
Reactive Printing and Wash Fastness of Inherent Flame Retardant Fabrics for Dual Use




Abstract
:1. Introduction
2. Materials and Methods
2.1. LOI (Limiting Oxygen Index)
2.2. Micro Cone Calorimeter (MCC)
2.3. Fabric Surface pH Measuring
2.4. Screen Printing
2.5. Wash Fastness Testing and Spectrophotometric Measurement
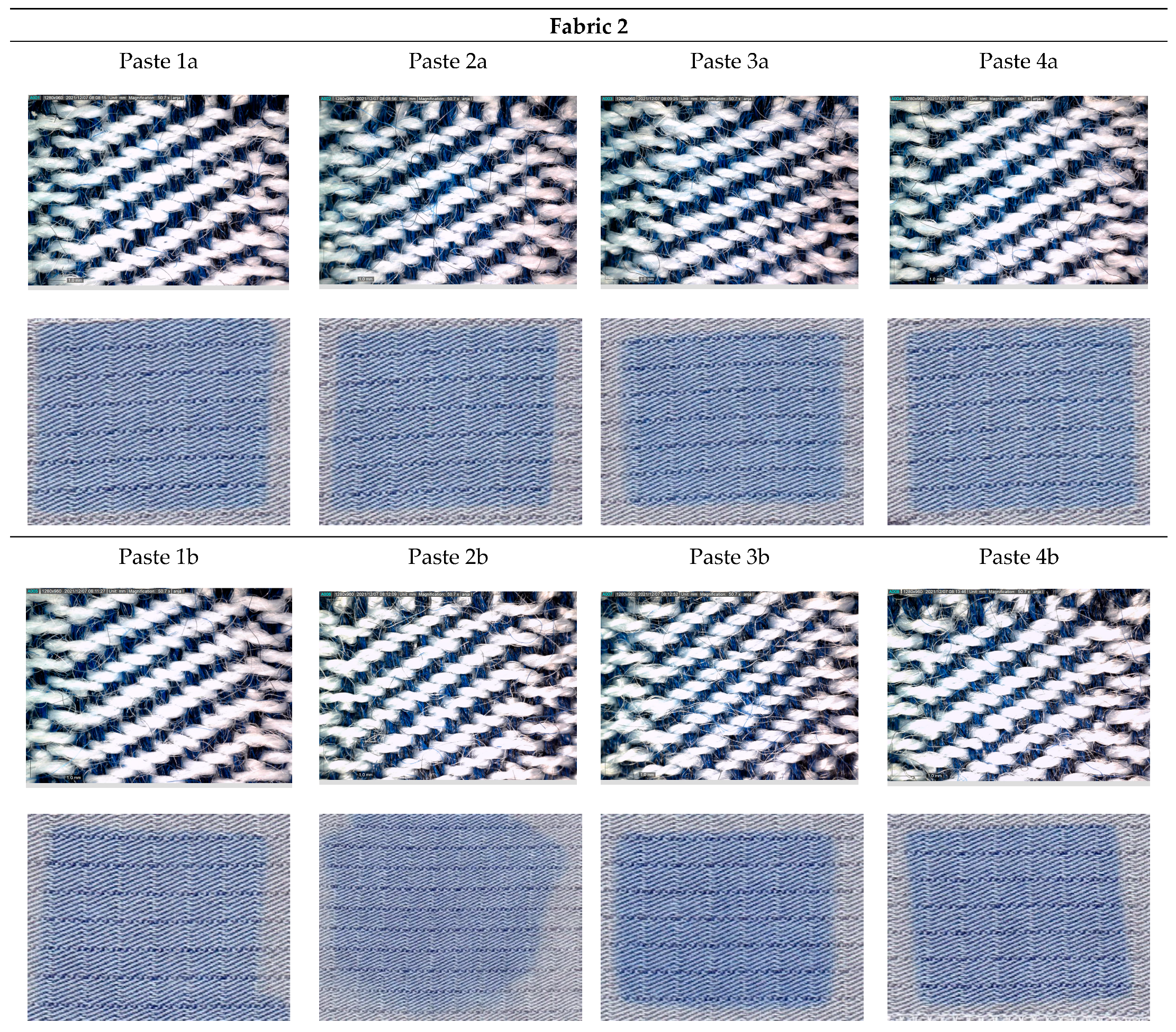
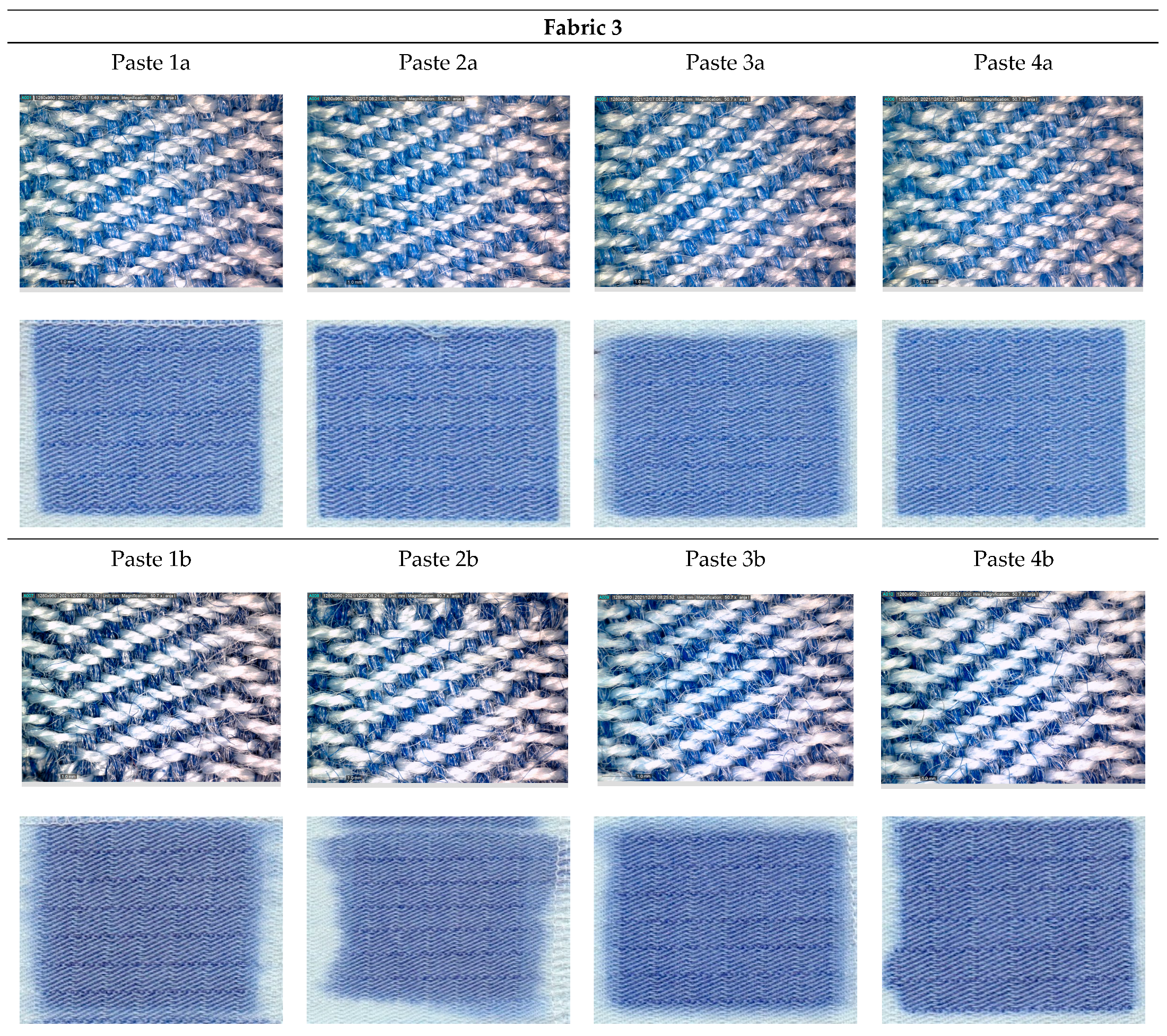
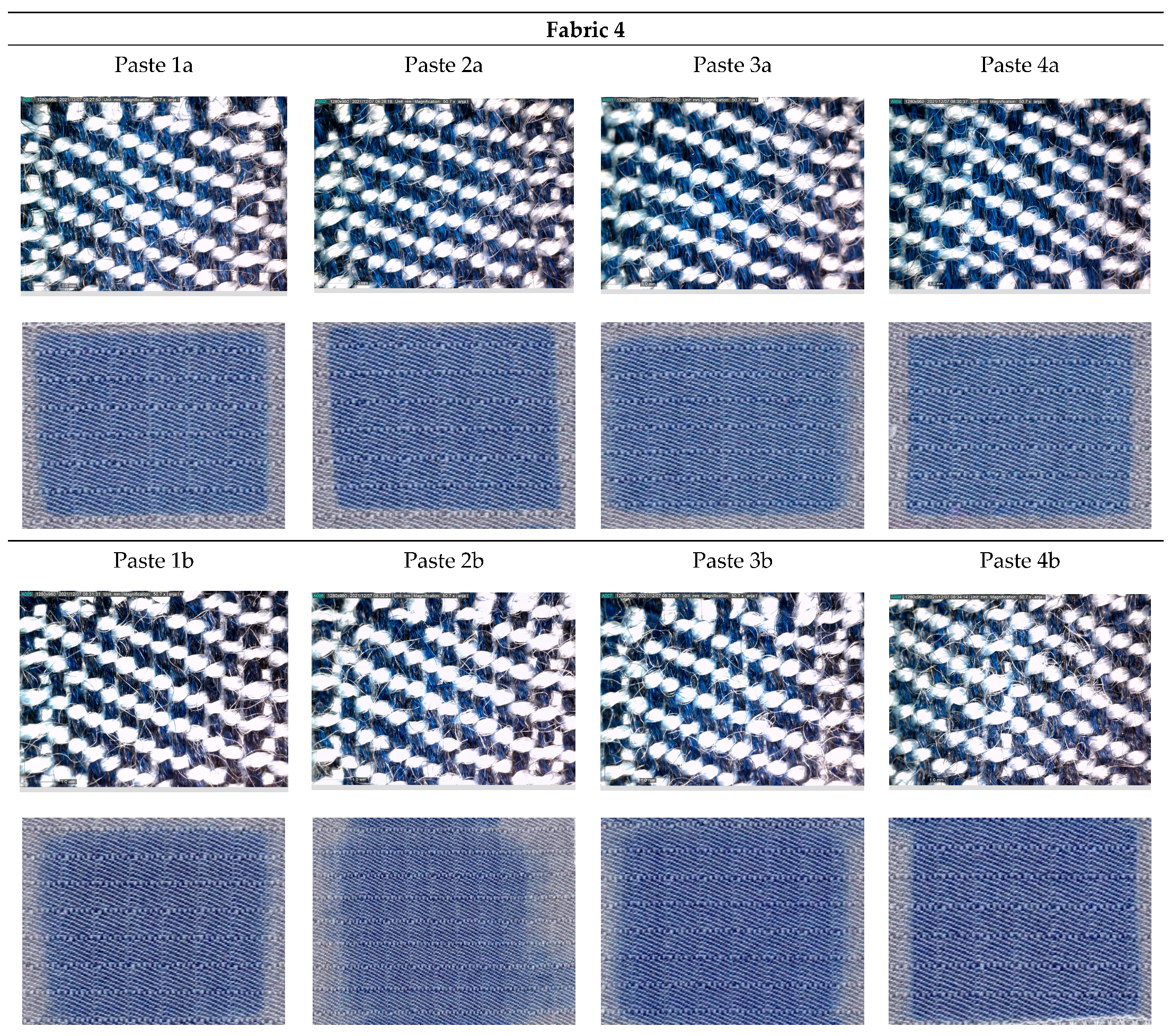
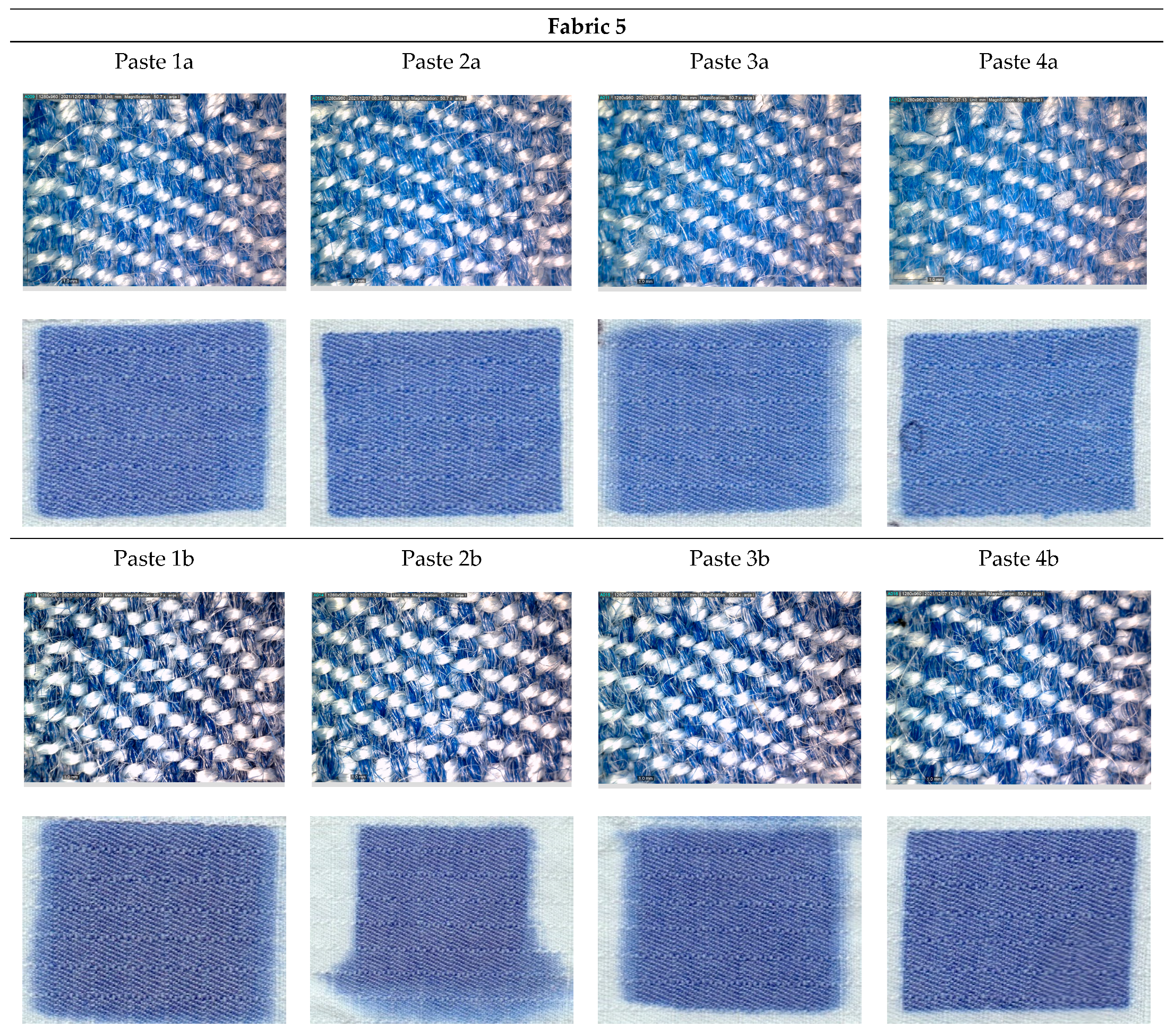
2.6. Microscopic Imaging
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Alongi, J.; Carosio, F.; Horrocks Richards, A.; Malucelli, G. Update on Flame Retardant Textiles: State of the Art Environmental Issues and Innovative Solutions; A Smithers Group Company: Shawbury, UK, 2013; pp. 1–14. [Google Scholar]
- Horrocks, A.R. flame retardant finishes and finishing. In Textile Finishing; Heywood, D., Ed.; Society of Dyers and Colourists: Bradford, UK, 2003. [Google Scholar]
- Bourbigot, S. Flame retardancy of textiles: New approaches. In Advances in Fire Retardant Materials; Horrocks, A.R., Price, D., Eds.; Woodhead Publishing: Cambridge, UK, 2008; pp. 9–40. [Google Scholar]
- Uddin, F. Recent flame retardant consumption: Textiles. Int. J. Sci. Eng. 2019, 10, 805–819. [Google Scholar]
- Uddin, F. Concerns of brominated flame retardant. Ind. Fabr. Bull. 2003, 3, 55–56. [Google Scholar]
- Gaan, S.; Salimova, V.; Rupper, P.; Ritter, A.; Schmid, H. flame retardant functional textiles. In Functional Textiles for Improved Performance. Protection and Health; Pan, N., Sun, G., Eds.; Woodhead Publishing: Cambridge, UK, 2011; pp. 98–130. [Google Scholar]
