
Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- -
- A reference composition of microconcrete, RC, with cement, sand, and river gravel aggregates up to 8 mm in diameter; the water/cement (w/c) ratio used was 0.5.
- -
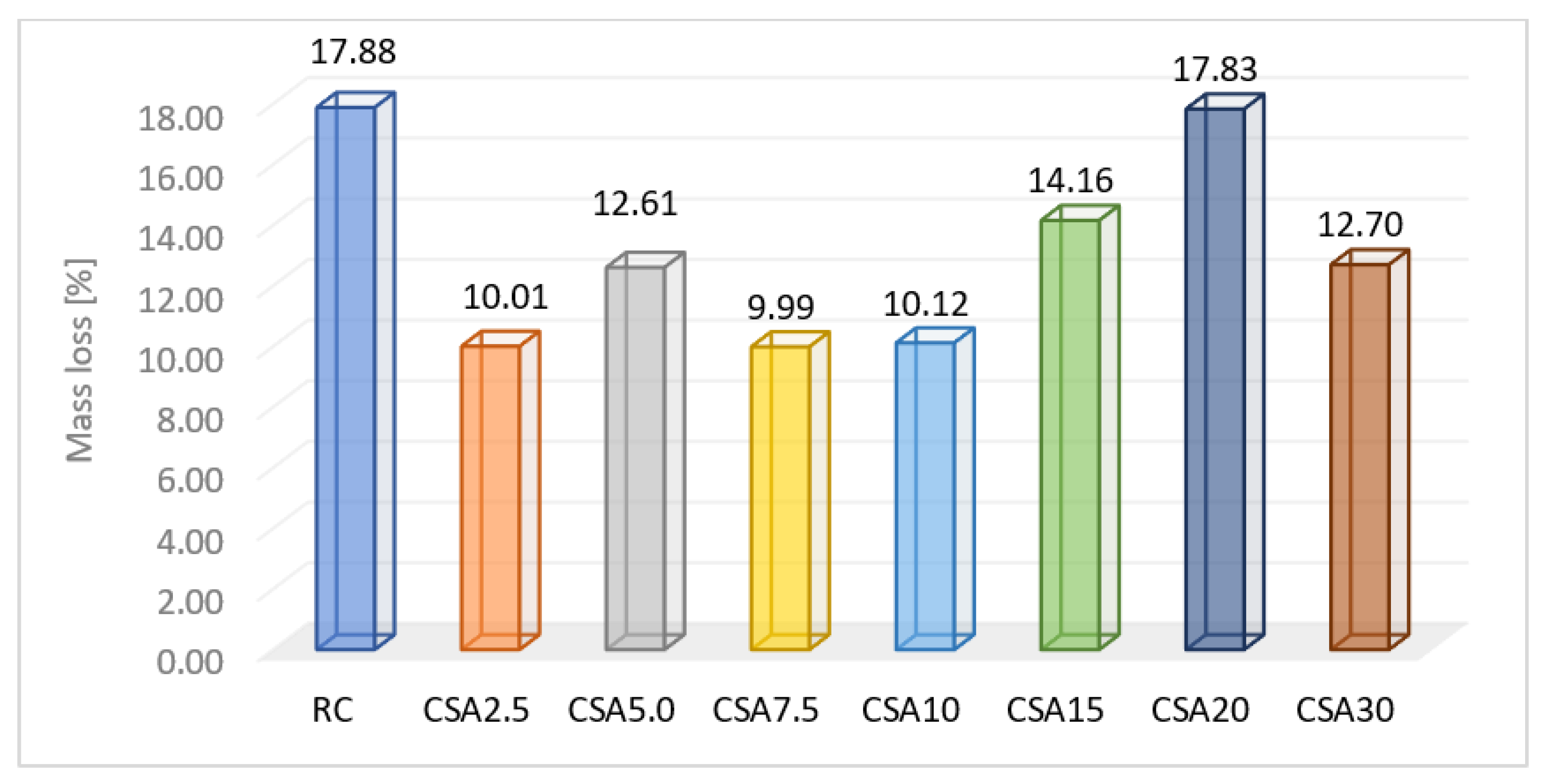
- Seven cement-based composite mixes with SA as a partial replacement material for cement, in volume proportions of 2.5%, 5%, 7.5%, 10%, 15%, 20%, and 30%, the notations applied being CSA2.5, CSA5.0, CSA7.5, CSA10, CSA15, CSA20, and CSA30. The w/c ratio applied was increased every 10% step of used SA: In the CSA2.5, CSA5.0, CSA7.5, and CSA10 mixes, a 0.5 w/c ratio was used; in CSA15 and CSA20, a 0.518 w/c ratio was used; and in CSA30, a 0.536 w/c ratio was used. These w/c ratio differences were applied in order to maintain the same workability level for the fresh composite material.
- ▪
- CEM II: Portland-composite cement.
- ▪
- A-LL: Portland limestone cement that contains 80–94% clinker of the total mass, 6–20% limestone, and 0–5% additional constituents; limestone consists of a maximum of 75% calcium carbonate (CaCO3) of the total mass of calcium oxides, clay a maximum of 1.20 g/100 g of limestone, and a maximum of 0.20% of total organic carbon of the total mass of limestone.
- ▪
- 42.5R: Belongs to the standard 42.5 strength class with high early strength; the compressive strength developed by this cement is greater than or equal to 20 MPa in two days, and between 42.5 and 62.5 MPa in 28 days, with an initial setting time greater than or equal to 60 min and with an expansion smaller than 10 mm.
2.2. Methods
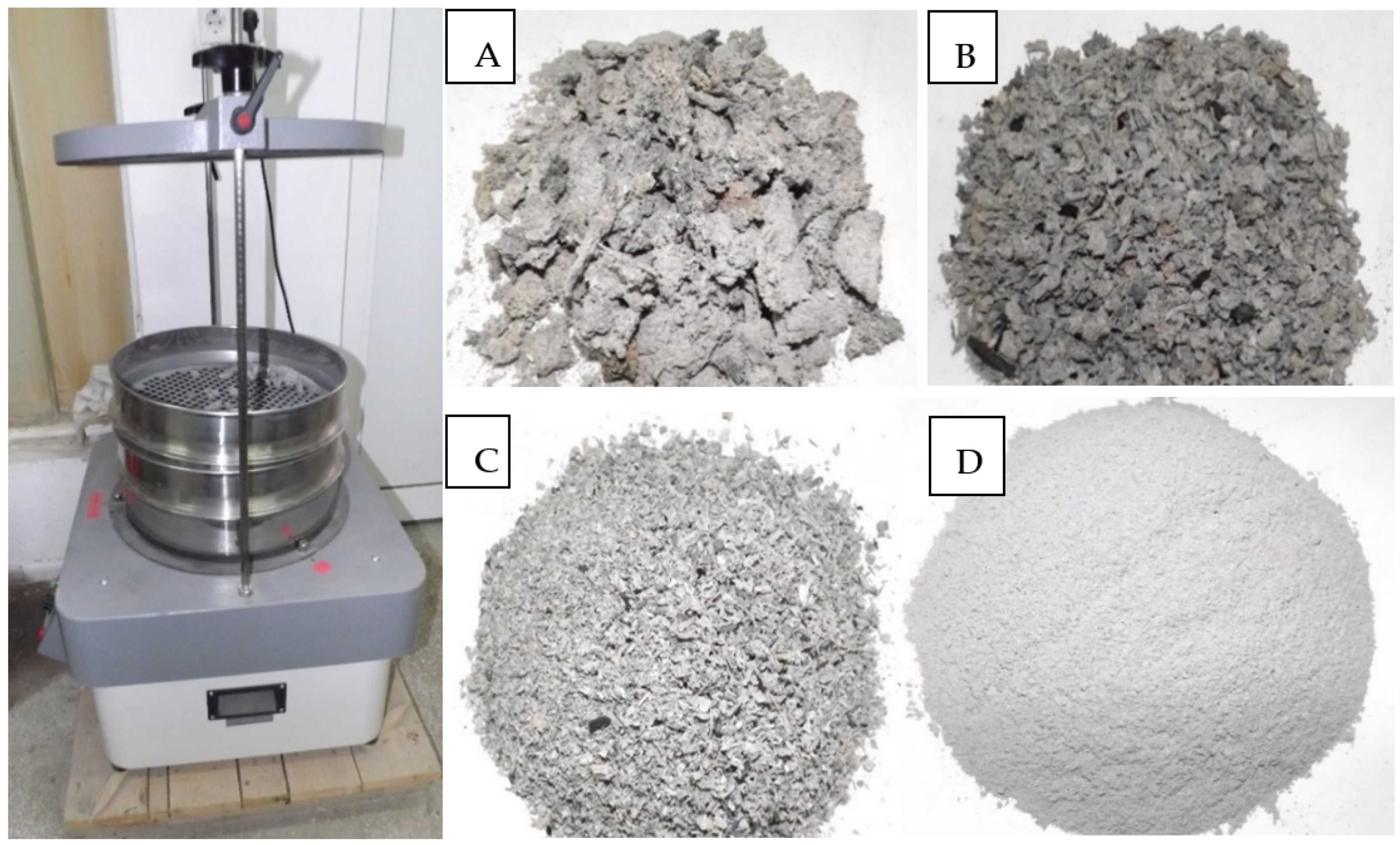
