
Mechanical Behavior Modeling of Containers and Octabins Made of Corrugated Cardboard Subjected to Vertical Stacking Loads


Abstract
1. Introduction
2. Materials and Methods
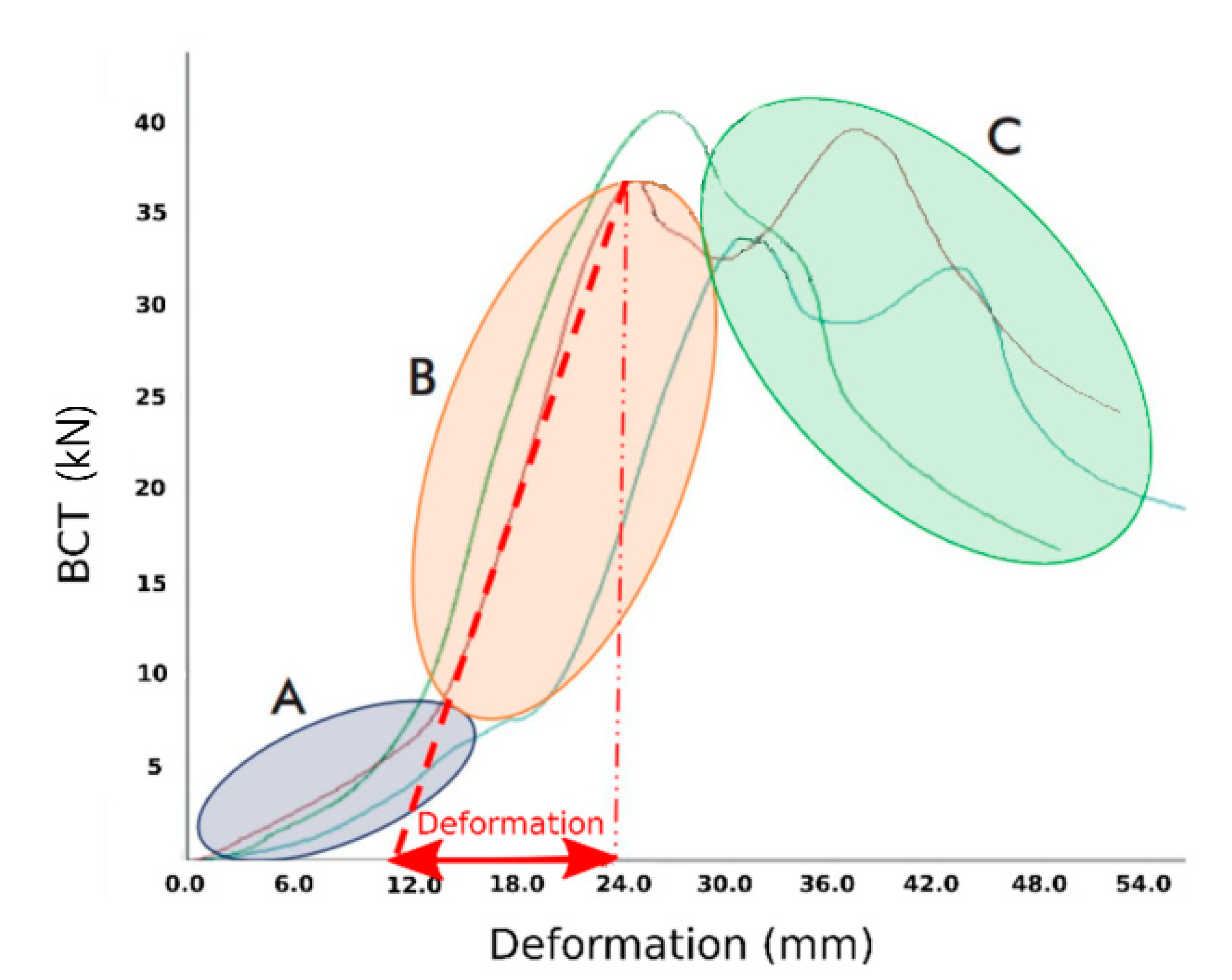
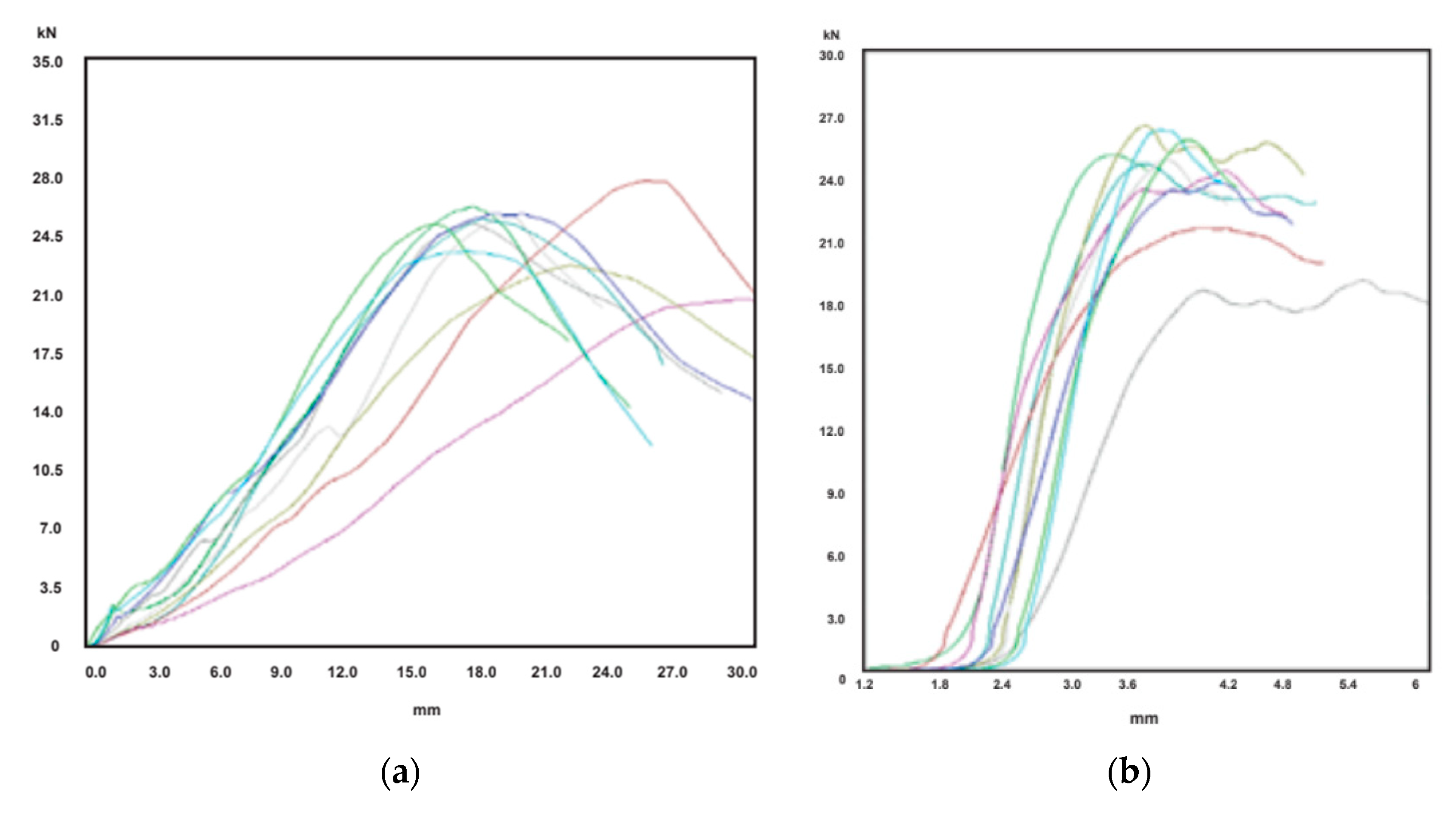
2.1. Description of the BCT and ECT Compression Tests
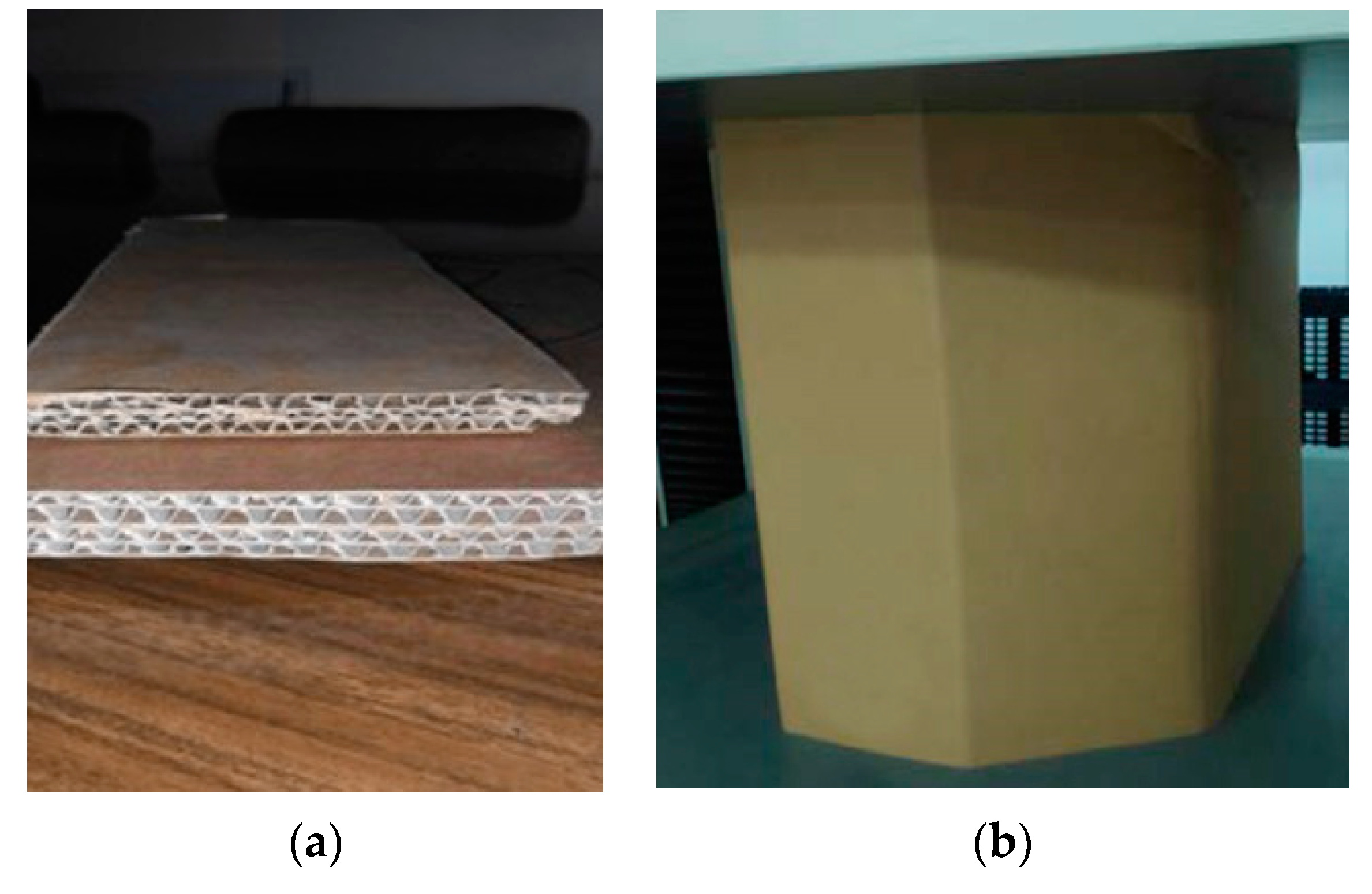
2.2. Description of the Box and ECT Samples
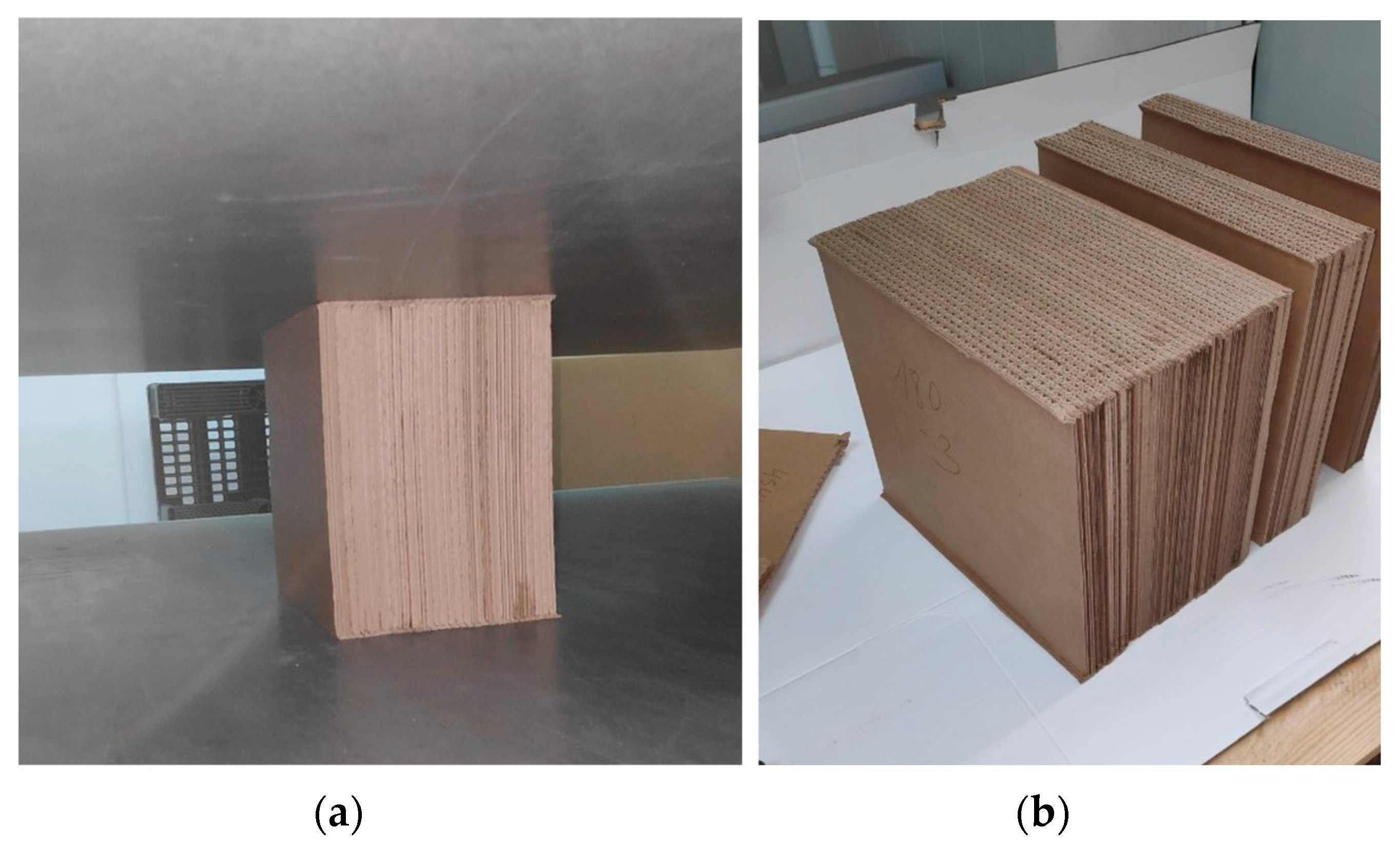
