
Effect of Pre-Stress on Laser-Induced Thermoplastic Deformation of Inconel 718 Beams


Abstract
1. Introduction
- to determine a material constitutive model of Inconel 718 alloy for numerical simulations of the considered hybrid laser-mechanical forming process;
- to build a numerical model for the in-depth analysis of the hybrid bending process;
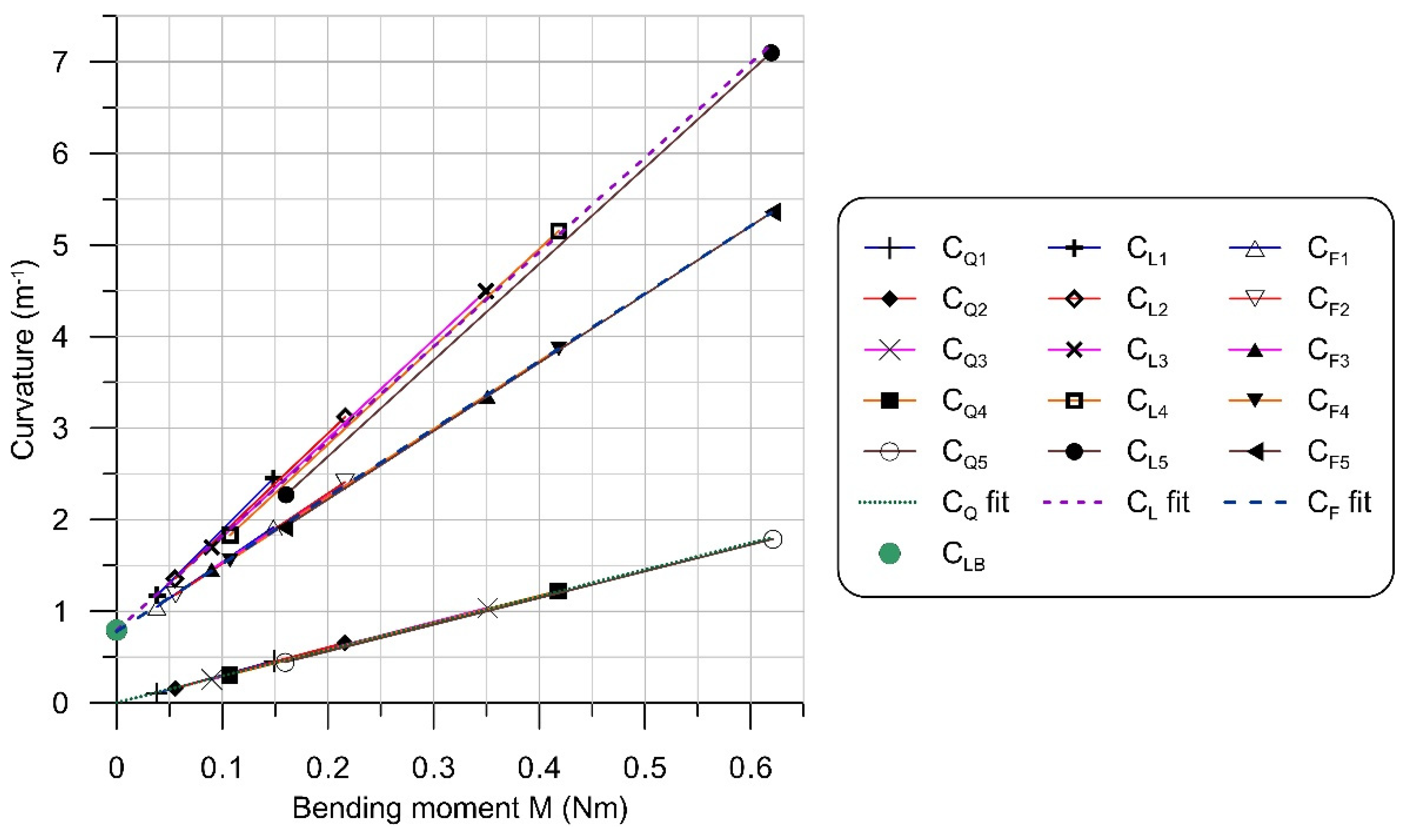
- to investigate the relation between the local mechanical loading, expressed by the bending moment, and a local change of shape, measured as a change in curvature, while hybrid bending;
- to identify the role (if any) of laser forming mechanisms in the considered processing;
- to formulate foundations for the process design.
2. Materials and Methods
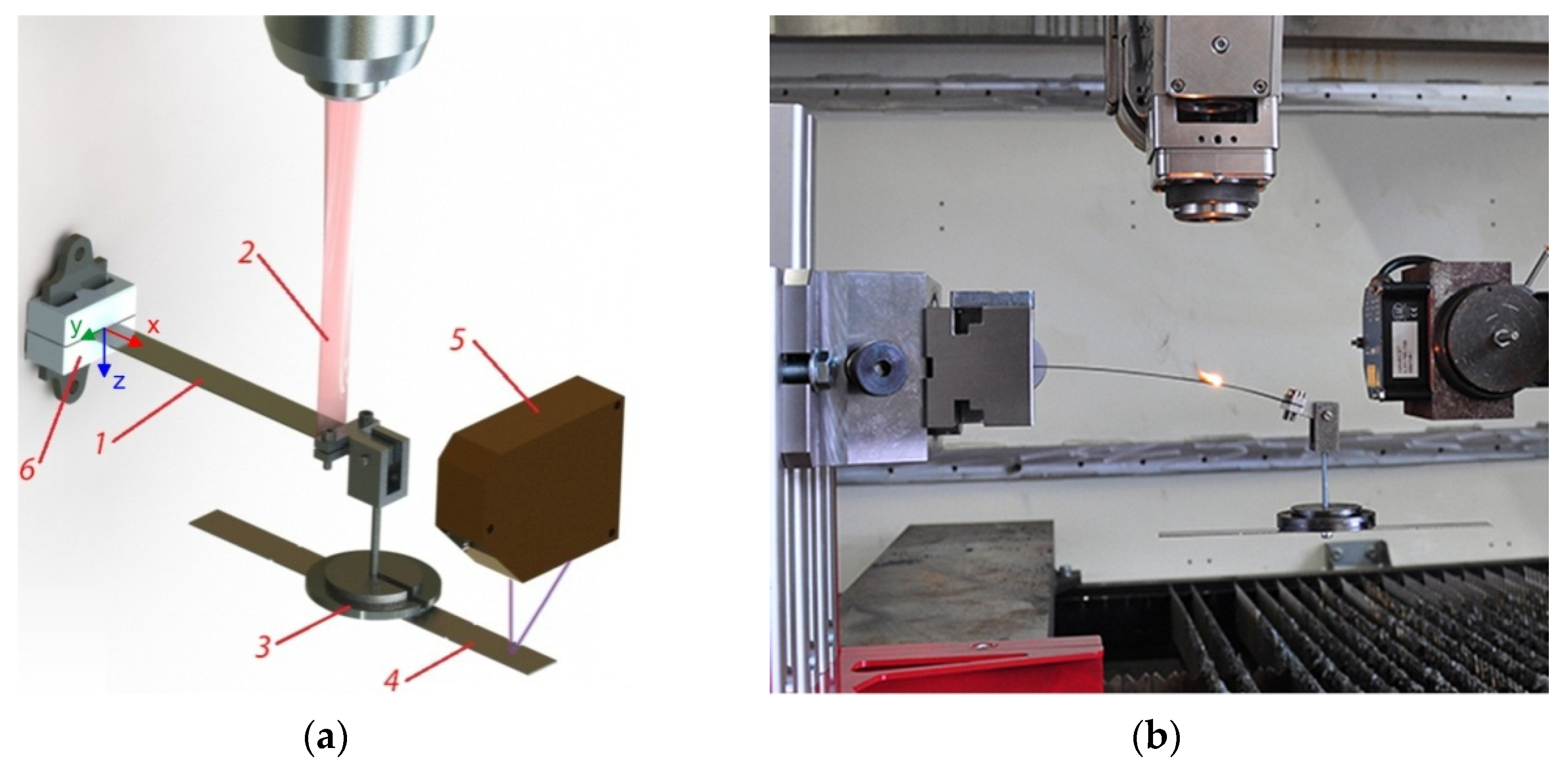
2.1. Experiments
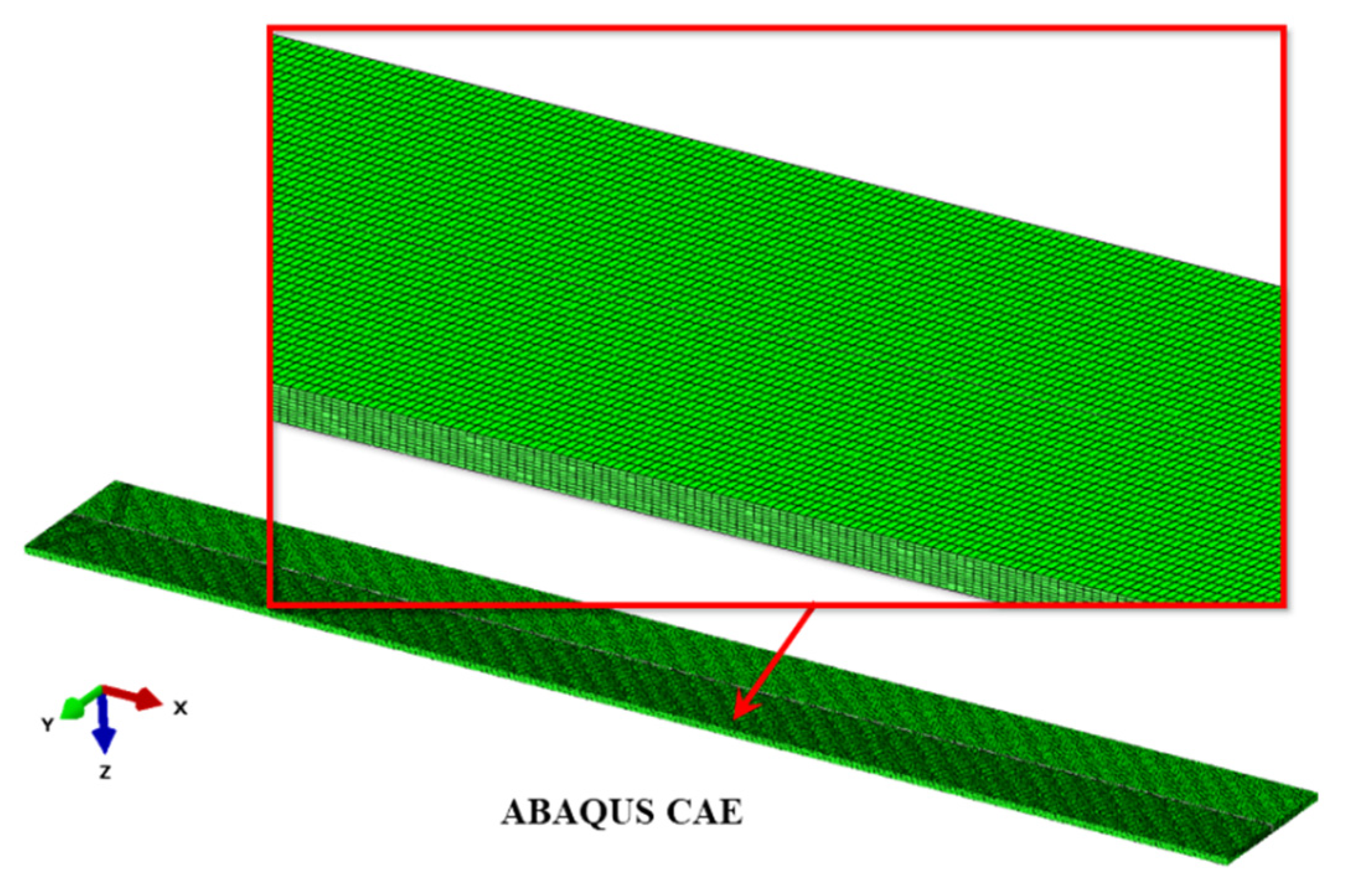
2.2. Numerical Simulations
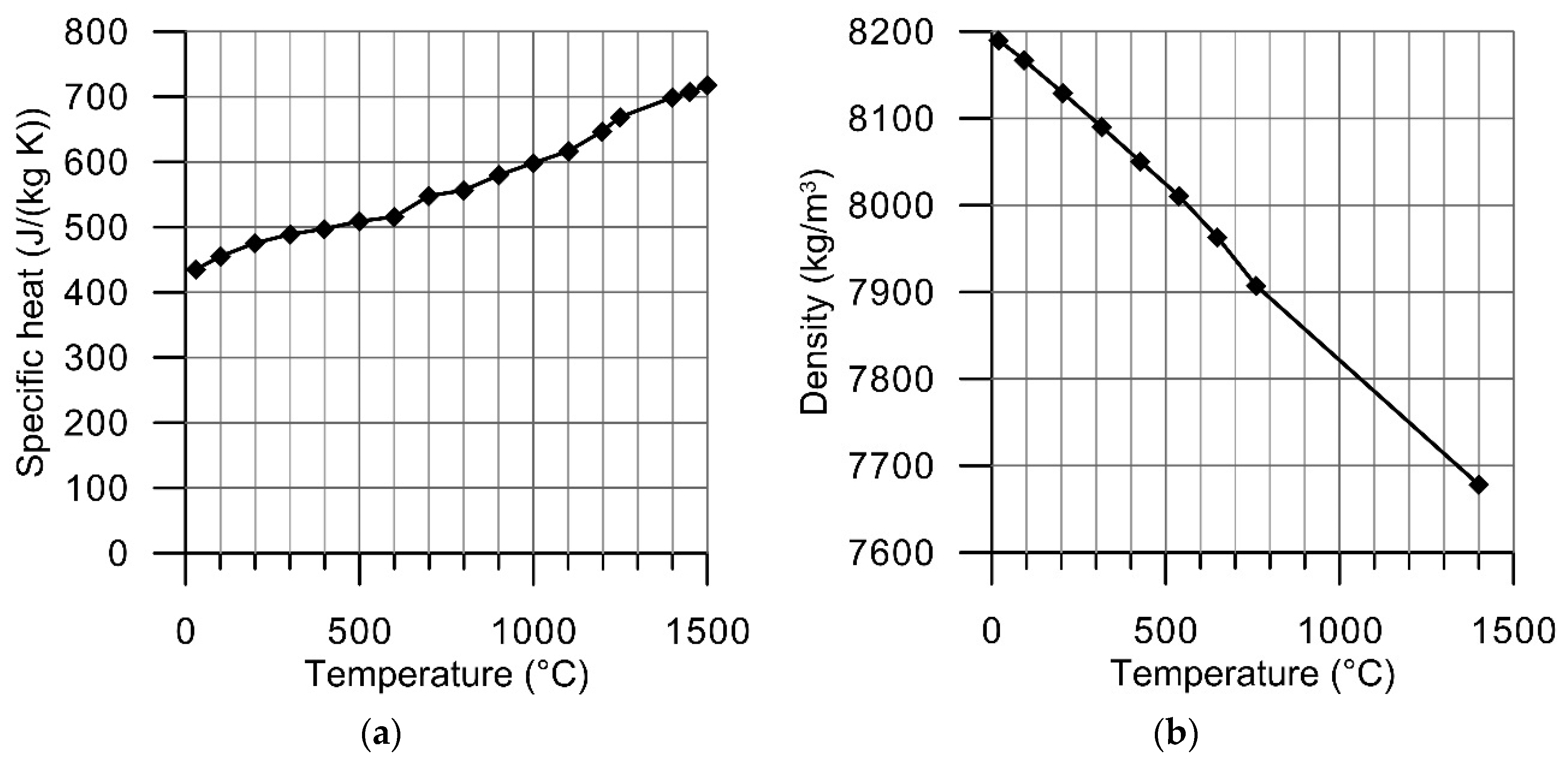
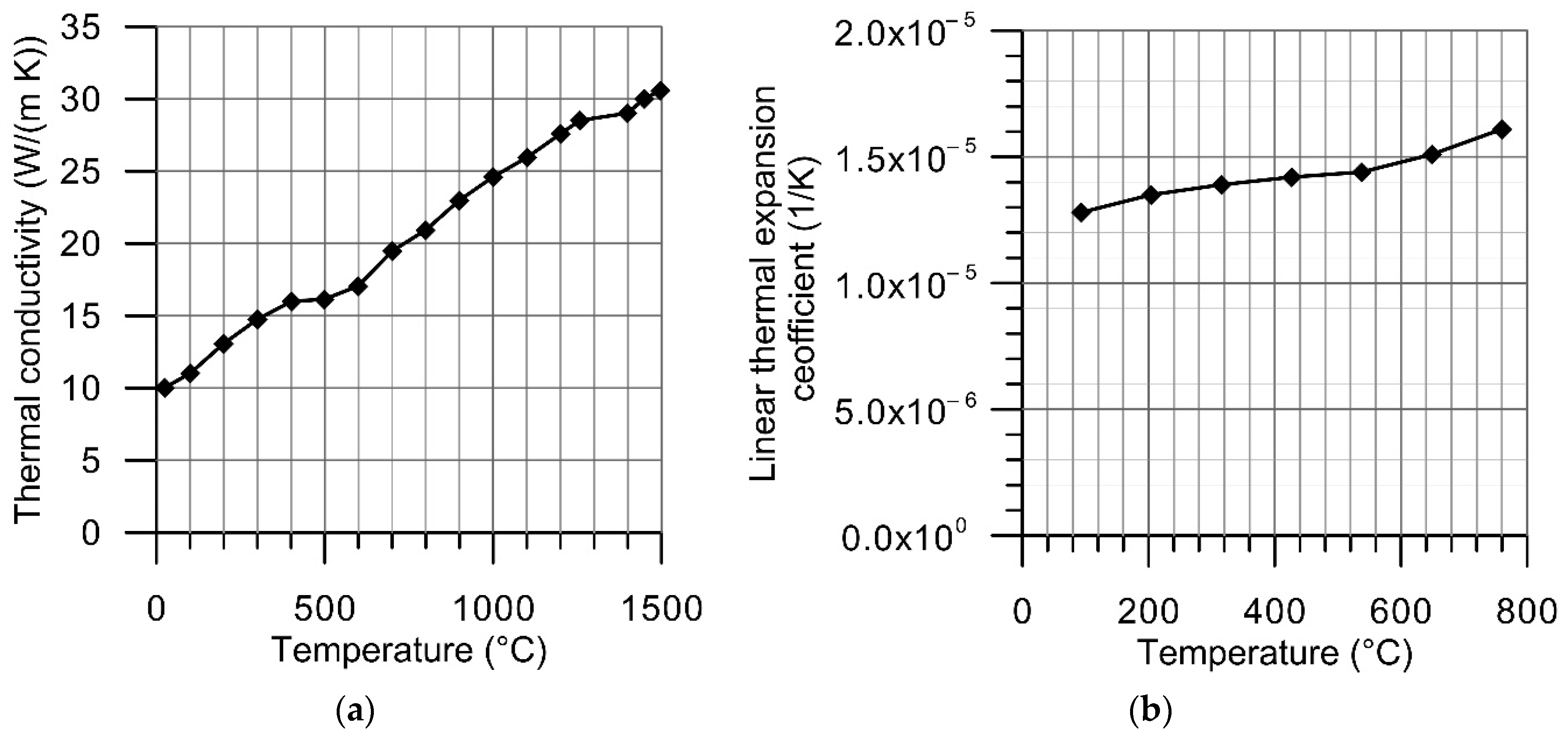
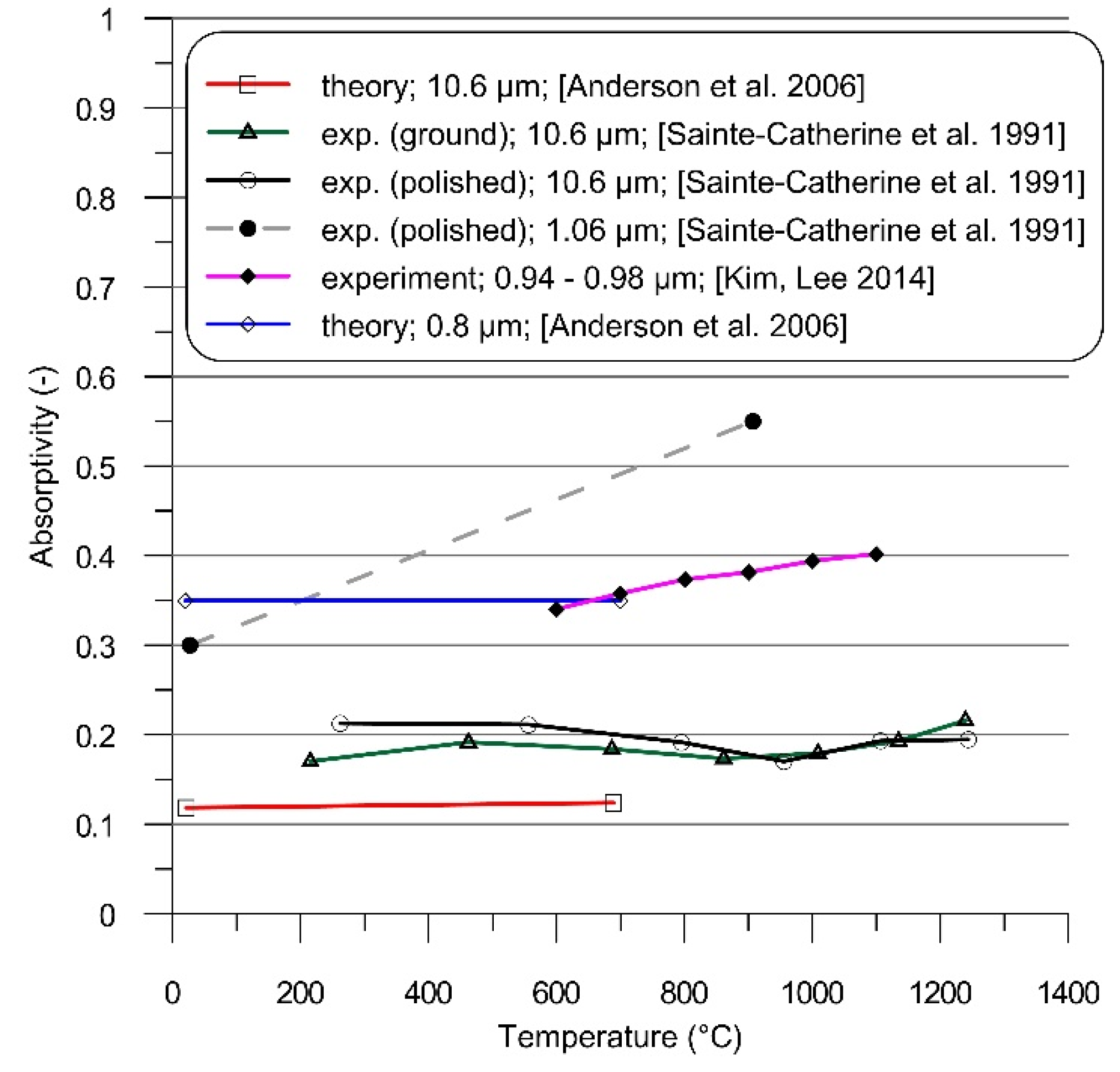
2.2.1. Thermophysical Material Data
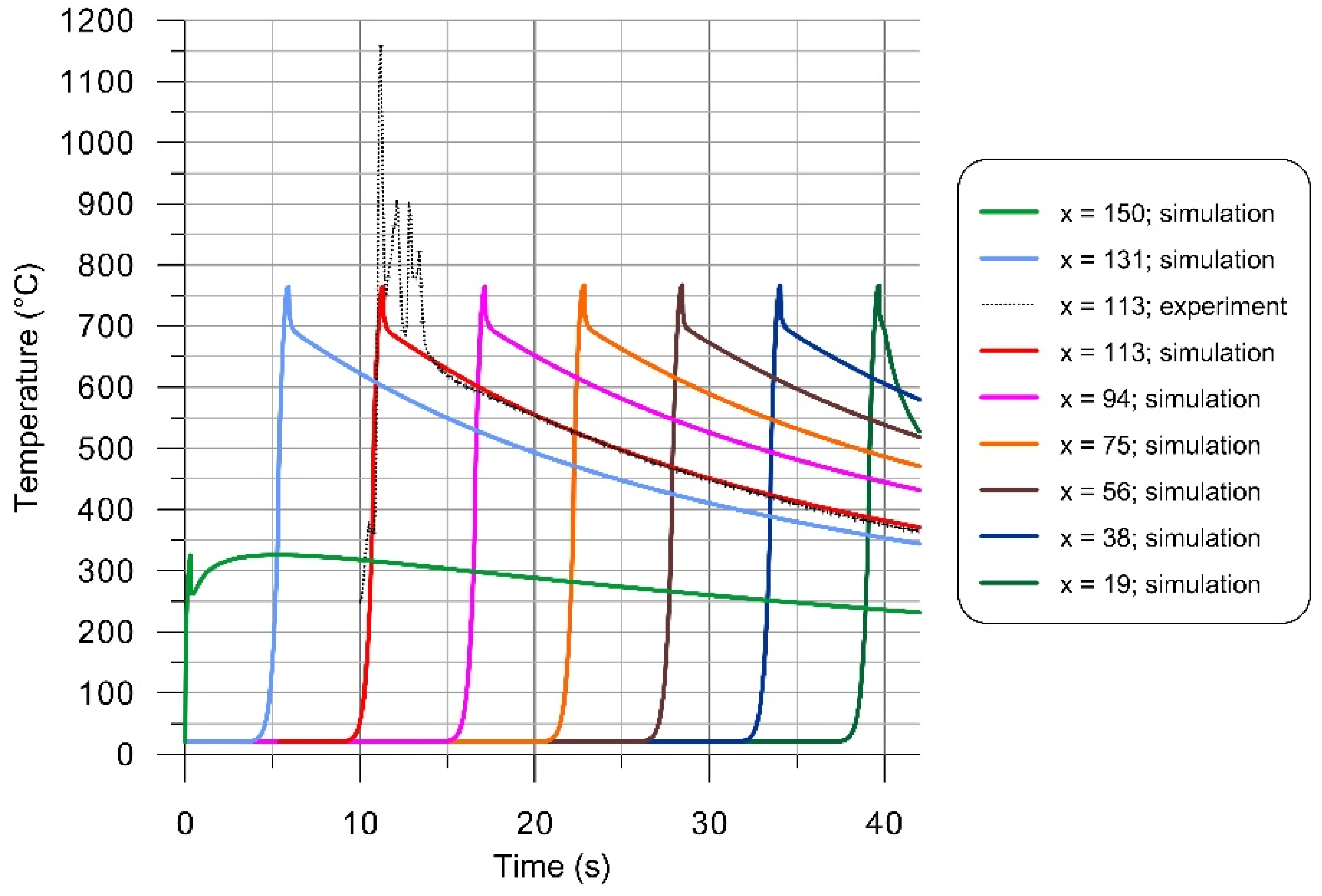
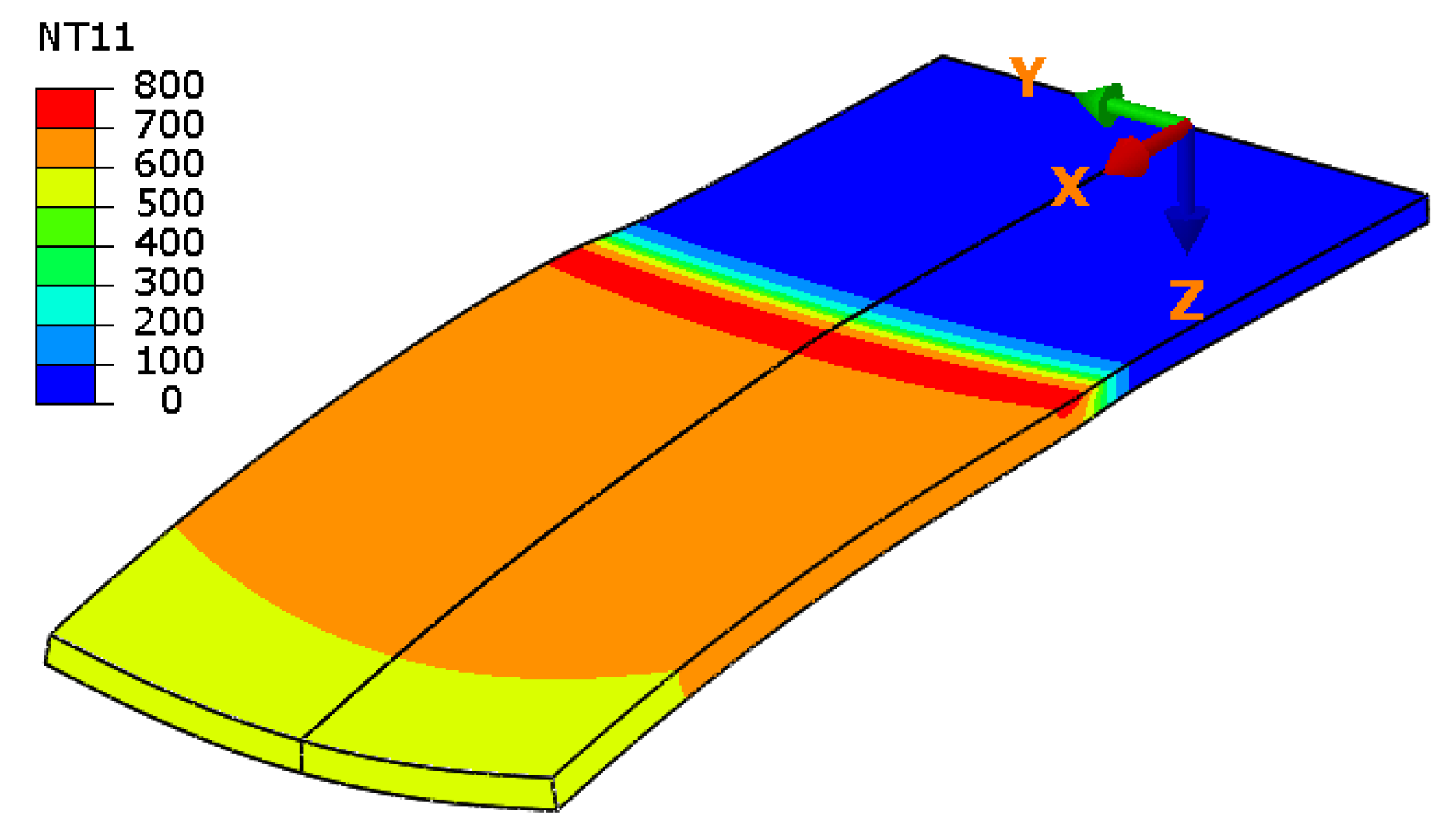
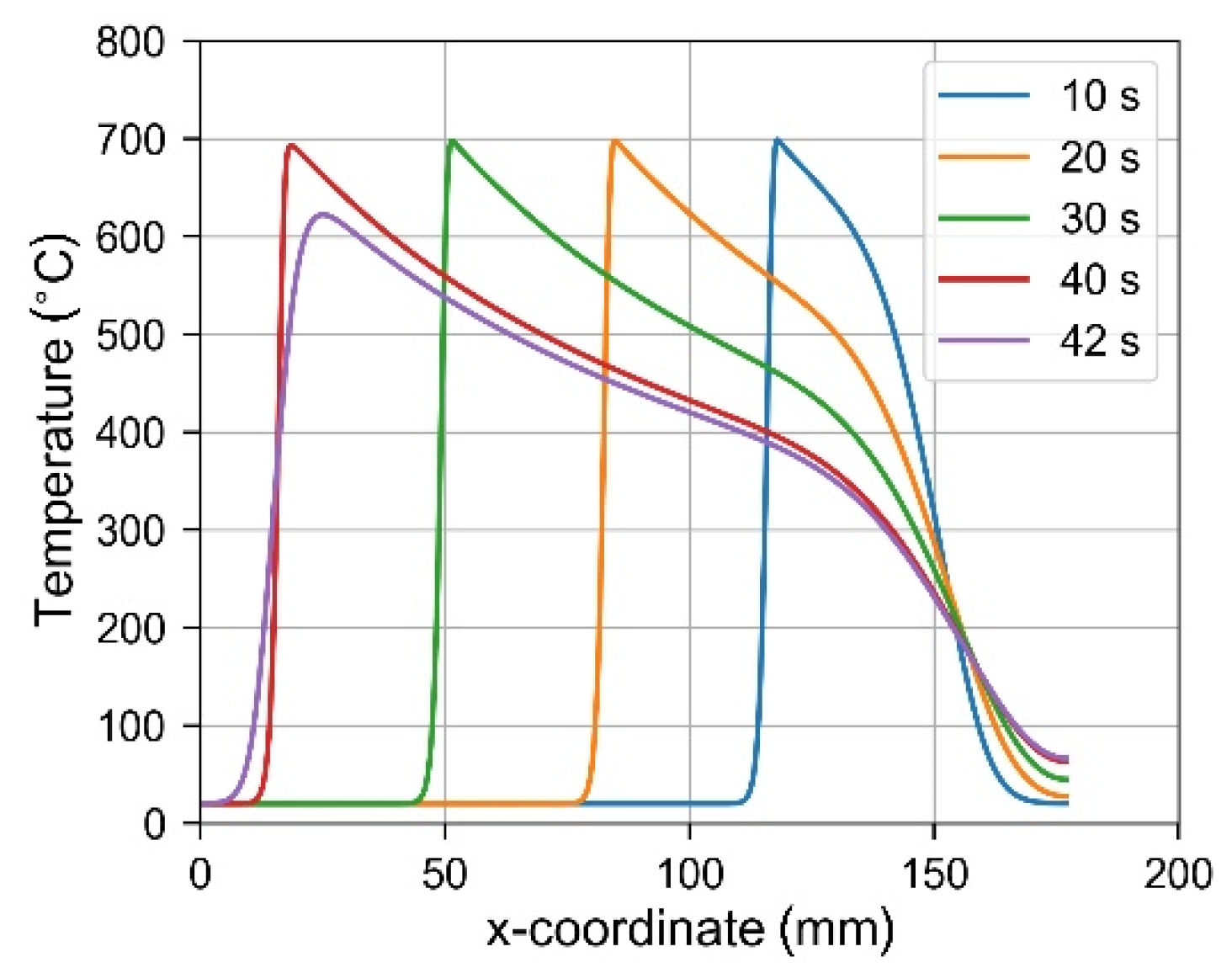
2.2.2. Temperature Field
2.2.3. Material Constitutive Model and Data
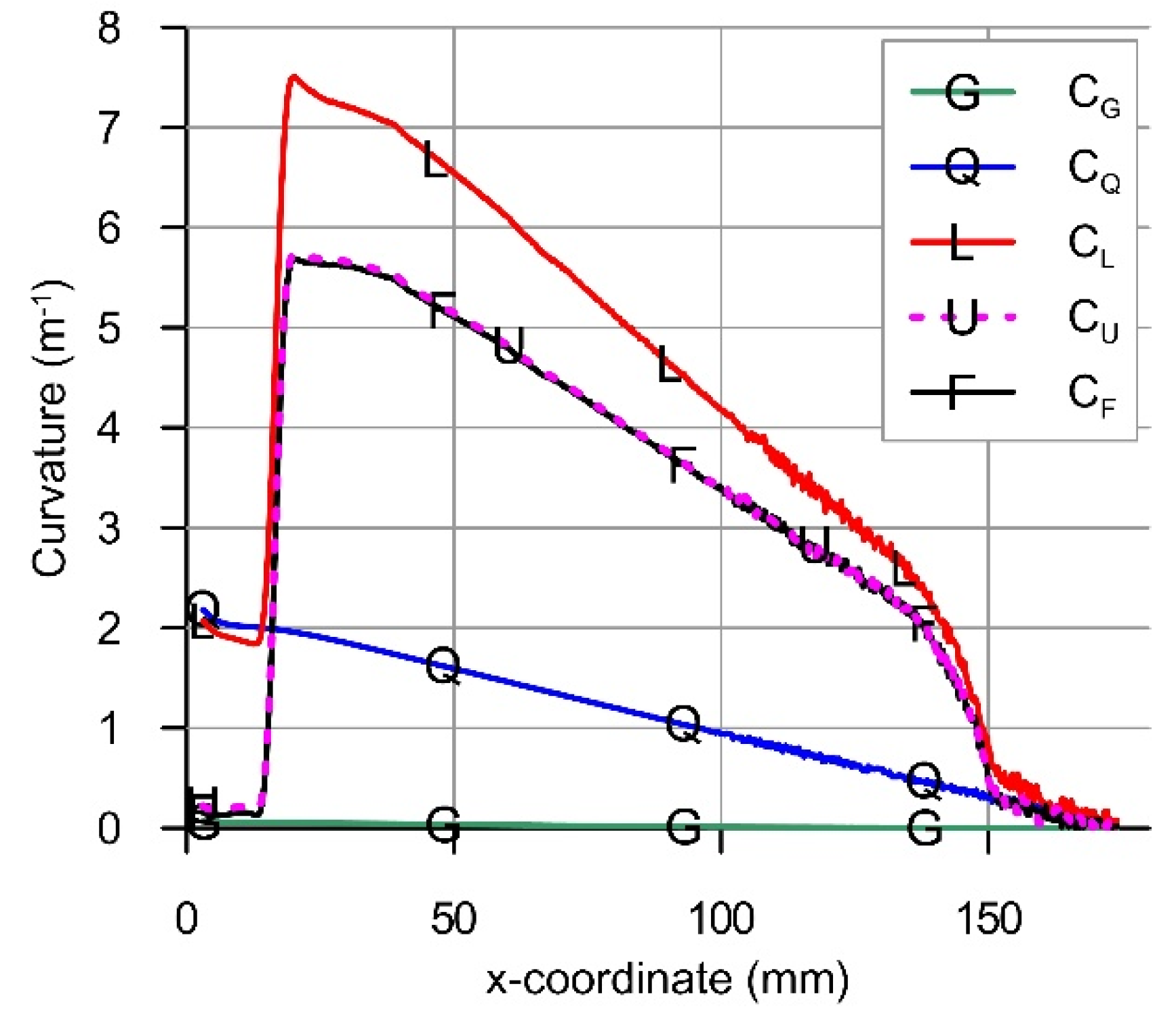
- step G–gravity acting on the mass of the beam;
- step Q–external mechanical load Q applied at the free end of the beam;
- step L–heating with a moving laser beam;