2.2.1. Sunflower Stalk Ash Preparation
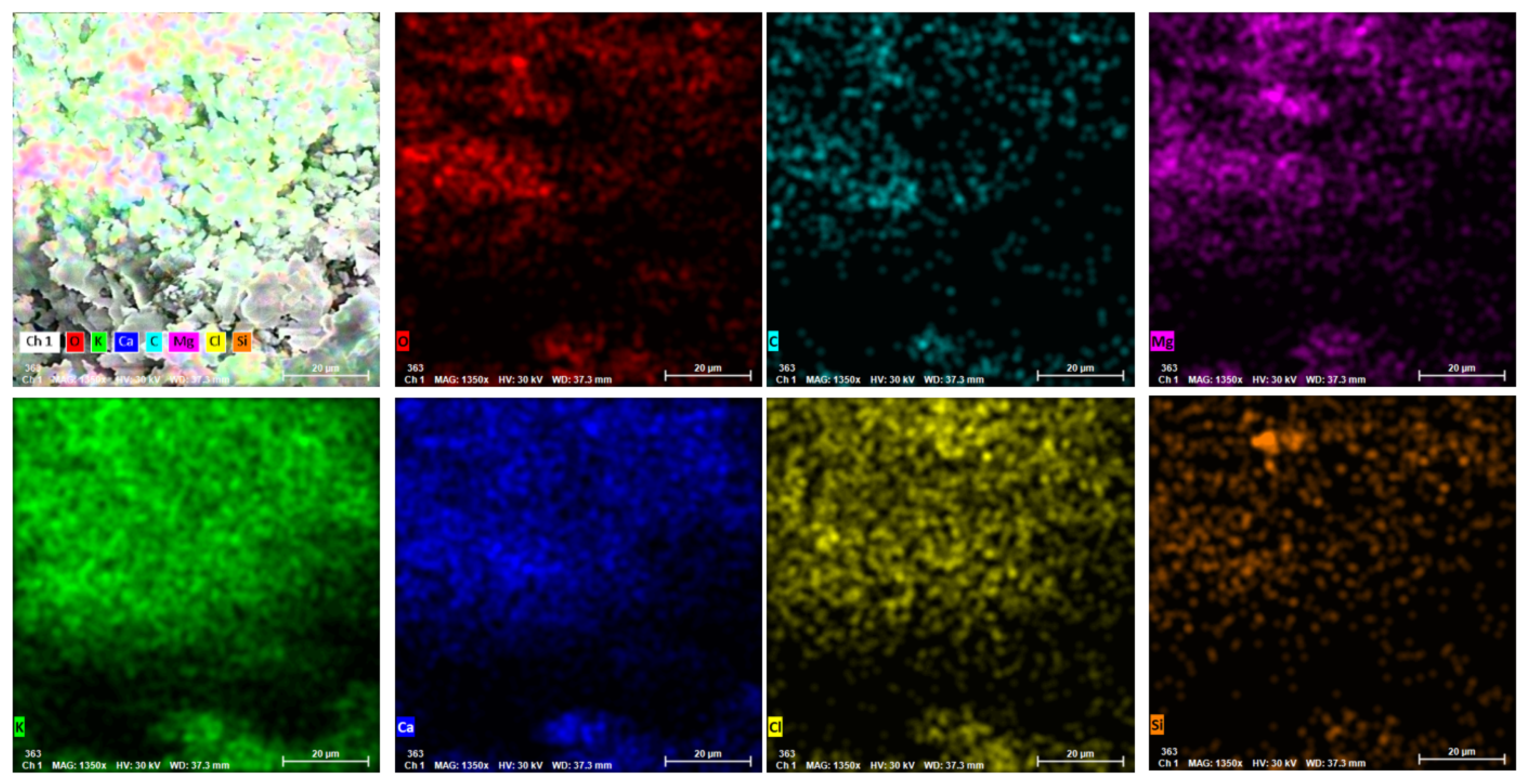
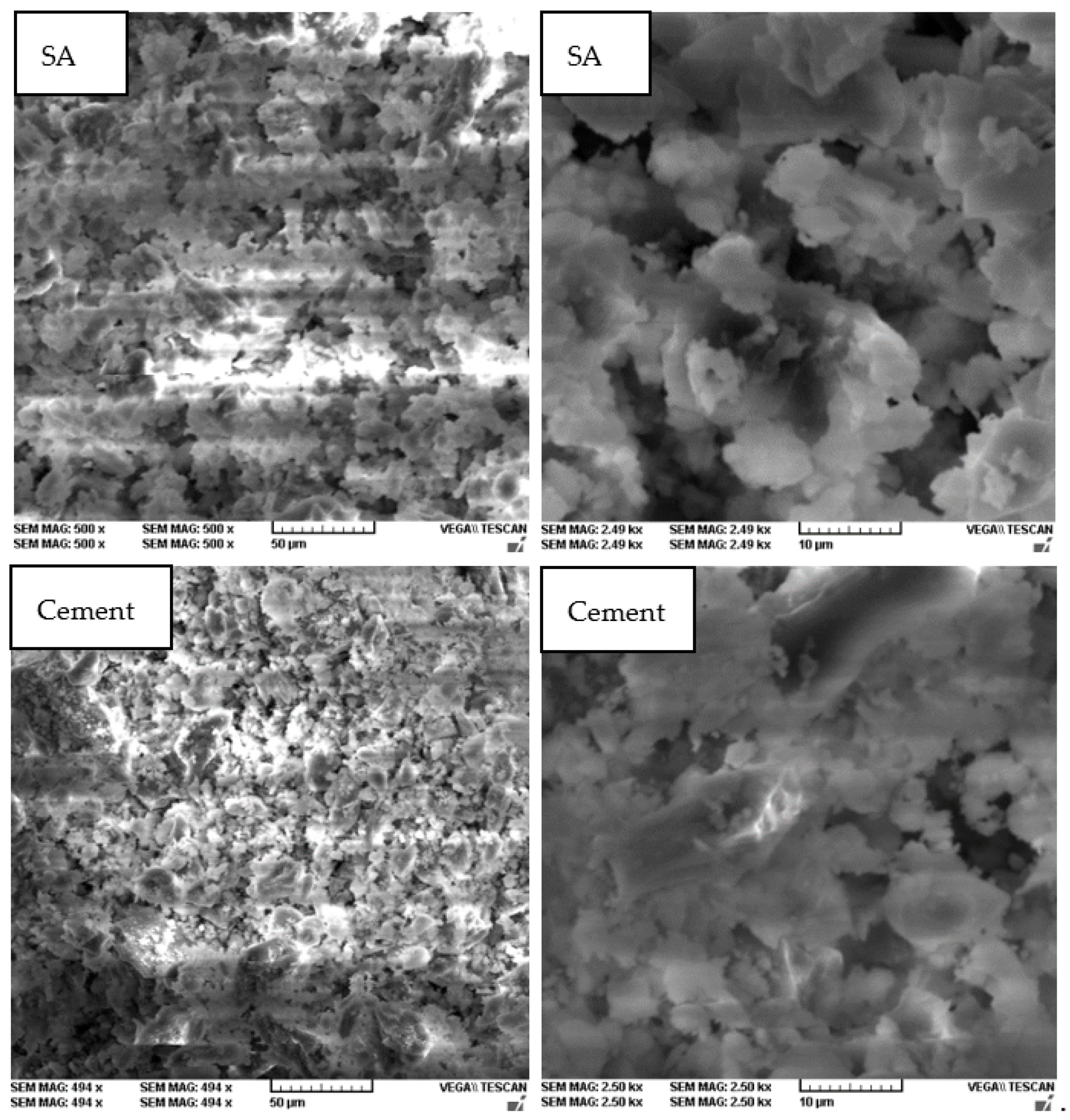
2.2.2. Sunflower Stalk Ash Analysis
2.2.3. Composite Mix Preparation
2.2.4. Composite Specimen Properties
Composition Analysis
Mechanical and Durability Property Analysis
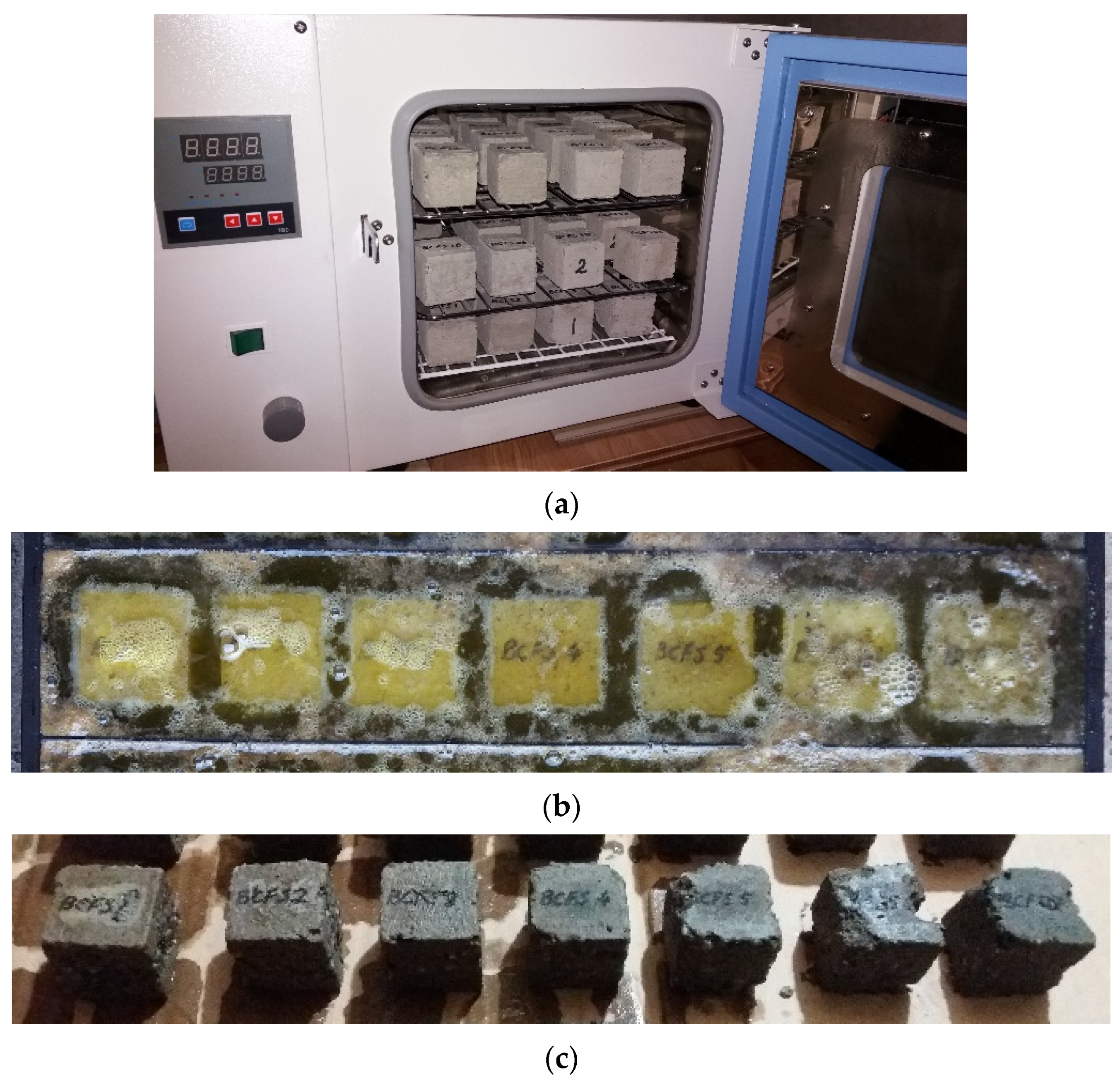
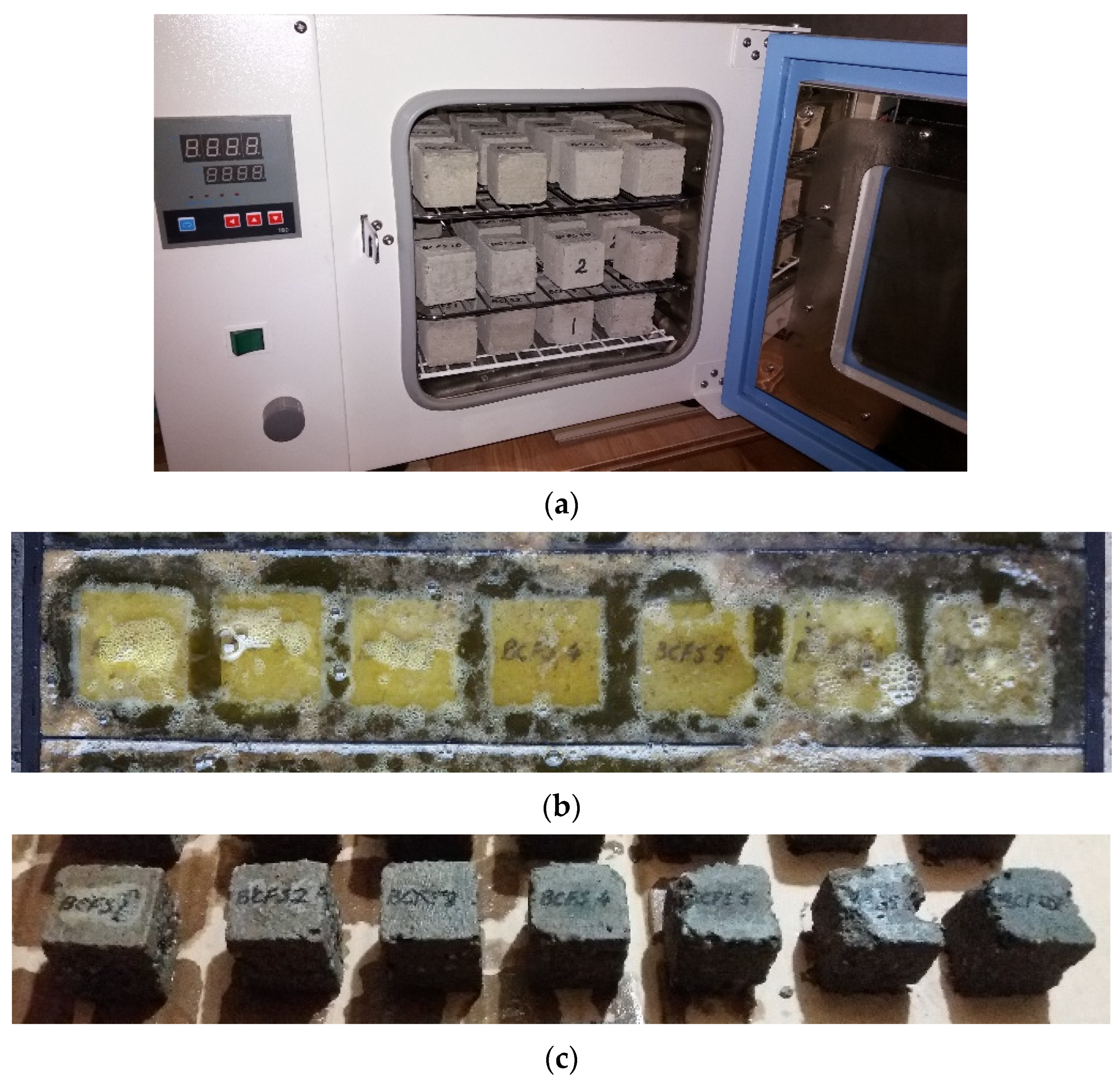
Resistance to Repeated Freeze–Thaw Cycles
Resistance to Chemical Attack of Hydrochloric Acid (HCL)
3. Results and Discussion
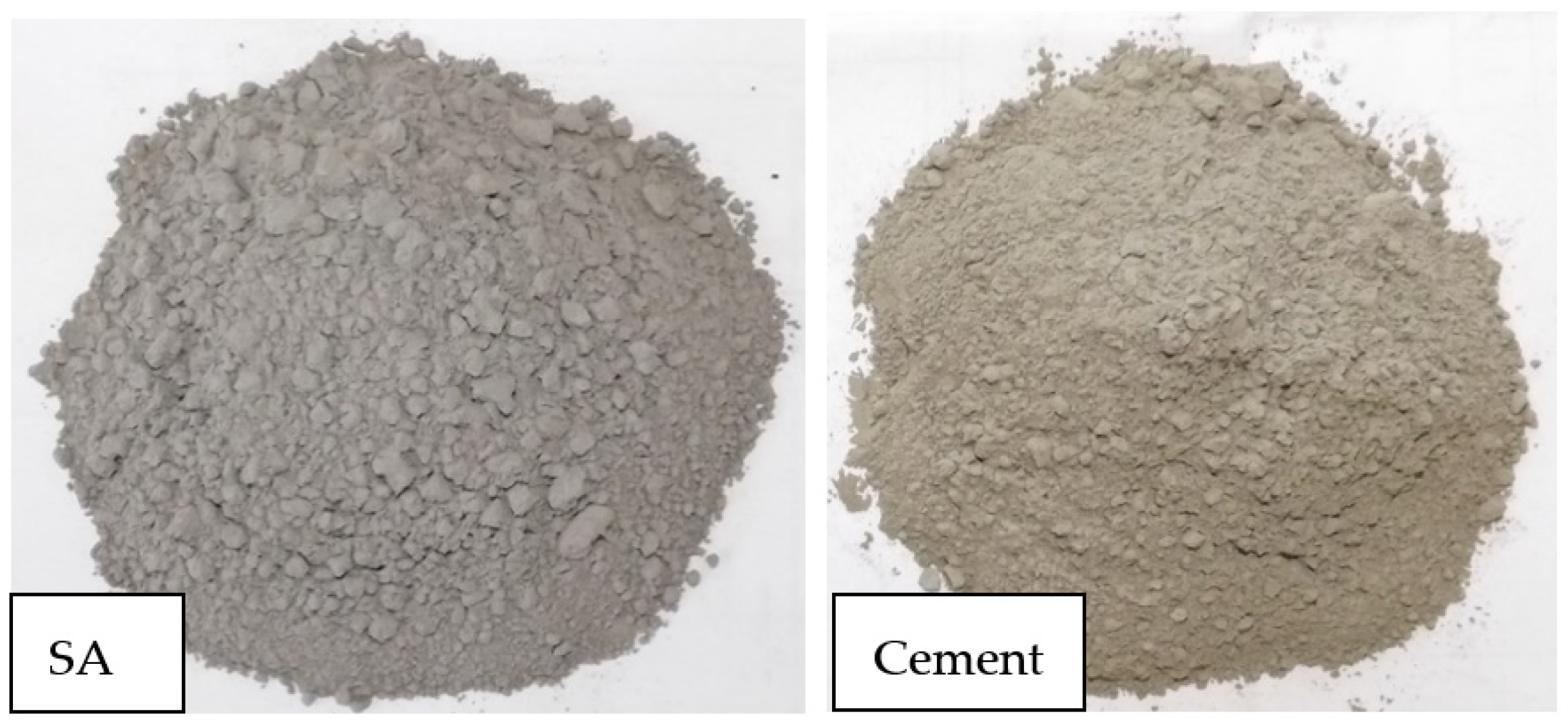
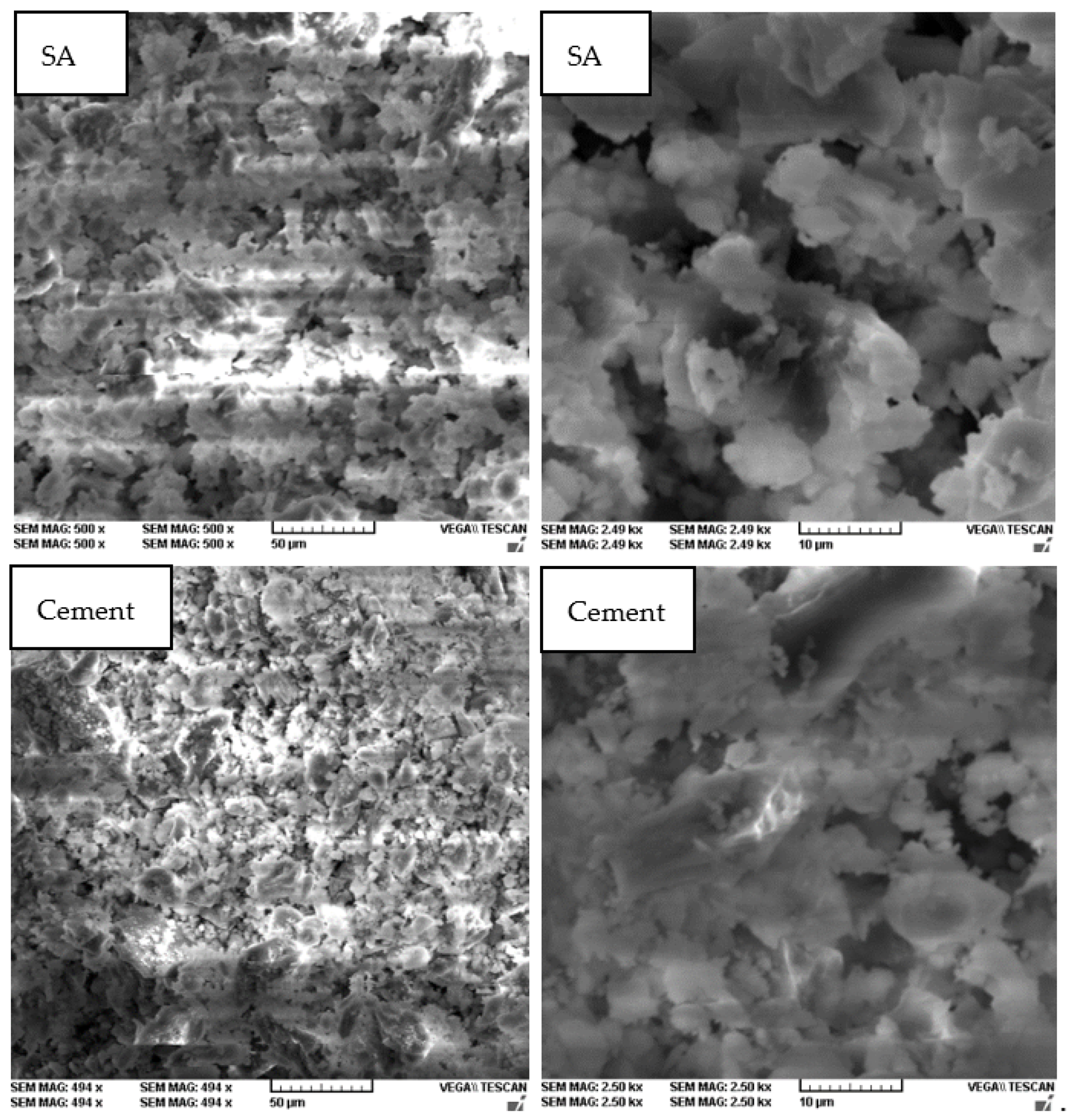
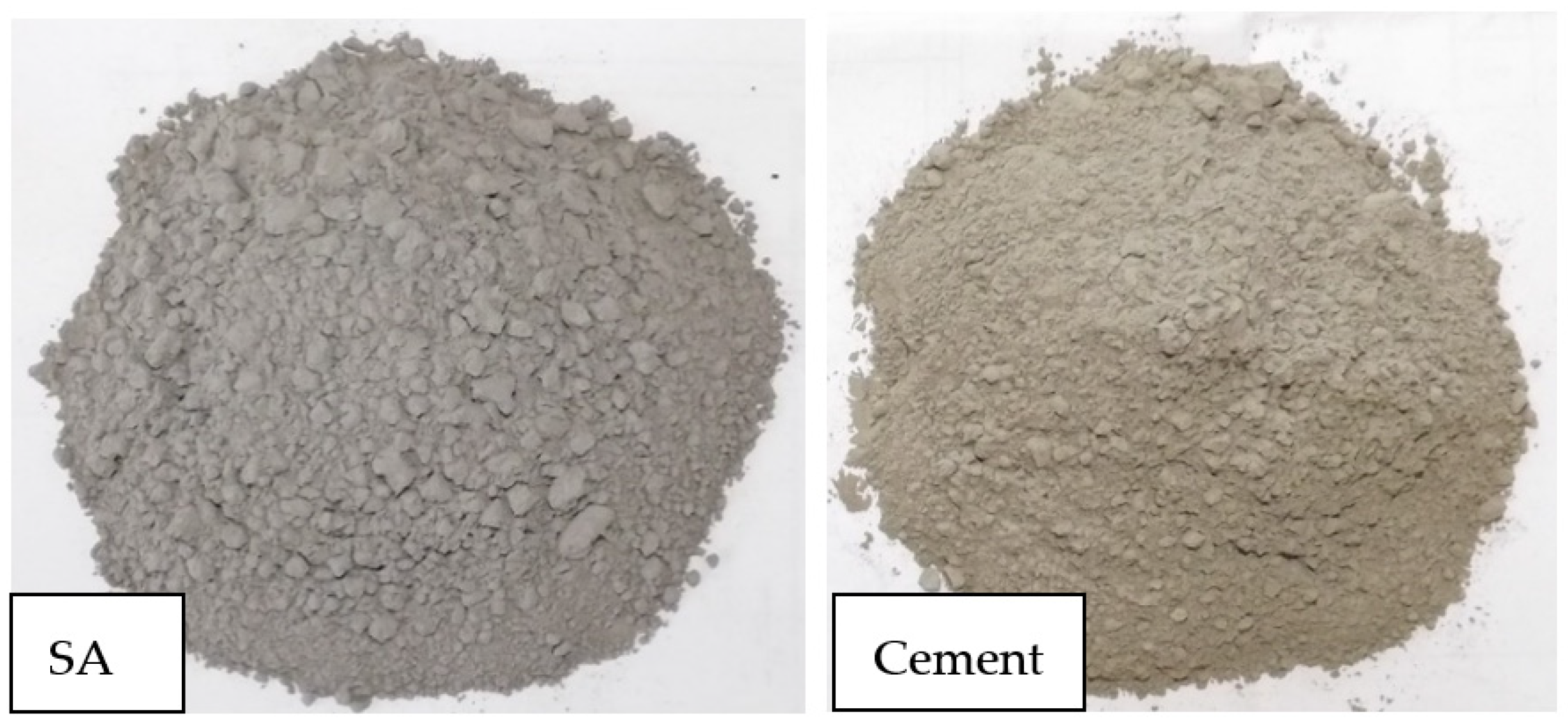
3.1. Sunflower Stalk Ash and Cement
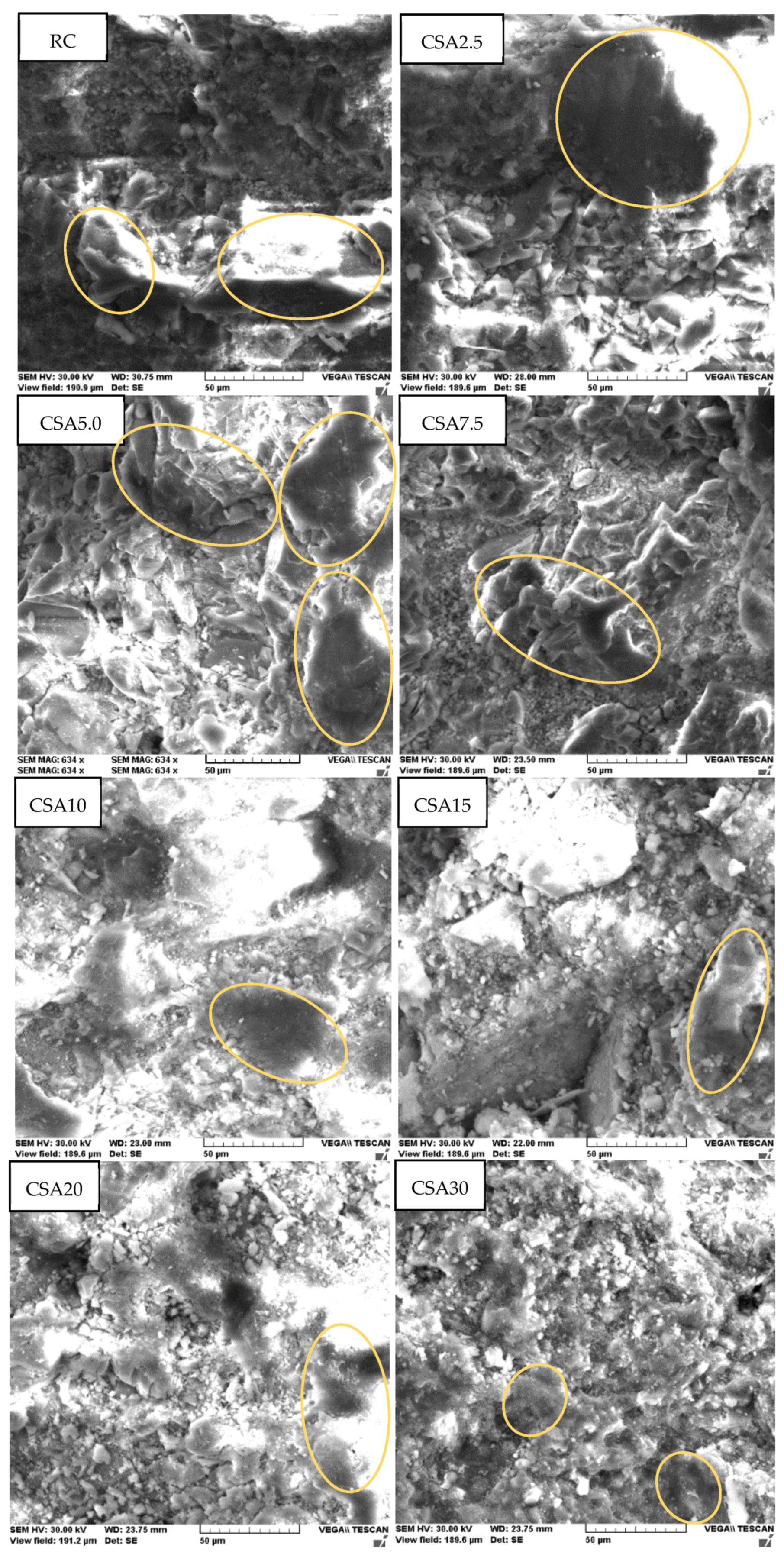
3.2. Composite Specimen Properties
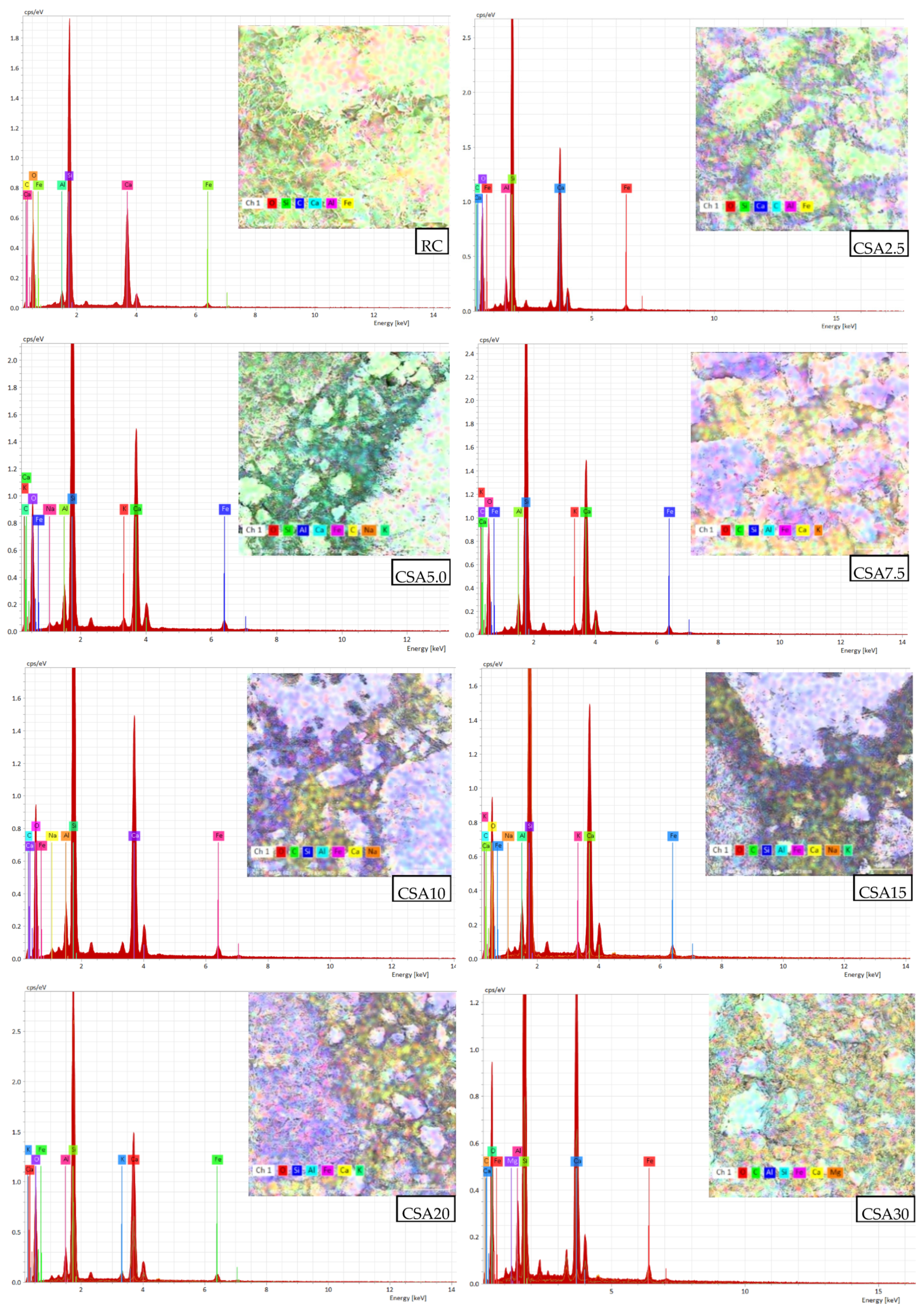
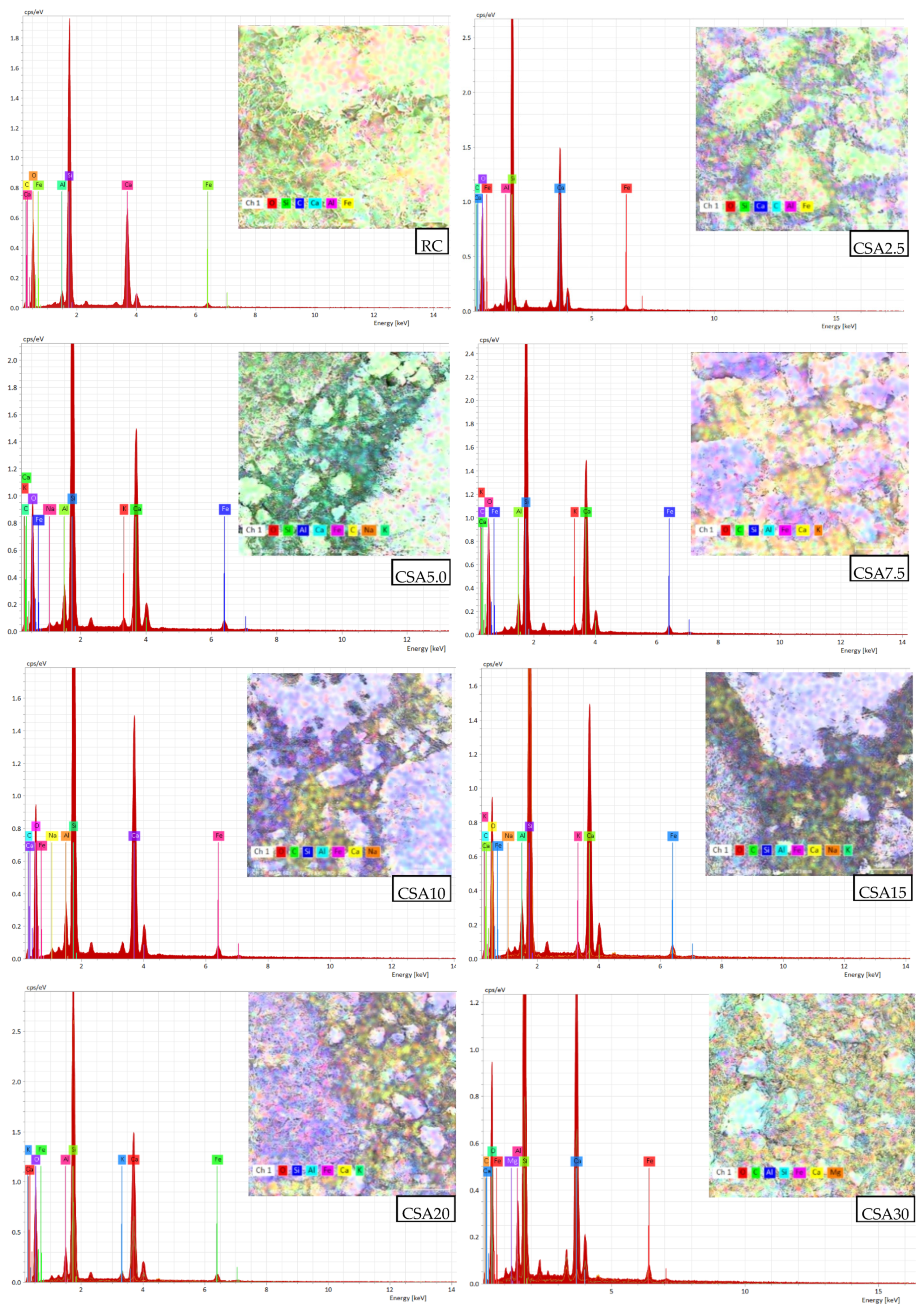
3.2.1. Chemical Composition Analysis
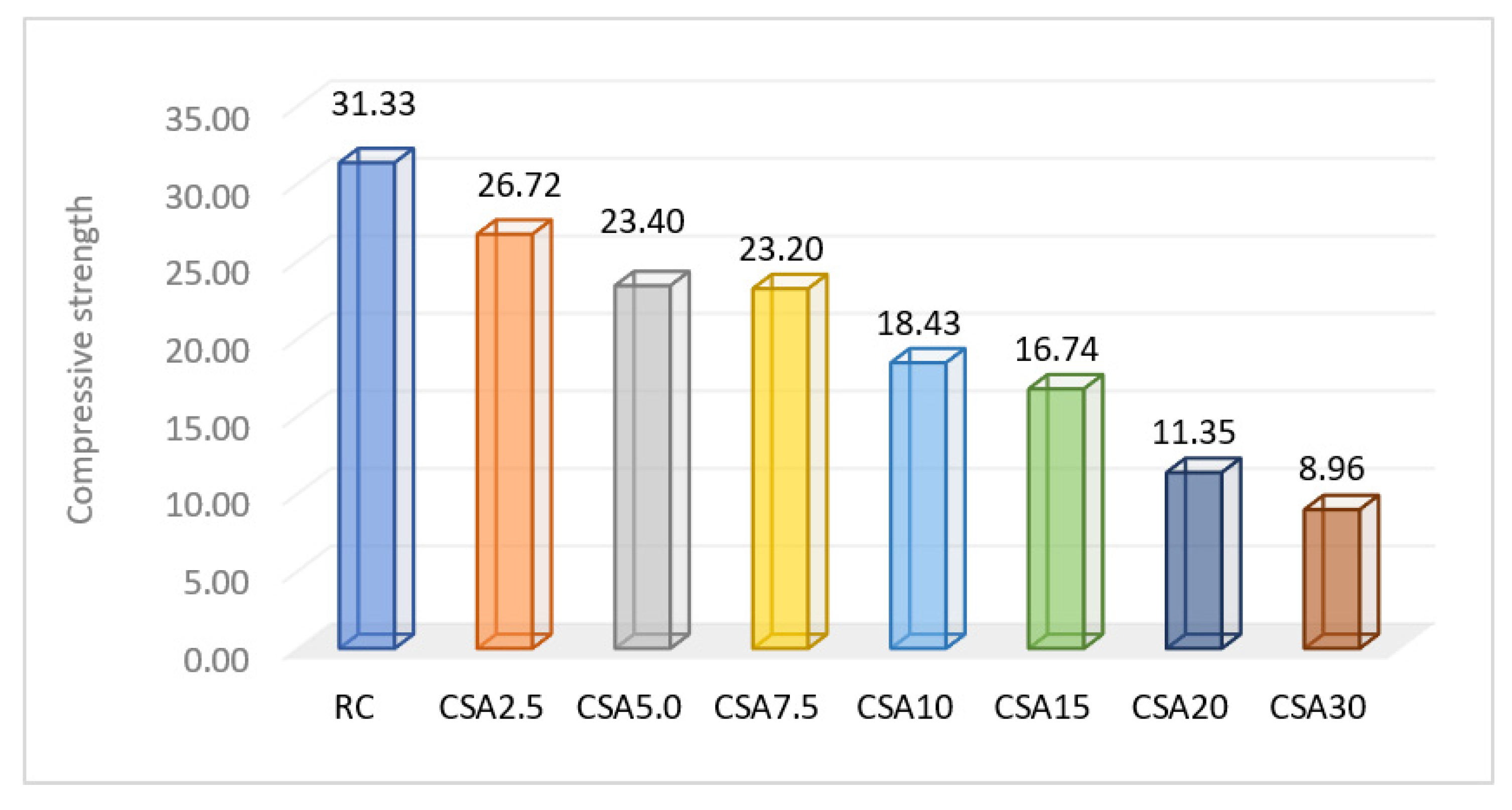
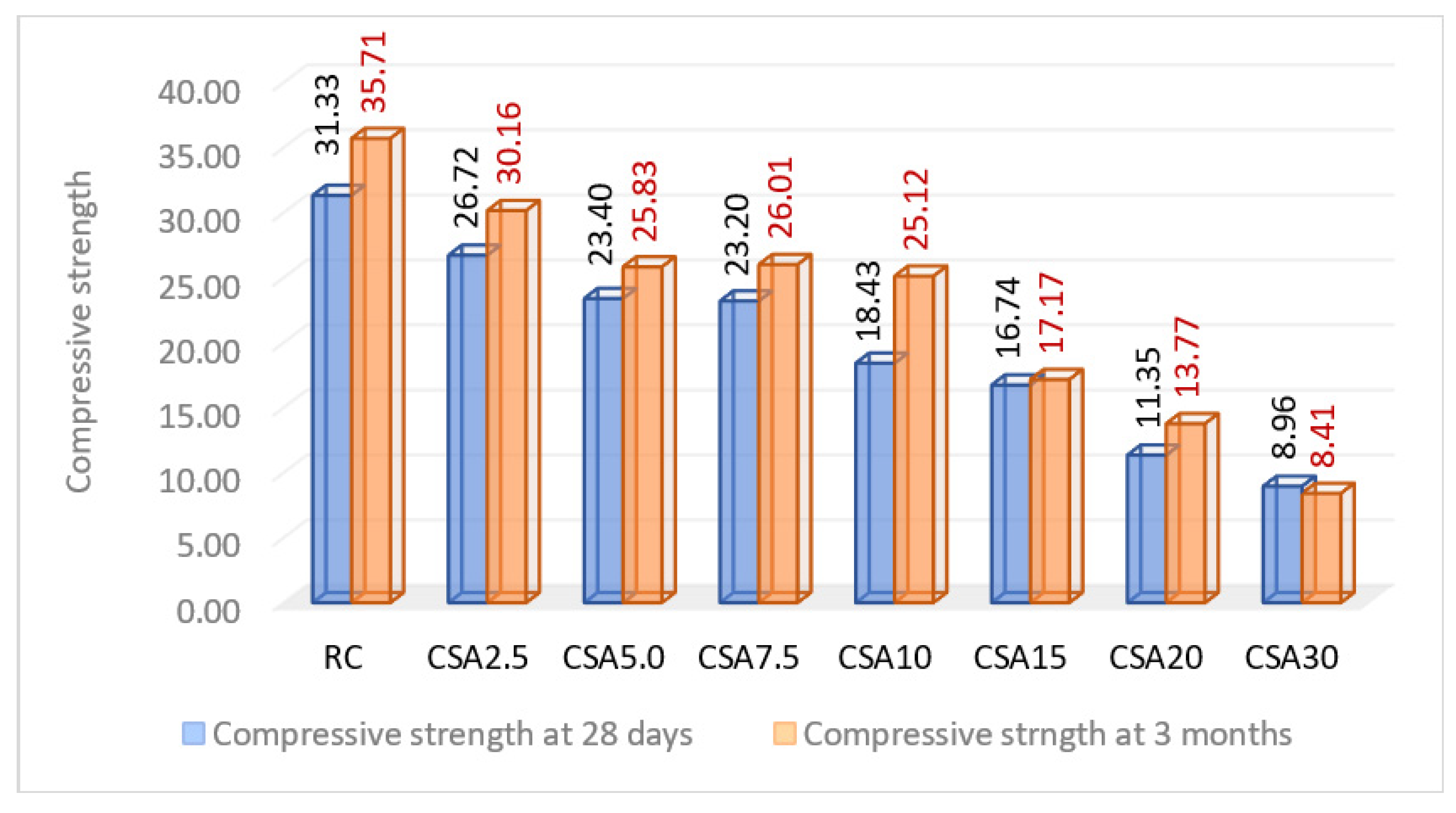
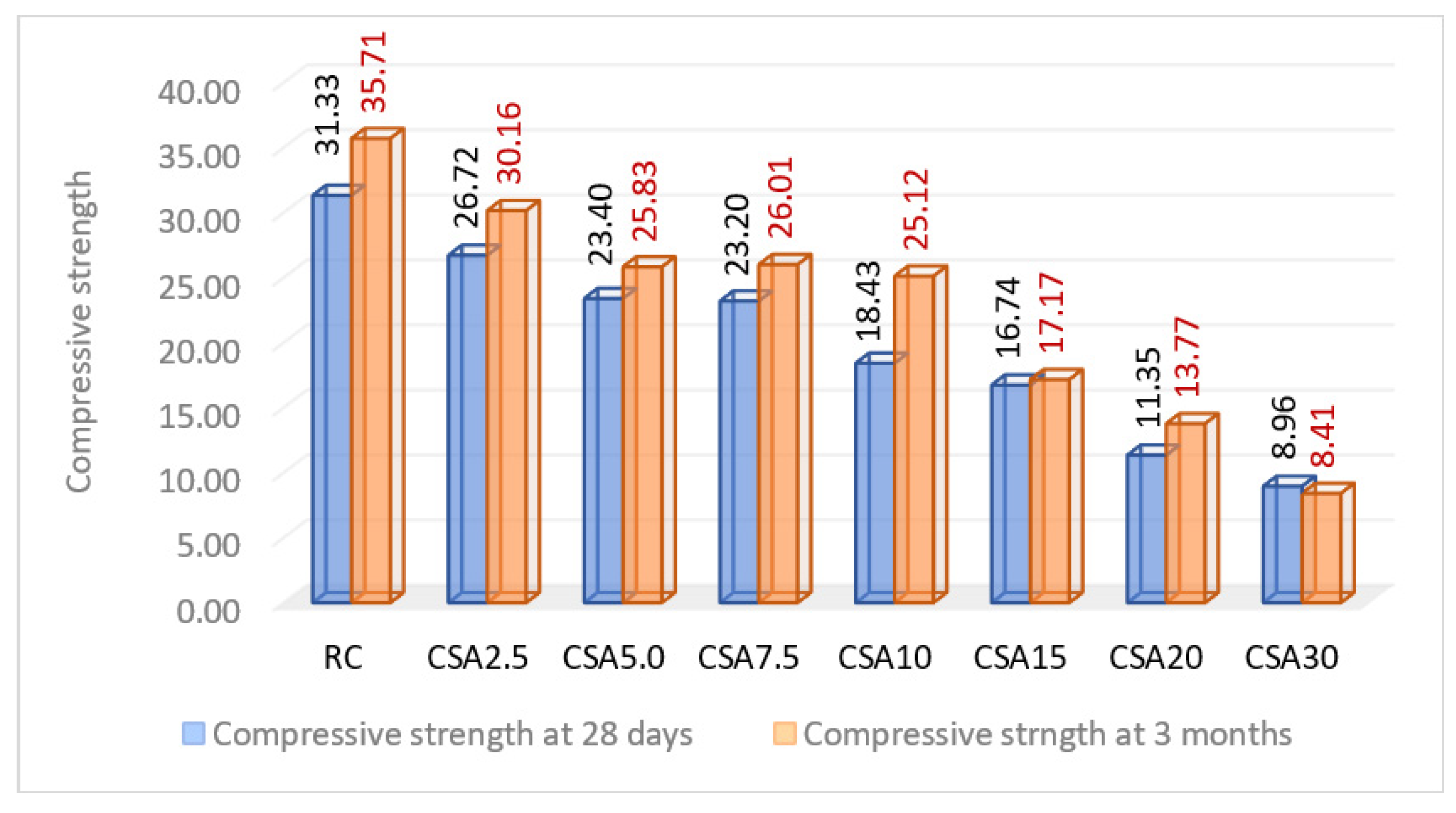
3.2.2. Compressive Strength
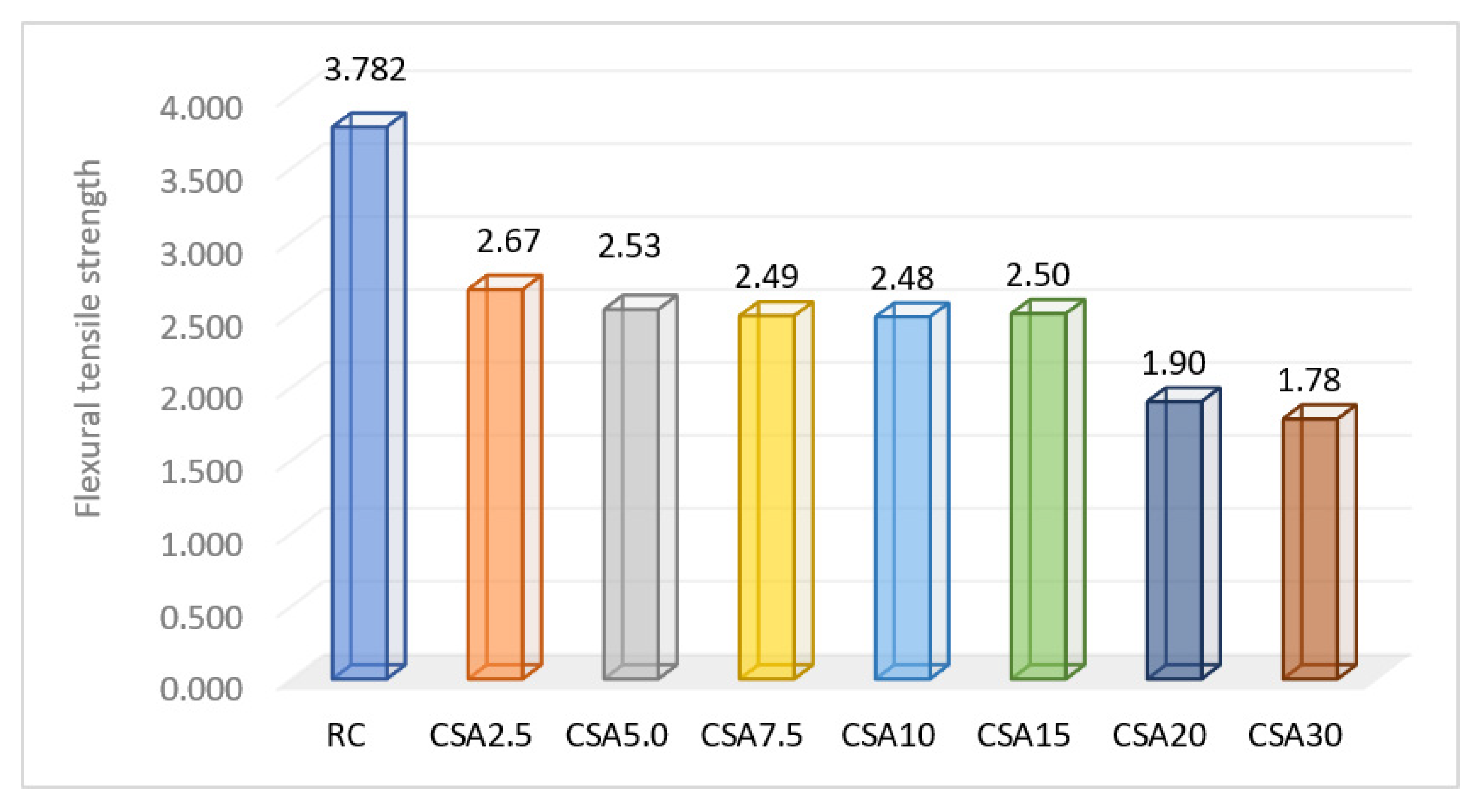
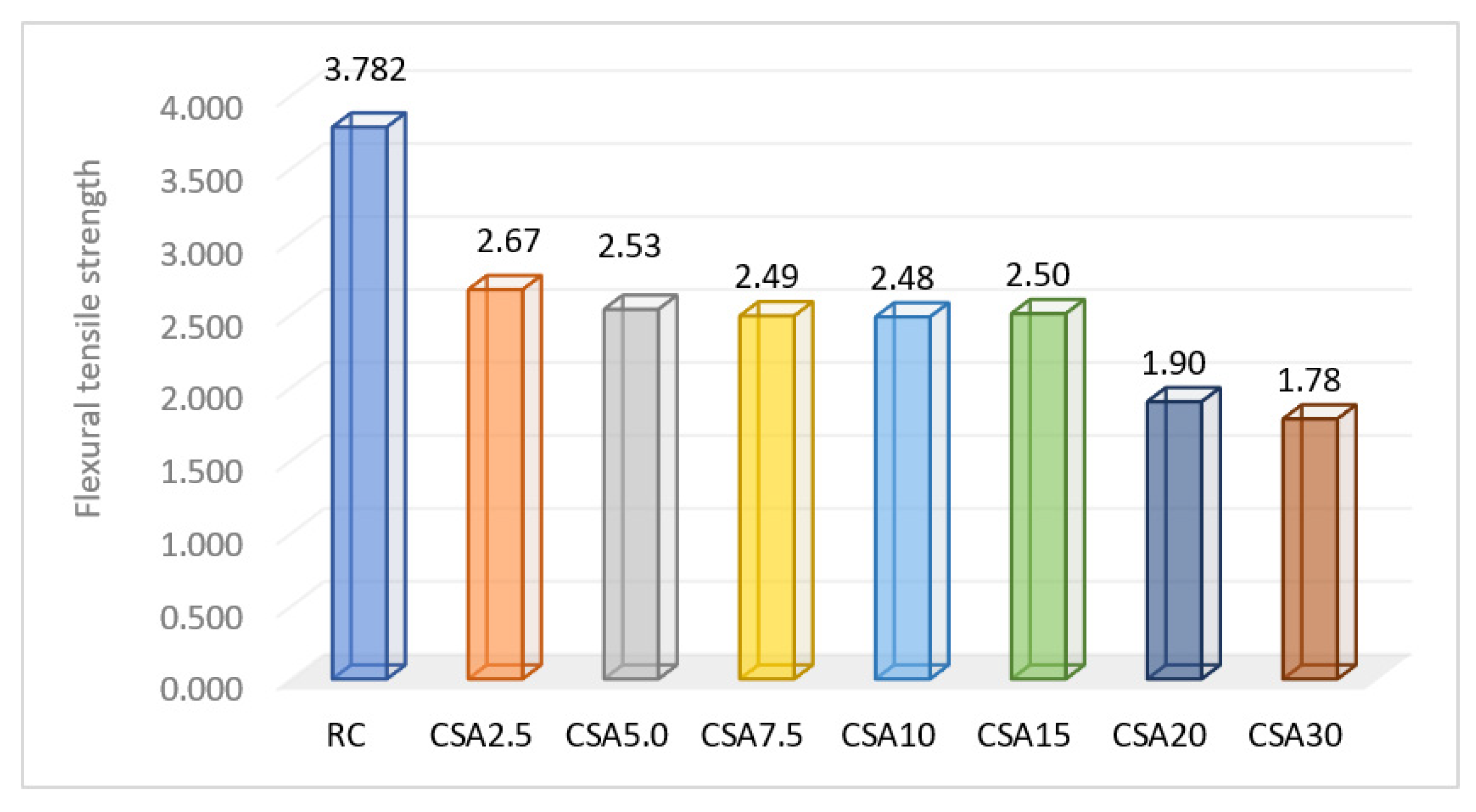
3.2.3. Flexural Tensile Strength
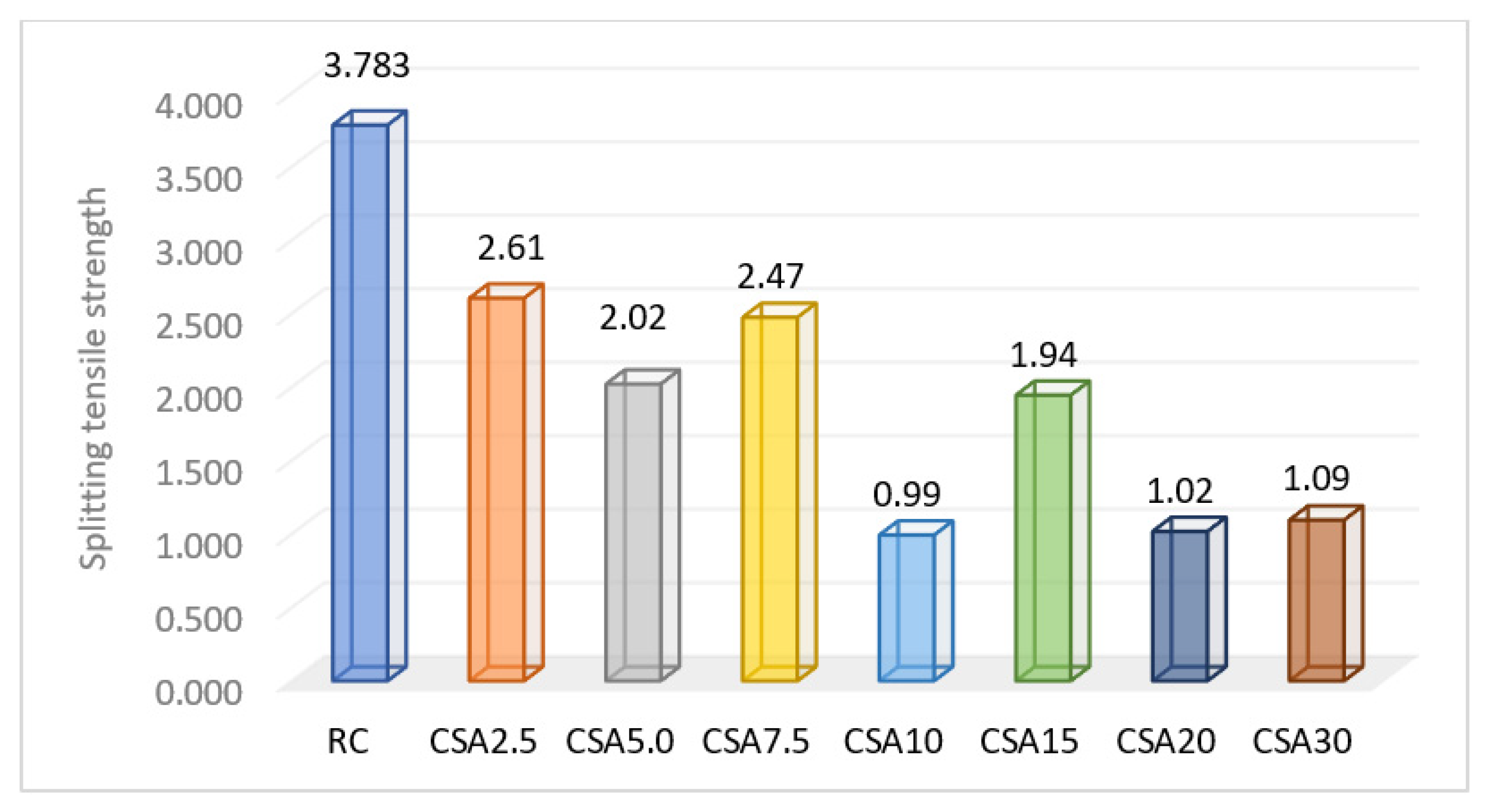
3.2.4. Splitting Tensile Strength
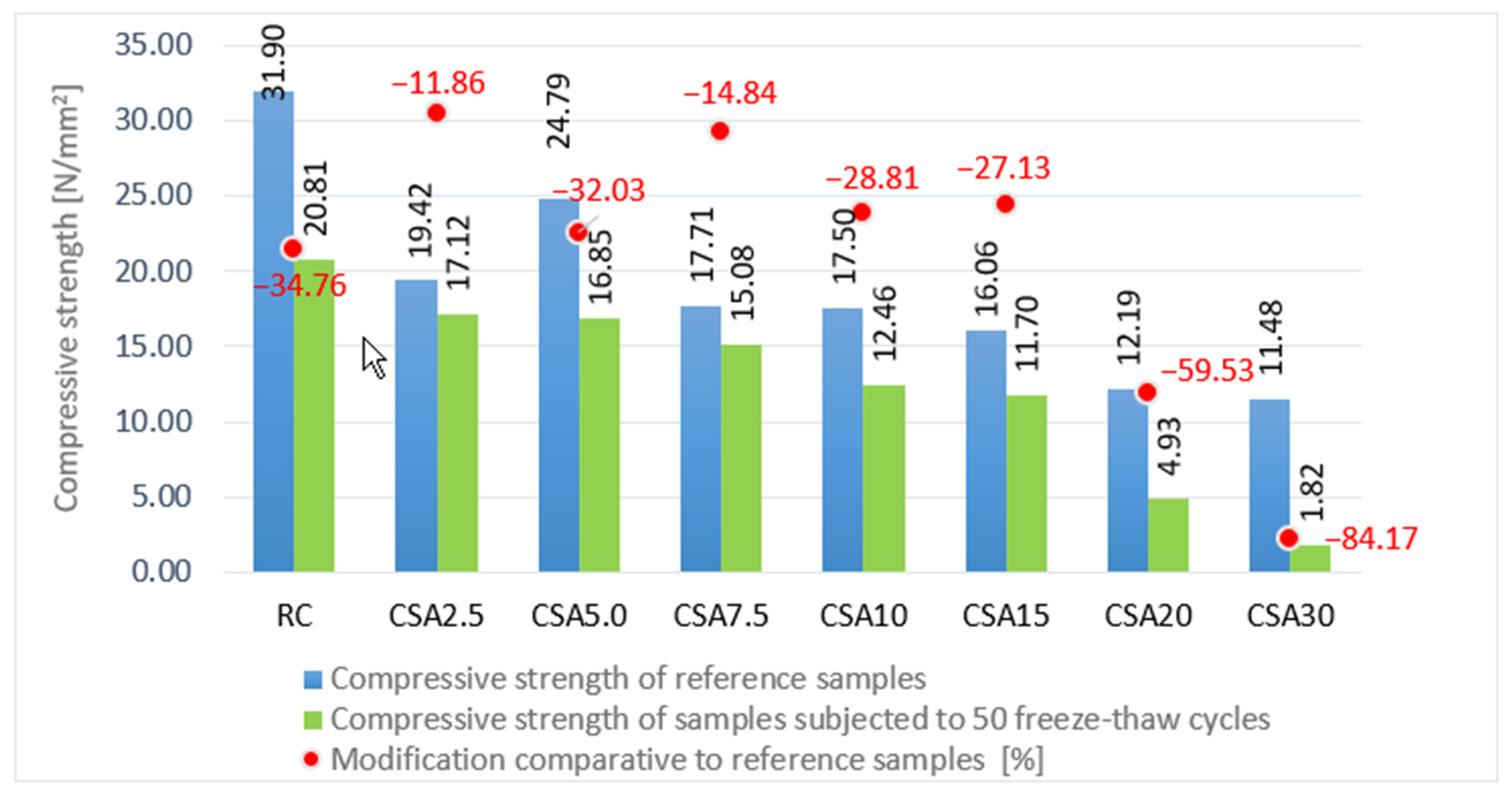
3.2.5. Resistance of the Composites to Repeated Freeze–Thaw Cycles
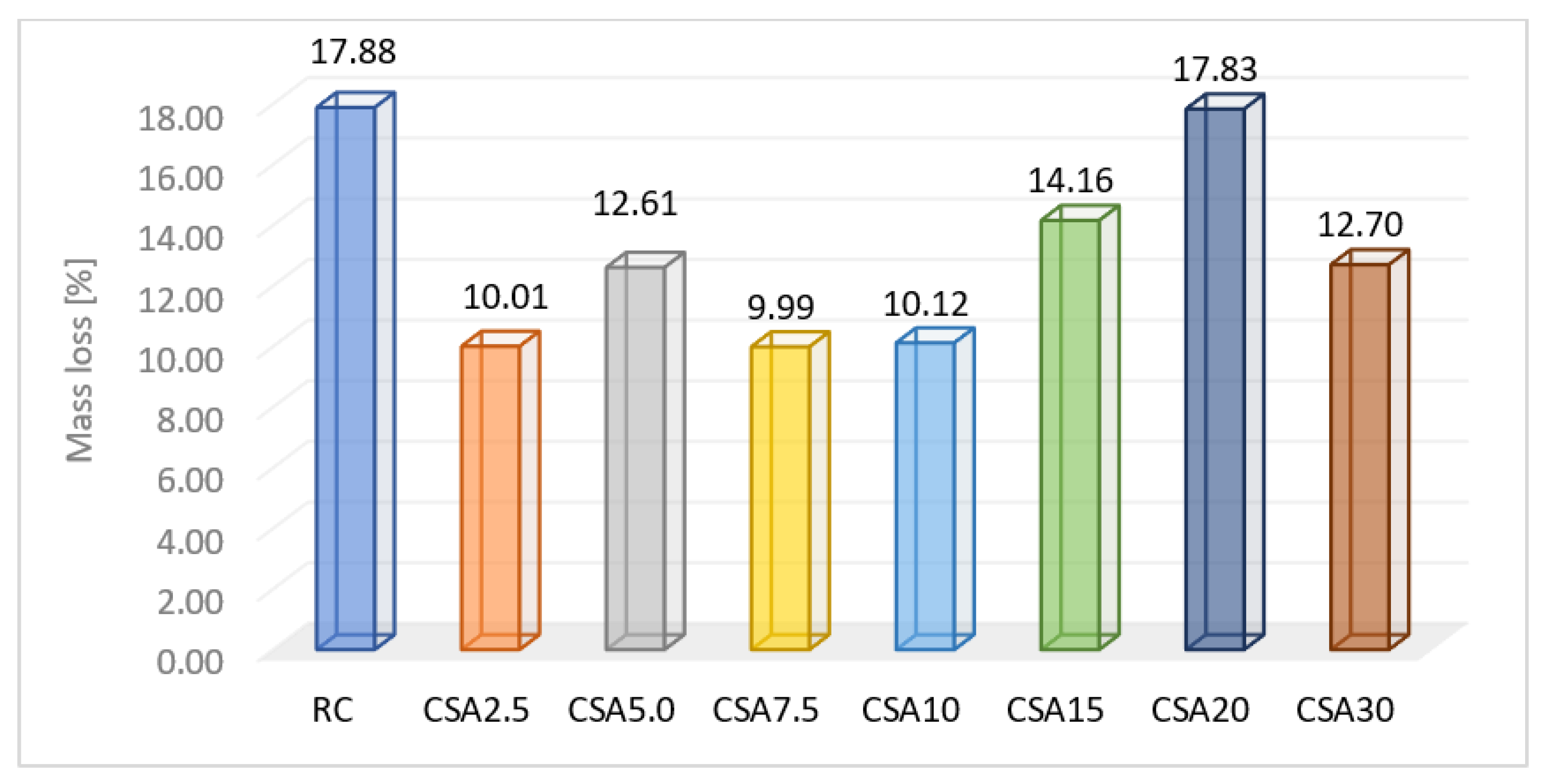
3.2.6. Resistance to Chemical Attack of HCl
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fayomi, G.U.; Mini, S.E.; Fayomi, O.S.I.; Ayoola, A.A. Perspectives on environmental CO2 emission and energy factor in Cement Industry. IOP Conf. Ser. Earth Environ. Sci. 2019, 331, 012035. [Google Scholar] [CrossRef]
