
Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding



Abstract
1. Introduction
2. Materials and Methods
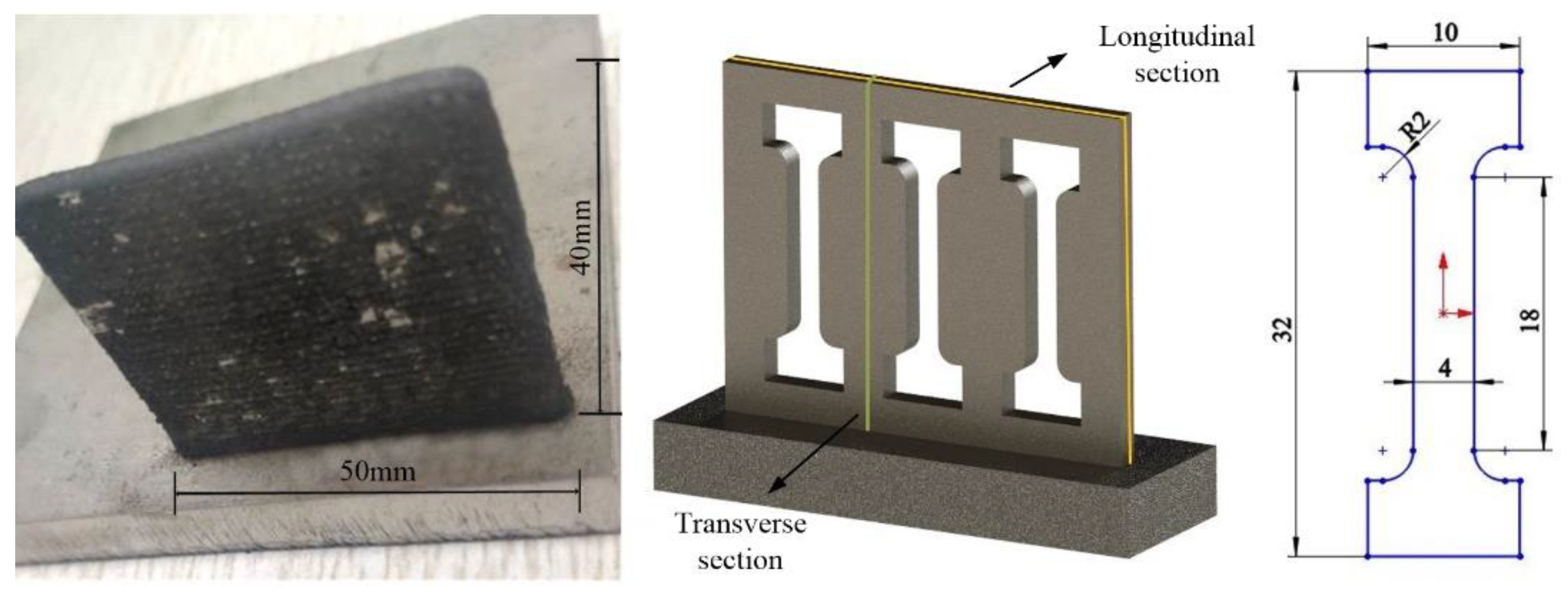
2.1. Materials
2.2. Experimental Parameters
3. Results and Discussion
3.1. Effect of Vanadium Content on Microstructure Characteristics of Solidification
3.2. Effect of Vanadium Content on Element Segregation