- step U–unloading due to removal of external mechanical load Q;
- step F–deactivating gravity (final).
2.2.4. Curvature of the Beam
3. Results and Discussion
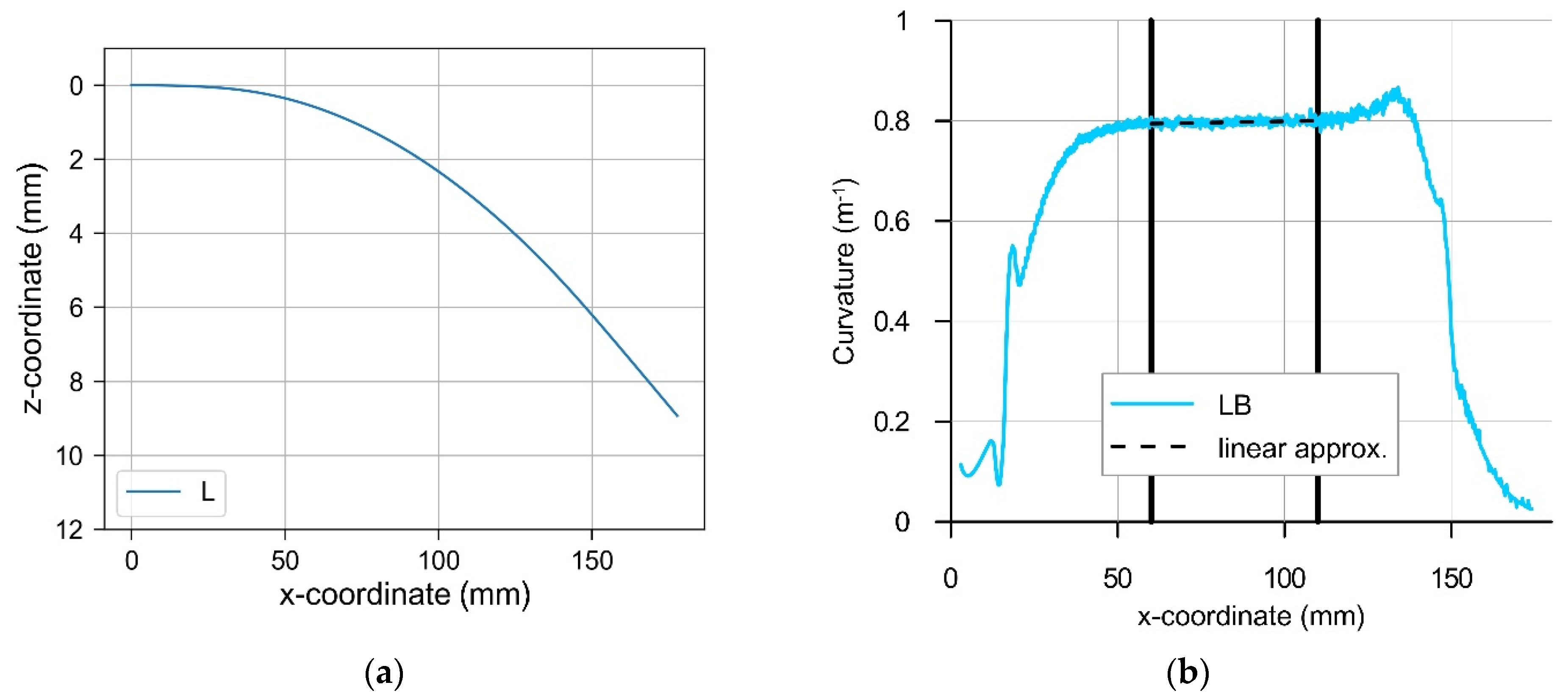
3.1. Pure Laser Bending
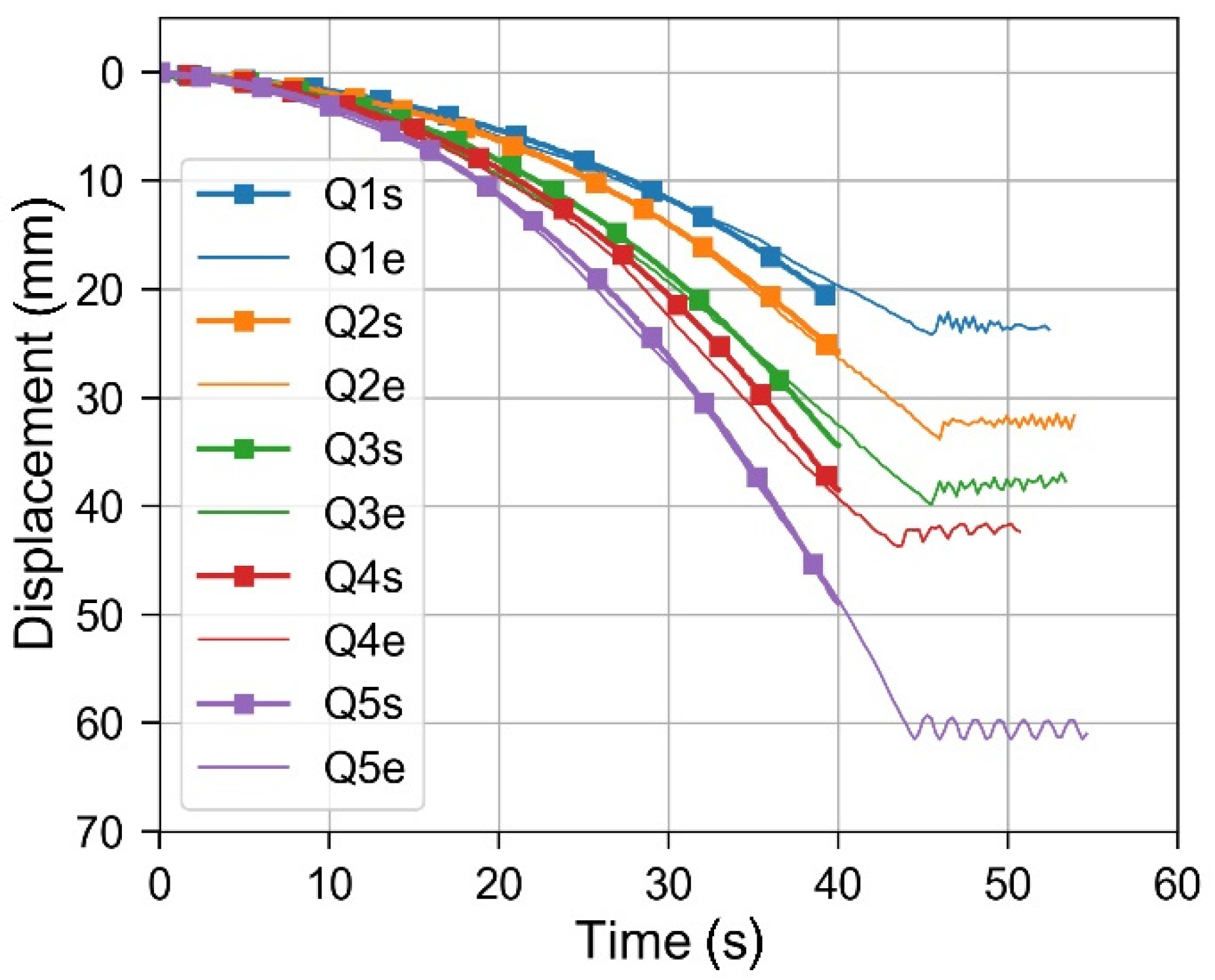
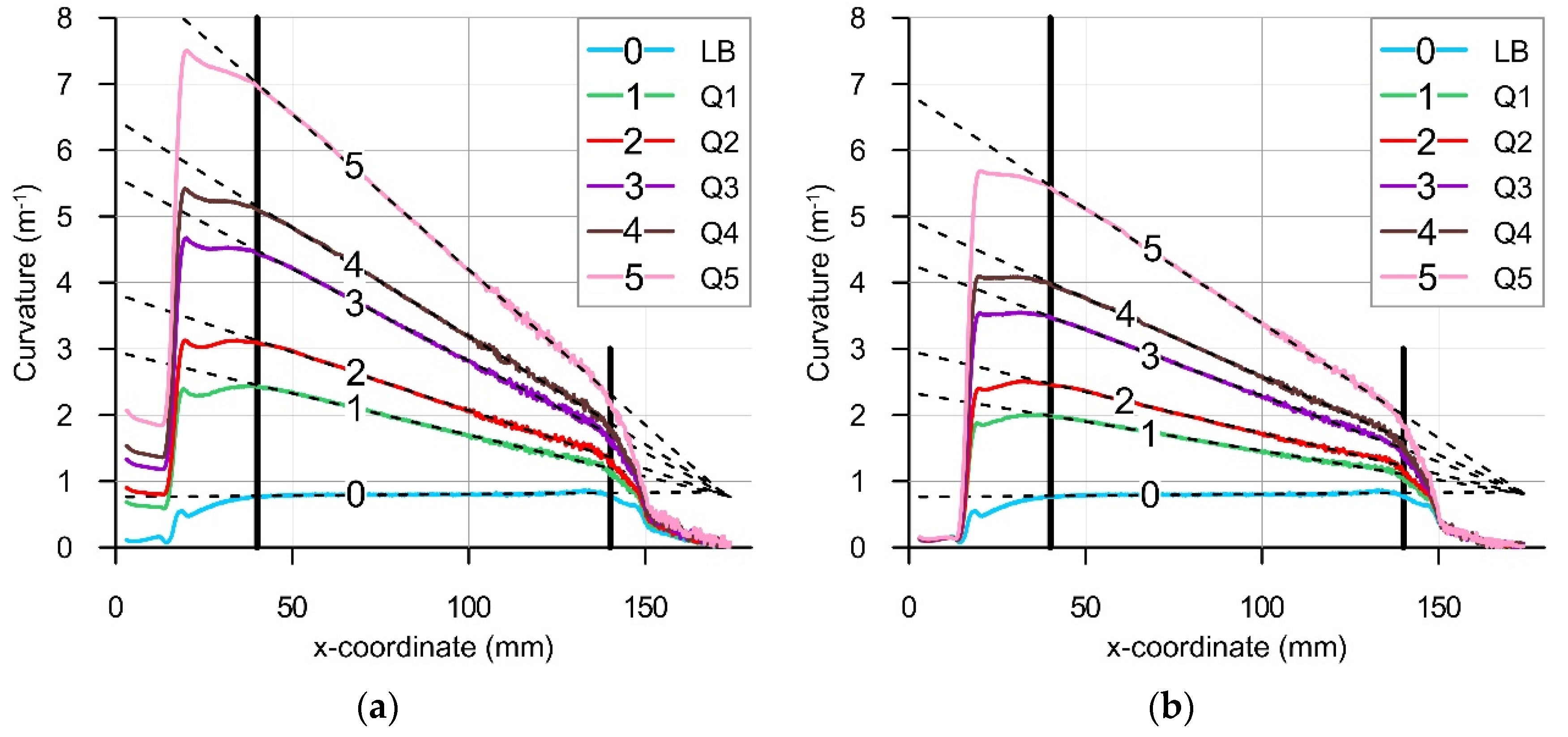
3.2. Hybrid Laser-Mechanical Bending
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Geiger, M. Synergy of laser material processing and metal forming. CIRP Ann. Manuf. Technol. 1994, 43, 563–570. [Google Scholar] [CrossRef]
- Lauwers, B.; Klocke, F.; Klink, A.; Tekkaya, A.E.; Neugebauer, R.; Mcintosh, D. Hybrid processes in manufacturing. CIRP Ann. 2014, 63, 561–583. [Google Scholar] [CrossRef]
- Kratky, A. Laser assisted forming techniques. Proc. SPIE 2007, 6346, 1–11. [Google Scholar]
- Neugebauer, R.; Altan, T.; Geiger, M.; Kleiner, M.; Sterzing, A. Sheet metal forming at elevated temperatures. CIRP Ann. Manuf. Technol. 2006, 55, 793–816. [Google Scholar] [CrossRef]
- Salandro, W.A.; Jones, J.J.; Bunget, C.; Mears, L.; Roth, J.T. Electrically Assisted Forming: Modeling and Control; Springer Series in Advanced Manufacturing; Springer International Publishing: Cham, Switzerland, 2015. [Google Scholar] [CrossRef]
- Tango, Y.; Ishiyama, M.; Suzuki, H. Ihimu-α a fully automated steel plate bending system for shipbuilding. IHI Eng. Rev. 2011, 44, 6–11. [Google Scholar]
