
Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding



Abstract
:1. Introduction
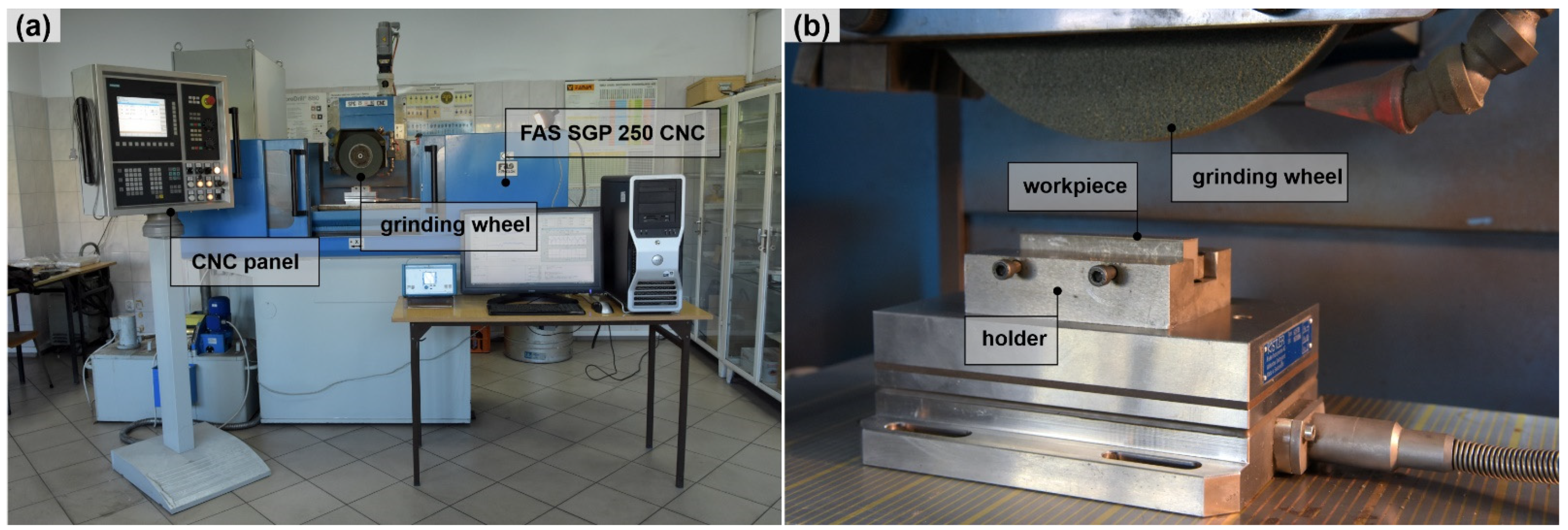
2. Materials and Methods
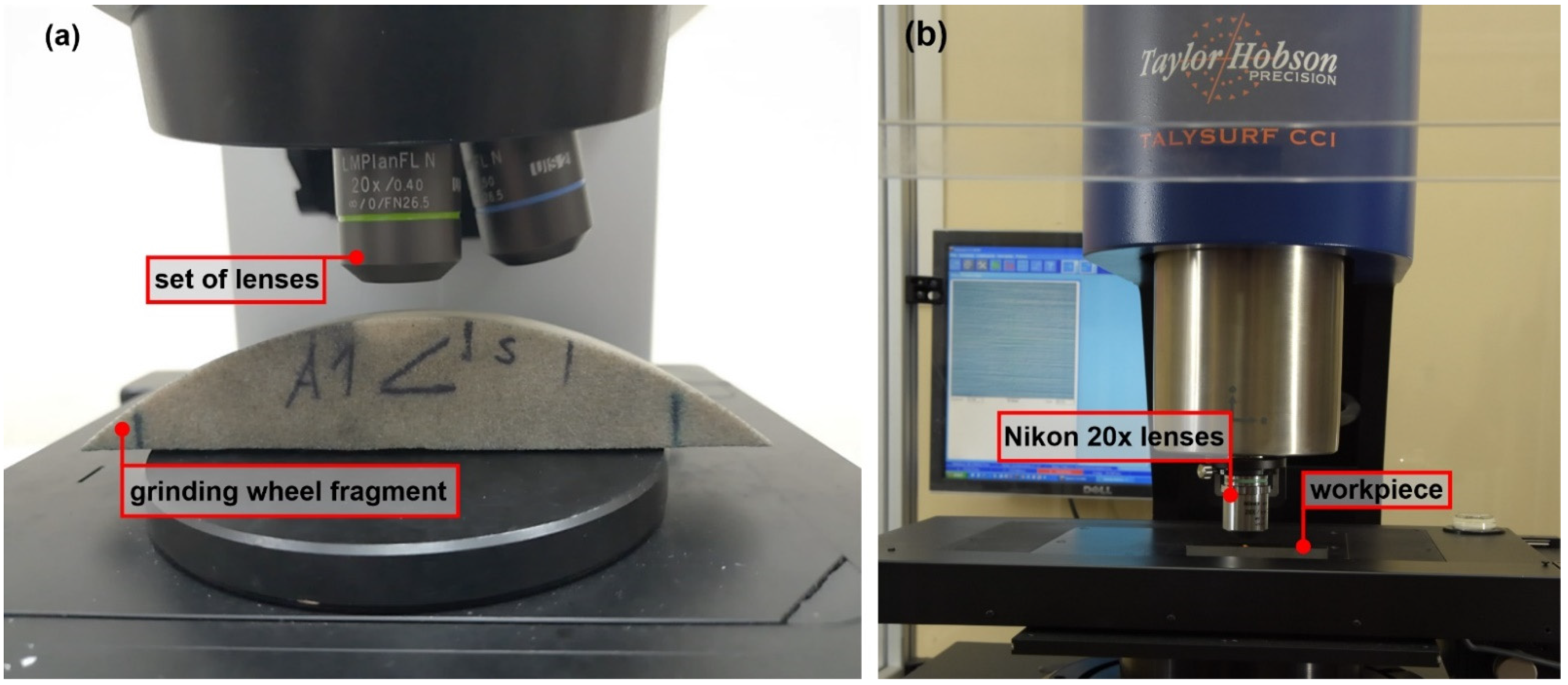
2.1. Measurement Methodology
2.2. Methodology of the Surface Roughness Assessment
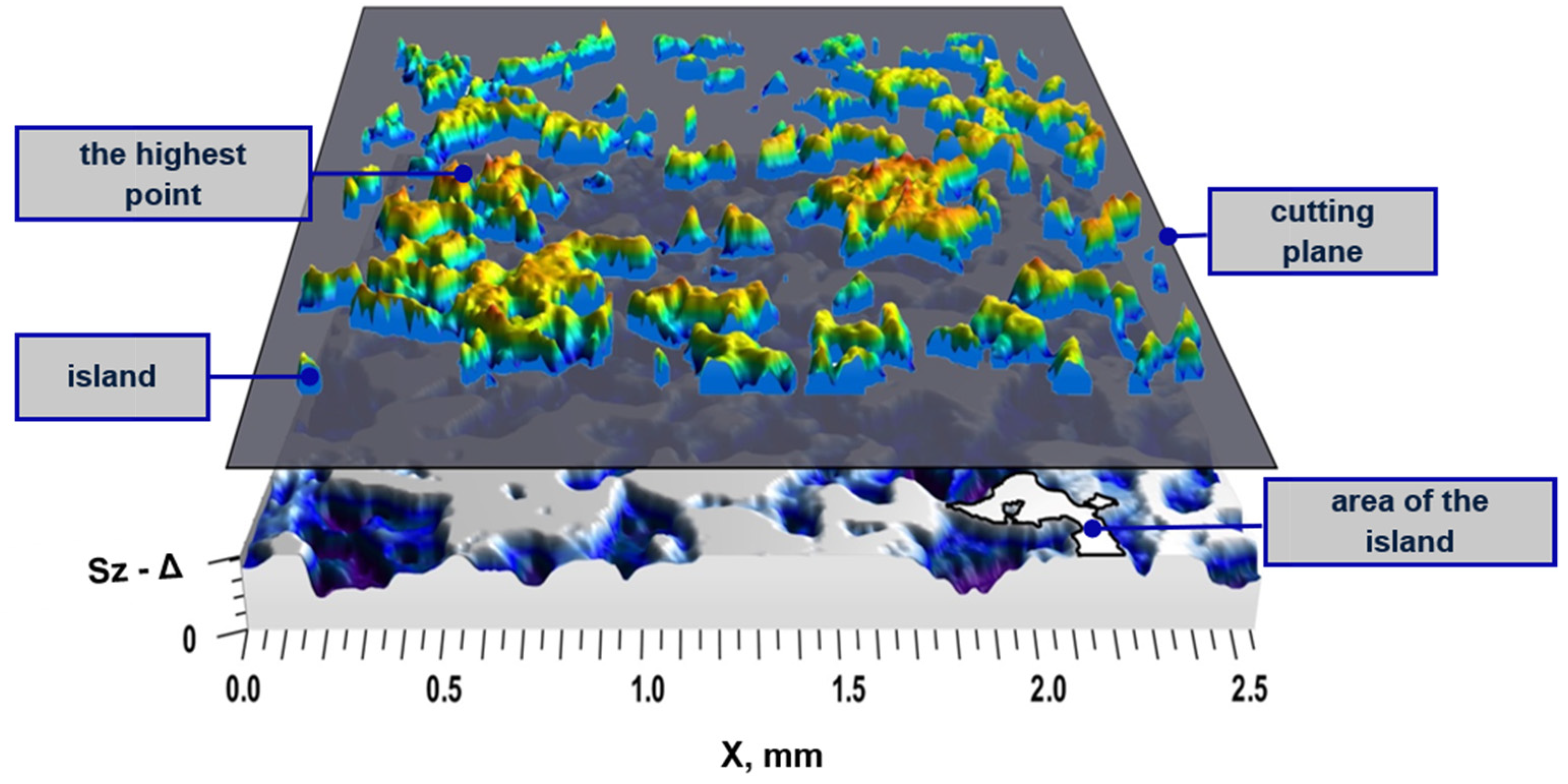
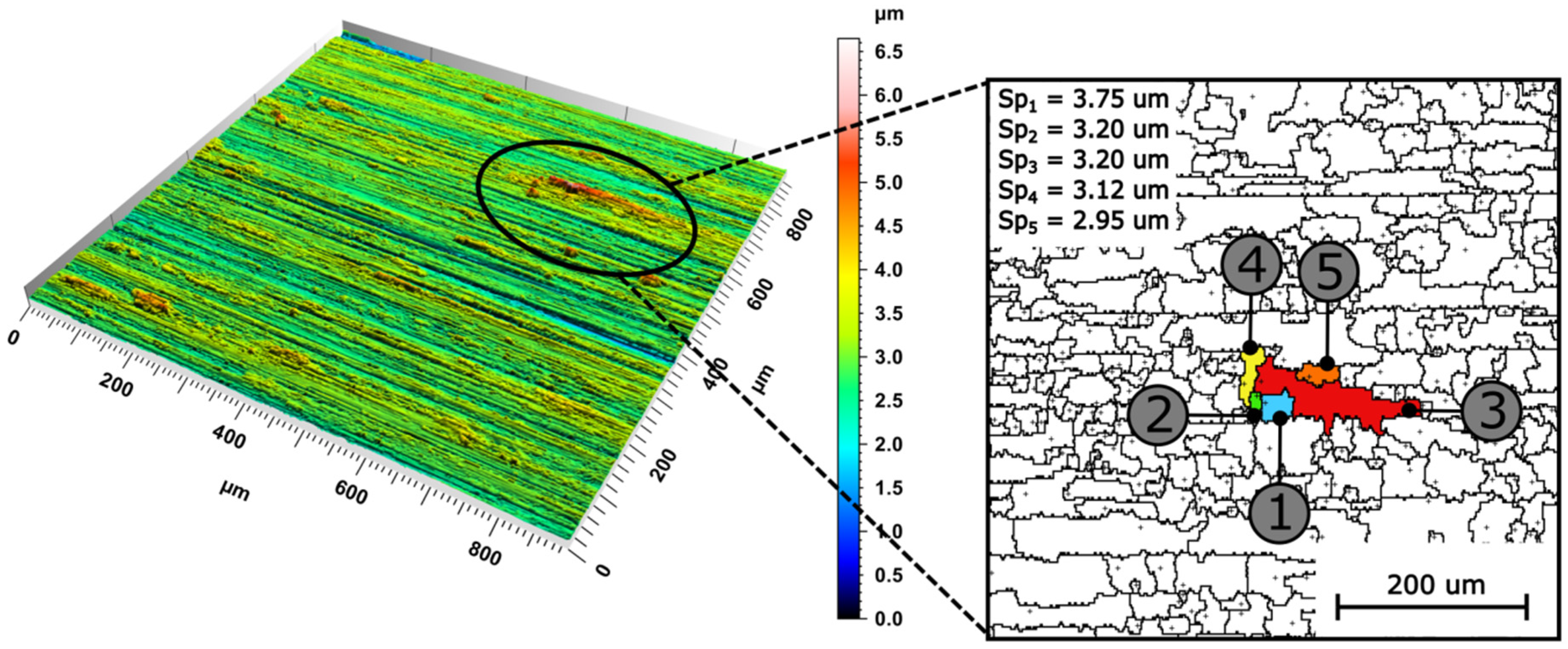
2.3. Methodology of the Surface Feature Variability Assessment after the Grinding Process
3. Results and Discussion
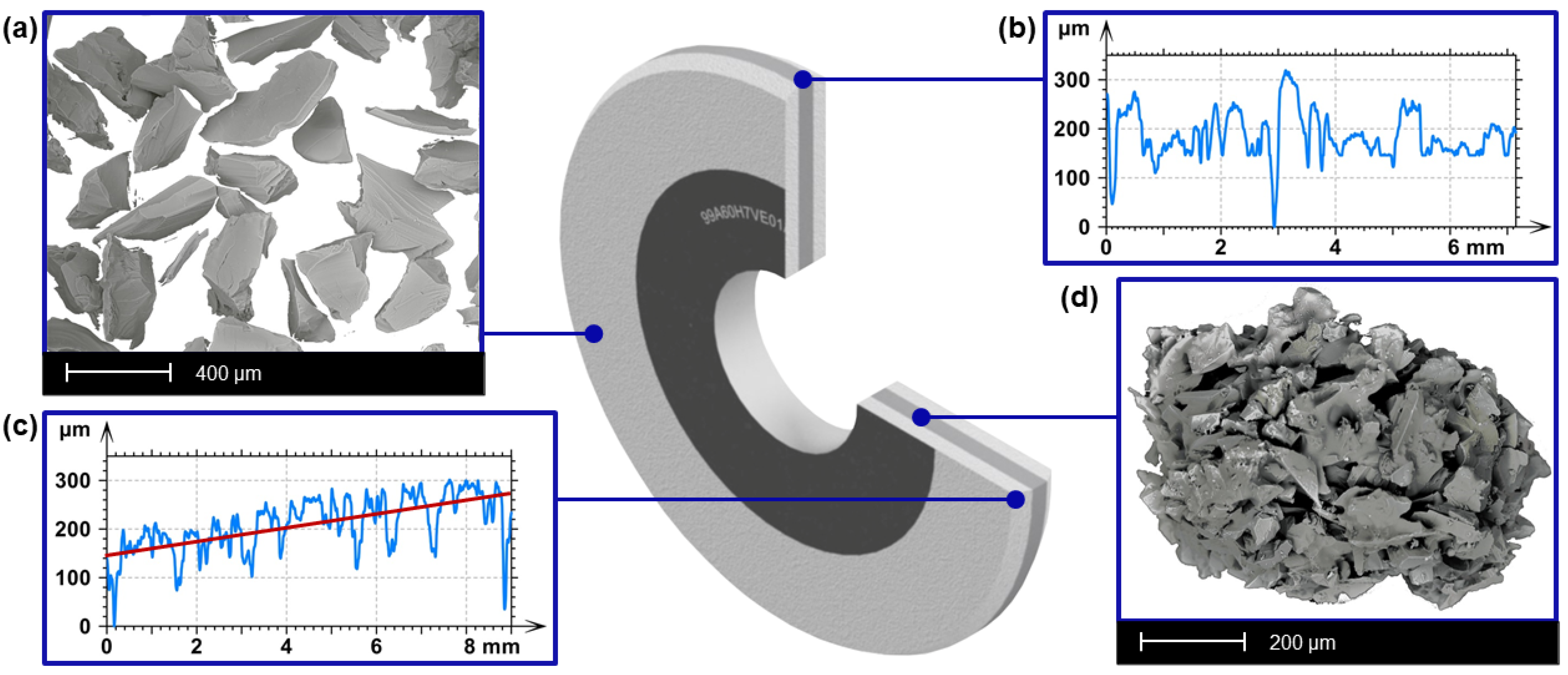
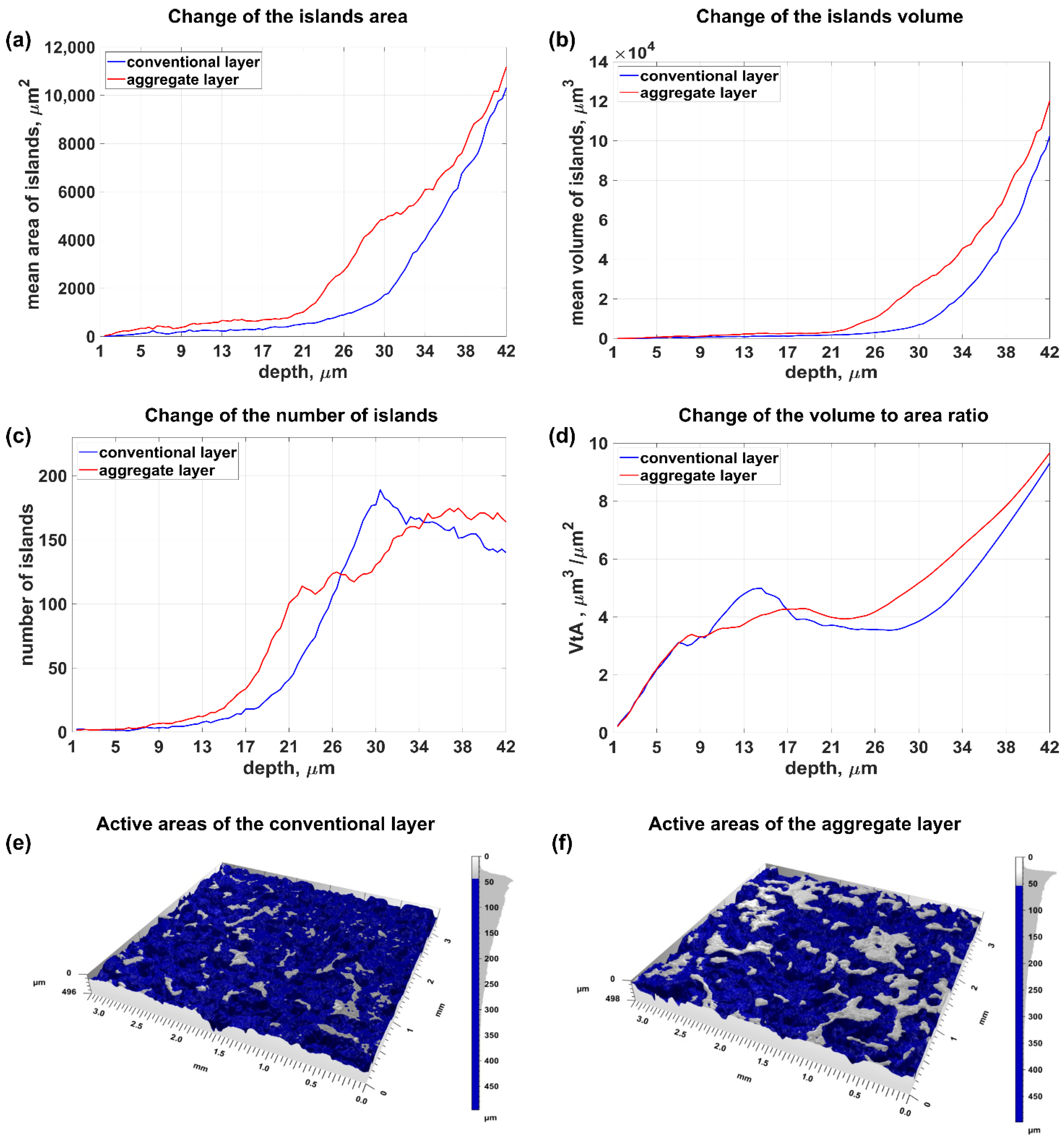
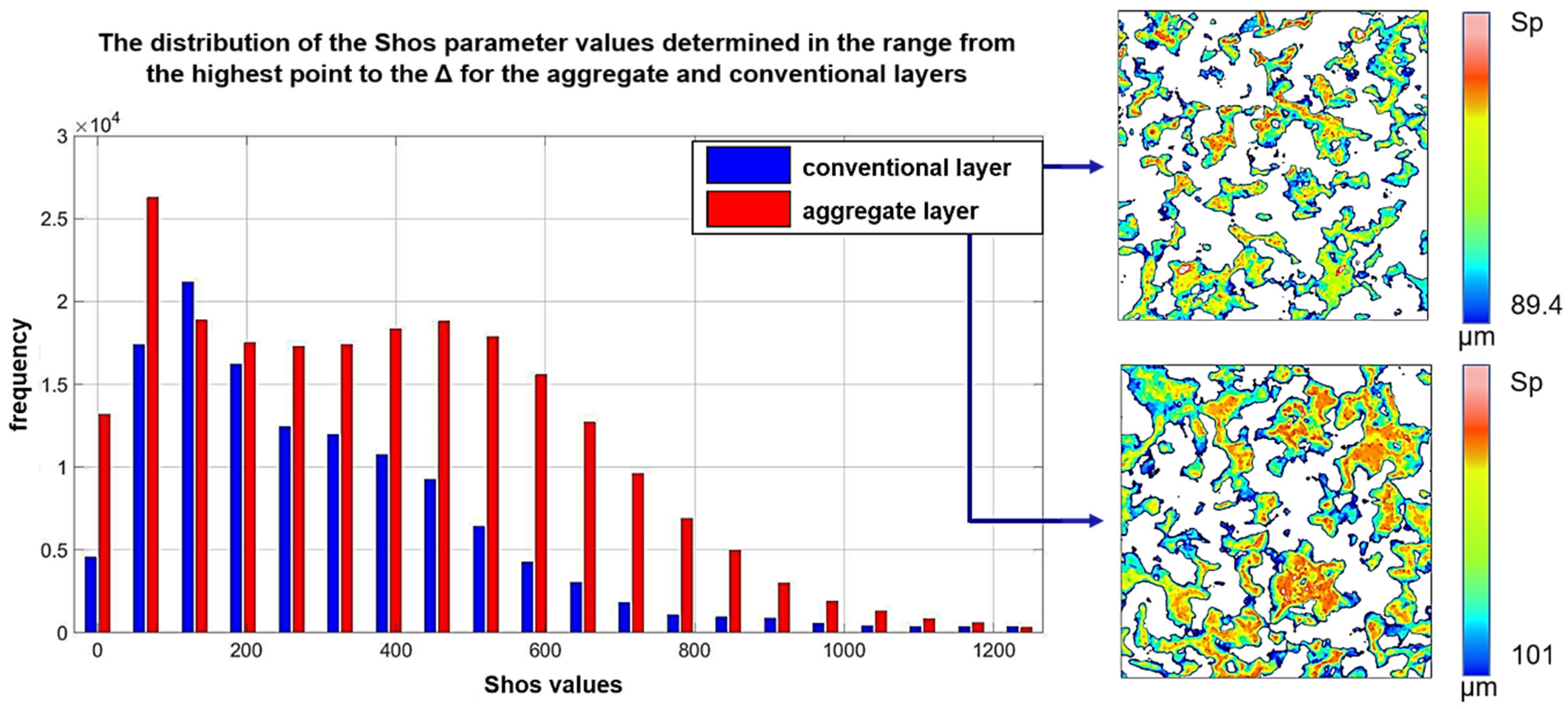
3.1. Analysis of the Grinding Wheel Topography
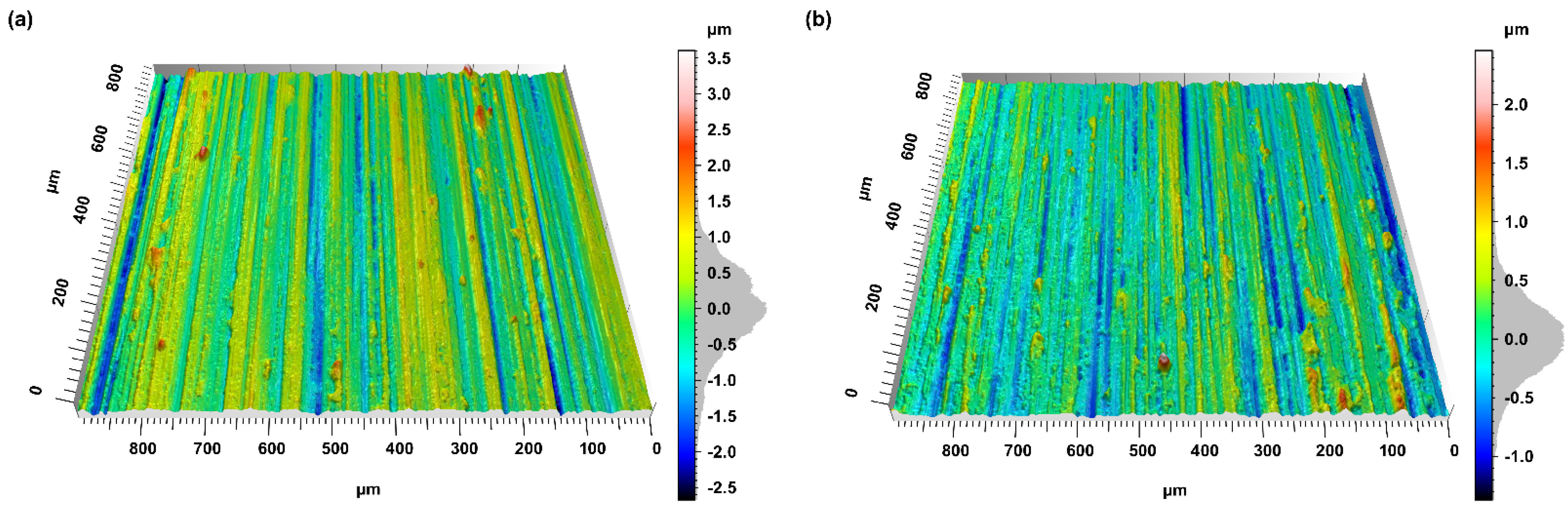
3.2. Ground Surface Roughness Analysis
4. Conclusions
- The addition of abrasive aggregates increases the size of the active areas of the grinding wheels. These areas are characterized by favorable geometrical features related, inter alia, to the increased width of the cutting edges compared to the active areas present on the surface of the conventional grinding wheel.
- The assessment of the grinding wheel’s cutting ability was carried out using the Shos parameter. It allows for assessing the elevation of the active surfaces, their sharpness, and the orientation of the cutting edges in relation to the cutting direction. The Shos value for the layer with abrasive aggregates is 40% higher than for the layer with conventional abrasive grains;
