
Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication

Abstract
:1. Introduction
2. Methodology
2.1. FEA Model
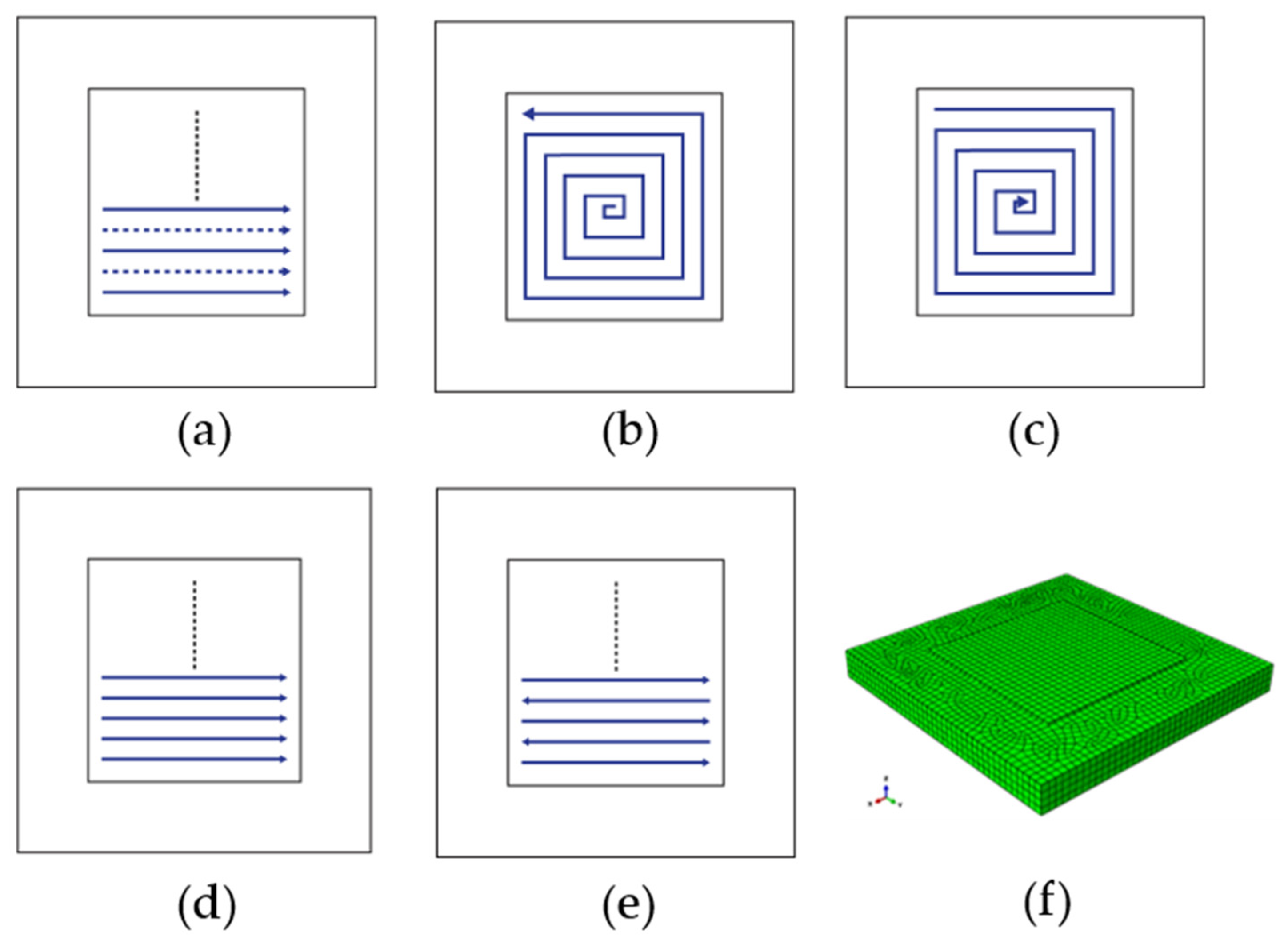
2.2. Deposition Patterns
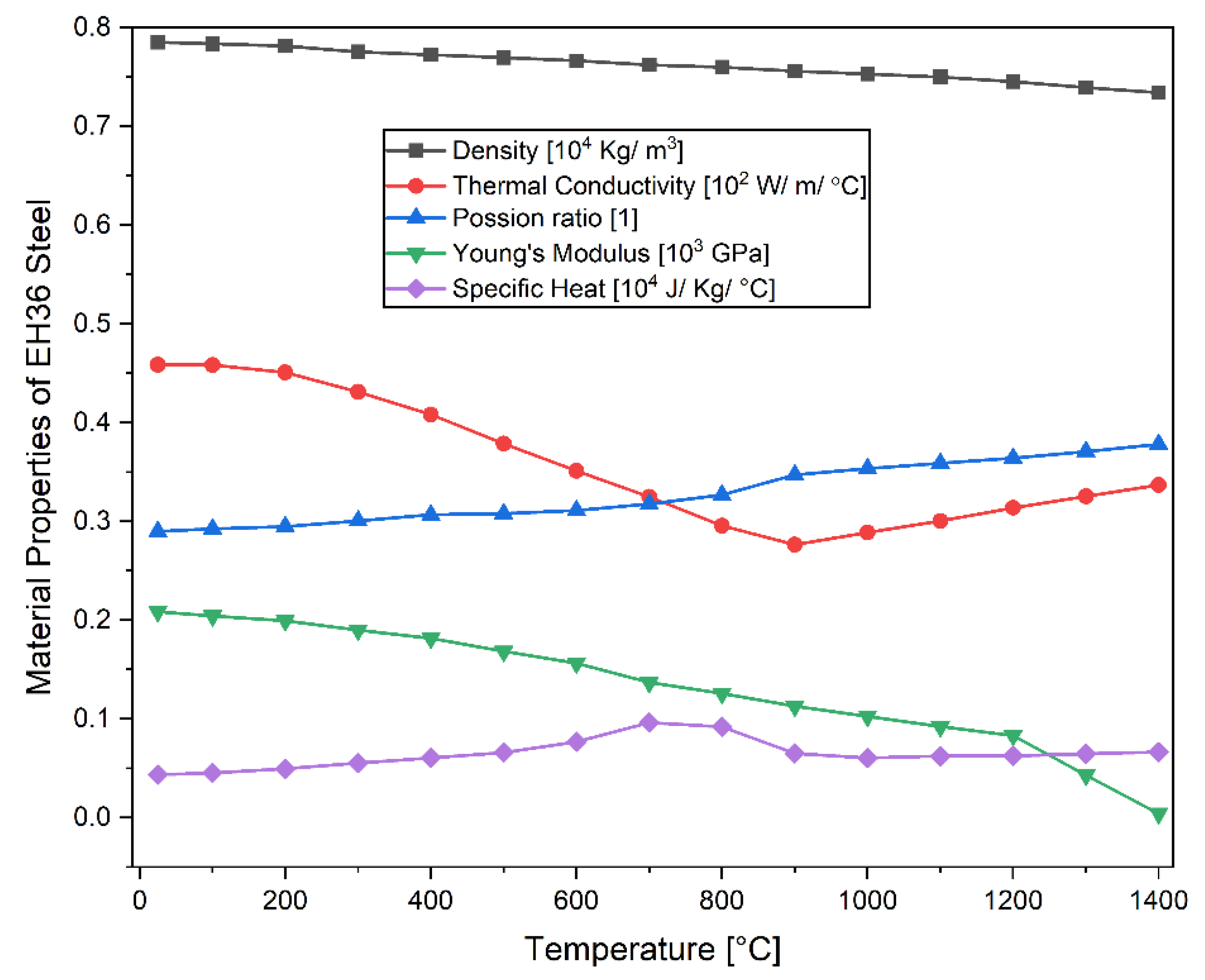
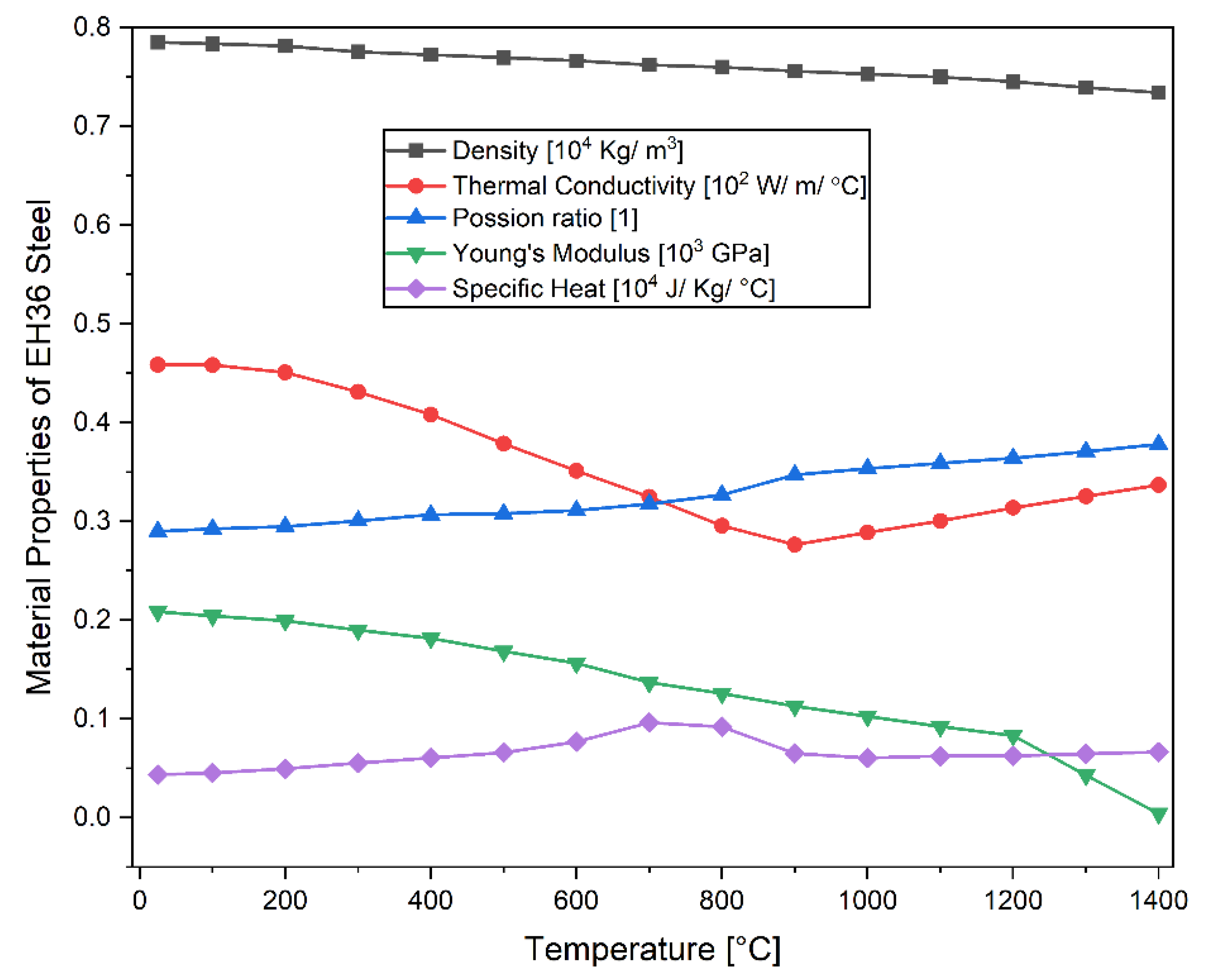
2.3. Thermal Analysis
2.4. Metallurgical Analysis
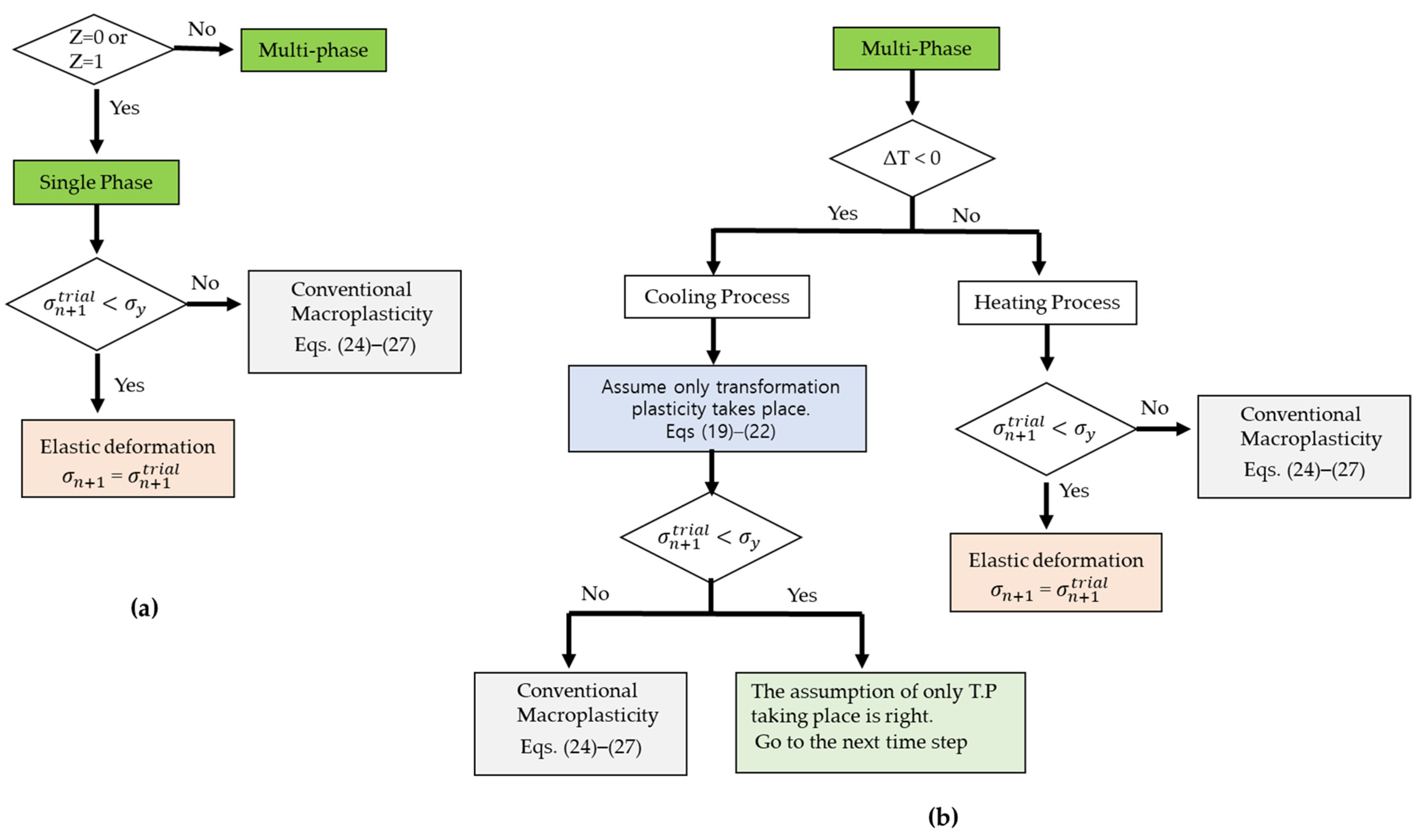
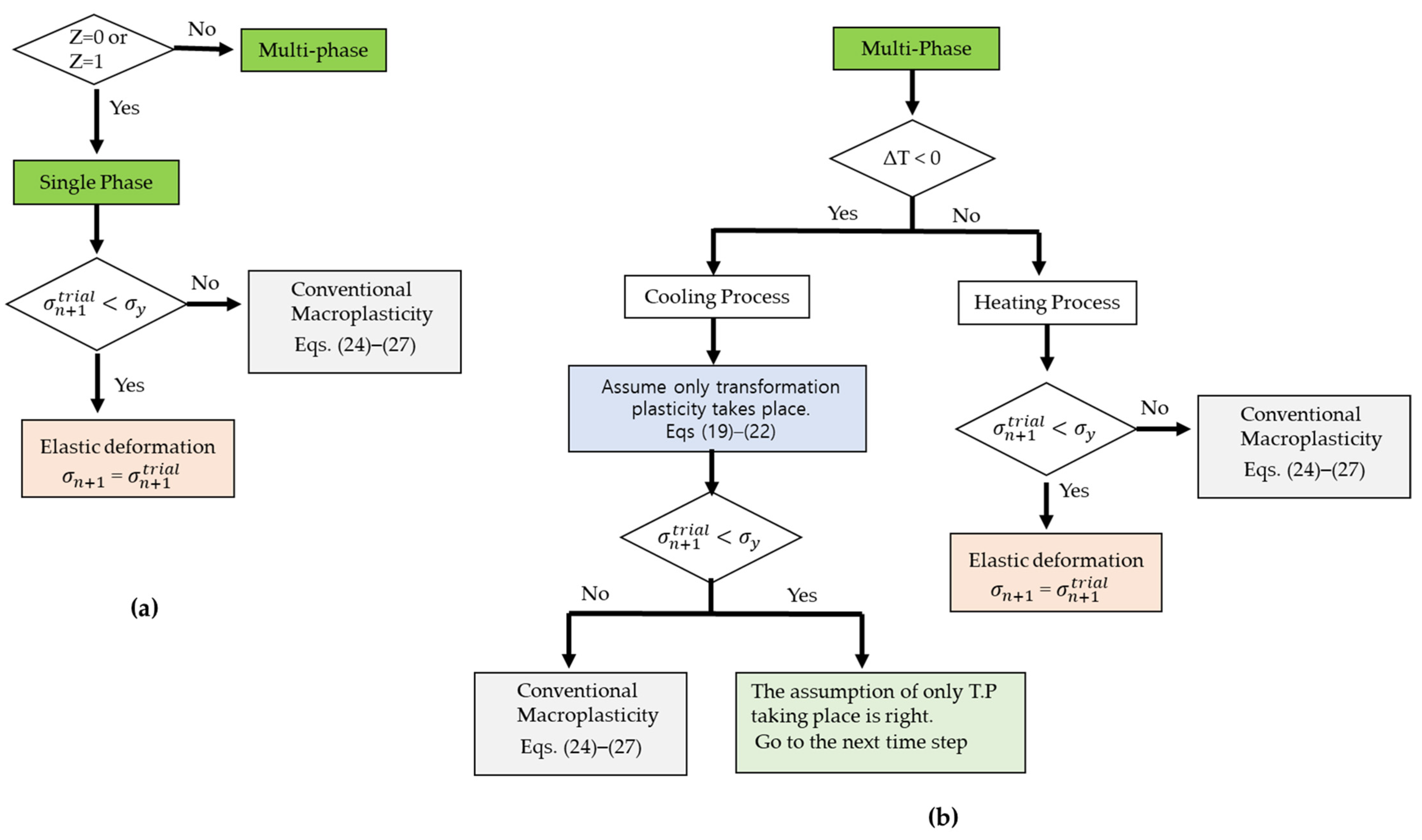
- Plastic deformation on the macroscopic scale due to large temperature gradients.
- Transformation plasticity on a microscopic scale due to solid-state phase transformations and corresponding volumetric dilatation.
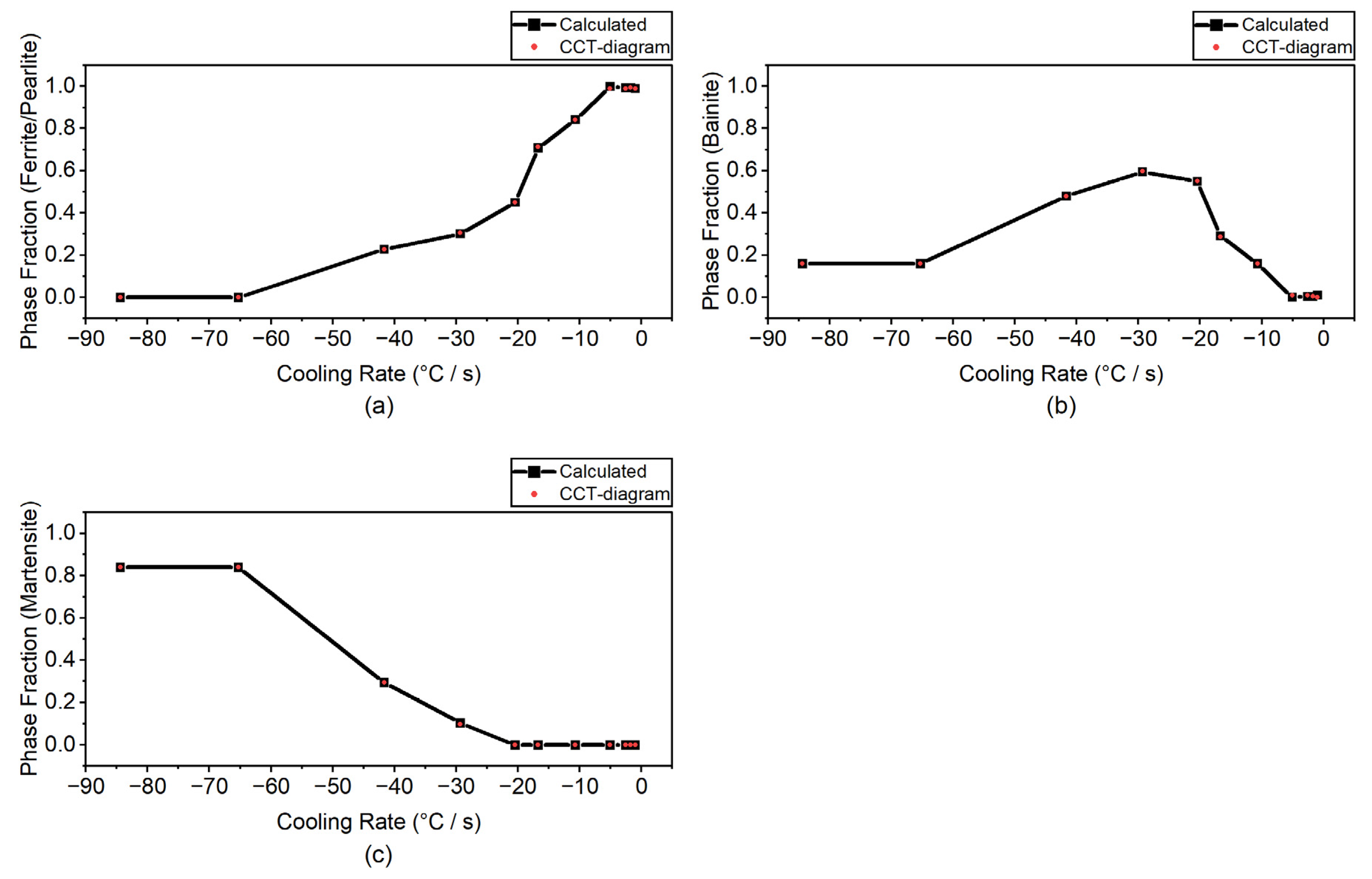
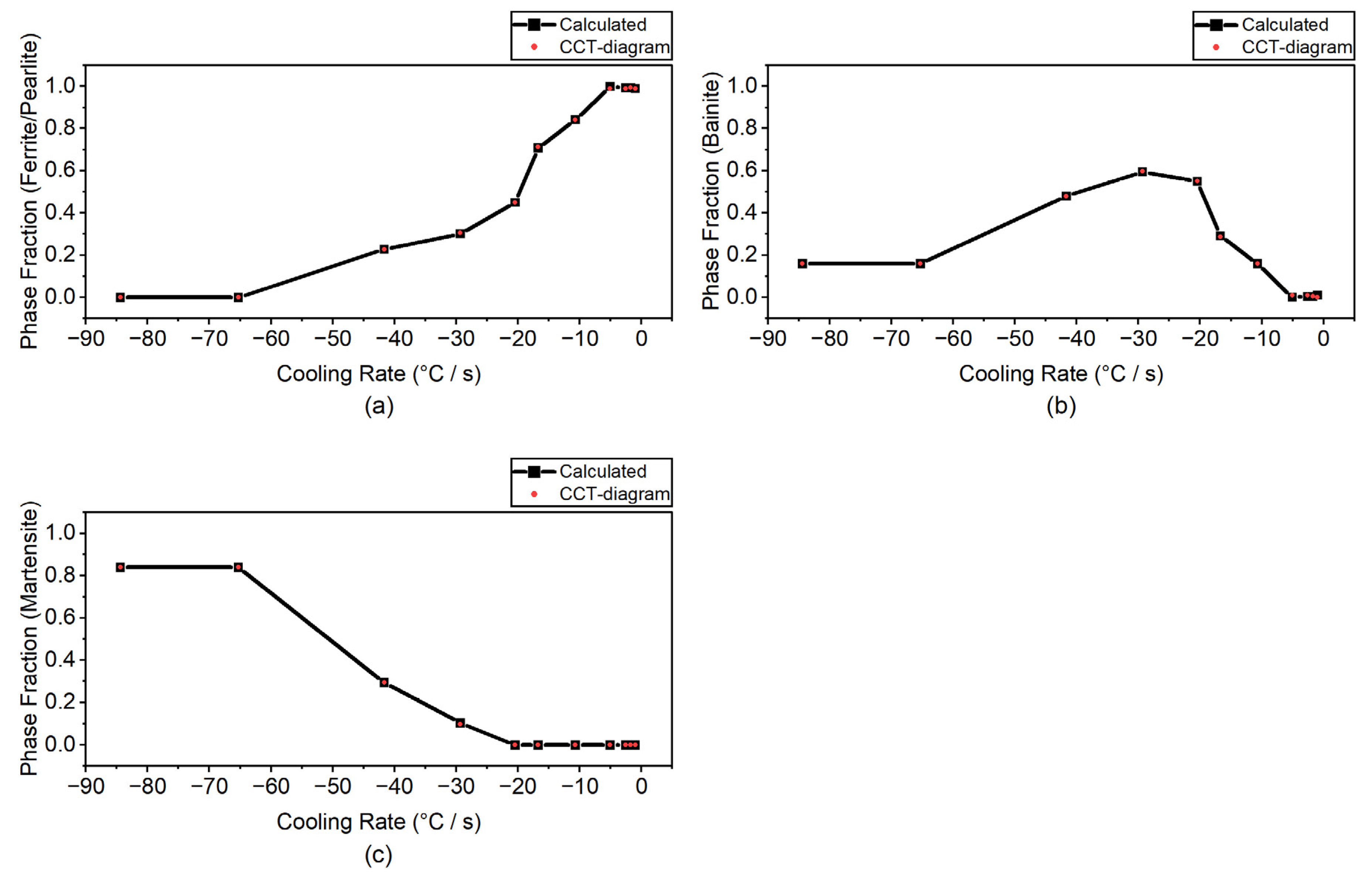
2.4.1. Phase Fraction Calibration Using CCT-Diagram
2.5. Mechanical Analysis
3. Results and Discussion
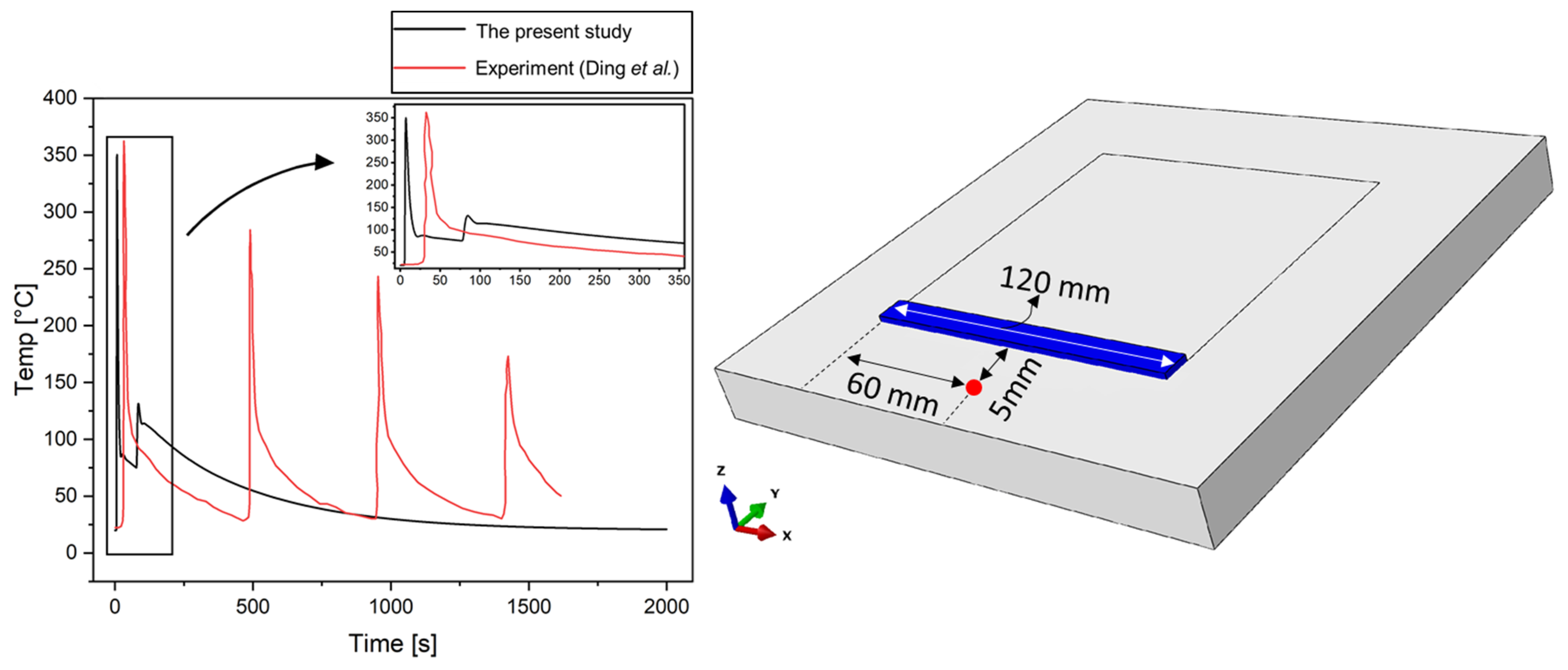
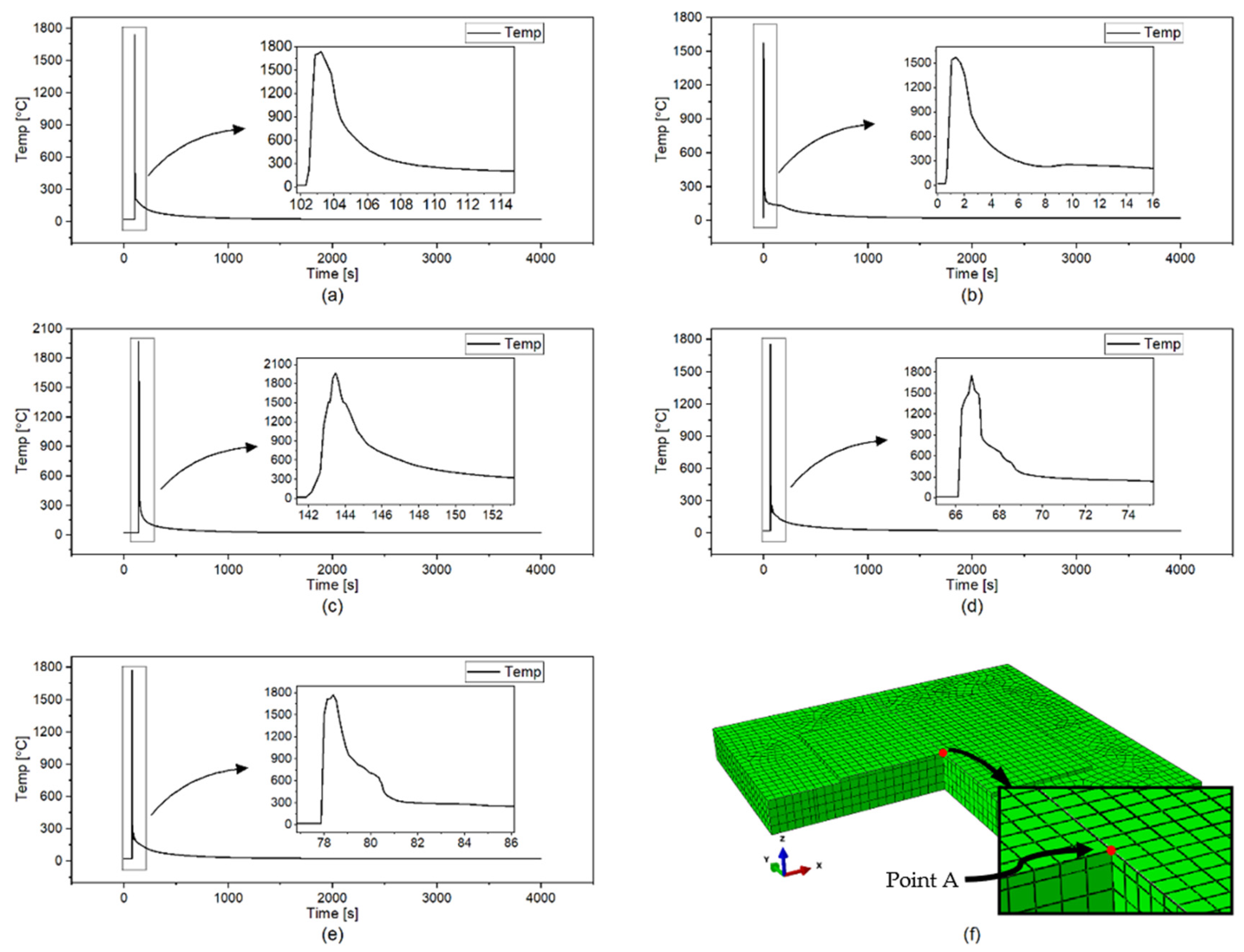
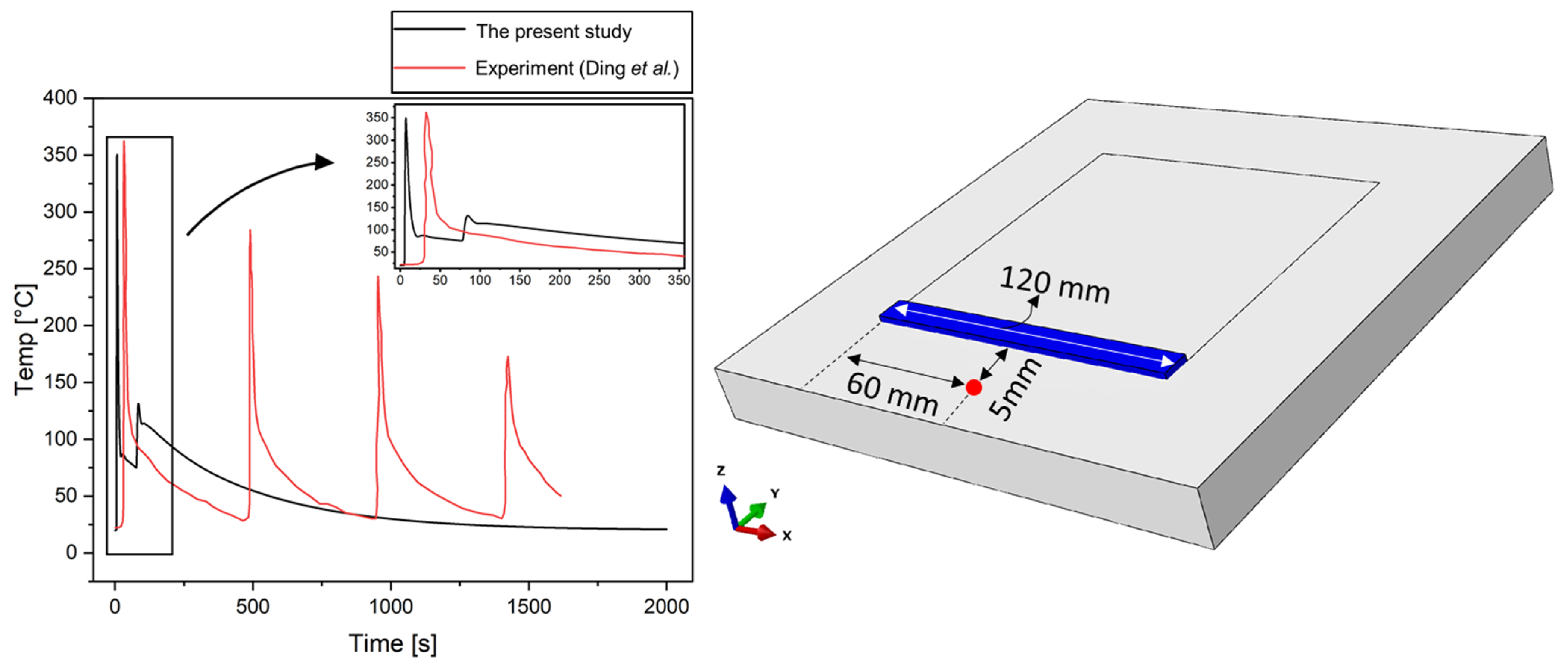
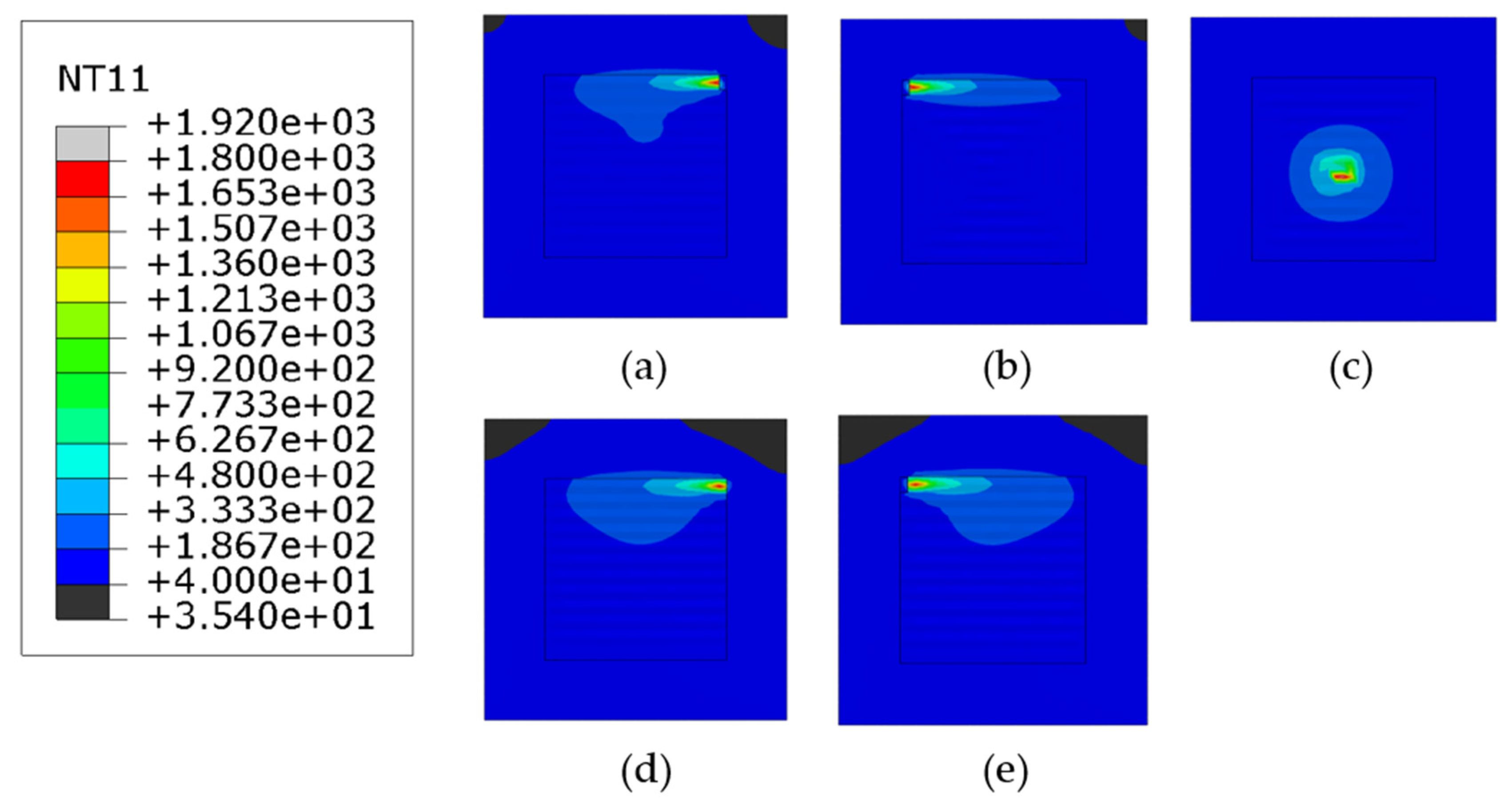
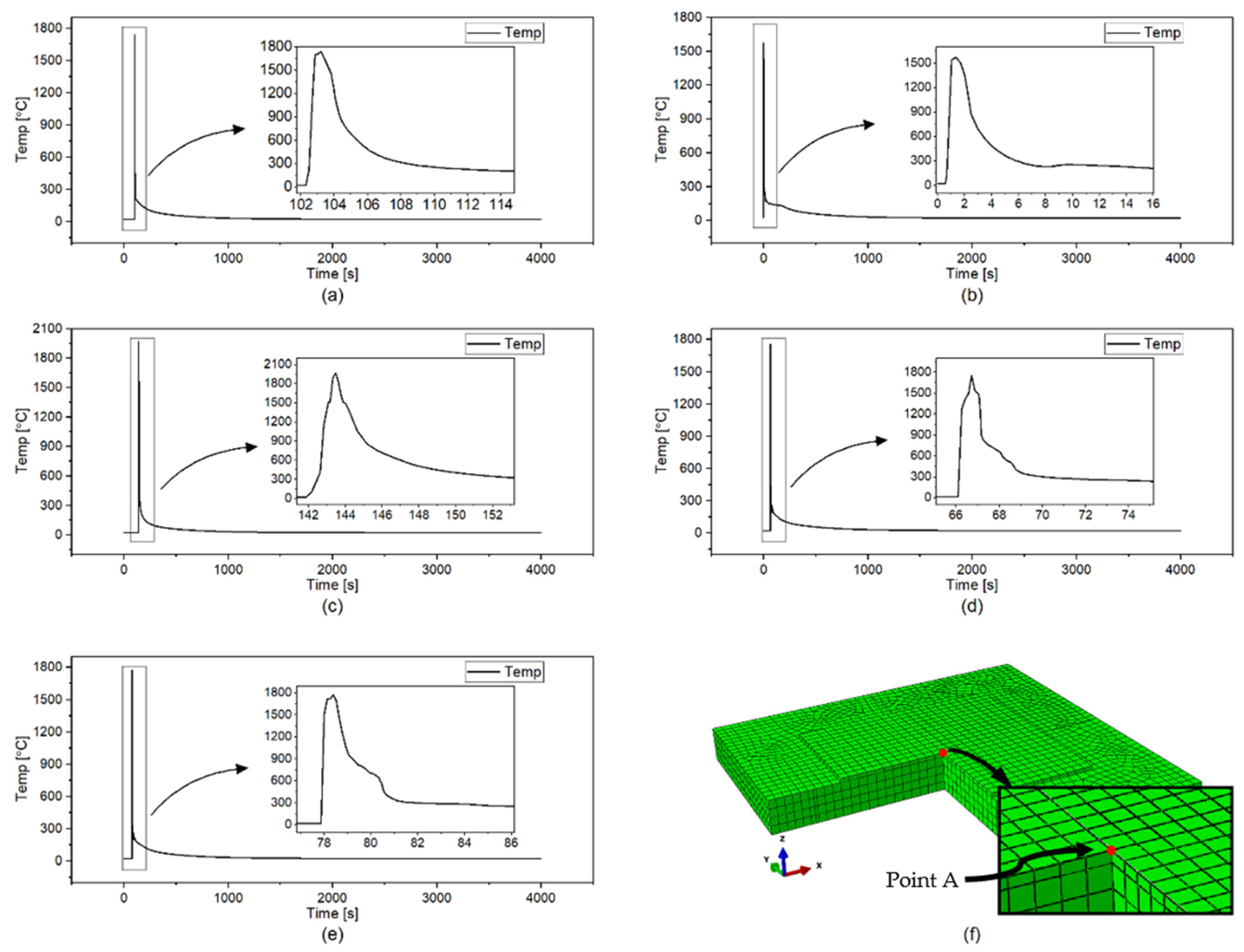
3.1. Temperature Analysis
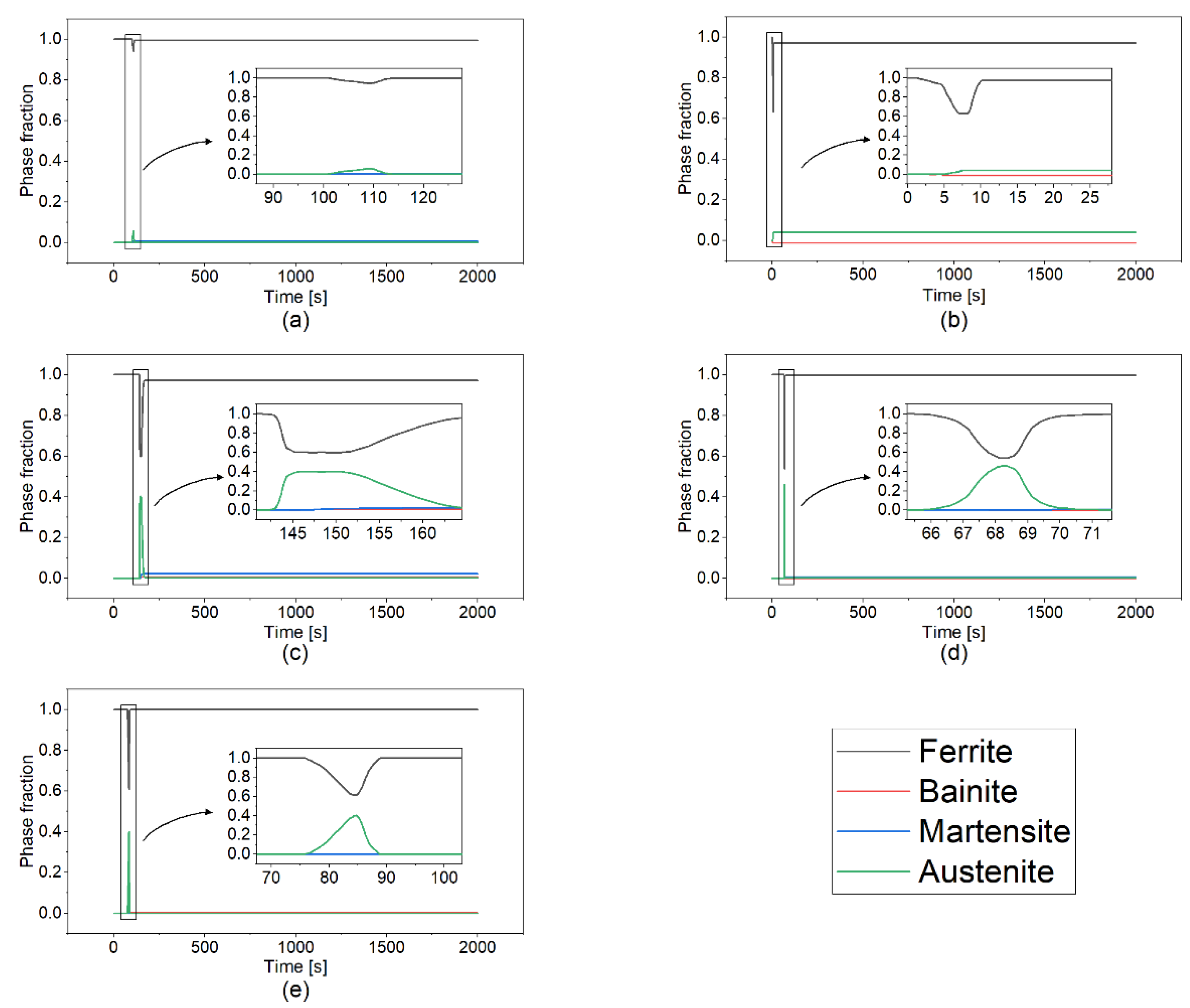
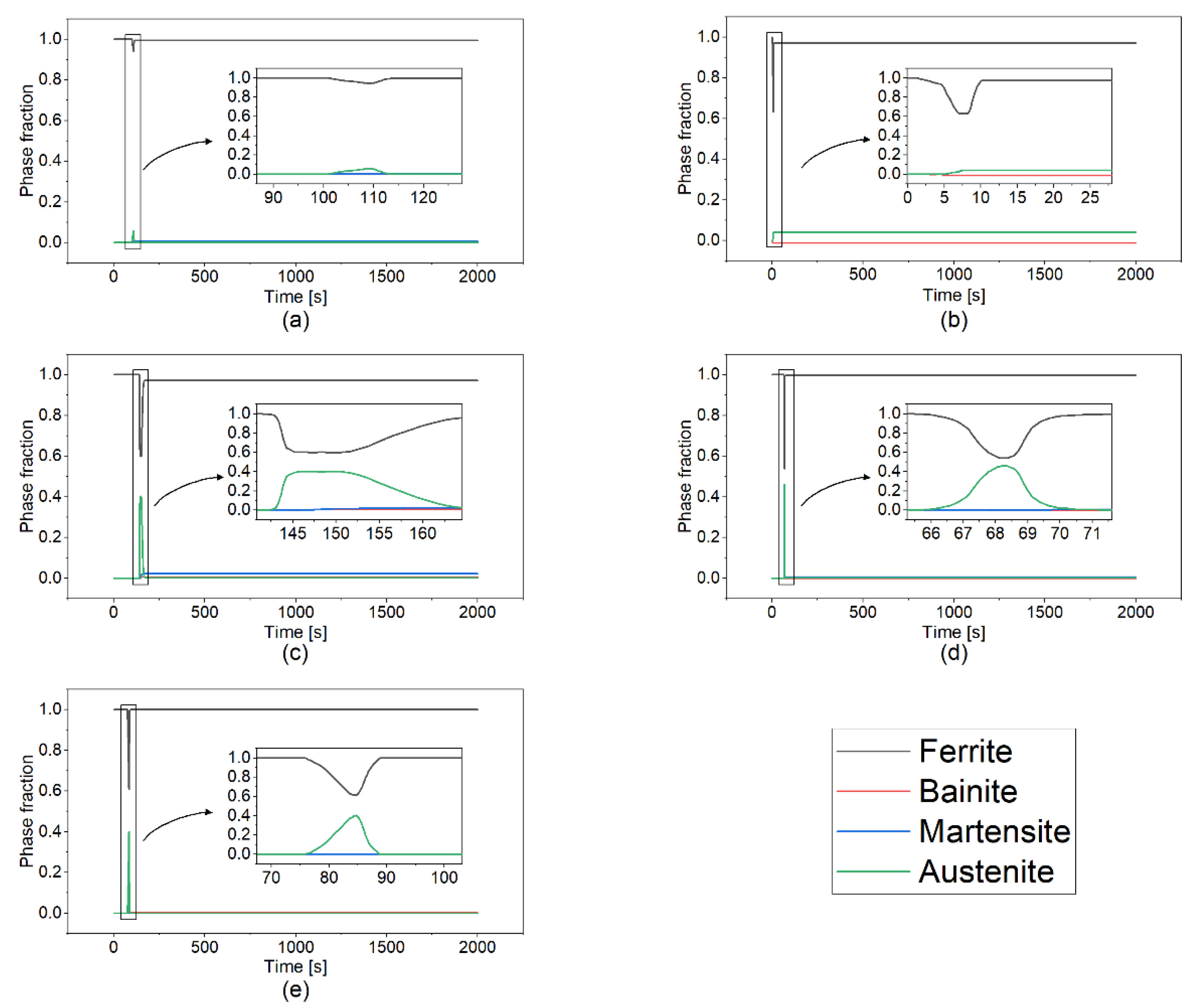
3.2. Phase Transformation Analysis
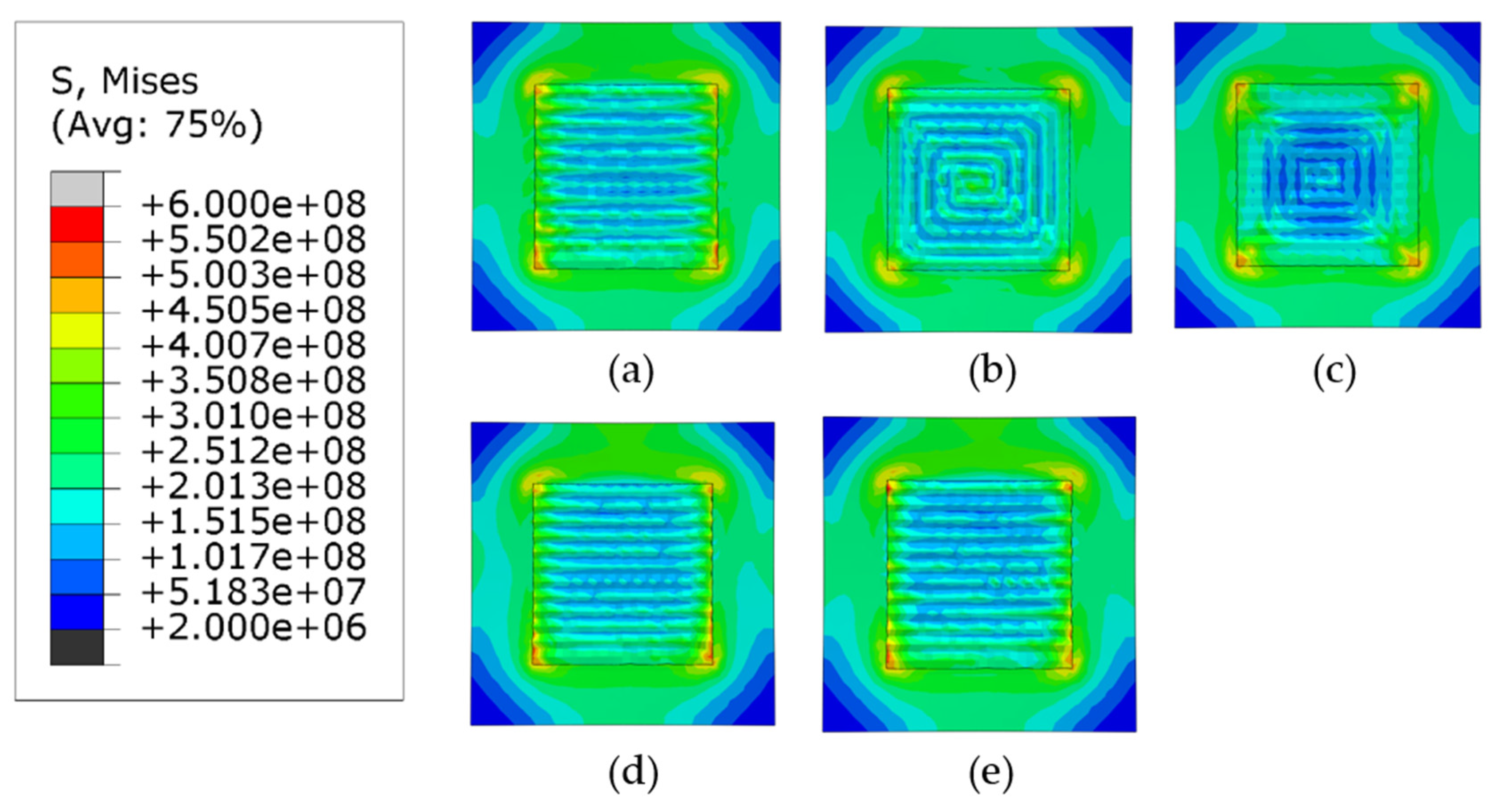
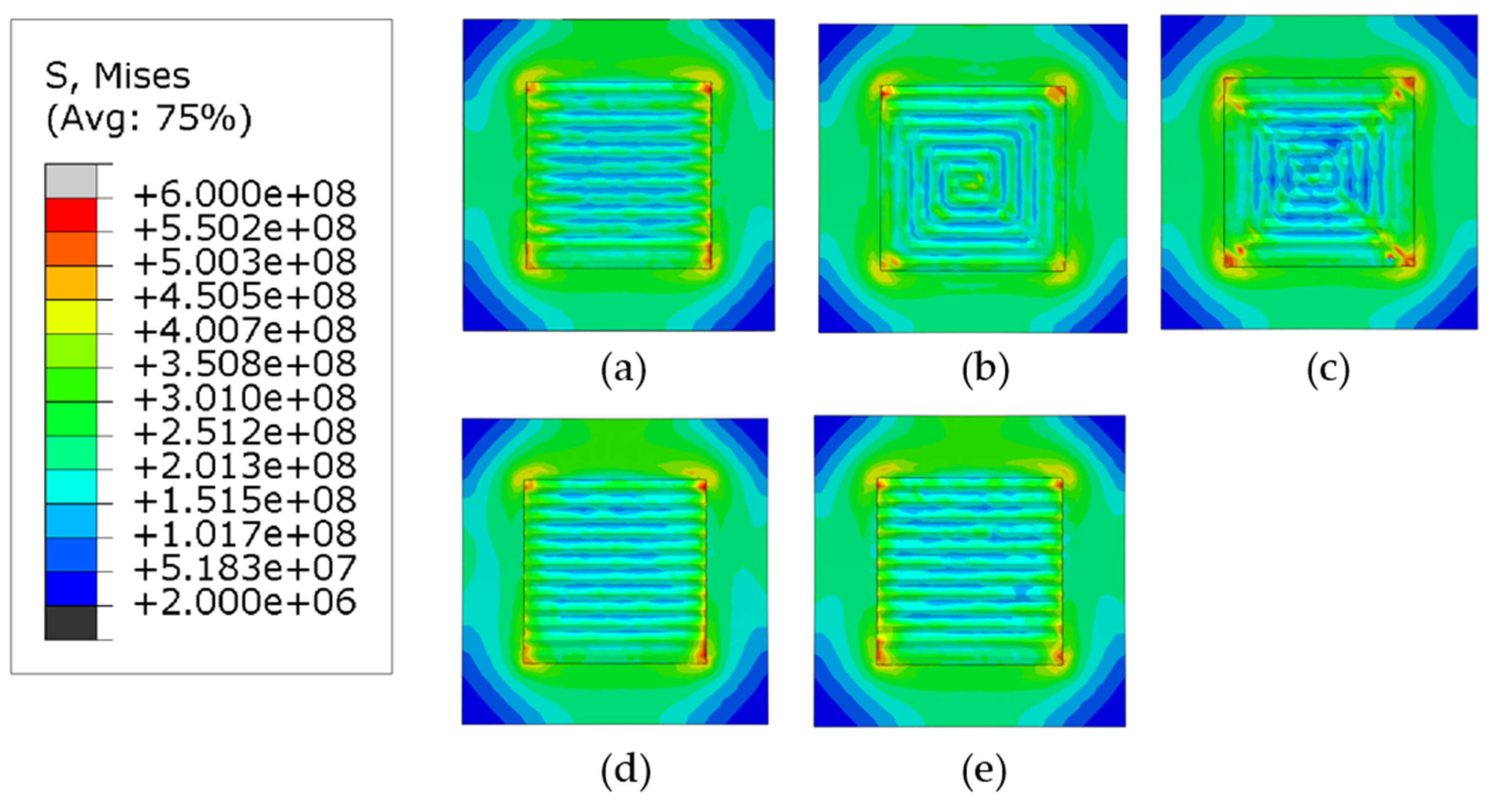
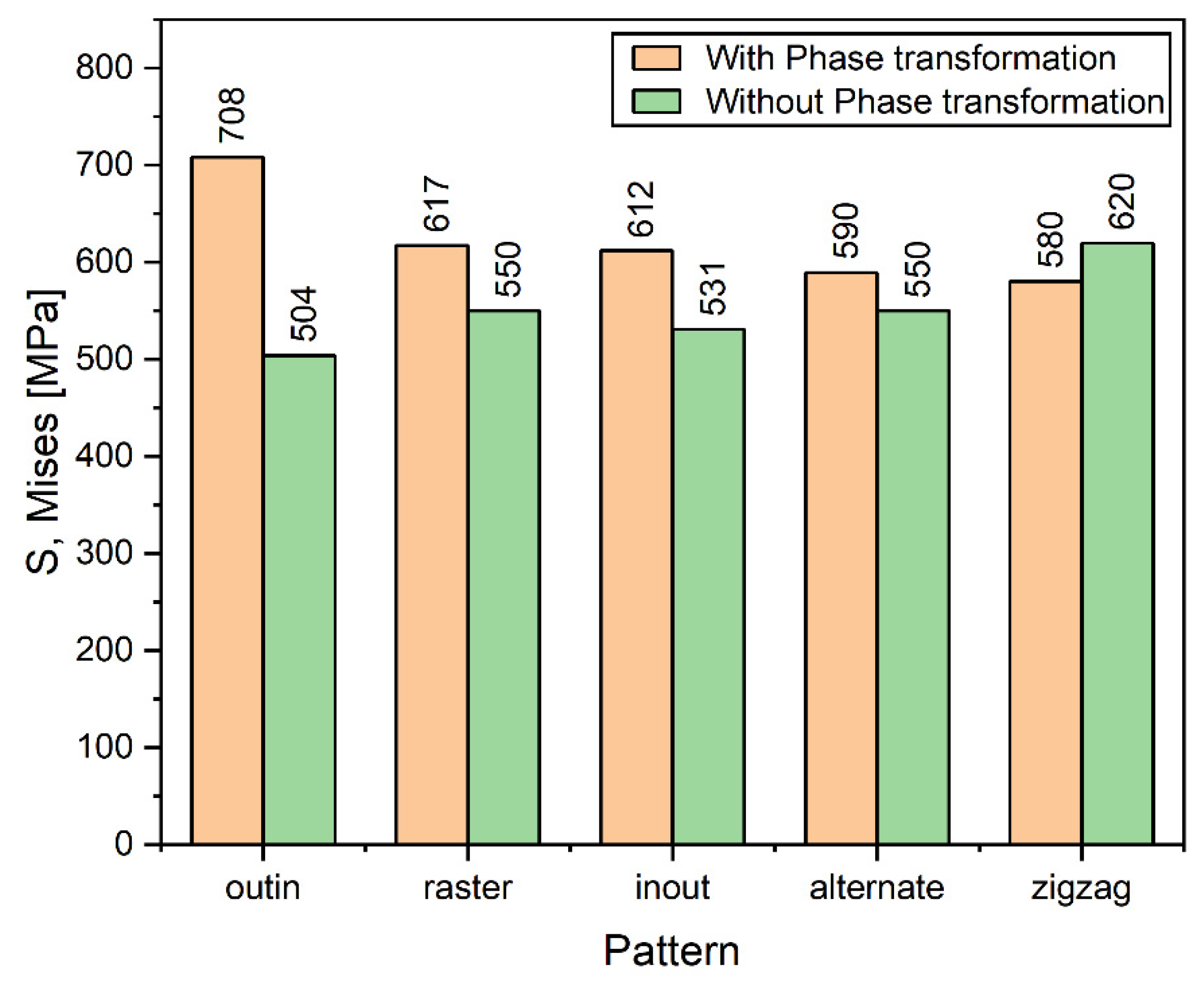