- Hu, Z.; Li, J. Computer simulation of pipe-bending processes with small bending radius using local induction heating. J. Mater. Process. Technol. 1999, 91, 75–79. [Google Scholar] [CrossRef]
- Okman, O.; Özmen, M.; Huwiler, H.; Tekkaya, A. Free forming of locally heated specimens. Int. J. Mach. Tools Manuf. 2007, 47, 1197–1205. [Google Scholar] [CrossRef]
- Duflou, J.R.; Aerens, R. Force reduction in bending of thick steel plates by localized preheating. Ann. CIRP 2006, 55, 237–240. [Google Scholar] [CrossRef]
- Wu, C.W.; Huang, C.G.; Chen, G.N.; Wang, M.X. Laser heating induced plastic deformation in a pre-elastic-stretched titanium alloy strip. Opt. Lasers Eng. 2013, 45, 558–564. [Google Scholar] [CrossRef][Green Version]
- Martin, R.; Kohler, G. Automatisiertes Justieren in der Feinwerktechnik. Patent DE2918100; Germany, 13 November 1980. [Google Scholar]
- Masubuchi, K.; Cook, W.J.; Deacon, D.L.; Haidemenopoulos, G.; Johnson, R.C.; McCarthy, R.W. Laser Forming of Steel Plates for Ship Construction. In Phase I Report under Purchase Order PL-67103 (MIT OSP No. 94827) to Todd Pacific Shipyards Corporation from MIT; Department of Ocean Engineering, Massachusetts Institute of Technology: Cambridge, MA, USA, February; 1985. [Google Scholar]
- Vollertsen, F. Mechanisms and models for laser forming. In Proceedings of the 26th International CIRP Seminar on Manufacturing Systems—LANE ’94., Erlangen, Germany, 12–14 October 1994; pp. 345–360. [Google Scholar]