- Schartel, B.; Kebelmann, K. Fire testing for the development of flame retardant polymeric materials. In Flame Retardant Polymeric Materials; Hu, Y., Wang, X., Eds.; Routledge Handbooks Online: Boca Raton, USA, 2019. [Google Scholar]
- Wakelyn, P.J.; Rearick, W.; Turner, J. Cotton and flammability-overview of new developments. Am. Dyest. Rep. 1998, 87, 13–21. [Google Scholar]
- Wu, W.; Yang, C.Q. Comparison of DMDHEU and Melamine-Formaldehyde as the binding agents for a hydroxy-functional organophosphorus flame retarding agent on cotton. J. Fire Sci. 2004, 22, 125–142. [Google Scholar] [CrossRef]
- Yang, C.Q.; Qiu, X. Flame-retardant finishing of cotton fleece fabric: Part I. The use of a hydroxy-functional organophosphorus oligomer and dimethyloldihydroxylethyleneurea. Fire Mater. 2007, 31, 67–81. [Google Scholar] [CrossRef]
- Wu, W.; Yang, C.Q. Comparison of different reactive organophosphorus flame-retardant agents for cotton. Part II. Fabric flame resistant performance and physical properties. Polym. Deg. Stab. 2007, 92, 363–369. [Google Scholar] [CrossRef]
- Lecoeur, E.; Vroman, I.; Bourbigot, S.; Lam, T.M.; Delobel, R. Flame retardant formulations for cotton. Polym. Deg. Stab. 2001, 74, 487–492. [Google Scholar] [CrossRef]
- Lecoeur, E.; Vroman, I.; Bourbigot, S.; Delobel, R. Optimization of monoguanidine dyhidrogen phosphate and aminopropylethoxysilane based flame retardant formulations for cotton. Polym. Deg. Stab. 2006, 91, 1909–1914. [Google Scholar] [CrossRef]
