
Numerical Simulation of Intelligent Fuzzy Closed-Loop Control Method for Radial–Axial Ring Rolling Process of Super-Large Rings



Abstract
:1. Introduction
2. Materials and Methods
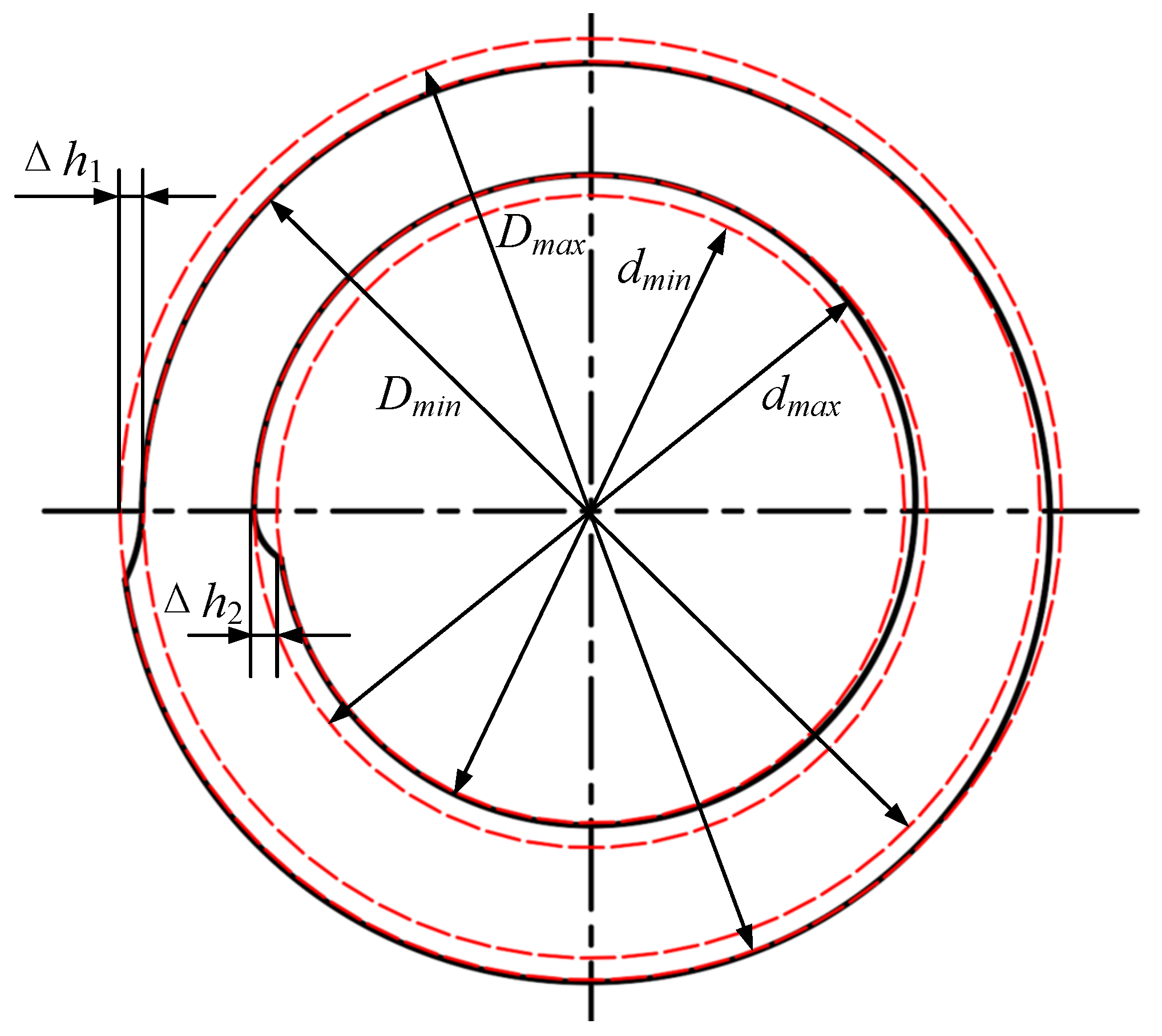
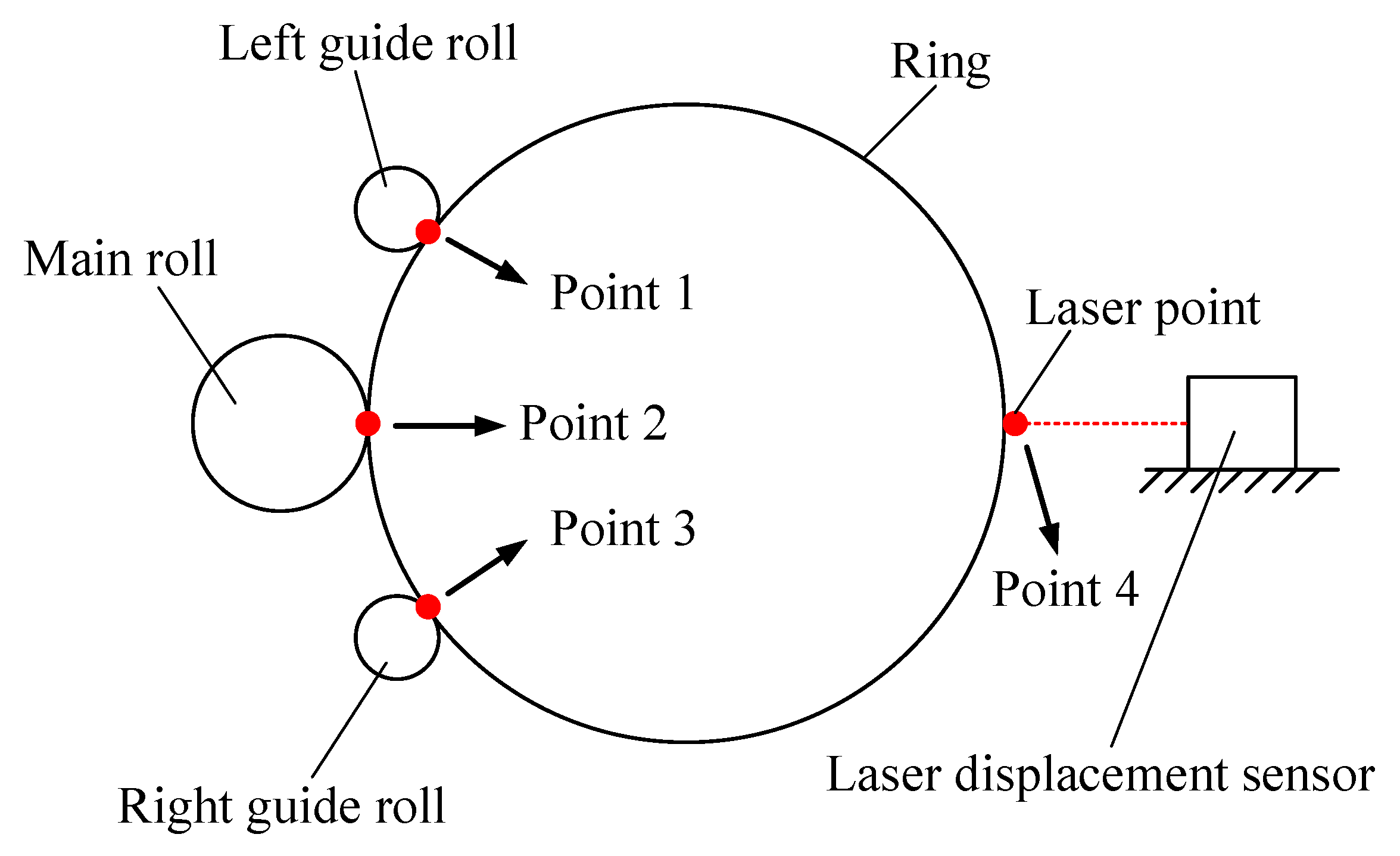
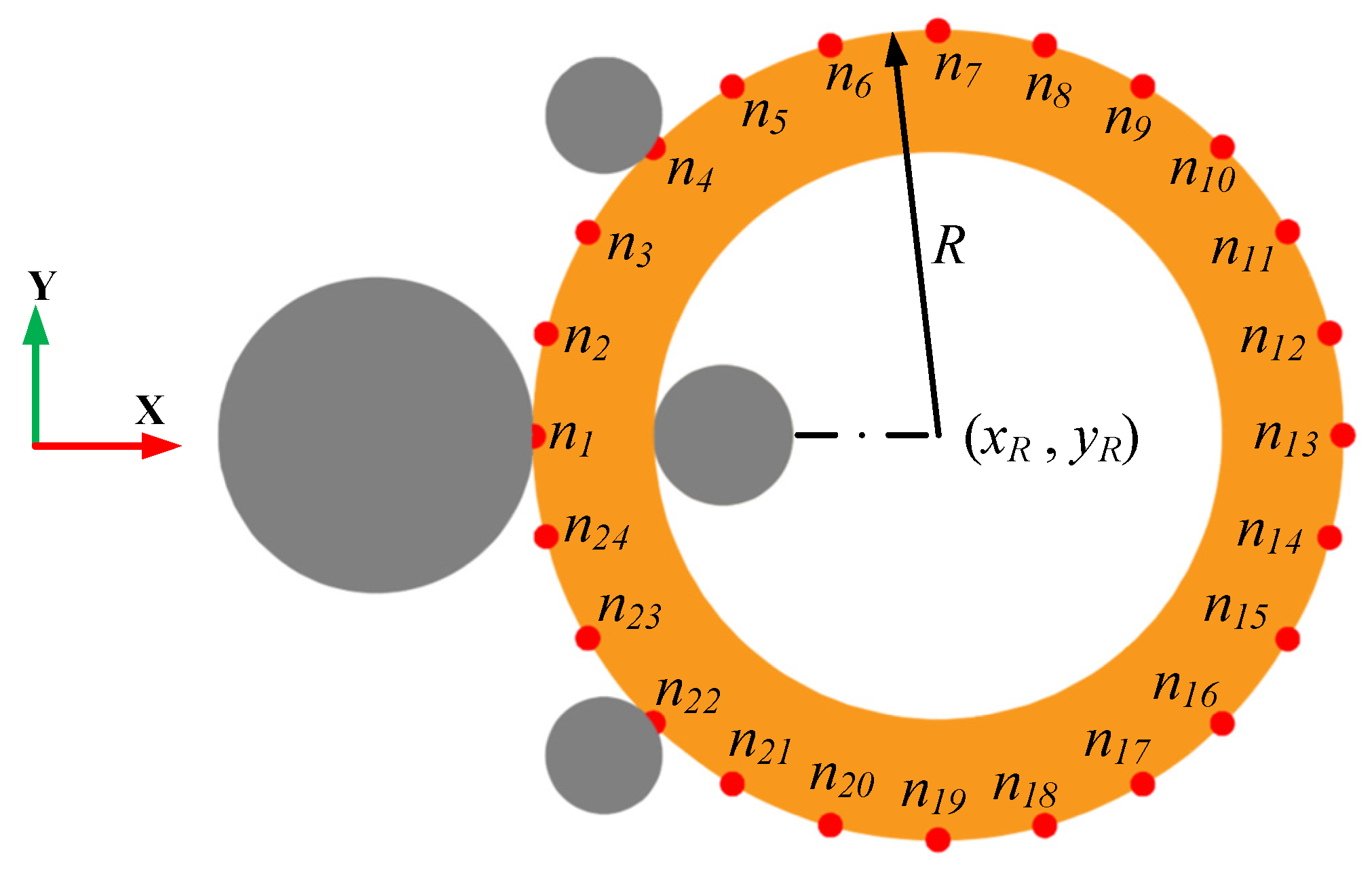
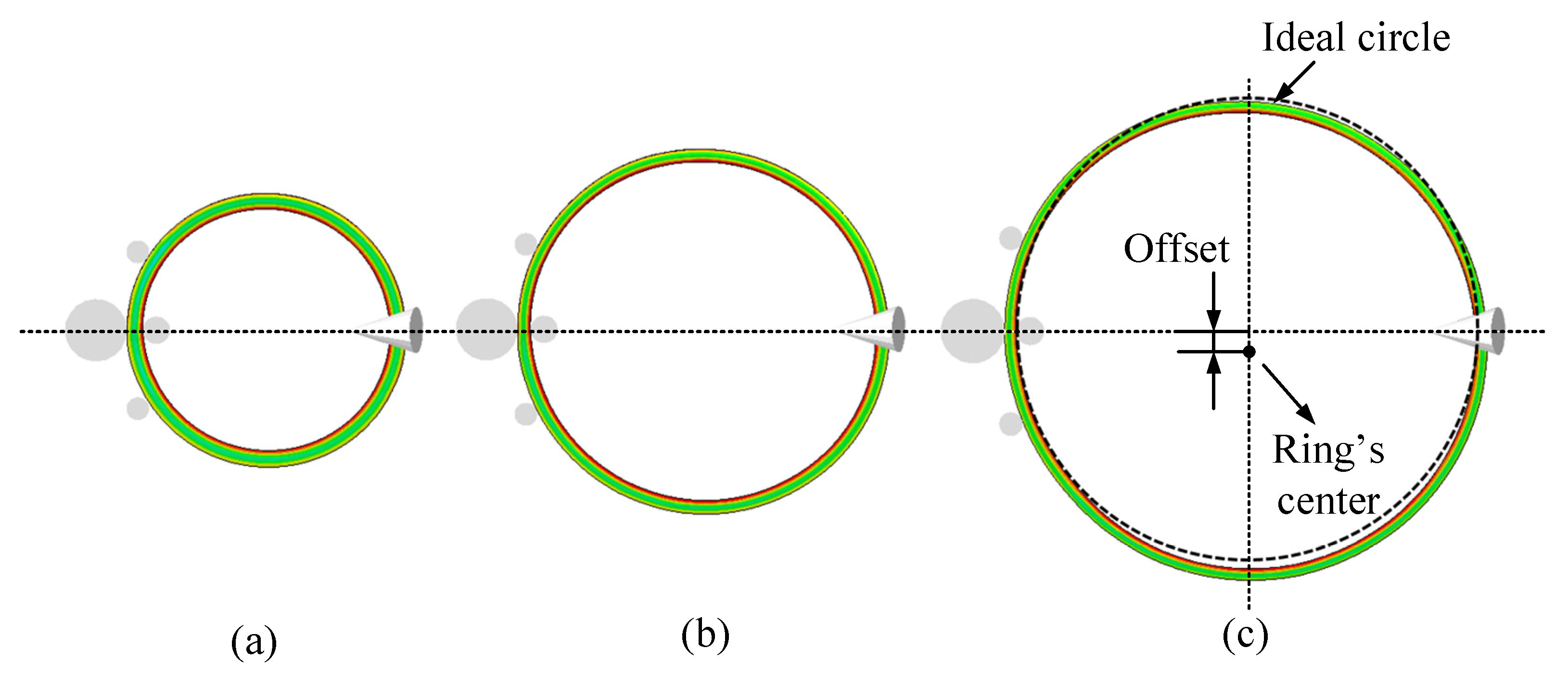
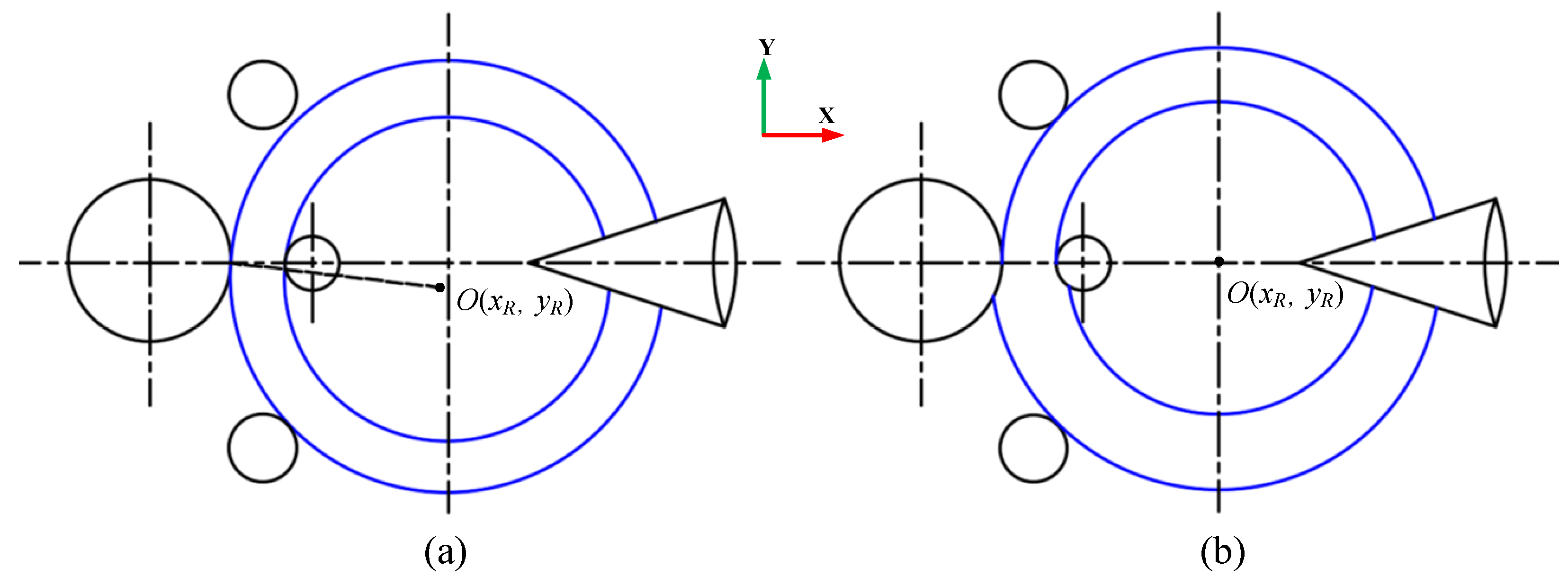
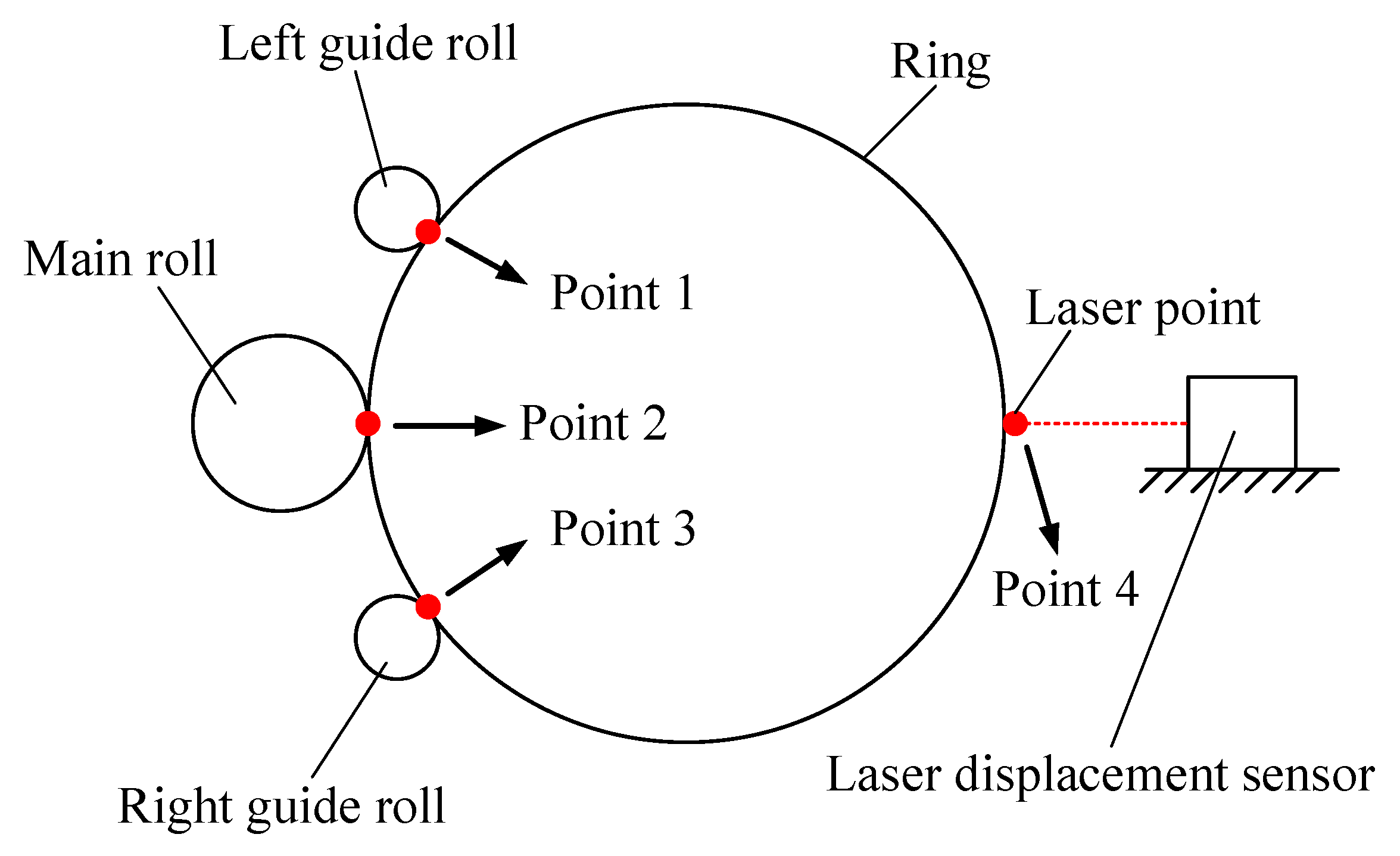
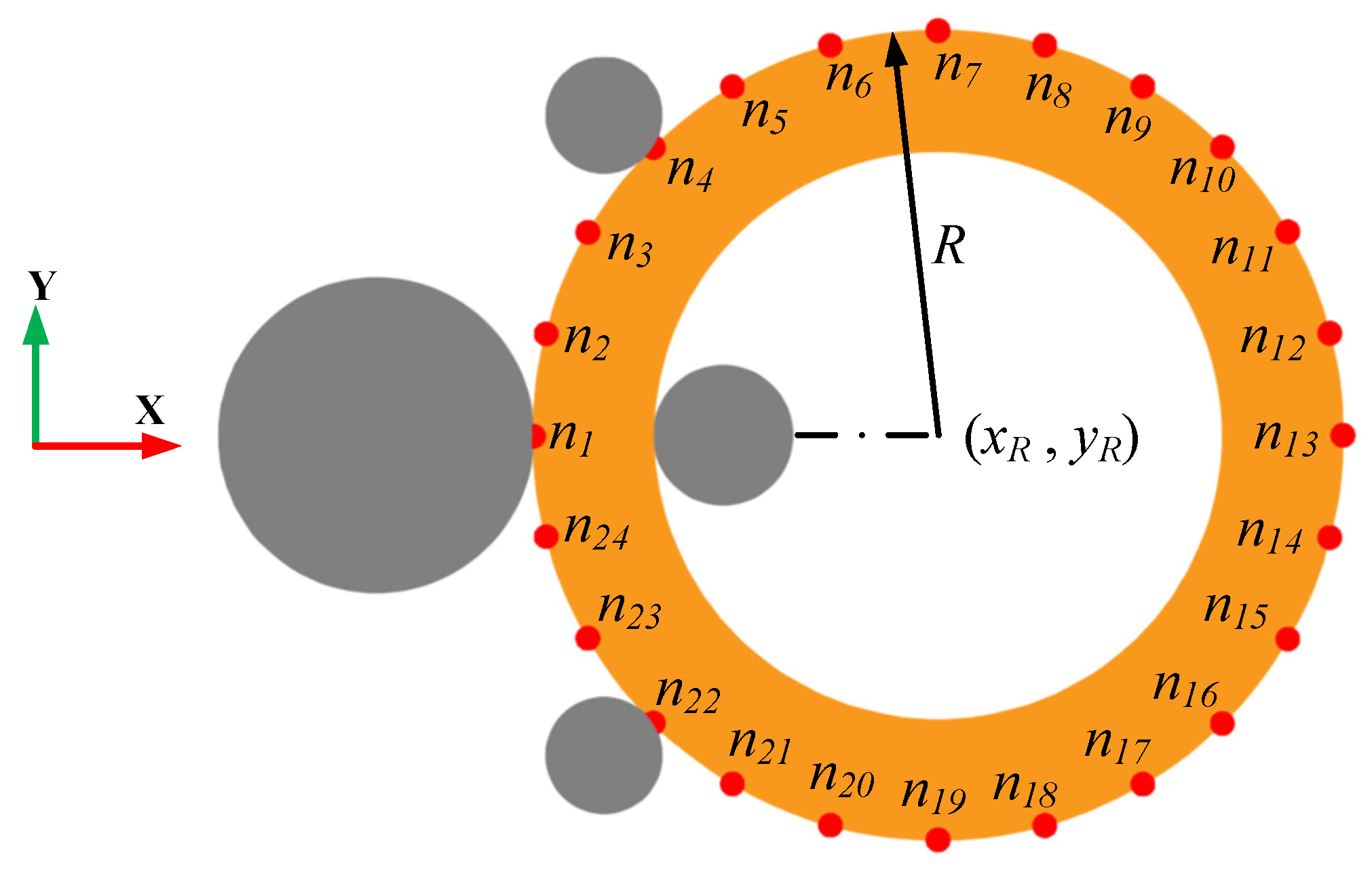
2.1. Influence Factors of the Ring’s Offset and Circularity during the RARR Process
2.1.1. Influence of the Axial Roll’s Rotational Speed on the Ring’s Offset
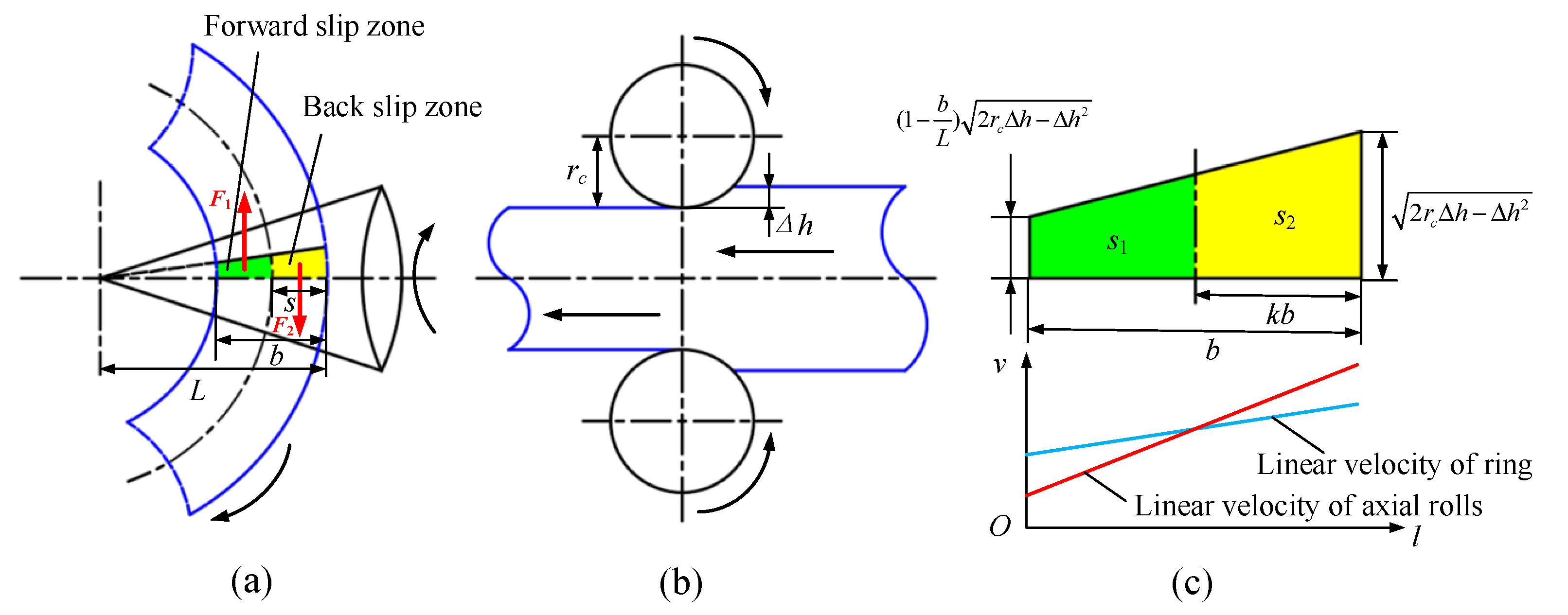
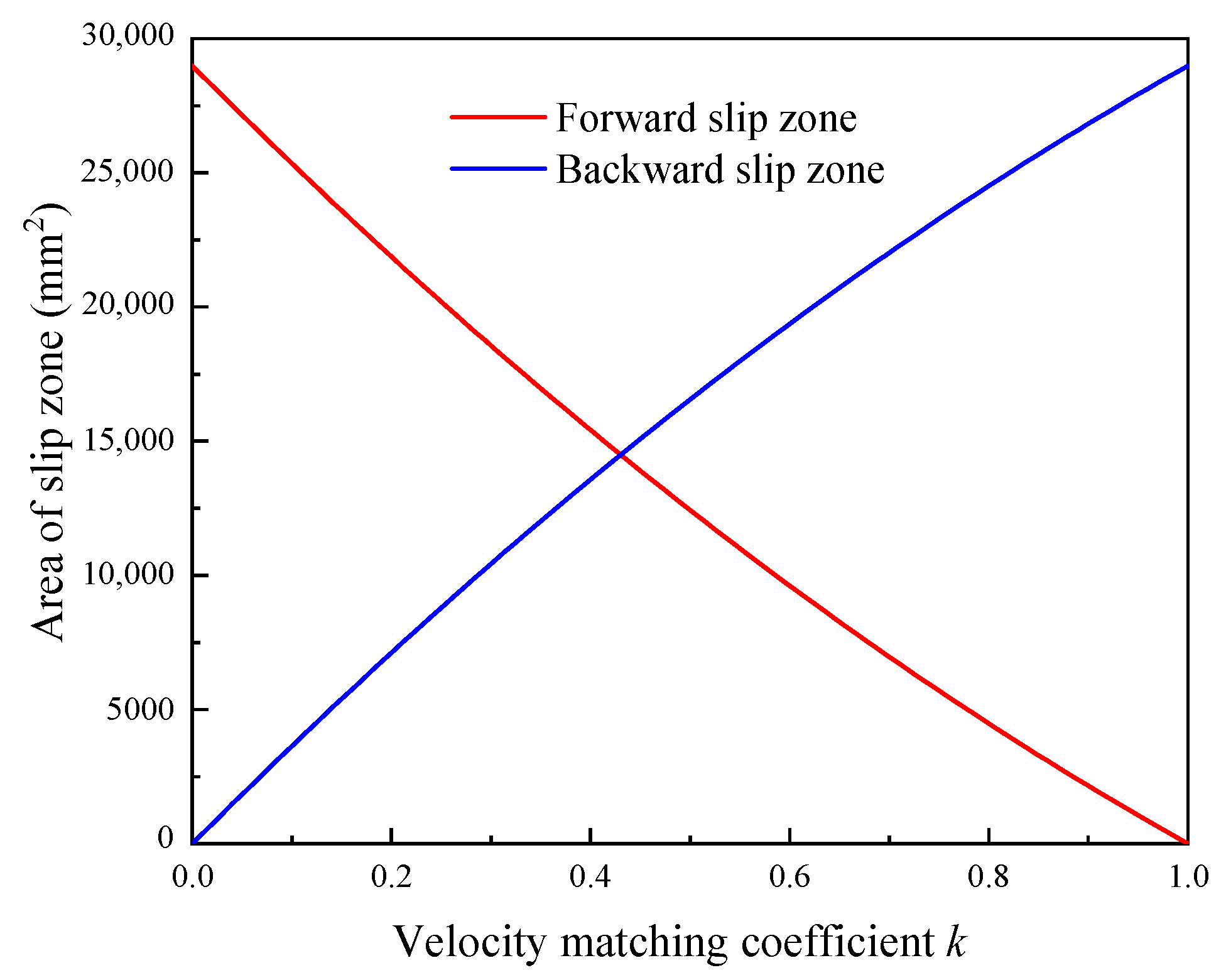
2.1.2. Influence of the Mandrel’s Feed Speed on the Ring’s Circularity
2.2. Proposing of the Control Method ROAFC
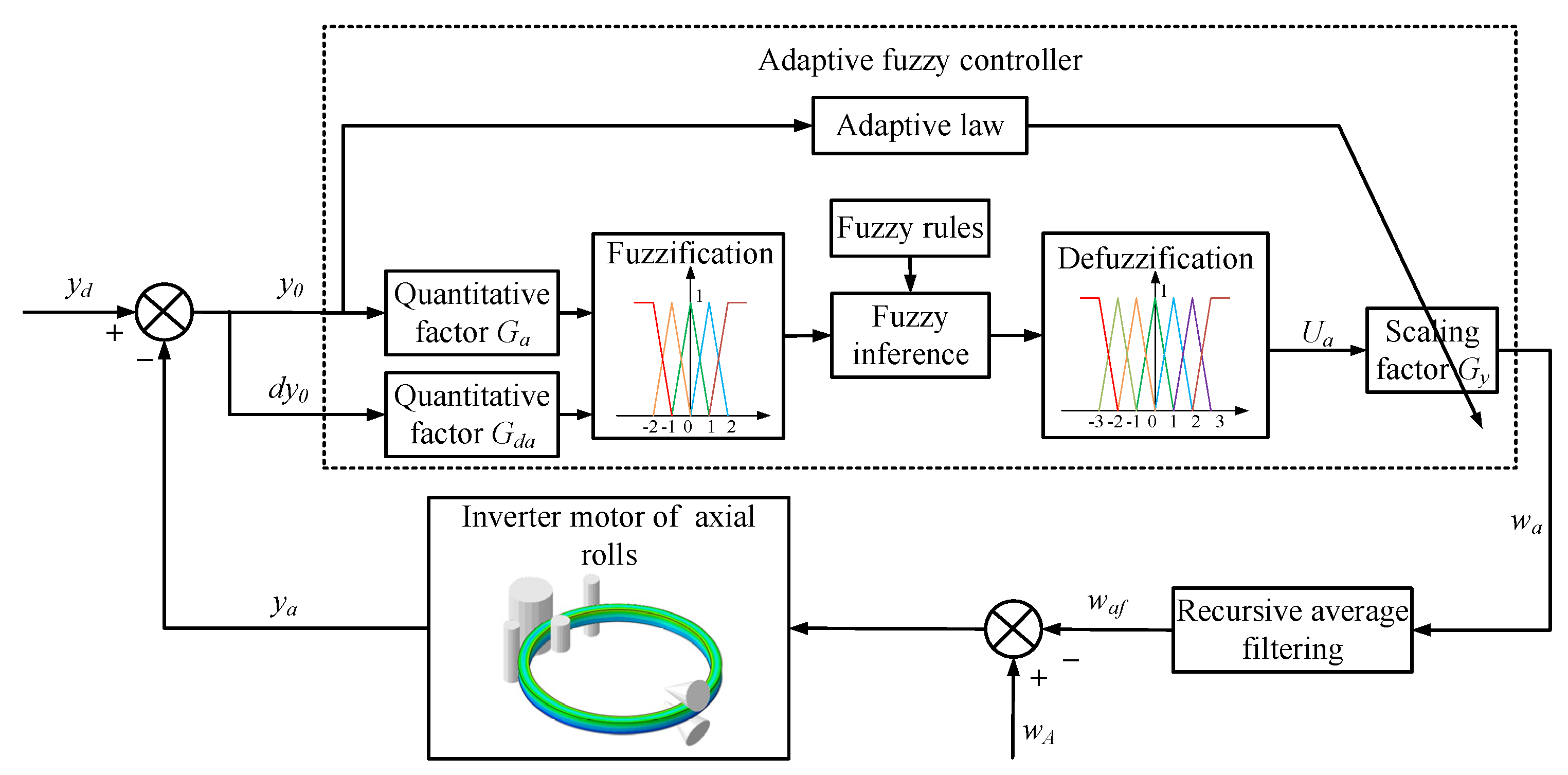
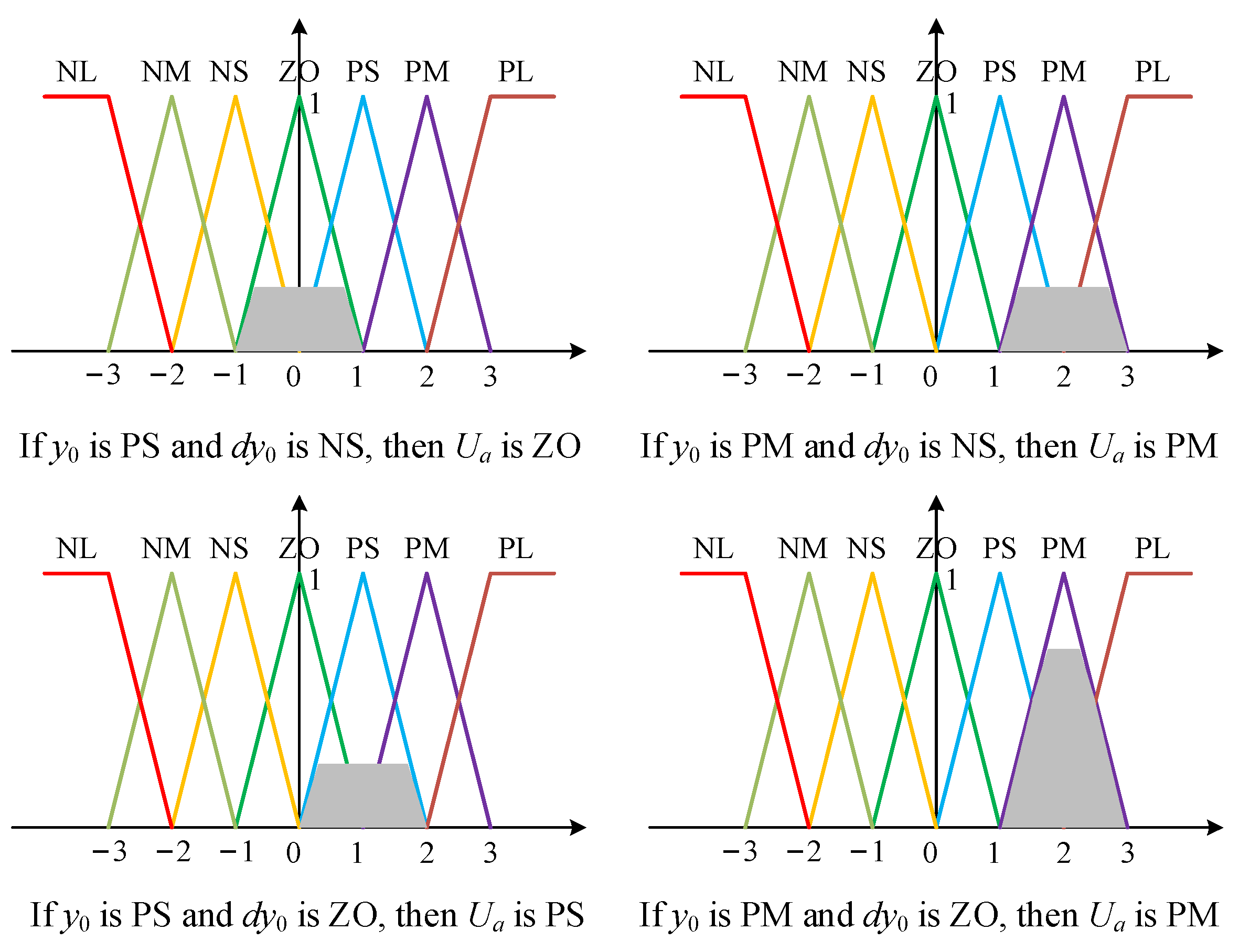
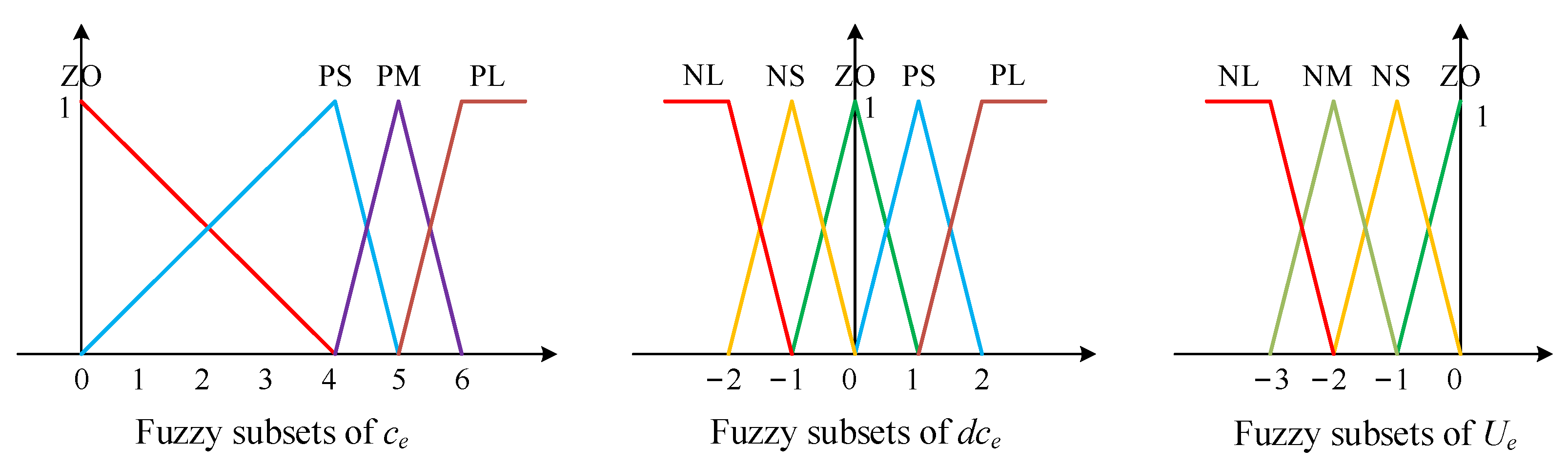
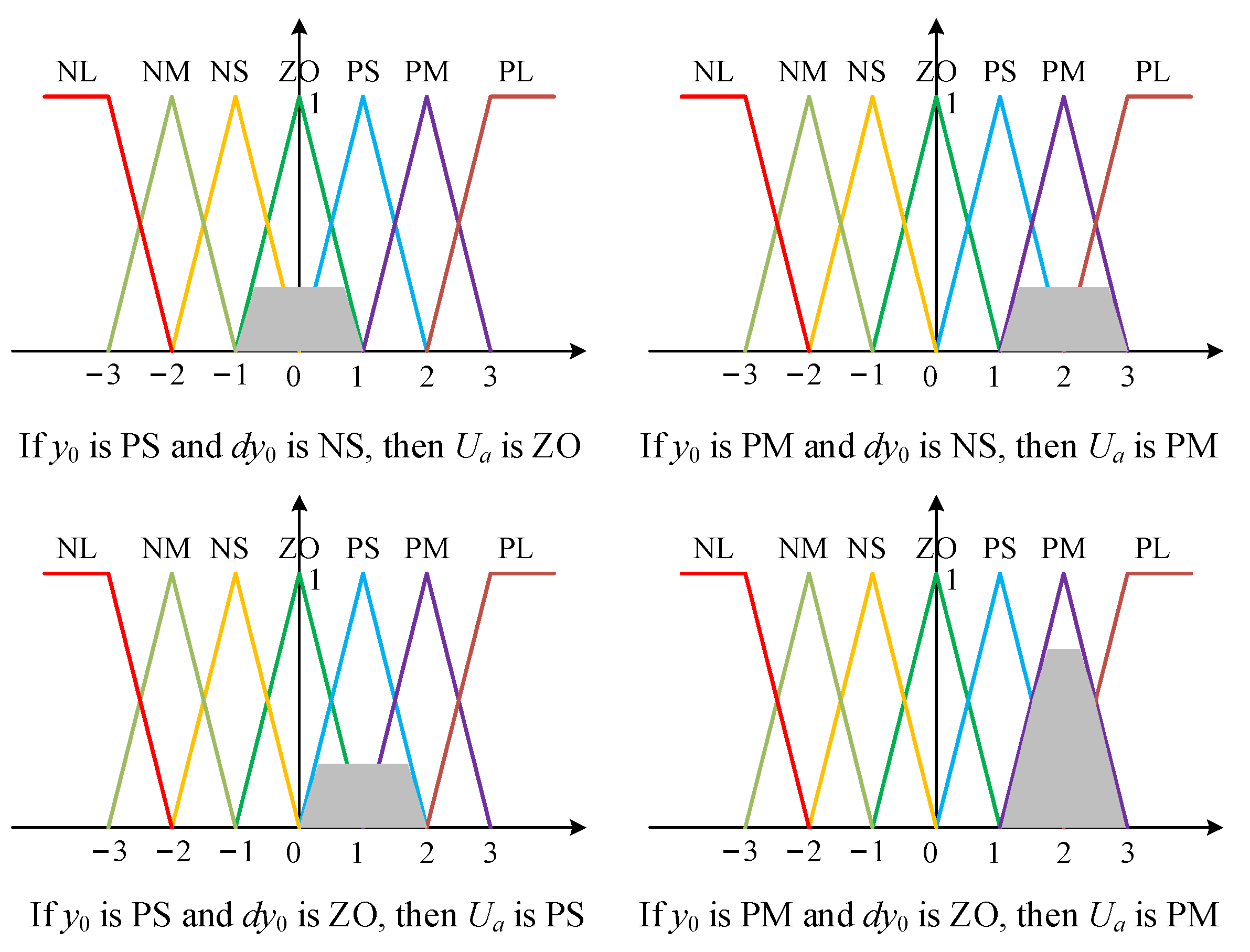
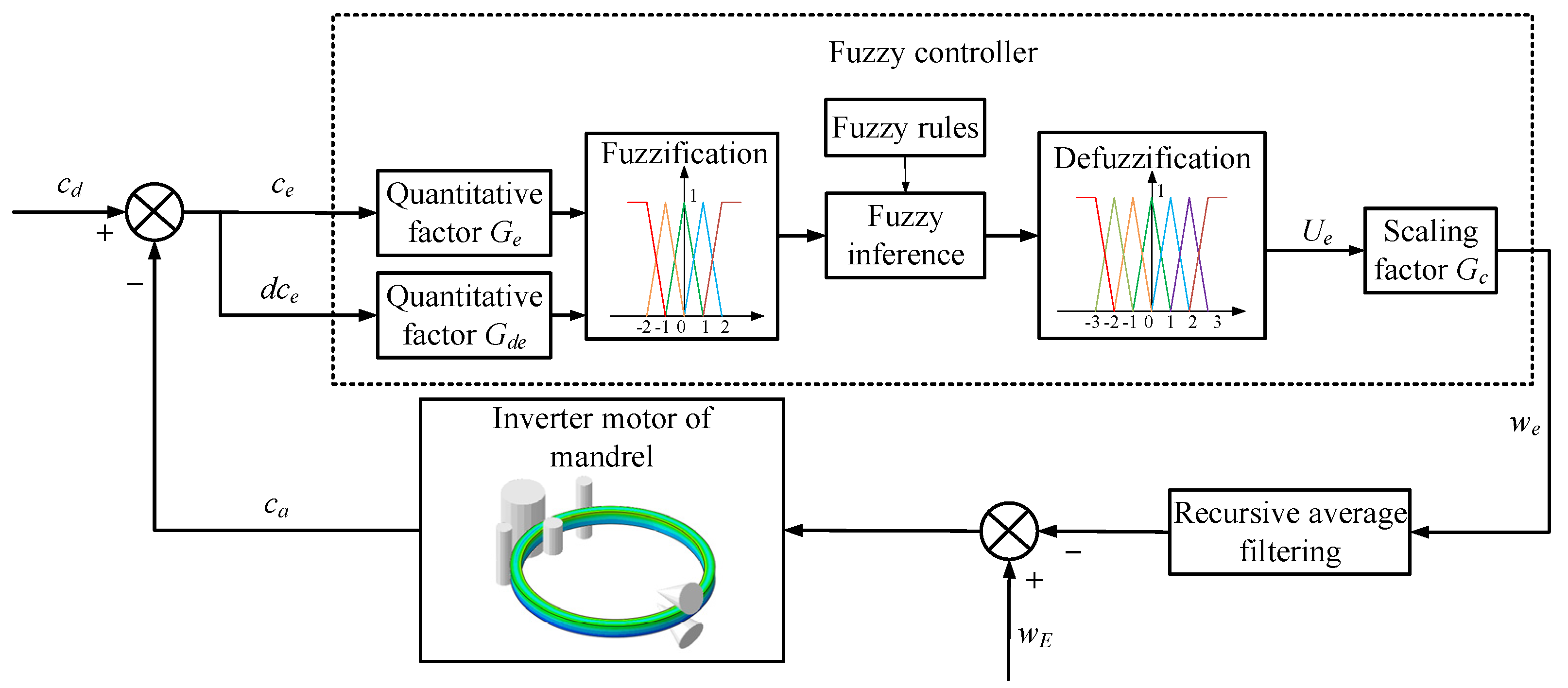
2.2.1. Design of Adaptive Fuzzy Controller
2.2.2. Smoothing Filtering Algorithm of the Axial Roll’s Rotational Speed
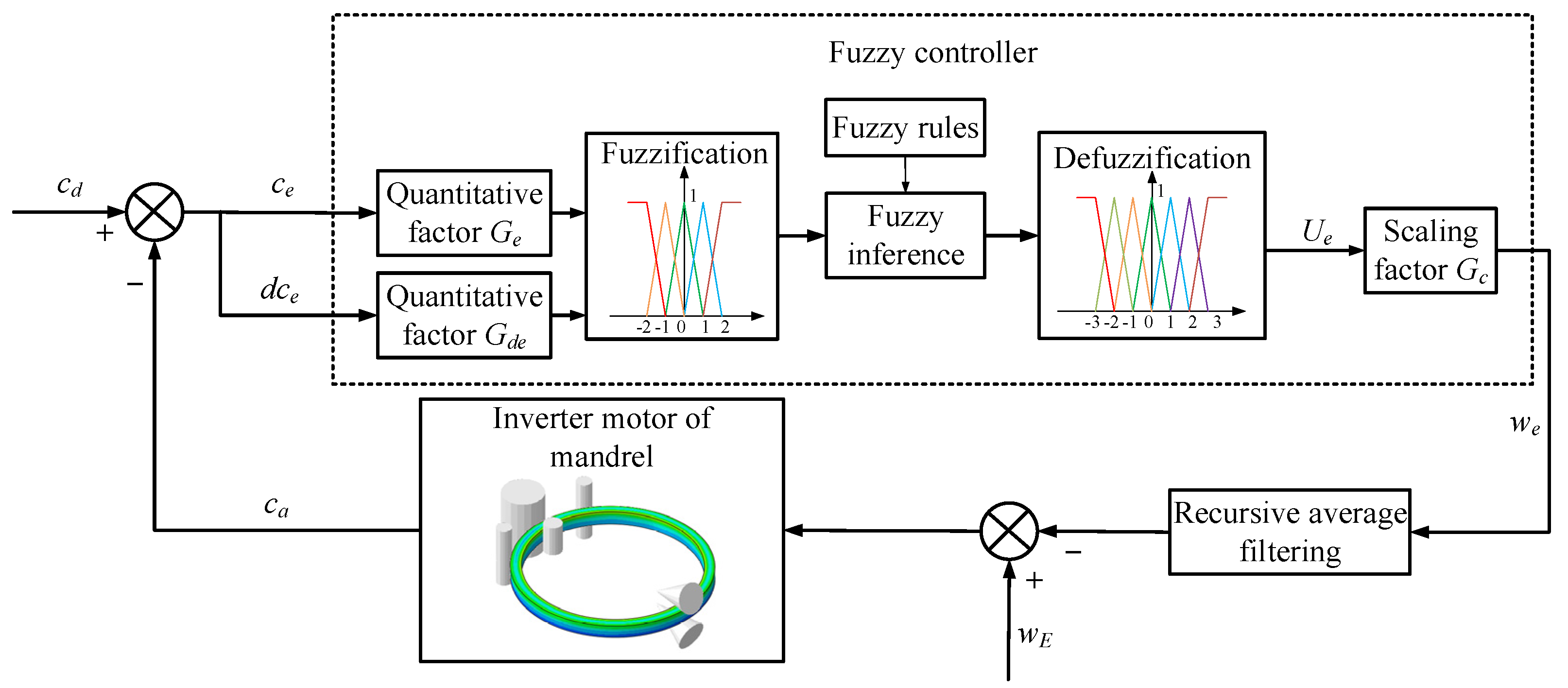
2.3. Proposing of the Control Method RCFC
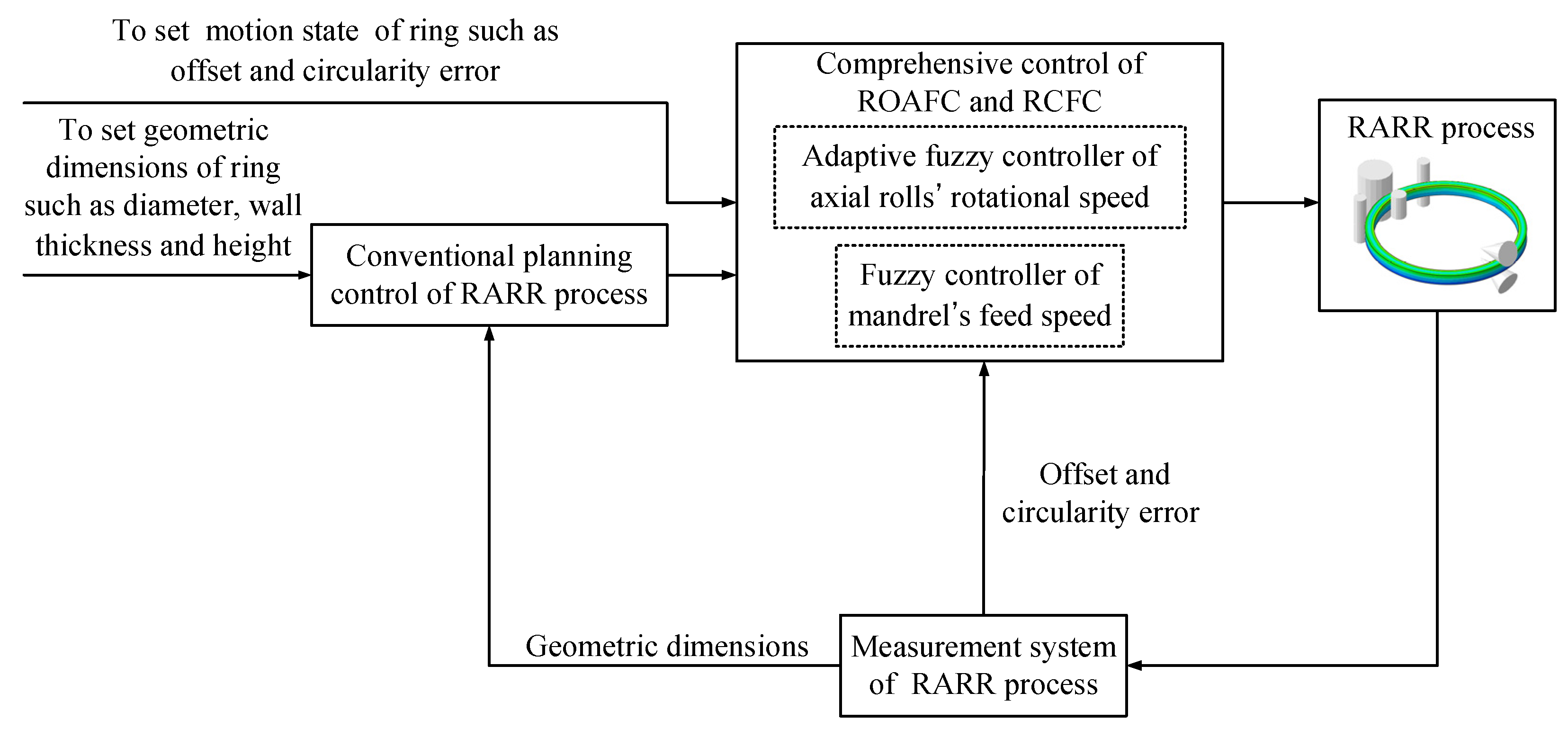
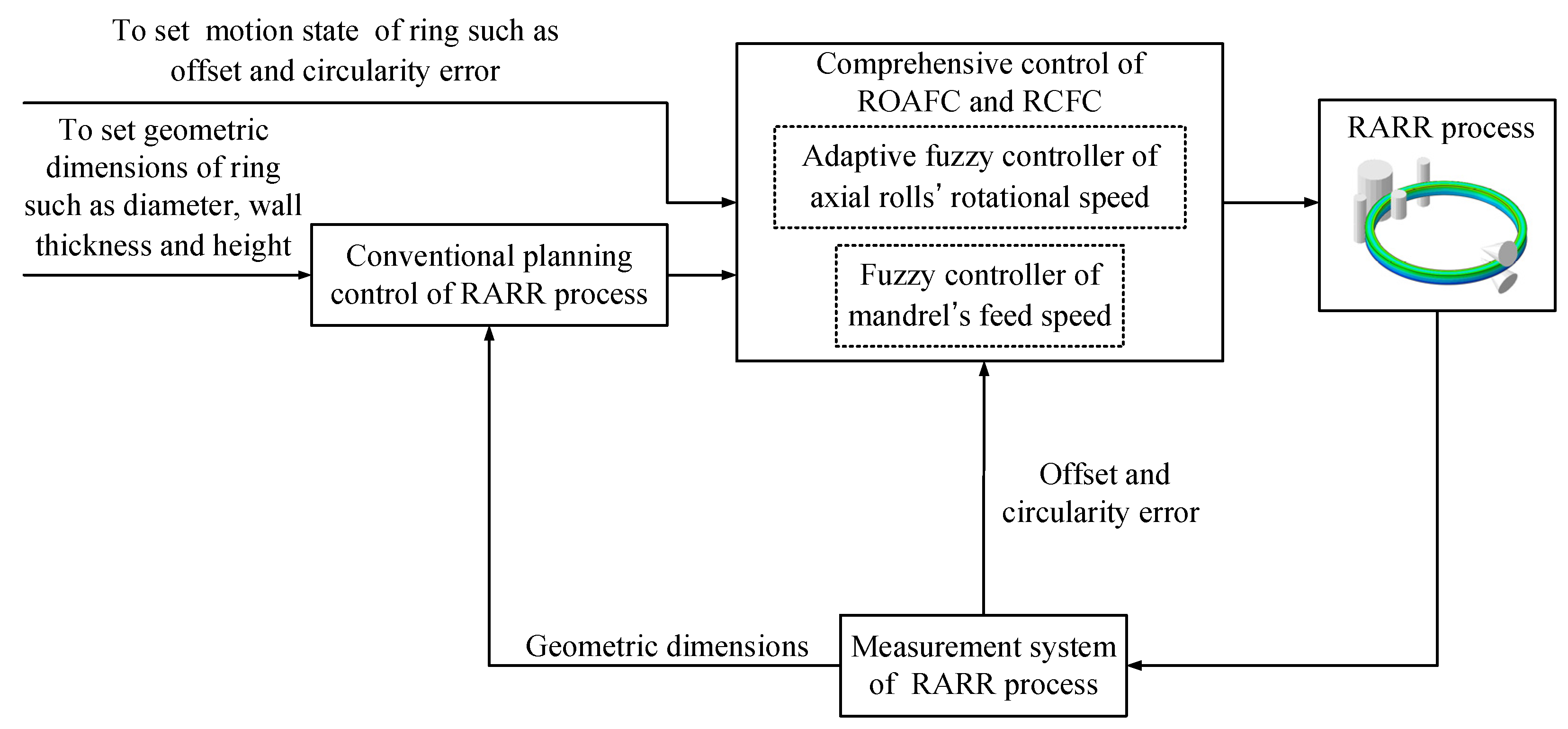
2.4. Comprehensive Control Method of ROAFC Combined with RCFC
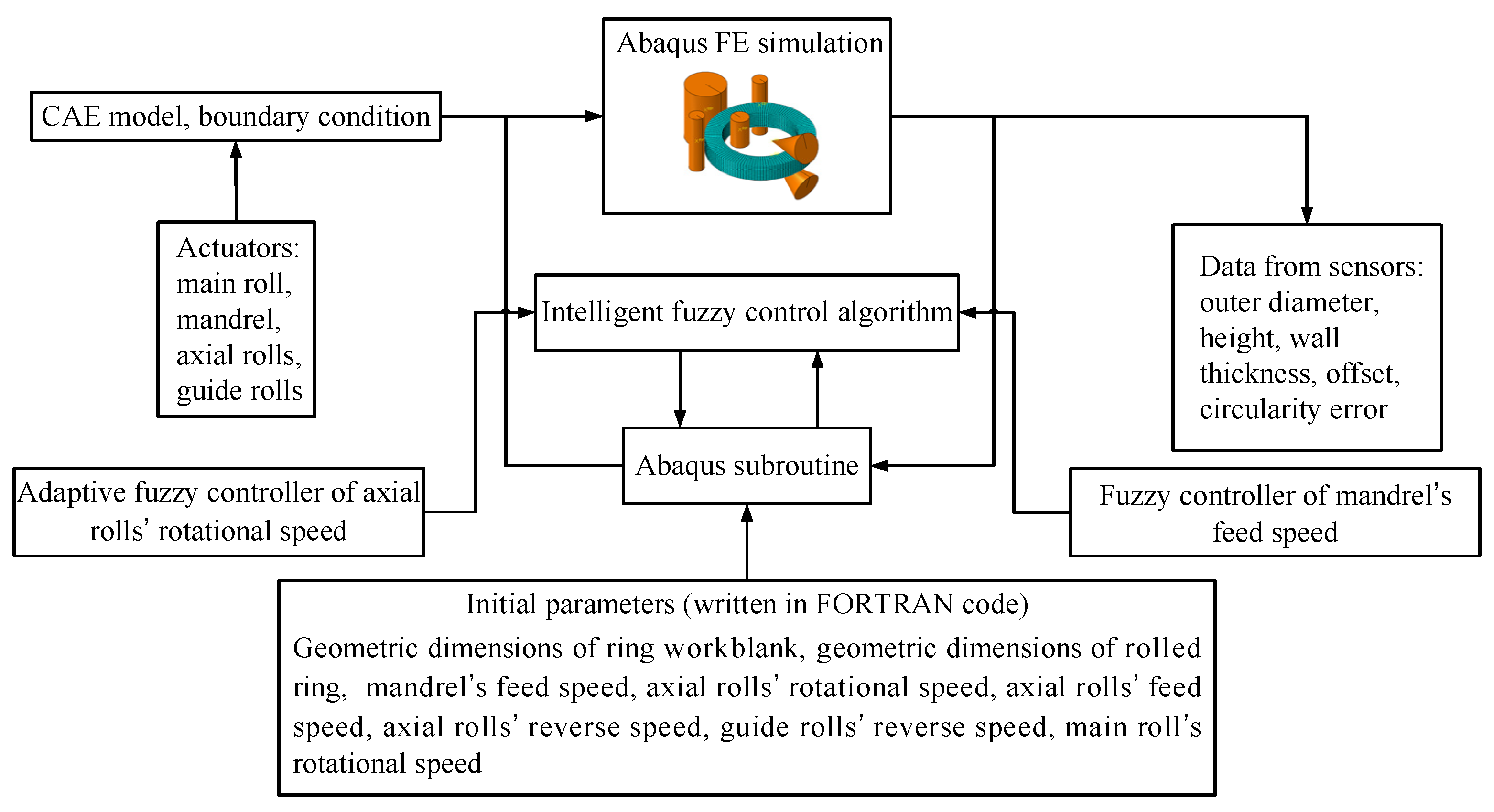
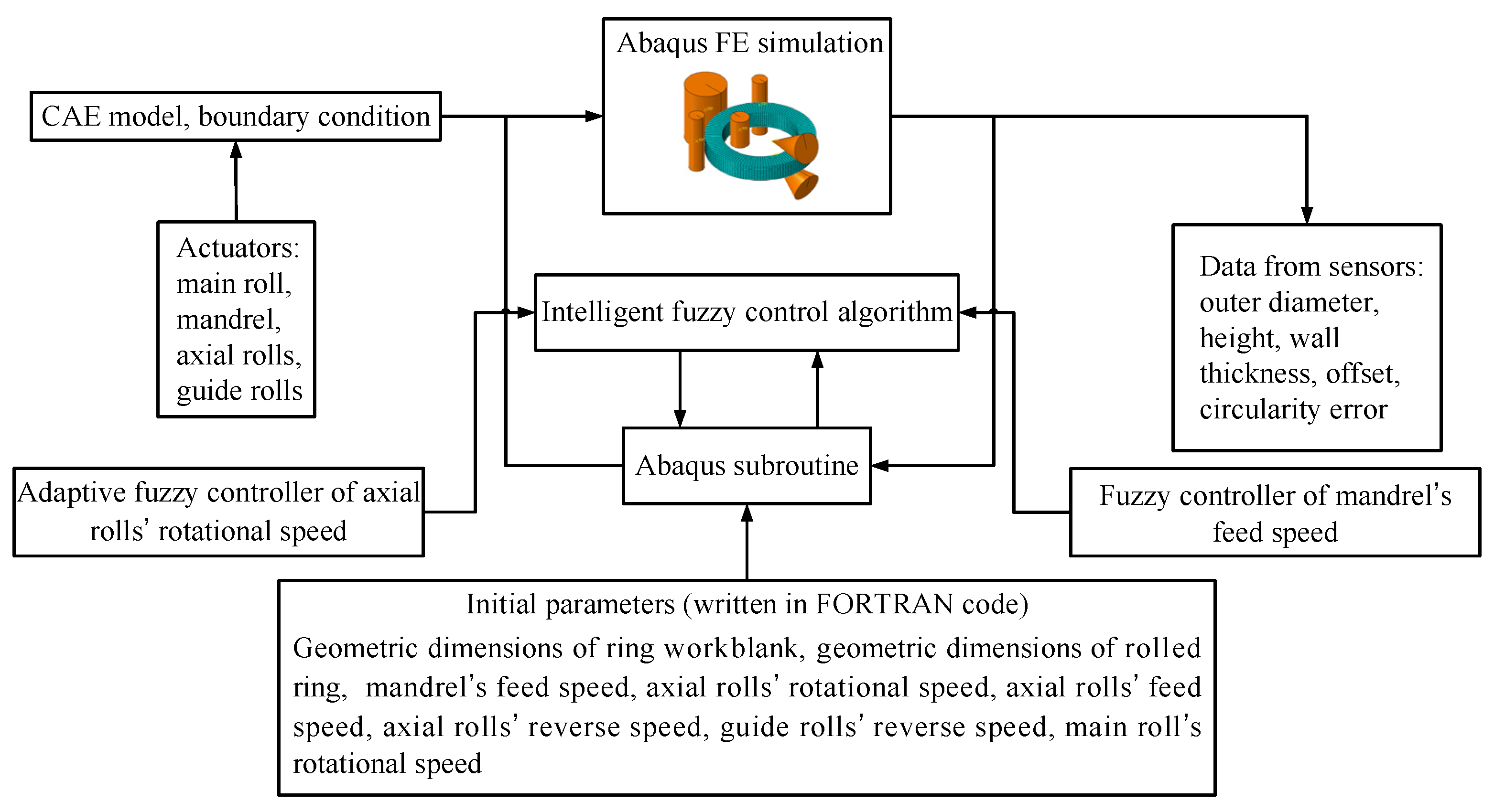
2.5. Proposing of the Intelligent FE Modeling Method
