
Abrasion and Erosion Resistance of Cermets: A Review



Abstract
:1. Introduction
2. Abrasive Wear
2.1. Two-Body Abrasive Wear
2.2. Three-Body Abrasive Wear
2.3. Summary
2.3.1. Two-Body Abrasive Wear
2.3.2. Three-Body Abrasive Wear
3. Erosive Wear
3.1. Solid-Particle Erosion
3.2. Slurry Erosion
3.3. Summary
3.3.1. Solid-Particle Erosion
3.3.2. Slurry Erosion
4. Concluding Remarks
- High resistance to wear by hard particles in severe conditions—at high temperatures (>500 °C) and corrosive (oxidation, electrochemical corrosion) environments;
- High hardness, in particular that of TiC- and Ti(C,N)-based cermets (at similar vol% of ceramic phase) and high resistance to oxidation;
- Substantially lower density and high strength-to-weight ratio, which is critical in specific application conditions;
- Comprising mainly elements (Ti, Cr, Ni, Fe), which unlike W and Co, are not commonly included in the list of critical raw materials (CRM).
- Lower resistance to wear by hard particles at low (<500 °C) temperatures and in non-corrosive (neutral) environments. However, cermets may have potential (in mild wear conditions) to be on par with WC-Co hardmetals;
- Lower modulus of elasticity, thermal shock resistance, strength (transverse rupture strength) and physical (thermal conductivity) properties. Comparatively low thermal conductivity may be a challenge in machining (in particular grinding) of cermet tools and structural parts;
- Lower bonding strength of cermets to steels using brazing as the main joining method of ceramic–metal and ceramic composites to metals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmberg, K.; Erdemir, A. Influence of tribology on global energy consumption, costs and emissions. Friction 2017, 5, 263–284. [Google Scholar] [CrossRef]
- Phelps, A.W. Materials selection for wear resistance. In Handbook of Materials Selection; Kutz, M., Ed.; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2002; pp. 1275–1286. [Google Scholar]
- Vision 2025. Future Developments for the European PM Industry. The European PM Industry Roadmap. December 2021. Available online: https://www.epma.com/epma-free-publications/product/vision-2025-low-res (accessed on 20 December 2021).
- Norgren, S.; Garcia, J.; Blomqvist, A.; Yin, L. Trends in the P/M hard metal industry. Int. J. Refract. Met. Hard Mater. 2015, 48, 31–45. [Google Scholar] [CrossRef]
- European Commission. Communication from the Commission to the European Parliament, the Council, The European Economic and Social Committee and the Committee of the Regions on the 2017 List of Critical Raw Materials for the EU. Available online: https://ec.europa.eu/transparency/regdoc/rep/1/2017/EN/COM-2017–490-F1-EN-MAIN-PART-1.PDF (accessed on 16 November 2020).
- Comprehensive Hard Materials, 1st ed.; Vinod, K.S. (Ed.) Elsevier: Amsterdam, The Netherlands, 2014; Volume 1. [Google Scholar]
- Fischer, A. Well-founded selection of materials for improved wear resistance. Wear 1996, 194, 238–245. [Google Scholar] [CrossRef]
- Hutchings, I.; Shipway, P. Tribology. In Friction and Wear of Engineering Materials, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2017. [Google Scholar]
- Ashby, M.F. Materials Selection in Mechanical Design, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2005. [Google Scholar]
- Blau, P.J.; Budinski, K.G. Development and use of ASTM standards for wear testing. Wear 1999, 225–229, 1159–1170. [Google Scholar] [CrossRef]
- Martinella, R. Selection and application of wear-resistant materials to increase service life of components. Ceram. Int. 1993, 19, 375–389. [Google Scholar] [CrossRef]
- Franek, F.; Badisch, E.; Kirchgaßner, M. Advanced methods for characterization of abrasion/erosion resistance of wear protection materials. FME Trans. 2009, 37, 61–70. [Google Scholar]
- Brookes, K.J.A. World Directory and Handbook of Hardmetals and Hard Materials, 6th ed.; International Carbide Data: Exeter, United Kingdom, 1996. [Google Scholar]
- Gant, A.; Gee, M. Abrasion of tungsten carbide hardmetals using hard counterfaces. Int. J. Refract. Met. Hard Mater. 2006, 24, 189–198. [Google Scholar] [CrossRef]
- O’Quigley, D.; Luyckx, S.; James, M. An empirical ranking of a wide range of WC-Co grades in terms of their abrasion resistance measured by the ASTM standard B 611–85 test. Int. J. Refract. Met. Hard Mater. 1997, 15, 73–79. [Google Scholar] [CrossRef]
- Luyckx, S.; Sacks, N.; Love, A. Increasing the abrasion resistance without decreasing the toughness of WC–Co of a wide range of compositions and grain sizes. Int. J. Refract. Met. Hard Mater. 2007, 25, 57–61. [Google Scholar] [CrossRef]
- Gee, M.G.; Roebuck, B.; Gant, A.J. Abrasive wear testing with ASTM B611 and modified ASTM G65 rotating wheel test systems. In Proceedings of the 16th Plansee Seminar, Reutte, Austria, 30 May–3 June 2005; pp. 1235–1249. [Google Scholar]
- Jia, K.; Fischer, T.E. Abrasion resistance of nanostructured and conventional cemented carbides. Wear 1996, 200, 206–214. [Google Scholar] [CrossRef]
- Engqvist, H.; Axén, N. Abrasion of cemented carbides by small grits. Tribol. Int. 1999, 32, 527–534. [Google Scholar] [CrossRef]
- Roebuck, B.; Gant, A.J.; Gee, M.G. Abrasion and toughness property maps for WC-Co hardmetals. Powder Metall. 2007, 50, 111–114. [Google Scholar] [CrossRef]