- Alongi, J.; Horrocks, R.A.; Carosi, F. Update on Flame Retardant Textiles: State of the Art, Environmental Issues and Innovative Solutions; Smithers Rapra Technology: Shawbury, UK, 2013; pp. 148–152. [Google Scholar]
- Gupta, D. Softening treatments for technical textiles. In Advances in the Dyeing and Finishing of Technical Textiles; Gulrajani, M.L., Ed.; Woodhead: Oxford, UK, 2013; pp. 154–163. [Google Scholar]
- Sun, L.; Wang, H.; Li, W.; Zhang, J.; Zhang, Z.; Lu, Z.; Zhu, P.; Dong, C. Preparation, characterization and testing of flame retardant cotton cellulose material: Flame retardancy, thermal stability and flame-retardant mechanism. Cellulose 2021, 28, 3789–3805. [Google Scholar] [CrossRef]
- Schindler, W.D.; Hauser, P.J. (Eds.) Flame retardant finishes. In Chemical Finishing of Textiles; Woodhead Publishing Limited: Boca Raton, FL, USA, 2004; pp. 98–116. [Google Scholar]
- Banerjee, S.K.; Day, A.; Ray, P.K. Fire proofing jute. Text. Res. J. 1985, 56, 338–343. [Google Scholar] [CrossRef]
- Kandola, B.K.; Horrocks, A.R.; Price, D.; Coleman, G.V. Flame retardant treatments of cellulose and their influence on the mechanism of cellulose pyrolysis. J. Macromol. Sci. 1996, 36, 794–796. [Google Scholar] [CrossRef]
- Horrocks, A.R. Flame Retardant Challenges for Textiles and Fibres: New Chemistry Versus Innovatory Solutions. Polym. Degrad. Stab. 2011, 96, 377–392. [Google Scholar] [CrossRef]
- Bourbigot, S.; Flambard, X. Heat Resistance and Flammability of high Performance Fibre: A Review. Fire Mater. 2002, 26, 155–168. [Google Scholar] [CrossRef]
- Tsafack, M.J.; Levalois-Grützmacher, J. Plasma-induced Graft-polymerization of flame retardat monomers onto PAN fabrics. Surf. Coat. Technol. 2006, 200, 3503–3510. [Google Scholar] [CrossRef]