2.5.1. Establishment of the FE Model with Integrated Intelligent Fuzzy Control Algorithm
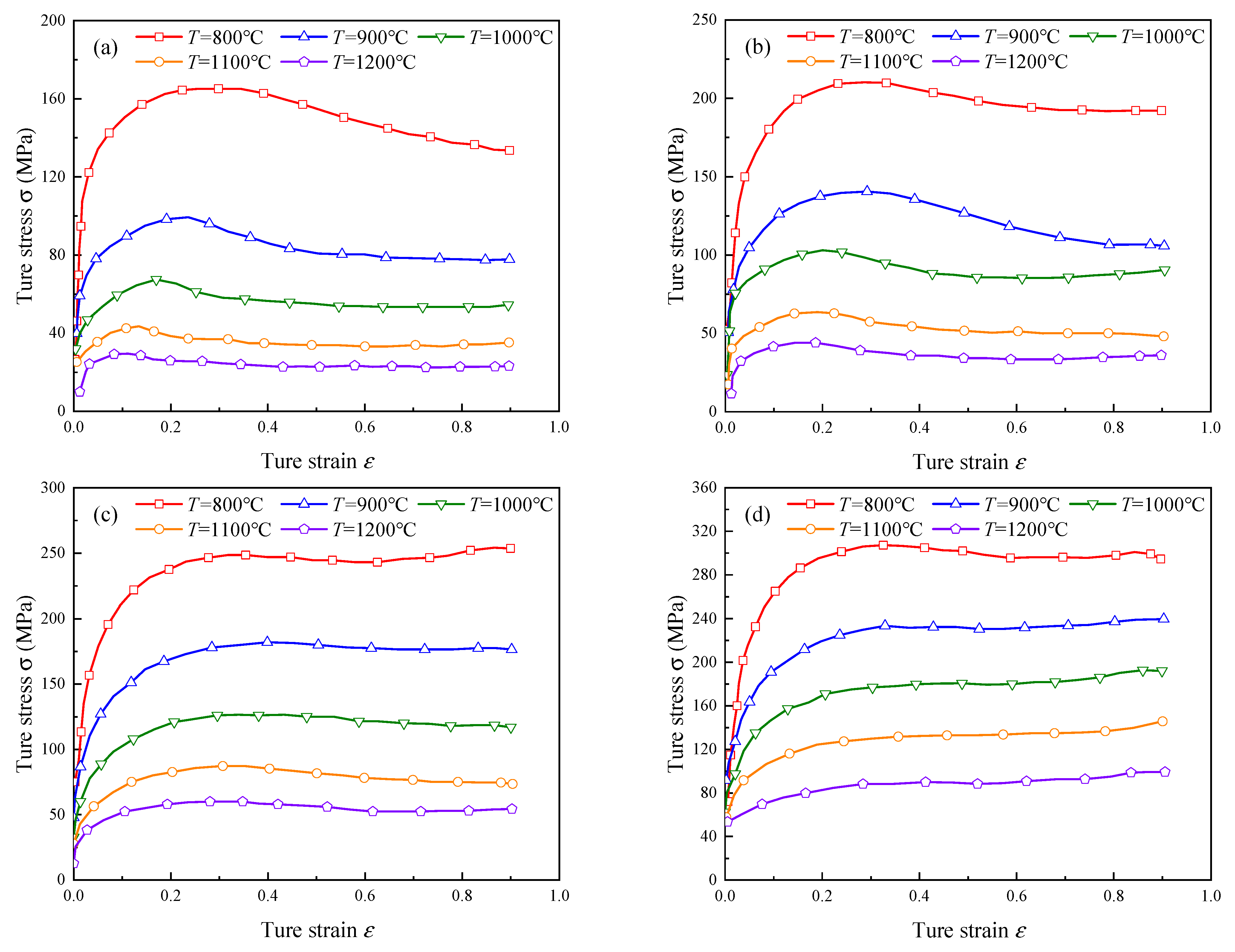
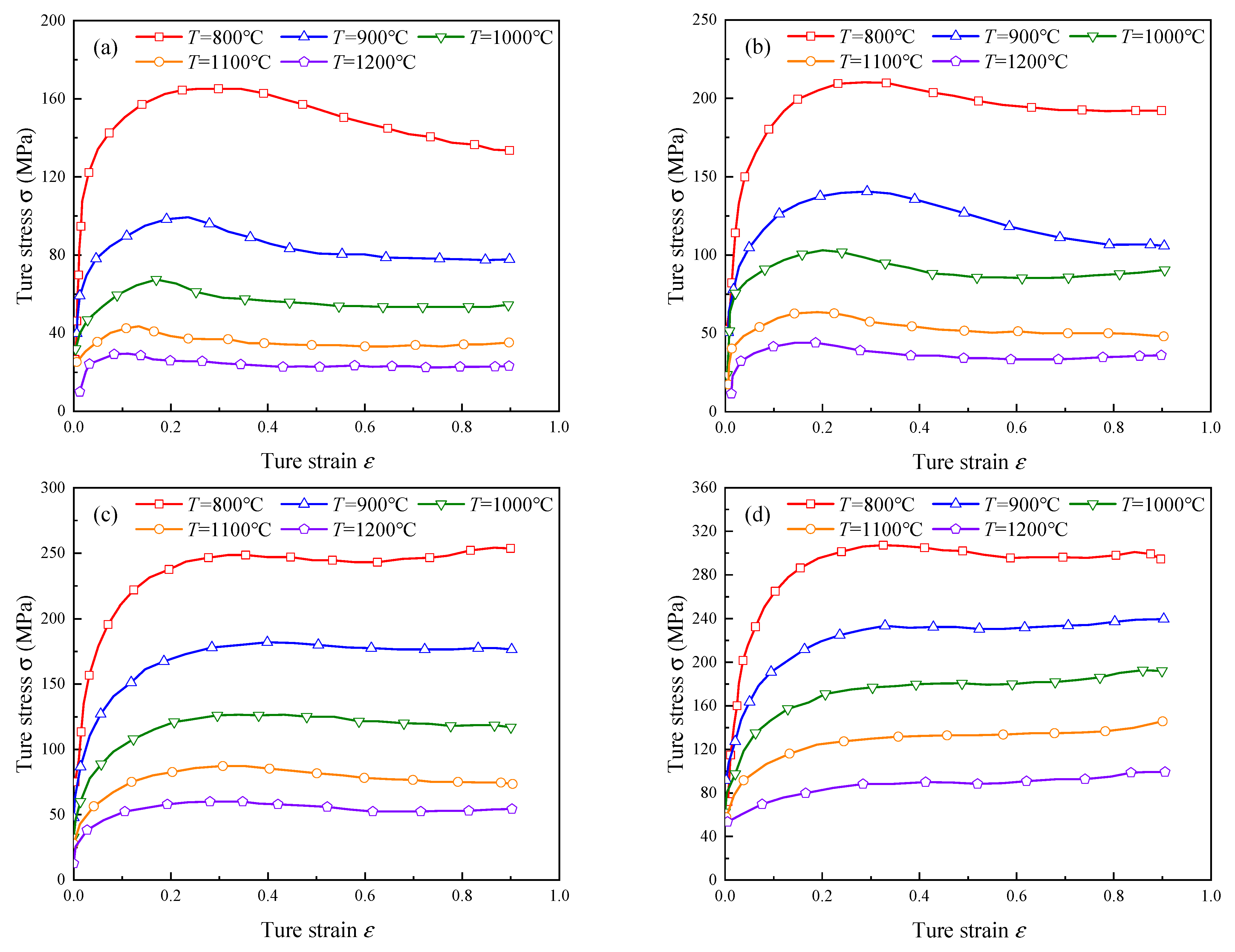
2.5.2. Material and Technologies of the FE Model
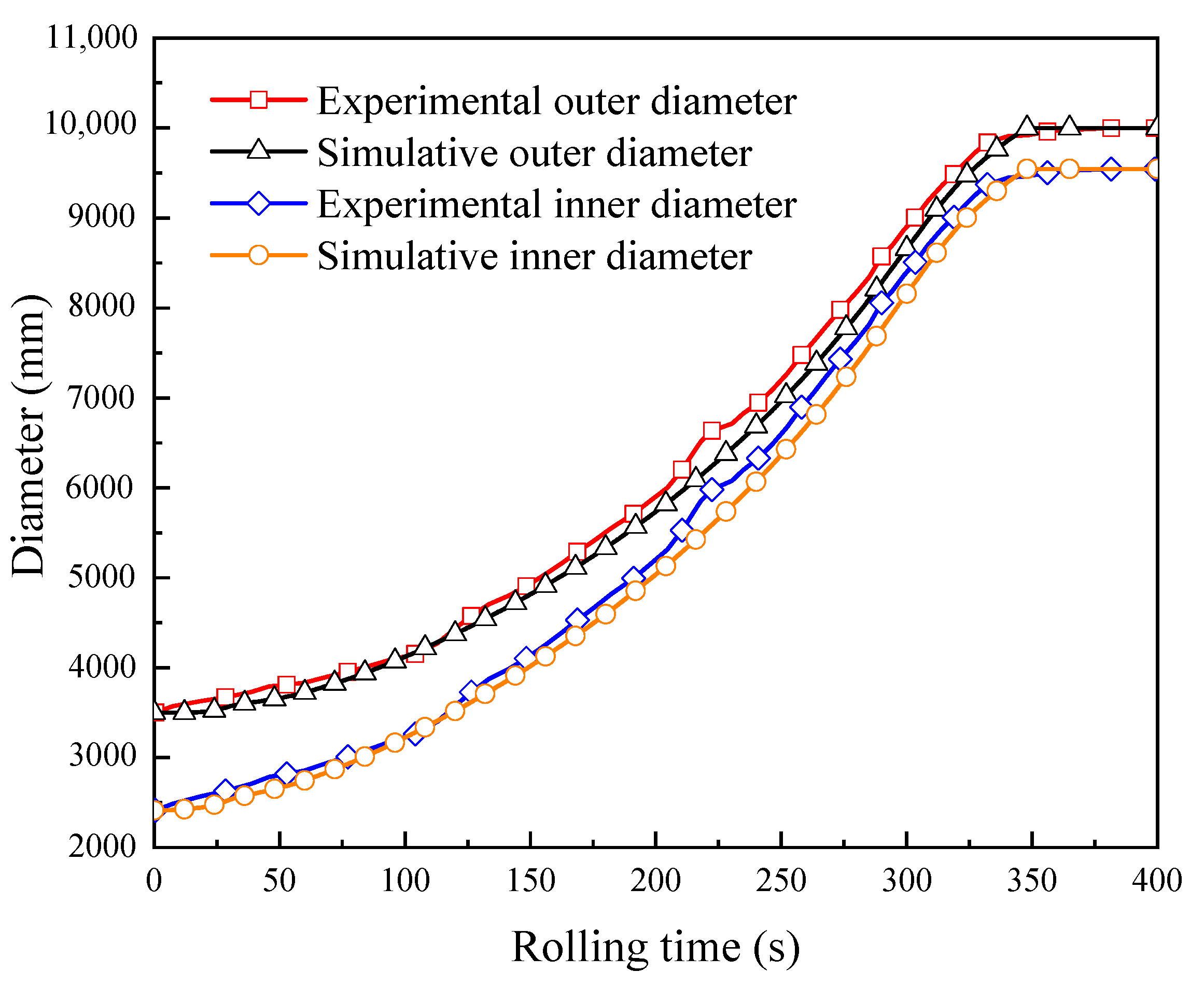
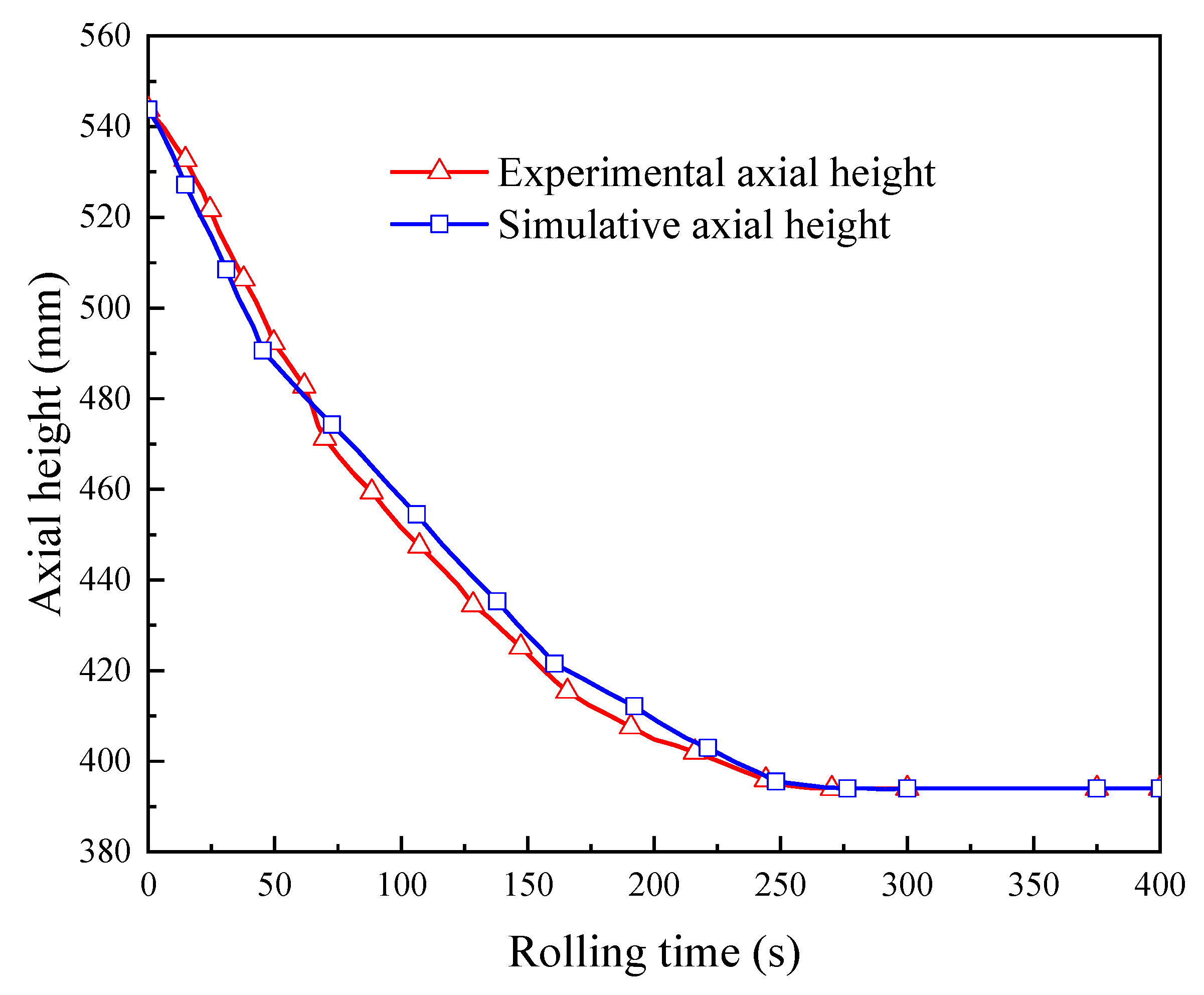
2.6. FE Model Verification
3. Results and Discussion
3.1. FE Simulation Results of Forming Process
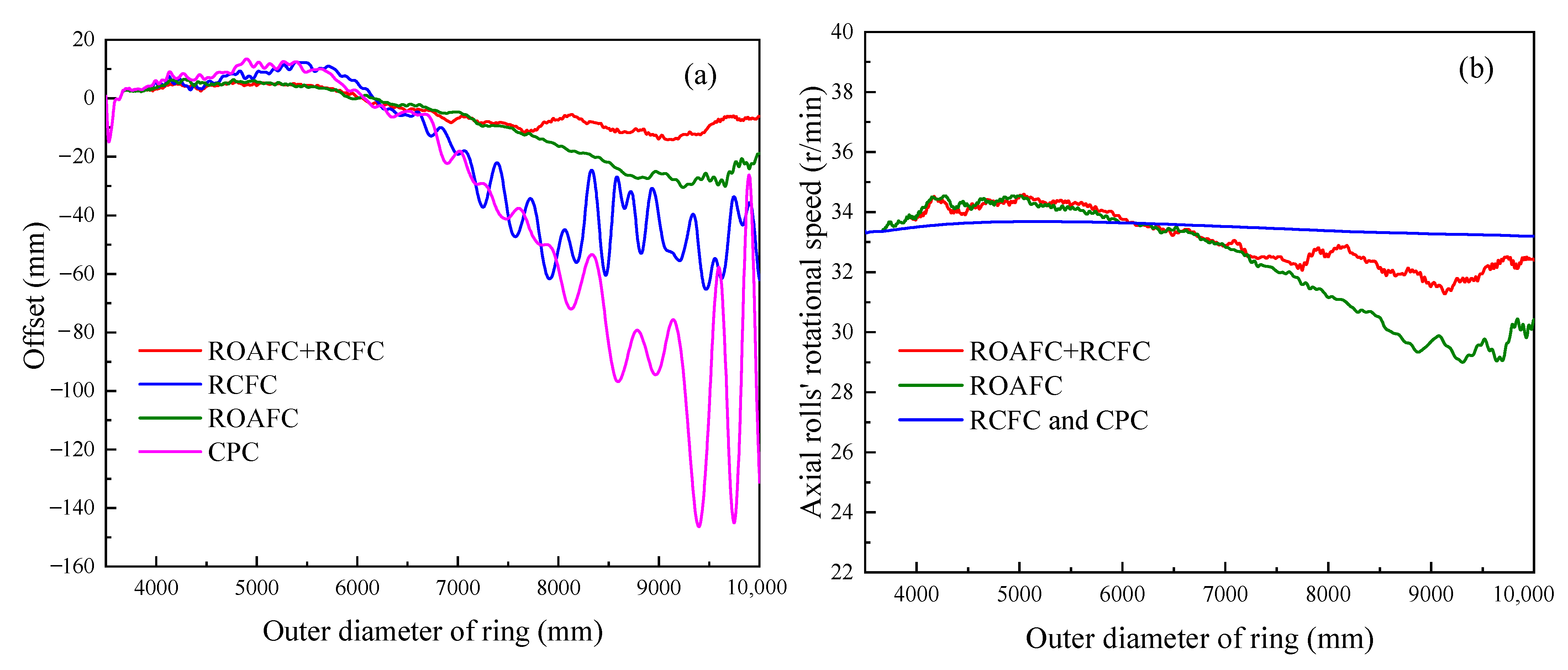
3.2. Variation Laws of Offset and Axial Roll’s Rotational Speed
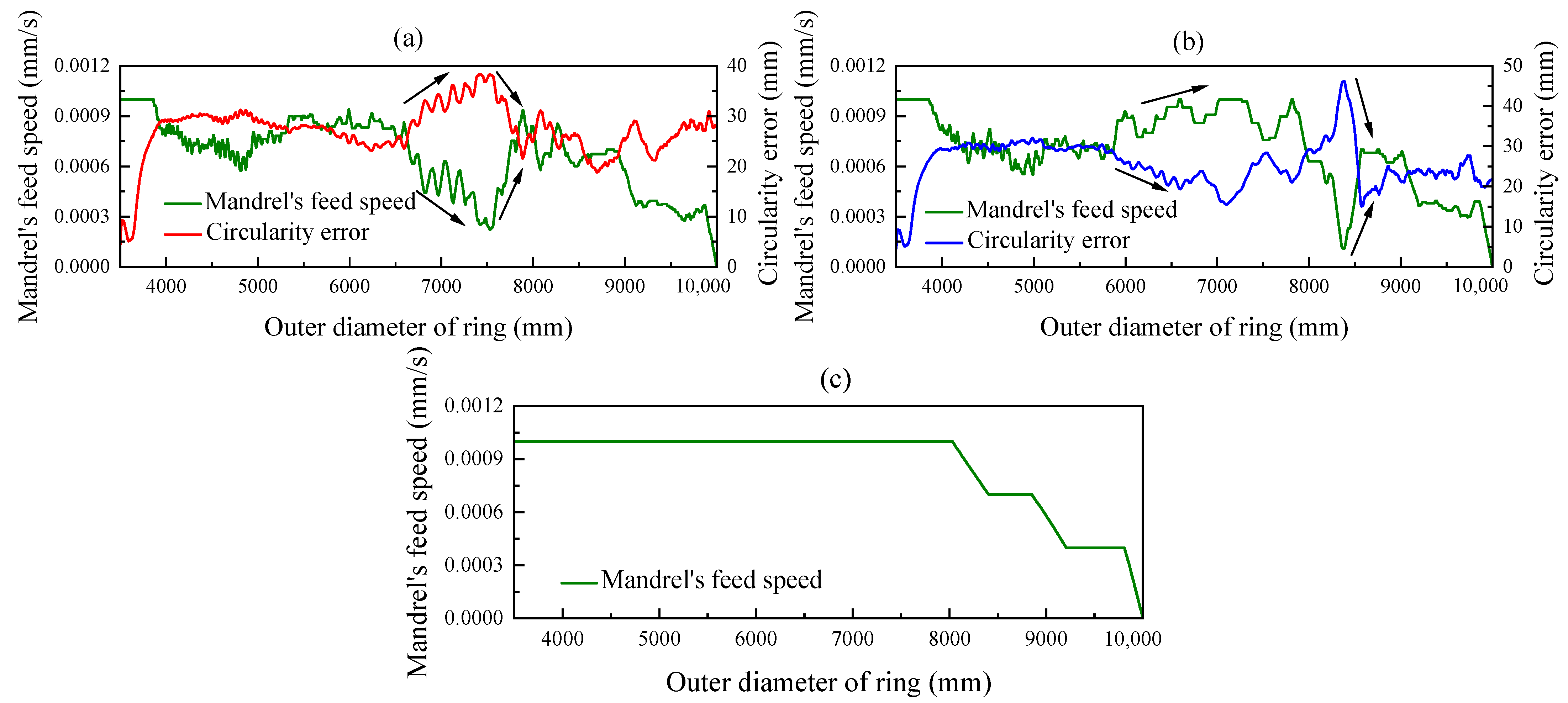
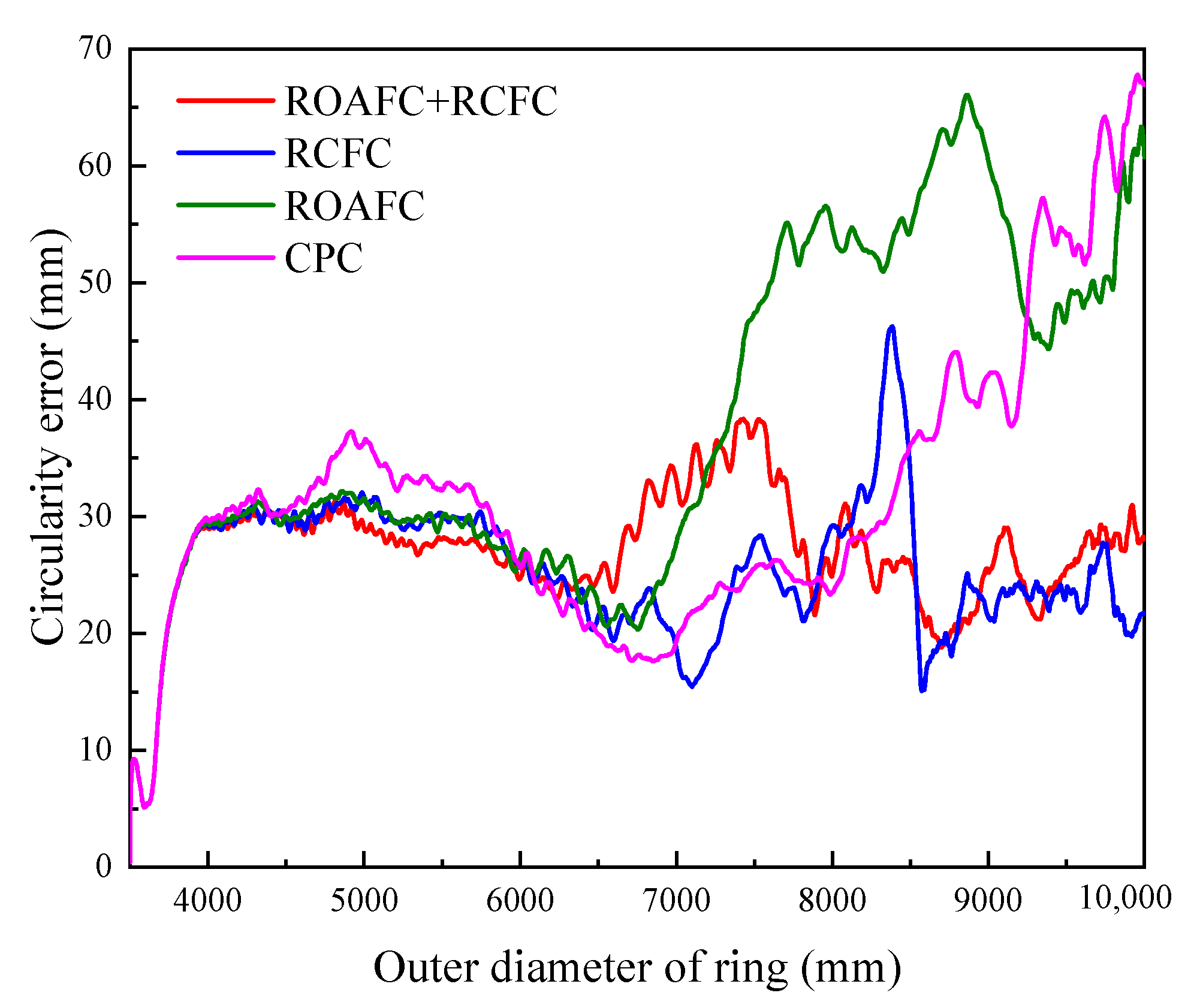
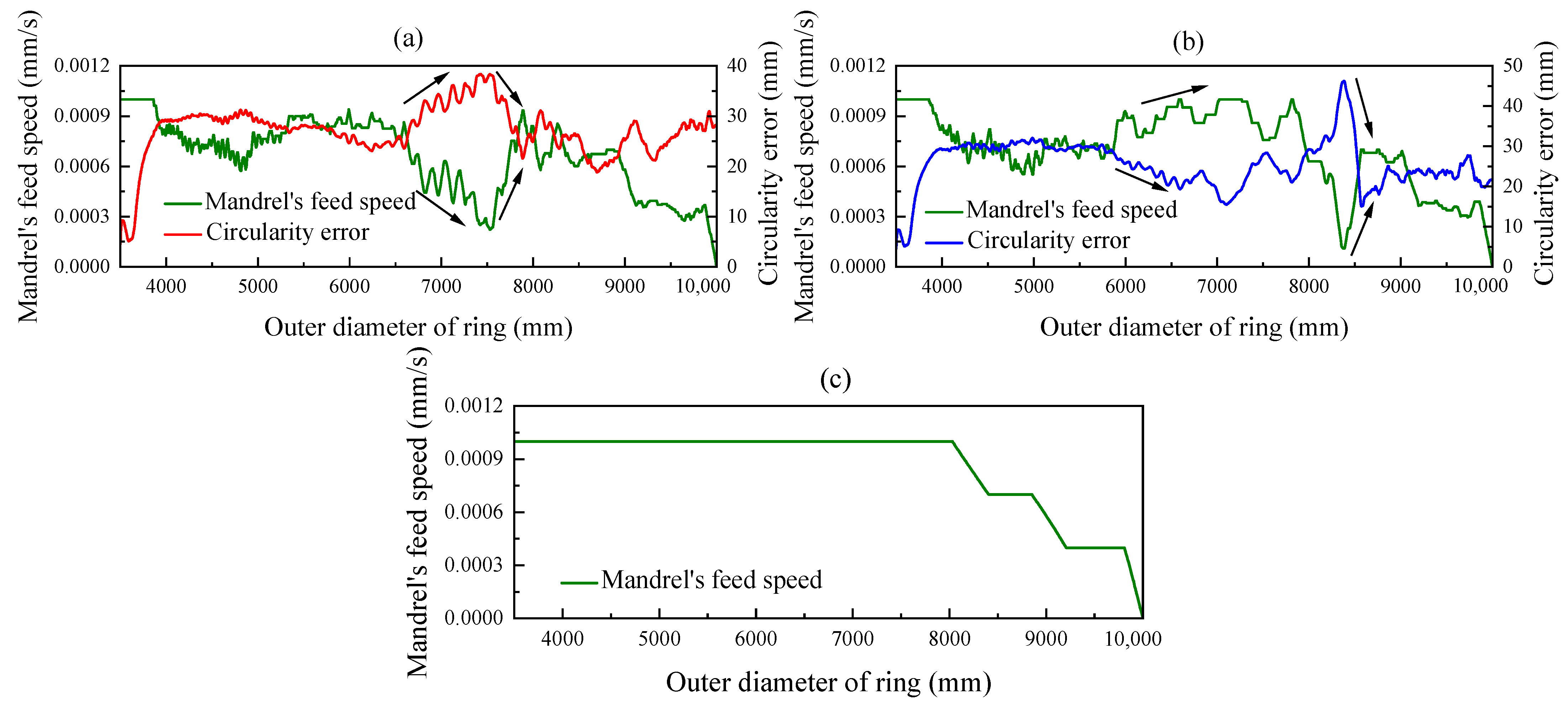
3.3. Variation Laws of Circularity Error and Mandrel’s Feed Speed
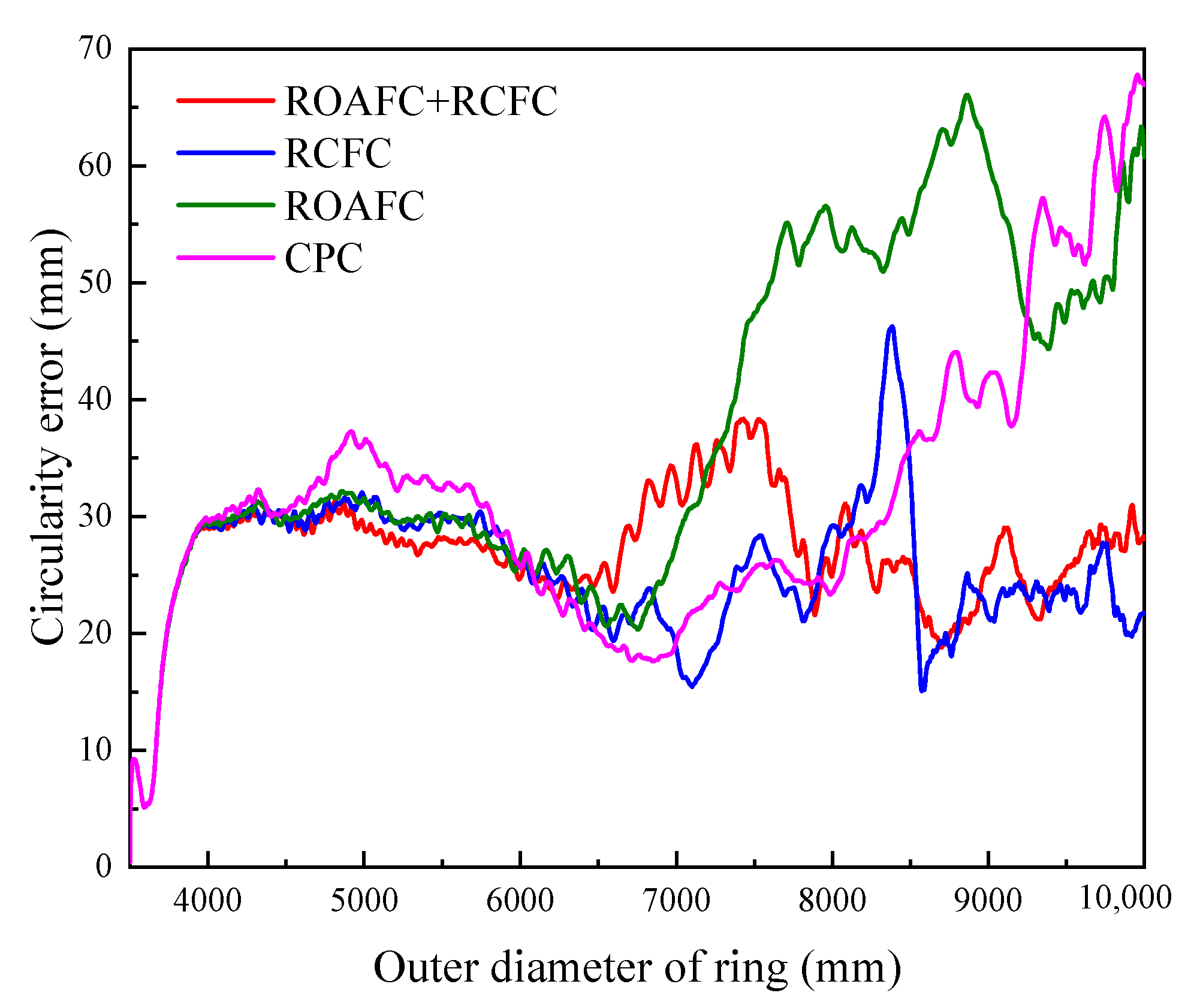
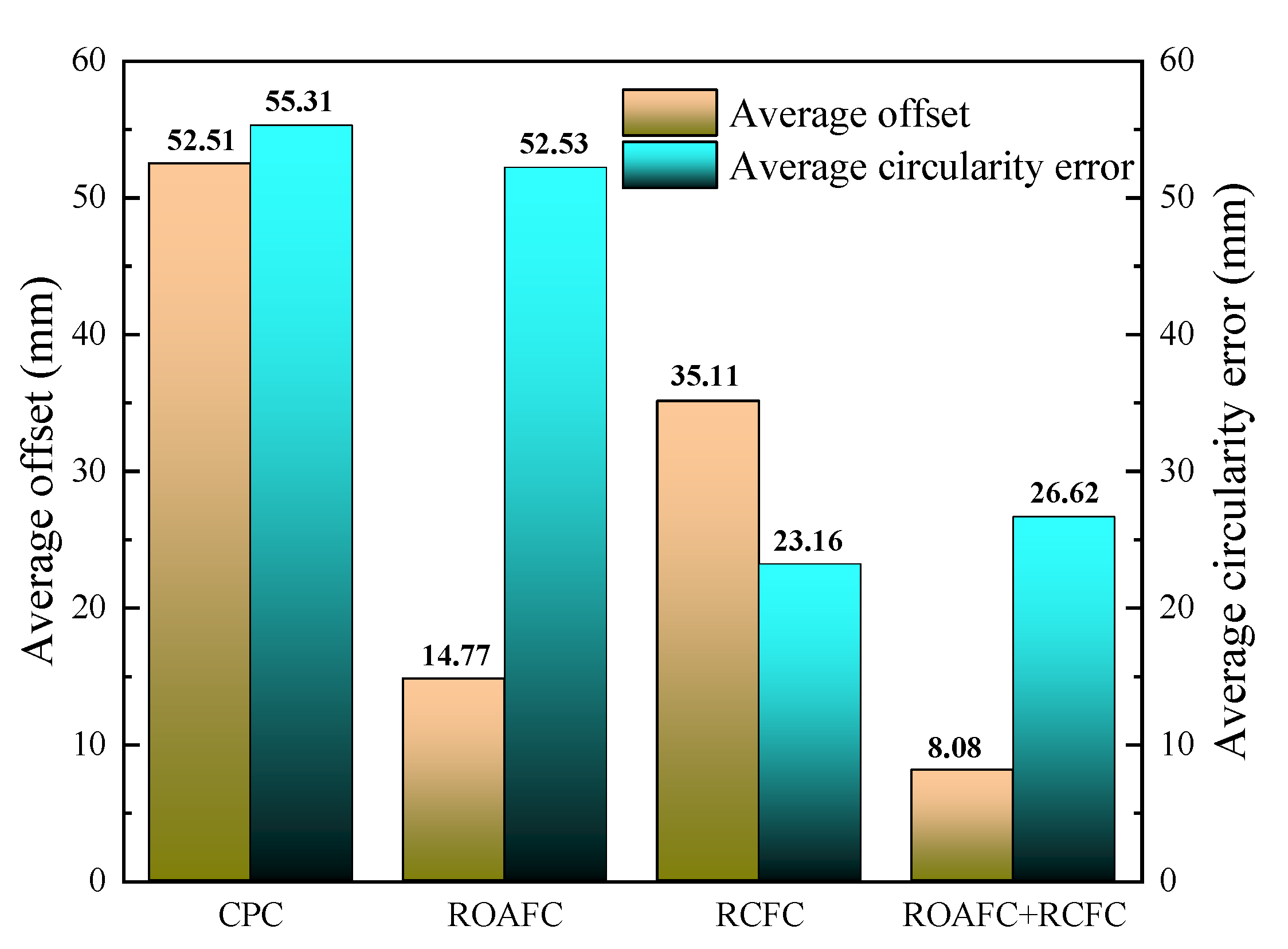
3.4. Comprehensive Evaluation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Allwood, J.M.; Tekkaya, A.E.; Stanistreet, T.F. The development of ring rolling technology. Steel Res. Int. 2005, 76, 111–120. [Google Scholar] [CrossRef]
- Allwood, J.M.; Tekkaya, A.E.; Stanistreet, T.F. The development of ring rolling technology—Part 2: Investigation of process behaviour and production equipment. Steel Res. Int. 2005, 76, 491–507. [Google Scholar] [CrossRef]
- Hua, L.; Deng, J.D.; Qian, D.S. Recent development of ring rolling theory and technique. Int. J. Mater. Prod. Technol. 2017, 54, 65–87. [Google Scholar] [CrossRef]
- Zhou, G.; Hua, L.; Qian, D.S.; Shi, D.F.; Li, H.X. Effects of axial rolls motions on radial-axial rolling process for large-scale alloy steel ring with 3D coupled thermo-mechanical FEA. Int. J. Mech. Sci. 2012, 59, 1–7. [Google Scholar] [CrossRef]