- Zieri, W.; Ismail, I. Alternative Fuels from Waste Products in Cement Industry. In Handbook of Ecomaterials; Martínez, L., Kharissova, O., Kharisov, B., Eds.; Springer: Cham, Switzerland, 2019. [Google Scholar] [CrossRef]
- Siddique, R.; Cachim, P. Waste and Supplementary Cementitious Materials in Concrete: Characterisation, Properties and Applications; Woodhead Publishing: Sawston, UK, 2018. [Google Scholar]
- Chandra Paul, S.; Mbewe, P.B.; Kong, S.Y.; Šavija, B. Agricultural solid waste as source of supplementary cementitious materials in developing countries. Materials 2019, 12, 1112. [Google Scholar] [CrossRef] [Green Version]
- Duchesne, J. Alternative supplementary cementitious materials for sustainable concrete structures: A review on characterization and properties. Waste Biomass Valor. 2021, 12, 1219–1236. [Google Scholar] [CrossRef]
- Maraveas, C. Production of Sustainable Construction Materials Using Agro-Wastes. Materials 2020, 13, 262. [Google Scholar] [CrossRef] [Green Version]
- Bie, R.S.; Song, X.F.; Liu, Q.Q.; Ji, X.Y.; Chen, P. Studies on effects of burning conditions and rice husk ash (RHA) blending amount on the mechanical behavior of cement. Cem. Concr. Compos. 2015, 55, 162–168. [Google Scholar] [CrossRef]
- Antiohos, S.K.; Tapali, J.G.; Zervaki, M.; Sousa-Coutinho, J.; Tsimas, S.; Papadakis, V.G. Low embodied energy cement containing untreated RHA: A strength development and durability study. Constr. Build. Mater. 2013, 49, 455–463. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rukzon, S.; Sirivivatnanon, V. Resistance to Chloride Penetration of Blended Portland cement Mortar Containing Palm Oil Fuel Ash, Rice Husk Ash and Fly Ash. Constr. Build. Mater. 2008, 22, 932–938. [Google Scholar] [CrossRef]
