3.1. Effect of Weld Energy and Pressure on Micro-Hardness and Coating Homogeneity
Analysis of variance (ANOVA) was conducted to evaluate the significance of main and interaction effects for all considered factors. The main aim was to identify the factors that enhance the mechanical properties (i.e., micro-hardness) and to functionalize the coating’s thickness.
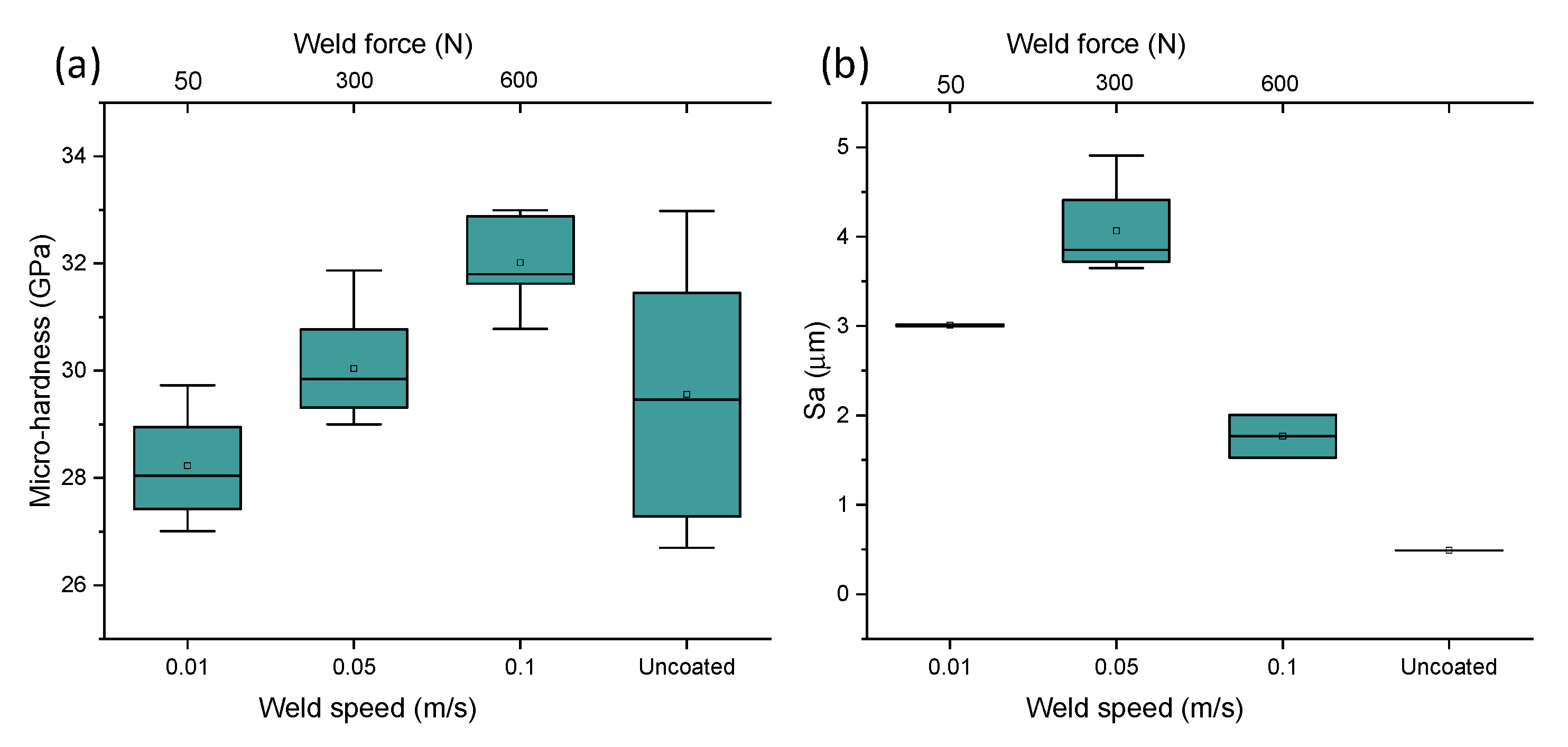
Table 3 shows the results only of significant interaction effects of DOE on micro-hardness for boxplots reported in
Figure 2. For a confidence level of 95% (α = 0.05), the difference of the means is significant for all interaction effects (amplitude, weld speed, force, and power).