- Larsen-Basse, J. Resistance of cemented carbides to sliding abrasion: Role of binder metal. In Science of Hard Materials; Viswanadham, K., Ed.; Plenum Press: New York, NY, USA, 1983; pp. 797–813. [Google Scholar]
- Gee, M.G.; Phatak, C.; Darling, R. Determination of wear mechanisms by stepwise erosion and stereological analysis. Wear 2005, 258, 412–425. [Google Scholar] [CrossRef]
- Gant, A.J.; Gee, M.G. Microabrasion of WC-Co hardmetals in corrosive media. Wear 2004, 256, 954–962. [Google Scholar] [CrossRef]
- Gant, A.J.; Gee, M.G.; May, A.T. The evaluation of tribo-corrosion synergy for WC-Co hardmetals in low-stress abrasion. Wear 2004, 256, 500–516. [Google Scholar] [CrossRef]
- Larsen-Basse, J. Role of microstructure and mechanical properties in abrasion. Scr. Met. Mater. 1990, 24, 821–826. [Google Scholar] [CrossRef]
- Larsen-Basse, J. Effect of Composition, Microstructure, and Service Conditions on the Wear of Cemented Carbides. JOM 1983, 35, 35–42. [Google Scholar] [CrossRef]
- Rong, H.; Peng, Z.; Hu, Y.; Wang, C.; Yue, W.; Fu, Z.; Lin, X. Dependence of wear behaviors of hardmetal YG8B on coarse abrasive types and their slurry concentrations. Wear 2011, 271, 1156–1165. [Google Scholar] [CrossRef]
- Gee, M.G.; Gant, A.; Roebuck, B. Wear mechanisms in abrasion and erosion of WC/Co and related materials. Wear 2007, 263, 137–148. [Google Scholar] [CrossRef]
- Freinkel, D.M.; Luyckx, S.B. Energy loss mechanisms in the erosion of cemented tungsten carbide. Scr. Met. 1989, 23, 659–664. [Google Scholar] [CrossRef]
- Anand, K.; Conrad, H. Microstructure and scaling effects in the damage of WC-Co alloys by single impacts of hard particles. J. Mater. Sci. 1988, 23, 2931–2942. [Google Scholar] [CrossRef]
- Anand, K.; Conrad, H. Local impact and erosion mechanism in WC-6wt.% Co alloys. Mater. Sci. Eng. A 1988, 105/106, 411–421. [Google Scholar] [CrossRef]
- Beste, U.; Hammerström, L.; Engqvist, H.; Rimlinger, S.; Jakobson, S. Particle erosion of cemented carbides with low Co content. Wear 2001, 250, 809–817. [Google Scholar] [CrossRef]
- Ninham, A.J.; Levy, A.V. The erosion of carbide-metal composites. Wear 1988, 121, 347–361. [Google Scholar] [CrossRef]
- Reshetnyak, H.; Kübarsepp, J. Mechanical properties of hard metals and their erosive wear resistance. Wear 1994, 177, 185–193. [Google Scholar] [CrossRef]
- Wayne, S.F.; Baldoni, J.G.; Buljan, S.-T. Abrasion and erosion of WC-Co with controlled microstructures. Tribol. Trans. 1990, 33, 611–617. [Google Scholar] [CrossRef]
- Gee, M.G.; Owen-Jones, S. Wear Testing Methods and Their Relevance to Industrial Wear Problems; Report CMMT A (92); National Physical Laboratory: London, UK, 1998. [Google Scholar]
- Klaasen, H.; Kübarsepp, J. Abrasive wear performance of carbide composites. Wear 2006, 261, 520–526. [Google Scholar] [CrossRef]
- Gaier, M.; Todorova, T.Z.; Russell, Z.; Farhat, Z.N.; Zwanziger, J.W.; Plucknett, K.P. The influence of intermetallic ordering on wear and indentation properties of TiC-Ni3Al cermets. Wear 2019, 426–427, 390–400. [Google Scholar] [CrossRef]
- Iparraguirre, I.; Lozada, L.; Ibarreta, F.; Martinez, R.; Sanchez, J.M. Liquid phase sintering of (Ti,W)C-Ni-Co-Cr cermets: Microstructure and abrasive wear behavior. Solid State Phenom. 2018, 274, 1–8. [Google Scholar] [CrossRef]
- Zhuang, Q.; Lin, N.; He, Y.; Kang, X. Influence of temperature on sintering behavior and properties of TiC-Fe-Co-Ni-Cr-Mo cermets. Ceram. Int. 2017, 43, 15992–15998. [Google Scholar] [CrossRef]
- Figiel, P.; Zimowski, S.; Klimczyk, P.; Dziwisz, T.; Jaworska, L. Mechanical and tribological properties of TiC–based composites for ED machining. Arch. Mater. Sci. Eng. 2008, 33, 83–88. [Google Scholar]
- Choi, Y.; Baik, N.I.; Lee, J.S.; Hong, S.I.; Hahn, Y.D. Corrosion and wear properties of TiC-Ni–Mo composites produced by direct consolidation during a self-propagating high-temperature reaction. Compos. Sci. Technol. 2001, 61, 981–986. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Kübarsepp, J.; Traksmaa, R. Oxidation-abrasion of TiC-based cermets in SiC medium. Wear 2011, 273, 23–31. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Pirso, J.; Juhani, K.; Viljus, M. Effect of oxidation on abrasive wear behaviour of titanium carbide based composites in silica medium. Est. J. Eng. 2010, 16, 264–272. [Google Scholar] [CrossRef] [Green Version]
- Antonov, M.; Hussainova, I. Experimental setup for testing and mapping of high temperature abrasion and oxidation synergy. Wear 2009, 67, 1798–1803. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Juhani, K.; Letunovitš, S. Two-body dry abrasive wear of cermets. Wear 2009, 266, 21–29. [Google Scholar] [CrossRef]
- Bakkar, A.; Ahmed, M.M.Z.; Alsaleh, N.A.; El-Sayed Seleman, M.M.; Ataya, S. Microstructure, wear, and corrosion characterization of high TiC content Inconel 625 matrix composites. J. Mater. Res. Technol. 2019, 8, 1102–1110. [Google Scholar] [CrossRef]
- Hussainova, I.; Pirso, J.; Antonov, M.; Juhani, K.; Letunovitš, S. Erosion and abrasion of chromium carbide based cermets produced by different methods. Wear 2007, 263, 905–911. [Google Scholar] [CrossRef]
- Gaier, M.; Lin, H.T.; Farhat, Z.N.; Plucknett, K.P. Precipitation hardenable TiC-steel cermets. Wear 2021, 477, 203804. [Google Scholar] [CrossRef]
- Corrosion of Metals; Wear and Erosion. In ASTM Book of Standards; ASTM International: West Conshohocken, PA, USA, 2018; Volume 03.02.
