
A Micro-Computed Tomography Comparison of the Porosity in Additively Fabricated CuCr1 Alloy Parts Using Virgin and Surface-Modified Powders


Abstract
1. Introduction
2. Materials and Methods
2.1. LPBF Specimens Production and Initial Characterization
2.2. Micro-Computed Tomography Analysis
3. Results and Discussion
3.1. LPBF Production and Preliminary Characterization
3.2. Micro-Computed Tomography Results
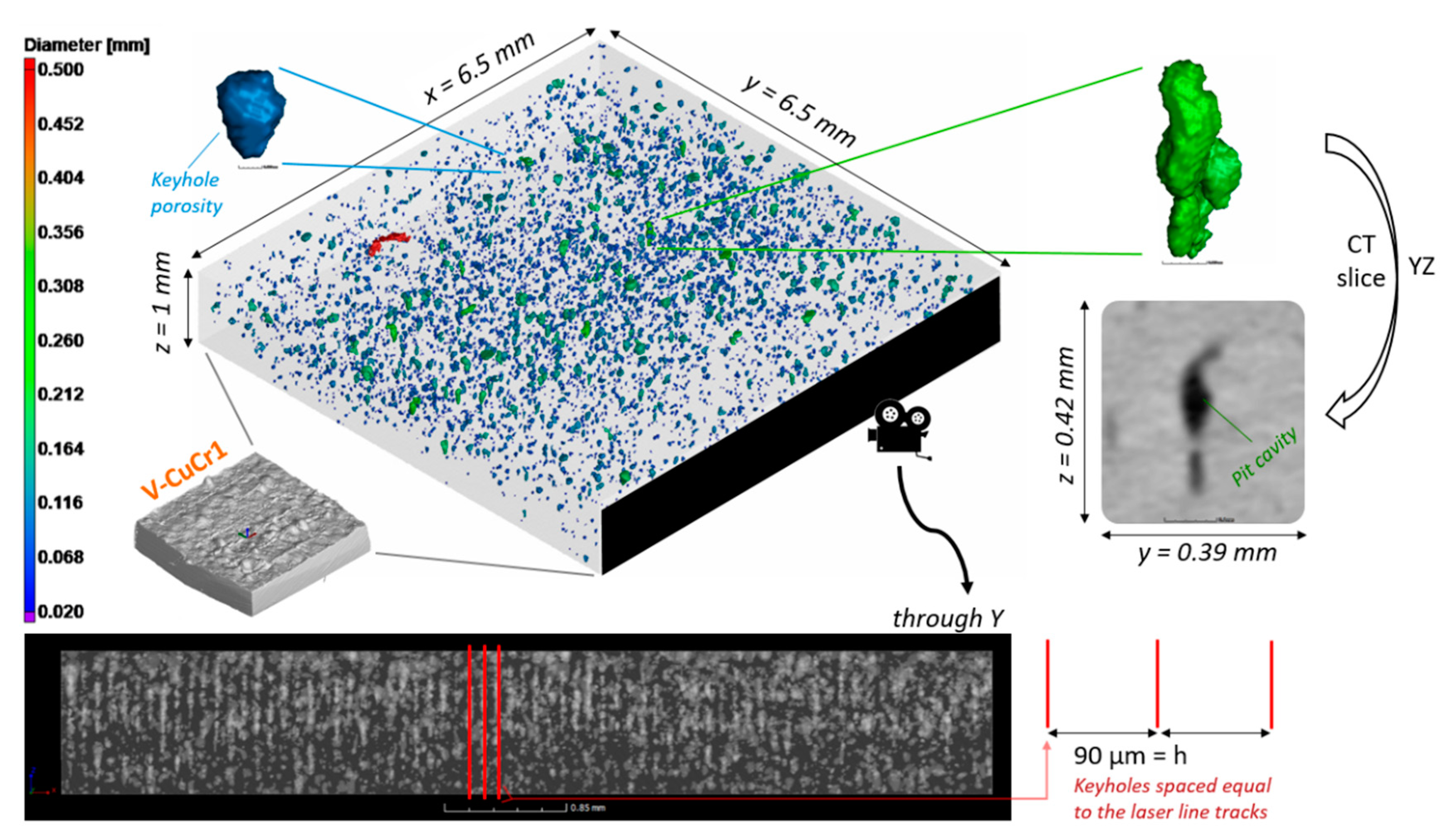
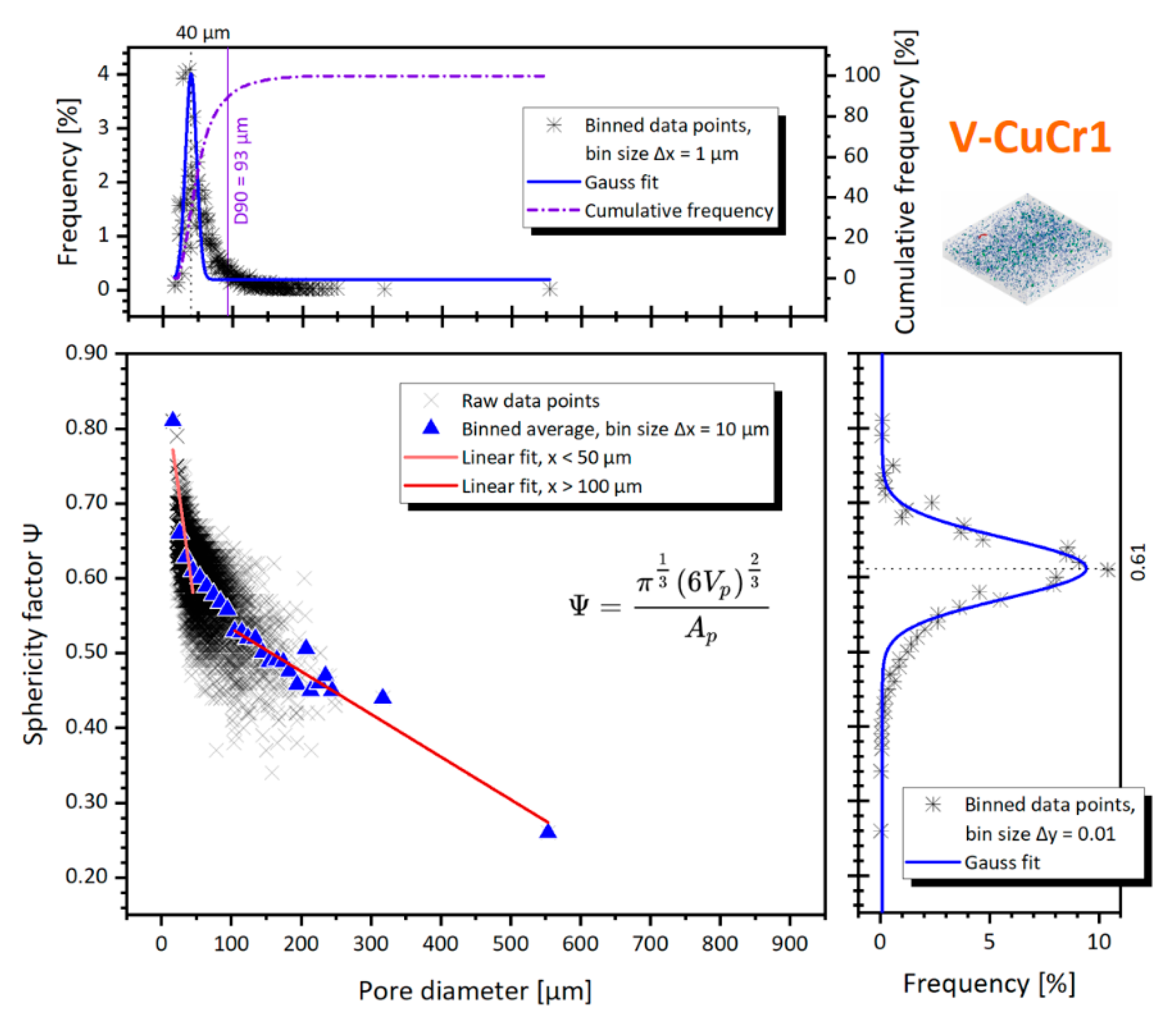
3.2.1. Micro-CT of the V-CuCr1 Specimen
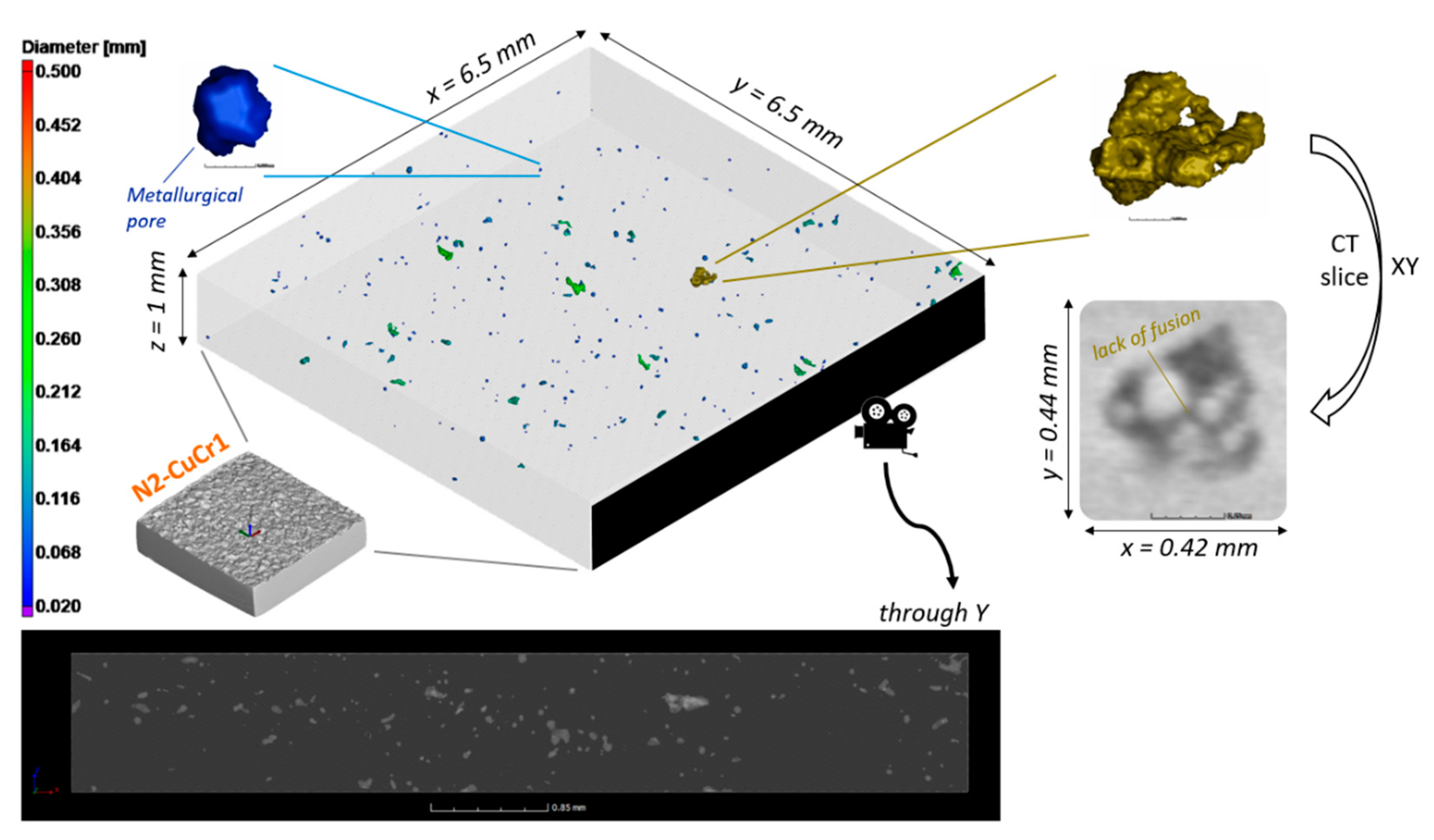
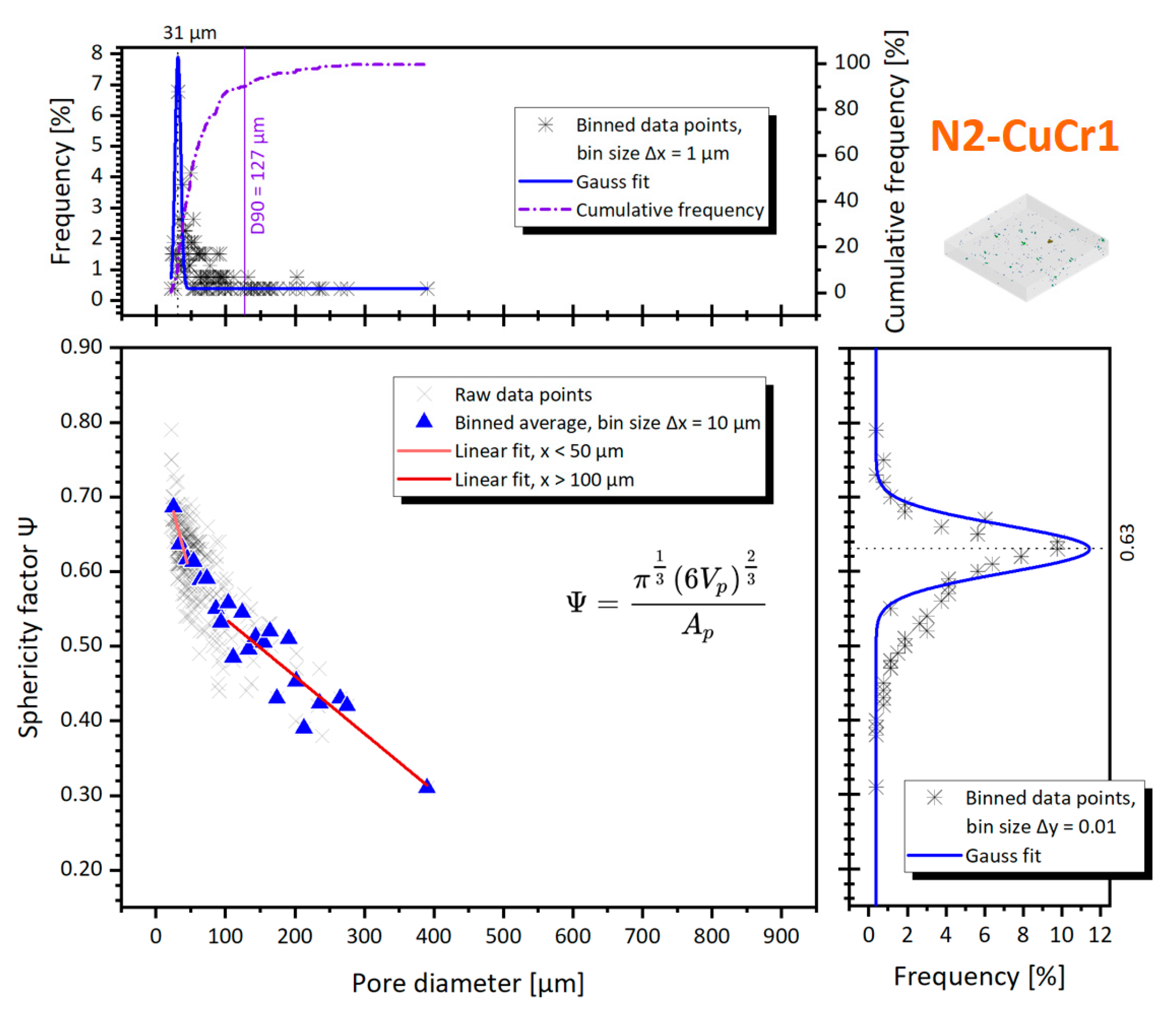
3.2.2. Micro-CT of the N2-CuCr1 Specimen