From the analysis of variance, the most influential process parameters on hardness and coating quality were weld energy and bonding pressure. As the weld energy and force increase, the hardness increased. This was due to the temperature increase (up to 800 K based on Matsuoka [
13]) typical of ultrasonic welding processes, which caused metallurgical adhesion and mechanical interlocking across the weld, especially for bonding dissimilar materials. The effect of bonding energy is certainly one of the most critical factors in the conducted study. A change in bonding mechanism was evident at higher bonding energy (>0.6 J) and lower speeds (<0.05 m·s
−1). In fact, when coating at slower speeds (<0.01 m·s
−1), the MWCNT powder did not bond to the PcBN substrate (
Figure 3). In bonding dissimilar materials, full interfacial contact and interdiffusion should occur. Typically, the voids present on the two contacting surfaces (coating and substrate) can be filled by surface diffusion or can be collapsed by creep [
14], this phenomenon could occur before diffusion across the interface takes place [
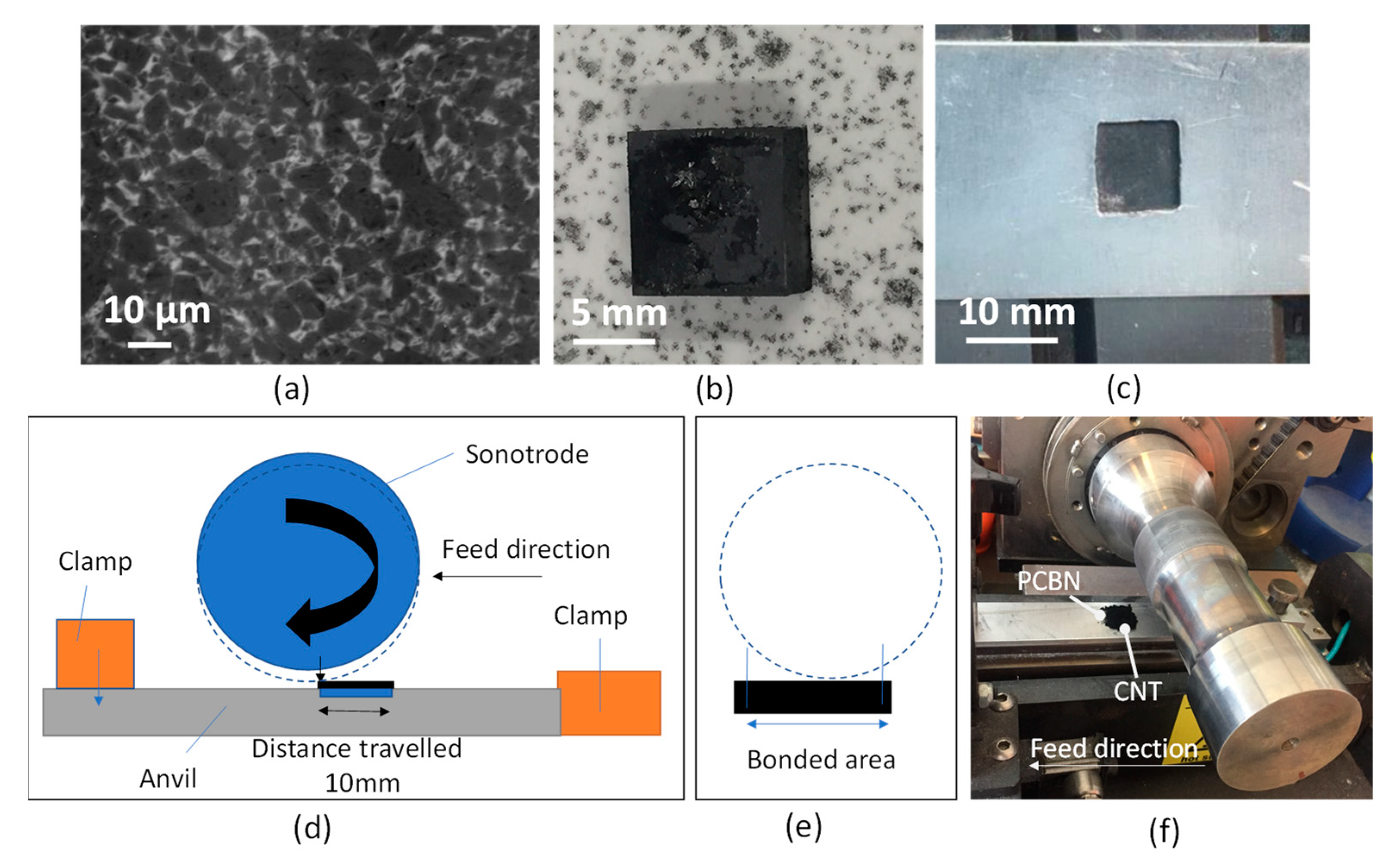
15]. It must be noted that diffusion is not essential to guarantee atomic-level bonds, however if it occurs it enables full bonding at the interface. During the bonding process the pressure plays an essential role in the attainment of full interfacial