3.3. Effect of Vanadium Content on Mechanical Properties of Samples
4. Conclusions
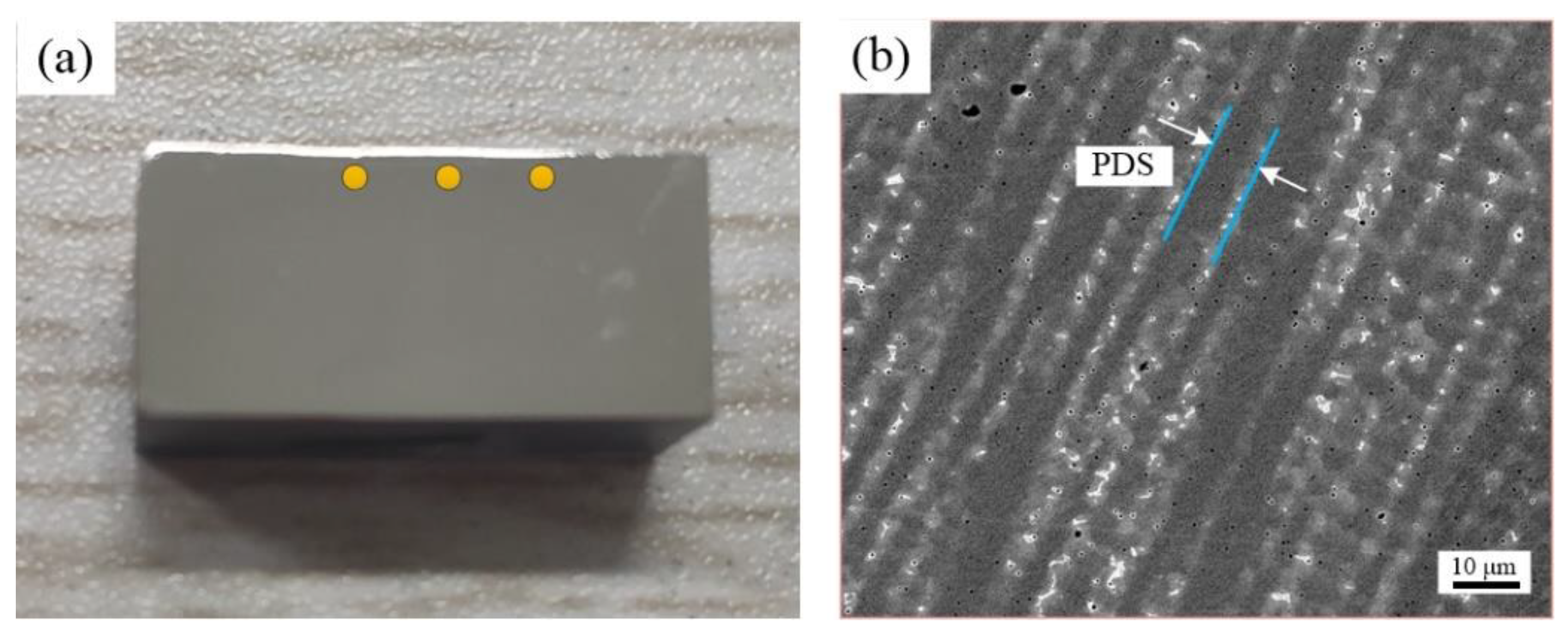
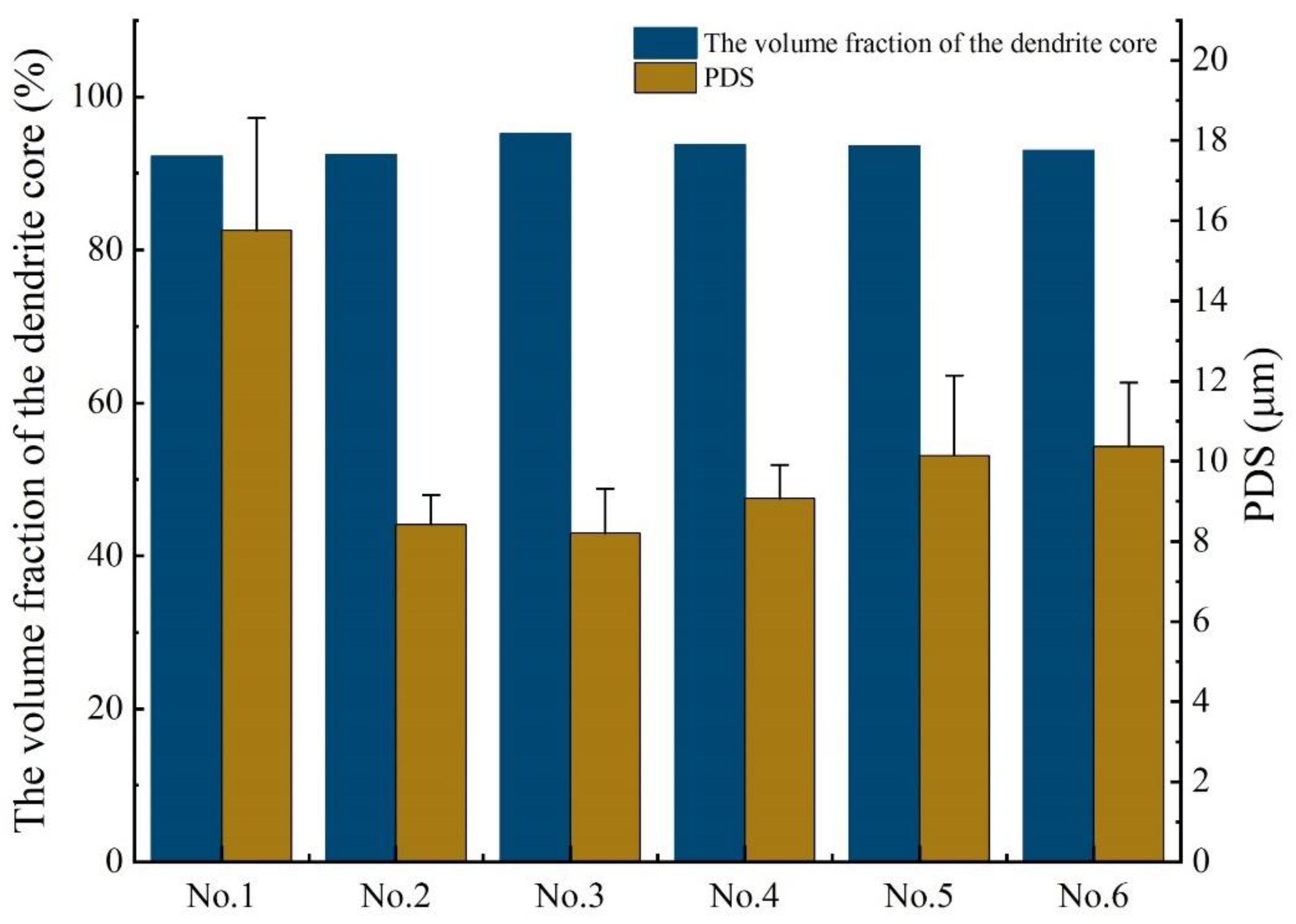
- The addition of vanadium has little effect on the volume fraction of the dendrite core in the IN718 alloy, but the PDS of the alloys can be significantly reduced, and the values of the No. 2 alloy and No. 3 alloy are the smallest.