- Arnet, H.; Vollertsen, F. Extending laser bending for the generation of convex shapes. J. Eng. Manuf. 1995, 209, 433–442. [Google Scholar] [CrossRef]
- Liu, J.; Sun, S.; Guan, Y.; Ji, Z. Experimental study on negative laser bending process of steel foils. Opt. Lasers Eng. 2010, 48, 83–88. [Google Scholar] [CrossRef]
- Namba, Y. Laser forming in space. In Proceedings of the International Conference on Lasers’85, Las Vegas, NV, USA, 2–6 December 1985; pp. 403–407. [Google Scholar]
- Li, W.; Yao, Y.L. Buckling based laser forming process: Concave or convex. ICALEO Congr. Proc. 2000, 506, 1–10. [Google Scholar]
- Vollertsen, F.; R¨odle, M. Model for temperature gradient mechanism of laser bending. In Proceedings of the 26th Internationa CIRP Seminar on Manufacturing Systems—LANE ’94, Erlangen, Germany, 12–14 October 1994; pp. 371–378. [Google Scholar]
- Widłaszewski, J. The effects of design parameters on the laser-induced in-plane deformation of two-bridge actuators. Int. J. Mach. Tools Manuf. 2014, 80–81, 30–38. [Google Scholar] [CrossRef]
- Widłaszewski, J. Mechanism of bi-direction laser bending for microsystems. In Proceedings of the 3rd Polish Congress of Mechanics and 21st International Conference on Computer Methods in Mechanics, Gdańsk, Poland, 8–11 September 2015; Volume 2, pp. 819–820. [Google Scholar]
- Hu, Z.; Labudovic, M.; Wang, H.; Kovacevic, R. Computer simulation and experimental investigation of sheet metal bending using laser beam scanning. Int. J. Mach. Tools Manuf. 2001, 41, 589–607. [Google Scholar] [CrossRef]
- Yanjin, G.; Sheng, S.; Guoqun, Z.; Yiguo, L. Finite element modeling of laser bending of pre-loaded sheet metals. J. Mater. Process. Technol. 2003, 142, 400–407. [Google Scholar] [CrossRef]
- Yao, Z.; Shen, H.; Shi, Y.; Hu, J. Numerical study on laser forming of metal plates with pre-loads. Comput. Mater. Sci. 2007, 40, 27–32. [Google Scholar] [CrossRef]
- Roohi, A.H.; Gollo, M.H.; Moslemi, N.H. External force-assisted laser forming process for gaining high bending angles. J. Manuf. Process. 2012, 14, 269–276. [Google Scholar] [CrossRef]
- Kant, R.; Joshi, S.; Dixit, U. Research issues in the laser sheet bending process. In Materials Forming and Machining; Davim, J.P., Ed.; Woodhead Publishing Reviews: Mechanical Engineering Series; Woodhead Publishing: Sawston, UK, 2016; pp. 73–97. [Google Scholar] [CrossRef]
- Ponticelli, G.; Guarino, S.; Giannini, O. A fuzzy logic-based model in laser-assisted bending springback control. Int. J. Adv. Manuf. Technol. 2018, 95, 3887–3898. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Conti, C.; Guarino, S. Springback control in sheet metal bending by laser-assisted bending: Experimental analysis, empirical and neural network modelling. Opt. Lasers Eng. 2011, 49, 1372–1383. [Google Scholar] [CrossRef]