- Budinski, K.G. Guide to Friction, Wear and Erosion Testing; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Vencl, A.; Manić, N.; Popovic, V.; Mrdak, M. Possibility of the abrasive wear resistance determination with scratch tester. Tribol. Lett. 2010, 37, 561–604. [Google Scholar] [CrossRef]
- Bull, S.J. Can scratch testing be used as a model for the abrasive wear of hard coatings? Wear 1999, 233–235, 412–423. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, T.; He, X.; Shao, H.; Zheng, J.; Qu, X. Microstructure and properties of TiC-high manganese steel cermet prepared by different sintering processes. J. Alloys Comp. 2015, 650, 918–924. [Google Scholar] [CrossRef]
- Ren, X.; Peng, Z.; Hu, Y.; Wang, C.; Fu, Z.; Yue, W.; Qi, L.; Miao, H. Abrasive wear behavior of TiCN cermets under water-based slurries with different abrasives. Tribol. Int. 2013, 66, 35–43. [Google Scholar] [CrossRef]
- Subramanian, R.; Schneibel, J.H. Processing iron-aluminide composites containing carbides and borides. JOM 1997, 49, 50–54. [Google Scholar] [CrossRef]
- Larsen-Basse, J. Abrasive wear of some titanium-carbonitride-based cermets. Mater. Sci. Eng. A 1988, 105/106, 395–400. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Pirso, J.; Juhani, K. Developments in cermet design, technology and performance. Int. J. Mater. Prod. Technol. 2014, 49, 160–179. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Letunovitš, S.; Juhani, K.; Joost, R. Three-body abrasive wear of cermets. Wear 2011, 271, 2868–2878. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I. Cermets surface transformation under erosive and abrasive wear. Tribol. Int. 2010, 43, 1566–1575. [Google Scholar] [CrossRef]
- Pirso, J.; Viljus, M.; Juhani, K.; Kuningas, M. Three-body abrasive wear of TiC–NiMo cermets. Tribol. Int. 2010, 43, 340–346. [Google Scholar] [CrossRef]
- Roosaar, T.; Kübarsepp, J.; Klaasen, H.; Viljus, M. Wear performance of TiC-base cermets. Mater. Sci. 2008, 14, 238–241. [Google Scholar]
- Klaasen, H.; Kollo, L.; Kübarsepp, J. Mechanical properties and wear performance of compression sintered TiC based cermets. Powder Metall. 2007, 50, 132–136. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Klaasen, H.; Pirso, J. Behaviour of TiC-base cermets in different wear conditions. Wear 2001, 249, 229–234. [Google Scholar] [CrossRef]
- Peng, Y.; Miao, H.; Peng, Z. Development of TiCN-based cermets: Mechanical properties and wear mechanism. Int. J. Refract. Met. Hard Mater. 2013, 39, 78–89. [Google Scholar] [CrossRef]
- Bin, L.; Zong-de, L.; Yong, C.; Li-ping, Z. Erosion resistance of TiC/Fe composite at high temperatures. Adv. Mater. Res. 2009, 79–82, 1087–1090. [Google Scholar]
- Manoj Kumar, B.V.; Basu, B. Erosion wear behavior of TiCN–Ni cermets containing secondary carbides (WC/NbC/TaC). J. Am. Ceram. Soc. 2006, 89, 3827–3831. [Google Scholar] [CrossRef]
- D’Errico, G.E.; Bugliosi, S.; Cuppini, D. Erosion of ceramics and cermets. J. Mater. Process. Technol. 2001, 118, 448–453. [Google Scholar] [CrossRef]
- D’Errico, G.E.; Bugliosi, S.; Cuppini, D.; Guglielmi, E. A study of cermets’ wear behaviour. Wear 1997, 203–204, 242–246. [Google Scholar] [CrossRef]
- Hussainova, I.; Kolesnikova, A.; Hussainov, M.; Romanov, A. Effect of thermo-elastic residual stresses on erosive performance of cermets with core–rim structured ceramic grains. Wear 2009, 267, 177–185. [Google Scholar] [CrossRef]
- Hussainova, I.; Pirso, J.; Antonov, M.; Juhani, K. High temperature erosion of Ti(Mo)C–Ni cermets. Wear 2009, 267, 1894–1899. [Google Scholar] [CrossRef]
- Hussainova, I.; Antonov, M. Assessment of cermets performance in erosive media. Int. J. Mater. Product Technol. 2007, 28, 361–376. [Google Scholar] [CrossRef]