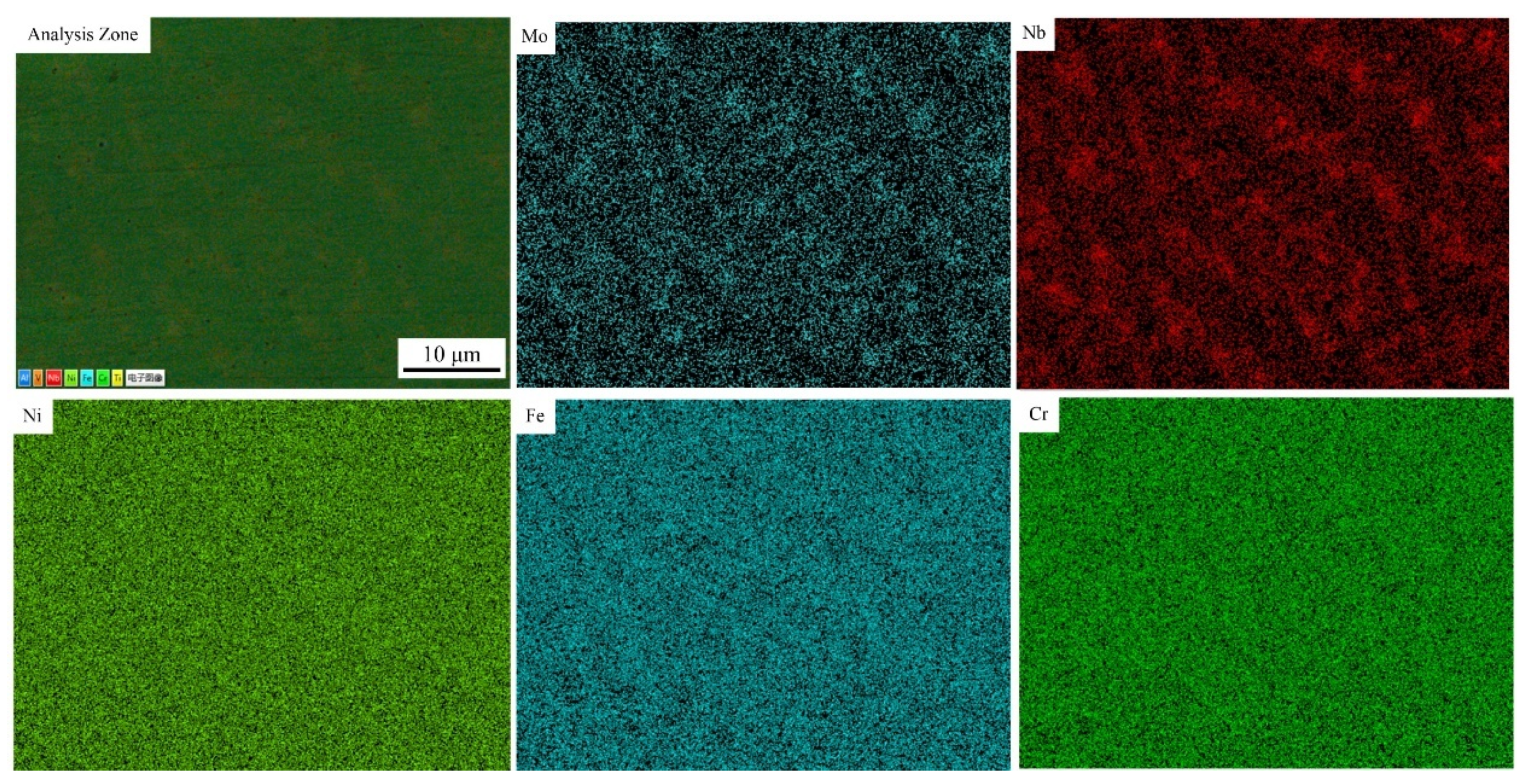
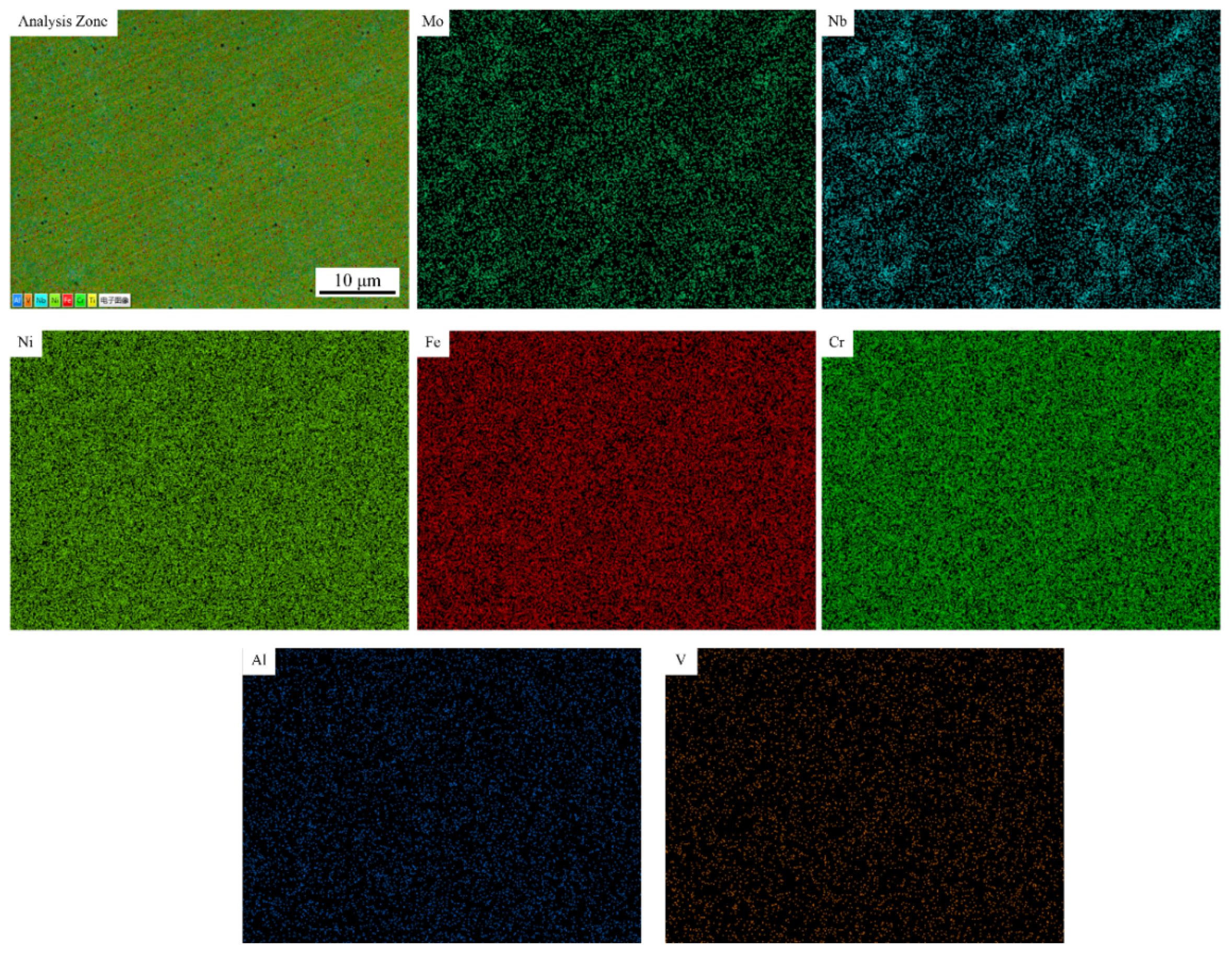
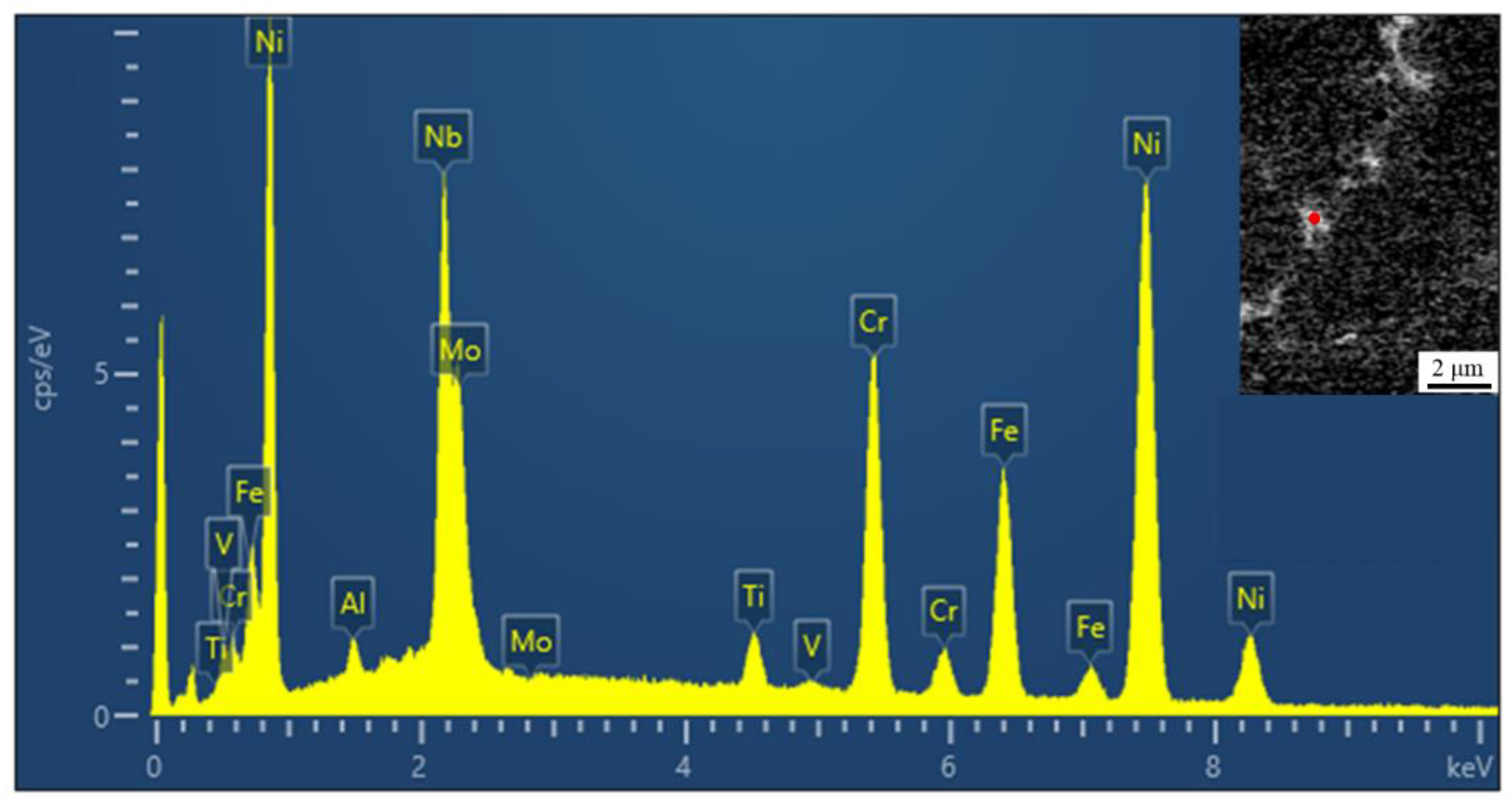
- With the addition of vanadium, the porosity of the cladding layer has been significantly reduced. Analysis of the element distribution in the cladding layer shows that no segregation of the V element occurs, and the main segregated elements are Mo and Nb. The addition of vanadium will reduce the concentration of Nb in the Laves phase. It can be predicted that the difficulty of homogenization treatment of the No. 2 alloy, No. 3 alloy and No. 6 alloy is reduced compared with others.
