Additive manufacturing (AM), or 3D printing, is an advanced technology that enables high-accuracy and low-cost production of physical models and structures of complex geometry. In the last few years, AM significantly evolved in a growing market. Additive-manufactured parts are built layer by layer with deposition of material according to 3D digital design [
1,
2,
3,
4]. AM technology is currently adopted in a wide range of engineering applications such as mechanical, biomedical, construction, aerospace, and food industries as well as in academic research [
5,
6,
7,
8,
9]. Currently, many different technologies are available in the AM field and can be classified by means of the energy source or the way the material is joined, for instance, by using a binder, laser or heated nozzle. A classification is also possible by group of materials processed, such as plastics, metals or ceramics [
10]. The most common materials used in AM are certainly plastics and polymers in general; nevertheless, the strong technological development has allowed also metallic and ceramic materials to become of interest in this field.
Table 1 shows the different materials that can be used in relation to the various technological processes described. Among polymers, polylactic acid (PLA), also known as polylactide, is attracting increasing interest from industry and researchers. PLA is a biodegradable thermoplastic polyester derived from totally renewable resources such as sugar beets and corn [
11]. In specific conditions [
12], the decomposition of PLA into water, carbon dioxide and humus (the black organic material in soil) can be obtained. Furthermore, PLA shows interesting mechanical properties such as high stiffness and high strength if compared to many synthetic polymers [
13]. Physical and mechanical properties of PLA are extensively discussed in [
14]. Therefore, PLA is proving to be a potential alternative to replace petroleum-derived polymers [
12]. It is used in a variety of bio-medical applications as well such as dialysis media, porous scaffolds, bone-fixation devices, interference screws, drug-eluting stents, sutures, and suture anchors [
15,
16,
17]. It is noteworthy that untreated PLA has mechanical properties heavily dependent on temperature and, for this reason, its application is preferable in low-temperature solutions, usually up to 60 °C [
18]. On the contrary, an annealing thermal treatment (between glass transition and melt temperatures) could enhance the mechanical properties of FDM–PLA parts [
19].
Fused deposition modeling (FDM) is the most popular and affordable AM extrusion-based method to manufacture polymer-based structures. Because of its extensive use, a thorough understanding of the influence of the manufacturing process on the mechanical properties of PLA material is crucial. The quality of products fabricated by the FDM process is usually affected from surface roughness, poor precision and low strength [
20]. An opportune selection of printing parameters, such as temperature, printing speed, wall thickness and layer height, can significantly improve the overall printed samples quality [