- Cleaver, C.J.; Allwood, J.M. Curvature development in ring rolling. J. Mater. Process. Technol. 2019, 267, 316–337. [Google Scholar] [CrossRef] [Green Version]
- Qian, D.S.; Pan, Y. 3D coupled macro-microscopic finite element modelling and simulation for combined blank-forging and rolling process of alloy steel large ring. Comput. Mater. Sci. 2013, 70, 24–36. [Google Scholar] [CrossRef]
- Lee, K.H.; Kim, B.M. Advanced feasible forming condition for reducing ring spreads in radial–axial ring rolling. Int. J. Mech. Sci. 2013, 76, 21–32. [Google Scholar] [CrossRef]
- Hua, L.; Deng, J.D.; Qian, D.S.; Lan, J.; Long, H. Modeling and application of ring stiffness condition for radial-axial ring rolling. Int. J. Mach. Tools Manuf. 2016, 110, 66–79. [Google Scholar] [CrossRef]
- Guo, L.; Yang, H. Towards a steady forming condition for radial–axial ring rolling. Int. J. Mech. Sci. 2011, 53, 286–299. [Google Scholar] [CrossRef]
- Han, X.; Hua, L.; Zhou, G.; Wang, X.; Lu, B. An innovative eccentric ring rolling method for fabricating eccentric rings. Int. J. Mech. Sci. 2017, 120, 120–135. [Google Scholar] [CrossRef]
- Hua, L.; Pan, L.; Lan, J. Researches on the ring stiffness condition in radial–axial ring rolling. J. Mater. Process. Technol. 2009, 209, 2570–2575. [Google Scholar] [CrossRef]
- Li, X.; Guo, L.; Wang, F. On a plastic instability criterion for ultra-large radial-axial ring rolling process with four guide rolls. Chin. J. Aeronaut. 2022, 35, 391–406. [Google Scholar] [CrossRef]
