
Effect of Grain Size on Carburization Characteristics of the High-Entropy Equiatomic CoCrFeMnNi Alloy

 ,
,  ,
,  , and
, and 
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results
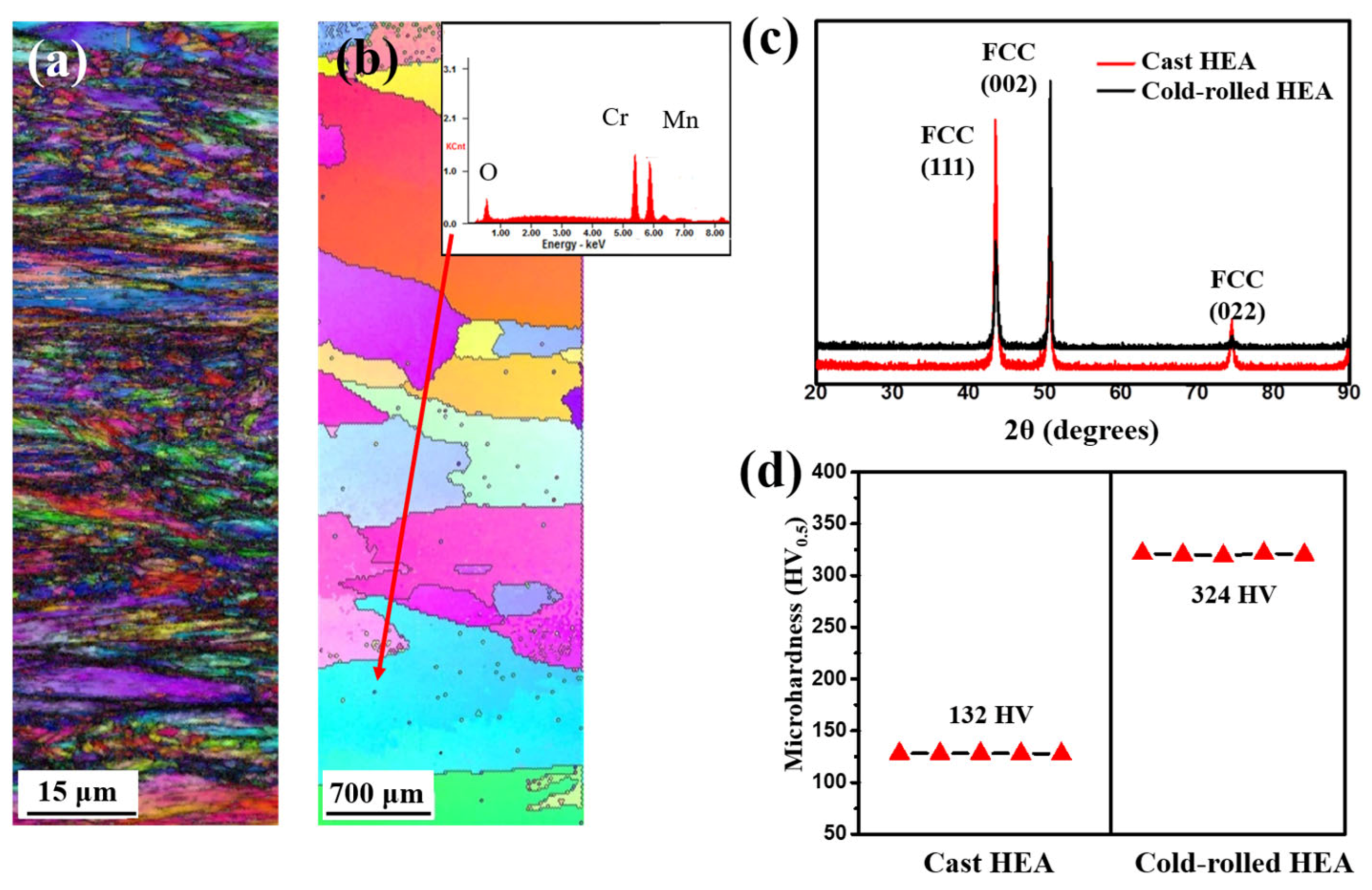