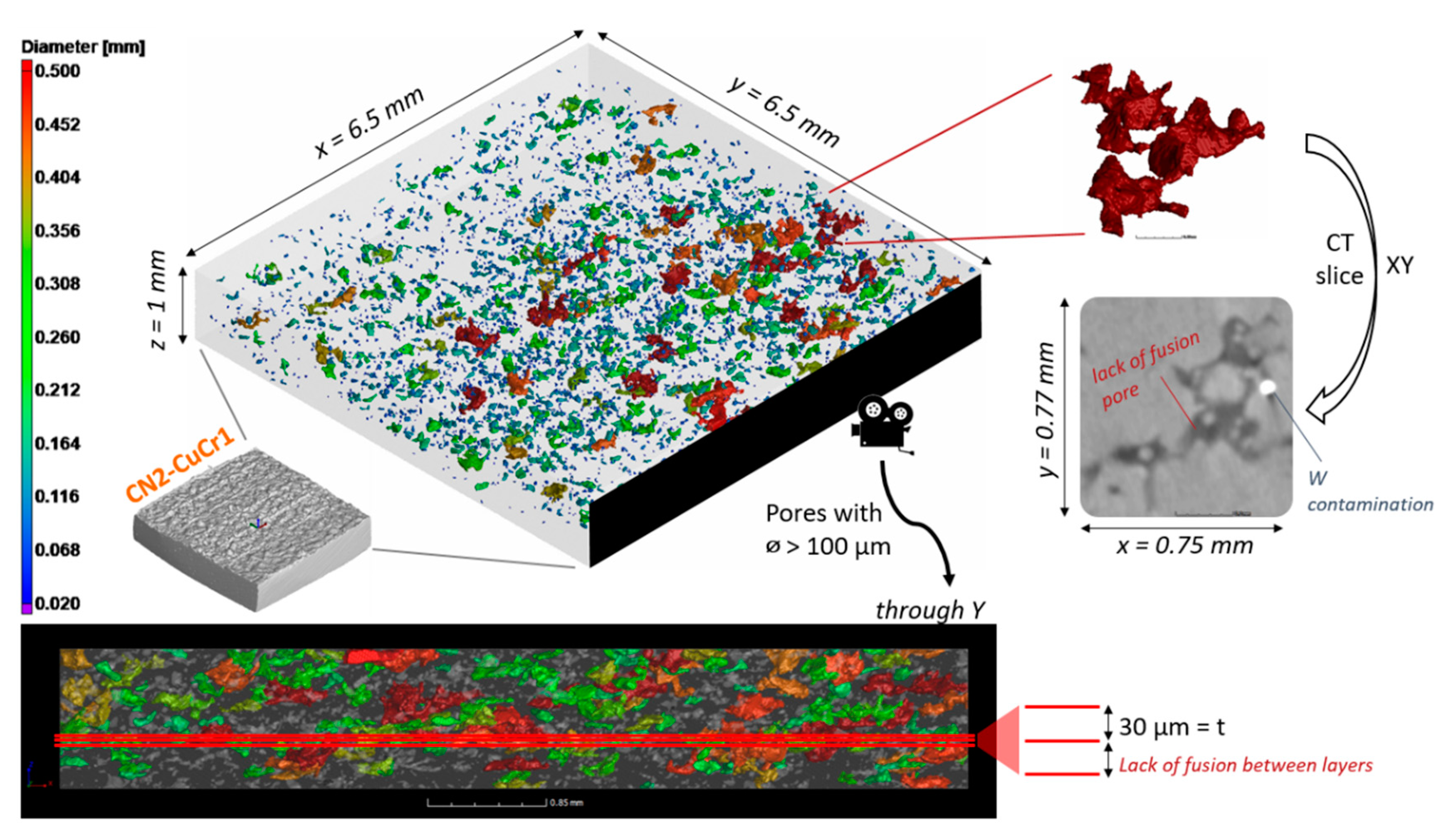
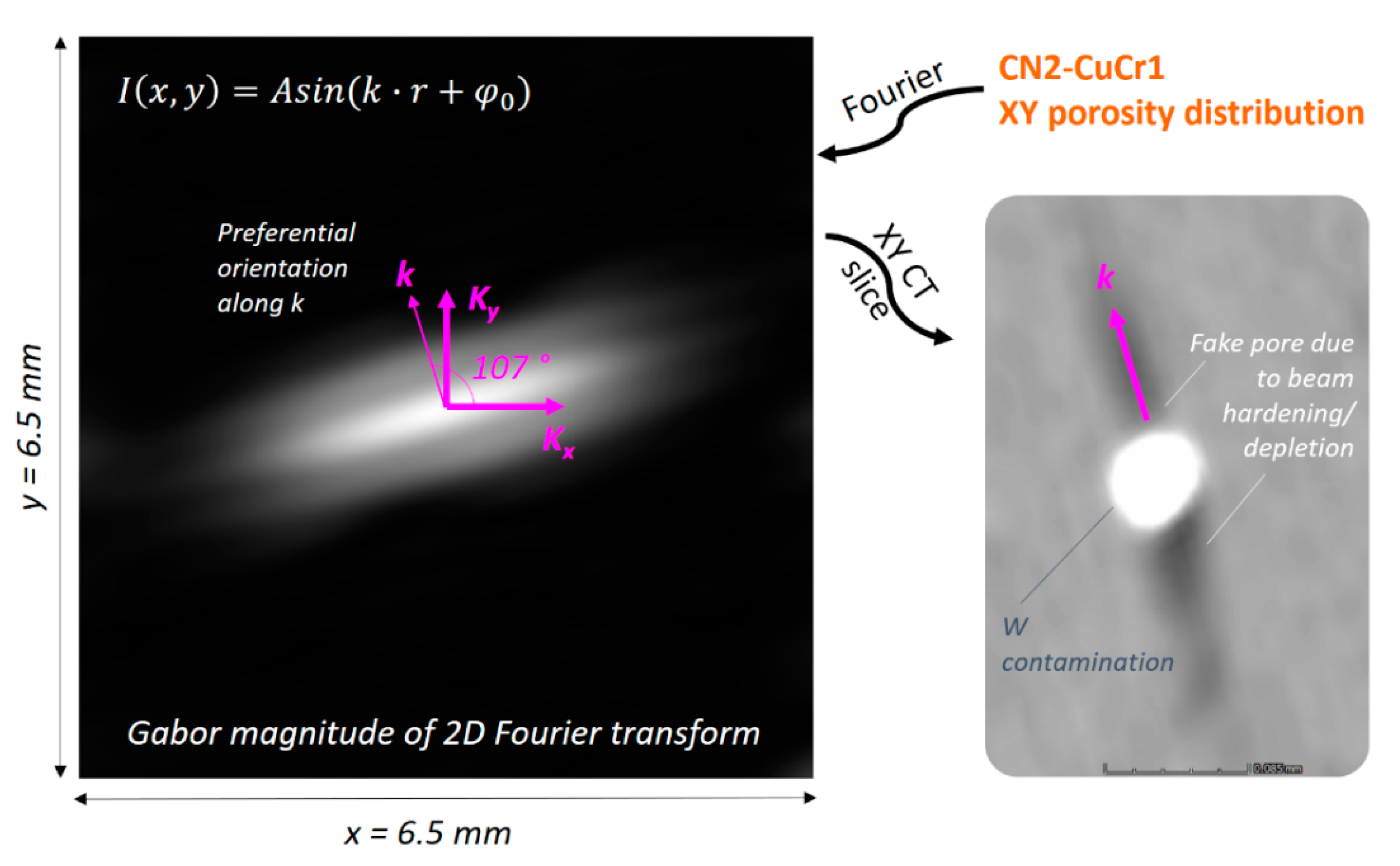
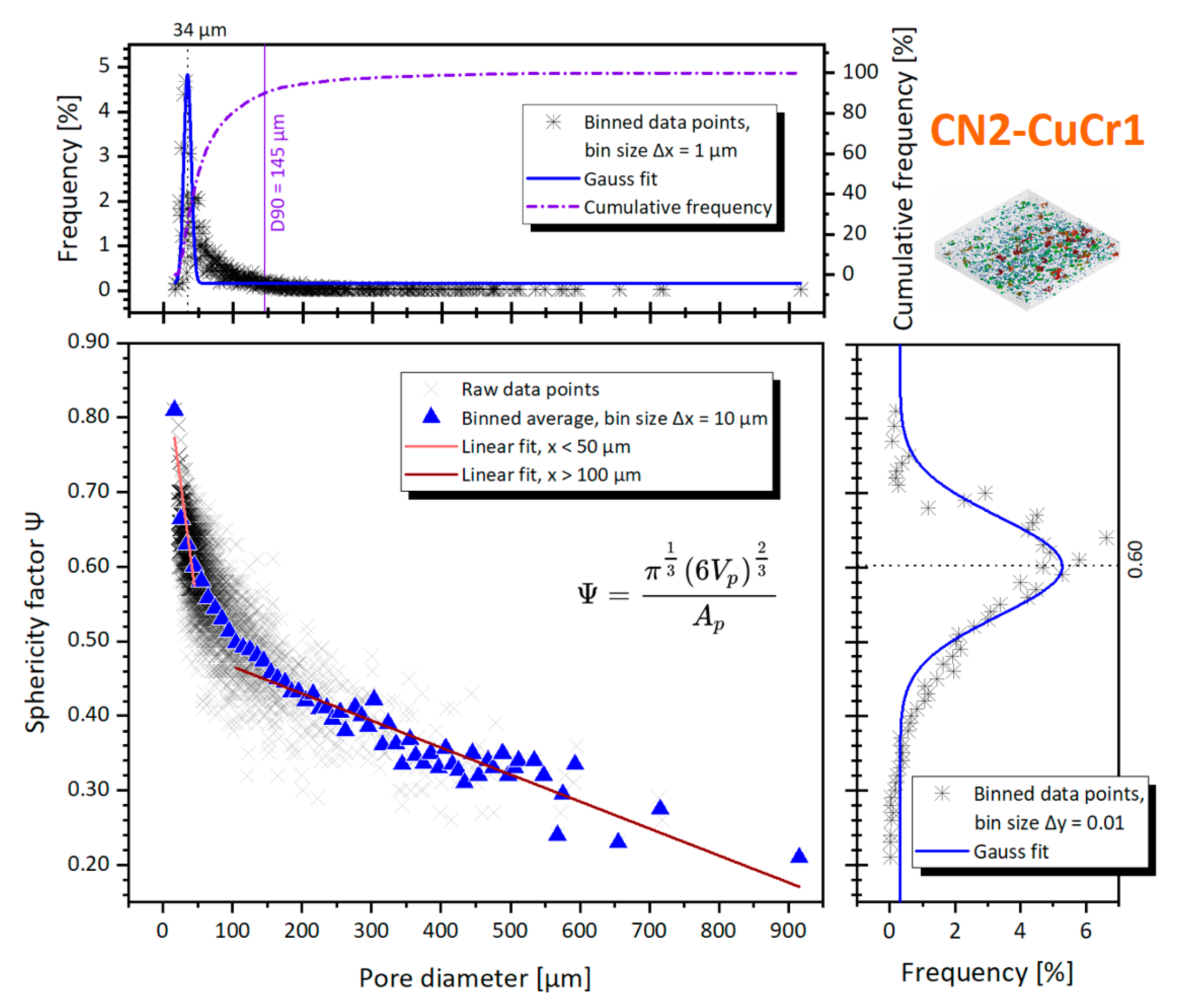
3.2.3. Micro-CT of the CN2-CuCr1 Specimen
4. Summary and Conclusions
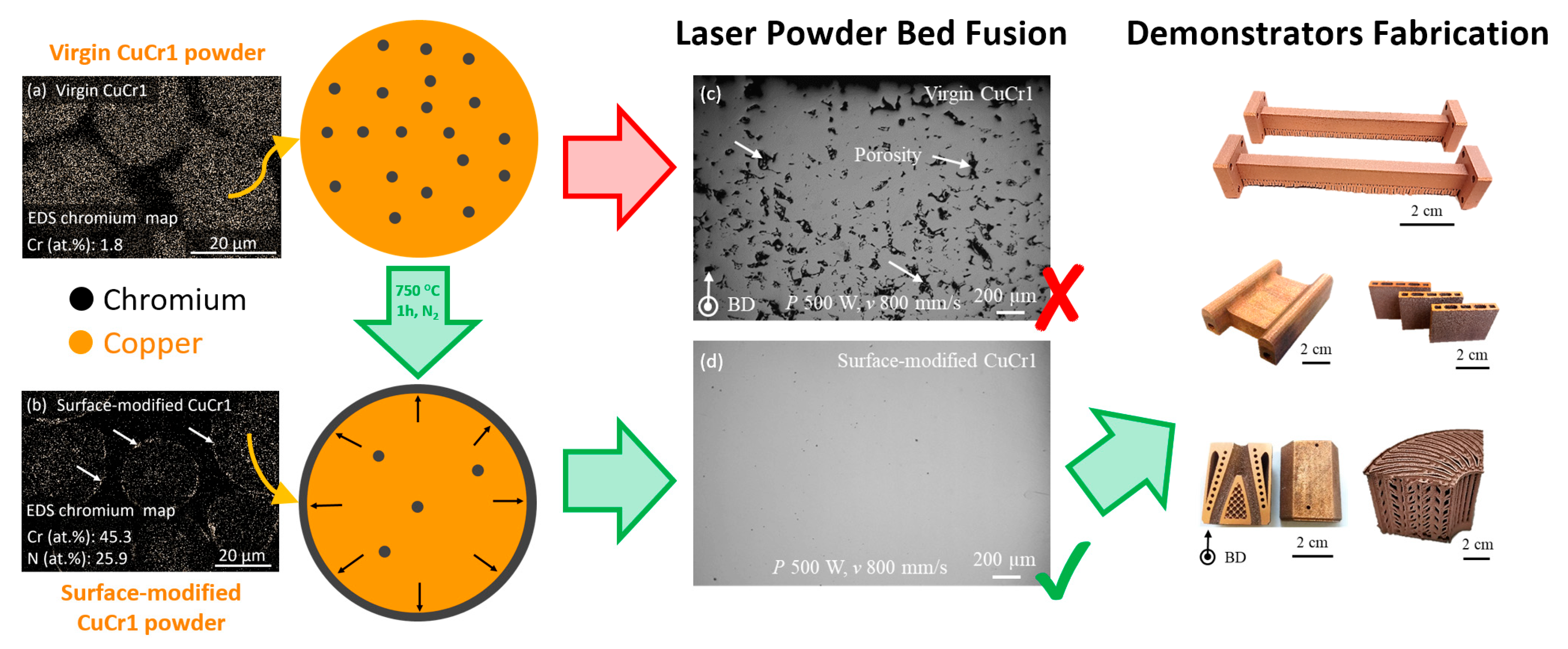
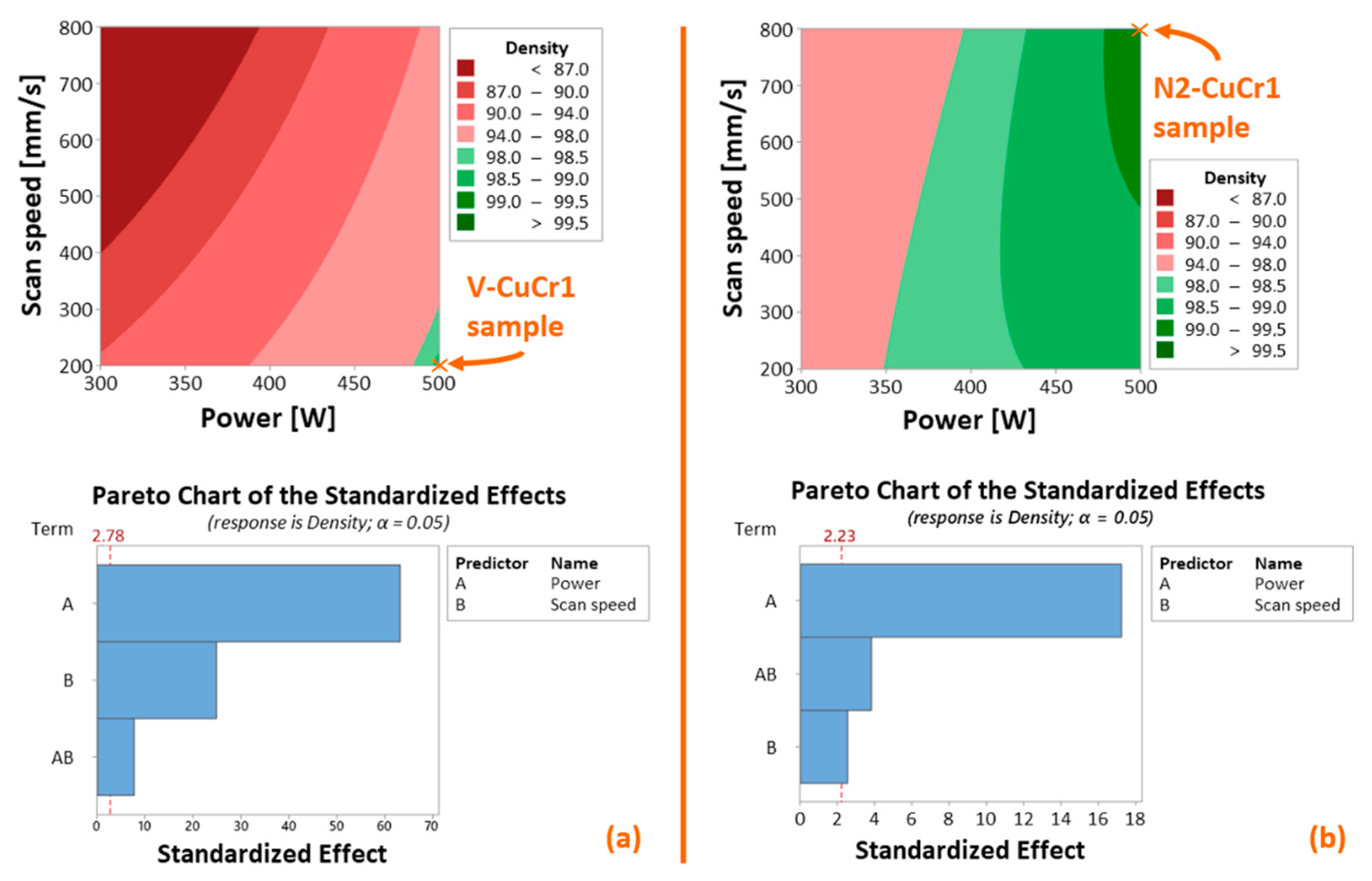
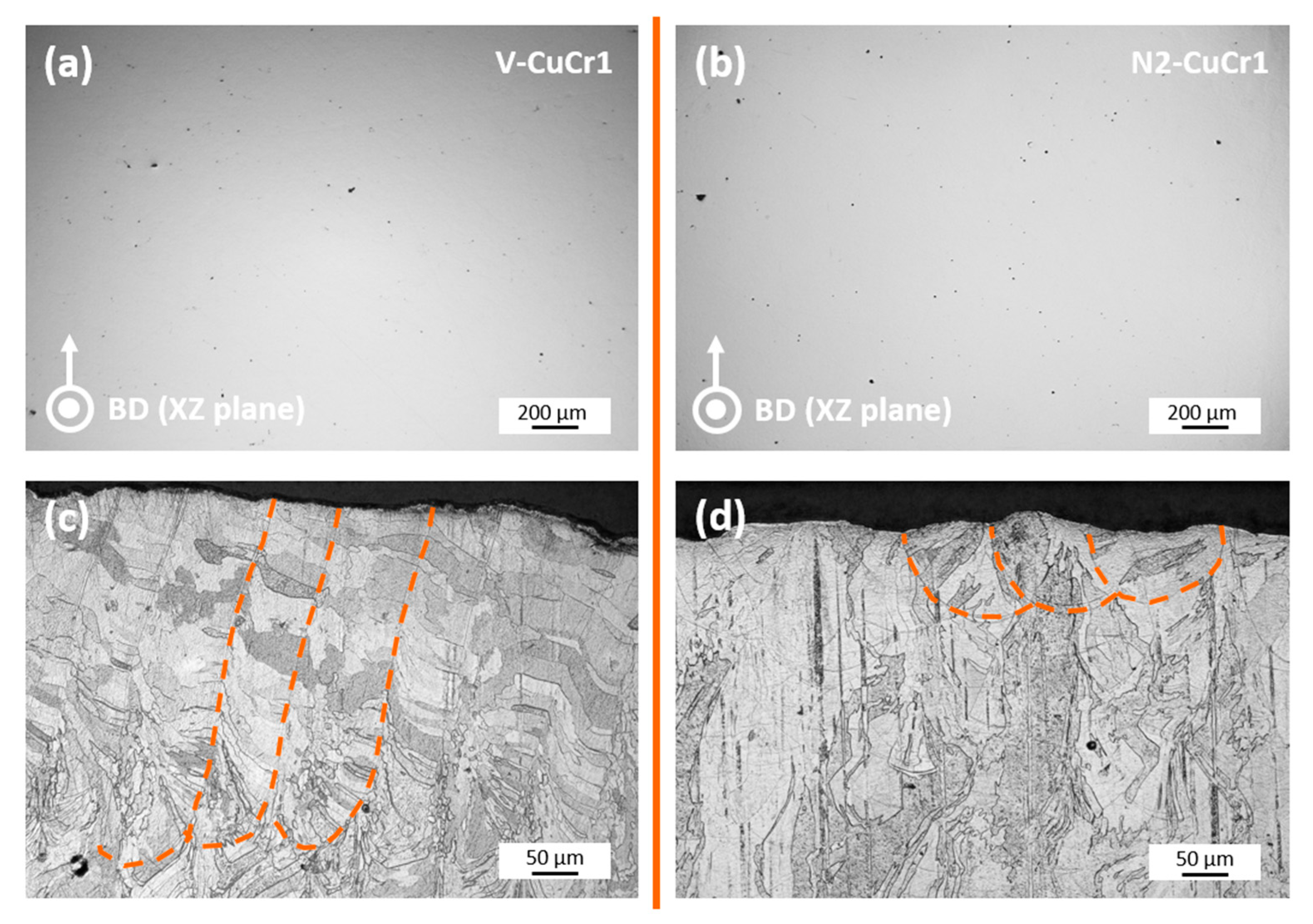
- It was demonstrated how the use of surface-modified CuCr1 powders for LPBF not only is beneficial in terms of broadening of the CuCr1 LPBF processing window but also for being able to completely eradicate the presence of keyhole-induced porosities thanks to the possibility of achieving dense parts at a considerably