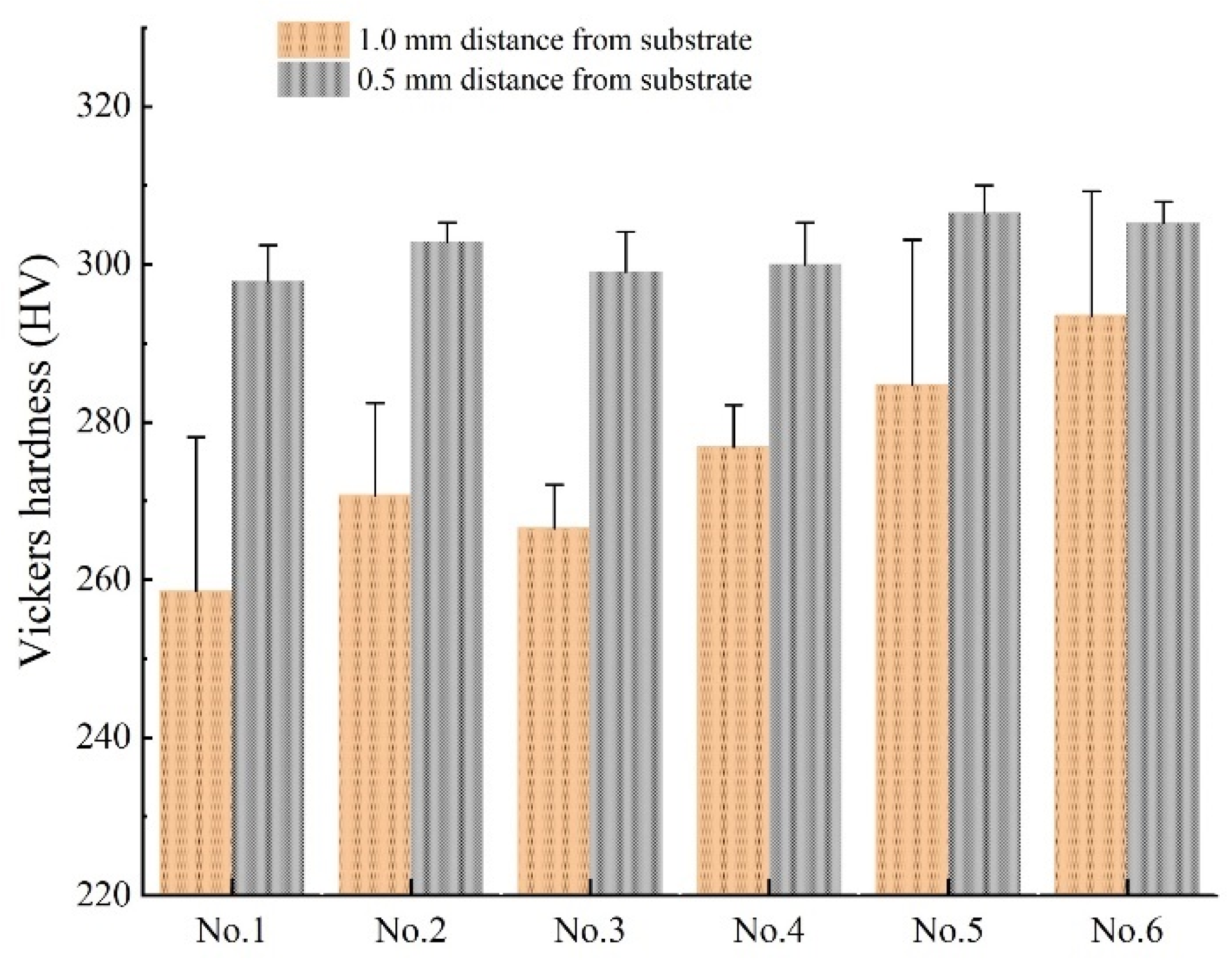
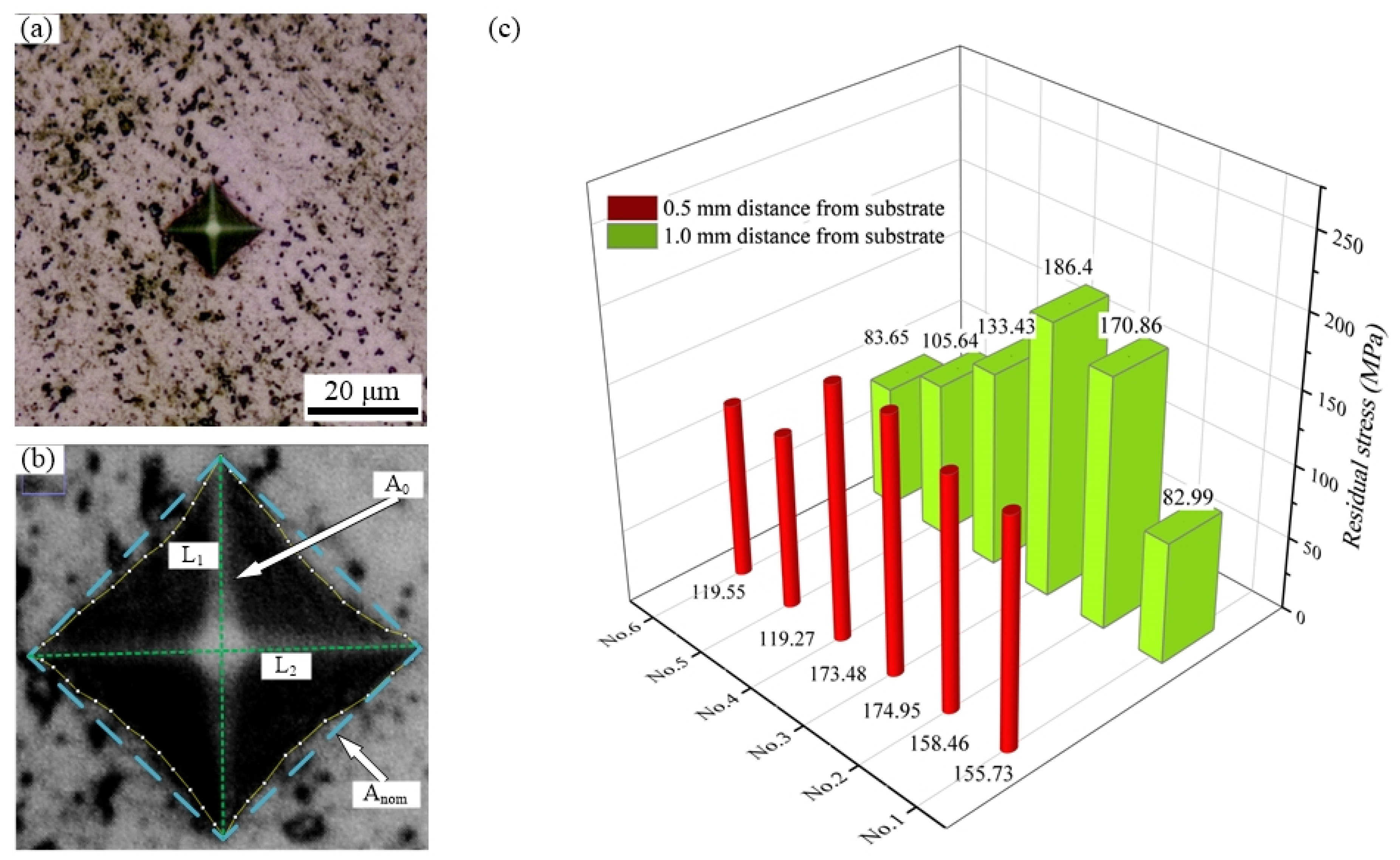
- The Vickers hardness value of the cladding layer is measured. The addition of vanadium to IN718 alloy will increase its hardness, which also indicates that the wear resistance of the cladding layer after the addition of the vanadium element will increase. Using the Vickers hardness indentation method to measure the residual stress of the cladding layer, it is found that the addition of vanadium has a negative effect on residual stress, and that the residual stresses of the No. 2 alloy and No. 3 alloy are the largest.
- The addition of vanadium powder can significantly enhance the elongation of IN718 alloy, but it has a slightly negative effect on yield strength and tensile strength. In summary, the IN718 alloy with a vanadium content of 0.081 wt.% has a comprehensive microstructure and mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Zhu, L.; Xu, Z.F.; Liu, P.; Gu, Y.F. Effect of processing parameters on microstructure of laser solid forming Inconel 718 superalloy. Opt. Laser Technol. 2018, 98, 409–415. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Ritter, A. Studies of Standard Heat Treatment Effects on Microstructure and Mechanical Properties of Laser Net Shape Manufactured INCONEL 718. Met. Mater. Trans. A 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Reddy, G.M.; Murthy, C.V.S.; Rao, K.S. Improvement of mechanical properties of Inconel 718 electron beam welds—Influence of welding techniques and postweld heat treatment. Int. J. Adv. Manuf. Technol. 2009, 43, 671–680. [Google Scholar] [CrossRef]
- Parimi, L.L.; Ravi, G.A.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Lin, Y.; Ping, X.; Kuang, J.; Deng, Y. Improving the microstructure and mechanical properties of laser cladded Ni-based alloy coatings by changing their composition: A review. Rev. Adv. Mater. Sci. 2020, 59, 340–351. [Google Scholar]
- Xin, X.; Wei, H.Z.; Lian, X.Y.; Liu, F.; Wen, D.J.; Sun, W.R.; Hu, Z.Q. Effects of Co on the Solidification and Precipitation Behaviors of IN 718 Alloy. In Materials Science Forum; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2015; Volume 3768. [Google Scholar]
- Miao, Z.J.; Shan, A.D.; Wu, Y.B.; Lu, J.; Liu, J.L.; Song, H.W. Effects of P and B addition on as-cast microstructure and homogenization parameter of Inconel 718 alloy. Trans. Nonferr. Metal. Soc. 2012, 22, 318–323. [Google Scholar] [CrossRef]
- Wang, L.H.; Liu, Z.L.; Liu, X.Q.; Sun, N.; Wen, C. Effects of Al and Ti Contents on the Microstructure and Solidification Behavior of Cast Inconel 718. J. Mater. Sci. Eng. 2016, 34, 242–247. (In Chinese) [Google Scholar]