- Li, L.; Yang, H.; Guo, L.; Sun, Z. Research on the influences of material properties and forming parameters in T-shaped closed cold ring rolling process. Int. J. Mater. Prod. Technol. 2010, 38, 323–336. [Google Scholar] [CrossRef]
- Han, X.; Hua, L.; Zhou, G.; Lu, B.; Wang, X. FE simulation and experimental research on cylindrical ring rolling. J. Mater. Process. Technol. 2014, 214, 1245–1258. [Google Scholar] [CrossRef]
- Polyblank, J.A.; Allwood, J.M.; Duncan, S.R. Closed-loop control of product properties in metal forming: A review and prospectus. J. Mater. Process. Technol. 2014, 214, 2333–2348. [Google Scholar] [CrossRef] [Green Version]
- Allwood, J.M.; Duncan, S.R.; Cao, J.; Groche, P.; Hirt, G.; Kinsey, B.; Kuboki, T.; Liewald, M.; Sterzing, A.; Tekkaya, A.E. Closed-loop control of product properties in metal forming. CIRP Ann-Manuf. Technol. 2016, 65, 573–596. [Google Scholar] [CrossRef] [Green Version]
- Havinga, J.; Ton, V.; Dallinger, F.; Hora, P. Feedforward Control of Sheet Bending Based on Force Measurements. J. Manuf. Process. 2018, 31, 260–272. [Google Scholar] [CrossRef]
- Manabe, K. Advanced In-Process Control System for Sheet Stamping and Tube Hydroforming Processes. Key Eng. Mater. 2014, 622–623, 3–14. [Google Scholar] [CrossRef]
- Baseri, H.; Bakhshi-Jooybari, M.; Rahmani, B. Modeling of spring-back in V-die bending process by using fuzzy learning back-propagation algorithm. Expert Syst. Appl. 2011, 38, 8894–8900. [Google Scholar] [CrossRef]