3.1. Microstructure and Mechanical Properties of the HEA BM
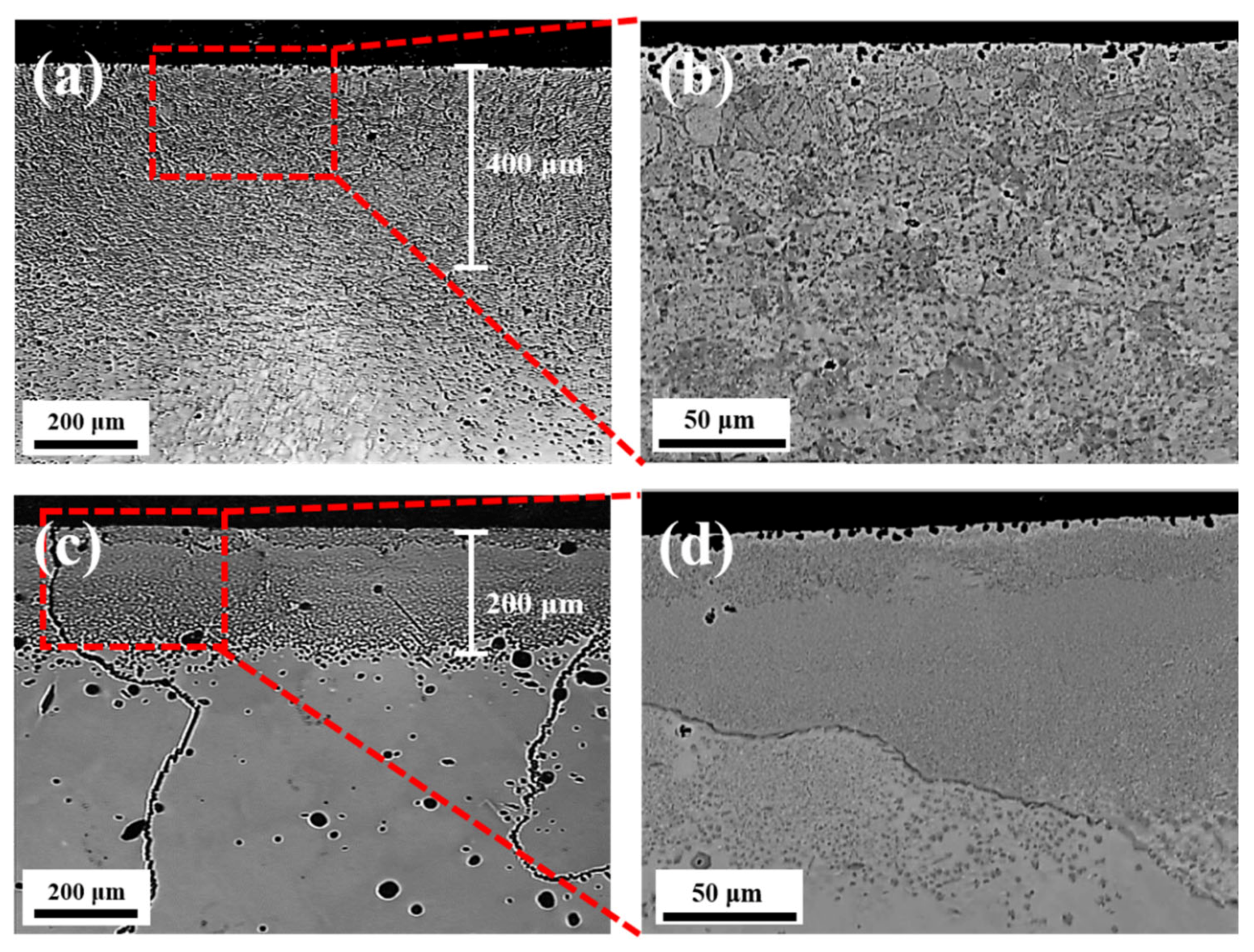
3.2. Microstructural Behavior of Carburized/Diffused Layer with Respect to the Grain Sizes of the BMs