- Antonov, M.; Hussainova, I.; Pirso, J.; Volobueva, O. Assessment of mechanically mixed layer developed during high temperature erosion of cermets. Wear 2007, 263, 878–886. [Google Scholar] [CrossRef]
- Hussainova, I. Microstructural design of ceramic–metal composites for tribological applications. Key Eng. Mater. 2007, 334–335, 125–128. [Google Scholar] [CrossRef]
- Hussainova, I.; Antonov, M.; Volobueva, O. Microstructural aspects of ceramic-metal composites performance in erosive media. Adv. Sci. Technol. 2006, 45, 132–141. [Google Scholar]
- Hussainova, I. Microstructure and erosive wear in ceramic-based composites. Wear 2005, 258, 357–365. [Google Scholar] [CrossRef]
- Hussainova, I. On micromechanical problems of erosive wear of particle reinforced composites. Proc. Est. Acad. Sci. Eng. 2005, 11, 46–58. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Klaasen, H.; Vainola, V. Performance of hard alloys in abrasive-erosive and sliding wear conditions. Proc. Est. Acad. Sci. Eng. 2004, 10, 308–314. [Google Scholar]
- Klaasen, H.; Kübarsepp, J. Wear behaviour and mechanical properties of sinterhipped hardmetals. Powder Metall. 2004, 47, 161–167. [Google Scholar] [CrossRef]
- Hussainova, I. Effect of microstructure on the erosive wear of titanium carbide-based cermets. Wear 2003, 255, 121–128. [Google Scholar] [CrossRef]
- Hussainova, I.; Viljus, M. Microstructural effects on wear of nonhomogeneous hardmetal materials. Proc. Est. Acad. Sci. Eng. 2003, 9, 126–136. [Google Scholar]
- Hussainova, I.; Kübarsepp, J. The Effect of impact angle on the erosion of cermets. In Fundamentals of Tribology and Bridging Cap between the Macro- and Micro/Nanoscales; NATO Science Series; Springer: Dordrecht, Netherland, 2001; Volume 10, pp. 537–542. [Google Scholar]
- Hussainova, I.; Kübarsepp, J.; Pirso, J. Mechanical properties and features of erosion of cermets. Wear 2001, 250, 818–825. [Google Scholar] [CrossRef]
- Hussainova, I. Some aspects of solid particle erosion of cermets. Tribol. Int. 2001, 34, 89–93. [Google Scholar] [CrossRef]
- Hussainova, I.; Kübarsepp, J.; Shcheglov, L. Investigation of impact of solid particles against hardmetal and cermet targets. Tribol. Int. 1999, 32, 337–344. [Google Scholar] [CrossRef]
- Hussainova, I.; Jasiuk, I.; Sardela, M.; Antonov, M. Micromechanical properties and erosive wear performance of chromium carbide based cermets. Wear 2009, 267, 152–159. [Google Scholar] [CrossRef]
- Alman, D.E.; Tylczak, J.H.; Hawk, J.A.; Schneibel, J.H. An assessment of the erosion of iron-aluminide cermets at room and elevated temperatures. Mater. Sci. Eng. A 2002, 329–331, 602–609. [Google Scholar] [CrossRef]
- Evans, A.G.; Gulden, M.E.; Rosenblatt, M. Impact damage in brittle materials in elastic-plastic restonse regime. Proc. R. Soc. Lond. 1978, 361, 343–365. [Google Scholar]
- Ruff, A.W.; Wiederhorn, S.M. Erosion by solid particle impact. In Treatise on Materials Science and Technology; Academic Press: Cambridge, MA, USA, 1979; Volume 16, pp. 1–67. [Google Scholar]
- Wan, W.; Xiong, J.; Liang, M. Effects of secondary carbides on the microstructure, mechanical properties and erosive wear of Ti(C,N)-based cermets. Ceram. Int. 2017, 43, 944–952. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Tang, L.; Du, H. Research on the contributions of corrosion, erosion and synergy to the erosion–corrosion degradation of Ti(C,N)–based cermets. Wear 2015, 326–327, 36–43. [Google Scholar] [CrossRef]
- Tang, L.; Xiong, J.; Wan, W.; Guo, Z.; Zhou, W.; Huang, S.; Zhong, H. The effect of fluid viscosity on the erosion wear behavior of Ti(C,N)-based cermets. Ceram. Int. 2015, 41, 3420–3426. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Tang, L.; Du, H. Degradation process of typical Ti(C,N)-Mo2C-Ni cermet in slurry erosion conditions. Tribol. Int. 2014, 74, 138–144. [Google Scholar] [CrossRef]
