
Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil


 ,
, 
 and
and {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Specimens
2.2. Substrate Materials
2.3. Coatings
2.4. Lubricating Oils
2.5. Test Methods
- −
- a run-in phase at 1334 N for 3 min;
- −
- the first phase of the test at 2224 N—for 1 min or up to failure;
- −
- if no failure is observed, the second phase is performed at 3336 N—for 1 min or up to failure; and
- −
- if no failure is observed, the third phase is performed at 4448 N until failure occurs.
- −
- a sharp rise of the friction torque by 1.13 Nm occurs above the steady-state value;
- −
- the shear pin breaks;
- −
- maintaining the load is impossible; or
- −
- reaching a total time of 10,000 s excluding 3 min (run-in).
- −
- a run-in phase at 1334 N for 5 min; then
- −
- the regular test, in which the load continuously increases until failure occurs or until the maximum load is reached.
- −
- the shear pin breaks; or
- −
- the test pin breaks.
- −
- a rotational speed of 1450 rpm;
- −
- an applied load of 3924 N (400 kgf); and
- −
- the run duration, until pitting occurs.
2.6. Tribological and Analytical Instruments
- −
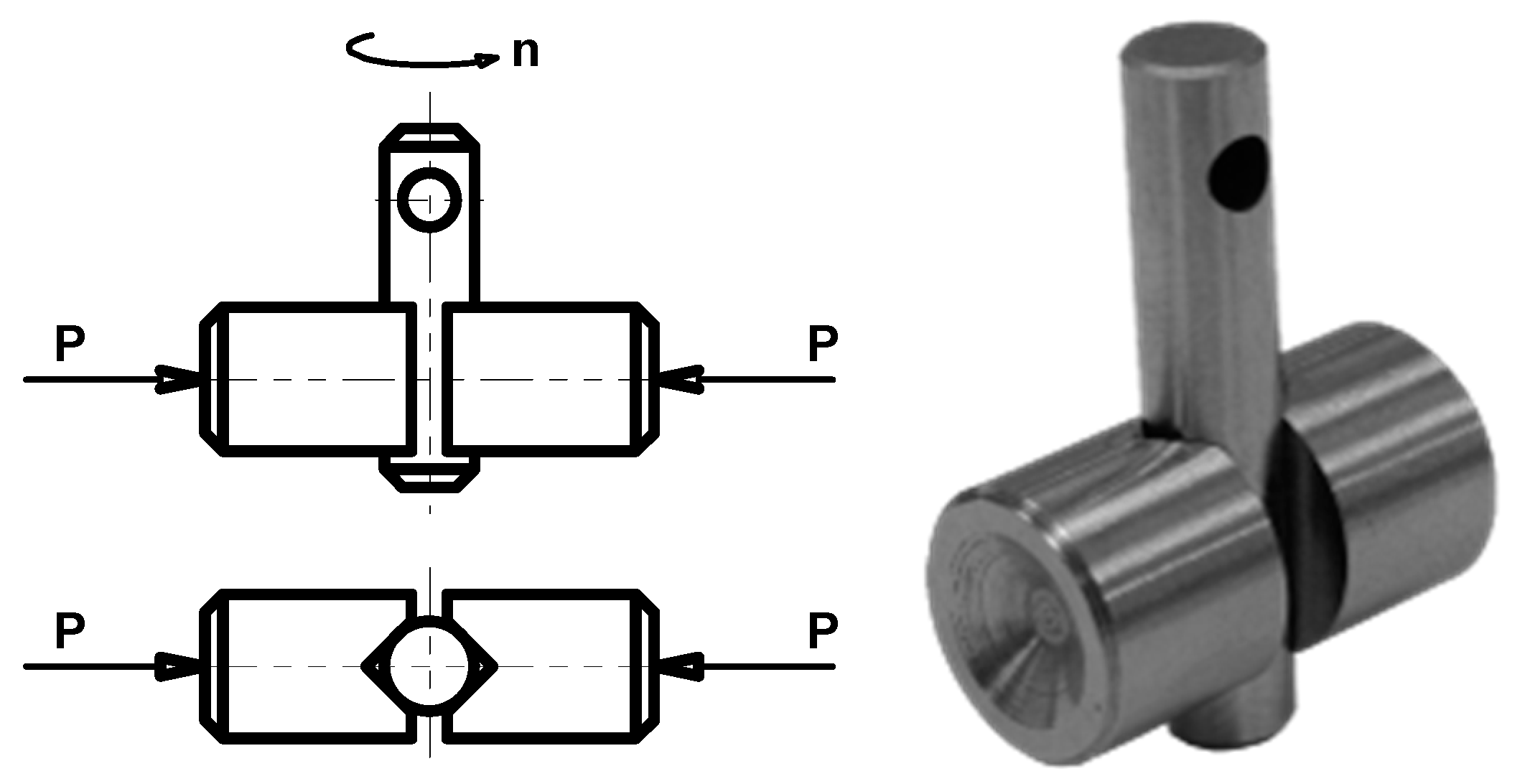
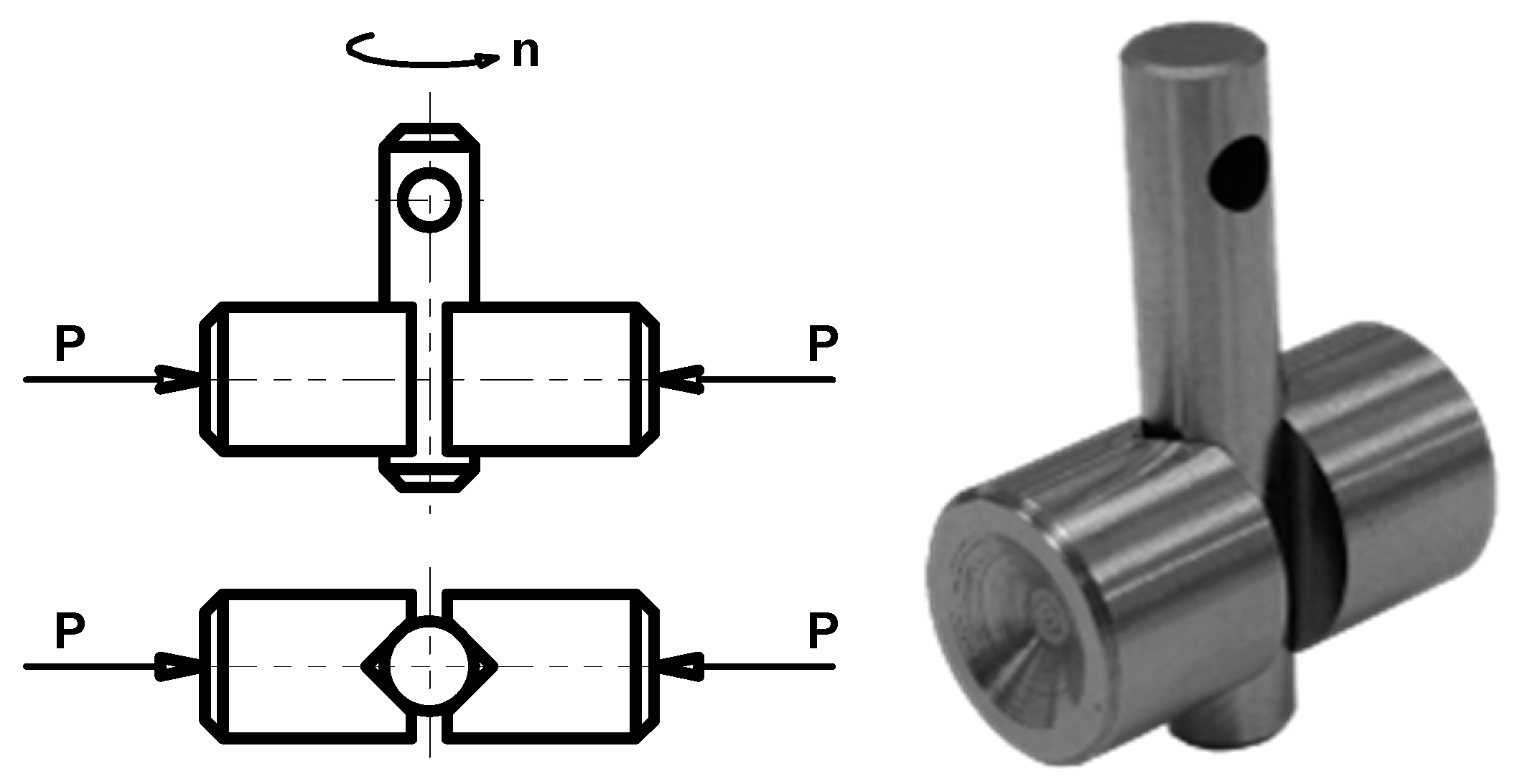
- a T-09 pin and vee block tribotester produced by the Łukasiewicz—Institute for Sustainable Technologies, Radom, Poland; it was used to test the resistance to abrasive wear and scuffing;
- −
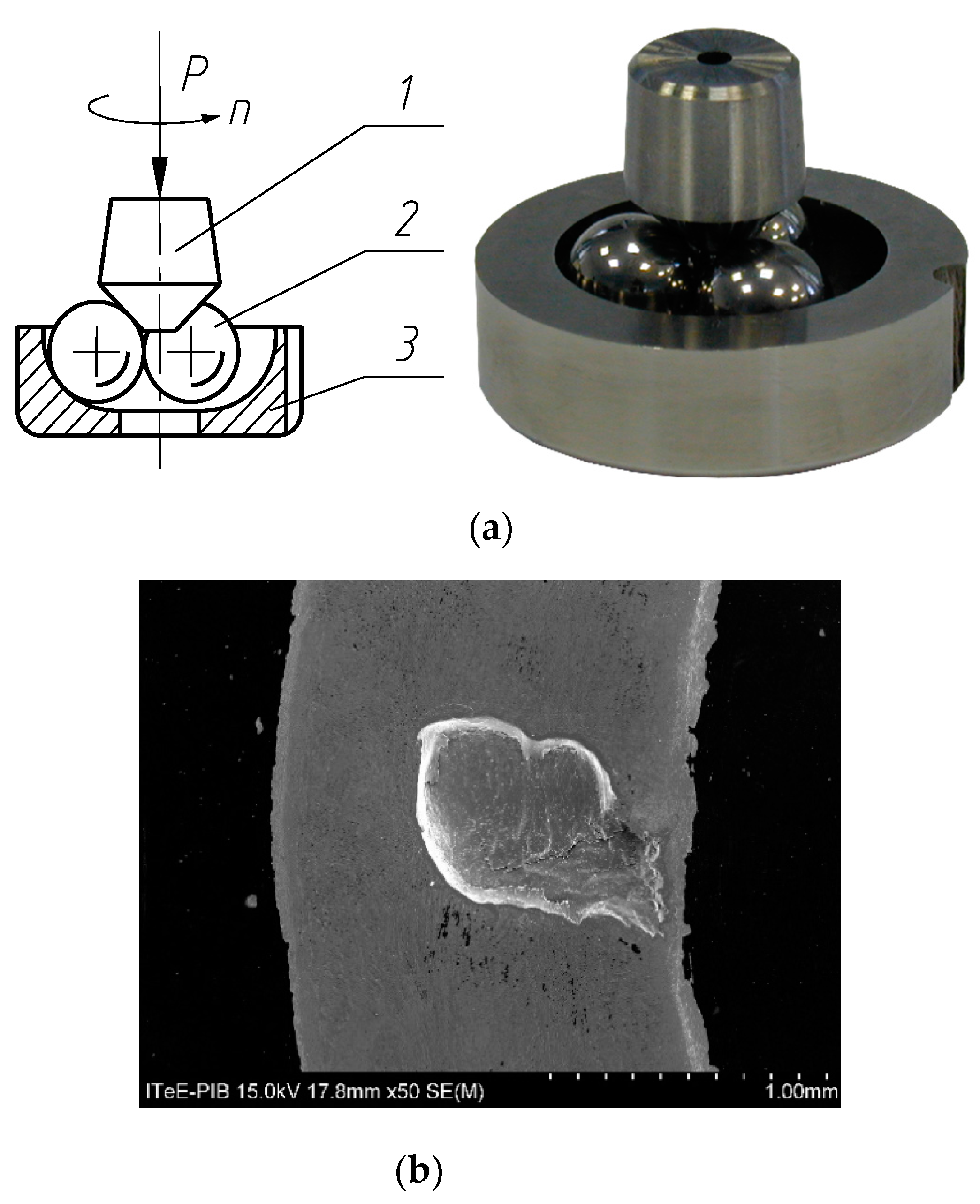
- a T-02U four-ball testing machine produced by the Łukasiewicz—Institute for Sustainable Technologies, Radom, Poland; it was used to determine the resistance to pitting and according to the test method described in the work [36], the top ball was replaced with a cone.