3.3. Compositional Behavior of Carburized/Diffused Layer with Respect to the Grain Sizes of the BMs
4. Conclusions
- (1)
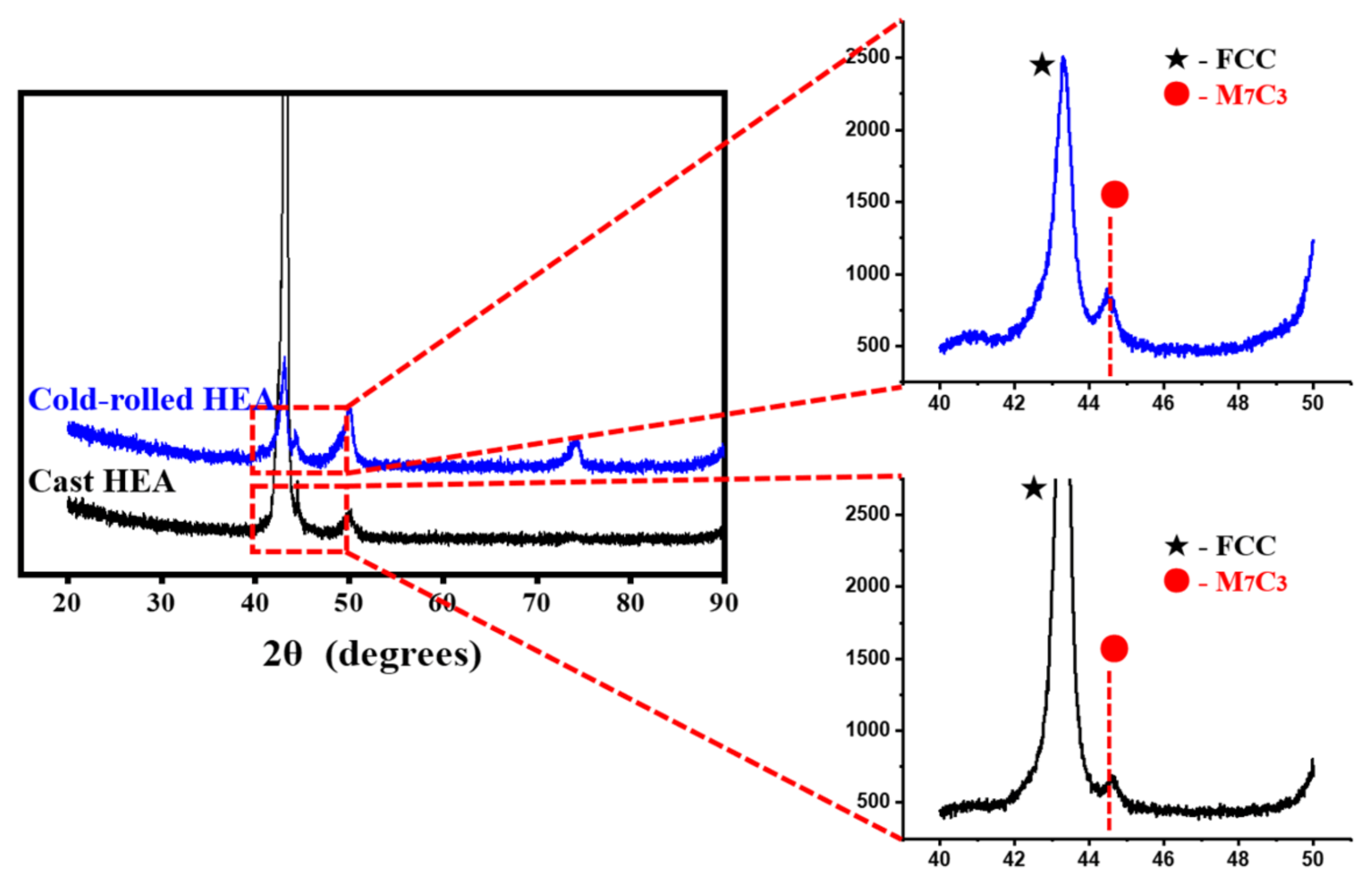
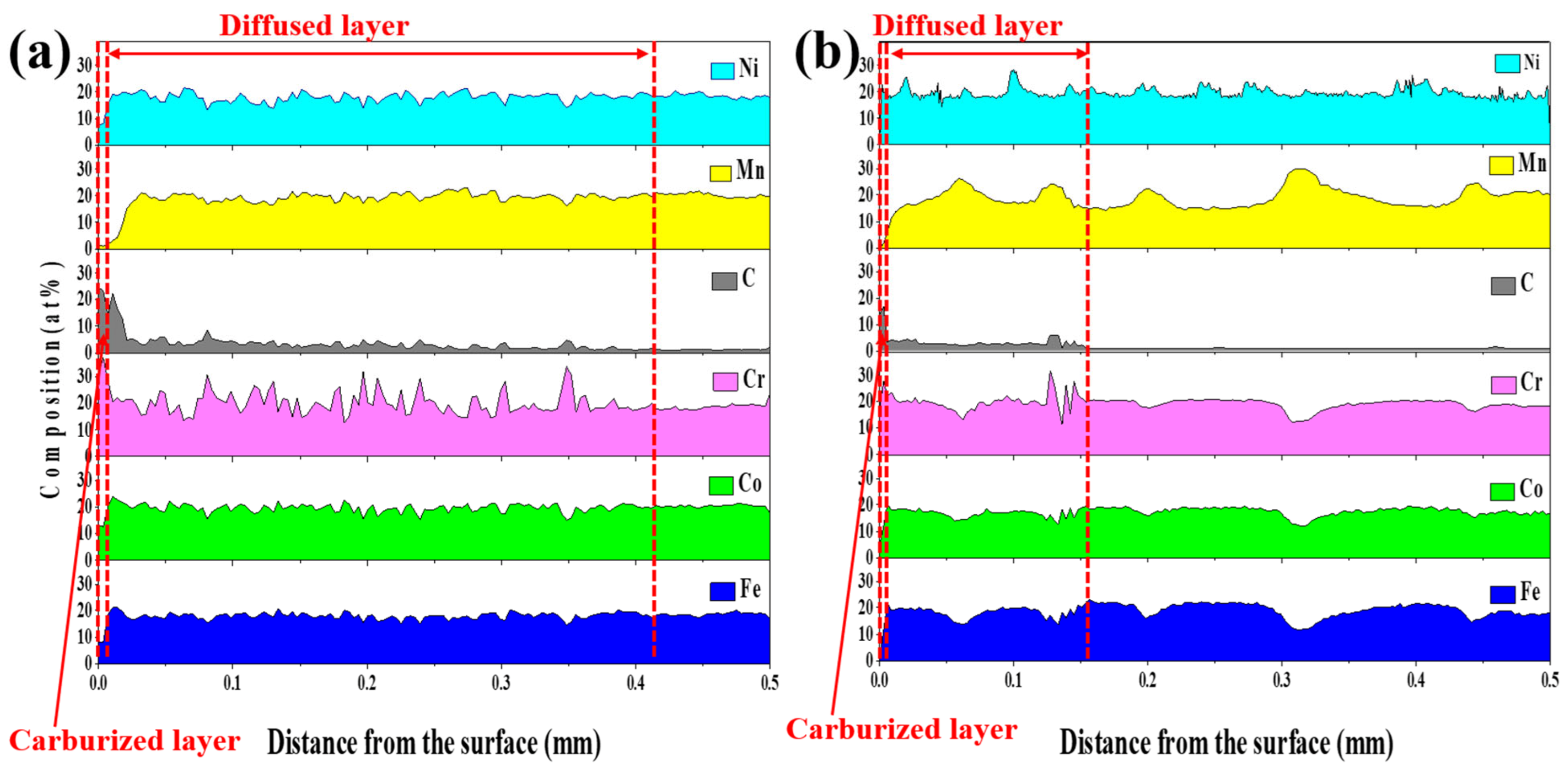
- The carburization region formed in the carburized cold-rolled specimen was deeper than that of the cast specimen, and the carbides of the carburized/diffused layer mainly comprised Cr7C3 regardless of the BM type.