- The use of bootstrap for the statistical hypothesis tests makes it possible to evaluate the differentiation of the ground surface features as a result of mean roughness parameters values. Those analyses take into account the actual form of the probability distribution of those parameters. They also express the irregularity of the surface roughness parameter values as a result of the grinding process variability;
- The modification of the grinding wheels as an application of new middle layer containing the addition of abrasive aggregates increases the tool’s ability to smooth the machined surface. In the case of surfaces ground with multilayer grinding wheels, more favorable values of roughness parameters were observed for the group of amplitude parameters (Sa, Sq, and Ssk), functional parameters (Spk, Vmp, and Sxp), and feature parameters (Sha and Shv);
- The effects of the application of an intermediate layer with the participation of abrasive aggregates affects the load-bearing capacity of the machined surfaces. The use of abrasive aggregates, with an impact surface larger than the base grains, results in the formation of a topography characterized by a smaller area (Sha value lower by 12%) and a smaller volume of peaks (Shv value lower by 34%) compared to the surfaces obtained as a result of grinding with a conventional grinding wheel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2007; pp. 4–14. [Google Scholar]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overwiew of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Rai, B.R.; Mukhopadhyay, M.; Kundu, P.K. Evaluating the grinding ratio and surface quality of Ti-6Al-4V under varying grinding pass count and depth of cut. J. Phys. Conf. Ser. 2019, 1240, 012143. [Google Scholar] [CrossRef]