- Amin, M.N.; Khan, K.; Aslam, F.; Shah, M.I.; Javed, M.F.; Musarat, M.A.; Usanova, K. Multigene Expression Programming Based Forecasting the Hardened Properties of Sustainable Bagasse Ash Concrete. Materials 2021, 14, 5659. [Google Scholar] [CrossRef]
- Bahurudeen, A.; Kanraj, D.; Gokul Dev, V.; Santhanam, M. Performance evaluation of sugarcane bagasse ash blended cement in concrete. Cem. Concr. Compos. 2015, 59, 77–88. [Google Scholar] [CrossRef]
- Ribeiro, D.V.; Morelli, M.R. Effect of Calcination Temperature on the Pozzolanic Activity of Brazilian Sugar Cane Bagasse Ash (SCBA). Mater. Res. 2014, 17, 974–998. [Google Scholar] [CrossRef] [Green Version]
- Memon, S.A.; Javed, U.; Haris, M.; Khushnood, R.A.; Kim, J. Incorporation of Wheat Straw Ash as Partial Sand Replacement for Production of Eco-Friendly Concrete. Materials 2021, 14, 2078. [Google Scholar] [CrossRef] [PubMed]
- Aksoğan, O.; Binici, H.; Ortlek, E. Durability of concrete made by partial replacement of fine aggregate by colemanite and barite and cement by ashes of corn stalk, wheat straw and sunflower stalk ashes. Constr. Build. Mater. 2016, 106, 253–263. [Google Scholar] [CrossRef]
- Bheel, N.; Adesina, A. Influence of Binary Blend of Corn Cob Ash and Glass Powder as Partial Replacement of Cement in Concrete. Silicon 2021, 13, 1647–1654. [Google Scholar] [CrossRef]
- Kamau, J.; Ahmed, A.; Hirst, P.; Kangwa, J. Suitability of Corncob Ash as a supplementary Cementitious Material. Int. J. Mater. Sci. Eng. 2016, 4, 215–228. [Google Scholar] [CrossRef]