2.3. Description of the Corrugated Cardboard Block Samples
3. Experimental Results
- For boxes, the m coefficient to obtain a model for the BCT-ECT relationship, a model for the vertical deformation as a function of the stress, and a model for the deformation modulus as a function of also.
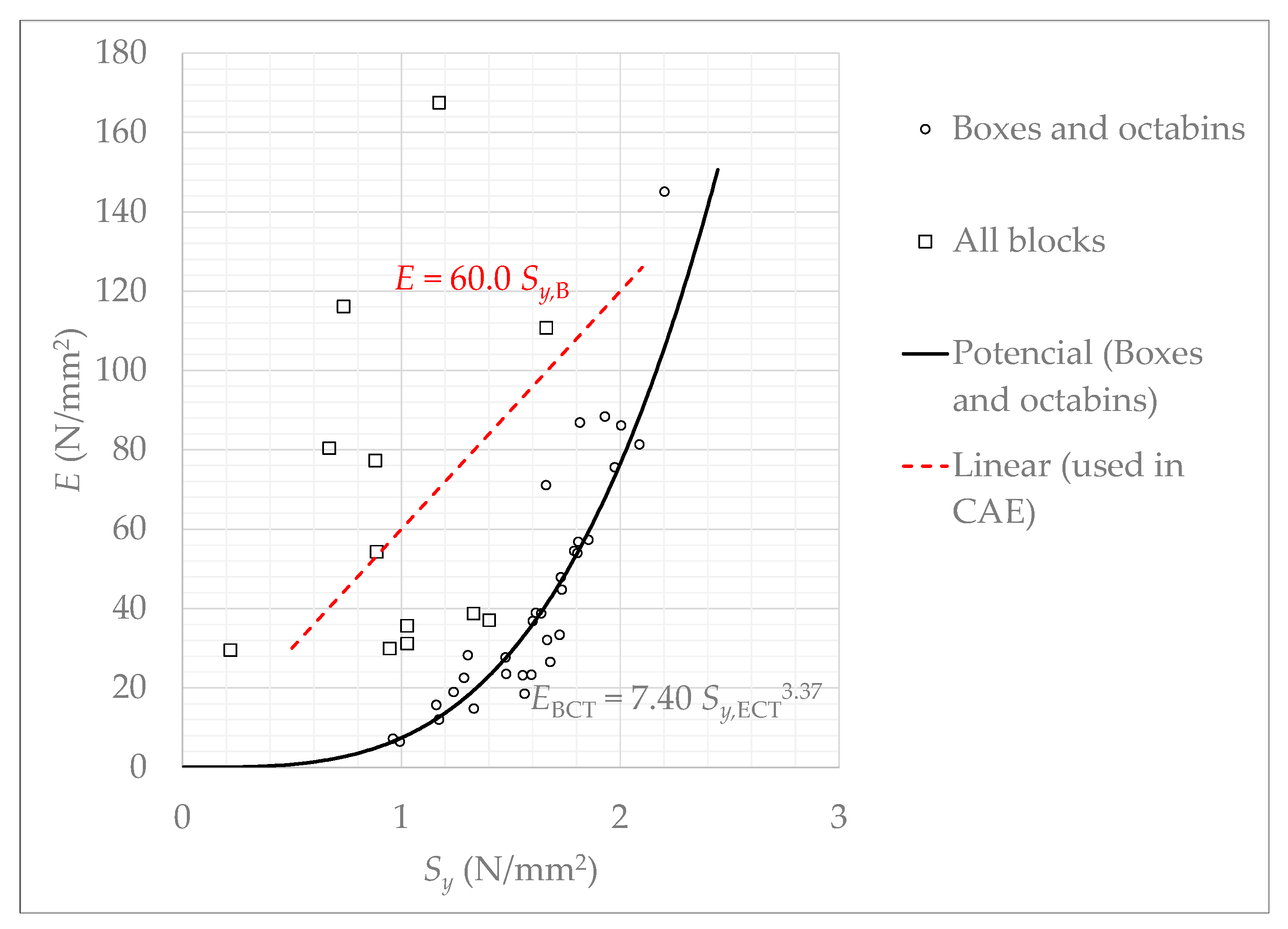
- For corrugated cardboard billet samples, the equivalent elastic modulus E as a function of the stress (B index refers to billets).