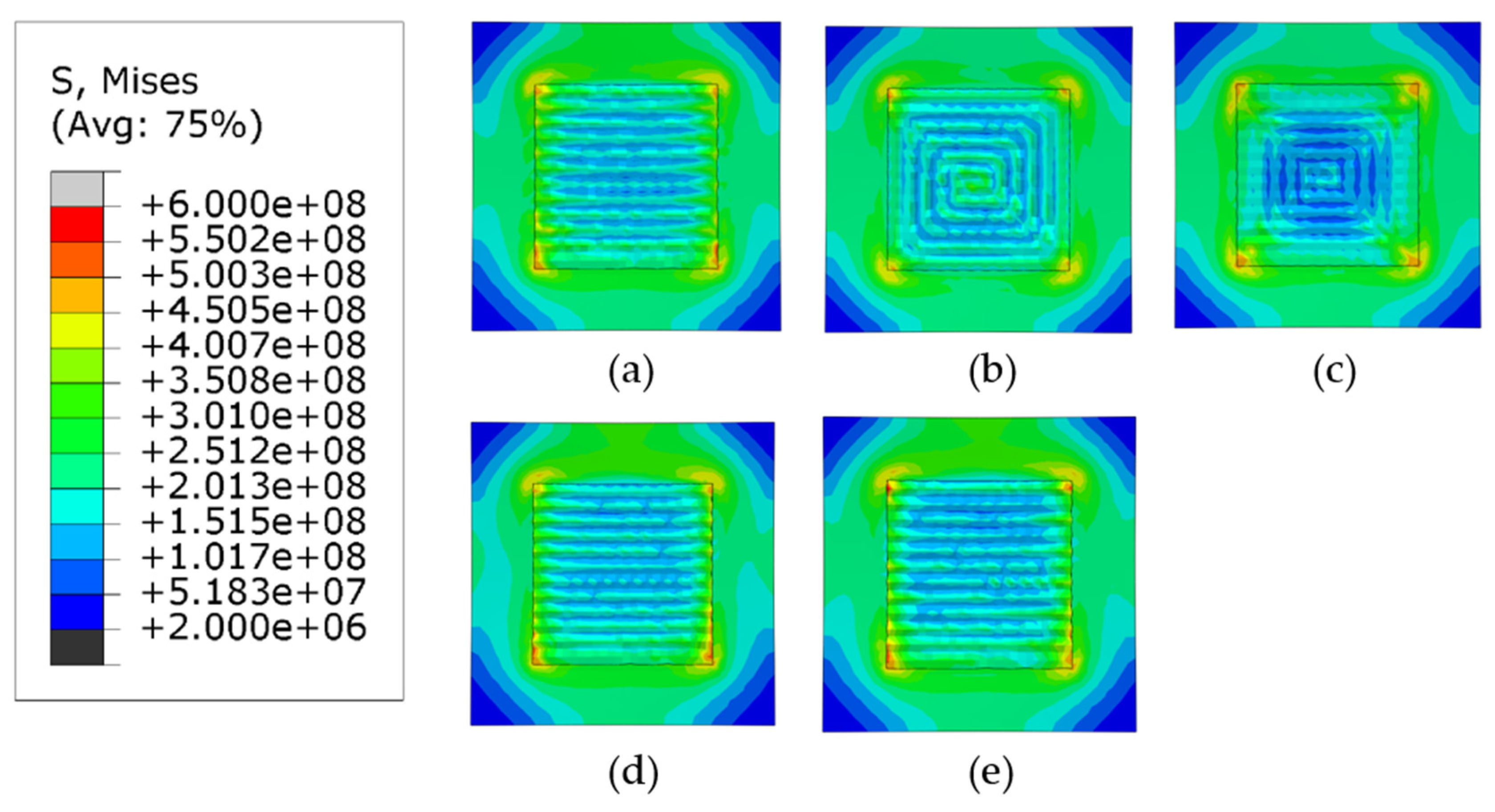
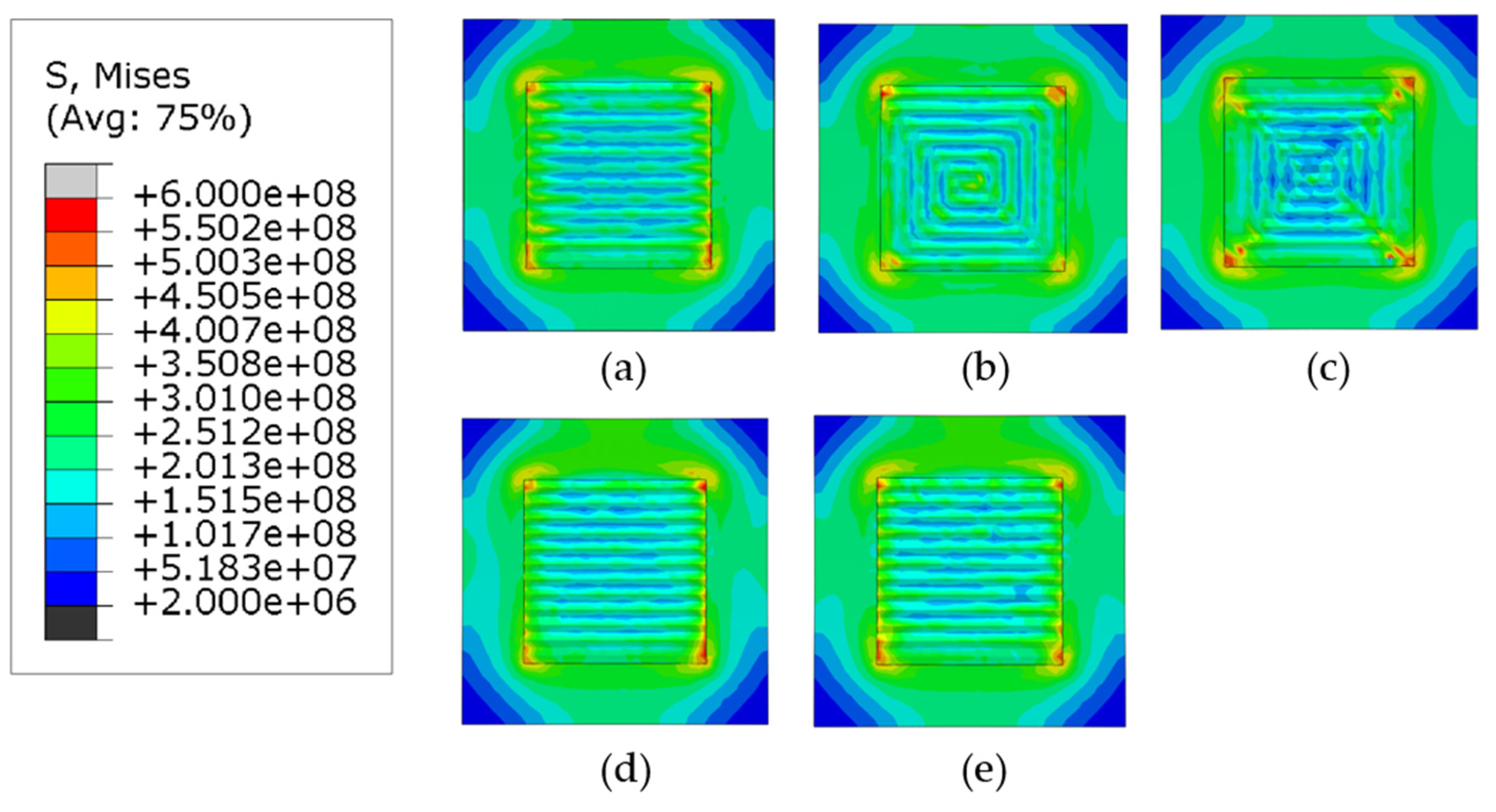
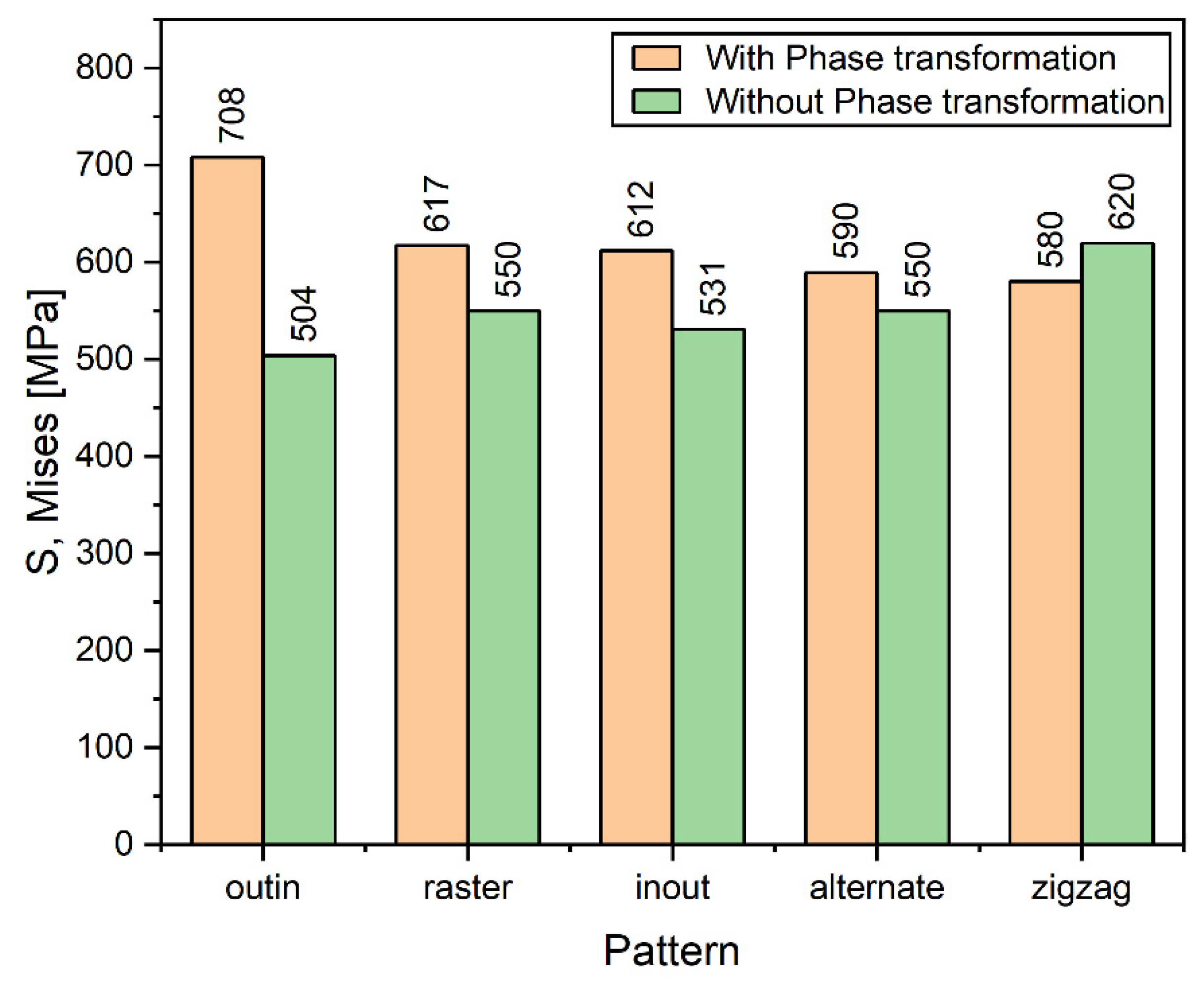
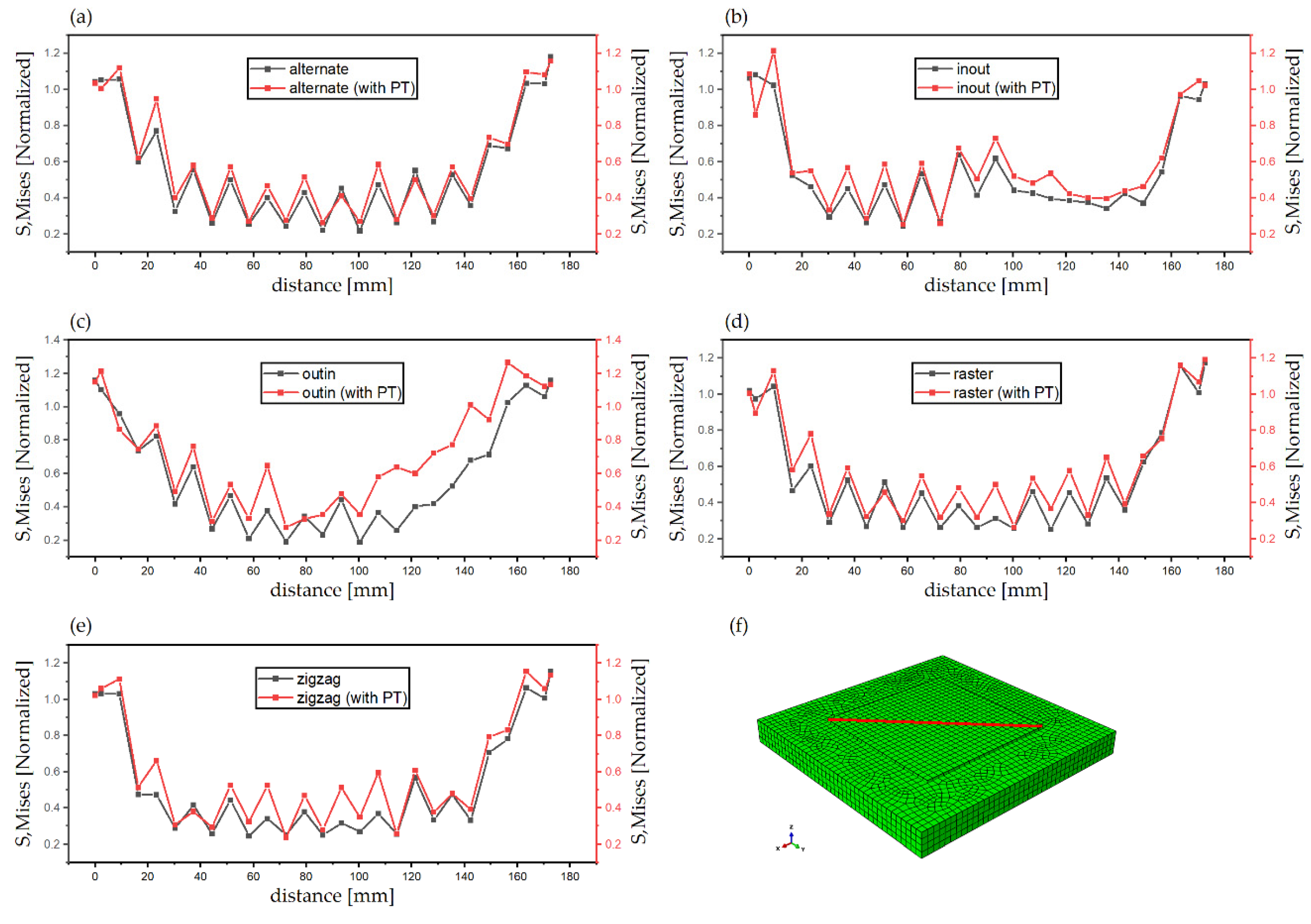
3.3. Stress Analysis
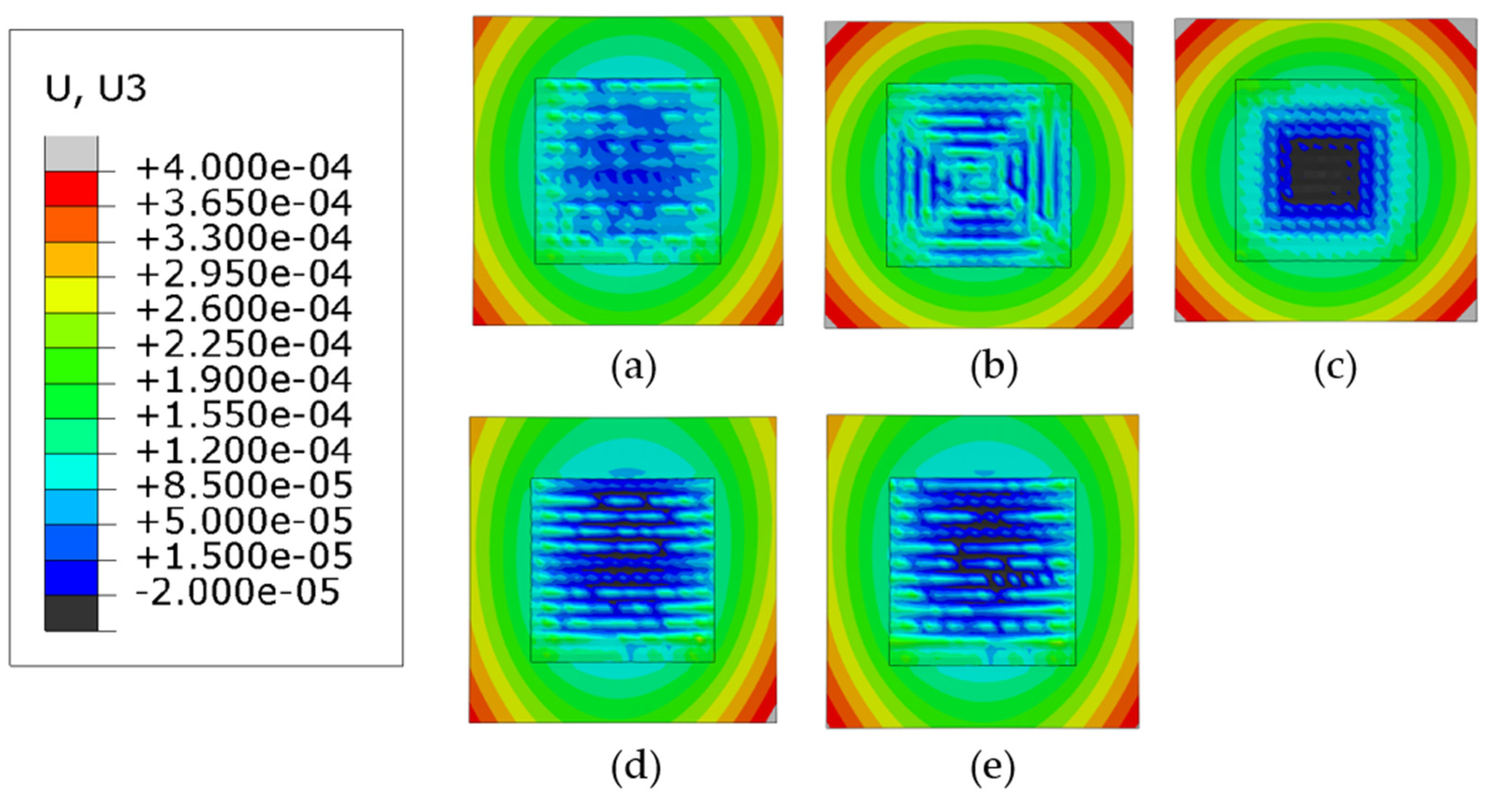
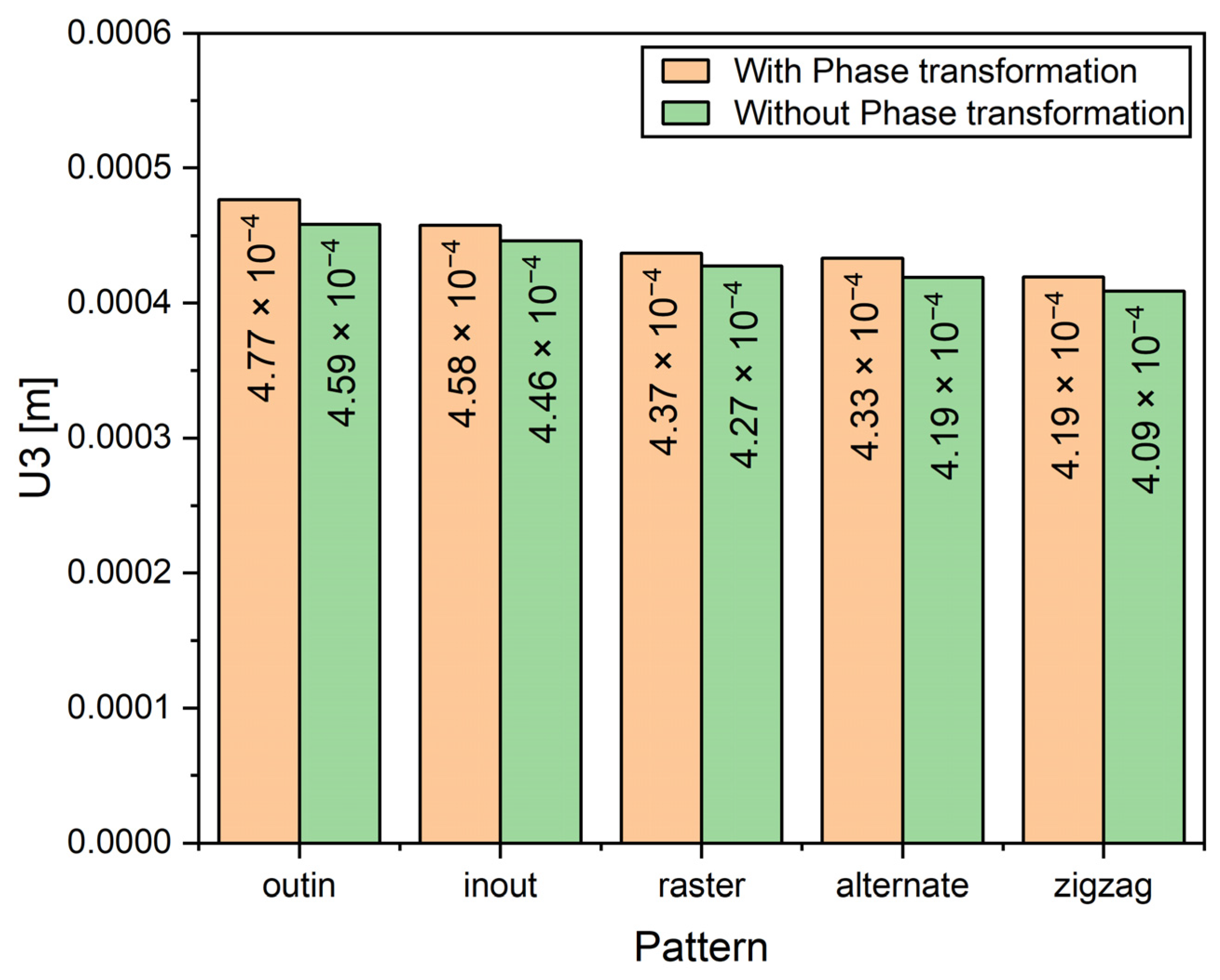
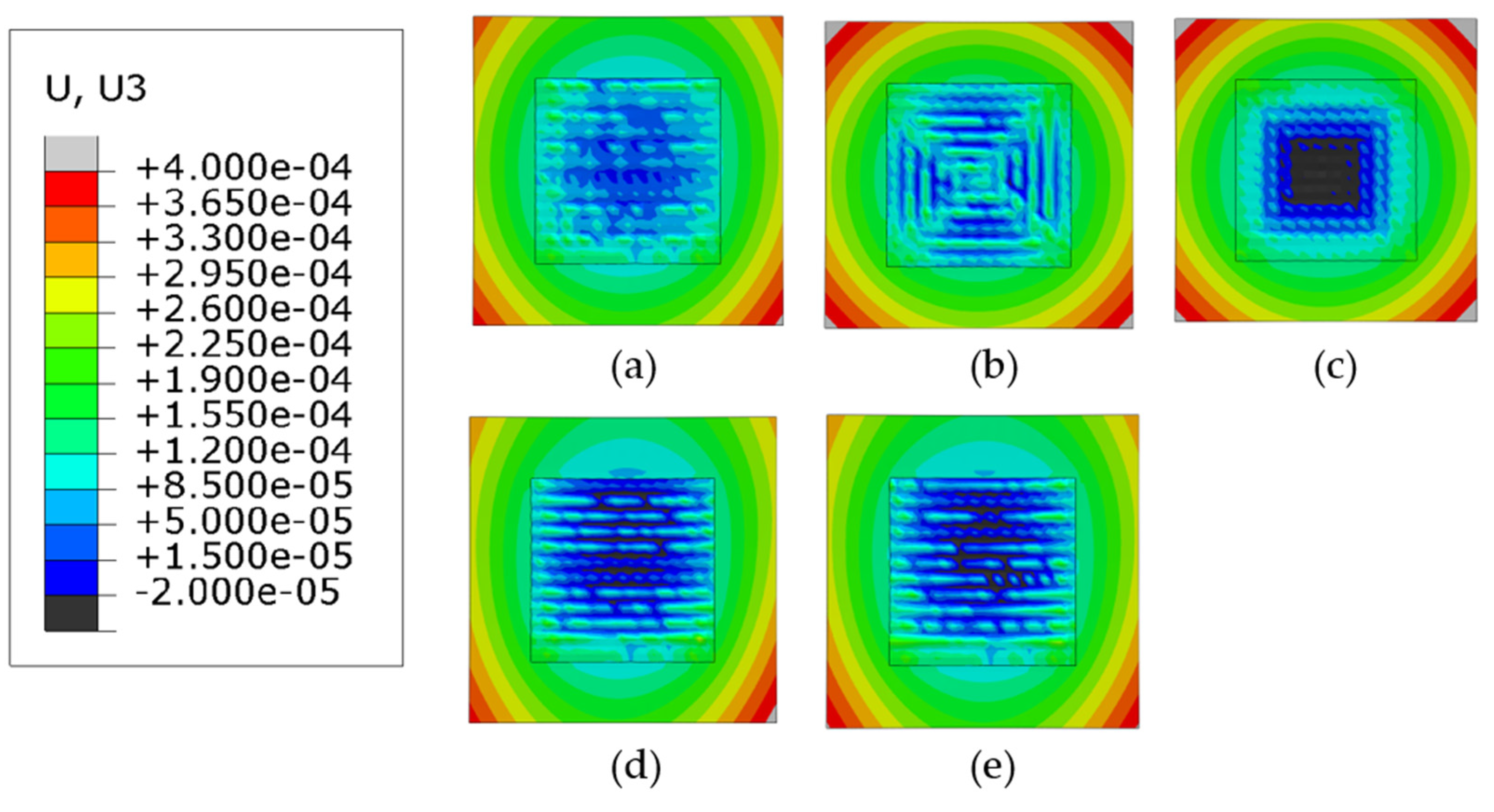
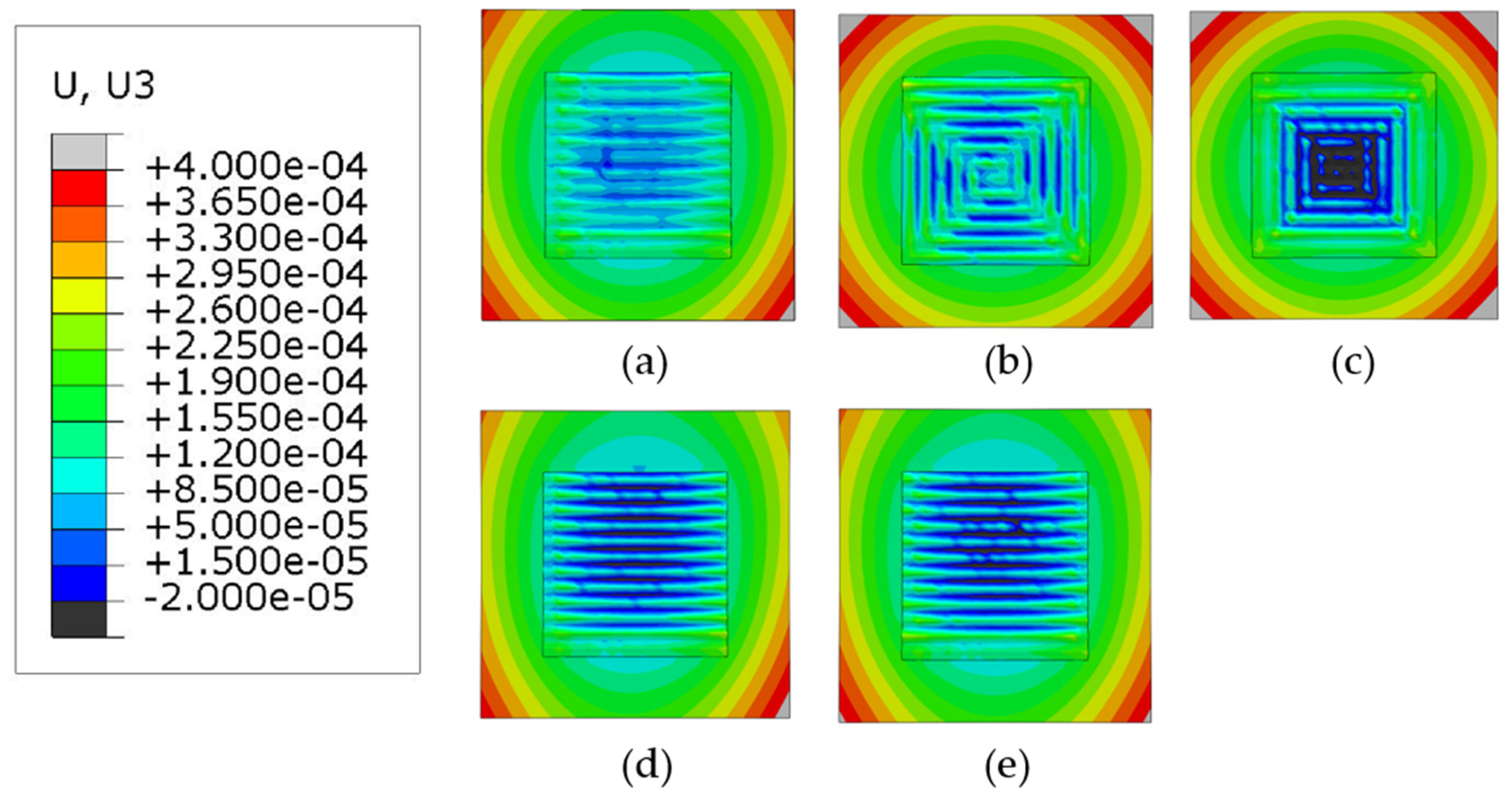
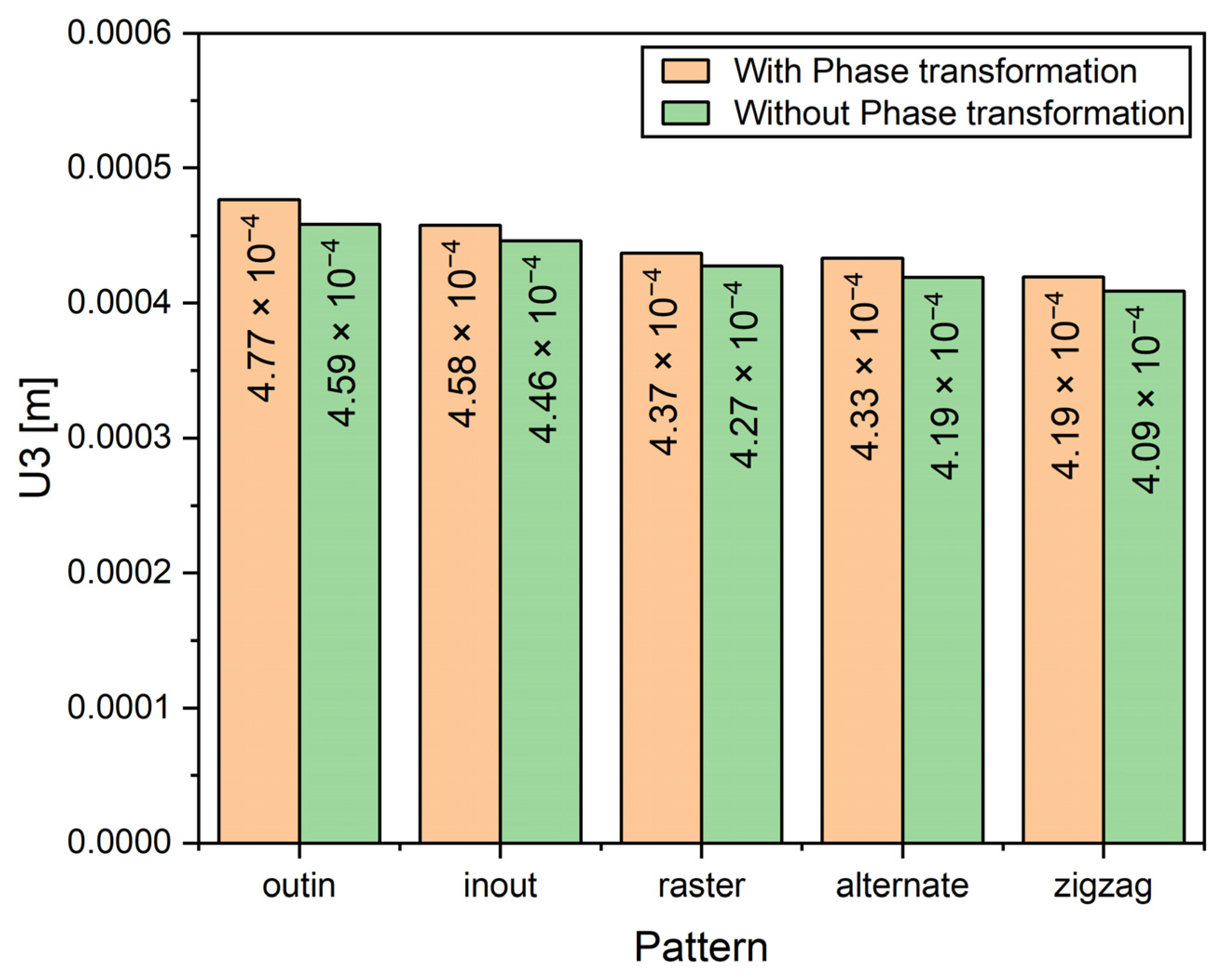
3.4. Warpage Analysis
4. Conclusions
- Discontinuous line-based scanning methods (alternate and raster patterns) provide consistent residual stresses whether phase transformations are considered or not.
- Continuous patterns, specifically out–in and zigzag patterns, show inconsistencies between the residual stresses with phase transformation and non-phase transformation cases, due to continuous heat addition and the higher overall temperature of the substrate. Especially, in the out–in case, the difference in stresses is due to large thermal gradients across the deposited layer.
- Deformation is directly dependent on thermal gradients across the deposition pattern and when phase transformations are considered, the maximum warpage is higher than their non-phase transformed counterpart.