- Guo, Z.; Xiong, J.; Wan, W.; Dong, G.; Yang, M. Effect of binder content on the erosive wear of Ti(C,N)-based cermet in SiO2 particle-containing simulated seawater. Int. J. Appl. Ceram. Tech. 2014, 11, 1045–1053. [Google Scholar] [CrossRef]
- Tang, L.; Xiong, J.; Guo, Z.; Wan, W.; Huang, S.; Zhong, H.; Zhou, W. Effect of WC/Mo2C ratio on the erosion behavior of Ti(C,N)-based cermets. Int. J. Refract. Met. Hard Mater. 2014, 45, 102–108. [Google Scholar] [CrossRef]
- Liang, M.; Wan, W.; Guo, Z.; Xiong, J.; Dong, G.; Zheng, X.; Chen, Y.; Liu, P. Erosion–corrosion behavior of Ti(C,N)-based cermets with different TiN contents. Int. J. Refract. Met. Hard Mater. 2014, 43, 322–328. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Du, H.; Tang, L. Erosive wear behavior of Ti(C,N)-based cermets containing different Cr3C2 addition in slurry conditions. Int. J. Refract. Met. Hard Mater. 2014, 45, 86–94. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Dong, G.; Yi, C. Effects of Cr3C2 addition on the erosion–corrosion behavior of Ti(C,N)-based cermets. Ceram. Int. 2013, 39, 6019–6028. [Google Scholar] [CrossRef]
- Liang, M.; Xiong, J.; Guo, Z.; Wan, W.; Dong, G. The influence of TiN content on erosion–corrosion behavior of Ti(C,N)-based cermets. Int. J. Refract. Met. Hard Mater. 2013, 41, 210–215. [Google Scholar] [CrossRef]
- Wan, W.; Xiong, J.; Guo, Z.; Dong, G.; Yi, C. Effects of Cr3C2 addition on the erosion–corrosion resistance of Ti(C,N)-based cermets in alkaline conditions. Tribol. Int. 2013, 64, 178–186. [Google Scholar] [CrossRef]
- Xiong, J.; Guo, Z.; Yang, M.; Dong, G.; Wan, W. Erosion behavior of Ti(C,N)-based cermet in solid–liquid two phase flow. Int. J. Refract. Met. Hard Mater. 2013, 41, 224–228. [Google Scholar] [CrossRef]
- Dong, G.; Yang, M.; Guo, Z.; Wan, W. Effect of Mo2C on erosion-corrosion resistance behavior of Ti(C,N)-based cermets. Wear 2012, 294–295, 364–369. [Google Scholar] [CrossRef]
- Kübarsepp, J.; Kallast, V. Stainless hardmetals and their electrochemical corrosion resistance. Werkst. Korros. 1994, 45, 452–458. [Google Scholar] [CrossRef]
- Antonov, M.; Stack, M.; Hussainova, I. Erosion-corrosion of Cr3C2-Ni cermets in salt water. Proc. Est. Acad. Sci. Eng. 2006, 12, 176–187. [Google Scholar] [CrossRef]
- Stack, M.M.; Antonov, M.; Hussainova, I. Some views on the erosion–corrosion response of bulk chromium carbide based cermets. J. Phys. D Appl. Phys. 2006, 39, 3165–3174. [Google Scholar] [CrossRef]
- Zu, J.B.; Hutchings, I.M.; Burstein, G.T. Design of a slurry erosion test rig. Wear 1990, 140, 331–344. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
| (Ti,W)C/18.5–26.6 vol% (Ni, Co, Cr) | Sinter/HIP (1474 °C) | - | 950–1300 | - | ASTM G132, pin-on-disc, 180 µm SiC grit paper, F = 4.7 N | WC/18 vol% Co outperforms cermets at similar hardness | [39] |
| TiC/10–30 vol% (Ni, Mo) (Ni:Mo = 3:2) | LPS (1500 °C) | - | 1405–1664 | 7.8–9.5 | ASTM G132/DIN50330, pin-on-disc, 80 µm SiC grit paper, F = 29.4 N | The highest wear performance of 10–20 vol% NiMo cermets | [41] |
| TiC/25, 50, 75 vol% Inconel (NiCrMoNb superalloy) | Squeeze casting + MI | Wide range of dTiC = 1.0–19.0 | 75–80 HRA | - | Modified ASTM G132, pin-on-disc, (Al2O3 grinding wheel), F = 5.08 N | Improvement of wear resistance with TiC fraction increase | [47] |
| TiC0.87/50 (Ni, Mo) (Mo 0 … 8.5 wt%) | SHS | dTiC = 1.9–8.64 | - | - | Modified ASTM G132 (conditions not specified) | Mo decreased wear rate due to interfacial bonding strength | [42] |