- Liang, L.; Guo, L.; Wang, Y.; Li, X. Towards an intelligent FE simulation for real-time temperature-controlled radial-axial ring rolling process. J. Manuf. Process. 2019, 48, 1–11. [Google Scholar] [CrossRef]
- Jenkouk, V.; Hirt, G.; Franzke, M.; Zhang, T. Finite element analysis of the ring rolling process with integrated closed-loop control. CIRP Ann.-Manuf. Technol. 2012, 61, 267–270. [Google Scholar] [CrossRef]
- Peng, W.F.; Niu, B.K.; Zhang, J.H.; Hong, Z.; Shu, X.D. A 3D-FEM of adaptive movement control of guide and conical rolls in ring rolling process. Int. J. Adv. Manuf. Technol. 2017, 92, 3287–3298. [Google Scholar] [CrossRef]
- Li, X.; Guo, L.; Liang, L.; Yang, W. Motion control of guide rolls in intelligent simulation for profiled ring rolling process. Procedia Manuf. 2018, 15, 97–104. [Google Scholar] [CrossRef]
- Kim, H.; Sakthivel, R. Numerical solution of hybrid fuzzy differential equations using improved predictor-corrector method. Commun. Nonlinear Sci. Numer. Simul. 2012, 17, 3788–3794. [Google Scholar] [CrossRef]
- Mosleh, M.; Otadi, M. Simulation and evaluation of fuzzy differential equations by fuzzy neural network. Appl. Soft Comput. 2012, 12, 2817–2827. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.; Cai, D.M. Forward Slip and Backward Slip in Radial Ring Rolling Process. Appl. Mech. Mater. 2013, 423-426, 820–823. [Google Scholar] [CrossRef]
- Wang, C.; Geijselaers, H.J.M.; Omerspahic, E.; Recina, V.; van den Boogaard, A.H. Influence of ring growth rate on damage development in hot ring rolling. J. Mater. Process. Technol. 2016, 227, 268–280. [Google Scholar] [CrossRef]
