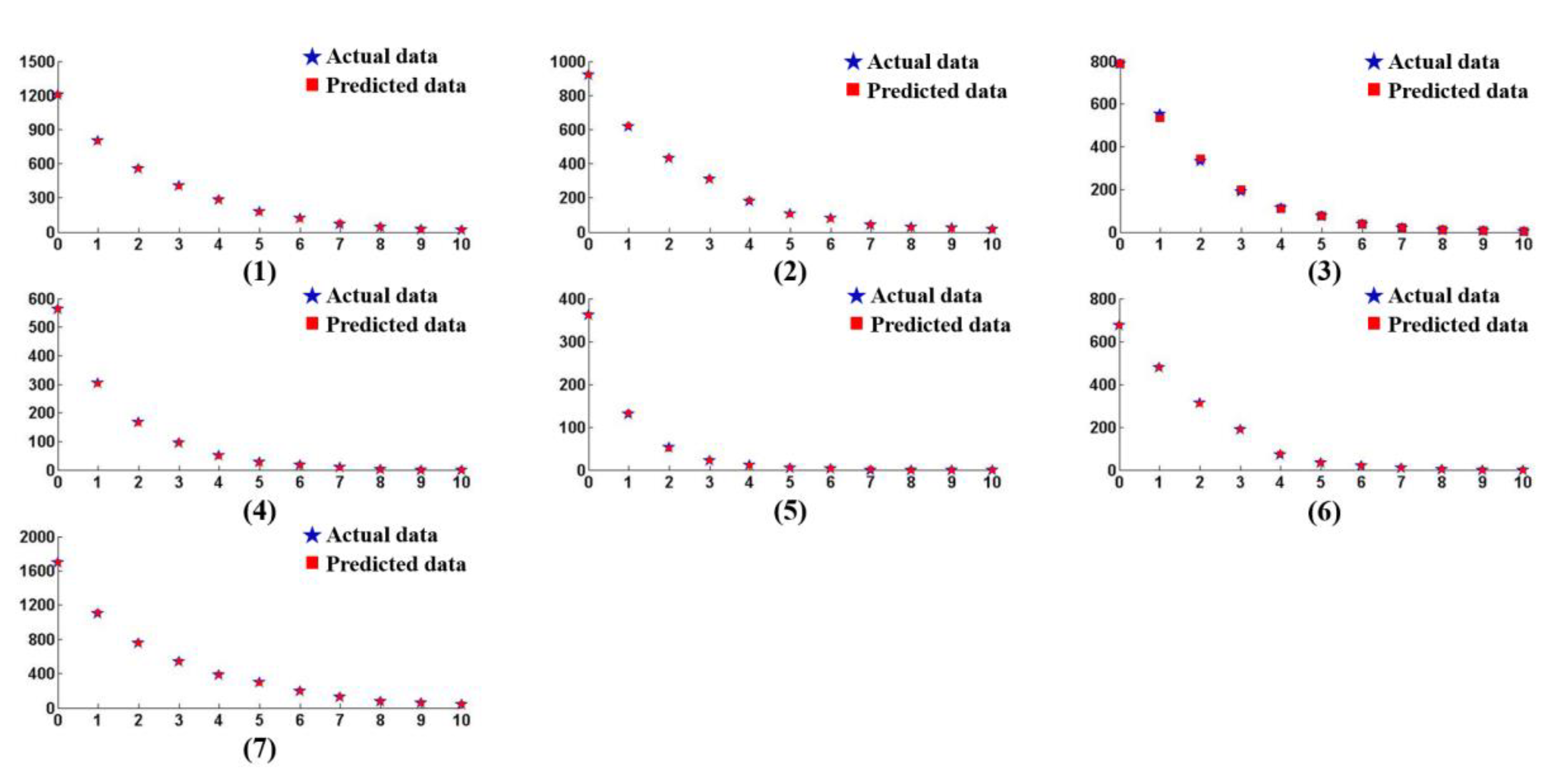
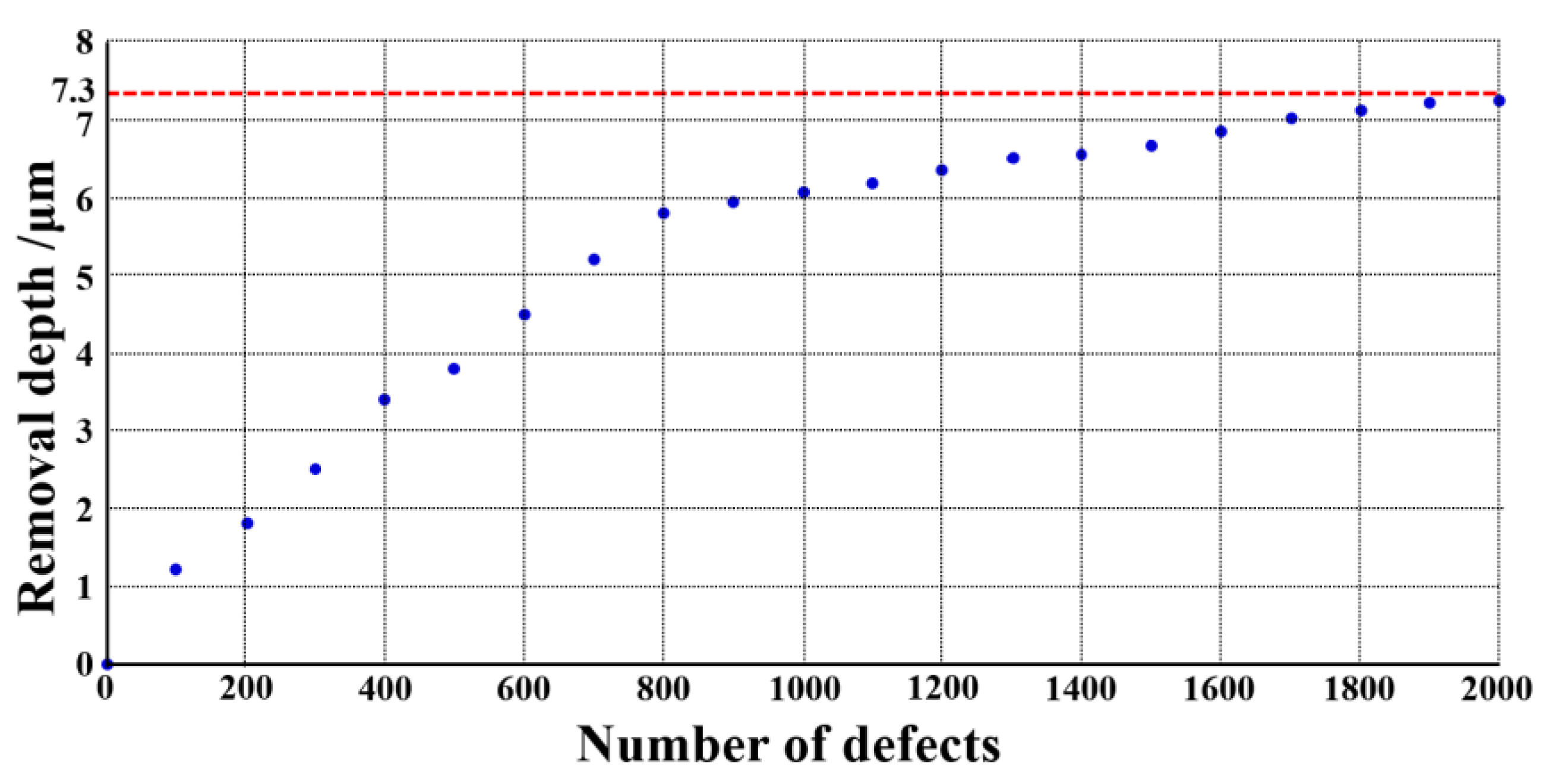
3.3. Optimal Removal Depth Based on BP Neural Network
3.4. Experimental Verification of Damage Repair
4. Discussion
5. Conclusions
Author Contributions
Funding
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Campbell, J.H.; Hawley-Fedder, R.A.; Stolz, C.J.; Menapace, J.A.; Borden, M.R.; Whitman, P.K.; Yu, J.; Runkel, M.J.; Riley, M.O.; Feit, M.D.; et al. NIF optical materials and fabrication technologies: An overview. Proc. SPIE 2004, 5341, 84–101. [Google Scholar]
- Moses, E.I.; Lindl, J.D.; Spaeth, M.L.; Patterson, R.W.; Sawicki, R.H.; Atherton, L.J.; Baisden, P.A.; Lagin, L.J.; Larson, D.W.; MacGowan, B.J.; et al. Overview: Development of the National Ignition Facility and the Transition to a User Facility for the Ignition Campaign and High Energy Density Scientific Research. Fusion Sci. Technol. 2016, 69, 1–24. [Google Scholar] [CrossRef]
- Moses, E.I. Advances in inertial confinement fusion at the National Ignition Facility (NIF). Fusion Eng. Des. 2010, 85, 983–986. [Google Scholar] [CrossRef]
- Huang, W. Study on Laser Damage Characteristics of Large Aperture Fused Silica Components. Master’s Thesis, China Academy of Engineering Physics, Mianyang, China, 2009. [Google Scholar]
- Norton, M.A.; Donohue, E.E.; Feit, M.D.; Hackel, R.P.; Hollingsworth, W.G.; Rubenchik, A.M.; Spaeth, M.L. Growth of Laser Damage on the Input Surface of Sio2 at 351 Nm. Proc. SPIE 2007, 6403, 64030–64039. [Google Scholar]
- Norton, M.A.; Donohue, E.E.; Hollingsworth, W.G.; Feit, M.D.; Rubenchik, A.M.; Hackel, R.P. Growth of Laser Initiated Damage in Fused Silica at 1053 nm. Proc. SPIE 2005, 5273, 468. [Google Scholar]
- Stolz, C.J.; Runkel, M.; McBurney, M.S.; Cheek, R.E.; Menapace, J.A. Metrology of mirrors for the National Ignition Facility. Proc. SPIE 2004, 5341, 114–120. [Google Scholar]
- Burnham, A.K.; Hackel, L.; Wegner, P.; Parham, T.G.; Hrubesh, L.W.; Penetrante, B.M.; Whitman, P.K.; Demos, S.G.; Menapace, J.A.; Runkel, M.J.; et al. Improving 351-Nm Damage Performance of Large-Aperture Fused Silica and DKDP Optics. Proc. SPIE 2002, 4679, 173–185. [Google Scholar]