- (2)
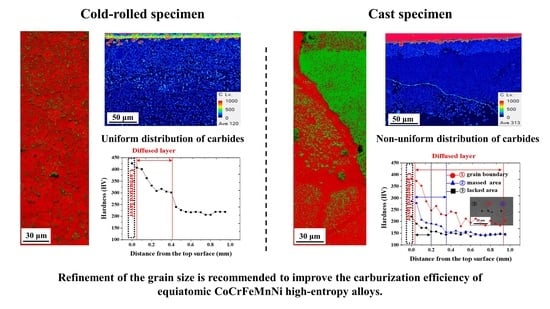
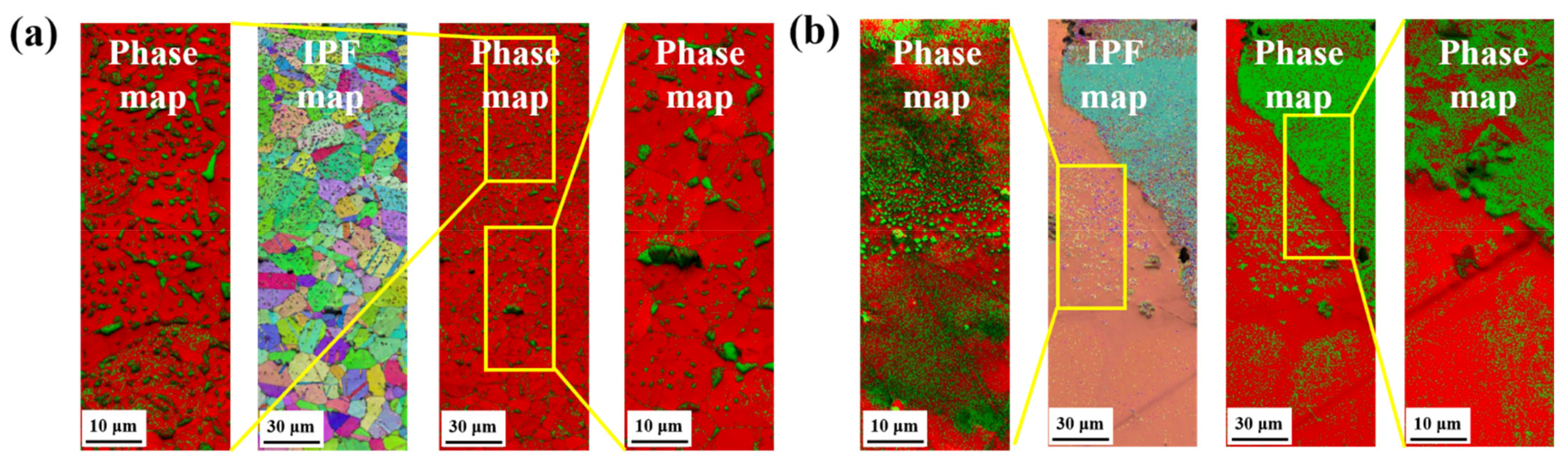
- The carburized layers of all specimens were formed as thin as 10 μm, and the carburized layer was clearly divided from the diffused layer. The C content was mainly diffused along the grain boundaries, and the C content was evenly distributed inside the grain for the cold-rolled specimen. However, in the carburized cast specimen, the C content was unequally distributed to the massed grain that diffused from the grain boundaries.