- Adesanya, D.A.; Raheem, A.A. Development of corn cob ash blended cement. Constr. Build. Mater. 2009, 23, 347–352. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Demirhan, C. Mechanical, thermal and acoustical characterizations of an insulation composite made of bio-based materials. Sustain. Cities Soc. 2016, 20, 17–26. [Google Scholar] [CrossRef]
- Chabannes, M.; Nozahic, V.; Amziane, S. Design and multi-physical properties of a new insulating concrete using sunflower stem aggregates and eco-friendly binders. Mater. Struct. Constr. 2015, 48, 1815–1829. [Google Scholar] [CrossRef]
- Binici, H.; Eken, M.; Dolaz, M.; Aksogan, O.; Kara, M. An environmentally friendly thermal insulation material from sunflower stalk, textile waste and stubble fibres. Constr. Build. Mater. 2014, 51, 24–33. [Google Scholar] [CrossRef]
- Mati-Baouche, N.; De Baynast, H.; Lebert, A.; Sun, S.; Lopez-Mingo, C.J.S.; Leclaire, P.; Michaud, P. Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind. Crops Prod. 2014, 58, 244–250. [Google Scholar] [CrossRef] [Green Version]
- Nozahic, V.; Amziane, S.; Torrent, G.; Saïdi, K.; De Baynast, H. Design of green concrete made of plant-derived aggregates and a pumice-lime binder. Cem. Concr. Compos. 2012, 34, 231–241. [Google Scholar] [CrossRef]
- USDA (United States Department of Agriculture). World Agricultural Production; Circular Series WAP 11–21, 38. 2021. Available online: https://apps.fas.usda.gov/psdonline/circulars/production.pdf (accessed on 23 August 2021).
- Leff, B.; Ramankutty, N.; Foley, J.A. Geographic distribution of major crops across the world. Glob. Biogeochem. Cycles 2004, 18. [Google Scholar] [CrossRef]