- Guo, G.; Liu, Z.; An, Q.; Chen, M. Experimental investigation on conventional grinding of Ti-6Al-4V using SiC abrasive. Int. J. Adv. Manuf. Technol. 2011, 57, 135–142. [Google Scholar] [CrossRef]
- Xu, X.; Yu, Y.; Huang, H. Mechanisms of abrasive wear in the grinding of titanium (TC4) and nickel (K417) alloys. Wear 2003, 255, 1421–1426. [Google Scholar] [CrossRef]
- Turley, D.M. Factors affecting surface finish when grinding titanium and a titanium alloy (Ti-6Al-4V). Wear 1985, 104, 323–335. [Google Scholar] [CrossRef]
- Naskar, A.; Choudhary, A.; Paul, S. Wear mechanism in high-speed superabrasive grinding of titanium alloy and its effect on surface integrity. Wear 2020, 462, 203475. [Google Scholar] [CrossRef]
- Ma, K.; Xu, H.; Fu, Y. The effect of a rotating heat pipe in a brazed diamond grinding wheel on grinding temperature. Key Eng. Mater. 2009, 416, 274–278. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Ngoi, B.K.A. Dry machining: Machining of the future. J. Mater Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Mello, A.V.; Silva, R.B.; Machado, A.R.; Gelamo, R.V.; Diniz, A.E.; Oliveirae, R.F.M. Surface Grinding of Ti-6Al-4V Alloy with SiC Abrasive Wheel at Various Cutting Conditions. Procedia Manuf. 2017, 10, 590–600. [Google Scholar] [CrossRef]