contact: a threshold pressure which enables the faces to be forced together exists for which no three-dimensional voids are present, however insufficient interdiffusion occurs. This might be the case for test E, where full interfacial contact did not occur and the coating only adhered to a small area of the sample, in opposition to test F, for which the coating deposited successfully. In fact, comparing conditions E and F, although the bonding energy was higher (3 versus 0.3 J) and it was applied for a longer time (1 versus 0.1 s), the impact of weld speed (0.01 versus 0.1 m·s
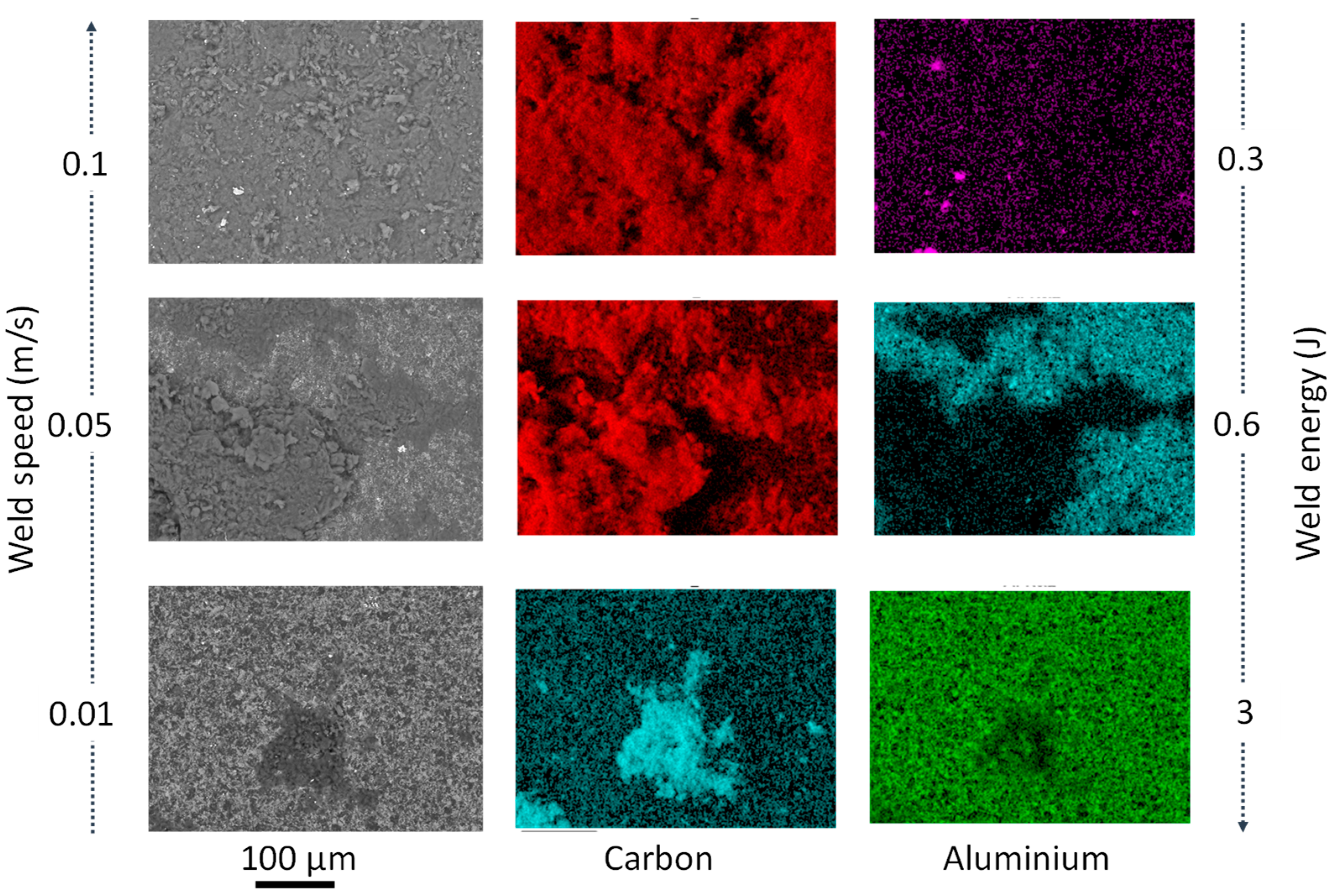
−1) was significant in affecting the instantaneous pressure between the two contacting surfaces. It was expected that slower speeds and longer deposition time would facilitate diffusion, but those results might evidence that a full range of parameters should be considered for diffusion to be the dominant bonding mechanism. From the analysis of the elemental composition achieved via EDX, two main elements were found on all achieved coatings: carbon and aluminium. The first one expected as a dominant element of the CNTs and the latter being infiltration from the PcBN substrate. Elemental composition analyses in
Figure 3 indicated a trend in increased porosity with the increase of energy, as evident from the patches of carbon in conditions D and E (
Figure 3).