- Lin, C.J.; Lin, C.H.; Wang, S.H. Using Fuzzy Control for Feed Rate Scheduling of Computer Numerical Control Machine Tools. Appl. Sci.-Basel 2021, 11, 4701. [Google Scholar] [CrossRef]
- Ke, X.; Zhang, D. Fuzzy control algorithm for adaptive optical systems. Appl. Opt. 2019, 58, 9967–9975. [Google Scholar] [CrossRef]
- Lin, C.Y.; Hong-Wu, J. Active Vibration Suppression of a Motor-Driven Piezoelectric Smart Structure Using Adaptive Fuzzy Sliding Mode Control and Repetitive Control. Appl. Sci. 2017, 7, 240. [Google Scholar] [CrossRef] [Green Version]
- Tang, L.; Han, Z.; Xu, Z. A Sequential Adaptive Control Strategy for the Contact Colliding Speed of Contactors Based on Fuzzy Control. IEEE Trans. Ind. Electron. 2020, 68, 6064–6074. [Google Scholar] [CrossRef]
- Tao, Y.; Gao, H.; Ren, F.; Chen, C.; Jiang, S. A Mobile Service Robot Global Path Planning Method Based on Ant Colony Optimization and Fuzzy Control. Appl. Sci. 2021, 11, 3605. [Google Scholar] [CrossRef]
- Liu, J.; Xie, S.; Chen, C.; Xie, D.; Yang, M. A spintronic memristor crossbar array for fuzzy control with application in the water valves control system. Meas. Control 2019, 52, 418–431. [Google Scholar] [CrossRef] [Green Version]
- Hu, P.; Huang, J.; Zeng, M. Application of fuzzy control method in gas metal arc welding. Int. J. Adv. Manuf. Technol. 2017, 92, 1769–1775. [Google Scholar] [CrossRef]