| TiC/30 vol% Ni3Al | LPS (1550 °C) + heat treatment | dTiC = 2.8–4.4 | 1400–1530 | 14.0–18.5 | ASTM G171, Rockwell diamond indenter, F = 30 N | Scratch resistance improvement using heat treatment | [38] |
| TiC/70 (Fe, Co, Ni, Cr, Mo) + Cr3C2, Mo2C | LPS (1200–1370 °C) | - | 64.4–67.6 HRC | TRS 1514–2358 MPa as maximum | ASTM G171, conical diamond indenter, D = 100 µm, F = 15 N | The larger dTiC results in higher abrasion resistance | [40] |
| TiC/30 vol% 17–4PH precipitation hardenable stainless steel | LPS (1550 °C + heat treatment) | - | 1159–2342 | 14.3–19.4 | ASTM G171, diamond sphero-conical indenter, F = 10, 20 and 30 N | Scratch resistance improvement by heat treatment at 621 °C for 4 h | [49] |
| LPS |
|
| TRS:
| Modified ASTM B611, block-on-ring (Al2O3 grinding wheel), F = 20 N |
| [46] |
| Cr3C2/10–30 Ni |
| dCr3C2 = 4 … 6 |
|
| Modified ASTM B611, block-on-ring, (Al2O3 grinding wheel), F = 20 N | RS grades outperform LPS grades | [48] |
| LPS | - | 810–1650 [43,44] | 10.4–22.9 [43,44] | Oxidation-abrasion wear tester, abrasive: SiO2 (0.2 … 0.3 mm) or SiC (1 … 2 mm), T = 20, 400, 700, 900 °C, time: 5 h |
| [43,44,45] |
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
| TiC or TiB2/10–70 vol% Fe40Al (Fe3Al2) |
| Coarse grains dTiC ~6 | ~84 HRA (30 vol% Fe40Al) |
| ASTM G65, block-on-wheel, abrasive: SiO2 | WC-based hardmetals outperform cermets (at similar % binder) | [56] |
| LPS | d = 2–4, (depending on composition) | - | - | ASTM G65, block-on-wheel, abrasive: SiO2 (0.2–0.3 mm) F = 130, 195 and 490 N | Mechanically mixed layer formation during abrasion | [60] |
|
| - |
| TRS:
| Modified ASTM G65, block-on ring, abrasive: SiO2 (0.1–0.2 mm), F = 3 N |
| [37,62] |
| TiC/20–40 FeNi |
| dTiC = 2.0–2.2 | 88.7–91.3 HRA | TRS: 1400–2300 | Modified ASTM G65, block-on-ring: abrasive SiO2 (0.1–0.2 mm), F = 3 N | No effect of sinter/HIP on abrasion resistance | [63] |
| TiC/50 FeMn (13% Mn, 0.55% C) |
| dTiC = 3.6–4.7 |
| TRS:
| Modified ASTM G105, block-on-ring, abrasive: SiC (~0.25 mm), F = 196 N | The lowest wear rate of MS cermets with lowest grain size | [54] |
| Ti(C,N)-based commercial cermet | LPS | dTiCN = 0.5–2 | 2200 | - | ASTM G105/ASTM B611, abrasives: SiO2, Al2O3, SiC, F = 225 N | WC/Co (1500 HV) outperforms cermet (SiC and Al2O3 abrasives) | [55] |
| Ti(C,N)/(12.5 Ni, 11 Mo) + 10 WC | LPS (Ford Motor Company) | dTiCN = 1–4 | 1500–1800 | 7–11 | Modified ASTM B611, block-on-wheel, abrasives: SiO2 (75–124 µm), SiC (75–88 µm), diamond (1 µm), F = 10.9 N (SiC), 5 N (SiO2) |
| [57] |
|
| dTiC = 2 dCr3C2 = 4 … 6 |
| TRS: 700–2600 | Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N | Positive effect of sinter/HIP on TRS and limited to abrasion resistance of TiC-cermets | [58] |
| LPS | - |
|
| Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N | Wear rate of composites with equal hardness or binder vol% differs several times; WC/Co outperforms cermets | [59] |
| LPS | dTiC = 1–2 | 810–1650 | 10.4 ≥ 22.9 | Modified ASTM B611, block-on-wheel, abrasive: SiO2 (0.1–0.3 mm), F = 40 and 200 N |
| [61] |
| LPS | dTiC = 1.9–2.2 dWC = 1.0–2.2 |
| TRS:
| Modified ASTM B611, block-on ring, abrasive: SiO2 (0.1–0.3 mm) | Cermets with suitable composition compete with WC-Co (at equal hardness) | [64] |
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
| LPS | dCarbide = 1–10 | - | - | ASTM G76, abrasive: SiO2 (75–200 µm), V = 60 m/s, α = 30, 60, 90° | TiC-NiMo cermets are at a disadvantage in relation to WC-based hardmetals | [33] |
| TiC/50 vol% Fe | SHS/pseudoHIP | dTiC = 2–5 | 670 | - | Modified ASTM G76, abrasives: SiO2 and Al2O3, V = 60 m/s, α = 30 and 90°, T = 20 and 350 °C | Brittle erosion mechanism both at room and elevated temperatures | [66] |