The 2D topographical data were extrapolated from the scanned profiles using ISO 13565. All 2D measurements for the coated samples resulted in higher roughness compared to the benchmark, with average Ra values in the range 2.4–2.5 μm for tests B, C, D, F, and G, 1.68 μm for test A, and significantly lower for test E (1.4 μm); however, all were significantly higher than the uncoated samples which had an average Ra of 0.5 μm (
Figure 2c). ISO 25178 3D was used to derive the 3D surface roughness parameters Sa from the Abbot-Firestone Curve, which is indicative of the coating homogeneity. All 3D measurements for the coated samples resulted in higher Sa values compared to the benchmark, with average Sa values in the range 3–4.2 μm for tests B to G, and significantly lower for test A (1.75 μm); however, all were significantly higher than the uncoated samples, which had an average Sa of 0.5 μm (
Figure 2d). The effect of amplitude on the 2D and 3D surface roughness parameters was also observed. From the topographical analysis, test C (12 μm) showed an average surface roughness, Ra, of 1.85 μm, and the Spk mean value derived from the Abbot-Firestone curves was 6.084 μm. Test D (21 μm) revealed lower 2D (Ra = 1.795 μm) and 3D (4.862 μm) parameters. As amplitude increases, the value of Spk decreases, which shows the wear resistance being greater at a higher amplitude.
Weld energy was varied to understand its effect on the hardness of the coated samples. Micro-hardness values for the uncoated PCBN sample ranged from 27.41 to 31.58 GPa. For bonding speeds above 0.05 m·s
−1 and bonding energies below 0.6 J (condition A and F in
Table 2), micro-indentation tests revealed an improvement of average hardness from 29.5 to 32 GPa. Test A (weld energy of 0.6 J) showed the largest hardness values with the average of 31.82 GPa. Using lower bonding pressures (5 MPa in Test B) resulted in softening up to 28.4 GPa. Higher bonding pressures (30 MPa) and high weld energies (1.2 J) in Test D resulted in an increase of average hardness up to 30.16 GPa. Similar values (30.02 GPa) were reported for Test F, in which the bonding pressure was similar to test D (circa 30 MPa), but the weld energy was lower (0.3 J). Overall, 5 coating conditions showed micro-hardness values in the range of the uncoated PCBN values, however smaller scatters in the boxplot were seen (
Figure 2a), signifying more uniformity of mechanical properties post-process. Comparing Tests A and D, it is evident that bonding pressure has a higher impact than energy on hardness. Tests A and G revealed an average value of hardness above 32 GPa, well above the average value in the uncoated sample (29 GPa). The maximum bonding force (600 N) and bonding pressure (60 MPa) would have impacted the frictional heat generated during the bonding process, causing oxidation, breaking down of organic membranes, and dispersion by the vibration energy. When the surface roughness of the contacting surfaces differs, the welding pressure acting on each contact point may vary, and therefore the deformation [
13]. After contact, bonding occurs through plastic and elastic deformation. There is a rise in temperature at the boundary due to vibration, which promotes atoms’ bonding. Matsuoka [
13] reported that the temperature generated by heat-regenerative power in ultrasonic bonding (at pressures of 8.6 MPa and bonding duration of 0.7 s) reaches 793 K. Previous studies [
8,
16,
17] also reported that there is a direct link between amplitude and measured temperature in ultrasonic bonding, and that for amplitudes of oscillation above 25 μm, the peak temperature was measured under 523 K, and for amplitudes of oscillation below 25 μm, the temperature was reported to be less than 373 K. Based on previous research [
8,
13,
14,
15], the temperature in conditions A and G could be in the range 450–793 K, with a likelihood of 95% for the achieved temperature to be above the required one for plastic deformation in 90% cBN materials, which is reported to be 473 K [
18], causing plastic deformation of the cBN grains, strain hardening, and therefore, providing a strengthening effect.
Langenecker [
19] and later Gunduz et al. [
20] proved that diffusion in ultrasonic bonding can be enhanced by an increase of dislocation density due to plastic deformation at very high strain rates. This validates the hypothesis that diffusion due to plastic deformation of the cBN grains might have occurred in bonding at conditions A and G. The scatter in the micro-hardness boxplots (
Figure 2a) for all coated samples resulted to be smaller than for the uncoated sample. This is because the hardness of cBN (single crystal) is anisotropic and it ranges from a minimum of 29.89 GPa in the (110) direction on the (001) plane to 43.12 GPa in the (100) direction on the (001) plane [
21]. However, the measurements reported in this paper for the uncoated samples are in line with data from Reference [
21]. Weld energy was varied for Tests A, B, D, and F. From the optical microscopy analysis of Test A (0.6 J), it was observed that the carbon nanotube coating was applied in most areas of the PcBN sample (
Figure 4a). The sonotrode was dropped onto the sample at the edge and rolled for 10 mm before moving the sonotrode away to remove the force applied. However, due to the large force applied (600 N) and due to dragging of the sonotrode before lifting, the PcBN sample cracked on one side due to its brittle properties. Also, the carbon nanotube coating did not bond strongly near the edges, which may be likely due to the pressure applied by the sonotrode and which was suddenly removed. Yang et al. [
22] demonstrated that weld pressure favours plastic flow during the bonding process only in combination with ultrasonic oscillations, which are key to produce stresses at the interface. This is in line with what was observed while bonding at conditions A and G, where the combination of high pressure and high amplitude facilitated plastic flow at the interface, evidenced by the highest increase of hardness.
Analysis of variance (ANOVA) was conducted to evaluate the significance of main and interaction effects for all considered factors on coating’s thickness.
Table 4 shows the results only of significant interaction effects of DOE on thickness for boxplots shown in
Figure 2. For a confidence level of 95% (α = 0.05), the difference of the means is significant only for the interaction effects shown in
Table 4, namely weld energy, speed, power, and force.