- Zhao, L.; Qu, S.; Zhang, W.; Xiong, Z. An Energy-saving Fuzzy Control System for Highway Tunnel Lighting. Optik 2018, 180, 419–432. [Google Scholar] [CrossRef]
- Wang, X.K.; Hua, L. Analysis of guide modes in vertical hot ring rolling and their effects on the ring’s dimensional precision using FE method. J. Mech. Sci. Technol. 2011, 25, 655–662. [Google Scholar] [CrossRef]
- Qian, D.S.; Zhou, G.; Hua, L.; Shi, D.F.; Li, H.X. 3D coupled thermomechanical FE analysis of blank size effects on radial-axial ring rolling. Ironmak. Steelmak. 2013, 40, 360–368. [Google Scholar] [CrossRef]
- Zhou, G.; Hua, L.; Qian, D.S. 3D coupled thermo-mechanical FE analysis of roll size effects on the radial–axial ring rolling process. Comput. Mater. Sci. 2011, 50, 911–924. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ua | dy0 | |||||
|---|---|---|---|---|---|---|
| NL | NS | ZO | PS | PL | ||
| y0 | NL | NL | ||||
| NM | NL | NM | NS | |||
| NS | NM | NS | ZO | |||
| ZO | NS | ZO | PS | |||
| PS | ZO | PS | PM | |||
| PM | PS | PM | PL | |||
| PL | PL | |||||
| Ue | dce | |||||
|---|---|---|---|---|---|---|
| NL | NS | ZO | PS | PL | ||
| ce | ZO | ZO | ||||
| PS | NS | NM | ||||
| PM | NM | NL | ||||
| PL | NL | |||||
| Parameters | Value |
|---|---|
| Outer diameter of the main roll (mm) | 1350 |
| Outer diameter of the mandrel (mm) | 600 |
| Outer diameter of the guide roll (mm) | 500 |
| Cone angle of the axial rolls (°) | 35 |
| Outer diameter of the ring blank (mm) | 3500 |
| Inner diameter of the ring blank (mm) | 2412 |
| Height of the ring blank (mm) | 544 |