- Zhang, A.; Yang, Y.; Zhang, S.; Zhang, D.; Zhang, W.H.; Han, D.W.; Qi, F.; Tan, Y.G.; Xin, X.; Sun, W.R. Distribution of Phosphorus and Its Effects on Precipitation Behaviors and Tensile Properties of IN718C Cast Superalloy. Acta Metall. Sin. Engl. 2019, 32, 887–899. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.J.; Li, Y.M. Effect of Zr addition on precipitates in K4169 superalloy. China Foundry 2012, 9, 6–10. [Google Scholar]
- Muroga, T.; Nagasaka, T.; Abe, K. Vanadium alloys—Overview and recent results. J. Nucl. Mater. 2002, 307, 547–554. [Google Scholar] [CrossRef]
- Mo, Y.; Wang, D.; Jiang, B.; Li, Y.; Liu, H.; Wang, C.; Cai, X.; Cai, J. Effect of Vanadium on the Solidification and Homogenization Behaviors in Inconel 718 Alloy. Adv. Eng. Mater. 2016, 18, 1453–1459. [Google Scholar] [CrossRef]
- Mo, Y.; Wang, D. Effect of vanadium content on as-cast micro-structure and mechanical properties of alloy 718. Mater. Res. Express. 2019, 6, 66570. [Google Scholar] [CrossRef]
- Yang, K.; Xie, H.; Sun, C.; Zhao, X.; Li, F. Influence of Vanadium on the microstructure of IN718 alloy by laser cladding. Materials 2019, 12, 3839. [Google Scholar] [CrossRef]
- Carlsson, S.; Larsson, P.L. Larsson. On the determination of residual stress and strain fields by sharp indentation testing: Part I: Theoretical and numerical analysis. Acta Mater. 2001, 49, 2179–2191. [Google Scholar] [CrossRef]
- Carlsson, S.; Larsson, P.L. On the determination of residual stress and strain fields by sharp indentation testing: Part II: Experimental investigation. Acta Mater. 2001, 49, 2193–2203. [Google Scholar] [CrossRef]
- Xin, B.; Zhou, X.; Cheng, G.; Yao, J.; Gong, Y. Microstructure and mechanical properties of thin-wall structure by hybrid laser metal deposition and laser remelting process. Opt. Laser Technol. 2020, 127, 106087. [Google Scholar] [CrossRef]
- Lv, H.; Li, Z.; Li, X. Investigation on the Microporosity Formation of IN718 Alloy during Laser Cladding Based on Cellular Automaton. Materials 2021, 14, 837. [Google Scholar] [CrossRef] [PubMed]
- Sgk, M.; Sivakumar, D.; Prasad, R.K. Effect of weld cooling rate on Laves phase formation in Inconel 718 fusion zone. J. Mater. Process. Technol. 2014, 214, 358–364. [Google Scholar]
- Manikandan, S.; Sivakumar, D.; Prasad, R.K. Laves phase in alloy 718 fusion zone—Microscopic and calorimetric studies. Mater. Charact. 2015, 100, 192–206. [Google Scholar] [CrossRef]
- Radulovic, M.; Fiset, M.; Peev, K. The influence of vanadium on fracture toughness and abrasion resistance in high chromium white cast irons. J. Mater. Sci. 1994, 29, 5085–5094. [Google Scholar] [CrossRef]