- Spaeth, M.L.; Wegner, P.J.; Suratwala, T.I.; Nostrand, M.C.; Bude, J.D.; Conder, A.D.; Folta, J.A.; Heebner, J.E.; Kegelmeyer, L.M.; MacGowan, B.J.; et al. Optics Recycle Loop Strategy for Nif Operations above UV Laser-Induced Damage Threshold. Fusion Sci. Technol. 2016, 69, 265–294. [Google Scholar] [CrossRef]
- Bude, J.; Carr, C.W.; Miller, P.E.; Parham, T.; Whitman, P.; Monticelli, M.; Raman, R.; Cross, D.; Welday, B.; Ravizza, F.; et al. Particle Damage Sources for Fused Silica Optics and Their Mitigation on High Energy Laser Systems. Opt. Express 2017, 25, 11414. [Google Scholar] [CrossRef]
- Suratwala, T.I.; Miller, P.E.; Bude, J.D.; Steele, W.A.; Shen, N.; Monticelli, M.V.; Feit, M.D.; Laurence, T.A.; Norton, M.A.; Carr, C.W.; et al. HF-Based Etching Processes for Improving Laser Damage Resistance of Fused Silica Optical Surface. J. Am. Ceram. Soc. 2011, 94, 416–428. [Google Scholar] [CrossRef] [Green Version]
- Miller, C.F.; Kegelmeyer, L.; Nostrand, M.C.; Raman, R.; Cross, D.; Liao, Z.; Garcha, R.; Carr, C.W. Characterization and repair of small damage sites and their impact on the lifetime of fused silica optics on the national ignition facility. In Proceedings of the Laser-Induced Damage in Optical Materials 2018, Boulder, CO, USA, 23–26 September 2018. [Google Scholar]
- Conder, A.; Alger, T.; Azevedo, S.; Chang, J.; Glenn, S.; Kegelmeyer, L.; Liebman, J.; Spaeth, M.; Whitman, P. Final Optics Damage Inspection (FODI) for the National Ignition Facility. Proc. SPIE 2007, 6720, 672010. [Google Scholar]
- Shorey, A.B.; Kordonski, W.; Tricard, M. Magnetorheological finishing of large and lightweight optics. Proc. SPIE 2004, 5533, 99–107. [Google Scholar]
- Shi, F.; Wan, W.; Dai, Y.F.; Peng, X.Q. Effect of magnetorheological finishing on laser damage properties of fused silica. Opt. Precis. Eng. 2016, 24, 2931–2937. [Google Scholar]
- Luo, B. Research on Full-Domain Dynamic Pressure Flattening Processing of Magnetorheological Clusters of Optoelectronic Wafers. Ph.D. Thesis, Guangdong University of Technology, Guangzhou, China, 2021. [Google Scholar]