- For accurate simulations of residual stresses and warpage calculations of WAAMed parts when complex patterns are considered for the fabrication, phase transformations should be considered as the patterns directly influence the temperature of the built part and will thus affect the residual stresses and warpage in the part.
- Discontinuous line scanning patterns should be considered wherever possible as they provide the part with uniform residual stress and distortion. An alternate line pattern in this regard is the most consistent overall pattern.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, Y.S.; Lee, K.; Han, M.-S.; Chang, H.; Choi, K.; Im, S. Finite Element Analysis of Welding Processes by Way of Hypoelasticity-Based Formulation. J. Eng. Mater. Technol. 2011, 133. [Google Scholar] [CrossRef]
- Jin, W.; Zhang, C.; Jin, S.; Tian, Y.; Wellmann, D.; Liu, W. Wire arc additive manufacturing of stainless steels: A review. Appl. Sci. 2020, 10, 1563. [Google Scholar] [CrossRef] [Green Version]
- Sun, L.; Ren, X.; He, J.; Zhang, Z. Numerical investigation of a novel pattern for reducing residual stress in metal additive manufacturing. J. Mater. Sci. Technol. 2021, 67, 11–22. [Google Scholar] [CrossRef]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and deformation evaluations of scanning strategy effect in selective laser melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar]