- Yi, M. Effect of vanadium on the microstructures and mechanical properties of an Al–Mg–Si–Cu–Cr–Ti alloy of 6XXX series. J. Alloys Compd. 2013, 573, 102–111. [Google Scholar]
- Gao, Y.; Zhu, M.; Lai, J.K.L. Microstructure characterization and effect of thermal cycling and ageing on vanadium-doped Cu–Al–Ni–Mn high-temperature shape memory alloy. J. Mater. Sci. 1998, 33, 3579–3584. [Google Scholar] [CrossRef]
- Sheridan, L.; Scott-Emuakpor, O.E.; George, T.; Gockel, J.E. Relating porosity to fatigue failure in additively manufactured alloy 718. Mater. Sci. Eng. A 2018, 727, 170–176. [Google Scholar] [CrossRef]
- Gribbin, S.; Ghorbanpour, S.; Ferreri, N.C.; Bicknell, J.; Tsukrov, I.; Knezevic, M. Role of grain structure, grain boundaries, crystallographic texture, precipitates, and porosity on fatigue behavior of Inconel 718 at room and elevated temperatures. Mater. Charact. 2019, 149, 184–197. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lin, X.; Huang, W. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. Materi. Sci. Eng. A 2007, 478, 119–124. [Google Scholar] [CrossRef]
- Zeng, C.; Tian, W.; Liao, W.; Hua, L. Microstructure and porosity evaluation in laser-cladding deposited Ni-based coatings. Surf. Coat. Technol. 2016, 294, 122–130. [Google Scholar] [CrossRef]
- Baker, T.N. Processes, microstructure and properties of vanadium microalloyed steels. Mater. Sci. Technol. 2009, 25, 1083–1107. [Google Scholar] [CrossRef]
- Mirjana, F.; Zeljko, K.; Marija, K.; Branka, J. Effect of Niobium and Vanadium Additions on the As-Cast Microstructure and Properties of Hypoeutectic Fe–Cr–C Alloy. ISIJ Int. 2013, 53, 2160–2166. [Google Scholar]
- Sui, S.; Chen, J.; Fan, E.; Yang, H.; Lin, X.; Huang, W. The influence of Laves phases on the high-cycle fatigue behavior of laser additive manufactured Inconel 718. Mater. Sci. Eng. A 2017, 695, 6–13. [Google Scholar] [CrossRef]
- Stevens, E.L.; Toman, J.; To, A.C.; Chmielus, M. Variation of hardness, microstructure, and Laves phase distribution in direct laser deposited alloy 718 cuboids. Mater. Des. 2017, 119, 188–198. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, Z.; Nie, P.; Wu, Y. Effect of Precipitation on the Microhardness Distribution of Diode Laser Epitaxially Deposited IN718 Alloy Coating. J. Mater. Sci. Technol. 2013, 29, 349–352. [Google Scholar] [CrossRef]
- Parimi, L.L.; Attallah, M.M.; Gebelin, J.C. Direct Laser Fabrication of INCONEL-718: Effects on Distortion and Microstructure; John Wiley & Sons. Inc.: Hoboken, NJ, USA, 2012. [Google Scholar]
- Zhang, Y.C.; Li, Z.G.; Nie, P.L. Effect of ultrarapid cooling on microstructure of laser cladding IN718 coating. Surf. Eng. 2013, 29, 414–418. [Google Scholar] [CrossRef]