- −
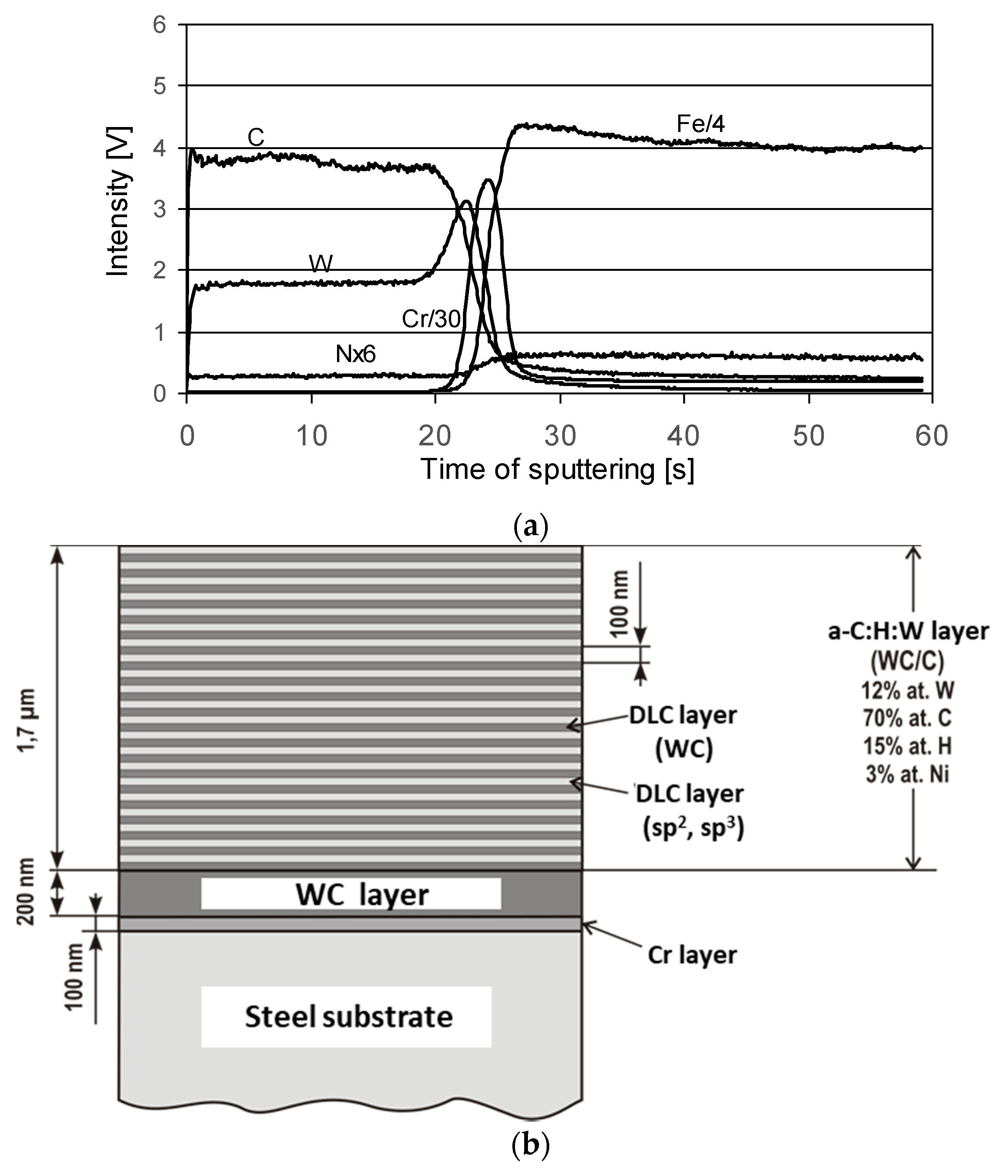
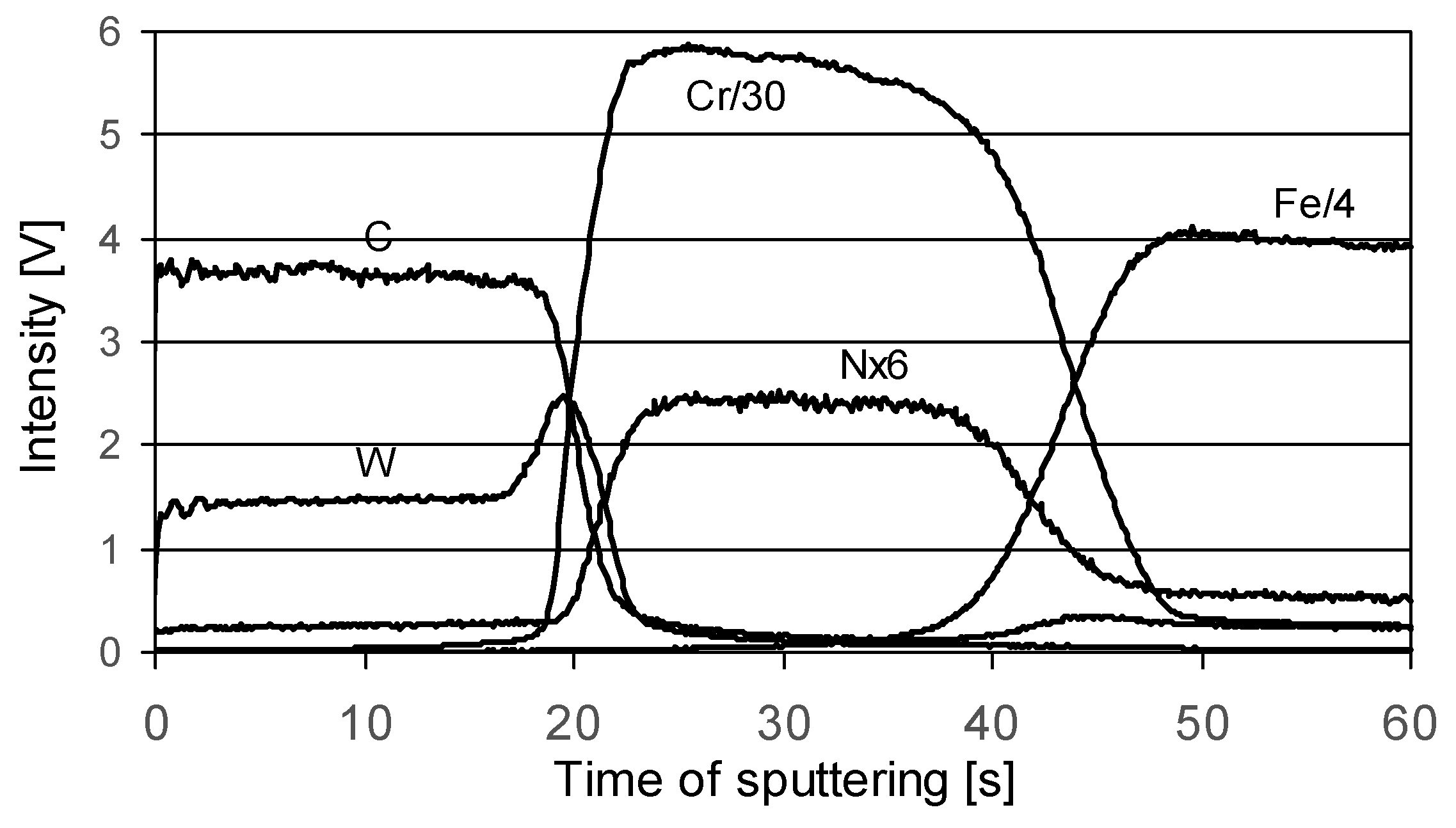
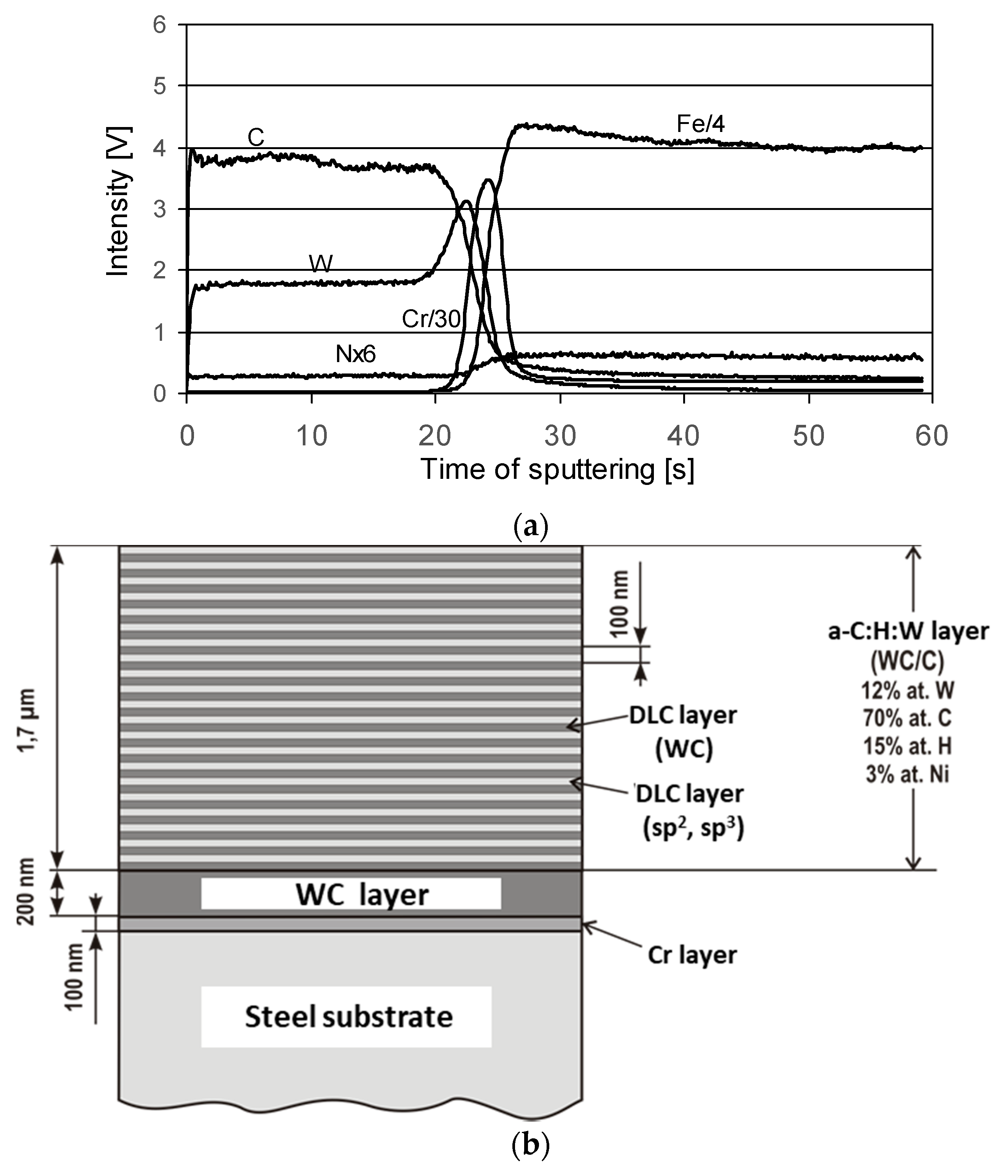
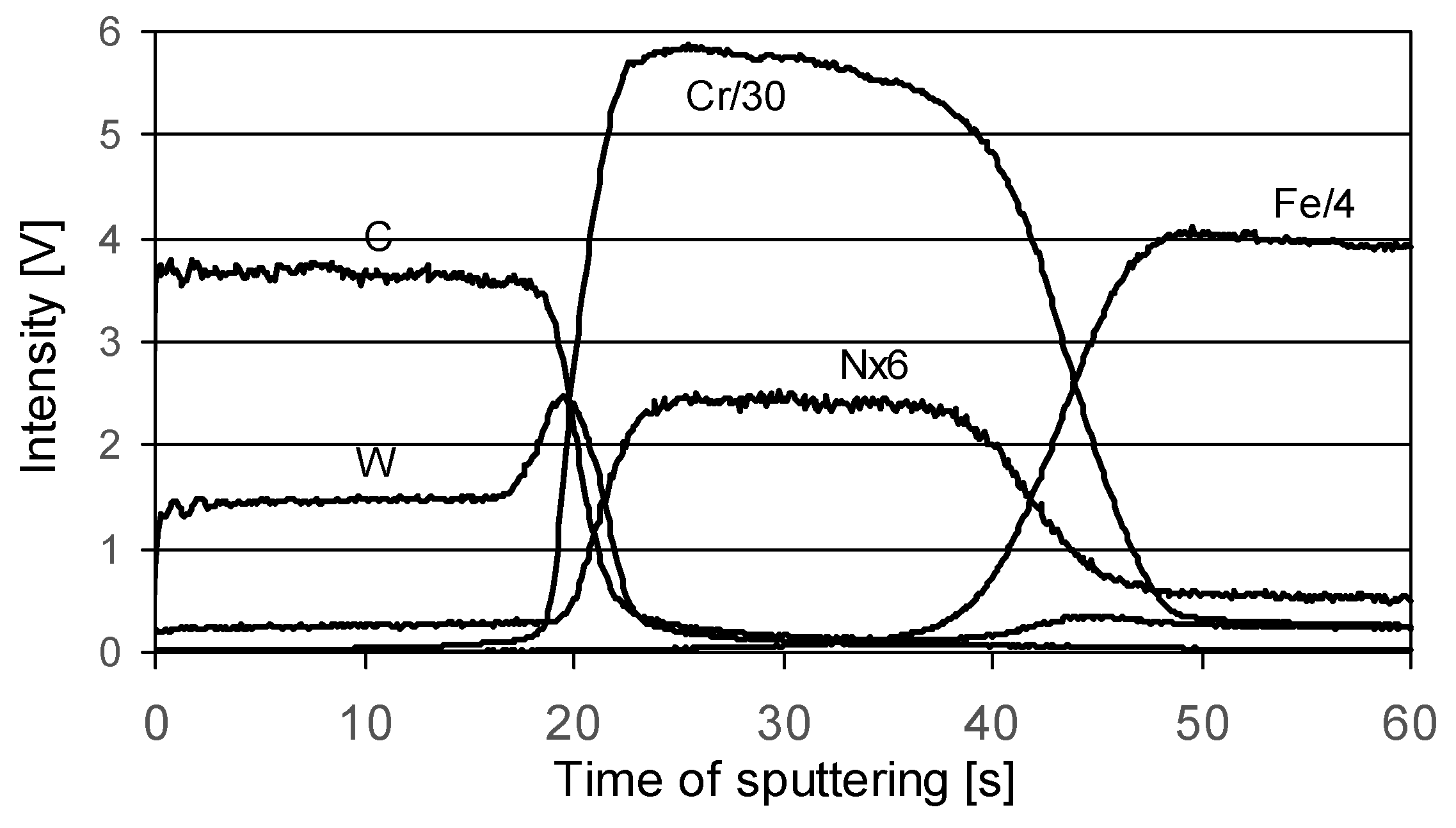
- a JY 10000 RF glow discharge optical emission spectrometer (GDOES) produced by Jobin Yvon Horiba, Palaiseau, France, for depth profiling (qualitative analysis at the pressure of 600 Pa and power of 30 W);
- −
- a CALOWEAR calotester, produced by CSM, Peseux, Switzerland, for the measurement of the coating thickness (100Cr6 steel ball of 25.4-mm diameter, shaft speed of 400 rpm, 500-m distance);
- −
- a REVETEST scratch tester, produced by CSM, Peseux, Switzerland, for the measurement of adhesion (Rockwell C-type indenter, linearly increasing load from 0 to 100 N, constant load increasing rate of 10 N/mm);
- −
- a NanoHardness Tester, produced by CSM, Peseux, Switzerland (Berkovich indenter, indenter cavity not exceeding 10% of the coating thickness, load of 5 mN); and,
- −
- a Form Talysurf PGI 830 stylus profilometer, produced by Taylor Hobson, Leicester, UK, for the measurement of the coating roughness (stylus radius of 2 μm, Gaussian filtering).
- −
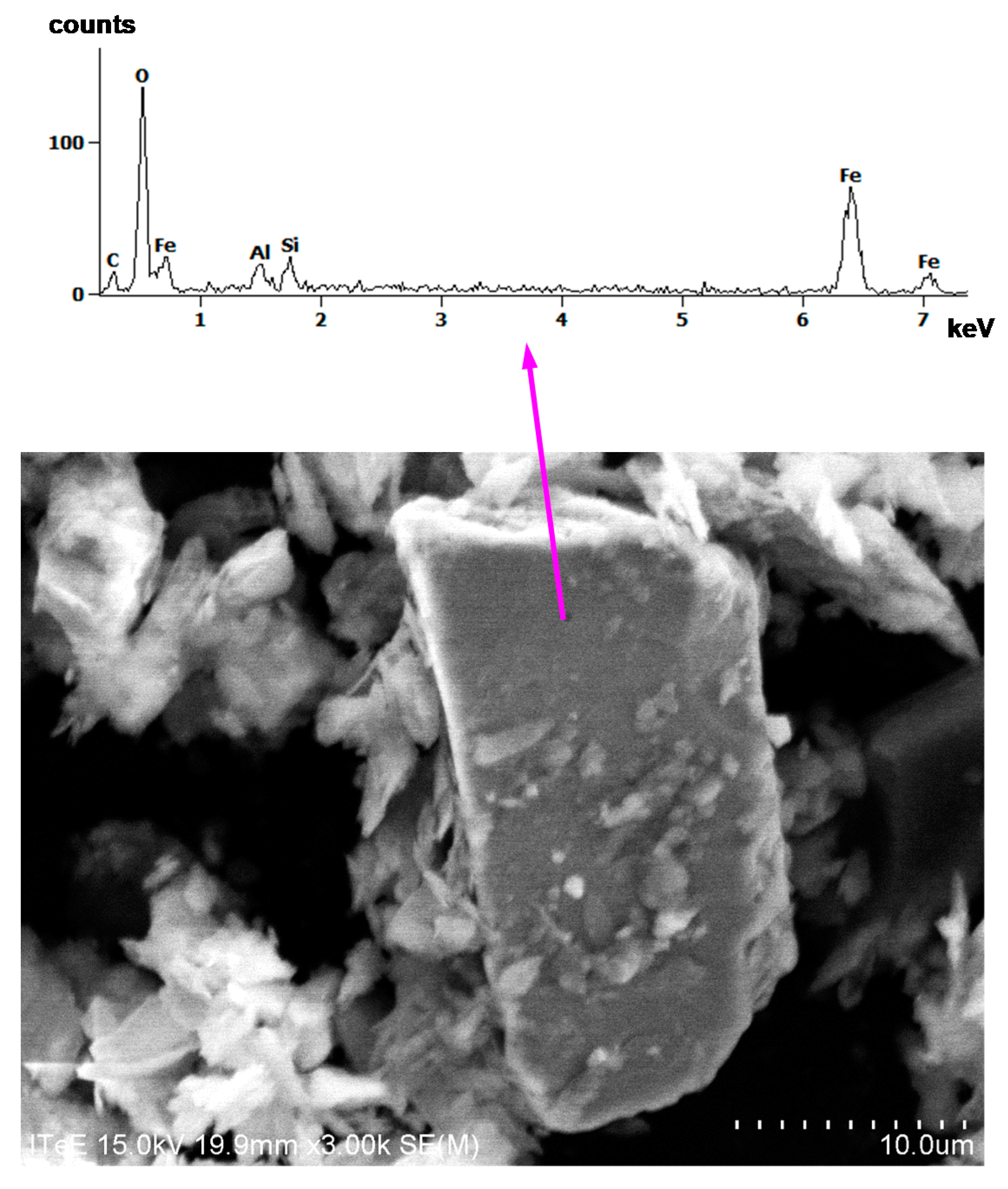
- a SU-70 field-emission scanning electron microscope (FE-SEM), produced by Hitachi, Tokyo, Japan, integrated with an NSS 312 energy dispersive spectrometer (EDS) produced by Thermo Scientific, Madison, Wisconsin, USA, for surface imaging in microscale and elemental analysis (acceleration voltage of 15 kV, take-off angle of 30°);
- −
- a D8 DISCOVER X-ray diffractometer (XRD) produced by Bruker, Karlsruhe, Germany, for determination of the crystal lattice deformation, based on which the residual (subsurface) stresses in the samples were calculated by means of the Leptos 7.6 Stress software with an implemented Sin2ψ method (cobalt X ray tube, generator power of 1400 W);
- −
- a CCI optical profilometer, produced by Taylor Hobson, Leicester, UK, for 3D surface imaging at the micro scale and the measurement of surface roughness (10× magnification);
- −
- a Q-scope 250 atomic force microscope (AFM) produced by the Quesant Instrument Corporation, Agoura Hills, USA, or 3D surface imaging at the nano scale (contact-mode measurement); and,
- −
- a MM-40 optical microscope produced by Nikon, Tokyo, Japan (100× magnification);
- −
- an FM-800 Series microhardness tester produced by FUTURE TECH Corp., Tokyo, Japan (Vickers indenter, load of 100 gf).
2.7. Statistical Analysis
3. Results and Discussion
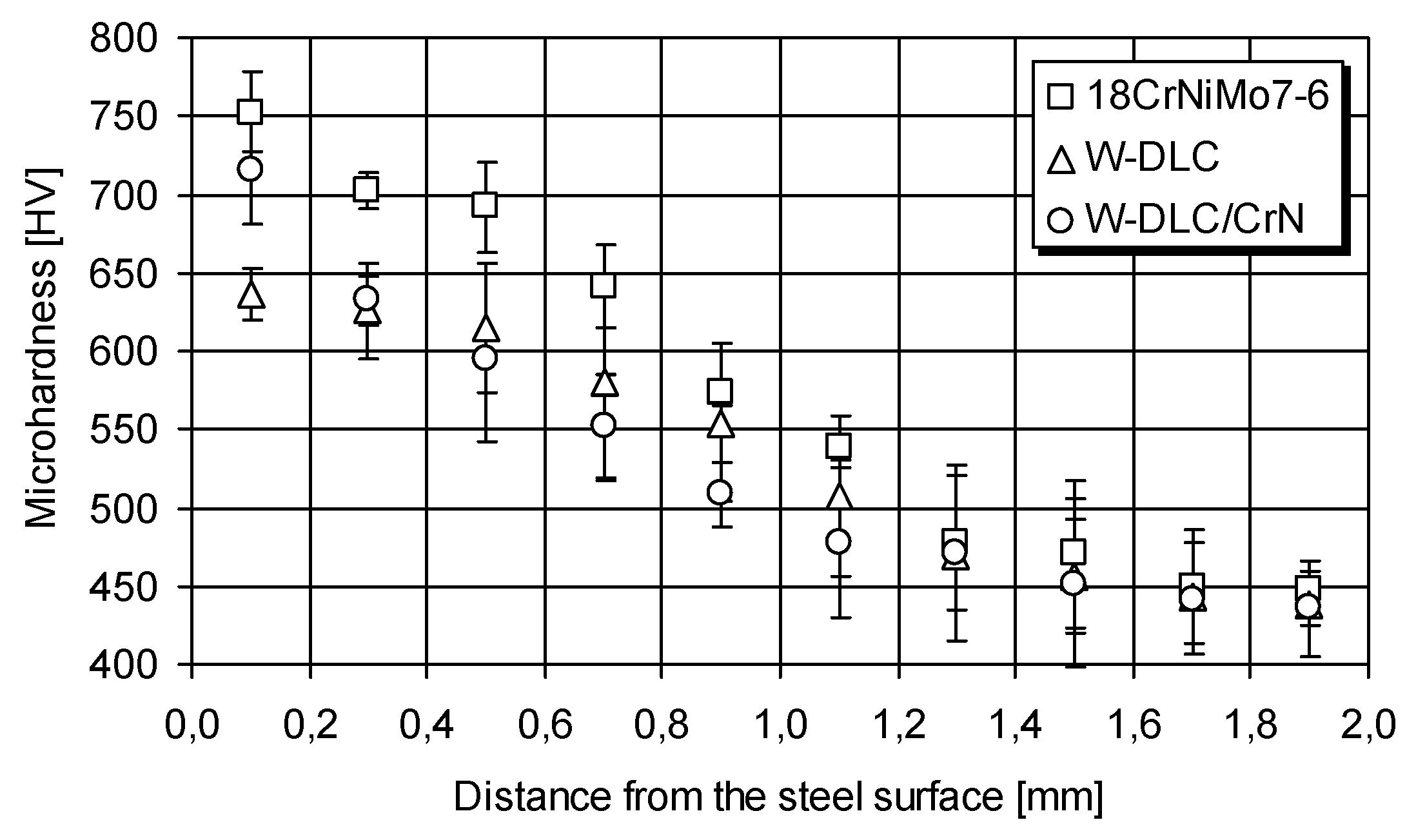
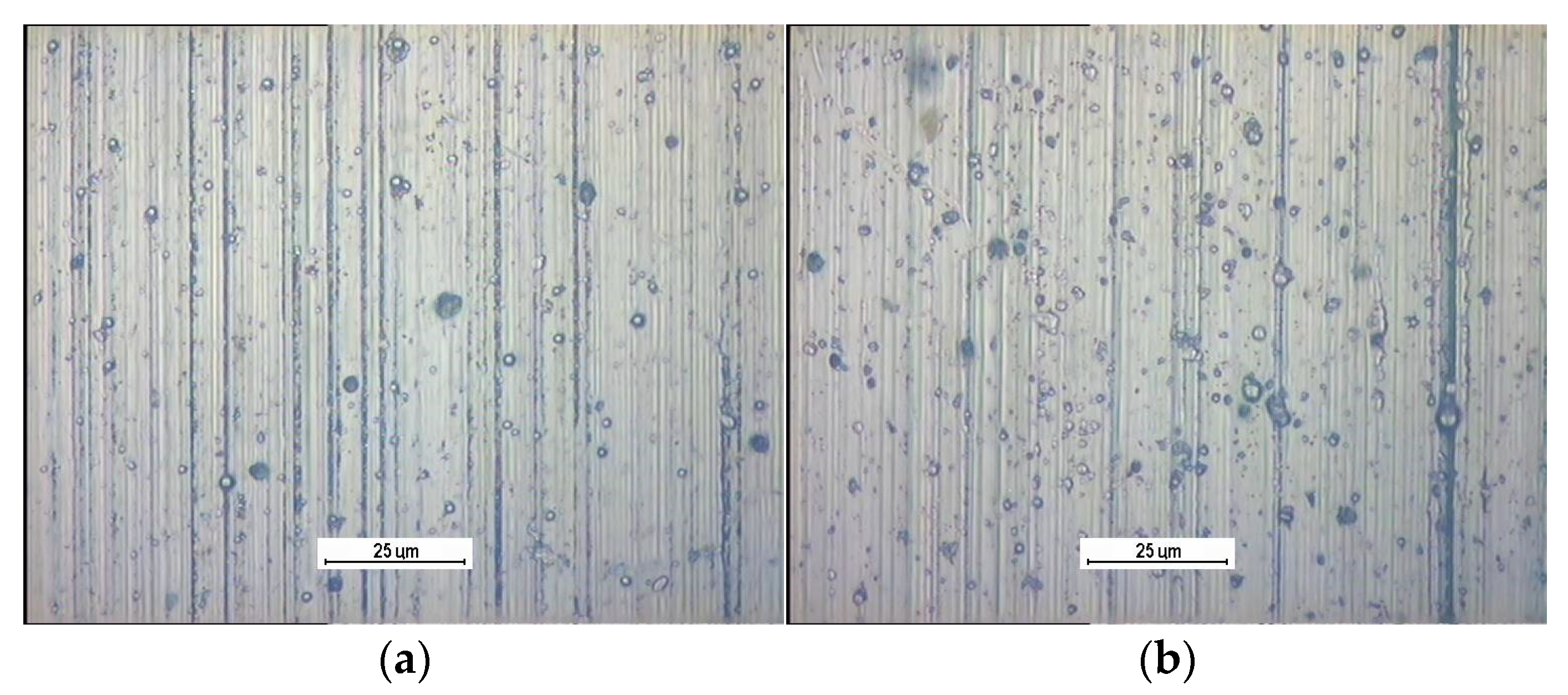
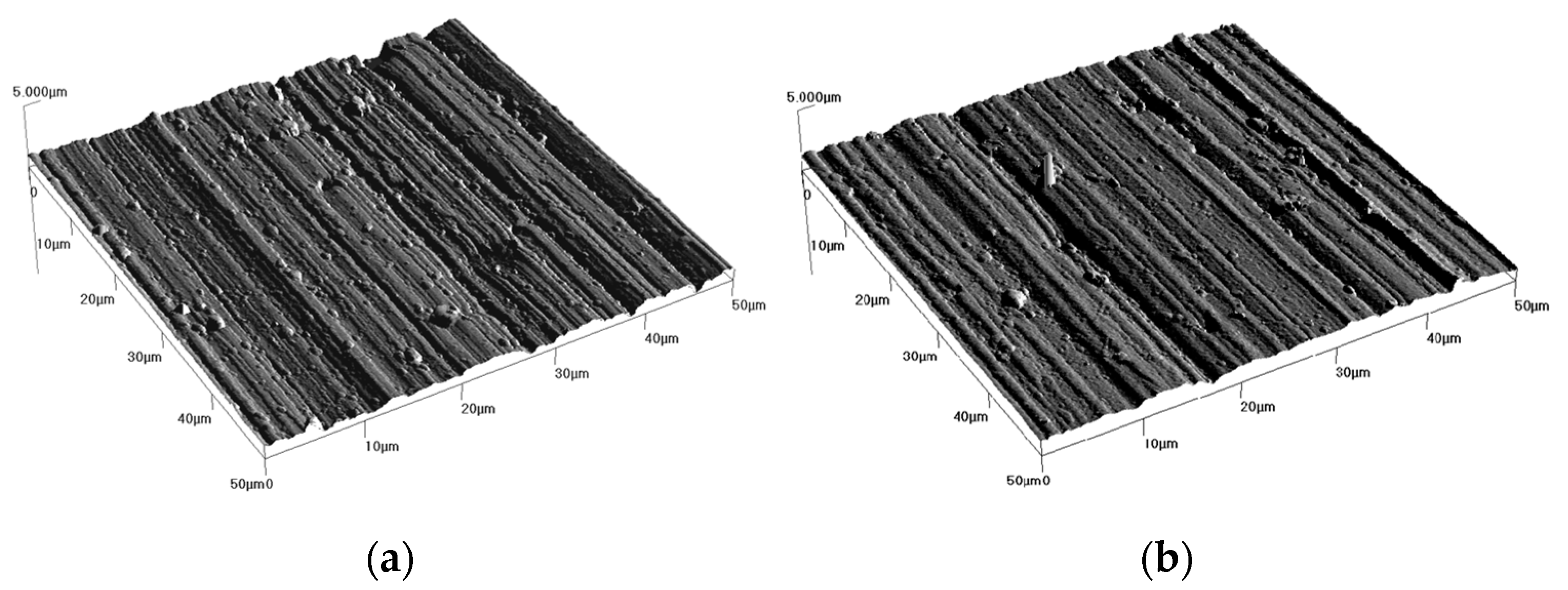
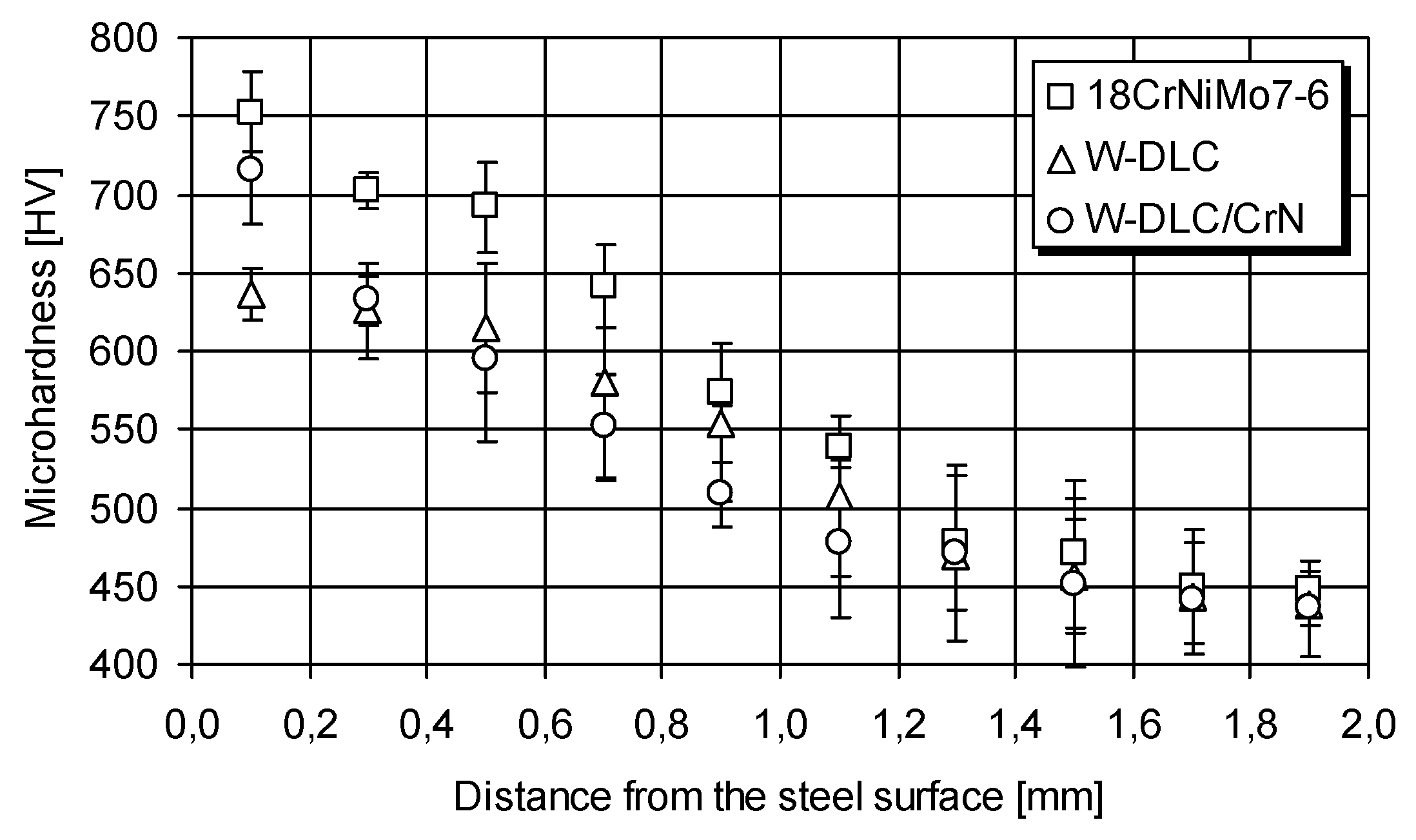
3.1. Coating Characterisation
3.2. Tribological Behaviour of the DLC Coatings
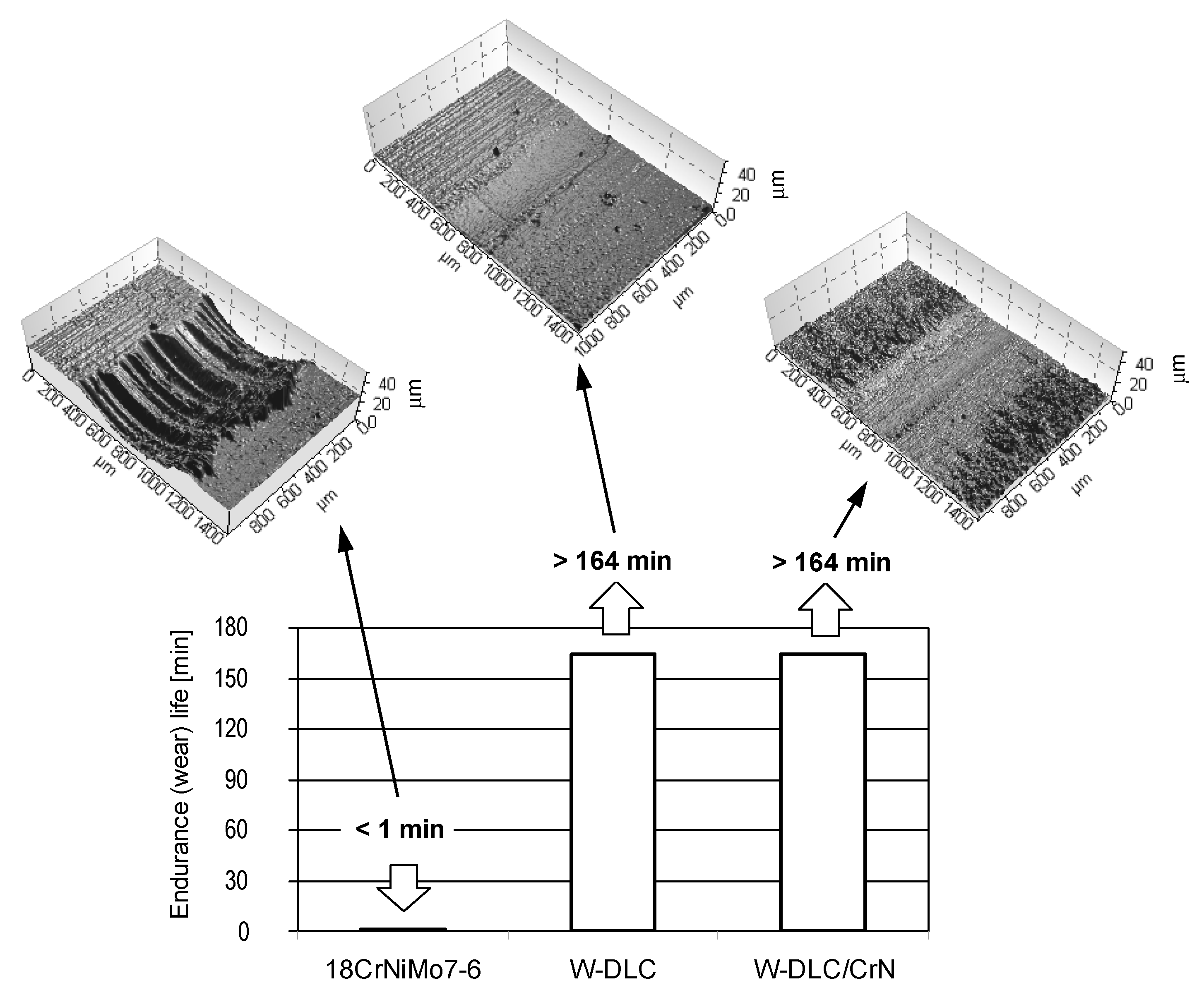
3.2.1. Abrasion Tests
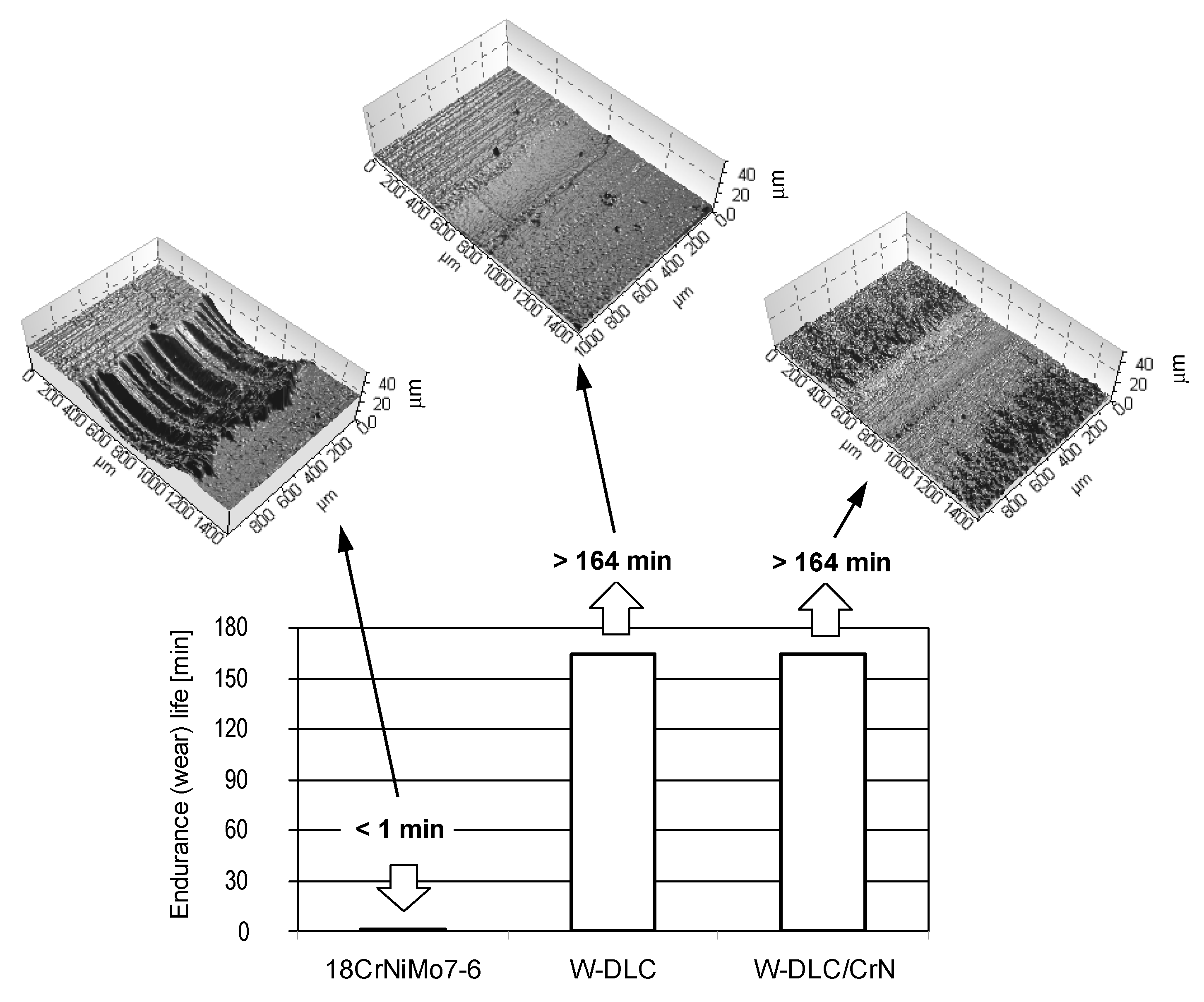
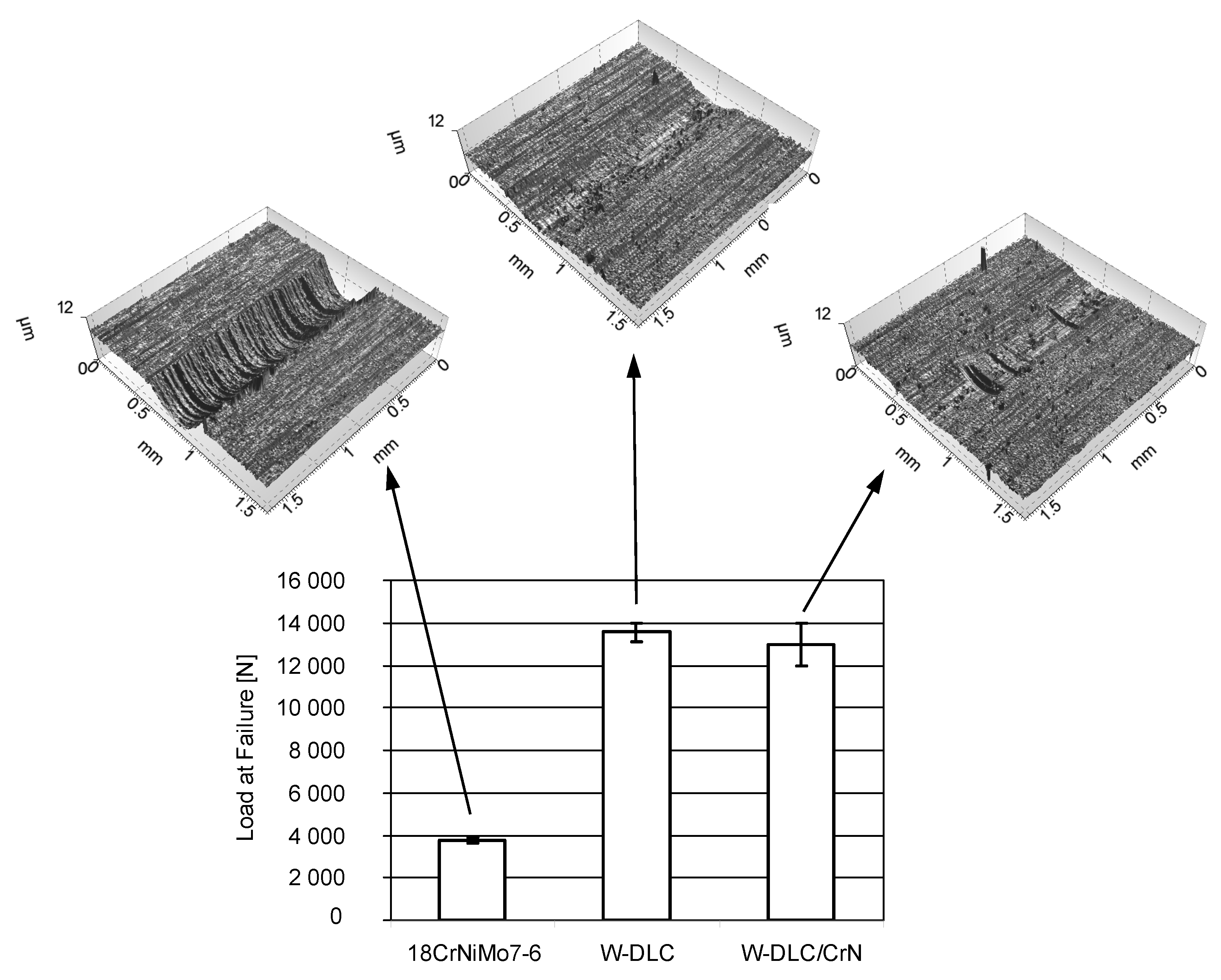
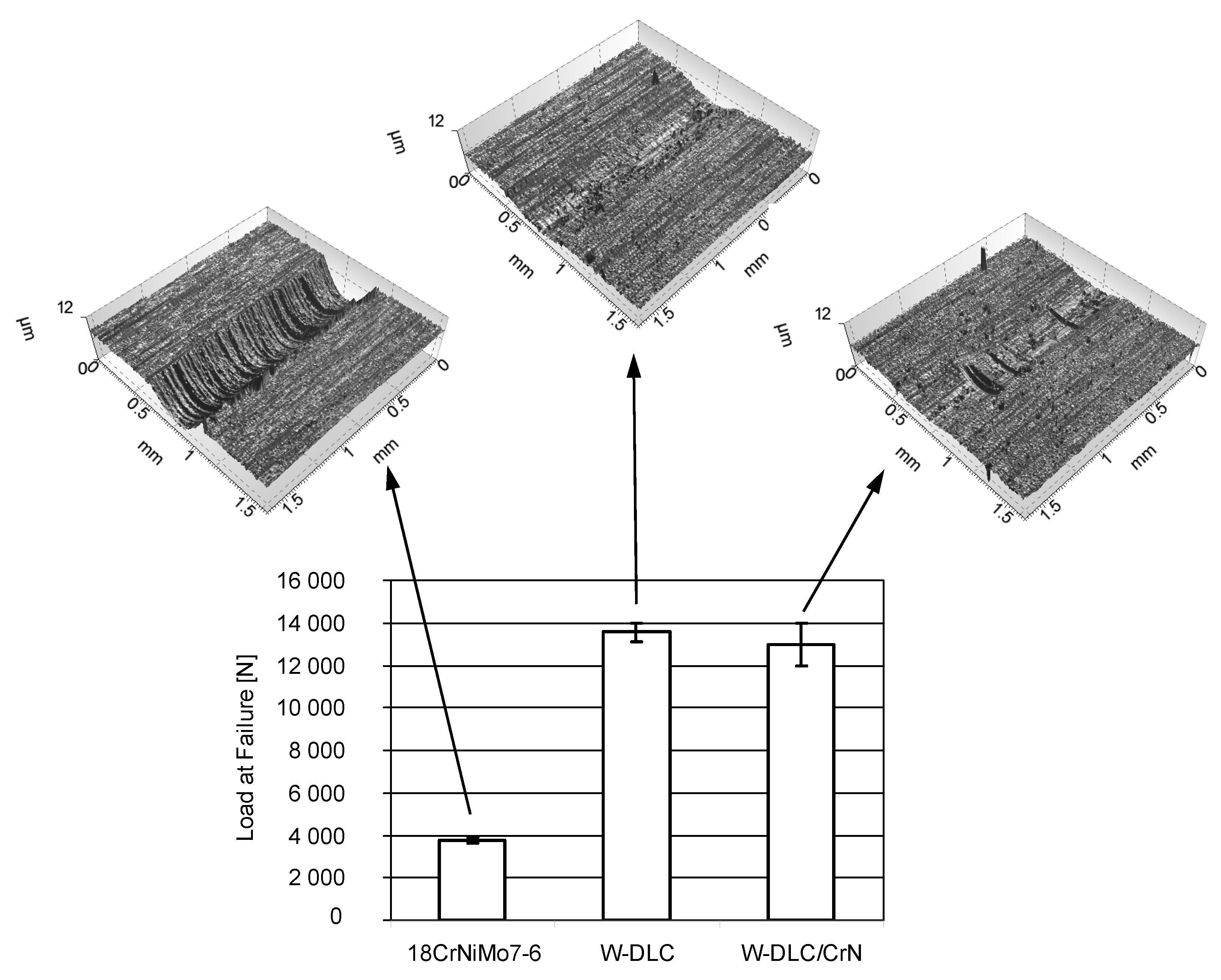
3.2.2. Scuffing Tests
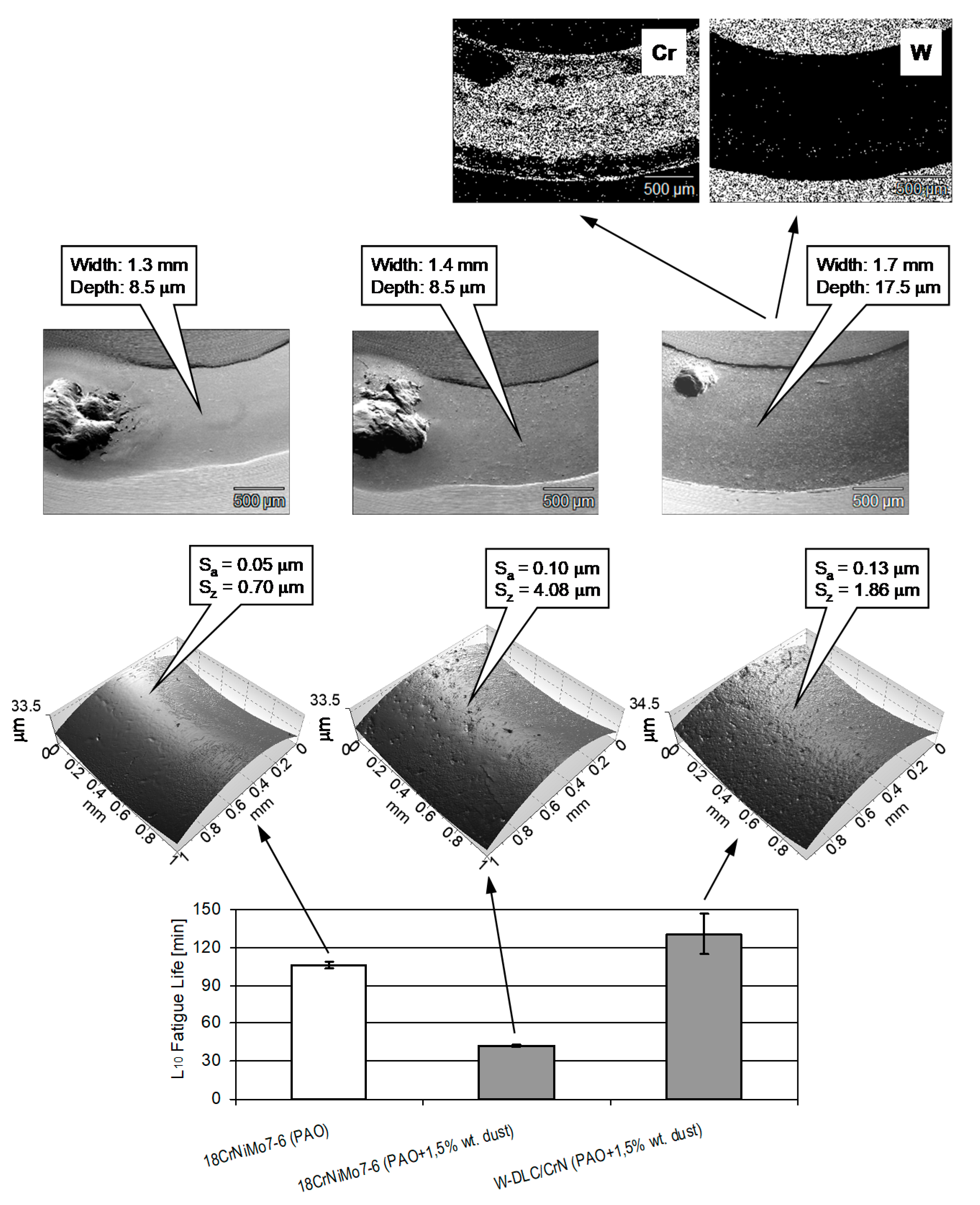
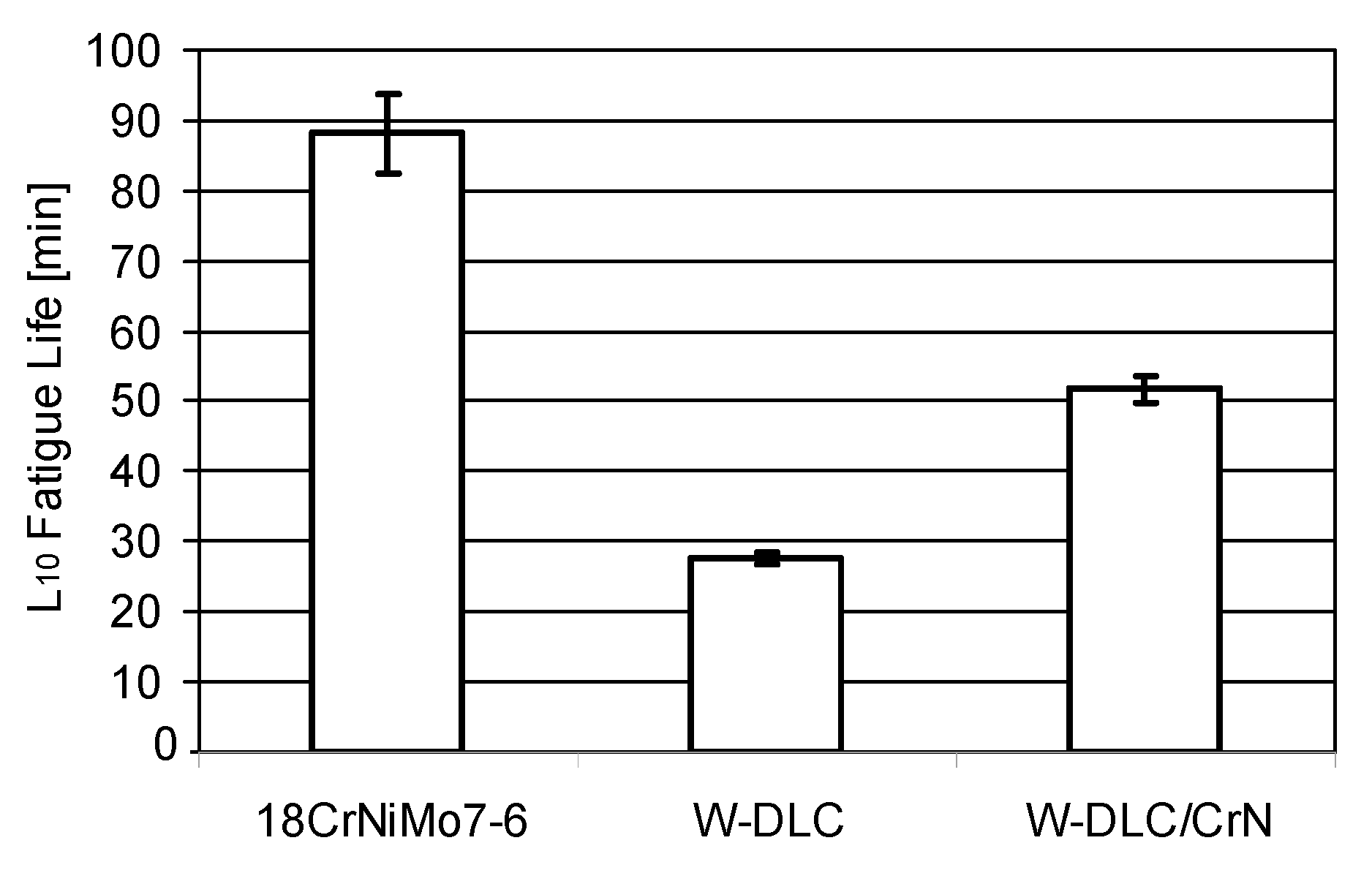
3.2.3. Pitting Tests
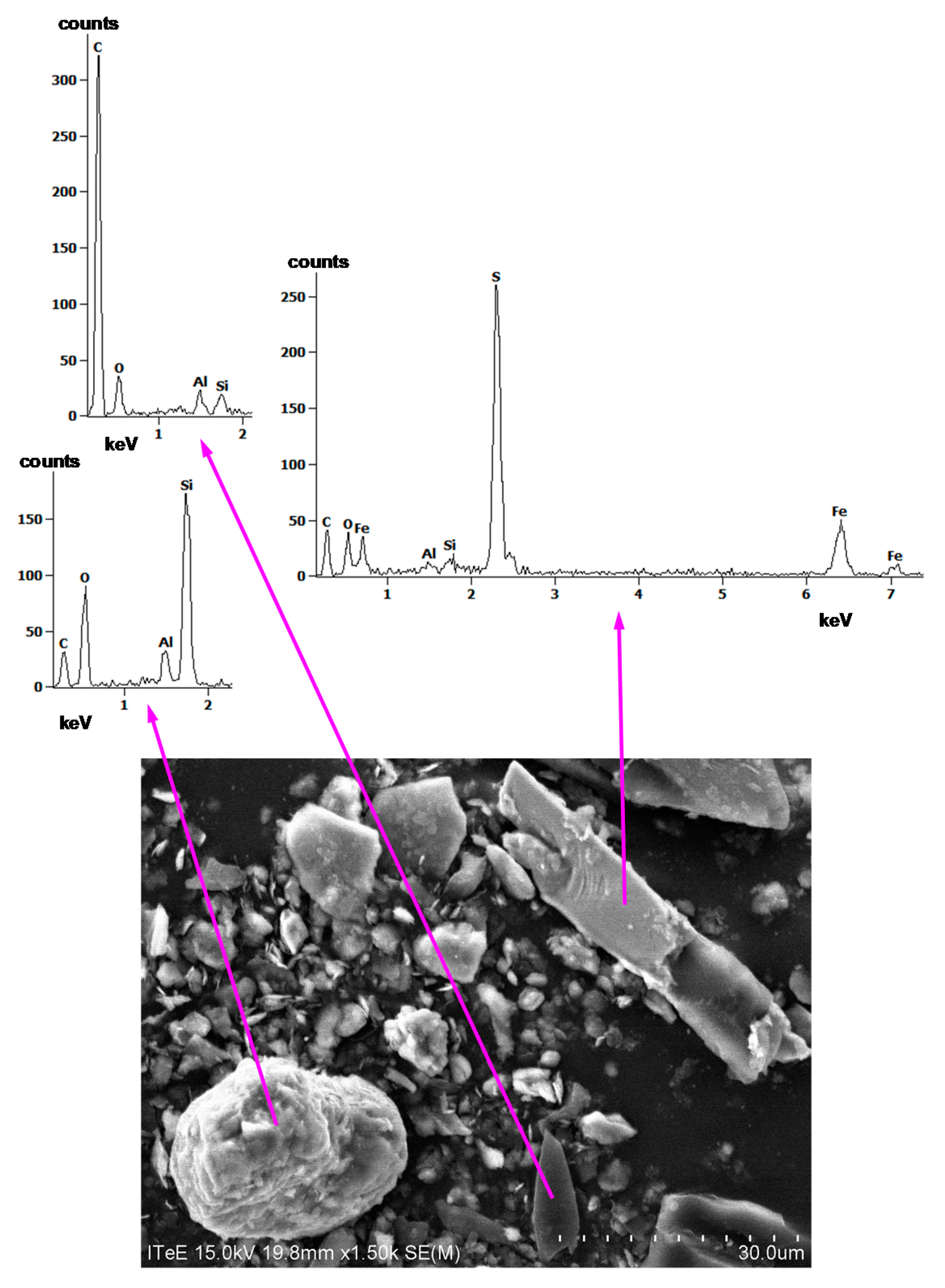
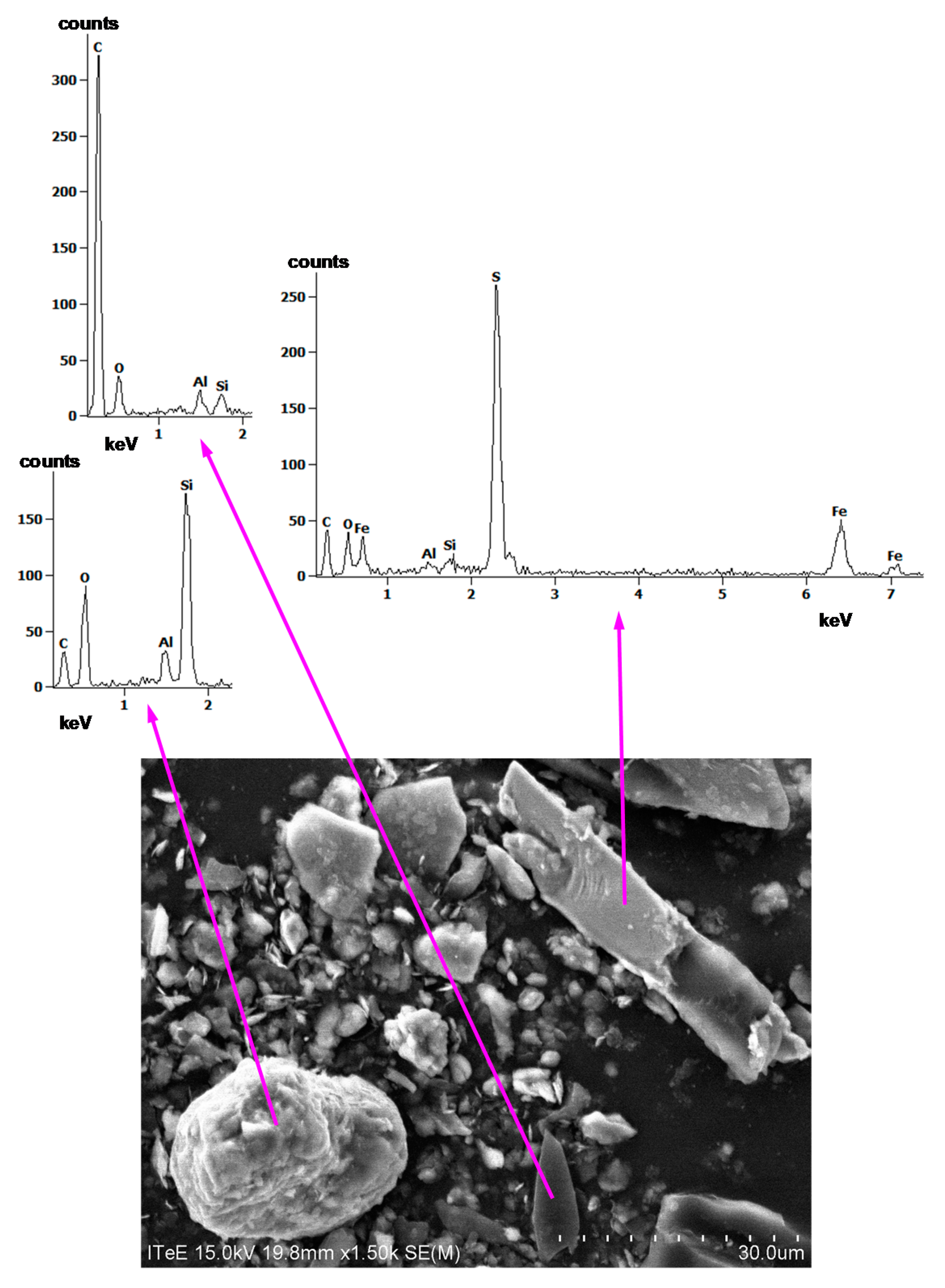
3.3. Testing Using Contaminated Oil
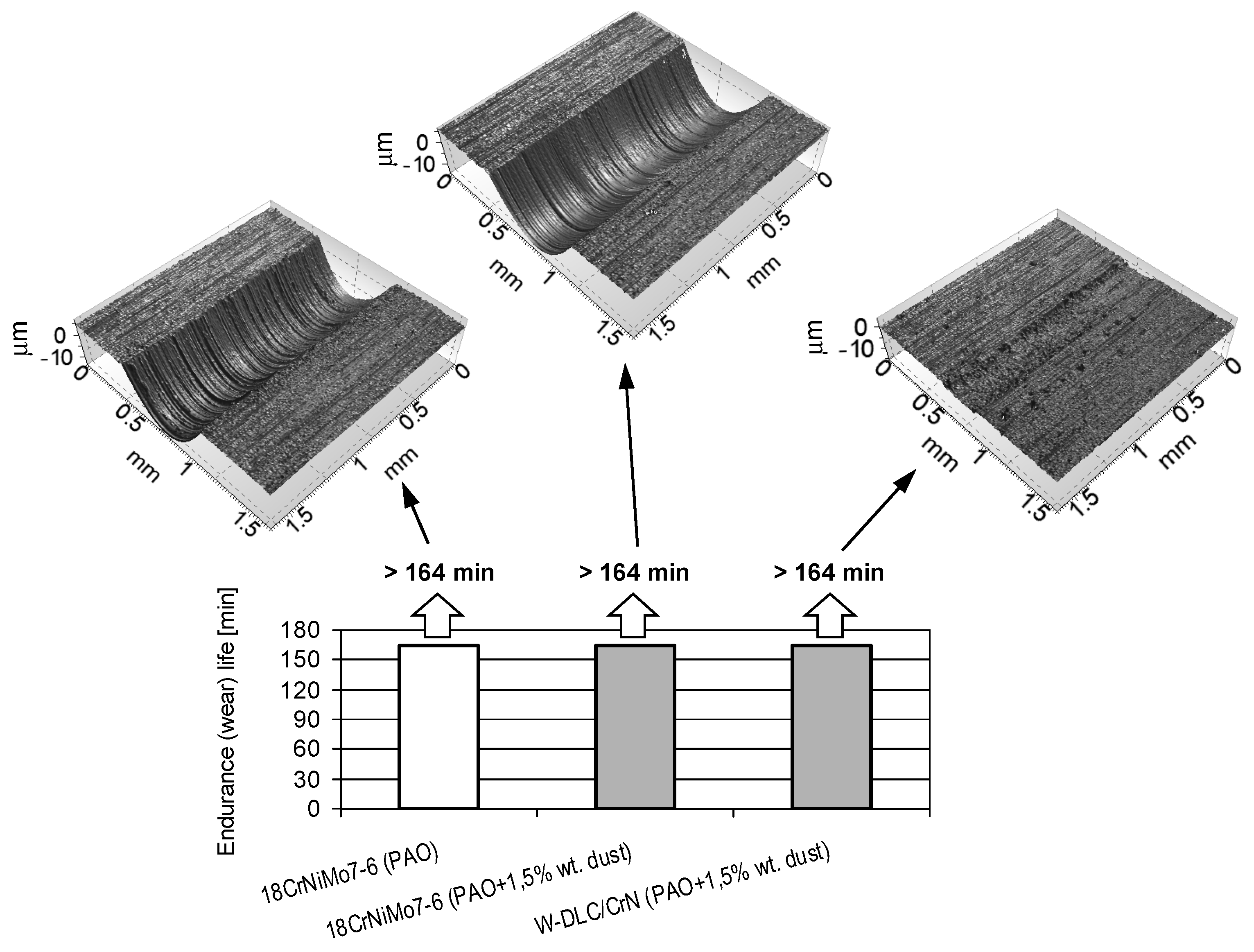
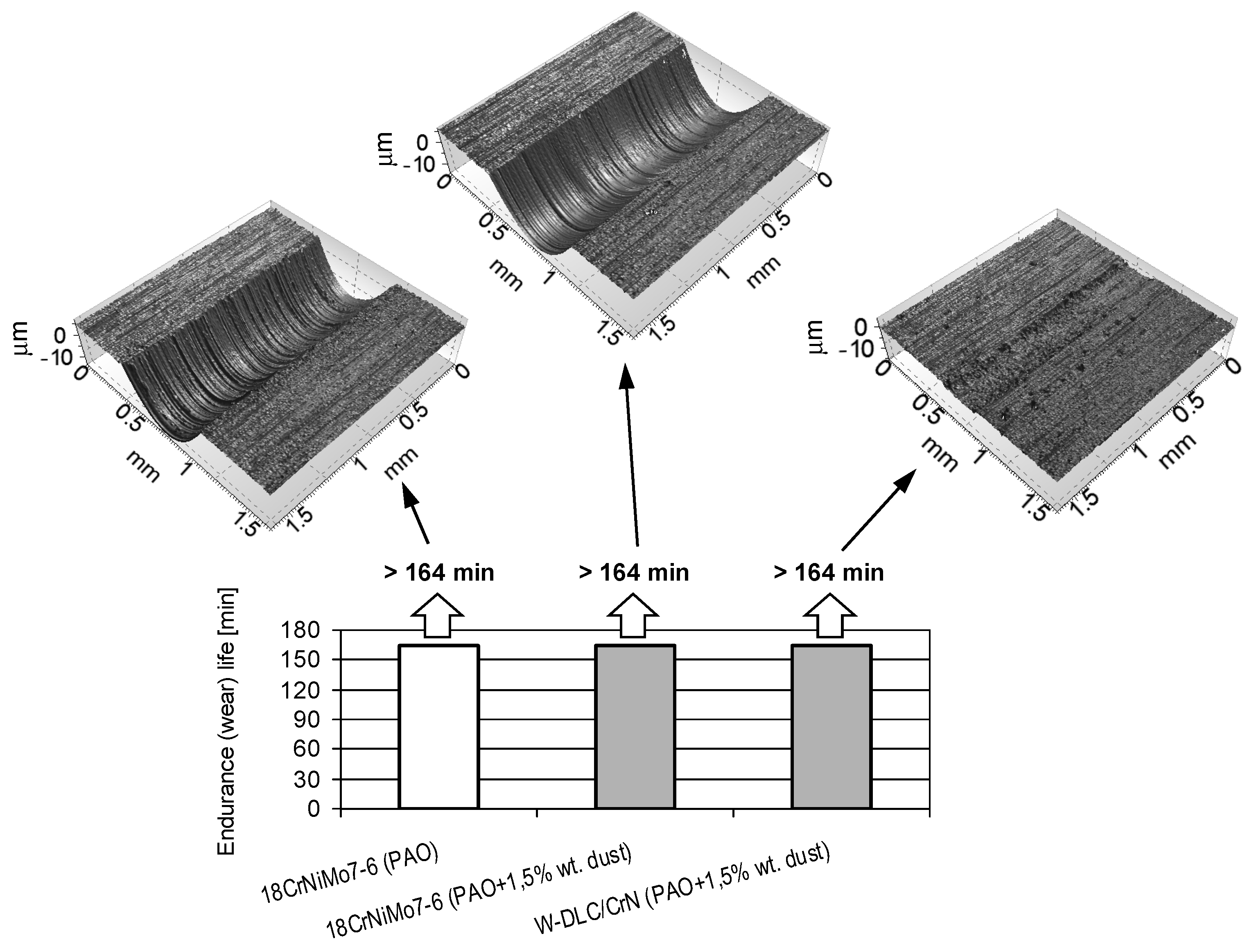
3.3.1. Abrasion Tests
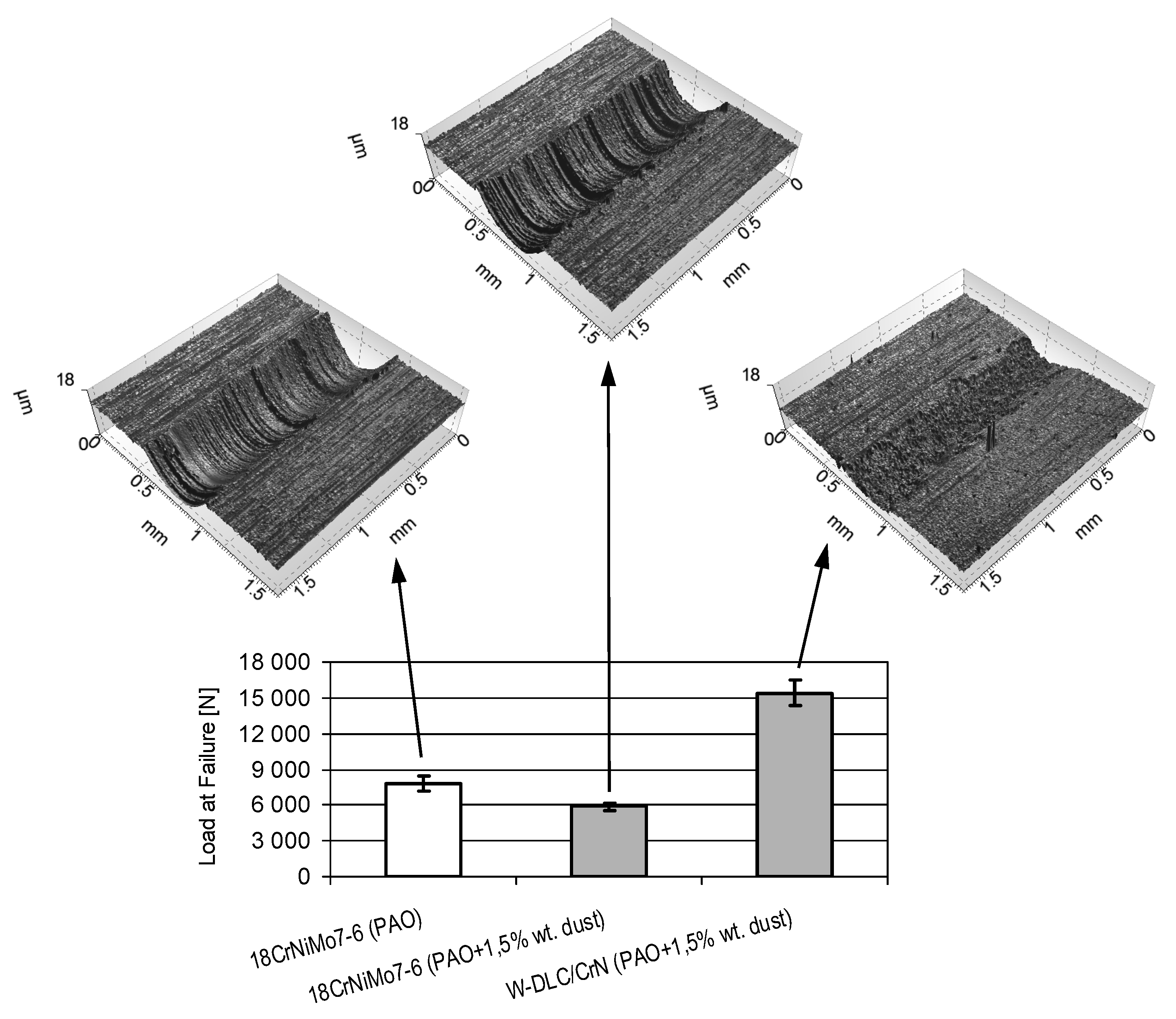
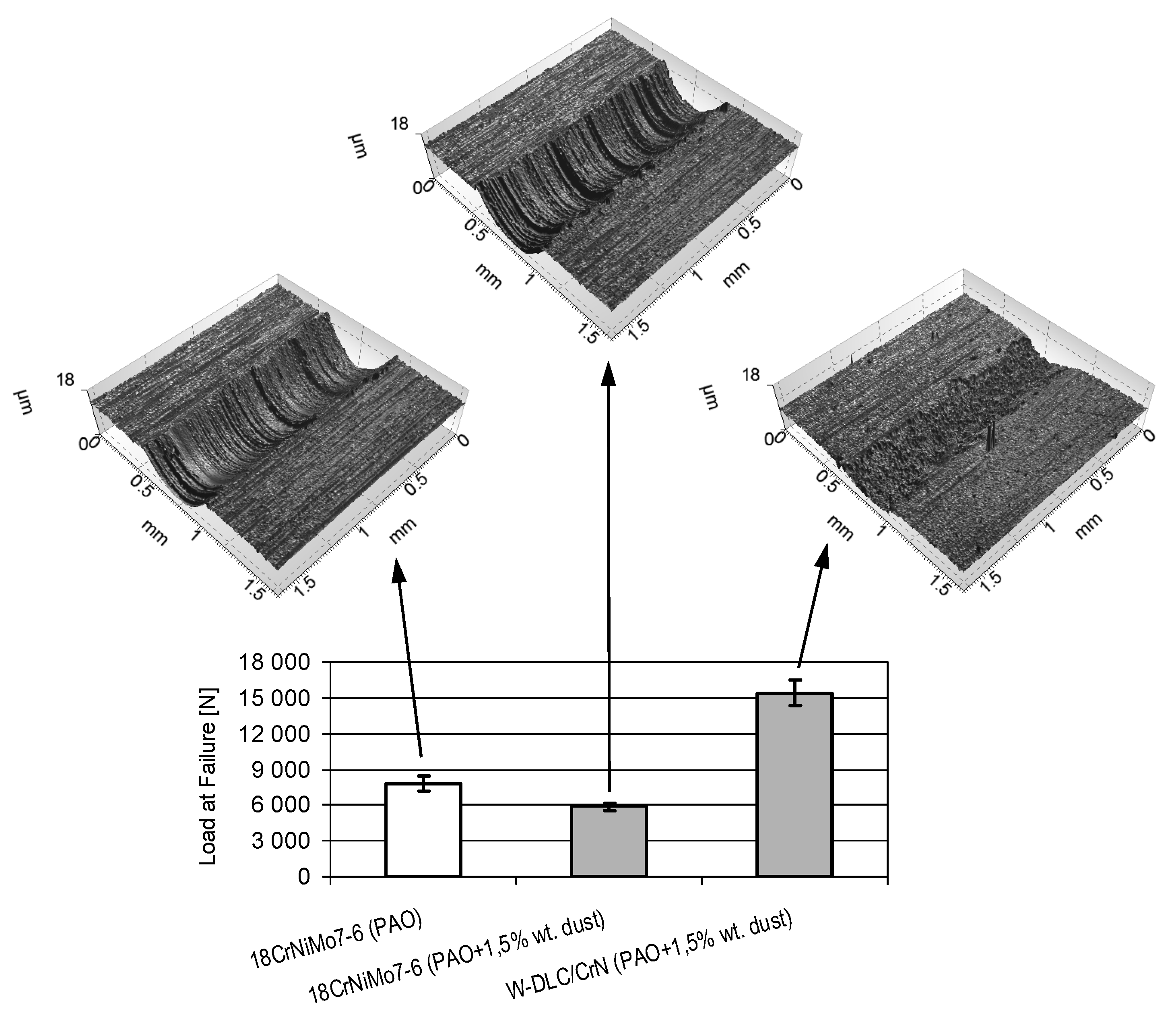
3.3.2. Scuffing Tests
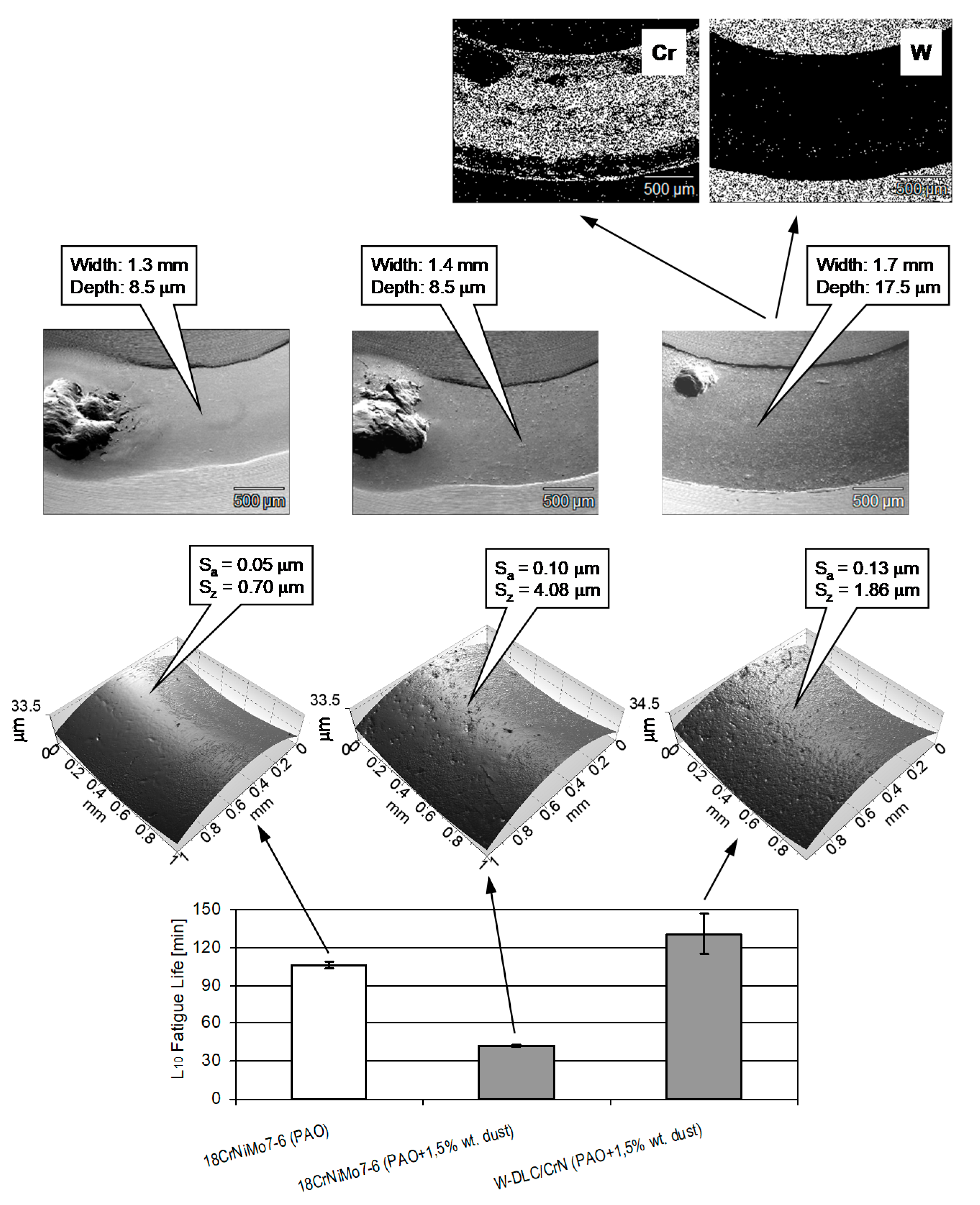
3.3.3. Pitting Tests
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tuszynski, W.; Kalbarczyk, M.; Michalak, M.; Michalczewski, R.; Wieczorek, A. The effect of WC/C coating on the wear of bevel gears used in coal mines. Mater. Sci. (Medžiagotyra) 2015, 21, 358–363. [Google Scholar] [CrossRef] [Green Version]
- Kalin, M.; Vižintin, J. The tribological performance of DLC-coated gears lubricated with biodegradable oil in various pinion/gear material combinations. Wear 2005, 259, 1270–1280. [Google Scholar] [CrossRef]
- Martins, R.C.; Moura, P.S.; Seabra, J.O. MoS2/Ti antifriction coating for gears. Tribol. Int. 2006, 39, 1686–1697. [Google Scholar] [CrossRef]
- Michalczewski, R.; Kalbarczyk, M.; Tuszynski, W.; Szczerek, M. The scuffing resistance of WC/C coated spiral bevel gears. Key Eng. Mater. 2014, 604, 36–40. [Google Scholar] [CrossRef]
- Ronkainen, H.; Elomaa, O.; Varjus, S.; Kilpi, L.; Jaatinen, T.; Koskinen, J. The influence of carbon based coatings and surface finish on the tribological performance in high-load contacts. Tribol. Int. 2016, 96, 402–409. [Google Scholar] [CrossRef]
- Beilicke, R.; Bobach, L.; Bartel, D. Transient thermal elastohydrodynamic simulation of a DLC coated helical gear pair considering limiting shear stress behavior of the lubricant. Tribol. Int. 2016, 97, 136–150. [Google Scholar] [CrossRef]
- Liu, H.; Zhu, C.; Zhang, Y.; Wang, Z.; Song, C. Tribological evaluation of a coated spur gear pair. Tribol. Int. 2016, 99, 117–126. [Google Scholar] [CrossRef]
- Fujii, M.; Seki, M.; Yoshida, A. Surface durability of WC/C-coated case-hardened steel gear. J. Mech. Sci. Technol. 2010, 24, 103–106. [Google Scholar] [CrossRef]
- Michalczewski, R.; Kalbarczyk, M.; Piekoszewski, W.; Szczerek, M.; Tuszynski, W. The rolling contact fatigue of WC/C-coated spur gears. J. Eng. Tribol. 2013, 227, 850–860. [Google Scholar] [CrossRef]
- Michalczewski, R.; Piekoszewski, W.; Szczerek, M.; Tuszynski, W.; Antonov, M. The rolling contact fatigue of PVD coated spur gears. Key Eng. Mater. 2013, 527, 77–82. [Google Scholar] [CrossRef]
- Benedetti, M.; Fontanari, V.; Torresani, E.; Girardi, C.; Giordanino, L. Investigation of lubricated rolling sliding behaviour of WC/C, WC/C-CrN, DLC based coatings and plasma nitriding of steel for possible use in worm gearing. Wear 2017, 378, 106–113. [Google Scholar] [CrossRef]
- Singh, H.; Ramirez, G.; Eryilmaz, O.; Greco, A.; Doll, G.; Erdemir, A. Fatigue resistant carbon coatings for rolling/sliding contacts. Tribol. Int. 2016, 98, 172–178. [Google Scholar] [CrossRef] [Green Version]
- Szczerek, M.; Michalczewski, R.; Piekoszewski, W.; Tuszynski, W.; Wieczorek, A. Surface fatigue of an engineering material covered with DLC coating, tested using a specially developed tribological method. In Proceedings of the 7th European Conference on Tribology ECOTRIB 2019, Vienna, Austria, 12–14 June 2019; pp. 84–85. [Google Scholar]
- Moorthy, V.; Shaw, B.A. Effect of as-ground surface and the BALINIT C and Nb-S coatings on contact fatigue damage in gears. Tribol. Int. 2012, 51, 61–70. [Google Scholar] [CrossRef]
- Martins, R.; Amaro, R.; Seabra, J. Influence of low friction coatings on the scuffing load capacity and efficiency of gears. Tribol. Int. 2008, 41, 234–243. [Google Scholar] [CrossRef]
- Michalczewski, R.; Piekoszewski, W.; Szczerek, M.; Tuszynski, W. The lubricant-coating interaction in rolling and sliding contacts. Tribol. Int. 2009, 42, 554–560. [Google Scholar] [CrossRef]
- Mercer, C.; Evans, A.G.; Yao, N.; Allameh, S.; Cooper, C.V. Material removal on lubricated steel gears with W-DLC-coated surfaces. Surf. Coat. Technol. 2003, 173, 122–129. [Google Scholar] [CrossRef]
- Murakawa, M.; Komori, T.; Takeuchi, S.; Miyoshi, K. Performance of a rotating gear pair coated with an amorphous carbon film under a loss-of-lubrication condition. Surf. Coat. Technol. 1999, 120, 646–652. [Google Scholar] [CrossRef]
- Topolovec-Miklozic, K.; Lockwood, F.; Spikes, H. Behaviour of boundary lubricating additives on DLC coatings. Wear 2008, 265, 1893–1901. [Google Scholar] [CrossRef] [Green Version]
- Vengudusamy, B.; Mufti, R.A.; Lam, G.D.; Green, J.H.; Spikes, H.A. Friction properties of DLC/DLC contacts in base oil. Tribol. Int. 2011, 44, 922–932. [Google Scholar] [CrossRef]
- Haque, T.; Morina, A.; Neville, A.; Kapadia, R.; Arrowsmith, S. Effect of oil additives on the durability of hydrogenated DLC coating under boundary lubrication conditions. Wear 2009, 266, 147–157. [Google Scholar] [CrossRef]
- Ludema, K.L. A review of scuffing and running in of lubricated surfaces with asperities and oxides in perspective. Wear 1984, 100, 315–331. [Google Scholar] [CrossRef] [Green Version]
- Enthoven, J.; Spikes, H.A. Infrared and visual study of the mechanisms of scuffing. