
Joining of SiC Ceramic by Si–C Reaction Bonding Using Organic Resin as Carbon Precursor


Abstract
:1. Introduction
2. Experimental Methods and Procedures
2.1. Materials
2.2. Preparation of Precursor Slurry
2.3. Experimental Methods for Joining
2.4. Mechanical Properties Measurement
3. Results and Discussion
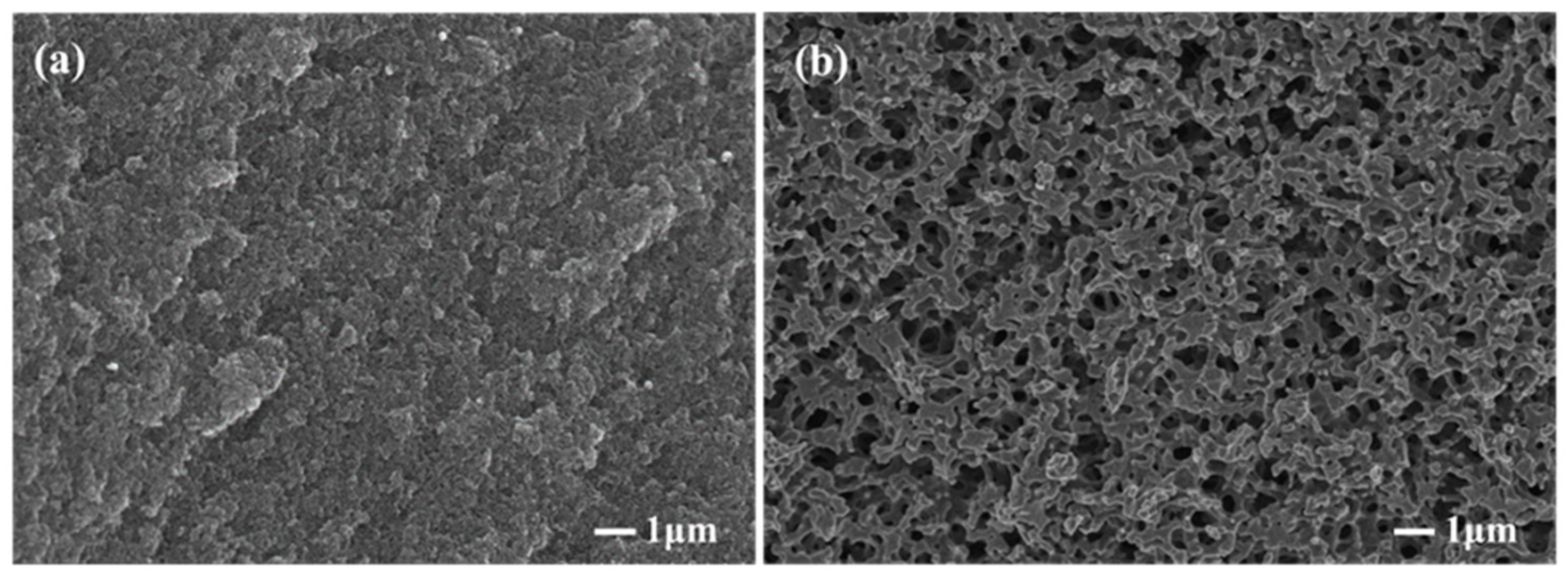
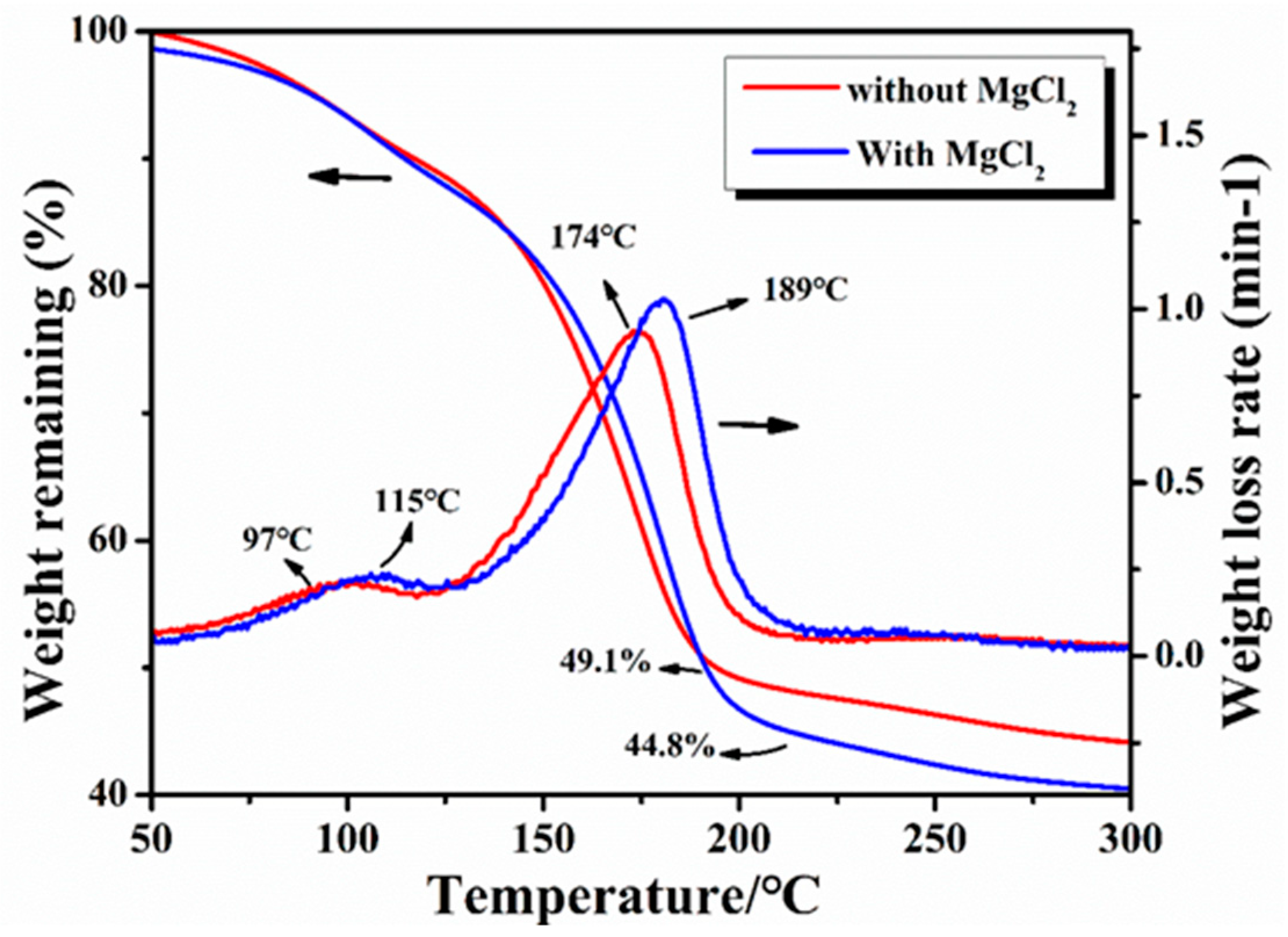
3.1. Effect of MgCl2 on the Pore Structure
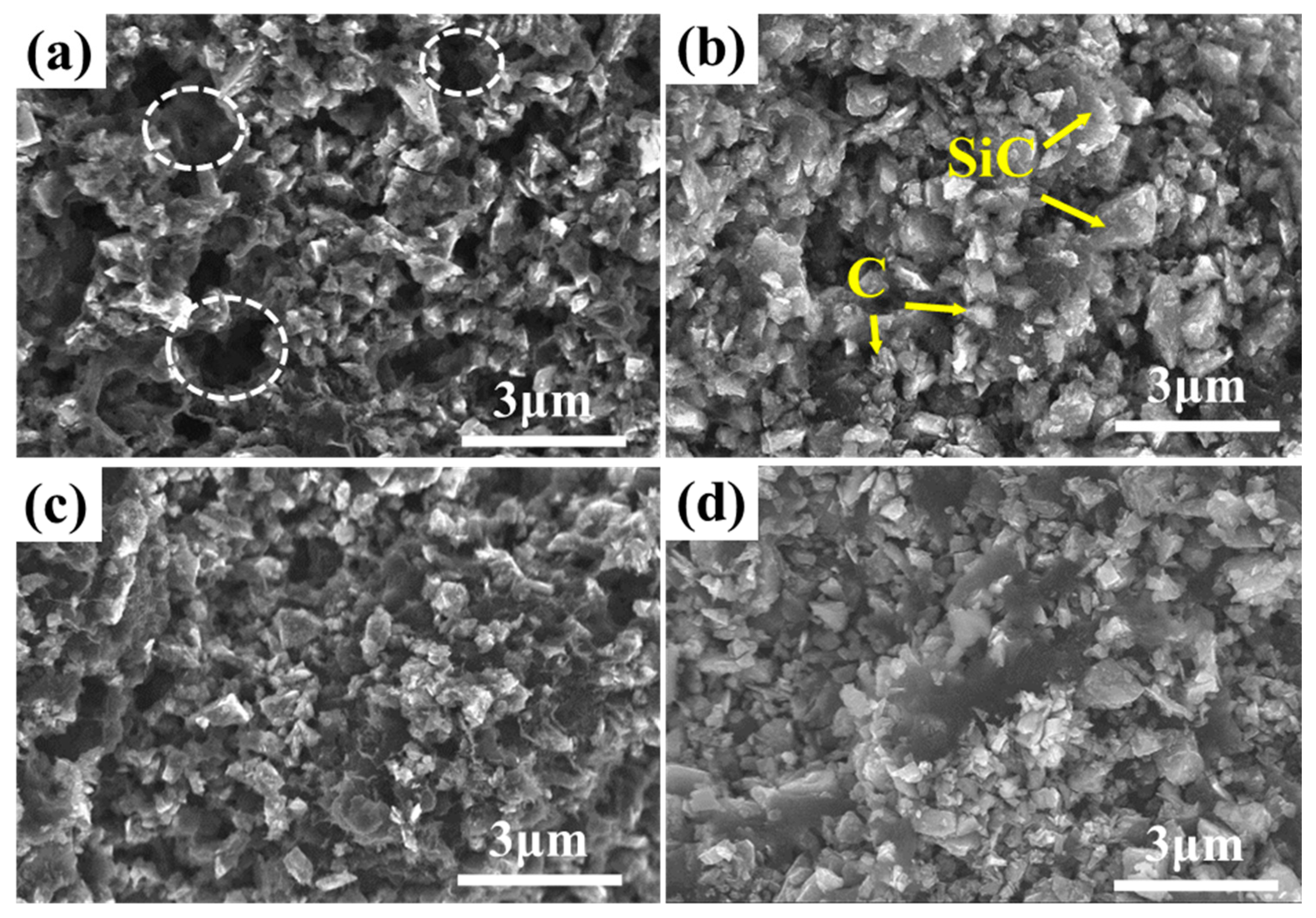
3.2. Microstructure of the Precursor Slurry after Pyrolysis
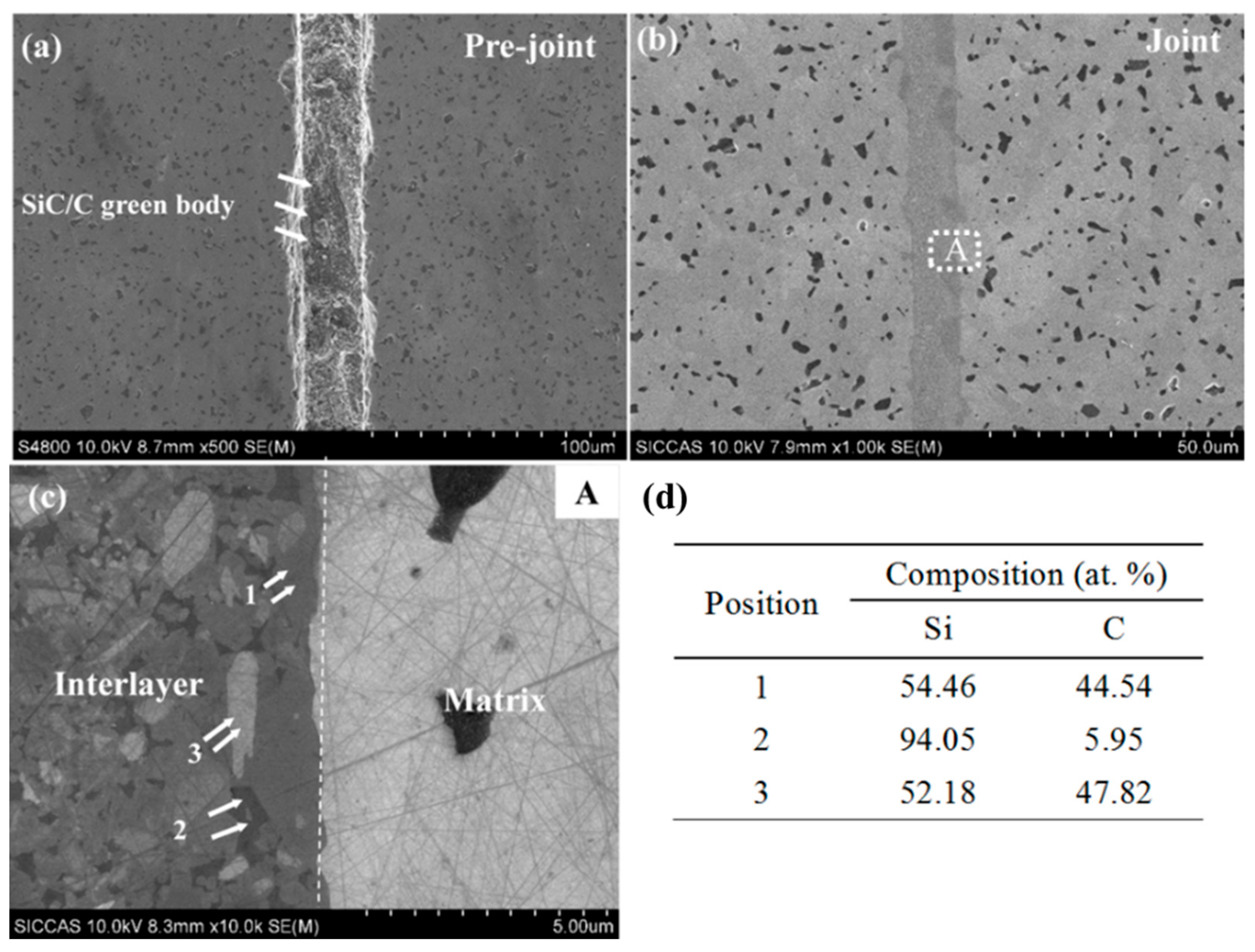
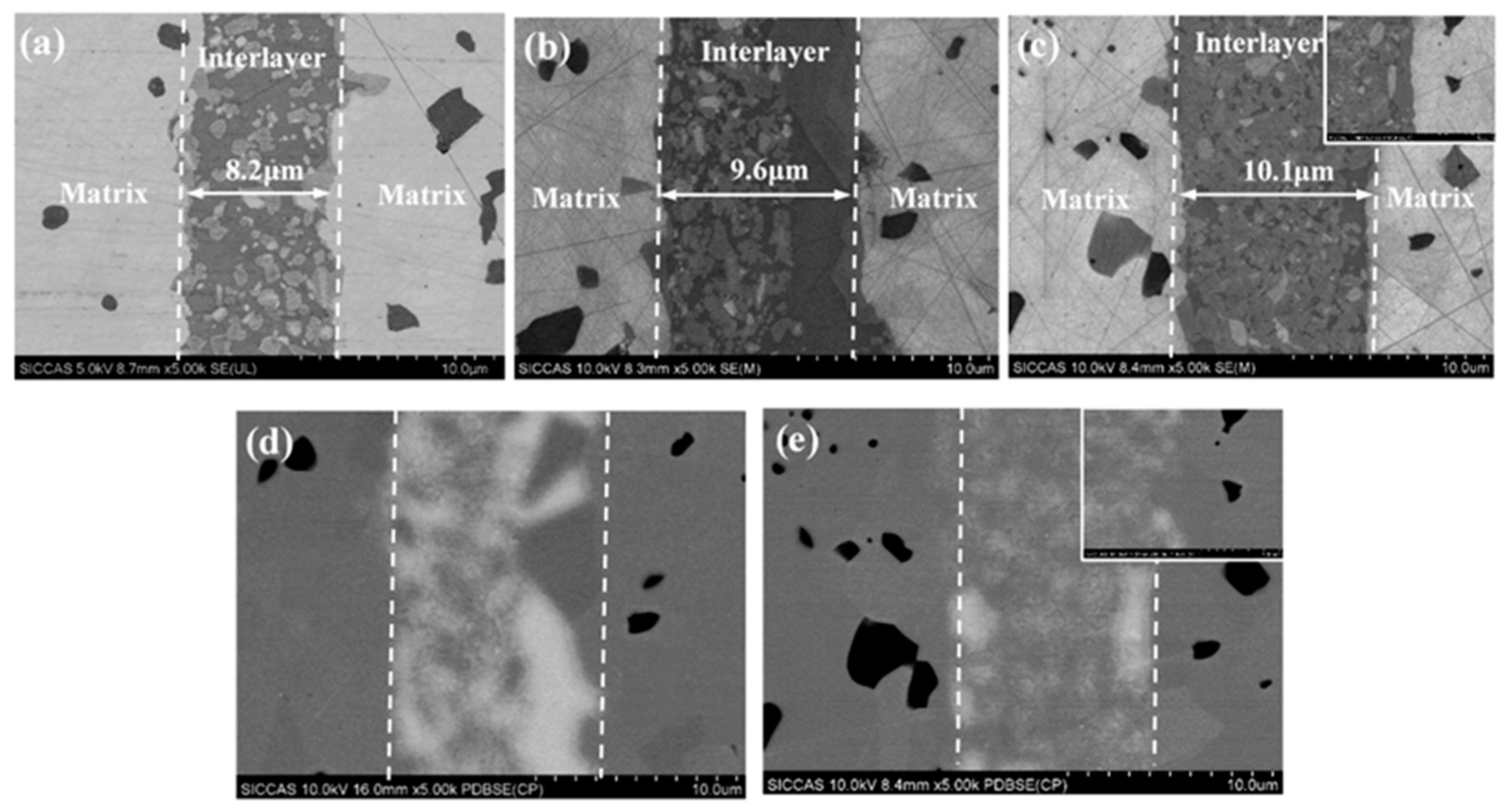
3.3. Microstructure of the Joined Specimens
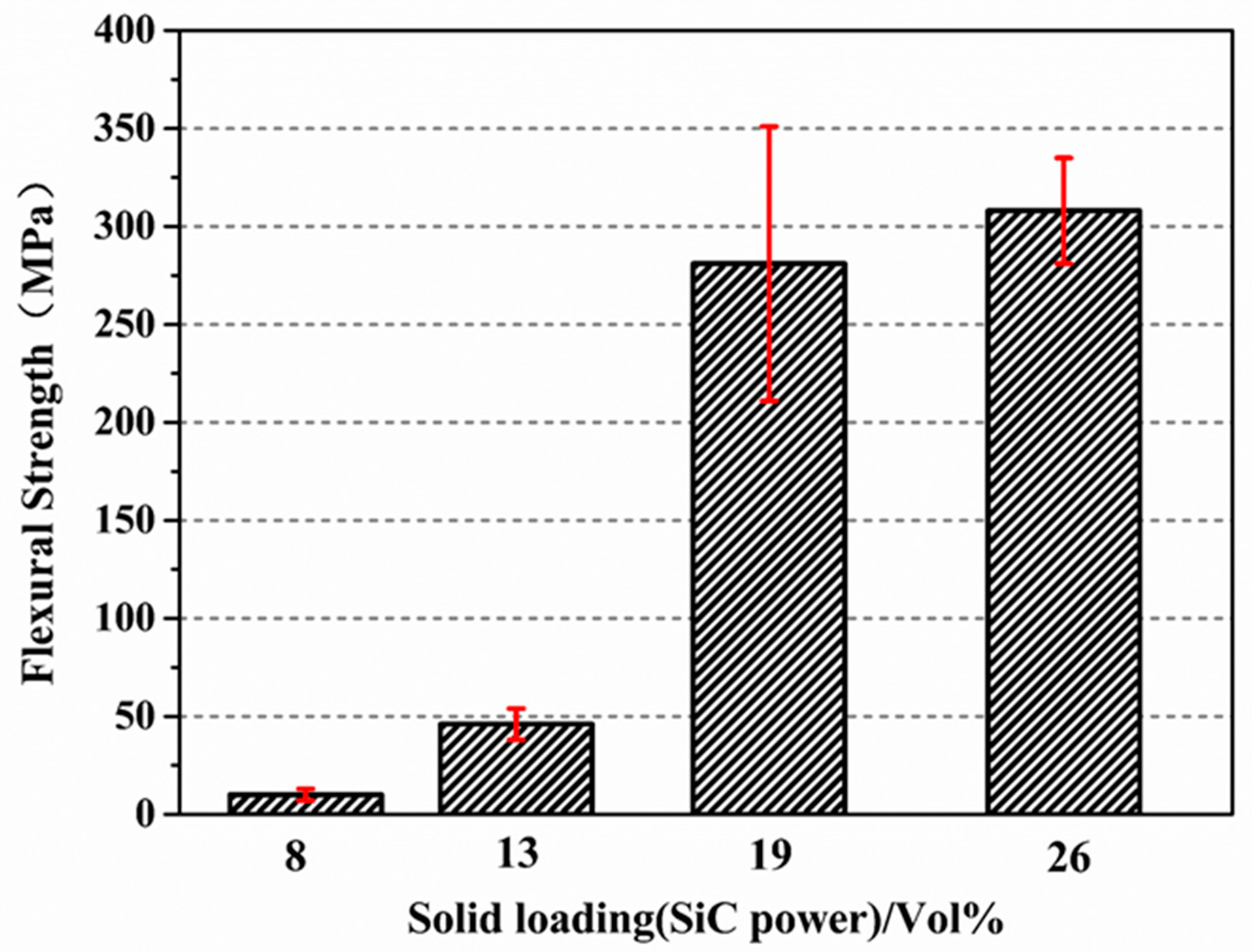
3.4. Mechanical Properties of the Joined Specimens
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Camarano, A.; Giuranno, D.; Narciso, J. SiC-IrSi3 for high oxidation resistance. Materials 2019, 13, 98. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, L.; Ning, Z.; Huang, W.; Liao, L.; Zheng, Y.; Zhuang, K.; Lan, S.; Zhang, Y.; Yao, R. In-situ fabrication of lightweight SiC (Al, rGO) bulk ceramics derived from silicon oxycarbide for aerospace components. J. Alloys Compd. 2021, 869, 159297. [Google Scholar] [CrossRef]
- Seshadri, A.; Phillips, B.; Shirvan, K. Impact of nuclear environment on hydrothermal corrosion and silica transport for CVD SiC in light water reactors. J. Nucl. Mater. 2021, 556, 153155. [Google Scholar] [CrossRef]
- Ge, S.; Yao, X.; Liu, Y.; Duan, H.; Huang, Z.; Liu, X. Effect of Sintering Temperature on the Properties of Highly Electrical Resistive SiC Ceramics as a Function of Y2O3-Er2O3 Additions. Materials 2020, 13, 4768. [Google Scholar] [CrossRef] [PubMed]
- Xia, X.; Deng, J.; Kou, S.; Luan, C.; Fan, S.; Wang, P.; Cheng, L.; Zhang, L. Microstructure and properties of pressure-less joining of SiCf/SiC composites by Ti–Si alloys. Ceram. Int. 2022. [Google Scholar] [CrossRef]