lower volumetric laser energy density. In that regard, it was shown that, while a 98.64% dense specimen can be attained from virgin CuCr1 powder with an Ev of 926 J/mm3 (V-CuCr1), the same specimen develops both keyhole pores, aligned at the bottom of the laser line track, and pit cavities defects. These pores, being preferentially distributed and—more specifically for the pit cavities—elongated in the building direction for multiple layer thicknesses, can become critical points of failure for applications such as conformal cooling channels or heat exchangers with thin sections where a perfect sealing is deemed critical. Moreover, they can promote anisotropies at the level of the mechanical and thermal/electrical properties of the parts. This behavior can be avoided using CuCr1 surface-modified powders processed at an Ev of 231 J/mm3, which led to specimens (N2-CuCr1) having densities >99% and presenting only small, spherical, and equi-distributed metallurgical pores. Therefore, thanks to the micro-CT porosity analysis, the choice between virgin and surface-modified CuCr1 can now be calibrated not only on, e.g., the powder cost or the different achievable LPBF productivity but also on possible limitations coming from undesired defects evolvement in the part.
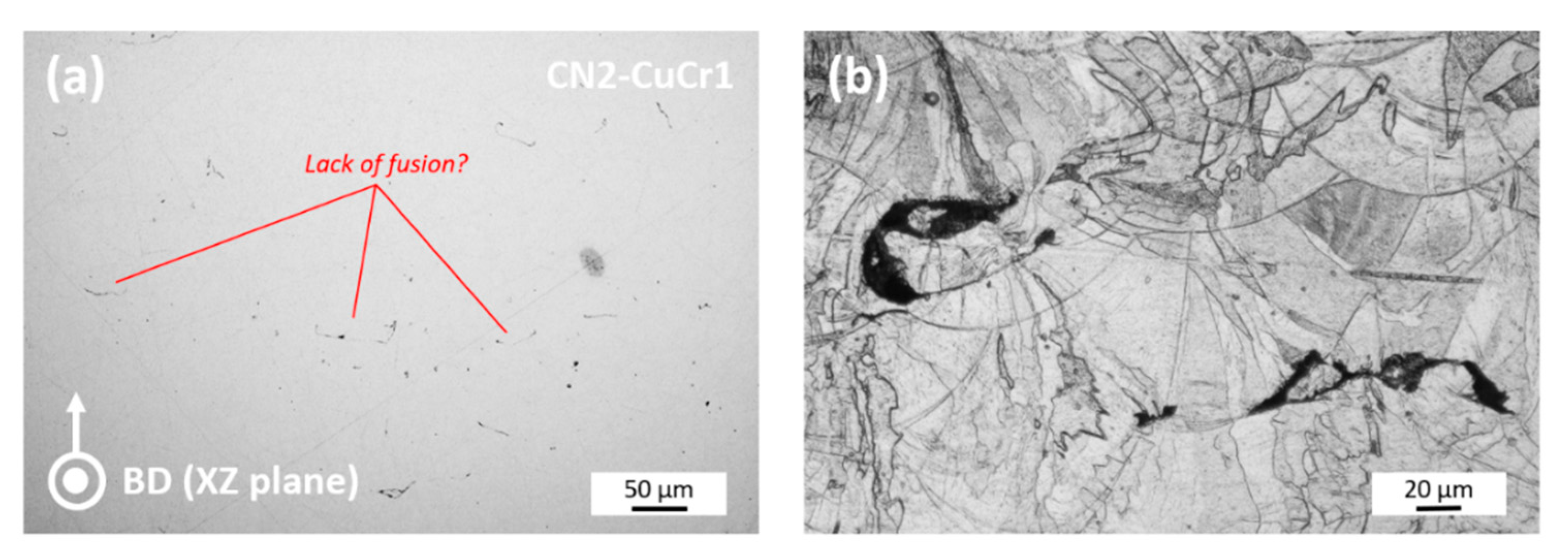
- It was displayed how the use of micro-CT can aid the optimization of novel LPBF materials, both by providing detailed information on the defect size, shape, and spatial distribution inside a studied specimen as well as possibly uncovering faults such as undesired contamination by a different LPBF powder. In that regard, a 0.14 vol% W content was identified in the CN2-CuCr1 sample, where lack-of-fusion pores were promoted by the contaminant due to the W particles being insoluble with Cu. The 0.14 vol% W content was directly connected to the ~1% decrease in ρrel experienced by CN2-CuCr1 compared to N2-CuCr1.