- Gisario, A.; Barletta, M.; Venettacci, S.; Veniali, F. Laser-assisted bending of sharp angles with small fillet radius on stainless steel sheets: Analysis of experimental set-up and processing parameters. Laser Manuf. Mater. Process. 2015, 2, 57–73. [Google Scholar] [CrossRef][Green Version]
- Gisario, A.; Mehrpouya, M.; Venettacci, S.; Barletta, M. Laser-assisted bending of Titanium Grade-2 sheets: Experimental analysis and numerical simulation. Opt. Lasers Eng. 2017, 92, 110–119. [Google Scholar] [CrossRef]
- Fetene, B.N.; Shufen, R.; Dixit, U.S. FEM-based neural network modeling of laser-assisted bending. Neural Comput. Appl. 2018, 29, 69–82. [Google Scholar] [CrossRef]
- Qu, F.S.; Liu, X.G.; Xing, F.; Zhang, K.F. High temperature tensile properties of laser butt-welded plate of Inconel 718 superalloy with ultra-fine grains. Trans. Nonferrous Met. Soc. China 2012, 22, 2379–2388. [Google Scholar] [CrossRef]
- Qu, F.; Lu, Z.; Xing, F.; Zhang, K. Study on laser beam welding/superplastic forming technology of multi-sheet cylinder sandwich structure for Inconel 718 superalloy with ultra-fine grains. Mater. Des. 2012, 39, 151–161. [Google Scholar] [CrossRef]
- Prasad, K.S.; Kamal, T.; Panda, S.K.; Kar, S.; Murty, S.N.; Sharma, S.C. Finite element validation of forming limit diagram of IN-718 sheet metal. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2015; Volume 2, pp. 2037–2045. [Google Scholar] [CrossRef]
- Hongbo, D.; Gaochao, W. Effect of deformation process on superplasticity of Inconel 718 alloy. Rare Met. Mat. Eng. 2015, 44, 298–302. [Google Scholar] [CrossRef]