- Tsafack, M.J.; Levalois-Grützmacher, J. Towards multifunctional surface using the plasma-induced graft-polymerization (pigp) process: Flame and waterproof cotton textiles. Surf. Coat. Technol. 2007, 201, 5789–5795. [Google Scholar] [CrossRef]
- Errifai, I.; Jama, C.; Le Bras, M.; Delobel, R. Fire retardant coating using cold plasma polymerization of a fluorinated acrylate. Surf. Coat. Technol. 2004, 180, 297–301. [Google Scholar] [CrossRef]
- Quede, A.; Jama, C.; Supiot, P.; Le Bras, M.; Delobel, R.; Dessaux, O.; Goudmand, P. Elaboration of fire retardant coatings on pplyamide-6 using a cold plasma polymerization process. Surf. Coat. Technol. 2002, 67, 424–428. [Google Scholar] [CrossRef]
- Sonee, N.; Arora, C.; Parmar, M. Burning behaviour of aramid and FR viscose blended fabrics. Indian J. Fibre Text. Res. 2019, 44, 238–243. [Google Scholar]
- Sonee, N.; Arora, C.; Parmar, M.S. The flame-retardant performances of blending fabrics of flame-retardant viscose and nylon 6. 6 fiber with different blending ratio. Int. J. Eng. Res. Appl. 2017, 7, 87–91. [Google Scholar] [CrossRef]
- Wolter, N.; Beber, V.C.; Haubold, T.; Sandinge, A.; Blomqvist, P.; Goethals, F.; van Hove, M.; Jubete, E.; Mayer, B.; Koschek, K. Effects of flame-retardant additives on the manufacturing. mechanical and fire properties of basalt fiber-reinforced polybenzoaxine. Polym. Eng. Sci. 2020, 1, 551–561. [Google Scholar]
- Manyukov, E.A.; Sadova, S.F.; Baeva, N.N.; Platonov, V.A. Study of dyeing of thermostable para/meta-aramid fibre. Fibre Chem. 2005, 37, 55–58. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric 1 | Fabric 2 | Fabric 3 | Fabric 4 | Fabric 5 | |
|---|---|---|---|---|---|
| Weave | Ripstop | Twill 2/2 | Twill 2/2 | Twill 3/1 | Twill 3/1 |
| Warp | 95% m-AR | 95% m-AR | 95% m-AR | 95% m-AR | 95% m-AR |
| 5% p-AR | 5% p-AR | 5% p-AR | 5% p-AR | 5% p-AR | |
| Weft | 2% PA | 2% PA | 2% PA | ||
| 20% PA 6.6 | 20% PA 6.6 | 20% PA6.6 | 20% PA 6.6 | 20% PA6.6 | |
| 38% CV FR | 38% CV FR | 40% CV FR | 38% CV FR | 40% CV FR | |
| 40% m-AR | 40% m-AR | 40% m-AR | 40% m-AR | 40% m-AR |
| Mass [g/m2] | Thickness 0.5 kPa [mm] | Thickness 1 kPa [mm] | Warp Density [Threads/cm] | Weft Density [Threads/cm] | |
|---|---|---|---|---|---|
| Fabric 1 | 203 | 0.66 | 0.63 | 38 | 20 |
| Fabric 2 | 197 | 0.78 | 0.75 | 37 | 20 |
| Fabric 3 | 223 | 0.80 | 0.78 | 37 | 20 |
| Fabric 4 | 195 | 0.84 | 0.82 | 36 | 20 |
| Fabric 5 | 215 | 0.91 | 0.88 | 37 | 20 |
| Paste | Thickener | Dyestuff | Urea | Na2CO3 | |
|---|---|---|---|---|---|
| 1a | CHT-Alginat MV (4%) | 50 g | 1.26 g | 20 g | 4 g |
| 2a | CHT-Alginat MV (9%) | 50 g | 1.26 g | 20 g | 4 g |
| 3a | Alkagum NS (4%) | 50 g | 1.26 g | 20 g | 4 g |
| 4a | Alkagum NS (9%) | 50 g | 1.26 g | 20 g | 4 g |
| 1b | CHT-Alginat MV (4%) | 50 g | 7.5 g | 20 g | 4 g |
| 2b | CHT-Alginat MV (9%) | 50 g | 7.5 g | 20 g | 4 g |
| 3b | Alkagum NS (4%) | 50 g | 7.5 g | 20 g | 4 g |
| 4b | Alkagum NS (9%) | 50 g | 7.5 g | 20 g | 4 g |
| Fabric Sample | LOI [%] | |||
|---|---|---|---|---|
| Warp | σ [%] | Weft | (σ) [%] | |
| Fabric 1 | 33.6 | 0.266 | 33.55 | 0.266 |
| Fabric 2 | 34.2 | 0.191 | 33.96 | 0.266 |
| Fabric 3 | 34.4 | 0.191 | 34.37 | 0.151 |
| Fabric 4 | 34.1 | 0.110 | 34.10 | 0.261 |
| Fabric 5 | 34.68 | 0.151 | 34.68 | 0.110 |
| Parameters | Fabric 1 | Fabric 2 | Fabric 3 | Fabric 4 | Fabric 5 |
|---|---|---|---|---|---|
| ηc (J[g·K]−1) | 43.00 | 39.00 | 50.00 | 44.0 | 51.00 |
| Qmax [W·g−1] | 42.68 | 38.71 | 50.73 | 41.56 | 51.72 |
| hc [kJ·g−1] | 6.60 | 7.20 | 6.40 | 8.00 | 7.20 |
| hc, gas [kJ·g−1] | 12.30 | 12.90 | 11.46 | 13.74 | 12.19 |
| Tmax [°C] | 281.9 | 276.0 | 281.1 | 279.0 | 279.3 |
| Residue [%] | 46.33 | 44.17 | 44.16 | 41.79 | 40.93 |
| Sample | pH | (σ) | T [°C] |
|---|---|---|---|
| Fabric 1 | 4.57 | 0.246 | 25.5 |
| Fabric 2 | 4.73 | 0.380 | 25.7 |
| Fabric 3 | 4.59 | 0.249 | 25.7 |
| Fabric 4 | 4.51 | 0.264 | 24.9 |
| Fabric 5 | 4.40 | 0.452 | 24.5 |
| L* | C* | L* | C* | ||
| Fabric 1 Paste 1a | 59.83 | 10.11 | Fabric 1 Paste 1b | 59.79 | 9.83 |
| Fabric 1 Paste 2a | 59.73 | 9.87 | Fabric 1 Paste 2b | 59.29 | 9.18 |
| Fabric 1 Paste 3a | 59.94 | 10.36 | Fabric 1 Paste 3b | 56.80 | 12.48 |
| Fabric 1 Paste 4a | 60.71 | 9.92 | Fabric 1 Paste 4b | 57.86 | 11.56 |
| L* | C* | L* | C* | ||
| Fabric 2 Paste 1a | 58.61 | 8.47 | Fabric 2 Paste 1b | 59.68 | 7.34 |
| Fabric 2 Paste 2a | 58.57 | 8.68 | Fabric 2 Paste 2b | 57.75 | 7.86 |
| Fabric 2 Paste 3a | 57.82 | 9.48 | Fabric 2 Paste 3b | 55.65 | 10.94 |
| Fabric 2 Paste 4a | 58.94 | 8.53 | Fabric 2 Paste 4b | 57.32 | 9.09 |
| L* | C* | L* | C* | ||
| Fabric 3 Paste 1a | 60.22 | 17.76 | Fabric 3 Paste 1b | 56.84 | 13.28 |
| Fabric 3 Paste 2a | 60.56 | 18.34 | Fabric 3 Paste 2b | 57.97 | 13.86 |
| Fabric 3 Paste 3a | 59.90 | 18.94 | Fabric 3 Paste 3b | 55.48 | 17.70 |
| Fabric 3 Paste 4a | 61.45 | 18.95 | Fabric 3 Paste 4b | 56.42 | 16.53 |
| L* | C* | L* | C* | ||
| Fabric 4 Paste 1a | 48.58 | 11.85 | Fabric 4 Paste 1b | 46.28 | 10.41 |
| Fabric 4 Paste 2a | 47.90 | 11.68 | Fabric 4 Paste 2b | 47.05 | 10.07 |
| Fabric 4 Paste 3a | 48.40 | 12.06 | Fabric 4 Paste 3b | 44.93 | 13.03 |
| Fabric 4 Paste 4a | 48.66 | 12.30 | Fabric 4 Paste 4b | 46.20 | 11.85 |
| L* | C* | L* | C* | ||
| Fabric 5 Paste 1a | 55.27 | 20.02 | Fabric 5 Paste 1b | 51.51 | 14.24 |
| Fabric 5 Paste 2a | 56.20 | 21.19 | Fabric 5 Paste 2b | 53.02 | 15.13 |
| Fabric 5 Paste 3a | 56.60 | 21.10 | Fabric 5 Paste 3b | 50.41 | 17.96 |
| Fabric 5 Paste 4a | 57.48 | 22.08 | Fabric 5 Paste 4b | 51.53 | 18.26 |
| L* | C* | L* | C* | ||
| Fabric 1 Paste 1a | 60.66 | 8.77 | Fabric 1 Paste 1b | 59.48 | 8.36 |
| Fabric 1 Paste 2a | 60.61 | 8.58 | Fabric 1 Paste 2b | 59.72 | 7.74 |
| Fabric 1 Paste 3a | 60.67 | 9.21 | Fabric 1 Paste 3b | 58.68 | 10.71 |
| Fabric 1 Paste 4a | 61.28 | 8.59 | Fabric 1 Paste 4b | 58.66 | 9.96 |
| L* | C* | L* | C* | ||
| Fabric 2 Paste 1a | 58.69 | 7.66 | Fabric 2 Paste 1b | 59.34 | 6.64 |
| Fabric 2 Paste 2a | 58.75 | 7.69 | Fabric 2 Paste 2b | 57.71 | 7.01 |
| Fabric 2 Paste 3a | 57.70 | 8.63 | Fabric 2 Paste 3b | 55.56 | 9.91 |
| Fabric 2 Paste 4a | 59.10 | 7.65 | Fabric 2 Paste 4b | 57.50 | 8.08 |
| L* | C* | L* | C* | ||
| Fabric 3 Paste 1a | 60.40 | 16.76 | Fabric 3 Paste 1b | 57.62 | 11.73 |
| Fabric 3 Paste 2a | 60.84 | 17.40 | Fabric 3 Paste 2b | 59.08 | 12.45 |
| Fabric 3 Paste 3a | 60.59 | 17.50 | Fabric 3 Paste 3b | 56.22 | 16.44 |