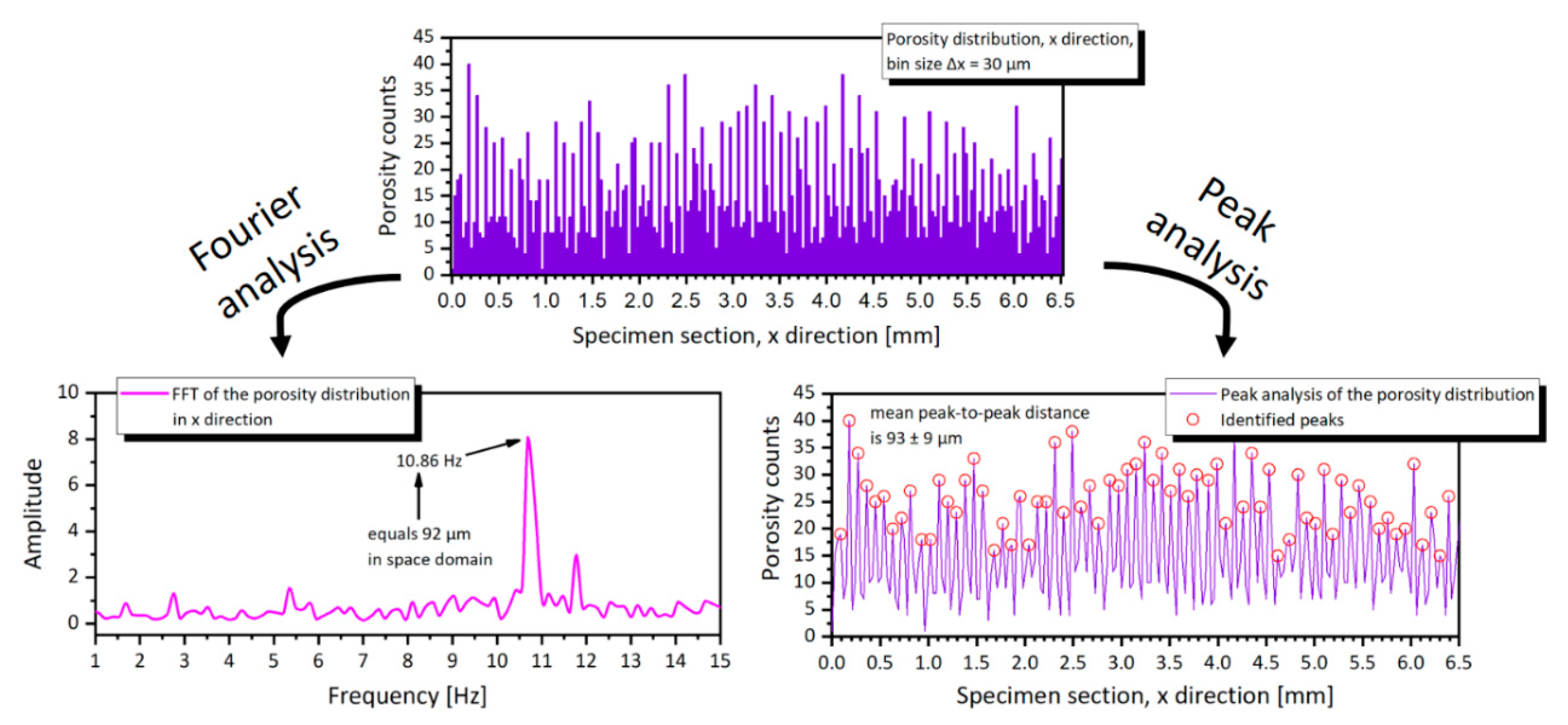
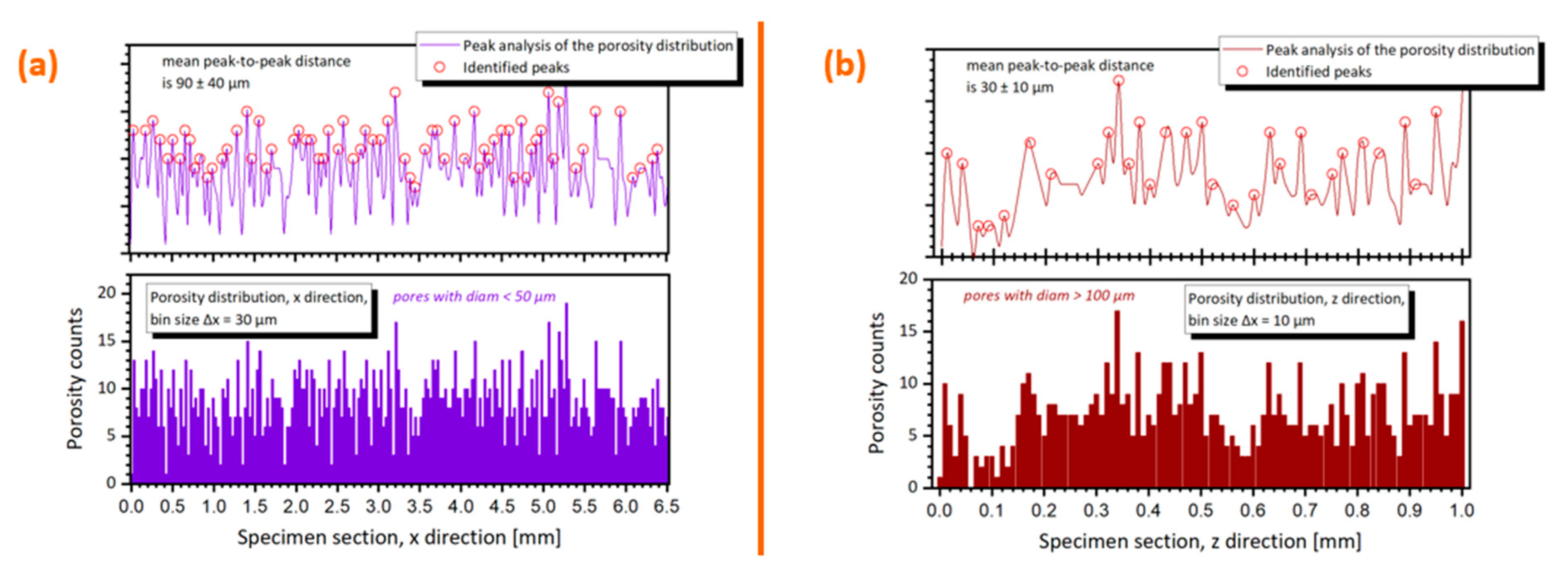
- The main type of porosities which can be found in high-copper-containing alloys were exposed and discussed for the three CuCr1 specimens examined. The LPBF melting mode (keyhole or conductive), the properties of the material, and the potential presence of contaminants were connected to the different types of porosity, their size, and morphology. Moreover, the use of a Fourier transform or a peak-to-peak analysis on the spatial frequency distribution of the pores provided a possible and quick way to derive quantitative information about the defect spatial distribution of defects. This latter method not only confirmed and quantified the preferential distribution of the keyhole and the lack-of-fusion pores, respectively, spaced as the employed LPBF h and t parameters, but additionally it was critical to separate real defects from CT artefacts in the CN2-CuCr1 sample, which presented fake pores induced by beam hardening/depletion from the W contaminant.
5. Patents
- Title: Copper, gold, or silver powder for powder-bed additive manufacturing and method of manufacturing such powder.
- Patent number: WO2020/099662 A1 (Publication date: 22 May 2020).
- First filing date: 15 November 2018.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Martinez-Marquez, D.; Delmar, Y.; Sun, S.; Stewart, R.A. Exploring macroporosity of additively manufactured titanium metamaterials for bone regeneration with quality by design: A systematic literature review. Materials 2020, 13, 4794. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef]
- Baino, F.; Fiume, E. 3D printing of hierarchical scaffolds based on mesoporous bioactive glasses (MBGs)—Fundamentals and applications. Materials 2020, 13, 1688. [Google Scholar] [CrossRef]
- Elsayed, H.; Secco, M.; Zorzi, F.; Schuhladen, K.; Detsch, R.; Boccaccini, A.R.; Bernardo, E. Highly porous polymer-derived bioceramics based on a complex hardystonite solid solution. Materials 2019, 12, 3970. [Google Scholar] [CrossRef] [PubMed]
- Luukkonen, T.; Yliniemi, J.; Sreenivasan, H.; Ohenoja, K.; Finnilä, M.; Franchin, G.; Colombo, P. Ag-or Cu-modified geopolymer filters for water treatment manufactured by 3D printing, direct foaming, or granulation. Sci. Rep. 2020, 10, 7233. [Google Scholar] [CrossRef] [PubMed]
- Zeng, G.H.; Song, T.; Dai, Y.H.; Tang, H.P.; Yan, M. 3D printed breathable mould steel: Small micrometer-sized, interconnected pores by creatively introducing foaming agent to additive manufacturing. Mater. Des. 2019, 169, 107693. [Google Scholar] [CrossRef]
- Guddati, S.; Kiran, A.S.K.; Leavy, M.; Ramakrishna, S. Recent advancements in additive manufacturing technologies for porous material applications. Int. J. Adv. Manuf. Technol 2019, 105, 193–215. [Google Scholar] [CrossRef]
- Thompson, M.K.; Moroni, G.; Vaneker, T.; Fadel, G.; Campbell, R.I.; Gibson, I.; Bernard, A.; Schulz, J.; Graf, P.; Ahuja, B.; et al. Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann. 2016, 65, 737–760. [Google Scholar] [CrossRef]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 2019, 1, e10021. [Google Scholar] [CrossRef]
- Zocca, A.; Colombo, P.; Gomes, C.M.; Günster, J. Additive manufacturing of ceramics: Issues, potentialities and opportunities. J. Am. Ceram. Soc. 2015, 98, 1983–2001. [Google Scholar] [CrossRef]
- Dewulf, W.; Pavan, M.; Craeghs, T.; Kruth, J.-P. Using x-ray computed tomography to improve the porosity level of polyamide-12 laser sintered parts. CIRP Ann. 2016, 65, 205–208. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. App. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Gu, R.; Kam, S.W.; Yan, M. Laser additive manufacturing of typical highly reflective materials—Gold, silver and copper. Sci. Sin. Phys. Mech. Astron. 2019, 50, 034204. [Google Scholar] [CrossRef]
- Colopi, M.; Demir, A.G.; Caprio, L.; Previtali, B. Limits and solutions in processing pure Cu via selective laser melting using a high-power single-mode fiber laser. Int. J. Adv. Manuf. Technol. 2019, 104, 2473–2486. [Google Scholar] [CrossRef]
- Shibata, T.; Tsukamoto, M.; Sato, Y.; Masuno, S.-I. Effect of Input Energy on Densification for Pure Copper Fabricated by SLM with Blue Diode Laser. In Proceedings of the Laser 3D Manufacturing VI; Helvajian, H., Gu, B., Chen, H., Eds.; SPIE: San Francisco, CA, USA, 2019; p. 34. [Google Scholar]
- Jadhav, S.D.; Dhekne, P.P.; Dadbakhsh, S.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Surface modified copper alloy powder for reliable laser-based additive manufacturing. Addit. Manuf. 2020, 35, 101418. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Fu, D.; Deprez, M.; Ramharter, K.; Willems, D.; Van Hooreweder, B.; Vanmeensel, K. Highly conductive and strong CuSn0.3 alloy processed via laser powder bed fusion starting from a tin-coated copper powder. Addit. Manuf. 2020, 36, 101607. [Google Scholar] [CrossRef]
- Lindström, V.; Liashenko, O.; Zweiacker, K.; Derevianko, S.; Morozovych, V.; Lyashenko, Y.; Leinenbach, C. Laser powder bed fusion of metal coated copper powders. Materials 2020, 13, 3493. [Google Scholar] [CrossRef]
- Jahns, K.; Bappert, R.; Böhlke, P.; Krupp, U. Additive manufacturing of CuCr1Zr by development of a gas atomization and laser powder bed fusion routine. Int. J. Adv. Manuf. Technol. 2020, 107, 2151–2161. [Google Scholar] [CrossRef]
- Ventura, A.P. Microstructural Evolution and Mechanical Property Development of Selective Laser Melted Copper Alloys. Ph.D. Thesis, Lehigh University, Bethlehem, PA, USA, 2017; p. 190. [Google Scholar]
- Jadhav, S.D.; Dadbakhsh, S.; Goossens, L.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Influence of selective laser melting process parameters on texture evolution in pure copper. J. Mater. Process. Technol. 2019, 270, 47–58. [Google Scholar] [CrossRef]
- Tran, T.Q.; Chinnappan, A.; Lee, J.K.Y.; Loc, N.H.; Tran, L.T.; Wang, G.; Kumar, V.V.; Jayathilaka, W.A.D.M.; Ji, D.; Doddamani, M.; et al. 3D printing of highly pure copper. Metals 2019, 9, 756. [Google Scholar] [CrossRef]
- Singer, F.; Deisenroth, D.C.; Hymas, D.M.; Ohadi, M.M. Additively Manufactured Copper Components and Composite Structures for Thermal Management Applications. In Proceedings of the 16th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), Orlando, FL, USA, 30 May–2 June 2017; pp. 174–183. [Google Scholar]
- Ronneberg, T.; Davies, C.M.; Hooper, P.A. Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater. Des. 2020, 189, 108481. [Google Scholar] [CrossRef]
- Bajaj, P.; Wright, J.; Todd, I.; Jägle, E.A. Predictive process parameter selection for selective laser melting manufacturing: Applications to high thermal conductivity alloys. Addit. Manuf. 2019, 27, 246–258. [Google Scholar] [CrossRef]
- Leach, R.K.; Bourell, D.; Carmignato, S.; Donmez, A.; Senin, N.; Dewulf, W. Geometrical metrology for metal additive manufacturing. CIRP Ann. 2019, 68, 677–700. [Google Scholar] [CrossRef]
- Thompson, A.; Maskery, I.; Leach, R.K. X-ray computed tomography for additive manufacturing: A review. Meas. Sci. Technol. 2016, 27, 072001. [Google Scholar] [CrossRef]
- Zanini, F.; Sbettega, E.; Carmignato, S. X-ray computed tomography for metal additive manufacturing: Challenges and solutions for accuracy enhancement. Procedia CIRP 2018, 75, 114–118. [Google Scholar] [CrossRef]
- Plessis, D.A.; Yadroitsev, I.; Yadroitsava, I.; Le Roux, S.G. X-ray microcomputed tomography in additive manufacturing: A review of the current technology and applications. 3D Print. Addit. Manuf. 2018, 5, 227–247. [Google Scholar] [CrossRef]
- Pavan, M.; Craeghs, T.; Kruth, J.-P.; Dewulf, W. Investigating the influence of X-ray CT Parameters on Porosity Measurement of Laser Sintered PA12 Parts Using a Design-of-Experiment Approach. Polym. Test. 2018, 66, 203–212. [Google Scholar] [CrossRef]