The coating thickness was measured across 5 areas of each PcBN sample, Test A had an average thickness of 86.45 μm. The centre of the sample had the thickest layer of coating (135.34 μm). From the optical image of Test B (0.5 J), the MWCNTs were only present at the centre, leaving an edge of 0.5–2 mm width uncoated (
Figure 5b). Comparing Test B to the coating achieved using the highest energy (
Figure 5a), less deposition areal coverage is achieved, confirming that the weld energy strongly affects the mechanical interlocking and diffusion processes. The coating thickness for Test B was measured at an average of 47.09 μm. The strong significance was also evident from the ANOVA results shown in
Table 4 for conditions C and E.
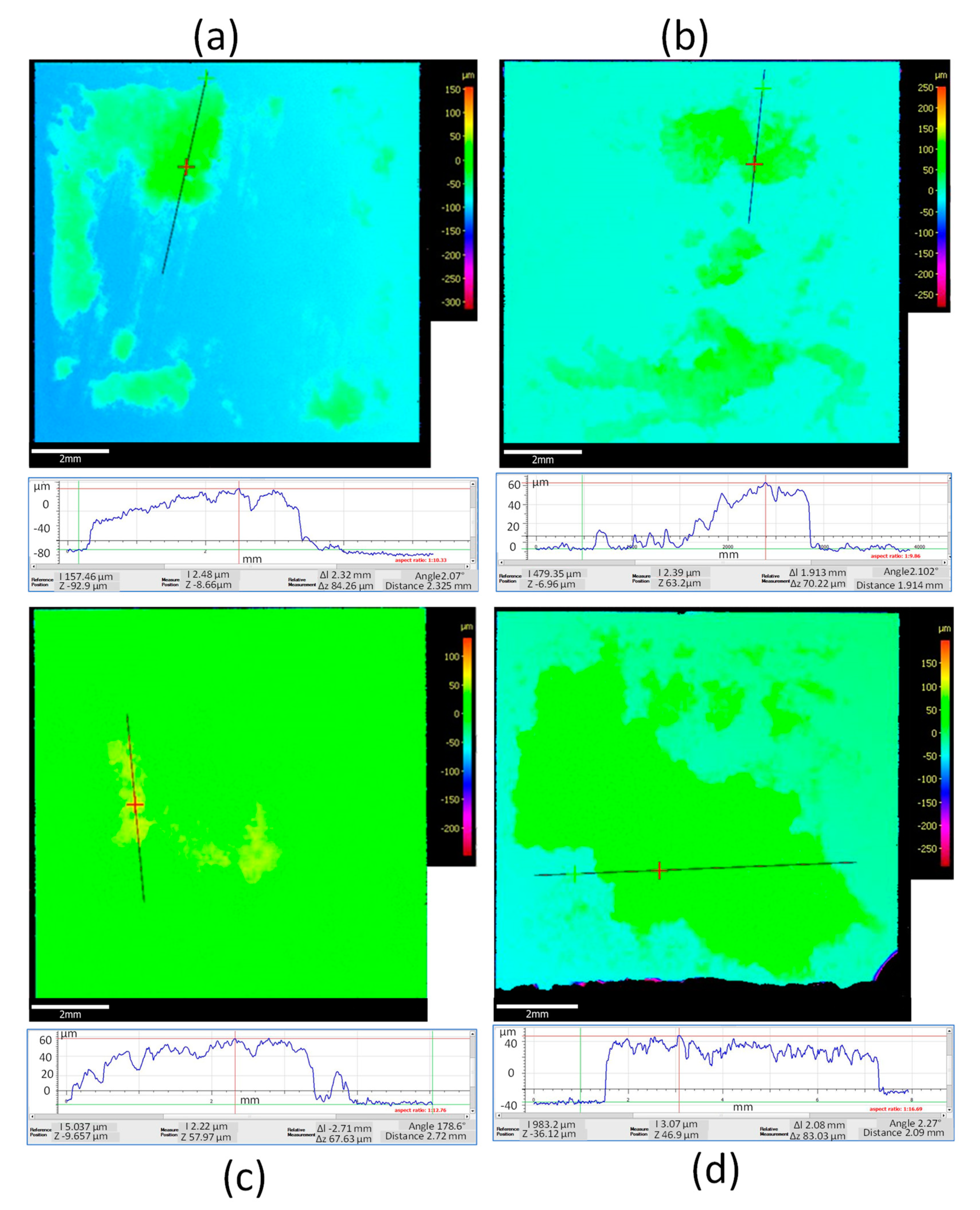
Test C produced an average thickness of 95.13 μm and a maximum thickness of 172.1 μm (
Figure 6a). The focus variation measurements for Test D (1.2 J) showed an average thickness of 39.82 μm, with the smallest thickness measured at the edges (average of 8.06 μm), and patches of bonding of different coating thicknesses are apparent in the colour scale bar in
Figure 6b. The 3D scan of Test F (0.3 J) indicated that the coating was applied uniformly across most of the PCBN, with an average thickness of 53.73 μm, however coating was not present at one of the edges and it was about 66.17 μm in another edge (
Figure 6d). Combined optical microscopic analyses and focus variation measurements for Test E suggested that the coating was not applied uniformly, that the average thickness was 21.30 μm, and that the maximum coating thickness was 64.19 μm in the centre of the sample (
Figure 6c). This larger deposition of coating near the centre of the sample may be due to the low weld speed adopted (0.01 m·s
−1) and the sonotrode being in contact with the centre of the sample for an extended bonding time (1 s), therefore promoting an accumulation of CNT powder in the centre of the specimen.
3.2. Effect of Weld Speed, Force, and Amplitude on Micro-Hardness and Reliability of Coating
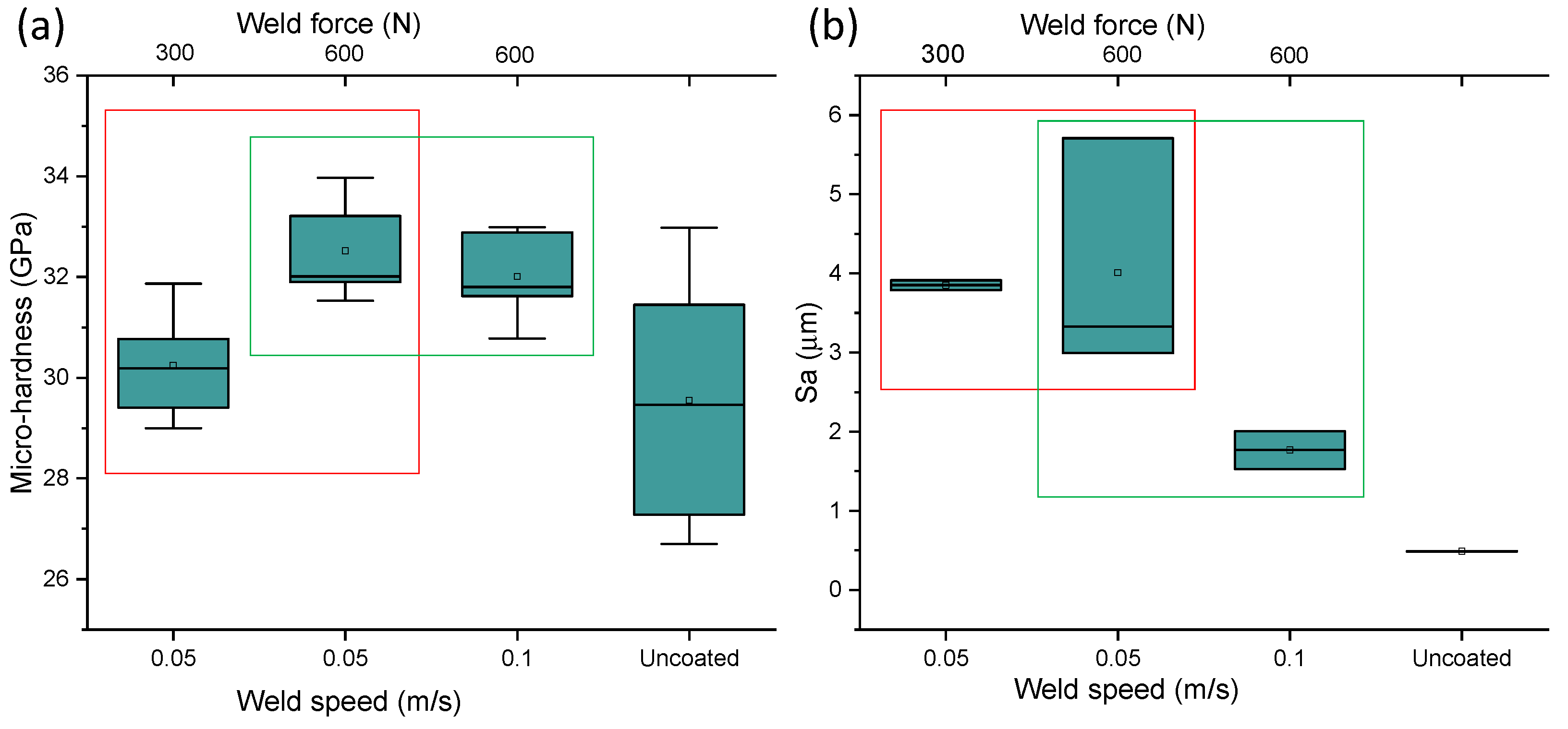
Weld speed was varied to investigate its impact on the hardness of the coated samples. An optimisation window for bonding parameters was disclosed, using a maximum welding force (600 N) and doubling the speed seems to reduce the hardness by 2% (green window in
Figure 7a), although in both cases, the average micro-hardness values are 8–10% above the uncoated materials. This result is in accordance with investigations by Kong et al. [
23], in which it was reported that a decrease of weld speed would favour strain hardening due to the increased energy in the bonding area (at parity of pressure and amplitude). At speed of 0.05 m·s
−1, there seems to be an optimal force needed to achieve hardness above the benchmark (red window in
Figure 7a). Bonding at half of the force (at equal speed) lessened the scatter between first and third quartiles (red window in
Figure 7b) of the 3D Sa values. However, doubling the speed (at equal load) promoted a reduction of average Sa by 100% (green window in
Figure 7b). A good compromise between micro-hardness and good surface integrity (Sa) was achieved for Test A (speed, 0.1 m·s
−1; force 600 N).
From the topographical analysis, the largest surface roughness was identified when coating using the largest weld speed (0.1 m·s
−1), however a strong correlation between thickness and speed was found. Coating at testing condition A (0.1 m·s
−1) resulted in an average thickness of 86.45 μm with maximum deposition in the centre of the sample (135.34 μm). Reducing the speed (0.05 m·s
−1 in Test C) increased the average thickness up to 95.13 μm, diminishing the homogeneity of the coating, which appeared porous in extended areas of the sample (
Figure 8). A further reduction of speed (0.01 m·s
−1 in Test B) in combination with a reduced bonding pressure (5 MPa) and force achieved a coating with an average thickness of 47.09 μm.
A clear trend of increased micro-hardness was revealed by the indentations and an optimisation window for bonding parameters was identified. A simultaneous increase of weld speed and force promoted a drop in Sa values and an improvement of micro-hardness between 8% and 10% (
Figure 9a), however a threshold of parameters exists (speed < 0.05 m·s
−1, force < 50 N) below which strain softening occurs (micro-hardness reduced by 2% compared to benchmark). O’Brien [
24] showed that the temperature rise in ultrasonic bonding process can reduce stresses and promote atomic diffusion and recrystallisation, however an increase of processing temperature is responsible for reducing strain hardening.