| TiC0.7N0.3/10 WC/NbC/TaC/20 Ni | LPS (1510 °C) | - | 990–1250 | 13.4–18.3 | Modified ASTM G76, abrasive: SiC (66 µm), abrasive flow: 2.33 g/s, α = 30, 60, 90° |
| [67] |
Commercial cutting materials
| LPS (cermets) | - |
| - | ASTM G76, abrasive: Al2O3 (70 µm), abrasive flow 2.0 g/min, α = 20 and 90° |
| [68,69] |
| MI (1450 °C) (cermets) | dWC = 0.55–1.51 |
| - | Modified ASTM G76/ASTM G211, abrasive: Al2O3 (50 µm), V = 40 m/s, α = 75°, T = 25, 180, 500, 700 °C | TiC- and TiB2-based cermets outperform WC-Co at > 500 °C | [87] |
| LPS |
|
| TRS:
| Centrifugal accelerator, abrasive: SiO2 (0.2–0.3 mm), V = 80 m/s, α = 30° | Wear resistance depends on combined effect of resistance to penetration and cutting | [34] |
| LPS | dTiC = 2–2.3 |
| TRS:
| Centrifugal accelerator, abrasive: SiO2 (0.1–0.2 mm), V = 80 m/s, α = 30° | WC/Co outperforms TiC-based cermets; TiC/FeNi outperforms TiC/NiMo (room temperature) | [37] |
| Cr3C2/10–20 Ni |
| dCr3C2 = 4–6 |
|
| Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 60 and 80 m/s, α = 30, 45, 60, 75 90° | RS grades outperform LPS grades | [48] |
|
| dTiC~2 dCr3C2~4–6 |
| TRS: 700–2600 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° | Two-cycle sinter + HIP is at disadvantage over one-cycle sinter/HIP | [58] |
| LPS | d = 2 … 4 (depending on composition) | - | - | Centrifugal accelerator, abrasive: SiO2 (0.2–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C | Mechanically mixed layer formation is an essential feature of material wear response | [60] |
| LPS | dTiC = 1.9–2.2 dWC = 1.0–2.2 |
| TRS:
| Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° |
| [64] |
| TiC/40 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1480 °C) | - | 1068–1330 | 17.5–18.2 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 60 m/s, α = 75° | The erosion rate is influenced by the stress state of the, rate is lower for cermets with lower residual stresses | [70] |
| TiC/20–60 NiMo (Ni:Mo 1:1, 2:1, 4:1) | LPS (1400–1480 °C) | dTiC = 1–5 | 810–1650 | TRS: 730–2450 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 50 m/s, α = 30 and 90°, T = 20, 350 and 650 °C |
| [71] |
| LPS | dCarbide = 2–6 |
|
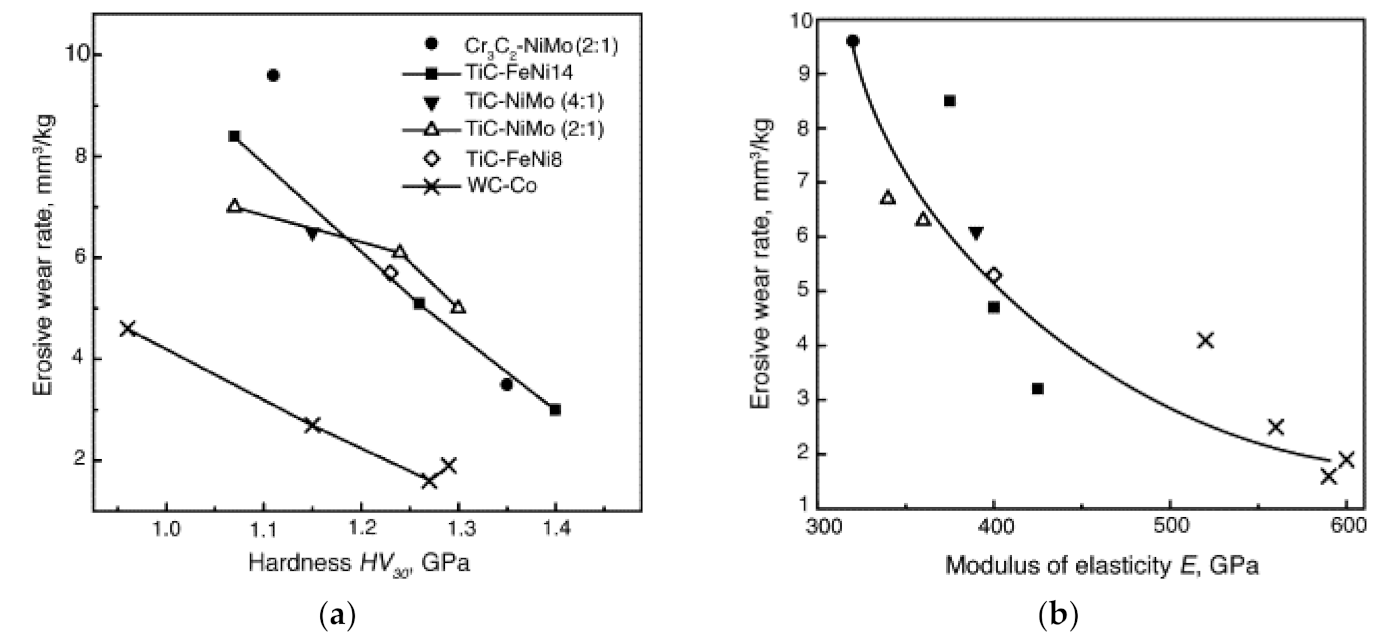
| Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 60 m/s, α = 75° | Modulus of elasticity may be used for evaluation of mild erosion | [72,76] |
| LPS | dCarbide = 2–4 | - | - | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 20 and 80 m/s, α = 30 and 90°, T = 23 and 600 °C |
| [73] |
| LPS | dCarbide = 1–4 | ~1380 |
| Centrifugal accelerator, abrasive: SiC (0.1–0.3 mm), V = 60 m/s, α = 60° | Materials with high thermal conductivity possess higher erosion resistance | [74] |
| LPS | dCarbide = 1–4 | 1030–1410 | 9.8–19.0 | Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 20, 30, 45, 60, 80 m/s, α = 30, 45, 60, 75, 90° | Maximal erosion rate at α = 60–90°, depending on composition | [75] |
| LPS | dCarbide = 2–6 |
|
| Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm), SiC (0.1–0.3 mm), V = 45 m/s, α = 60° |
| [77,81] |
| LPS | - |
| - | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 80 m/s, α = 30° |
| [78] |
| LPS | dWC ≤ 1.0–2.2 dTiC ~ 2.0 | 87.3–91.3 HRA | 12.5–18.0 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.2 mm), V = 80 m/s, α = 30° | Erosion resistance depends on elastic modulus and proof stress | [79] |
| LPS | dTiC ~ 3 |
|
| Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 46 and 80 m/s, α = 30, 45, 60, 75, 90° | Mechanical properties do not enable prognosis of erosion resistance | [80] |
| LPS | dCarbide = 2–2.7 |
| - | Centrifugal accelerator, abrasives: SiO2 (0.1–0.3 mm) and/or SiC (0.1–0.3 mm), V = 31, 46, 61, 80 m/s, α = 30, 45, 60, 75, 90° |