| Fabric 3 Paste 4a | 62.31 | 17.41 | Fabric 3 Paste 4b | 57.03 | 15.14 |
| L* | C* | L* | C* | ||
| Fabric 4 Paste 1a | 48.03 | 11.01 | Fabric 4 Paste 1b | 46.28 | 9.65 |
| Fabric 4 Paste 2a | 47.53 | 10.85 | Fabric 4 Paste 2b | 46.64 | 9.39 |
| Fabric 4 Paste 3a | 47.90 | 11.18 | Fabric 4 Paste 3b | 45.20 | 12.13 |
| Fabric 4 Paste 4a | 48.46 | 11.33 | Fabric 4 Paste 4b | 46.37 | 10.94 |
| L* | C* | L* | C* | ||
| Fabric 5 Paste 1a | 55.44 | 19.61 | Fabric 5 Paste 1b | 51.26 | 13.67 |
| Fabric 5 Paste 2a | 55.92 | 21.25 | Fabric 5 Paste 2b | 52.15 | 15.17 |
| Fabric 5 Paste 3a | 56.72 | 20.82 | Fabric 5 Paste 3b | 50.37 | 17.51 |
| Fabric 5 Paste 4a | 57.52 | 21.78 | Fabric 5 Paste 4b | 51.36 | 17.80 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Glogar, M.; Pušić, T.; Lovreškov, V.; Kaurin, T. Reactive Printing and Wash Fastness of Inherent Flame Retardant Fabrics for Dual Use. Materials 2022, 15, 4791. https://doi.org/10.3390/ma15144791
Glogar M, Pušić T, Lovreškov V, Kaurin T. Reactive Printing and Wash Fastness of Inherent Flame Retardant Fabrics for Dual Use. Materials. 2022; 15(14):4791. https://doi.org/10.3390/ma15144791
Chicago/Turabian StyleGlogar, Martinia, Tanja Pušić, Veronika Lovreškov, and Tea Kaurin. 2022. "Reactive Printing and Wash Fastness of Inherent Flame Retardant Fabrics for Dual Use" Materials 15, no. 14: 4791. https://doi.org/10.3390/ma15144791
APA StyleGlogar, M., Pušić, T., Lovreškov, V., & Kaurin, T. (2022). Reactive Printing and Wash Fastness of Inherent Flame Retardant Fabrics for Dual Use. Materials, 15(14), 4791. https://doi.org/10.3390/ma15144791