- Valenza, F.; Gambaro, S.; Muolo, M.L.; Salvo, M.; Casalegno, V. Wetting of SiC by Al-Ti alloys and joining by in-situ formation of interfacial Ti3Si (Al) C2. J. Eur. Ceram. Soc. 2018, 38, 3727–3734. [Google Scholar] [CrossRef]
- Aroshas, R.; Rosenthal, I.; Stern, A.; Shmul, Z.; Kalabukhov, S.; Frage, N. Silicon Carbide Diffusion Bonding by Spark Plasma Sintering. Mater. Manuf. Processes 2015, 30, 122–126. [Google Scholar] [CrossRef]
- Tang, M.; Liu, Y.; Zhang, H.; Chen, W.; Liu, X.; Lin, T. Preparation and microstructure characterization of SiC/SiC joints reinforced by in-situ SiC nanowires. Ceram. Int. 2020, 46, 12559–12565. [Google Scholar] [CrossRef]
- Fang, J.; Sun, L.; Guo, S.; Shan, T.; Wen, Y.; Liu, C.; Zhang, J. Wetting and joining of surface-oxidized SiC ceramic with calcium lithium aluminosilicate glass filler. Appl. Surf. Sci. 2021, 568, 150951. [Google Scholar] [CrossRef]
- Wu, X.; Pei, B.; Zhu, Y.; Huang, Z. Joining of the Cf/SiC composites by a one-step Si infiltration reaction bonding. Mater. Charact. 2019, 155, 109799. [Google Scholar] [CrossRef]
- Singh, M. Ceramic joining technology. Adv. Mater. Processes 1998, 154, 89–90. [Google Scholar]
- Singh, M. Microstructure and mechanical properties of reaction-formed joints in reaction-bonded silicon carbide ceramics. J. Mater. Sci. 1998, 33, 5781–5787. [Google Scholar] [CrossRef]
- Li, S.B.; Ma, M.L.; Gao, J.Q.; Jin, Z.H. Reaction forming of joints in silicon carbide ceramic materials. Mater. Sci. Eng. a-Struct. Mater. Prop. Microstruct. Process. 2008, 483–484, 747–750. [Google Scholar] [CrossRef]
- Tian, W.B.; Kita, H.; Hyuga, H.; Kondo, N. Joining of SiC with Si infiltrated tape-cast TiB2-C interlayer: Effect of interlayer composition and thickness on the microstructure and mechanical properties. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 530, 580–584. [Google Scholar] [CrossRef]
- Luo, Z.; Jiang, D.; Zhang, J.; Lin, Q.; Chen, Z.; Huang, Z. Development of SiC-SiC joint by reaction bonding method using SiC/C tapes as the interlayer. J. Eur. Ceram. Soc. 2012, 32, 3819–3824. [Google Scholar] [CrossRef]
- Fernández, J.M.; Muñoz, A.; Varela-Feria, F.; Singh, M. Interfacial and thermomechanical characterization of reaction formed joints in silicon carbide-based materials. J. Eur. Ceram. Soc. 2000, 20, 2641. [Google Scholar] [CrossRef]
- Lewinsohn, C.; Singh, M.; Shibayama, T.; Hinoki, T.; Ando, M.; Katoh, Y.; Kohyama, A. Joining of silicon carbide composites for fusion energy applications. J. Nucl. Mater. 2000, 283, 1258–1261. [Google Scholar] [CrossRef]
- Singh, M. Joining of sintered silicon carbide ceramics for high-temperature applications. J. Mater. Sci. Lett. 1998, 17, 459–461. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, Z.; Zhou, Y. Gelcasting of silicon carbide ceramics using phenolic resin and furfuryl alcohol as the gel former. Ceram. Int. 2014, 40, 7873–7878. [Google Scholar] [CrossRef]
- Pizzi, A. Kinetics of the metal-catalyzed condensations of phenols and polyelavonoid tannins with formaldehyde. J. Polym. Sci. 1980, 18, 3447–3454. [Google Scholar]
- Zhang, Y.; Zhang, Y.; He, L.; Zhou, Z. Cure rate of Phenol–Formaldehyde (PF) resol resins catalyzed with MgO. J. Adhes. Sci. Technol. 2007, 21, 833–839. [Google Scholar] [CrossRef]
- Xu, S.; Li, J.; Qiao, G.; Wang, H.; Lu, T. Pore structure control of mesoporous carbon monoliths derived from mixtures of phenolic resin and ethylene glycol. Carbon 2009, 47, 2103–2111. [Google Scholar] [CrossRef]
- Ferraris, M.; Salvo, M.; Casalegno, V.; Ciampichetti, A.; Smeacetto, F.; Zucchetti, M. Joining of machined Sic/Sic composites for thermonuclear fusion reactors. J. Nucl. Mater. 2008, 375, 4105. [Google Scholar] [CrossRef]
- Lee, H.L.; Nam, S.W.; Hahn, B.S.; Park, B.H.; Han, D. Joining of silicon carbide using MgO–Al2O3–SiO2 filler. J. Mater. Sci. 1998, 33, 5007–5014. [Google Scholar] [CrossRef]
- Pampuch, R.; Bialoskorski, J.; Walasek, E. Mechanism of reactions in the Si+Cf system and the self-propagating high-temperature synthesis of silicon carbide. Ceram. Int. 1987, 13, 63–68. [Google Scholar] [CrossRef]
- Ness, J.N.; Page, T.F. Microstructural evolution in reaction-bonded silicon carbide. J. Mater. Sci. 1986, 21, 1377. [Google Scholar] [CrossRef]
- Suo, J. Joining of 3D-Cf/SiC composites via silicone resin as precursor Influence of pyrolysis temperature and inert fillers. Rare Met. Mater. Eng. 2005, 34, 298–301. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Apparent Porosity (%) | Bulk Density (g·cm−3) | Pore Volume/cm3·g−1 | Average Pore Size (nm) |
|---|---|---|---|---|
| With MgCl2 | 51.68 ± 3.6 | 0.78 ± 0.03 | 0.66 ± 0.05 | 523 ± 21 |
| Without MgCl2 | 25.6 ± 1.1 | 1.18 ± 0.08 | 0.21 ± 0.07 | 14 ± 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Huang, Q.; Zhu, Y.; Huang, Z. Joining of SiC Ceramic by Si–C Reaction Bonding Using Organic Resin as Carbon Precursor. Materials 2022, 15, 4242. https://doi.org/10.3390/ma15124242
Wu X, Huang Q, Zhu Y, Huang Z. Joining of SiC Ceramic by Si–C Reaction Bonding Using Organic Resin as Carbon Precursor. Materials. 2022; 15(12):4242. https://doi.org/10.3390/ma15124242
Chicago/Turabian StyleWu, Xishi, Qing Huang, Yunzhou Zhu, and Zhengren Huang. 2022. "Joining of SiC Ceramic by Si–C Reaction Bonding Using Organic Resin as Carbon Precursor" Materials 15, no. 12: 4242. https://doi.org/10.3390/ma15124242
APA StyleWu, X., Huang, Q., Zhu, Y., & Huang, Z. (2022). Joining of SiC Ceramic by Si–C Reaction Bonding Using Organic Resin as Carbon Precursor. Materials, 15(12), 4242. https://doi.org/10.3390/ma15124242