- Liu, F.; Lin, X.; Yang, G.; Song, M.; Song, J.; Huang, W. Microstructure and residual stress of laser rapid formed Inconel 718 nickel-base superalloy. Opt. Laser Technol. 2010, 43, 208–213. [Google Scholar] [CrossRef]
- Suresh, S.; Giannakopoulos, A.E. A new method for estimating residual stresses by instrumented sharp indentation. Acta Mater. 1998, 46, 5755–5767. [Google Scholar] [CrossRef]
- Sui, S.; Chen, J.; Ming, X.; Zhang, S.; Lin, X.; Huang, W. The failure mechanism of 50% laser additive manufactured Inconel 718 and the deformation behavior of Laves phases during a tensile process. Int. J. Adv. Manuf. Technol. 2017, 91, 2733–2740. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | No.1 | No.2 | No.3 | No.4 | No.5 | No.6 |
|---|---|---|---|---|---|---|
| V | / | 0.081 | 0.18 | 0.45 | 1.06 | 1.88 |
| Parameters | Laser Power (W) | Scanning Speed (mm/s) | Powder Federate (g·min−1) | Z-Increment (mm) |
|---|---|---|---|---|
| - | 1200 | 8 | 14 | 0.7 |
| Alloy | Al | Ti | Cr | Fe | Ni | Nb | Mo |
|---|---|---|---|---|---|---|---|
| No.1 | 0.02 | 2.24 | 13.18 | 16.98 | 34.97 | 26.15 | 6.28 |
| No.2 | 0.51 | 1.45 | 14.96 | 13.55 | 45.21 | 19.17 | 5.12 |
| No.3 | 0.82 | 1.76 | 14.31 | 13.17 | 46.92 | 18.40 | 4.61 |
| No.4 | 0.50 | 1.45 | 14.46 | 13.16 | 44.40 | 20.94 | 4.94 |
| No.5 | 0.57 | 1.55 | 14.92 | 13.66 | 43.73 | 21.19 | 3.98 |
| No.6 | 0.61 | 1.54 | 14.44 | 12.94 | 46.42 | 18.95 | 4.59 |
| Alloys | No.1 | No.2 | No.3 | No.4 | No.5 | No.6 |
|---|---|---|---|---|---|---|
| Tensile strength (MPa) | 725.8 ± 12 | 678.6 ± 21 | 725.9 ± 19 | 729.2 ± 23 | 677.6 ± 25 | 722.9 ± 28 |
| Yield strength (MPa) | 716.7 ± 30 | 671.9 ± 27 | 716.7 ± 32 | 712.2 ± 28 | 669.8 ± 33 | 700.9 ± 38 |
| Elongation (%) | 35.5 ± 3.1 | 51.5 ± 2.7 | 46.2 ± 3.5 | 46.9 ± 2.5 | 47.7 ± 2.1 | 46.2 ± 3.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, H.; Li, Z.; Li, X.; Yang, K.; Li, F.; Xie, H. Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding. Materials 2021, 14, 2362. https://doi.org/10.3390/ma14092362
Lv H, Li Z, Li X, Yang K, Li F, Xie H. Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding. Materials. 2021; 14(9):2362. https://doi.org/10.3390/ma14092362
Chicago/Turabian StyleLv, Hao, Zhijie Li, Xudong Li, Kun Yang, Fei Li, and Hualong Xie. 2021. "Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding" Materials 14, no. 9: 2362. https://doi.org/10.3390/ma14092362
APA StyleLv, H., Li, Z., Li, X., Yang, K., Li, F., & Xie, H. (2021). Effect of Vanadium Content on the Microstructure and Mechanical Properties of IN718 Alloy by Laser Cladding. Materials, 14(9), 2362. https://doi.org/10.3390/ma14092362