21,
22]. The mechanical behavior of polymeric structures is mainly governed by time dependent rheological effects, and therefore, the prediction of the inelastic mechanical behavior, in terms of monotonic and cycling loading, as well as creep and relaxation, is of great importance [
23,
24]. The viscoelastic behavior of polymers strongly influences the optimal choice of their fields of application. The viscoelasticity of materials is exhibited in different ways, such as the progressive deformation of a material sample under constant stress, i.e., creep behavior, and the gradual reduction in force when the sample is subject to a constant strain, i.e., stress relaxation. In general, viscoelasticity is a phenomenon associated with time-dependent material response [
25]. Biodegradable polymers can undergo failure much before the anticipated yielding and ultimate tensile strength, due to its viscous nature, which leads to the creep or relaxation rupture. For example, in Grabow et al. [
26], significant creep deformation in PLA stents was reported when subjected to a constant load. Up to the proportionality limit, deformation occurring in the polymer specimen is similar to the uncoiling of a molecular chain. No intermolecular slippage is noticed, and strains are recoverable in this area but only after a certain period. The deformation that occurs beyond this proportionality limit is unrecoverable. These distortions occur due to the actual displacement of the molecules over each other, which causes permanent deformation [
27,
28]. In [
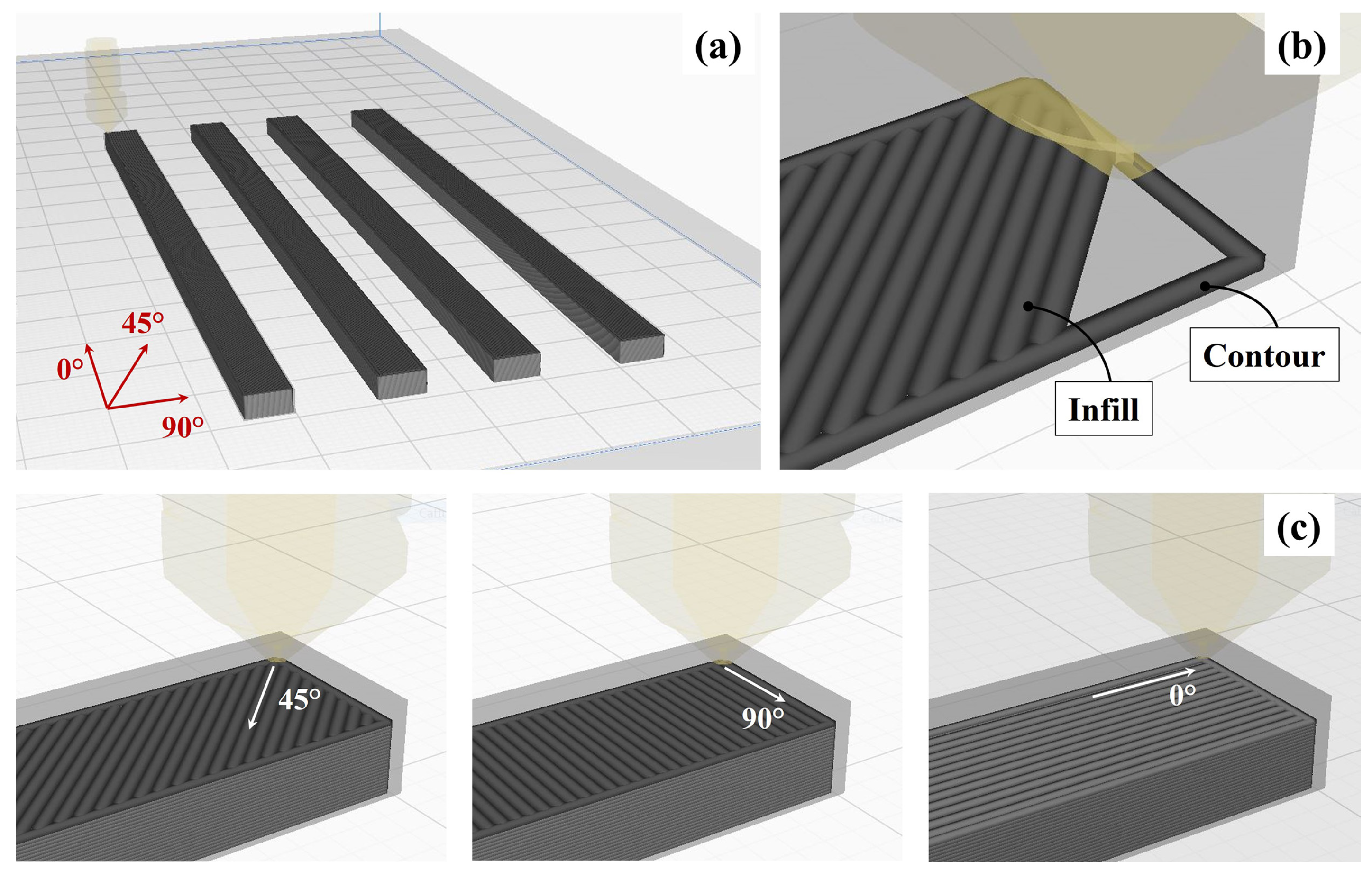
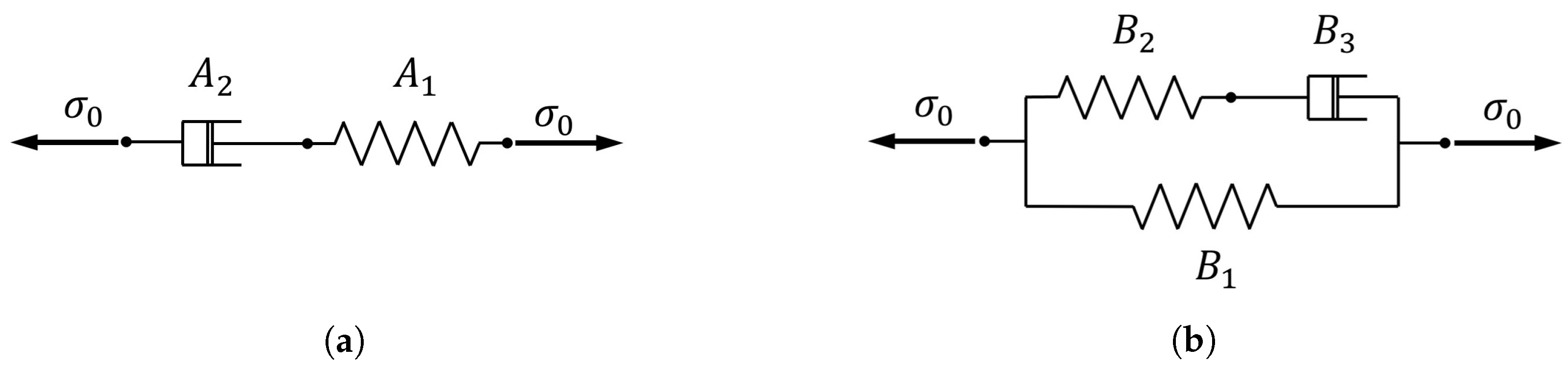
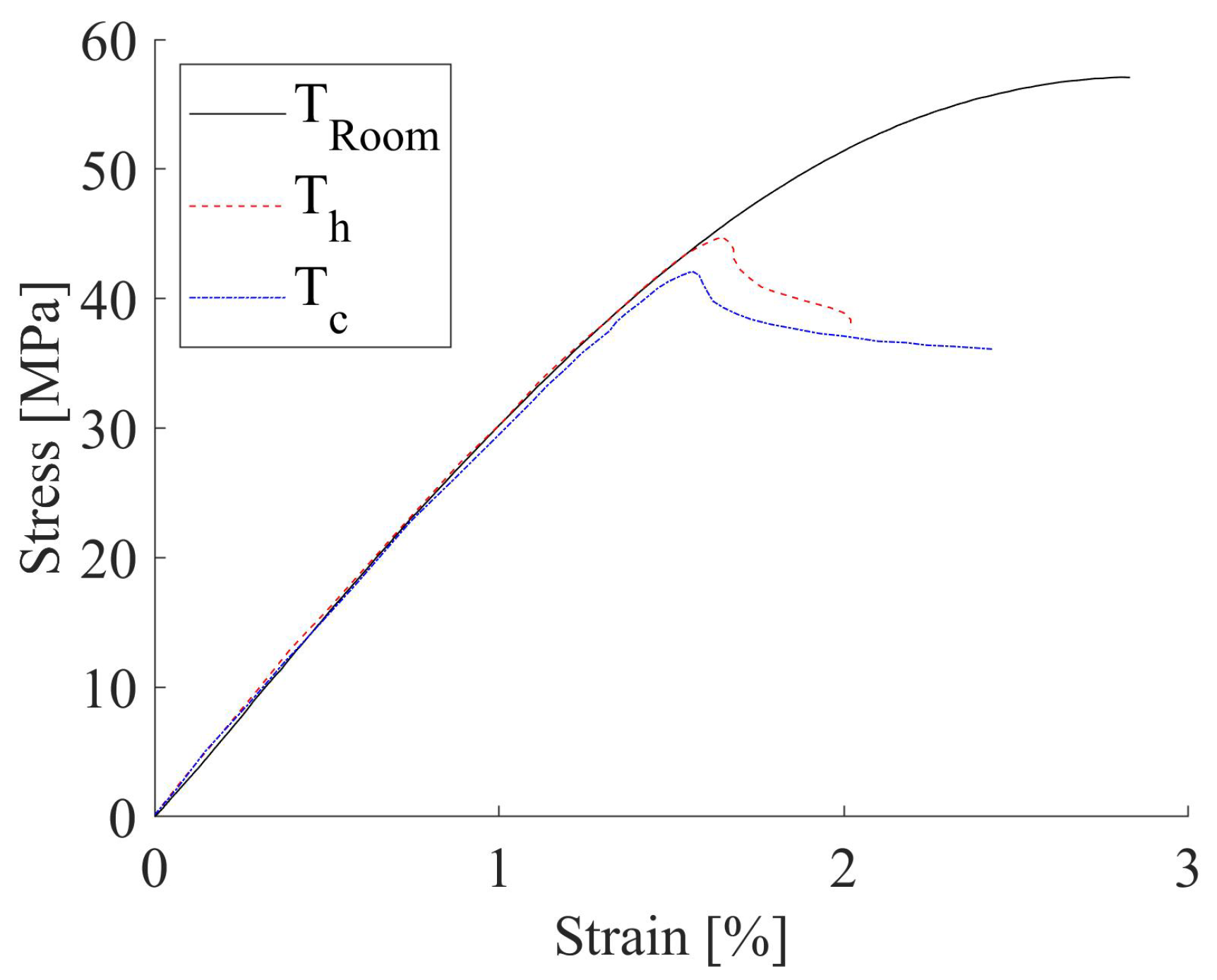
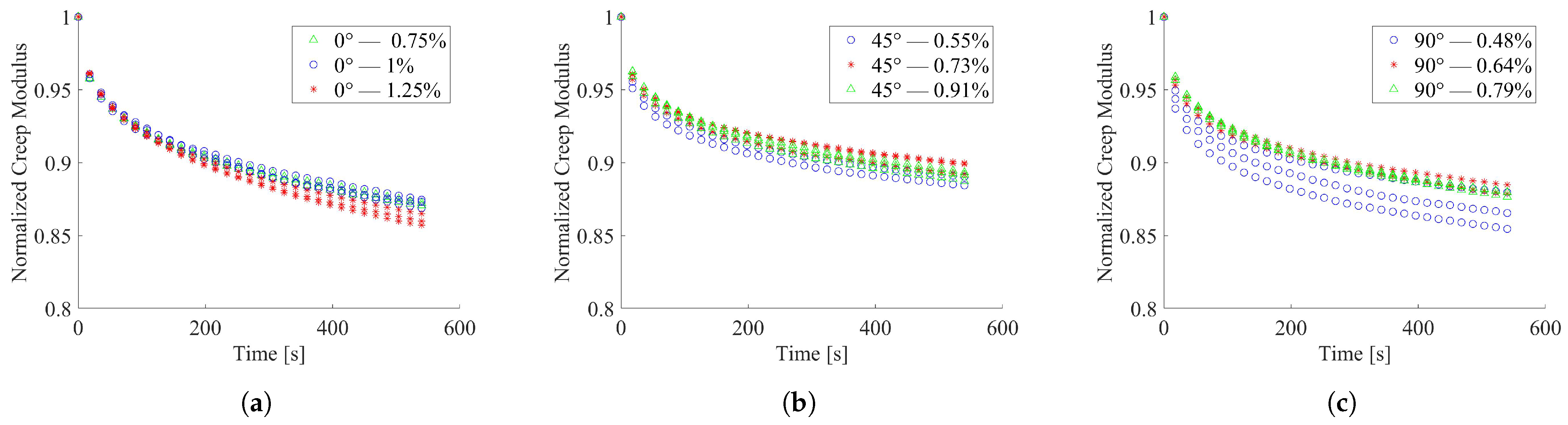
29], the creep behavior of biodegradable PLA was analyzed, considering the effects of layer thickness and printing angle. Creep response was also modeled by using Burger model for predictive purposes. The static properties of printed PLA and their dependency on printing parameters have been extensively studied, and many works are available on these topics. On the other hand, although several papers have dealt with the investigation of creep behavior of printed PLA materials, the literature on stress relaxation response of PLA subject to thermal ageing is limited. In this work, an investigation of the viscoelastic behavior of the PLA as a function of the infill strategy is presented. First, the static characterization of PLA samples, printed using different infill orientations, was carried out. Afterwards, an extensive campaign of stress relaxation tests was conducted. Here, the influence of infill strategy was taken into account. Finally, analytical predictive models to describe the relaxation behavior of the PLA printed by FDM technology were described and compared. The presented results can be useful for expanding the use of PLA material in the 3D printing of products for further engineering sectors.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}