- Song, J.; Wu, W.; Zhang, L.; He, B.; Lu, L.; Ni, X.; Long, Q.; Zhu, G. Role of scanning strategy on residual stress distribution in Ti-6Al-4V alloy prepared by selective laser melting. Optik 2018, 170, 342–352. [Google Scholar] [CrossRef]
- Somashekara, M.; Naveenkumar, M.; Kumar, A.; Viswanath, C.; Simhambhatla, S. Investigations into effect of weld-deposition pattern on residual stress evolution for metallic additive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 90, 2009–2025. [Google Scholar] [CrossRef]
- Srivastava, S.; Garg, R.K.; Sharma, V.S.; Sachdeva, A. Measurement and mitigation of residual stress in wire-arc additive manufacturing: A review of macro-scale continuum modelling approach. Arch. Comput. Methods Eng. 2021, 28, 3491–3515. [Google Scholar] [CrossRef]
- Bailey, N.S.; Katinas, C.; Shin, Y.C. Laser direct deposition of AISI H13 tool steel powder with numerical modeling of solid phase transformation, hardness, and residual stresses. J. Mater. Process. Technol. 2017, 247, 223–233. [Google Scholar] [CrossRef]
- Jimenez, X.; Dong, W.; Paul, S.; Klecka, M.A.; To, A.C. Residual Stress Modeling with Phase Transformation for Wire Arc Additive Manufacturing of B91 Steel. JOM 2020, 72, 4178–4186. [Google Scholar] [CrossRef]