- Tan, Y.; Ma, Y.; Zhao, F. Hot deformation behavior and constitutive modeling offine-grained Inconel 718 superalloy. J. Alloy. Compd. 2018, 741, 85–96. [Google Scholar] [CrossRef]
- Mucha, Z.; Widłaszewski, J.; Kurp, P.; Mulczyk, K. Mechanically assisted laser forming of thin beams. Proc. SPIE 2016, 10159, 1–10. [Google Scholar] [CrossRef]
- Widłaszewski, J.; Nowak, M.; Nowak, Z.; Kurp, P. Laser-assisted forming of thin-walled profiles. Met. Form. 2017, 28, 183–198. [Google Scholar]
- Nowak, Z.; Nowak, M.; Widłaszewski, J.; Kurp, P. Experimental and numerical investigation on laser-assisted bending of pre-loaded metal plate. AIP Conf. Proc. 2018, 1922, 1–7. [Google Scholar]
- Simulia. ABAQUS/Standard User’s Manual: Version 2016; Dassault Systemes: Providence, RI, USA, 2015. [Google Scholar]
- Vollertsen, F.; Holzer, S. 3D-thermomechanical simulation of laser forming. In Simulation of Materials Processing: Theory, Methods and Applications; Dawson, S., Ed.; Balkema: Rotterdam, The Netherlands, 1995; pp. 785–791. [Google Scholar]
- Kim, D.H.; Lee, C.M. A study of cutting force and preheating—Temperature prediction for laser-assisted milling of Inconel 718 and AISI 1045 steel. Int. J. Heat Mass Transf. 2014, 71, 264–274. [Google Scholar] [CrossRef]
- High Temp Metals, Inc. Inconel 718 Technical Data. Available online: http://www.hightempmetals.com/techdata/hitempInconel718data.php (accessed on 26 February 2021).