- Gupta, M.K.; Dinakar, D.; Chhabra, I.M.; Jha, S.; Madireddy, B.S. Experimental investigation and machine parameter optimization for nano finishing of fused silica using magnetorheological finishing process. Optik 2021, 226, 165908. [Google Scholar] [CrossRef]
- Liu, W.W.; Wei, C.Y.; Yi, K.; Shao, J.D. Post processing treatments to improve the laser damage resistance of fused silica optical surfaces and SiO2 coatings. Chin. Opt. Lett. 2015, 13, 041407. [Google Scholar]
- Li, X.; Li, Q.; Ye, Z.; Zhang, Y.; Ye, M.; Wang, C. Surface Roughness Tuning at Sub-Nanometer Level by Considering the Normal Stress Field in Magnetorheological Finishing. Micromachines 2021, 12, 997. [Google Scholar] [CrossRef] [PubMed]
- Yan, Z. Research and application on BP neural network algorithm. In Proceedings of the International Industrial Informatics and Computer Engineering Conference (IIICEC), Xi’an, China, 10–11 January 2015. [Google Scholar]
- Jin, Z.; Cheng, G.; Chen, S.; Guo, F. Human-machine-environment information fusion and control compensation strategy for large optical mirror processing system. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2020, 235, 2507–2523. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Polishing wheel speed | 280 r/min |
| Flow rate | 120 L/min |
| Electricity | 8 A |
| Pressed depth | 0.25 mm |
| Abrasive type | CeO2 |
| Irradiation Times | Defects (<50 μm) Number | Defects (50 μm < × < 200 μm) Number | Defects (200 μm < × < 400 μm) Number | Defects (>400 μm) Number | Damage Growth Number |
|---|---|---|---|---|---|
| 0 (initial) | 153 | 47 | 2 | 0 | 0 |
| 1 | 255 | 55 | 8 | 6 | 122 |
| 2 | 404 | 75 | 22 | 12 | 189 |
| 3 | 673 | 86 | 21 | 24 | 291 |
| Initial Surface | Removal Depth 1.5 μm | Removal Depth 3 μm | Removal Depth 4.5 μm | Removal Depth 6 μm | |
|---|---|---|---|---|---|
| Defects number | 673 | 307 | 180 | 105 | 78 |
| Number of Neurons: 17 | Number of Neurons: 19 | Number of Neurons: 21 | |||
|---|---|---|---|---|---|