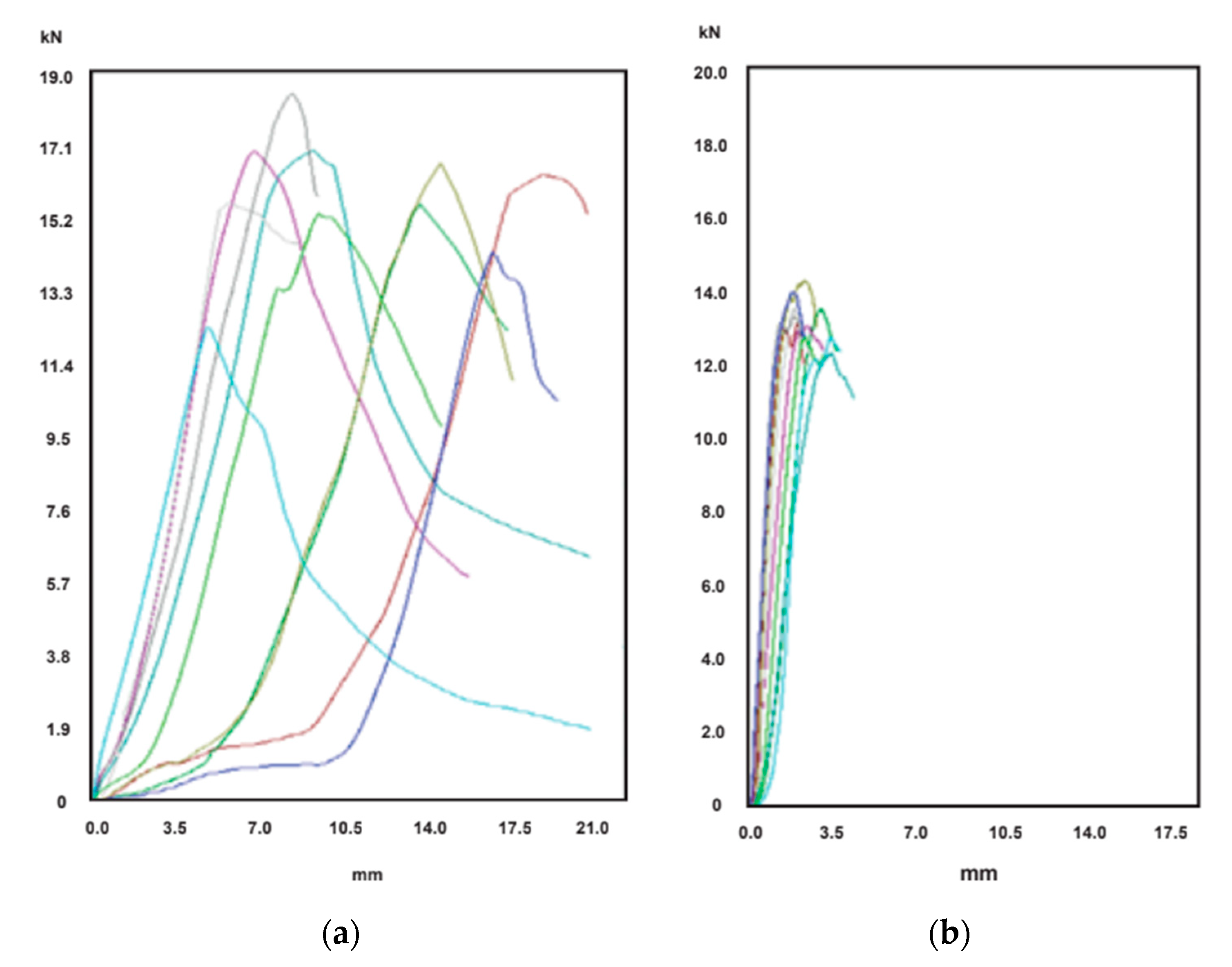
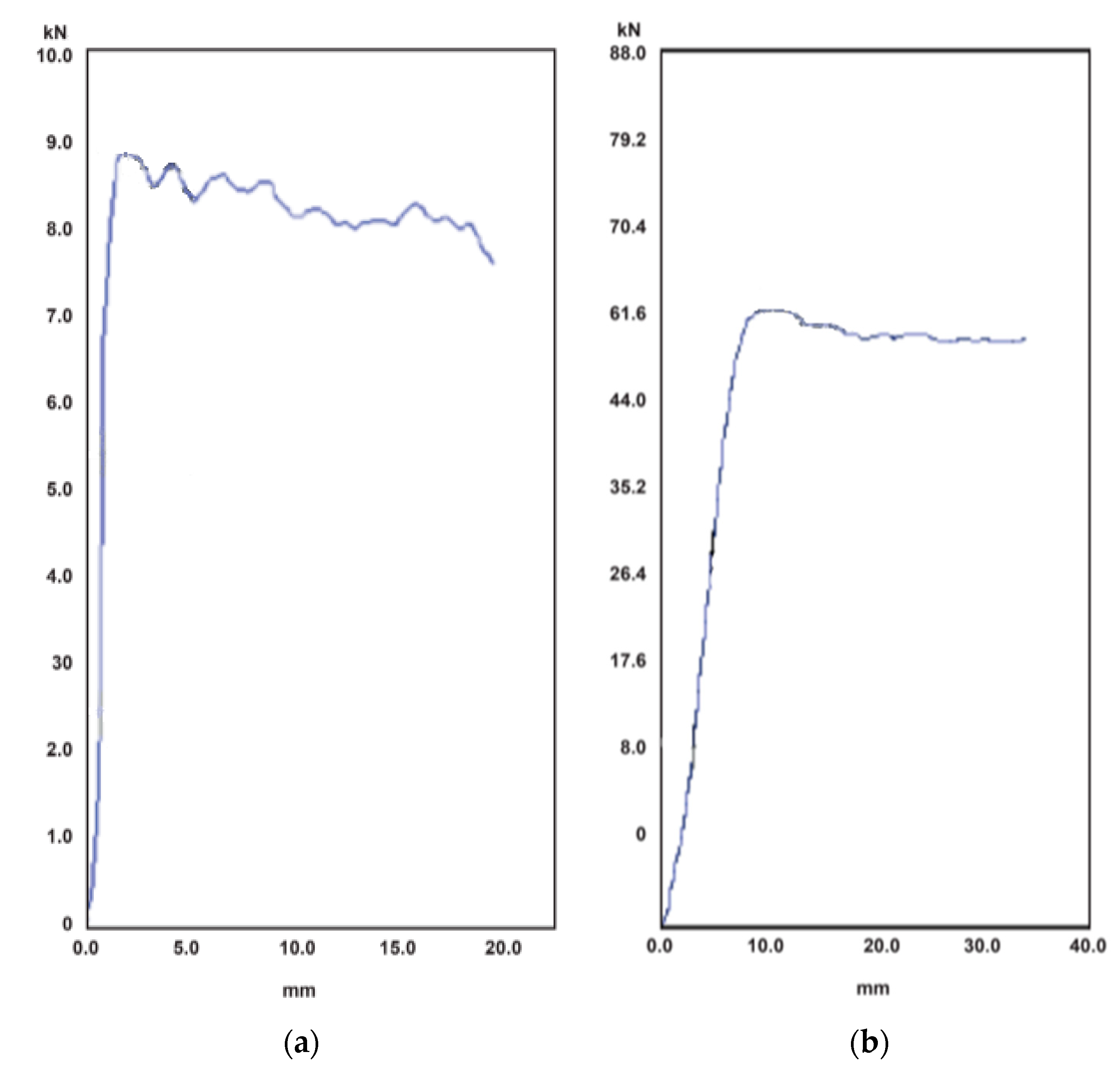
3.1. Results of the BCT and ECT Tests
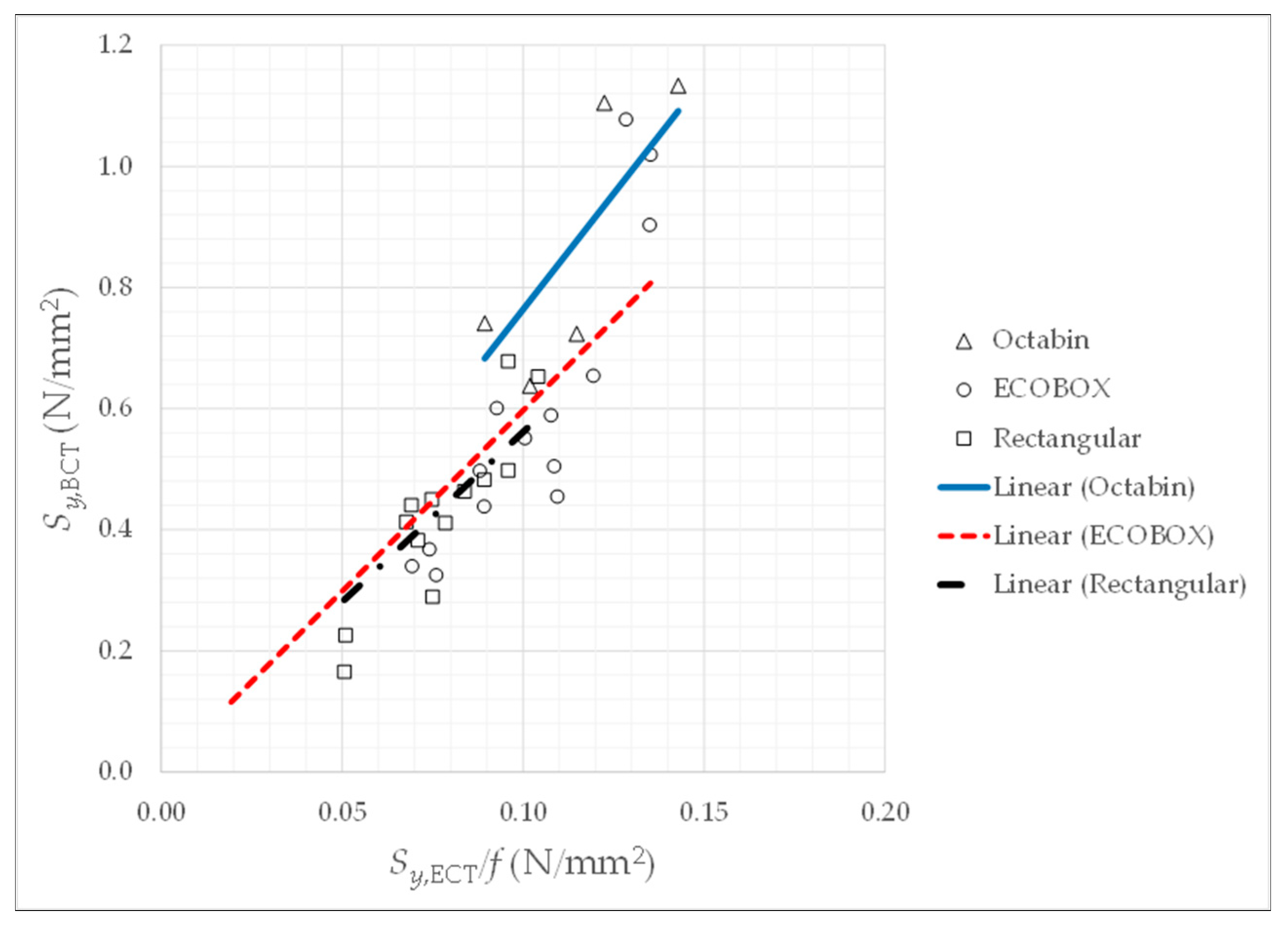
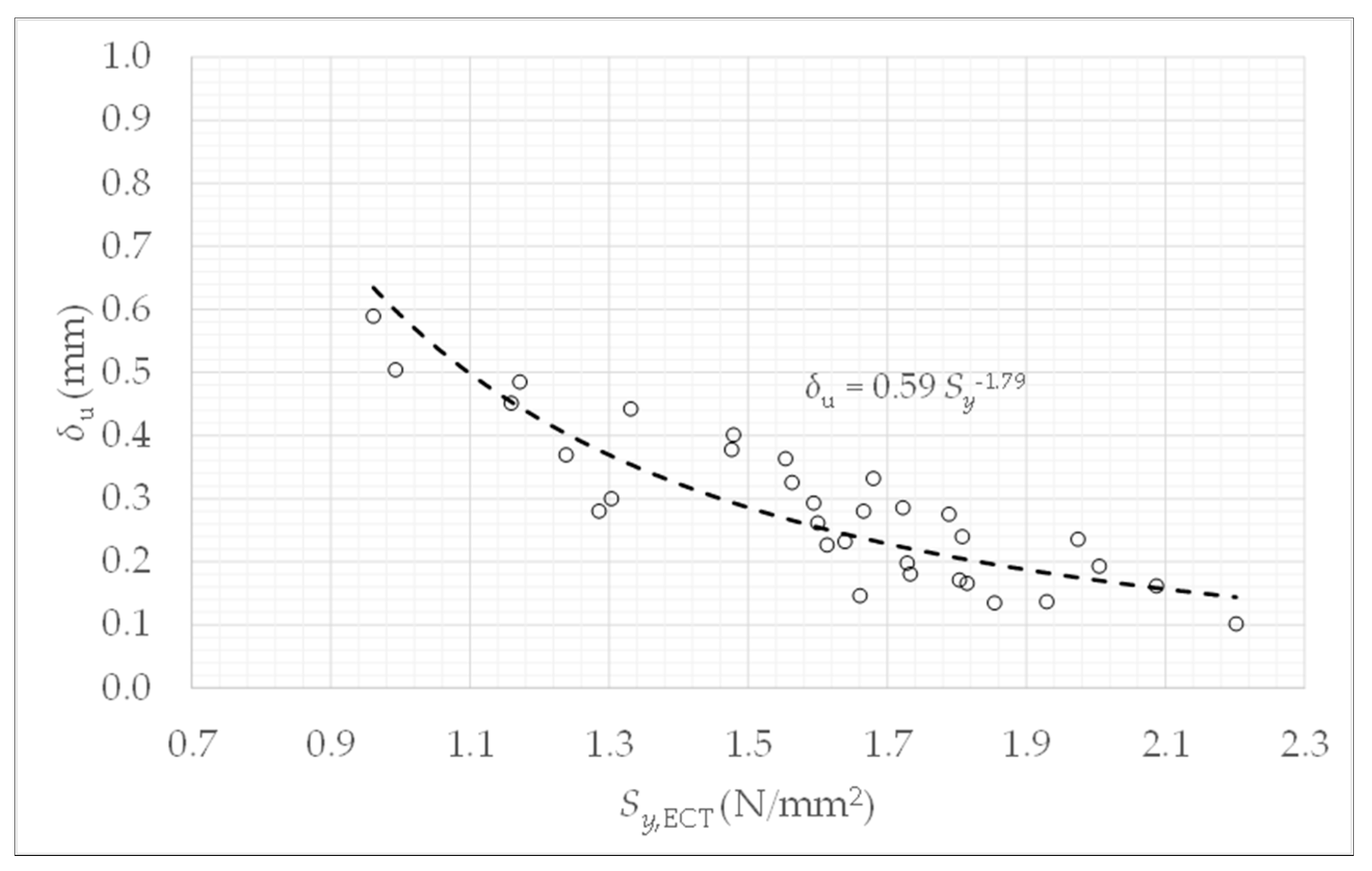
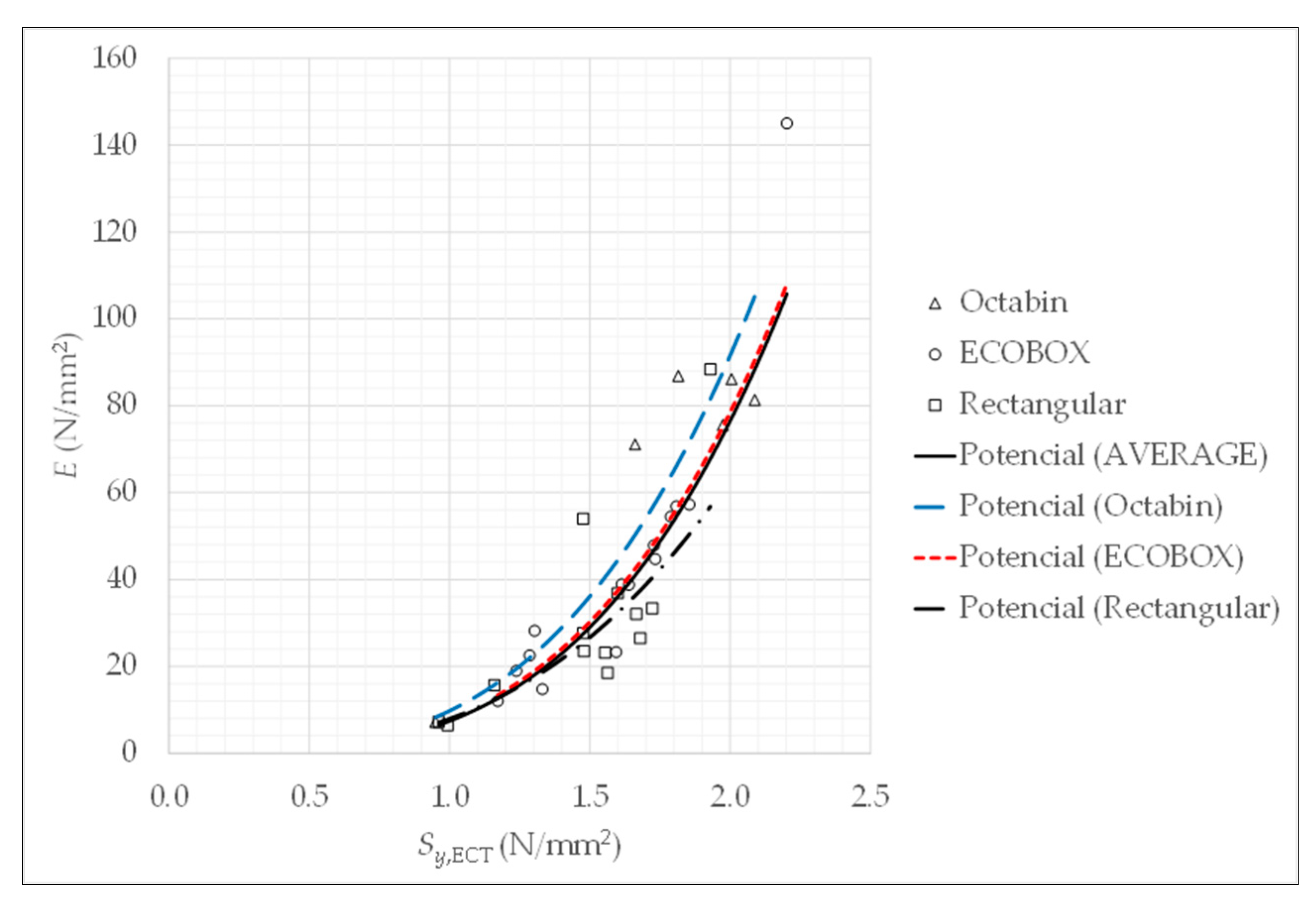
3.2. Mathematical Models Derived from the BCT and ECT Tests
3.3. Results of the Compression Test for Corrugated Cardboard Blok Samples
3.4. Discussion on Experimental Results
4. Finite Element Modeling
4.1. Description of the Models