- Samei, J.; Amirmaleki, M.; Ventura, A.P.; Pawlikowski, G.T.; Bayes, M.; Misiolek, W.Z.; Wilkinson, D.S. In-situ x-ray tomography analysis of the evolution of pores during deformation of a Cu-Sn alloy fabricated by selective laser melting. Addit. Manuf. 2020, 34, 101196. [Google Scholar] [CrossRef]
- Palousek, D.; Kocica, M.; Pantelejev, L.; Klakurkova, L.; Celko, L.; Koutny, D.; Kaiser, J. SLM process parameters development of Cu-alloy Cu7.2Ni1.8Si1Cr. Rapid Prototyp. J. 2019, 25, 266–276. [Google Scholar] [CrossRef]
- Seltzer, S. Tables of X-ray Mass Attenuation Coefficients and Mass Energy-Absorption Coefficients; NIST Standard Reference Database: Gaithersburg, MD, USA, 1995; p. 126. [CrossRef]
- Probst, G.; Dewulf, W.; Hou, Q.; Pauwels, R.; Probst, G.; Xiao, Y. Focal Spot Characterization of an Industrial X-ray CT Scanner. In Proceedings of the International Symposium on Digital Industrial Radiology and Computed Tomography 2019 (DIR2019), Fürth, Germany, 2–4 July 2019; p. 10. [Google Scholar]
- Brodu, E.; Jadhav, S.D.; Vanmeensel, K.; Seefeldt, M. Determination of the structure and orientation of nanometer-sized precipitates in matrix materials via transmission diffraction signals emitted by bulk samples in the scanning electron microscope. Mater. Charact. 2020, 166, 110454. [Google Scholar] [CrossRef]
- Carmignato, S.; Dewulf, W.; Leach, R. (Eds.) Industrial X-ray Computed Tomography; Springer International Publishing: Cham, Switzerland, 2018; ISBN 978-3-319-59571-9. [Google Scholar]
- King, W.E.; Barth, H.D.; Castillo, V.M.; Gallegos, G.F.; Gibbs, J.W.; Hahn, D.E.; Kamath, C.; Rubenchik, A.M. Observation of keyhole-mode laser melting in laser powder-bed fusion additive manufacturing. J. Mater. Process. Technol. 2014, 214, 2915–2925. [Google Scholar] [CrossRef]
- Wits, W.W.; Carmignato, S.; Zanini, F.; Vaneker, T.H.J. Porosity testing methods for the quality assessment of selective laser melted parts. CIRP Annu. 2016, 65, 201–204. [Google Scholar] [CrossRef]
- Slotwinski, J.A.; Garboczi, E.J.; Hebenstreit, K.M. Porosity measurements and analysis for metal additive manufacturing process control. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 494–528. [Google Scholar] [CrossRef]
- Spierings, A.B.; Schneider, M.; Eggenberger, R. Comparison of density measurement techniques for additive manufactured metallic parts. Rapid Prototyp. J. 2011, 17, 380–386. [Google Scholar] [CrossRef]
- Davis, J.R.; ASM International (Eds.) Copper and Copper Alloys; ASM Specialty Handbook; ASM International: Materials Park, OH, USA, 2001; ISBN 978-0-87170-726-0. [Google Scholar]
- Jadhav, S.D.; Dadbakhsh, S.; Vleugels, J.; Hofkens, J.; Van Puyvelde, P.; Yang, S.; Kruth, J.P.; Van Humbeeck, J.; Vanmeensel, K. Influence of carbon nanoparticle addition (and impurities) on selective laser melting of pure copper. Materials 2019, 12, 2469. [Google Scholar] [CrossRef]
- Zanini, F. X-ray Computed Tomography for Coordinate Metrology and Industrial Applications. Ph.D. Thesis, University of Padova, Padova, Italy, 2017. [Google Scholar]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Jadhav, S.D.; Goossens, L.; Kinds, Y.; Van Hooreweder, B.; Vanmeensel, K. Laser-based powder bed fusion additive manufacturing of pure copper. Addit. Manuf. 2021, 42, 101990. [Google Scholar] [CrossRef]
- Zhang, L.-J.; Zhang, G.-F.; Ning, J.; Zhang, X.-J.; Zhang, J.-X. Microstructure and properties of the laser butt welded 1.5-mm thick T2 copper joint achieved at high welding speed. Mater. Des. 2015, 88, 720–736. [Google Scholar] [CrossRef]
- Wang, T.; Dai, S.; Liao, H.; Zhu, H. Pores and the formation mechanisms of SLMed AlSi10Mg. Rapid Prototyp. J. 2020, 26, 1657–1664. [Google Scholar] [CrossRef]
- Bayat, M.; Thanki, A.; Mohanty, S.; Witvrouw, A.; Yang, S.; Thorborg, J.; Tiedje, N.S.; Hattel, J.H. Keyhole-induced porosities in laser-based powder bed fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation. Addit. Manuf. 2019, 30, 100835. [Google Scholar] [CrossRef]
- Gobetz, Z.; Rowen, A.; Heilferty, S.; Dickman, C.; Martukanitz, R. Utilization of Additive Manufacturing for Aerospace Heat Exchangers; Office of Naval Research: Arlington, VA, USA, 2016; p. 55. [Google Scholar]
- Find Local Maxima—MATLAB. Findpeaks—MathWorks Benelux. Available online: https://nl.mathworks.com/help/signal/ref/findpeaks.html (accessed on 11 December 2020).
- Iveković, A.; Omidvari, N.; Vrancken, B.; Lietaert, K.; Thijs, L.; Vanmeensel, K.; Vleugels, J.; Kruth, J.-P. Selective laser melting of tungsten and tungsten alloys. Int. J. Refract. Met. Hard Mater. 2018, 72, 27–32. [Google Scholar] [CrossRef]
- Wang, D.; Yu, C.; Zhou, X.; Ma, J.; Liu, W.; Shen, Z. Dense pure tungsten fabricated by selective laser melting. Appl. Sci. 2017, 7, 430. [Google Scholar] [CrossRef]
- Kashyap, S.K.; Mishra, J.K. A review paper on gabor filter algorithm for the application of texture segmentation. Int. J. Adv. Res. Comput. Commun. Eng. 2017, 6, 476–480. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Archimedes ρrel | Micro-CT ρrel | Porosity Avg Øcs 1 | Pores’ Øcs Span, D10–D90 2 | Pores’ ψ Span, D10–D90 2 | Main Type of Porosity |
|---|---|---|---|---|---|---|
| V-CuCr1 | 98.64% | 99.34% | 40 ± 8 μm | 21–93 μm | 0.38–0.66 | Keyholes, pit cavities, metallurgical |
| N2-CuCr1 | 99.10% | 99.95% | 31 ± 4 μm | 30–127 3 μm | 0.39–0.67 | Metallurgical |
| CN2-CuCr1 | 98.23% | 98.89% | 34 ± 6 μm | 26–145 μm | 0.32–0.67 | Lack-of-fusion, metallurgical |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sinico, M.; Jadhav, S.D.; Witvrouw, A.; Vanmeensel, K.; Dewulf, W. A Micro-Computed Tomography Comparison of the Porosity in Additively Fabricated CuCr1 Alloy Parts Using Virgin and Surface-Modified Powders. Materials 2021, 14, 1995. https://doi.org/10.3390/ma14081995
Sinico M, Jadhav SD, Witvrouw A, Vanmeensel K, Dewulf W. A Micro-Computed Tomography Comparison of the Porosity in Additively Fabricated CuCr1 Alloy Parts Using Virgin and Surface-Modified Powders. Materials. 2021; 14(8):1995. https://doi.org/10.3390/ma14081995
Chicago/Turabian StyleSinico, Mirko, Suraj Dinkar Jadhav, Ann Witvrouw, Kim Vanmeensel, and Wim Dewulf. 2021. "A Micro-Computed Tomography Comparison of the Porosity in Additively Fabricated CuCr1 Alloy Parts Using Virgin and Surface-Modified Powders" Materials 14, no. 8: 1995. https://doi.org/10.3390/ma14081995
APA StyleSinico, M., Jadhav, S. D., Witvrouw, A., Vanmeensel, K., & Dewulf, W. (2021). A Micro-Computed Tomography Comparison of the Porosity in Additively Fabricated CuCr1 Alloy Parts Using Virgin and Surface-Modified Powders. Materials, 14(8), 1995. https://doi.org/10.3390/ma14081995