- Marinescu, I.D.; Doi, T.K.; Uhlmann, E. Handbook of Ceramics Grinding and Polishing; Elsevier Inc.: Amsterdam, The Netherlands, 2015; p. 19. [Google Scholar]
- Kacalak, W.; Lipiński, D.; Bałasz, B.; Rypina, Ł.; Tandecka, K.; Szafraniec, F. Performance evaluation of the grinding wheel with aggregates of grains in grinding of Ti-6Al-4V titanium alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 301–314. [Google Scholar] [CrossRef] [Green Version]
- Rypina, Ł.; Lipiński, D.; Bałasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and Modeling of the Micro-Cutting Process of Ti-6Al-4V Titanium Alloy with Single Abrasive Grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef] [PubMed]
- Ding, W.F.; Xu, J.H.; Chen, Z.; Su, H.H.S.; Fu, Y.C.F. Grain wear of brazed polycrystalline CBN abrasive tools during constant-force grinding Ti–6Al–4V alloy. Int. J. Adv. Manuf. Technol. 2011, 52, 969–976. [Google Scholar] [CrossRef]
- Zhao, B.; Jiang, G.; Ding, W.; Xiao, G.; Huan, H.; Wang, Y.; Su, H. Characterisation of the wear properties of a single-aggregated cubic boron nitride grain during Ti–6Al–4V alloy grinding. Wear 2020, 452, 203296. [Google Scholar] [CrossRef]
- Zhao, B.; Xiao, G.; Ding, W.; Li, X.; Huan, H.; Wang, Y. Effect of grain contents of a single-aggregated cubic boron nitride grain on material removal mechanism during Ti–6Al–4V alloy grinding. Ceram. Int. 2020, 46, 17666–17674. [Google Scholar] [CrossRef]