- Sanrı Karapınar, I. Effects of Coatings Containing Organic Ashes on the Corrosion Performance of Reinforcements. Adv. Civ. Eng. 2019, 2019, 8353678. [Google Scholar] [CrossRef]
- Darweesh, H.H.M. Influence of sun flower stalk ash (SFSA) on the behavior of Portland cement pastes. Results Eng. 2020, 8, 100171. [Google Scholar] [CrossRef]
- NE 012/1-2007. Normativ Pentru Producerea Betonului Și Executarea Lucrarilor Din Beton, Beton Armat Și Beton Precomprimat—Partea 1: Producerea Betonului; ASRO—Asociatia de Standardizare din Romania: Bucharest, Romania, 2007. [Google Scholar]
- EN 12390-3:2019. Testing Hardened Concrete Part 3: Compressive Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12390-5:2019. Testing Hardened Concrete Part 5: Flexural Tensile Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2019. [Google Scholar]
- EN 12390-6:2010. Testing Hardened Concrete; Part 6: Split Tensile Strength of Test Specimens; European Committee for Standardization: Brussels, Belgium, 2010. [Google Scholar]
- SR 3518:2009. Încercări Pe Betoane. Determinarea Rezistenței La Îngheț-Dezgheț Prin Masurarea Variației Rezistenței La Compresiune¸ Si/Sau Modulului de Elasticitate Dinamic Relativ (Tests Hardened Concrete. Determination of Freeze-Thaw Resistance by Measuring the Variation of the Com-Pressive Strength and/or the Relatively Dynamic Modulus of Elasticity); ASRO—Asociatia de Standardizare din Romania (Romanian Standardization Association): Bucharest, Romania, 2009. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Specimen Type and Dimensions | Specimen Dimensions | Specimen Number Tested for Each Mix | Standard Applied |
|---|---|---|---|---|