- (3)
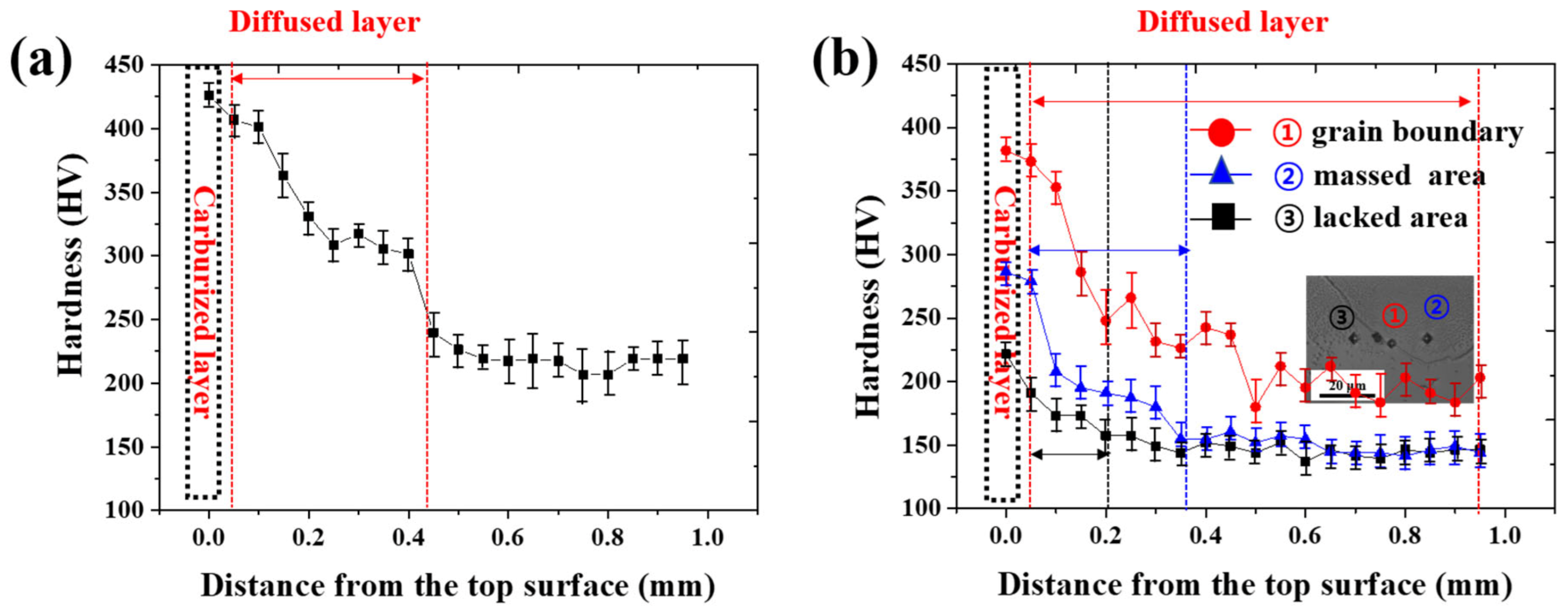
- The surfaces of all carburized specimen were composed of a carburized layer with high C and Cr contents; therefore, the Cr7C3 carbides were distributed evenly regardless of the grain boundary and interior. Furthermore, in the diffused layer, the carbides were mainly formed along the grain boundaries for the cold-rolled specimen and the carbide regions were divided into the grain boundaries, grain boundaries, massed, and lacking areas, for the cast specimen.
- (4)
- Owing to the non-uniform formation of carbides in the carburized cast specimen, the areas in the diffused layer exhibited various carbide densities and hardness distributions. Therefore, to improve the carburization efficiency of equiatomic CoCrFeMnNi high-entropy alloys, it is necessary to refine the grain sizes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miracle, D.B.; Miller, J.D.; Senkov, O.N.; Woodward, C.; Uchic, M.D.; Tiley, J. Exploration and development of high entropy alloys for structural applications. Entropy 2014, 16, 494–525. [Google Scholar] [CrossRef]
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-entropy alloy: Challenges and prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- He, Q.F.; Ding, Z.Y.; Ye, Y.F.; Yang, Y. Design of High-Entropy Alloy: A Perspective from Non-ideal Mixing. JOM 2017, 69, 2092–2098. [Google Scholar] [CrossRef]
- Otto, F.; Yang, Y.; Bei, H.; George, E.P. Relative effects of enthalpy and entropy on the phase stability of equiatomic high-entropy alloys. Acta. Mater. 2013, 61, 2628–2638. [Google Scholar] [CrossRef] [Green Version]
- Moon, J.; Qi, Y.; Tabachnikova, E.; Estrin, Y.; Choi, W.M.; Joo, S.H.; Lee, B.J.; Podolskiy, A.; Tikhonovsky, M.; Kim, H.S. Microstructure and Mechanical Properties of High-Entropy Alloy Co20Cr26Fe20Mn20Ni14 Processed by High-Pressure Torsion at 77 K and 300 K. Sci. Rep. 2018, 8, 11074. [Google Scholar] [CrossRef] [PubMed]
- Otto, F.; Dlouhy, A.; Somsen, C.; Bei, H.; Eggeler, G.; George, E.P. The influences of temperature and microstructure on the tensile properties of a CoCrFeMnNi high-entropy alloy. Acta. Mater. 2013, 61, 5743–5755. [Google Scholar] [CrossRef] [Green Version]
- Peng, Y.; Gong, J.; Christiansen, T.L.; Somers, M.A.J. Surface modification of CoCrFeNi high entropy alloy by low-temperature gaseous carburization. Mater. Lett. 2021, 283, 128896. [Google Scholar] [CrossRef]
- Chen, S.; Chen, X.; Wang, L.; Liang, J.; Liu, C. Laser cladding FeCrCoNiTiAl high entropy alloy coatings reinforced with self-generated TiC particles. J. Laser Appl. 2017, 29, 012004. [Google Scholar] [CrossRef]
- Abed, H.; Ghaini, F.M.; Shahverdi, H.R. Characterization of Fe49Cr18Mo7B16C4Nb6 high-entropy hardfacing layers produced by gas tungsten arc welding (GTAW) process. Surf. Coat. Technol. 2018, 352, 360–369. [Google Scholar] [CrossRef]
- Hsu, W.L.; Yang, Y.C.; Chen, C.Y.; Yeh, J.W. Thermal sprayed high-entropy NiCo0.6Fe0.2Cr1.5SiAlTi0.2 coating with improved mechanical properties and oxidation resistance. Intermetallics 2017, 89, 105–110. [Google Scholar] [CrossRef]
- Ang, A.S.M.; Berndt, C.C.; Sesso, M.L.; Anupam, A.; Praveen, S.; Kottada, R.S.; Murty, B.S. Plasma-Sprayed High Entropy Alloys: Microstructure and Properties of AlCoCrFeNi and MnCoCrFeNi. Metall. Mater. Trans. A 2015, 46, 791–800. [Google Scholar] [CrossRef]
- Ahn, J.E.; Kim, Y.K.; Yoon, S.H.; Lee, K.A. Tuning the Microstructure and Mechanical Properties of Cold Sprayed Equiatomic CoCrFeMnNi High-Entropy Alloy Coating Layer. Met. Mater. Int. 2021, 27, 2406–2415. [Google Scholar] [CrossRef]
- Zhang, L.J.; Jiang, Z.K.; Zhang, M.D.; Fan, J.T.; Liu, D.J.; Yu, P.F.; Li, G.; Liu, R.P. Effect of solid carburization on the surface microstructure and mechanical properties of the equiatomic CoCrFeNi high-entropy alloy. J. Alloys Compd. 2018, 769, 27–36. [Google Scholar] [CrossRef]
- Liu, K.; Cui, X.; Dong, M.; Xing, Z.; Li, J.; Tian, H.; Jin, G.; Wang, H.; Xu, B. Mechanism of diffusion promotion of carbon atoms during carburization of 20Cr2Ni4A alloy steel after lanthana-bearing supersonic fine particle bombarding pretreatment. Surf. Coat. Technol. 2021, 425, 127702. [Google Scholar] [CrossRef]
- Yin, L.; Ma, X.; Tang, G.; Fu, Z.; Yang, S.; Wang, T.; Wang, L.; Li, L. Characterization of carburized 14Cr14Co13Mo4 stainless steel by low pressure carburizing. Surf. Coat. Technol. 2019, 358, 654–660. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Moon, J.; Na, Y.; Kim, H.; Kang, N. Laser weldability of cast and rolled high-entropy alloys for cryogenic applications. Mater. Sci. Eng. A 2019, 742, 224–230. [Google Scholar] [CrossRef]
- Nam, H.; Park, S.; Chun, E.J.; Kim, H.; Na, Y.; Kang, N. Laser dissimilar weldability of cast and rolled CoCrFeMnNi high-entropy alloys for cryogenic applications. Sci. Technol. Weld. Join. 2020, 25, 127–134. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Na, Y.; Kim, H.; Moon, Y.; Kang, N. Effect of Initial Grain Size on Friction Stir Weldability for Rolled and Cast CoCrFeMnNi High-Entropy Alloys. Met. Mater. Int. 2020, 26, 641–649. [Google Scholar] [CrossRef]
- Park, S.; Nam, H.; Park, J.; Na, Y.; Kim, H.; Kang, N. Superior-tensile property of CoCrFeMnNi alloys achieved using fraiction-stir welding for cryogenic applications. Mater. Sci. Eng. A 2020, 788, 139547. [Google Scholar] [CrossRef]