- Nadolny, K. The effect of integrating the structural modifications of the grinding wheel upon the internal cylindrical grinding process. Arch. Civ. Mech. Eng. 2012, 12, 60–67. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Królczyk, G.; Ungureanu, N. The effect of active surface morphology of grinding wheel with zone-diversified structure on the form of chips in traverse internal cylindrical grinding of 100Cr6 steel. J. Eng. Manuf. 2016, 232, 965–978. [Google Scholar] [CrossRef]
- Townsend, A.; Senin, N.; Blunt, L.; Leach, R.K.; Taylor, J.S. Surface texture metrology for metal additive manufacturing: A review. Precis. Eng. 2016, 46, 34–47. [Google Scholar] [CrossRef] [Green Version]
- ISO 25178-2:2012, Geometrical Product Specifications (GPS)—Surface Texture: Areal Part 2: Terms, Definitions and Surface Texture Parameters; ISO Publishing: Geneva, Switzerland, 2012.
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Zawada-Tomkiewicz, A.; Tandecka, K.; Królczyk, G. Metrological basis for assessing the state of the active surface of abrasive tools based on parameters characterising their machining potential. Measurement 2020, 165, 108068. [Google Scholar] [CrossRef]
- Efron, B. Bootstrap methods: Another look at the jackknife. Ann. Stat. 1979, 7, 1–26. [Google Scholar] [CrossRef]
- Davison, A.; Hinkley, D. Bootstrap Methods and their Application; Cambridge Series in Statistical and Probabilistic Mathematics; Cambridge University Press: Cambridge, NY, USA, 1997; pp. 136–190. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | |
| grinding method | reciprocating grinding |
| workpiece material | Ti-6Al-4V |
| grinding wheel speed | vs = 18 m/s |
| lateral feed | ap = 1 mm/stroke |
| feed rate | vw = 4 m/min |
| depth of cut | ae = 0.1 mm |
| dresser | single-point diamond dresser |
| dressing depth (ad) | ad = 0.05 mm |
| dressing speed (vd) | vd = 5 mm/s |
| grinding condition | wet grinding |
| coolant | EMU 12 in 5% water solution |
| coolant preassure | 7 bar |
| coolant flow rate | 20 L/min |
| Ti-6Al-4V Workpiece Properties | |
| Average tensile strength MPa | 895 |
| Yield point MPa | 825 |
| Young’s Modulus GPa | 110 |
| Thermal conductivity W/(m·K) | 6.7 (20 °C) |
| Density g/cm3 | 4.43 |
| Grinding Wheel Topography Measurement | |
| Equipment | Confocal microscope LEXT OLS4000 with Anti Vibrant AV1 table |
| Lenses | Olympus 20×, WD = 0.4 |
| Magnification | ×428 |
| Elementary measurement area | 646 μm × 646 μm for Olympus × 20 lense, with numerical magnification x1 |
| Applied stitching | 5 × 5 cells with 10% overlap |
| Number of areas measured | 3 × (2972 μm × 2972 μm) for each tool |
| Specimen Topography Measurement | |
| Equipment | Interference profilometer Taylor Hobson CCI 6000 |
| Lenses | Nikon × 20/0.40DI WD 4.7 |
| Magnification | ×428 |
| Elementary measurement area | 899 μm × 899 μm for Olympus ×20 lense, with numerical magnification ×1 |
| Number of areas measured | 60 × (899 μm × 899 μm) |
| Parameter | Conventional Tool | Multilayer Tool | Unit | p-Value | Statistically Significant Difference |