| Compressive strength | Cylinder | 100 mm diameter 200 mm length | 3 | EN 12390-3:2019 [28] |
| Flexural tensile strength | Prism | 100 × 100 mm2 transversal section 550 mm length | 3 | EN 12390-5:2019 [29] |
| Splitting tensile strength | Cylinder | 100 mm diameter 200 mm length | 3 | EN 12390-6: 2010 [30] |
| Resistance to freeze–thaw | Cube | Sides of 100 mm | 6 | SR 3518: 2009 [31] EN 12390-3:2019 [28] |
| Resistance to hydrochloric acid action | Cube | Sides of 50 mm | 3 | Figure 4 |
| Element | SA | Cement | ||
|---|---|---|---|---|
| Mass Norm. [%] | Atom [%] | Mass Norm. [%] | Atom [%] | |
| Oxygen (O) | 50.81 | 63.76 | 47.65 | 64.17 |
| Aluminum (Al) | - | - | 12.89 | 10.29 |
| Potassium (K) | 22.85 | 11.73 | 1.07 | 0.59 |
| Calcium (Ca) | 10.18 | 5.10 | 12.12 | 6.51 |
| Carbon (C) | 7.91 | 13.23 | - | - |
| Magnesium (Mg) | 5.41 | 4.47 | - | - |
| Chlorine (Cl) | 2.16 | 1.22 | - | - |
| Silicon (Si) | 0.68 | 0.49 | 20.97 | 16.09 |
| Iron (Fe) | - | - | 4.25 | 1.64 |
| Sulfur (S) | - | - | 1.05 | 0.70 |
| SUM | 100 | 100 | 100 | 100 |
| Element | RC | CSA2.5 | CSA5.0 | CSA7.5 | CSA10 | CSA15 | CSA20 | CSA30 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | Mass [%] | Atom [%] | |
| Oxygen | 53.96 | 61.22 | 52.34 | 60.75 | 51.54 | 62.22 | 53.22 | 62.49 | 52.10 | 61.45 | 51.69 | 61.06 | 53.87 | 68.94 | 51.15 | 58.09 |
| Silicon | 20.69 | 13.38 | 20.94 | 13.84 | 24.86 | 17.10 | 22.12 | 14.80 | 25.22 | 16.95 | 28.48 | 19.17 | 33.66 | 25.54 | 13.73 | 8.88 |
| Carbon | 13.02 | 19.68 | 11.80 | 18.24 | 7.22 | 11.61 | 9.90 | 15.48 | 9.07 | 14.25 | 8.75 | 13.77 | - | - | 15.75 | 23.83 |