- Rong, Y.; Lei, T.; Xu, J.; Huang, Y.; Wang, C. Residual stress modelling in laser welding marine steel EH36 considering a thermodynamics-based solid phase transformation. Int. J. Mech. Sci. 2018, 146, 180–190. [Google Scholar] [CrossRef]
- Kalup, A.; Žaludová, M.; Zlá, S.; Drozdová, Ľ.; Válek, L.; Smetana, B. Latent Heats of Melting and Solidifying of Real Steel Grades. In Proceedings of the 23rd International Conference on Metallurgy and Materials (METAL-2014), Brno, Czech Republic, 21–32 May 2014; pp. 695–700. [Google Scholar]
- Yan, W.; Yue, Z.; Feng, J. Study on the role of deposition path in electron beam freeform fabrication process. Rapid Prototyp. J. 2017, 23, 1057–1068. [Google Scholar] [CrossRef]
- Metelkova, J.; Kinds, Y.; Kempen, K.; de Formanoir, C.; Witvrouw, A.; Van Hooreweder, B. On the influence of laser defocusing in Selective Laser Melting of 316L. Addit. Manuf. 2018, 23, 161–169. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Ding, J.; Colegrove, P.; Mehnen, J.; Ganguly, S.; Almeida, P.M.S.; Wang, F.; Williams, S. Thermo-mechanical analysis of Wire and Arc Additive Layer Manufacturing process on large multi-layer parts. Comput. Mater. Sci. 2011, 50, 3315–3322. [Google Scholar] [CrossRef] [Green Version]