|---|---|---|---|---|---|
| Amplitude parameters | |||||
| Sq | 0.37 ± 0.009 | 0.33 ± 0.006 | µm | 2.62 × 10−4 | yes |
| Ssk | 0.78 ± 0.09 | 0.03 ± 0.08 | 9.99 × 10−6 | yes | |
| Sku | 7.5 ± 0.4 | 6.2 ± 0.5 | 6.31 × 10−2 | no | |
| Sp | 2.6 ± 0.1 | 2.5 ± 0.1 | µm | 3.84 × 10−1 | no |
| Sv | 2.0 ± 0.1 | 1.8 ± 0.1 | µm | 2.86 × 10−1 | no |
| Sz | 4.6 ± 0.2 | 4.3 ± 0.1 | µm | 1.94 × 10−1 | no |
| Sa | 0.27 ± 0.006 | 0.25 ± 0.005 | µm | 3.01 × 10−2 | yes |
| Functional parameters | |||||
| Smr | 0.9 ± 0.1 | 0.9 ± 0.6 | % | 8.91 × 10−1 | no |
| Smc | 0.42 ± 0.01 | 0.39 ± 0.01 | µm | 2.00 × 10−2 | yes |
| Sxp | 0.62 ± 0.02 | 0.68 ± 0.02 | µm | 2.20 × 10−2 | yes |
| Spatial parameters | |||||
| Sal | 21.8 ± 0.7 | 14.4 ± 0.3 | µm | 9.89 × 10−6 | yes |
| Str | 0.0973 ± 0.0060 | 0.0334 ± 0.0009 | 9.99 × 10−6 | yes | |
| Hybrid parameters | |||||
| Sdq | 0.065 ± 0.001 | 0.066 ± 0.001 | 2.74 × 10−1 | no | |
| Sdr | 0.21 ± 0.01 | 0.22 ± 0.01 | % | 2.59 × 10−1 | no |
| Volume parameters | |||||
| Vv | 0.46 ± 0.01 | 0.41 ± 0.01 | µm³/µm² | 2.30 × 10−3 | yes |
| Vmp | 0.033 ± 0.001 | 0.019 ± 0.001 | µm³/µm² | 9.99 × 10−6 | yes |
| Vmc | 0.27 ± 0.01 | 0.27 ± 0.01 | µm³/µm² | 6.69 × 10−1 | no |
| Vvc | 0.42 ± 0.01 | 0.36 ± 0.01 | µm³/µm² | 8.29 × 10−6 | yes |
| Vvv | 0.0384 ± 0.0013 | 0.0421 ± 0.0011 | µm³/µm² | 3.29 × 10−2 | yes |
| Features parameters | |||||
| Spd | 0.00025 ± 0.00001 | 0.00030 ± 0.00001 | 1/µm² | 7.70 × 10−3 | yes |
| Spc | 0.045 ± 0.001 | 0.049 ± 0.000 | 1/µm | 1.20 × 10−4 | yes |