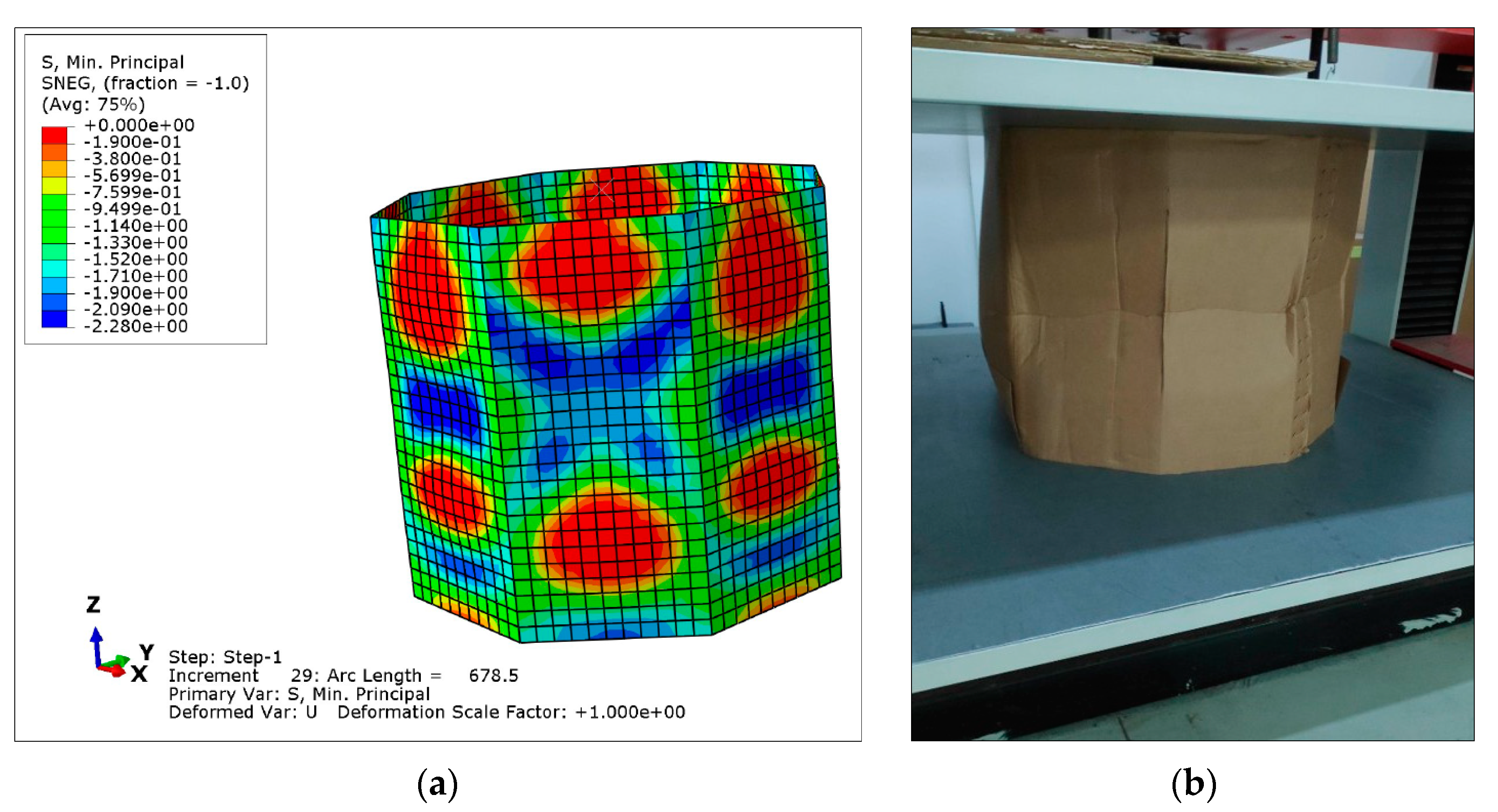
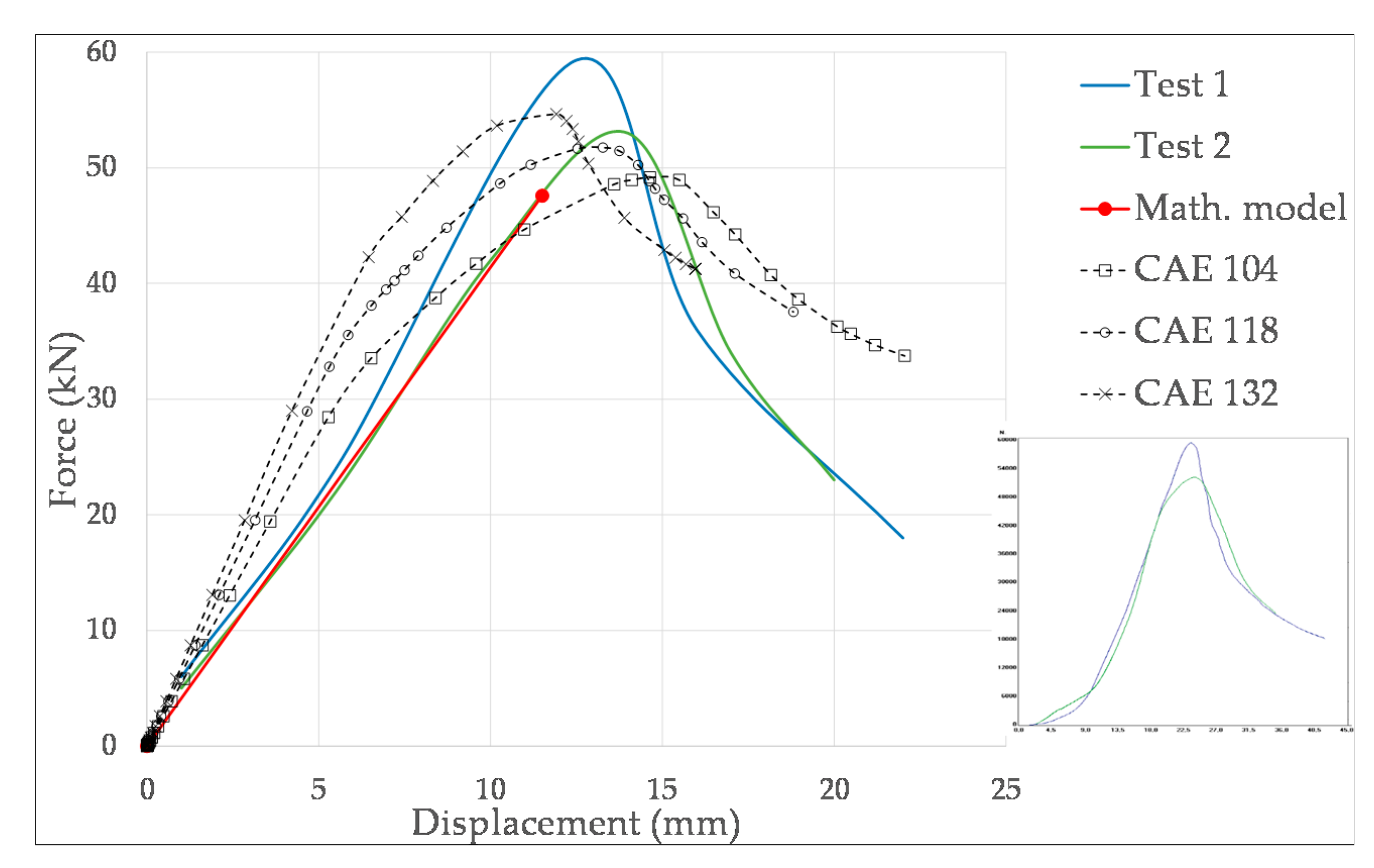
4.2. Results for the Octabin-Type Box Models
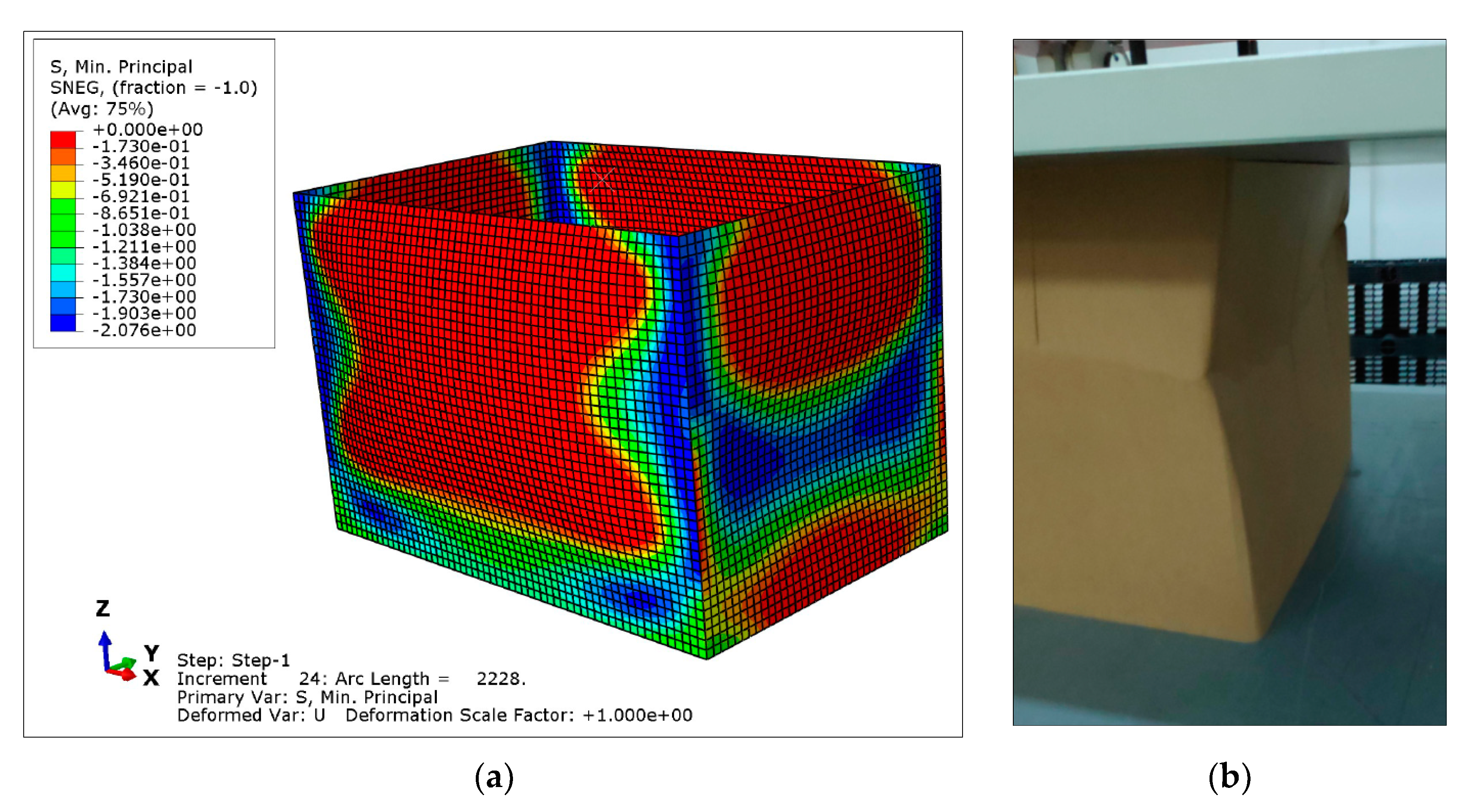
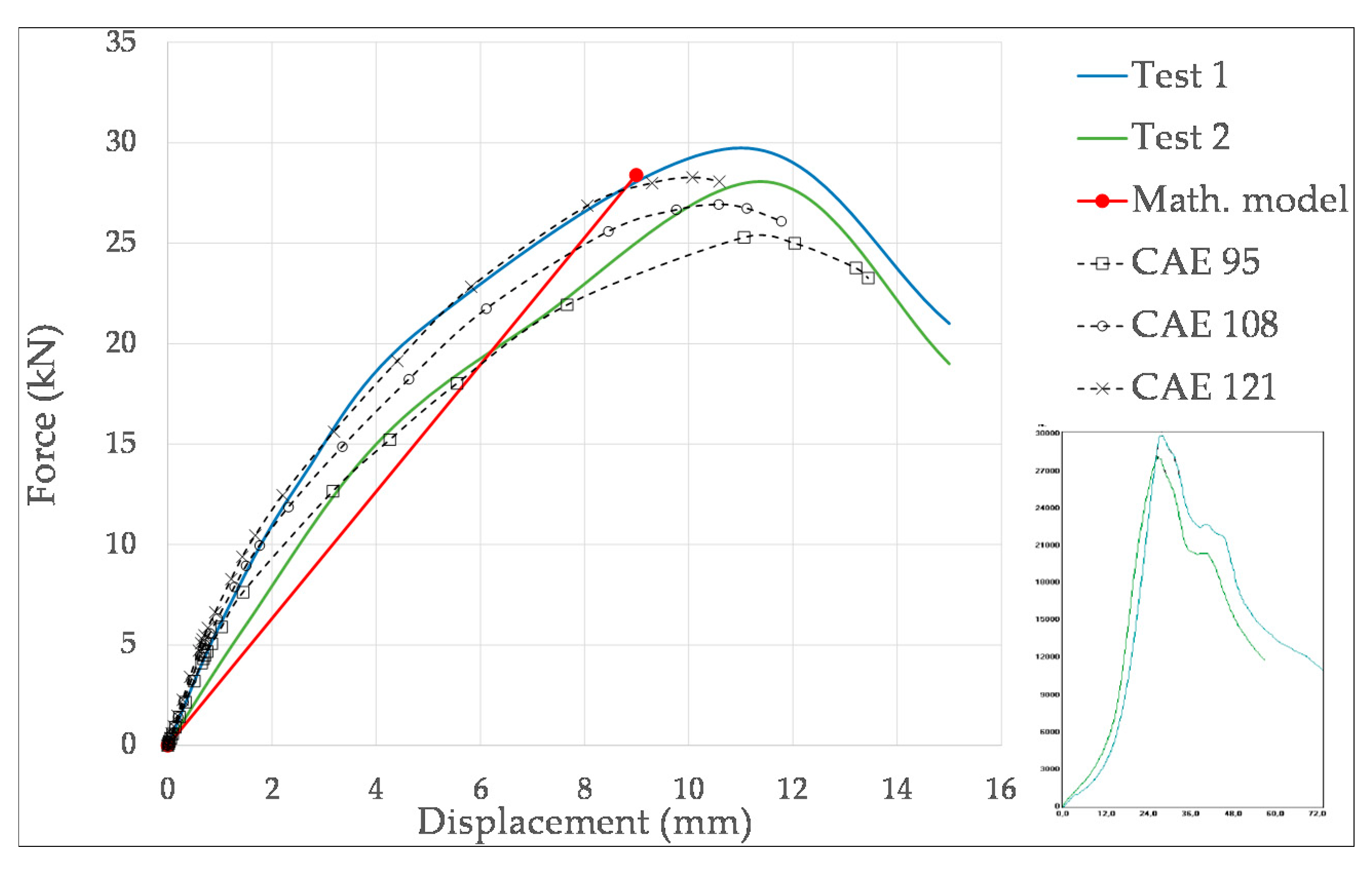
4.3. Results for the Rectangular-Type Box Models
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Böröcz, P.; Molnár, B. Measurement and analysis of vibration levels in stacked small package shipments in delivery vans as a function of free movement space. Appl. Sci. 2020, 10, 7821. [Google Scholar] [CrossRef]
- Wired. Amazon is Hoarding all the Boxes. That’s Bad News for Eggs. Available online: https://www.wired.co.uk/article/amazon-cardboard-boxes-recycling (accessed on 6 March 2021).
- IBISWorld. Available online: https://www.ibisworld.com/global/market-research-reports/global-cardboard-box-container-manufacturing-industry (accessed on 6 March 2021).
- Cramer, J. Keey drivers for high-grade recycling under constrained conditions. Recycling 2018, 3, 16. [Google Scholar] [CrossRef]
- García-Arca, J.; Comesaña-Benavides, J.A.; González-Portela Garrido, A.T.; Prado-Prado, J.C. Rethinking the box for sustainable logistics. Sustainability 2020, 12, 1870. [Google Scholar] [CrossRef]
- Courier, Express and Parcel (CEP) Market Size Worldwide between 2009 and 2019. Available online: https://www.statista.com/statistics/723986/cep-market-total-revenue-worldwide/ (accessed on 14 September 2020).