| [82,83,84] |
| LPS | - | TiC/FeSi 1020–1360 WC/Co 1200 | - | Centrifugal accelerator, abrasives: Al2O3 (90 µm), glass spheres (650 µm), V = 30 and 80 m/s, α = 67° |
| [85] |
| LPS (1250–1300 °C) | dCr3C2 = 3–15 (depending on composition) | 1010–1220 | 10.1–10.4 | Centrifugal accelerator, abrasive: SiO2 (0.1–0.3 mm), V = 31 and 80 m/s, α = 30 and 75° | Mo addition and low residual stresses enhance wear resistance. | [86] |
| Grade | Materials Composition | Erosion Rate, mm3/kg | |||
|---|---|---|---|---|---|
| Impact Angle, 30° | Impact Angle, 90° | ||||
| Velocity, 20 m/s | Velocity, 80 m/s | Velocity, 20 m/s | Velocity, 80 m/s | ||
| WC | WC-12vol%Co | 9.07 | 88.4 | 10.6 | 59.8 |
| CC | Cr3C2-12vol%Ni | 0.3 | 5.2 | 0.7 | 20.5 |
| TC | TiC-12vol%NiMo | 0.2 | 2.2 | 0.2 | 5.9 |
| Composition * | Processing ** | Structure *** | Mechanical Characteristics | Wear Testing Conditions ****** | Key Observations | Ref. | |
|---|---|---|---|---|---|---|---|
| Hardness **** | Toughness ***** | ||||||
| TiC0.7N0.3/15 Ni + Mo2C/WC/TaC/NbC additions |
| Slurry-pot test, Al2O3 (5 wt%, 150–250 µm) slurry:
| Mo2C additions dramatically increase erosion resistance | [90,95,102] | |||
| TiC0.7N0.3/10Mo2C 15Ni |
|
| Binder loss is the primary degradation mode | [91,92,101] | |||
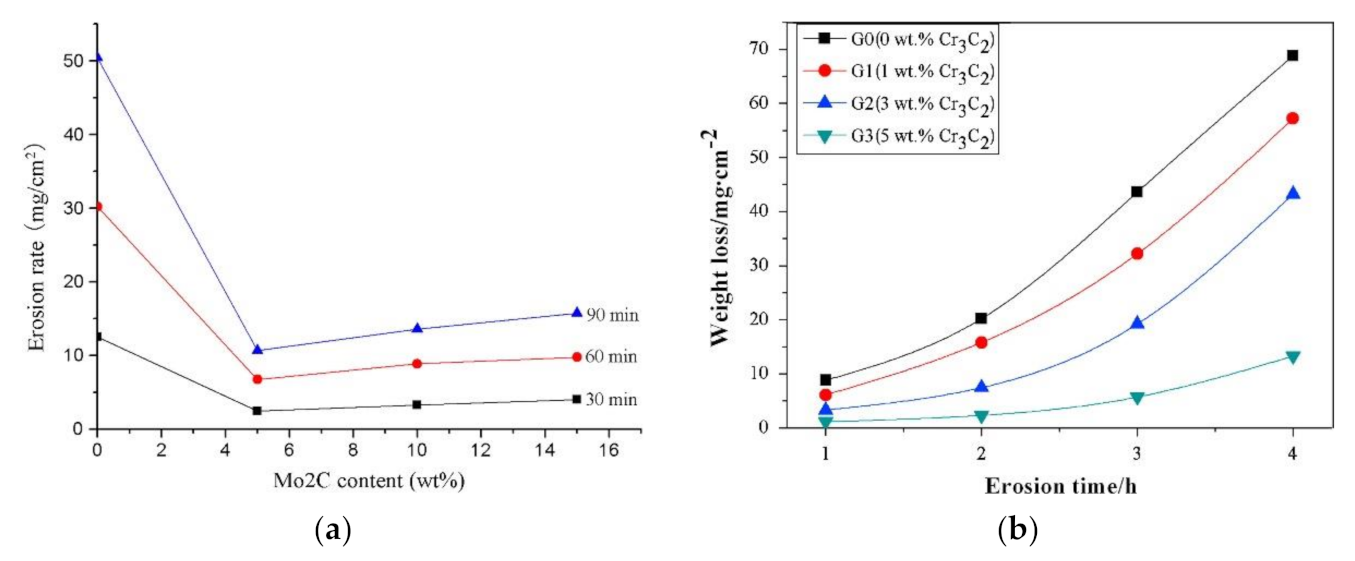
| TiC0.7N0.3/10Mo2C Cr3C2 15Ni (1, 3, 5, 7 Cr3C2) |
| Slurry-pot test, Al2O3 (5 wt%, 150–250 µm) slurry:
| Erosion performance is improved by Cr3C2 additions in all environments | [93,97,98,100] | |||
| TiC0.7N0.3/10Mo2C 15Ni/Co (different Ni/Co ratios) | Sinter/HIP (1450 °C, p = 5 MPa) | - | 92.0–92.5 HRA | TRS: 1510–1650 | Slurry pot test, SiO2 (5 wt%, 0.1–0.3 mm) slurry:
| Erosion resistance improvement with the addition of Co | [94] |
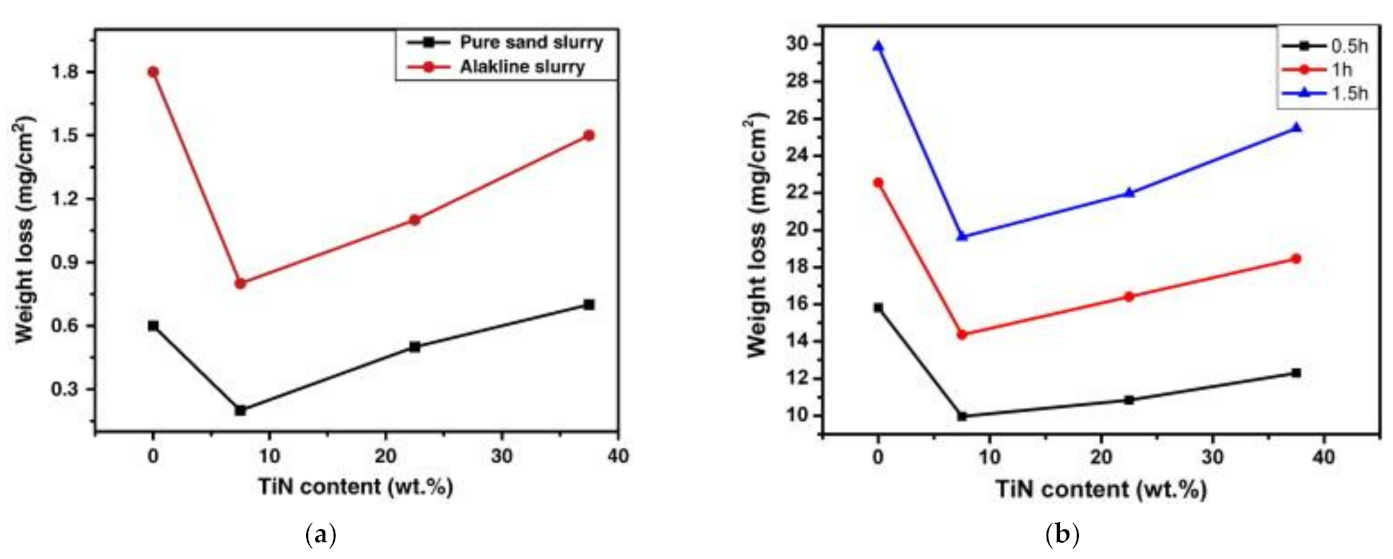
| Ti(C, N)/10Mo2C 15Ni (different TiC/TiN ratios) | LPS (1440 °C) | dTiCN = 0.78–1.44 | 92.2–92.5 HRA | - | Slurry pot test, Al2O3 (5 wt% 150–250 µm) slurry:
| The best performance of TiC0.9N0.1-based cermets in alkaline and acidic conditions | [96,99] |
| LPS | - |
| - | Slurry pot test, SiO2 (5 wt%, 0.3–0.4 mm) slurry:
| Corrosion proof cermets outperform WC/Co in neutral environment | [103] |
| Cr3C2/10–40 Ni | LPS | dCr3C2 = 2–5 | 900–1490 | 9.5–19.0 | Slurry-jet impingement test, SiO2 (6, 8, 10 wt%, ~0.1 mm) slurry: V = 4 m/s, α = 90°:
| Erosion performance depends on the interplay of binder fraction and the abrasive concentration | [104,105] |
| Working Conditions | Recommendations for Ceramic–Metal Composite Selection | ||
|---|---|---|---|
| Type of Wear | Temperature, °C | Mechanical Loads | |
| Abrasive wear (two- or three-body abrasion) | Low temperature ≤ 500 °C | Low |
|
| High |
| ||
| High temperature > 500 °C | low |
| |
| High |
| ||
| Solid-particle erosion | low temperature ≤ 500 °C | Low |
|
| High |
| ||
| High temperature > 500 °C | Low |
| |
| High |
| ||
| Slurry erosion (erosion-corrosion) | Low temperature | Low |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kübarsepp, J.; Juhani, K.; Tarraste, M. Abrasion and Erosion Resistance of Cermets: A Review. Materials 2022, 15, 69. https://doi.org/10.3390/ma15010069
Kübarsepp J, Juhani K, Tarraste M. Abrasion and Erosion Resistance of Cermets: A Review. Materials. 2022; 15(1):69. https://doi.org/10.3390/ma15010069
Chicago/Turabian StyleKübarsepp, Jakob, Kristjan Juhani, and Marek Tarraste. 2022. "Abrasion and Erosion Resistance of Cermets: A Review" Materials 15, no. 1: 69. https://doi.org/10.3390/ma15010069
APA StyleKübarsepp, J., Juhani, K., & Tarraste, M. (2022). Abrasion and Erosion Resistance of Cermets: A Review. Materials, 15(1), 69. https://doi.org/10.3390/ma15010069