- Sainte-Catherine, C.; Jeandin, M.; Kechemair, D.; Ricaud, J.P.; Sabatier, L. Study of dynamic absorptivity at 10.6 µm (CO2) and 1.06 µm (Nd:YAG) wavelength as a function of temperature. J. Phys. 1991, 1, 151–157. [Google Scholar]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-assisted machining of Inconel 718 with an economic analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Kurp, P.; Mucha, Z.; Mulczyk, K.; Gradon´, R.; Trela, P. The influence of surface preparation on the absorption coefficient of laser radiation. Proc. SPIE 2016, 10159, 1–8. [Google Scholar]
- Special Metals Corporation. Inconel Alloy 718. Available online: http://www.specialmetals.com/assets/smc/documents/alloys/inconel/inconel-alloy-718.pdf (accessed on 26 February 2021).
- Zhang, J.; Gao, Z.; Zhuang, J.; Zhong, Z. Mathematical modeling of the hot deformation behavior of superalloy IN718. Metall. Mater. Trans. A 1999, 30, 2701–2712. [Google Scholar] [CrossRef]
- Hortig, C.; Svendsen, B. Simulation of chip formation during high-speed cutting. J. Mater. Process. Technol. 2007, 186, 66–76. [Google Scholar] [CrossRef]
- Özel, T.; Ulutan, D. Prediction of machining induced residual stresses in turning of titanium and nickel-based alloys with experiments and finite element simulations. CIRP Ann. Manuf. Technol. 2012, 61, 547–550. [Google Scholar] [CrossRef]
- Jafarian, F.; Ciaran, M.I.; Umbrello, D.; Arrazola, P.; Filice, L.; Amirabadi, H. Finite element simulation of machining Inconel 718 alloy including microstructure changes. Int. J. Mech. Sci. 2014, 88, 110–121. [Google Scholar] [CrossRef]
- Johnson, G.; Cook, W. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Pereira, J.M.; Lerch, B.A. Effects of heat treatment on the ballistic impact properties of Inconel 718 for jet engine fan containment applications. Int. J. Impact Eng. 2001, 25, 715–733. [Google Scholar] [CrossRef]
- Lin, Y.; Li, K.K.; Li, H.B.; Chen, J.; Chen, X.M.; Wen, D.X. New constitutive model for high-temperature deformation behavior of Inconel 718 superalloy. Mater. Des. 2015, 74, 108–118. [Google Scholar] [CrossRef]
- Iturbe, A.; Giraud, E.; Hormaetxe, E.; Garay, A.; Germain, G.; Ostolaza, K.; Arrazola, P. Mechanical characterization and modelling of Inconel 718 material behavior for machining process assessment. Mater. Sci. Eng. A 2017, 682, 441–453. [Google Scholar] [CrossRef]
- Nowak, Z.; Stachurski, A. Nonlinear Regression Problem of Material Functions Identification for Porous Media Plastic Flow. Eng. Trans. 2001, 49, 637–661. [Google Scholar]
- Nowak, Z.; Stachurski, A. Global Optimization in Material Functions Identification for Voided Plastic Flow, Comput. Assist. Mech. Eng. Sci. 2002, 9, 205–221. [Google Scholar]
- Toponogov, V.A. Differential Geometry of Curves and Surfaces. A Concise Guide; Birkhäuser: Boston, MA, USA, 2006. [Google Scholar]
- Timoshenko, S. Strength of Materials. Part I; D. Van Nostrand Company, Inc.: New York, NY, USA, 1951. [Google Scholar]
- Mucha, Z.; Widłaszewski, J. Physical foundations of laser thermal forming. In Proceedings of the 1st International Conference on New Forming Technology, Harbin, China, 6–9 September 2004; pp. 235–240. [Google Scholar]
- Maji, K.; Pratihar, D.; Nath, A. Laser forming of a dome shaped surface: Experimental investigations, statistical analysis and neural network modeling. Opt. Lasers Eng. 2014, 53, 31–42. [Google Scholar] [CrossRef]
- Mucha, Z.; Widłaszewski, J.; Cabaj, M.; Gradon´, R. Surface temperature in laser forming. Archiv. Thermodyn. 2003, 24, 89–105. [Google Scholar]
- Mucha, Z.; Gregova, L.; Gradon´, R. Permanent and non-permanent deformations in samples caused by CO2 laser pulse. Proc. SPIE 2007, 6598, 1–10. [Google Scholar]
- Widłaszewski, J. Analysis of deformations induced by a laser beam pulse. In Proceedings of the International Workshop on Thermal Forming and Welding Distortion, Bremen, Germany, 22–23 April 2008; Volume 31, pp. 365–374. [Google Scholar]
- Mucha, Z.; Zawilin´ski, M. Edge effects in laser bending of metal plates. In Proceedings of the 2nd International Conference on New Forming Technology, Bremen, Germany, 20–21 September 2007; pp. 201–211. [Google Scholar]
- Fetene, B.N.; Dixit, U.S.; Davim, J.P. Laser Assisted Bending by Magnetic Force. J. Eng. 2017, 7, 343–353. [Google Scholar] [CrossRef]
- Dutta, P.P.; Kalita, K.; Dixit, U.S. Electromagnetic-force-assisted bending and straightening of AH36 steel strip by laser irradiation. Lasers Manuf. Mat. Process. 2018, 5, 201–221. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Mo | Nb | Co | Mn | Si | Fe | Al | Ti |
|---|---|---|---|---|---|---|---|---|---|
| 52.9 | 19.83 | 3.12 | 4.83 | 0.05 | 0.29 | 0.14 | Balance | 0.60 | 1.04 |
| Load Case | Steps | ||||
|---|---|---|---|---|---|
| G Gravity on | Q Loading Q, N | L Laser | U Unloading Q | F Gravity Off | |
| LB | NO | 0 | YES | NO | NO |
| GL | YES | 0 | YES | NO | YES |
| Q1 | YES | 1.08 | YES | YES | YES |
| Q2 | YES | 1.57 | YES | YES | YES |
| Q3 | YES | 2.55 | YES | YES | YES |
| Q4 | YES | 3.04 | YES | YES | YES |
| Q5 | YES | 4.51 | YES | YES | YES |
| A, MPa | B, MPa | n | CJC | m |
|---|---|---|---|---|
| 450 | 2100.95 | 0.76 | 0.02 | 1.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Widłaszewski, J.; Nowak, Z.; Kurp, P. Effect of Pre-Stress on Laser-Induced Thermoplastic Deformation of Inconel 718 Beams. Materials 2021, 14, 1847. https://doi.org/10.3390/ma14081847
Widłaszewski J, Nowak Z, Kurp P. Effect of Pre-Stress on Laser-Induced Thermoplastic Deformation of Inconel 718 Beams. Materials. 2021; 14(8):1847. https://doi.org/10.3390/ma14081847
Chicago/Turabian StyleWidłaszewski, Jacek, Zdzisław Nowak, and Piotr Kurp. 2021. "Effect of Pre-Stress on Laser-Induced Thermoplastic Deformation of Inconel 718 Beams" Materials 14, no. 8: 1847. https://doi.org/10.3390/ma14081847
APA StyleWidłaszewski, J., Nowak, Z., & Kurp, P. (2021). Effect of Pre-Stress on Laser-Induced Thermoplastic Deformation of Inconel 718 Beams. Materials, 14(8), 1847. https://doi.org/10.3390/ma14081847