| Outer diameter of the rolled ring (mm) | 10,000 |
| Inner diameter of the rolled ring (mm) | 9546 |
| Height of the rolled ring (mm) | 394 |
| Initial temperature of the ring blank (°C) | 1100 |
| Temperature of the rolls (°C) | 80 |
| Temperature of the environment (°C) | 20 |
| Heat transmission coefficient (N·s−1·mm−1·°C−1) | 10 |
| Heat convection coefficient (N·s−1·mm−1·°C−1) | 0.02 |
| Heat radiation coefficient (N·s−1·mm−1·°C−4) | 0.7 |
| Friction coefficient | 0.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, K.; Wang, X.; Hua, L.; Han, X.; Ning, X. Numerical Simulation of Intelligent Fuzzy Closed-Loop Control Method for Radial–Axial Ring Rolling Process of Super-Large Rings. Materials 2022, 15, 5084. https://doi.org/10.3390/ma15145084
Zhang K, Wang X, Hua L, Han X, Ning X. Numerical Simulation of Intelligent Fuzzy Closed-Loop Control Method for Radial–Axial Ring Rolling Process of Super-Large Rings. Materials. 2022; 15(14):5084. https://doi.org/10.3390/ma15145084
Chicago/Turabian StyleZhang, Ke, Xiaokai Wang, Lin Hua, Xinghui Han, and Xiangjin Ning. 2022. "Numerical Simulation of Intelligent Fuzzy Closed-Loop Control Method for Radial–Axial Ring Rolling Process of Super-Large Rings" Materials 15, no. 14: 5084. https://doi.org/10.3390/ma15145084
APA StyleZhang, K., Wang, X., Hua, L., Han, X., & Ning, X. (2022). Numerical Simulation of Intelligent Fuzzy Closed-Loop Control Method for Radial–Axial Ring Rolling Process of Super-Large Rings. Materials, 15(14), 5084. https://doi.org/10.3390/ma15145084