The impact of oscillation amplitude was investigated in relation to density of bonded area, thickness of the coating, and micro-hardness. In this study, for all coating conditions, the amplitude was kept in the range 12–21 μm (
Table 2) with a maximum of 21 μm for Tests A, D, and G, a minimum of 12 μm for Tests B and C, and 16 μm for Tests E and F. For Test B, the low amplitude and low bonding pressures (5 MPa) were insufficient to generate enough frictional heat, therefore the MWCNTs did not bond to the substrate. This is in accordance with findings from Jones and Powers [
25], who demonstrated that oscillation of amplitude determines the amount of elastic/plastic deformation at the bonding interface, later also validated by Friel et al. [
26], who demonstrated that high bond energy results in better bond strength and greater plastic flow.
Data analysis revealed a clear trend between amplitude and hardness. A small change in hardness was detected when changing the amplitude only, hence the amplitude has a negligible effect on the hardness unless accompanied by the effect of bonding pressures. At an amplitude of 21 μm, the hardness was increased only for bonding at pressures in the vicinity of 60 MPa (conditions A and G), while at a pressure of 30 MPa, the coating hardness was comparable to the uncoated sample (condition D). This can be explained considering the achievable temperatures in ultrasonic bonding. Previous studies proved that there is a direct link between amplitude and measured temperature. For amplitudes of oscillation above 25 μm, the peak temperature was measured under 523 K, and for amplitudes of oscillation below 25 μm, the temperature was reported to be less than 373 K [
8,
16,
17]. Therefore, coating just below the mentioned threshold (21 versus 25 μm), however at maximum bonding pressure, would have favoured temperatures in the range 400–523 K, well above the deformation temperature for 90% cBN crystals (473 K), causing plastic deformation of the cBN grains, strain hardening, and therefore, providing a strengthening effect at the bonding interface.
3.3. Characterisation of MWCNTs Ante/Post-Coating Process
Transmission electron microscopy was used to characterize the as-received CNTs prior to the coating process, and results of the characterisation are shown in
Figure 10, which confirmed that the CNTs were multi-walled (
Figure 10c,d) with diameters between 10 and 20 nm and lengths between 10 and 30 μm (
Figure 10a,b).
FIB-SEM analyses were conducted for coating conditions A and G, which showed the highest micro-hardness values. The images achieved from SEM analyses are shown in
Figure 11 for coating condition A (
Figure 11a) and coating condition G (
Figure 11b). After SEM analyses of these two coating conditions, the samples were prepared for focus ion beam milling. The application of a platinum layer (length 10 μm, width 3 μm, and thickness 1 μm) was carried out in the site of milling in order to protect the entire exposed surface prior to FIB milling, as shown in
Figure 11c for coating condition A.
The results from FIB milling are depicted in
Figure 12 for coating condition A (
Figure 12a) and coating condition G (
Figure 12b). Differences between the thickness of the platinum layer among the two prepared FIB cuts can be observed in
Figure 12. In particular, the sample coated at condition G revealed some porosity in the preparation of the FIB area and a variable thickness across the length of the Pt protective layer. This is due to the difference in 2D and 3D surface roughness between coated samples A and G, with Sa values for coating G twice larger than coating A (boxplots in
Figure 2d).
Although the same pressure was exerted in conditions A and G, the high-resolution SEM images of the FIB cross-section (at a depth of 1 μm from the FIB coating) revealed different densities for CNTs post-coating process. A denser structure with patches of elongated porosity was achieved at bonding condition A (
Figure 13a) and circular porosity was revealed at bonding condition G (
Figure 13b). The microstructure achieved in condition A resembles the core-sheath structure achieved by milling CNT yarns with spun twist density of 25 mm
−1 [
27], while the one in condition B, the core-sheath structure, was achieved for spun twist density of 20 mm
−1 [
27]. Although the bonding pressure exerted in conditions A and G is the same, condition A was achieved at faster speed and double power in half weld time, causing larger bonds between the CNTs and elongated dense patches, with areas of 250 nm by 1.5 μm (
Figure 13a). Bonding at condition G occurred slower, in a longer weld time, and half of the power than in condition A, decreasing exposure in the instantaneous contact area between MWCNTs and sonotrode. Although the mechanism for bonding is not fully understood, the visual analyses of bonding’s cross-sections between CNTs (
Figure 13) is in line with the hypothesis of plastic flow caused by the weld pressure for conditions A and G, substantiated by the highest increase of hardness.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}