| Calcium | 10.39 | 4.71 | 12.13 | 5.62 | 7.74 | 3.73 | 10.45 | 4.99 | 8.43 | 3.97 | 5.44 | 2.56 | 7.04 | 3.60 | 16.32 | 7.40 |
| Aluminum | 1.13 | 0.76 | 1.75 | 1.20 | 4.04 | 2.89 | 2.12 | 1.48 | 2.64 | 185 | 2.70 | 1.89 | 1.96 | 1.49 | 1.15 | 0.77 |
| Iron | 0.81 | 0.26 | 1.04 | 0.35 | 2.02 | 0.70 | 1.29 | 0.43 | 1.13 | 0.38 | 1.16 | 0.39 | 2.39 | 0.88 | 0.93 | 0.30 |
| Sodium | - | - | - | - | 1.39 | 1.17 | - | - | 1.41 | 1.15 | 0.86 | 0.71 | - | - | - | - |
| Potassium | - | - | - | - | 1.19 | 0.59 | 0.70 | 0.34 | - | - | 0.91 | 0.44 | 1.08 | 0.56 | - | - |
| Magnesium | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 0.97 | 0.73 |
| SUM | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Șerbănoiu, A.A.; Grădinaru, C.M.; Cimpoeșu, N.; Filipeanu, D.; Șerbănoiu, B.V.; Cherecheș, N.C. Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash. Materials 2021, 14, 7177. https://doi.org/10.3390/ma14237177
Șerbănoiu AA, Grădinaru CM, Cimpoeșu N, Filipeanu D, Șerbănoiu BV, Cherecheș NC. Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash. Materials. 2021; 14(23):7177. https://doi.org/10.3390/ma14237177
Chicago/Turabian StyleȘerbănoiu, Adrian Alexandru, Cătălina Mihaela Grădinaru, Nicanor Cimpoeșu, Dumitru Filipeanu, Bogdan Vasile Șerbănoiu, and Nelu Cristian Cherecheș. 2021. "Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash" Materials 14, no. 23: 7177. https://doi.org/10.3390/ma14237177
APA StyleȘerbănoiu, A. A., Grădinaru, C. M., Cimpoeșu, N., Filipeanu, D., Șerbănoiu, B. V., & Cherecheș, N. C. (2021). Study of an Ecological Cement-Based Composite with a Sustainable Raw Material, Sunflower Stalk Ash. Materials, 14(23), 7177. https://doi.org/10.3390/ma14237177