- Ou, W.; Mukherjee, T.; Knapp, G.L.; Wei, Y.; DebRoy, T. Fusion zone geometries, cooling rates and solidification parameters during wire arc additive manufacturing. Int. J. Heat Mass Transf. 2018, 127, 1084–1094. [Google Scholar] [CrossRef]
- Hu, Z.; Qin, X.; Shao, T.; Liu, H. Understanding and overcoming of abnormity at start and end of the weld bead in additive manufacturing with GMAW. Int. J. Adv. Manuf. Technol. 2018, 95, 2357–2368. [Google Scholar] [CrossRef]
- Leblond, J.; Devaux, J. A new kinetic model for anisothermal metallurgical transformations in steels including effect of austenite grain size. Acta Metall. 1984, 32, 137–146. [Google Scholar] [CrossRef]
- Koistinen, D.P. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar] [CrossRef]
- Leblond, J.-B.; Mottet, G.; Devaux, J. A theoretical and numerical approach to the plastic behaviour of steels during phase transformations—I. Derivation of general relations. J. Mech. Phys. Solids 1986, 34, 395–409. [Google Scholar] [CrossRef]
- Leblond, J.-B.; Mottet, G.; Devaux, J. A theoretical and numerical approach to the plastic behaviour of steels during phase transformations—II. Study of classical plasticity for ideal-plastic phases. J. Mech. Phys. Solids 1986, 34, 411–432. [Google Scholar] [CrossRef]