| S10z | 2.9 ± 0.1 | 2.8 ± 0.1 | µm | 1.71 × 10−1 | no |
| S5p | 1.76 ± 0.06 | 1.75 ± 0.04 | µm | 9.63 × 10−1 | no |
| S5v | 1.18 ± 0.07 | 1.03 ± 0.04 | µm | 4.88 × 10−2 | yes |
| Sda | 3463 ± 155 | 2844 ± 136 | µm² | 3.80 × 10−3 | yes |
| Sha | 3475 ± 143 | 3060 ± 138 | µm² | 3.10 × 10−2 | yes |
| Sdv | 104 ± 9 | 71 ± 6 | µm³ | 3.10 × 10−3 | yes |
| Shv | 129 ± 10 | 83 ± 6 | µm³ | 4.90 × 10−4 | yes |
| Functional parameters | |||||
| Sk | 0.67 ± 0.01 | 0.69 ± 0.01 | µm | 3.07 × 10−1 | no |
| Spk | 0.52 ± 0.02 | 0.36 ± 0.01 | µm | 9.99 × 10−6 | yes |
| Svk | 0.33 ± 0.02 | 0.35 ± 0.01 | µm | 4.23 × 10−1 | no |
| Smr1 | 11.8 ± 0.3 | 9.9 ± 0.2 | % | 9.99 × 10−6 | yes |
| Smr2 | 89.3 ± 0.2 | 88.3 ± 0.2 | % | 4.90 × 10−3 | yes |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lipiński, D.; Banaszek, K.; Rypina, Ł. Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding. Materials 2022, 15, 22. https://doi.org/10.3390/ma15010022
Lipiński D, Banaszek K, Rypina Ł. Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding. Materials. 2022; 15(1):22. https://doi.org/10.3390/ma15010022
Chicago/Turabian StyleLipiński, Dariusz, Kamil Banaszek, and Łukasz Rypina. 2022. "Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding" Materials 15, no. 1: 22. https://doi.org/10.3390/ma15010022
APA StyleLipiński, D., Banaszek, K., & Rypina, Ł. (2022). Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding. Materials, 15(1), 22. https://doi.org/10.3390/ma15010022