- Yang, W.; Kil, W.; Moon, B.; Nam, H.; Kang, N. Tensile and Microstructural Behaviors of Austenitic Stainless Steel GTA Welds for Cryogenic Application. J. Weld. Join. 2020, 38, 400–408. [Google Scholar] [CrossRef]
- Nam, H.; Park, S.; Park, N.; Na, Y.; Kim, H.; Yoo, S.J.; Moon, Y.; Kang, N. Weldability of cast CoCrFeMnNi high-entropy alloys using various filler metals for cryogenic applications. J. Alloys Compd. 2020, 819, 153278. [Google Scholar] [CrossRef]
- Nam, H.; Yoo, S.; Lee, J.; Na, Y.; Park, N.; Kang, N. GTA Weldability of Rolled High-Entropy Alloys Using Various Filler Metals. Metals 2020, 10, 1371. [Google Scholar] [CrossRef]
- Oh, E.J.; Lee, D.H.; Cho, S.W.; Choi, Y.I.; Nam, K.W. Effect of the Holding Time during Solution Heat Treatment on Intergranular Corrosion of Unstabilized Austenitic Stainless Steel. J. Weld. Join. 2020, 38, 278–288. [Google Scholar] [CrossRef]
- Ren, Z.; Ernst, F. High-temperature phase transformations in AISI 316 stainless steel infused with concentrated interstitial carbon. J. Alloys Compd. 2020, 819, 153000. [Google Scholar] [CrossRef]
- Wiltner, A.; Linsmeier, C.; Jacob, T. Carbon reaction and diffusion on Ni(111), Ni(100), and Fe(110): Kinetic parameters from x-ray photoelectron spectroscopy and density functional theory analysis. J. Chem. Phys. 2008, 129, 084704. [Google Scholar] [CrossRef] [Green Version]
- Galdikas, A.; Moskalioviene, T. The Anisotropic Stress-Induced Diffusion and Trapping of Nitrogen in Austenitic Stainless Steel during Nitriding. Metals 2020, 10, 1319. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nam, H.; Kim, J.; Kim, N.; Song, S.; Na, Y.; Kim, J.-H.; Kang, N. Effect of Grain Size on Carburization Characteristics of the High-Entropy Equiatomic CoCrFeMnNi Alloy. Materials 2021, 14, 7199. https://doi.org/10.3390/ma14237199
Nam H, Kim J, Kim N, Song S, Na Y, Kim J-H, Kang N. Effect of Grain Size on Carburization Characteristics of the High-Entropy Equiatomic CoCrFeMnNi Alloy. Materials. 2021; 14(23):7199. https://doi.org/10.3390/ma14237199
Chicago/Turabian StyleNam, Hyunbin, Jeongwon Kim, Namkyu Kim, Sangwoo Song, Youngsang Na, Jun-Ho Kim, and Namhyun Kang. 2021. "Effect of Grain Size on Carburization Characteristics of the High-Entropy Equiatomic CoCrFeMnNi Alloy" Materials 14, no. 23: 7199. https://doi.org/10.3390/ma14237199
APA StyleNam, H., Kim, J., Kim, N., Song, S., Na, Y., Kim, J.-H., & Kang, N. (2021). Effect of Grain Size on Carburization Characteristics of the High-Entropy Equiatomic CoCrFeMnNi Alloy. Materials, 14(23), 7199. https://doi.org/10.3390/ma14237199