| Steps | Error | Steps | Error | Steps | Error |
| 200 | 0.04756 | 200 | 0.03854 | 200 | 0.04325 |
| 400 | 0.01453 | 400 | 0.00959 | 400 | 0.01103 |
| 800 | 0.00456 | 800 | 0.00215 | 800 | 0.00359 |
| 1000 | 0.000973 | 1000 | 0.000431 | 1000 | 0.000758 |
| Removal Depth/μm | Errors of Result (1) | Errors of Result (2) | Errors of Result (3) | Errors of Result (4) | Errors of Result (5) | Errors of Result (6) | Errors of Result (7) |
|---|---|---|---|---|---|---|---|
| 1 | 0.748% | 0.97% | 3.26% | 0.98% | 1.53% | 0.42% | 0.18% |
| 2 | 0.358% | 0.46% | 3.02% | 0.6% | 4% | 0.32% | 0.26% |
| 3 | 1.47% | 0.64% | 3.15% | 1.05% | 0% (*) | 0% | 0.186% |
| 4 | 0.714% | 1.11% | 3.57% | 2% (*) | 10% | 1.39% | 0.261% |
| 5 | 0.568% | 1.92% | 2.63% | 3.84% | 25% | 3.03% (*) | 0.34% |
| 6 | 1.69% (*) | 5.12% (*) | 0% (*) | 5.8% | 50% | 11.1% | 1.05% |
| 7 | 2.816% | 4.76% | 5.26 | 12.5% | 100% | 12.5% | 0.819% (*) |
| 8 | 4.76% | 11.1% | 11.1% | 0% | 0% | 0% | 1.38% |
| 9 | 0% | 18.1% | 50% | 0% | 0% | 0% | 1.87% |
| 10 | 5.88% | 12.5% | 200% | 0% | 0% | 0% | 7.14% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, B.; Zhang, W.; Shi, F.; Song, C.; Zhang, Y.; Sun, G.; Guo, S. Study on the Repair Technology of Laser Damage-Fused Silica Optics Based on the Neural Network Method. Materials 2022, 15, 5274. https://doi.org/10.3390/ma15155274
Wang B, Zhang W, Shi F, Song C, Zhang Y, Sun G, Guo S. Study on the Repair Technology of Laser Damage-Fused Silica Optics Based on the Neural Network Method. Materials. 2022; 15(15):5274. https://doi.org/10.3390/ma15155274
Chicago/Turabian StyleWang, Bo, Wanli Zhang, Feng Shi, Ci Song, Yaofei Zhang, Guoyan Sun, and Shuangpeng Guo. 2022. "Study on the Repair Technology of Laser Damage-Fused Silica Optics Based on the Neural Network Method" Materials 15, no. 15: 5274. https://doi.org/10.3390/ma15155274
APA StyleWang, B., Zhang, W., Shi, F., Song, C., Zhang, Y., Sun, G., & Guo, S. (2022). Study on the Repair Technology of Laser Damage-Fused Silica Optics Based on the Neural Network Method. Materials, 15(15), 5274. https://doi.org/10.3390/ma15155274