- Lo-lacono-Ferreira, V.G.; Viñoles-Cebolla, R.; Bastante-Ceca, M.J.; Capuz-Rizo, S.F. Carbon footprint comparative analysis of cardboard and plastic containers used for the international transport of Spanish Tomatoes. Sustainability 2021, 13, 2552. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewki, T.; Grabski, J.K. Estimation of the compressive strength of corrugated cardboard boxes with varios openings. Energies 2021, 14, 155. [Google Scholar] [CrossRef]
- Garbowski, T.; Gajewki, T.; Grabski, J.K. The role of buckling in the estimation of compressive strength of corrugated cardboard boxes. Materials. 2020, 13, 4578. [Google Scholar] [CrossRef] [PubMed]
- Garbowski, T.; Gajewki, T. Determination of Transverse Shear Stiffness of Sandwich Panels with a Corrugated Core by Numerical Homogenization. Materials. 2021, 14, 1976. [Google Scholar] [CrossRef] [PubMed]
- Garbowski, T.; Gajewki, T.; Grabski, J.K. Role of Transverse Shear Modulus in the Performance of Corrugated Materials. Materials 2020, 13, 3791. [Google Scholar] [CrossRef]
- Benitez-Lozano, A.J.; Baena Pérez, L. Design, characterization and CAE simulation for devices applied in the control and semovient identification. DYNA 2020, 95, 520–526. [Google Scholar] [CrossRef]
- Fadiji, T.; Berry, T.M.; Coetzee, C.J.; Opara, U.L. Mechanical design and performance testing of corrugated paperboard packaging for the postharvest handling of horticultural produce. Biosyst. Eng. 2018, 171, 220–244. [Google Scholar] [CrossRef]
- Frank, B. Corrugated Box Compression—A Literature Survey. Packag. Technol. Sci. 2014, 27, 105–128. [Google Scholar] [CrossRef]
- Pathare, P.B.; Opara, U.L. Structural design of corrugated boxes for horticultural produce: A review. Biosyst. Eng. 2014, 125, 128–140. [Google Scholar] [CrossRef]
- Urbanik, T.J.; Frank, B. Box compression analysis of world-wide data spanning 46 years. Wood Fiber Sci. 2006, 38, 399–416. [Google Scholar]
- Urbanik, T.J. Effect of Paperboard Stress-Strain Characteristics on Strength of Singlewall Corrugated Fiberboard: A Theoretical Approach; US Department of Agriculture, Forest Service, Forest Products Laboratory: Washington, DC, USA, 1981.
- Biancolini, M.E.; Brutti, C. Numerical and Experimental Investigation of the Strength of Corrugated Board Package. Packag. Technol. Sci. 2003, 16, 47–60. [Google Scholar] [CrossRef]
- Gong, G.; Liu, Y.; Fan, B.; Sun, D. Deformation and compressive strength of corrugated cartons under different indentation shapes: Experimental and simulation study. Packag. Technol. Sci. 2020, 33, 215–226. [Google Scholar] [CrossRef]
- Hung, D.; Nakano, Y.; Tanaka, F.; Hamanaka, D.; Uchino, T. Preserving the strength of corrugated cardboard under high humidity condition using nano-sized mists. Compos. Sci. Technol. 2010, 70, 2123–2127. [Google Scholar] [CrossRef]
- Jamsari, M.A.; Kueh, C.; Gray-Stuart, E.M.; Dahm, K.; Bronlund, J.E. Experimental and numerical performance of corrugated fibreboard at different orientations under four-point bending test. Packag. Technol. Sci. 2019, 32, 555–565. [Google Scholar] [CrossRef]
- Jamsari, M.A.; Kueh, C.; Gray-Stuart, E.M.; Dahm, K.; Bronlund, J.E. Modelling the impact of crushing on the strength performance of corrugated fibreboard. Packag. Technol. Sci. 2020, 33, 159–170. [Google Scholar] [CrossRef]
- Wang, Z.-W.; Sun, Y.-C. Experimental investigation on bending fatigue failure of corrugated paperboard. Packag. Technol. Sci. 2018, 31, 601–609. [Google Scholar] [CrossRef]
- Aboura, Z.; Talbi, N.; Allaoui, S.; Benzeggagh, M.L. Elastic behavior of corrugated cardboard: Experiments and modeling. Compos. Struct. 2004, 63, 53–62. [Google Scholar] [CrossRef]
- Allaoui, S.; Aboura, Z.; Benzeggagh, M. Phenomena governing uni-axial tensile behavior of paperboard and corrugated cardboard. Compos. Struct. 2009, 87, 80–92. [Google Scholar] [CrossRef]
- Nordstrand, T. Basic Testing and Strength Design of Corrugated Board and Containers. Ph.D. Thesis, Division of Structural Mechanics, LTH, Lund University, Lund, Sweden, 2003. [Google Scholar]
- Von der Heyden, A.; Lange, J. Assessment of the utilisation of corrugated cardboard as a core material for sandwich panels. Ce/papers 2017, 1, 1716–1725. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Id. | Type | H (mm) | Z (mm) | p (mm) | a (mm) | b (mm) | x (mm) | f | nBCT | nECT |
|---|---|---|---|---|---|---|---|---|---|---|
| O-01 | Octabin | 12.5 | 1950 | 3319 | 738 | 344 | 290 | 16.3 | 14 | 10 |
| O-02 | Octabin | 11.5 | 1000 | 3800 | 750 | 548 | 300 | 18.2 | 1 | 10 |
| O-03 | Octabin | 11.5 | 920 | 1855 | 258 | 206 | 206 | 12.7 | 4 | 10 |
| O-04 | Octabin | 14 | 1060 | 3640 | 455 | 455 | 455 | 16.1 | 2 | 10 |
| O-05 | Octabin | 6.6 | 930 | 3319 | 780 | 344 | 290 | 22.4 | 9 | 10 |
| E-01 | ECOBOX | 14 | 755 | 4020 | 1055 | 955 | - | 17.0 | 5 | 10 |
| E-02 | ECOBOX | 20 | 925 | 4150 | 1140 | 940 | - | 14.4 | 10 | 10 |
| E-03 | ECOBOX | 20 | 910 | 3880 | 1170 | 770 | - | 13.9 | 1 | 10 |
| E-04 | ECOBOX | 21 | 868 | 4153 | 1140 | 940 | - | 14.1 | 1 | 10 |
| E-05 | ECOBOX | 21 | 868 | 4153 | 1140 | 940 | - | 14.1 | 1 | 10 |
| E-06 | ECOBOX | 13.9 | 825 | 5130 | 1450 | 1118 | - | 19.2 | 1 | 10 |
| E-07 | ECOBOX | 13.3 | 680 | 5856 | 1588 | 1340 | - | 21.0 | 1 | 10 |
| E-08 | ECOBOX | 13.3 | 1478 | 3540 | 1105 | 665 | - | 16.3 | 12 | 10 |
| E-09 | ECOBOX | 13.9 | 1478 | 3540 | 1105 | 665 | - | 16.0 | 10 | 10 |
| E-10 | ECOBOX | 20 | 1075 | 4190 | 1050 | 1050 | - | 14.5 | 2 | 2 |
| E-11 | ECOBOX | 13 | 995 | 3458 | 581 | 574 | 574 | 16.3 | 2 | 2 |
| E-12 | ECOBOX | 20 | 1087 | 3575 | 455 | 450 | 450 | 13.4 | 2 | 2 |
| E-13 | ECOBOX | 14 | 440 | 3500 | 1070 | 680 | - | 15.8 | 2 | 10 |
| E-14 | ECOBOX | 18.5 | 925 | 4150 | 1140 | 940 | - | 15.0 | 6 | 10 |
| R-01 | Rectangular | 7 | 140 | 2692 | 783 | 567 | - | 19.6 | 1 | 10 |
| R-02 | Rectangular | 9 | 240 | 3200 | 1120 | 480 | - | 18.9 | 1 | 1 |
| R-03 | Rectangular | 13 | 575 | 3940 | 1185 | 785 | - | 17.4 | 4 | 4 |
| R-04 | Rectangular | 13 | 815 | 3980 | 1185 | 785 | - | 18.5 | 2 | 1 |
| R-05 | Rectangular | 13 | 1625 | 4460 | 1215 | 1015 | - | 18.5 | 3 | 3 |
| R-06 | Rectangular | 9 | 480 | 4120 | 1110 | 950 | - | 21.4 | 4 | 10 |
| R-07 | Rectangular | 9 | 810 | 4120 | 1110 | 950 | - | 21.4 | 4 | 10 |
| R-08 | Rectangular | 7 | 480 | 3040 | 960 | 560 | - | 20.8 | 9 | 10 |
| R-09 | Rectangular | 9 | 580 | 4120 | 1110 | 950 | - | 21.4 | 4 | 10 |
| R-10 | Rectangular | 12.8 | 800 | 3749 | 1133 | 748 | - | 17.1 | 2 | 10 |
| R-11 | Rectangular | 7 | 1030 | 3858 | 1167 | 766 | - | 23.5 | 2 | 10 |
| R-12 | Rectangular | 9.3 | 360 | 3930 | 1185 | 780 | - | 20.6 | 3 | 9 |
| R-13 | Rectangular | 13 | 530 | 3080 | 970 | 570 | - | 15.4 | 1 | 10 |
| Id. | num | H (mm) | HA (mm) | B (mm) | Z (mm) |
|---|---|---|---|---|---|
| B-01 | 6 | 6.7 | 40.2 | 300 | 300 |
| B-02 | 10 | 6.7 | 67 | 300 | 300 |
| B-03 | 30 | 6.7 | 201 | 300 | 300 |
| B-04 | 30 | 6.7 | 201 | 300 | 275 |
| B-05 | 10 | 6.7 | 67 | 500 | 500 |
| B-06 | 20 | 6.7 | 134 | 500 | 500 |
| B-07 | 6 | 7 | 42 | 300 | 300 |
| B-08 | 10 | 7 | 70 | 300 | 300 |
| B-09 | 30 | 7 | 210 | 300 | 300 |
| B-10 | 30 | 7 | 210 | 300 | 275 |
| B-11 | 11 | 7 | 77 | 500 | 500 |
| B-12 | 20 | 7 | 140 | 500 | 500 |
| Id. | Results of the BCT Tests | Results of the ECT Tests | ||||
|---|---|---|---|---|---|---|
(kN) | (mm) | (N/mm2) | (N/mm2) | (N/mm) | (N/mm2) | |
| O-01 | 26.5 ± 3.5 | 17.5 | 0.64 | 71.08 | 20.8 ± 3.0 | 1.66 |
| O-02 | 31.6 ± N.A. | 8.90 | 0.72 | 81.32 | 18.5 ± 0.5 | 2.09 |
| O-03 | 24.2 ± 1.4 | 12.0 | 1.13 | 86.88 | 20.9 ± 0.7 | 1.81 |
| O-04 | 56.3 ± 2.78 | 13.3 | 1.16 | 75.59 | 27.6 ± 0.7 | 1.97 |
| O-05 | 16.2 ± 0.9 | 8.00 | 0.74 | 86.15 | 13.2 ± 0.5 | 2.01 |
| E-01 | 25.6 ± 0.9 | 6.00 | 0.46 | 57.27 | 26.0 ± 1.0 | 1.85 |
| E-02 | 36.4 ± 2.32 | 18.0 | 0.44 | 22.54 | 25.7 ± 0.2 | 1.29 |
| E-03 | 83.6 ± N.A. | 18.0 | 1.08 | 54.48 | 35.8 ± 1.3 | 1.79 |
| E-04 | 52.4 ± N.A. | 18.5 | 0.60 | 28.19 | 27.4 ± 2.5 | 1.30 |
| E-05 | 43.4 ± N.A. | 22.8 | 0.50 | 18.95 | 26.0 ± 1.2 | 1.24 |
| E-06 | 24.2 ± N.A. | 19.0 | 0.34 | 14.76 | 18.5 ± 0.4 | 1.33 |
| E-07 | 25.3 ± N.A. | 9.50 | 0.33 | 23.29 | 21.2 ± 0.8 | 1.60 |
| E-08 | 26.0 ± 1.2 | 21.0 | 0.55 | 38.79 | 21.8 ± 1.3 | 1.64 |
| E-09 | 24.9 ± 1.5 | 16.7 | 0.51 | 44.70 | 24.1 ± 1.6 | 1.73 |
| E-10 | 54.8 ± 10 | 14.7 | 0.65 | 47.86 | 34.6 ± 1.3 | 1.73 |
| E-11 | 40.6 ± 0.1 | 6.20 | 0.90 | 145.03 | 28.6 ± 2.2 | 2.20 |
| E-12 | 72.9 ± 0.5 | 19.5 | 1.02 | 56.82 | 36.2 ± 2.5 | 1.81 |
| E-13 | 18.0 ± 0.2 | 13.5 | 0.37 | 11.99 | 16.4 ± 0.9 | 1.17 |
| E-14 | 45.2 ± 4.1 | 14.0 | 0.59 | 38.92 | 29.9 ± 0.5 | 1.61 |
| R-01 | 3.12 ± N.A. | 3.60 | 0.17 | 6.44 | 6.95 ± 0.2 | 0.99 |
| R-02 | 6.51 ± N.A. | 7.50 | 0.23 | 7.23 | 8.65 ± N.A. | 0.96 |
| R-03 | 24.7 ± 2.6 | 12.0 | 0.48 | 23.14 | 20.2 ± 1.5 | 1.55 |
| R-04 | 28.9 ± 0.8. | 11.3 | 0.50 | 53.96 | 23.5 ± N.A. | 1.48 |
| R-05 | 37.8 ± 2.8 | 12.0 | 0.65 | 88.39 | 25.1 ± 1.4 | 1.93 |
| R-06 | 16.3 ± 0.8 | 9.0 | 0.44 | 23.49 | 13.3 ± 0.3 | 1.48 |
| R-07 | 16.7 ± 0.7 | 9.90 | 0.45 | 36.83 | 14.4 ± 0.3 | 1.60 |
| R-08 | 6.15 ± 0.59 | 7.50 | 0.29 | 18.50 | 10.9 ± 0.4 | 1.56 |
| R-09 | 15.2 ± 0.2 | 9.00 | 0.41 | 26.49 | 15.1 ± 0.3 | 1.68 |
| R-10 | 19.8 ± 2.2 | 21.1 | 0.41 | 15.66 | 14.8 ± 0.7. | 1.16 |
| R-11 | 10.3 ± 0.1 | 12.3 | 0.38 | 32.04 | 11.7 ± 0.3 | 1.67 |
| R-12 | 16.9 ± 0.8 | 5.00 | 0.46 | 33.35 | 16.5 ± 0.2 | 1.72 |
| R-13 | 27.2 ± N.A. | 13.0 | 0.68 | 27.65 | 19.2 ± 0.5 | 1.48 |
| Id. | R (kN) | δ (mm) | Sy,B (N/mm2) | (N/mm2) |
|---|---|---|---|---|
| B-01 | 8.87 | 1.9 | 0.74 | 116.1 |
| B-02 | 1.78 | 4.9 | 0.89 | 54.29 |
| B-03 | 61.9 | 9.9 | 1.03 | 31.12 |
| B-04 | 57.0 | 8.7 | 0.95 | 29.90 |
| B-05 | 29.5 | 5.7 | 0.88 | 77.27 |
| B-06 | 68.7 | 14.4 | 1.03 | 35.63 |
| B-07 | 14.8 | 2.1 | 1.17 | 167.5 |
| B-08 | 14.1 | 2.5 | 0.67 | 80.41 |
| B-09 | 83.8 | 10.3 | 1.33 | 38.74 |
| B-10 | 88.3 | 10.4 | 1.40 | 37.05 |
| B-11 | 64.0 | 7.5 | 1.66 | 110.8 |
| B-12 | 15.3 | 3.7 | 0.22 | 29.53 |
| Model Id. | Geometrical and ECT Test Input Data | For CAE Models | For mathematical Models | |||||
|---|---|---|---|---|---|---|---|---|
| f | m | ECT (N/mm) | Sy,ECT (N/mm2) | E (N/mm2) | Sy,BCT (N/mm2) | BCT (kN/mm) | δmax (mm) | |
| O-04 | 16.1 | 7.63 | 27.6 | 1.97 | 118 (±12%) | 0.93 | 47.4 | 11.5 |
| R-04 | 18.5 | 5.61 | 23.5 | 1.81 | 108 (±12%) | 0.55 | 28.4 | 8.99 |
| Model | BCT (kN) | δ (mm) | |
|---|---|---|---|
| CAE | E = 104 N/mm2 | 49.2 | 14.6 |
| E = 118 N/mm2 | 51.8 | 13.2 | |
| E = 132 N/mm2 | 54.7 | 11.9 | |
| Mathematical | - | 47.4 | 11.5 |
| Experimental | Test 1 | 53.5 | 14.0 |
| Test 2 | 59.1 | 12.5 | |
| Model | BCT (kN) | δ (mm) | |
|---|---|---|---|
| CAE | E = 95 N/mm2 | 25.3 | 11.0 |
| E = 108 N/mm2 | 26.9 | 10.6 | |
| E = 121 N/mm2 | 28.2 | 10.1 | |
| Mathematical | - | 28.1 | 11.5 |
| Experimental | Test 1 | 29.7 | 11.0 |
| Test 2 | 28.1 | 11.5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gallo, J.; Cortés, F.; Alberdi, E.; Goti, A. Mechanical Behavior Modeling of Containers and Octabins Made of Corrugated Cardboard Subjected to Vertical Stacking Loads. Materials 2021, 14, 2392. https://doi.org/10.3390/ma14092392
Gallo J, Cortés F, Alberdi E, Goti A. Mechanical Behavior Modeling of Containers and Octabins Made of Corrugated Cardboard Subjected to Vertical Stacking Loads. Materials. 2021; 14(9):2392. https://doi.org/10.3390/ma14092392
Chicago/Turabian StyleGallo, Javier, Fernando Cortés, Elisabete Alberdi, and Aitor Goti. 2021. "Mechanical Behavior Modeling of Containers and Octabins Made of Corrugated Cardboard Subjected to Vertical Stacking Loads" Materials 14, no. 9: 2392. https://doi.org/10.3390/ma14092392
APA StyleGallo, J., Cortés, F., Alberdi, E., & Goti, A. (2021). Mechanical Behavior Modeling of Containers and Octabins Made of Corrugated Cardboard Subjected to Vertical Stacking Loads. Materials, 14(9), 2392. https://doi.org/10.3390/ma14092392