- Leblond, J.-B.; Devaux, J.; Devaux, J. Mathematical modelling of transformation plasticity in steels I: Case of ideal-plastic phases. Int. J. Plast. 1989, 5, 551–572. [Google Scholar] [CrossRef]
- Leblond, J.-B. Mathematical modelling of transformation plasticity in steels II: Coupling with strain hardening phenomena. Int. J. Plast. 1989, 5, 573–591. [Google Scholar] [CrossRef]
- Vahedi Nemani, A.; Ghaffari, M.; Nasiri, A. Comparison of microstructural characteristics and mechanical properties of shipbuilding steel plates fabricated by conventional rolling versus wire arc additive manufacturing. Addit. Manuf. 2020, 32, 101086. [Google Scholar] [CrossRef]
- Nazemi, N.; Urbanic, R.J. A numerical investigation for alternative toolpath deposition solutions for surface cladding of stainless steel P420 powder on AISI 1018 steel substrate. Int. J. Adv. Manuf. Technol. 2018, 96, 4123–4143. [Google Scholar] [CrossRef]
- Zhao, H.; Zhang, G.; Yin, Z.; Wu, L. Effects of interpass idle time on thermal stresses in multipass multilayer weld-based rapid prototyping. J. Manuf. Sci. Eng. 2013, 135. [Google Scholar] [CrossRef]
- Roy, A.M. Effects of interfacial stress in phase field approach for martensitic phase transformation in NiAl shape memory alloys. Appl. Phys. A 2020, 126. [Google Scholar] [CrossRef]
- Roy, A.M. Energetics and kinematics of undercooled nonequilibrium interfacial molten layer in cyclotetramethylene-tetranitramine crystal. Phys. B Condens. Matter 2021, 615, 412986. [Google Scholar] [CrossRef]
- Bartel, T.; Guschke, I.; Menzel, A. Towards the simulation of Selective Laser Melting processes via phase transformation models. Comput. Math. Appl. 2019, 78, 2267–2281. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| af (mm) | ar (mm) | b (mm) | c (mm) | ff | fr | Q (W) |
|---|---|---|---|---|---|---|
| 2 | 6 | 2.5 | 2.3 | 0.6 | 1.4 | 3000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.H.; Han, Y.S. Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication. Materials 2021, 14, 7871. https://doi.org/10.3390/ma14247871
Ali MH, Han YS. Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication. Materials. 2021; 14(24):7871. https://doi.org/10.3390/ma14247871
Chicago/Turabian StyleAli, Muhammad Hassaan, and You Sung Han. 2021. "Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication" Materials 14, no. 24: 7871. https://doi.org/10.3390/ma14247871
APA StyleAli, M. H., & Han, Y. S. (2021). Effect of Phase Transformations on Scanning Strategy in WAAM Fabrication. Materials, 14(24), 7871. https://doi.org/10.3390/ma14247871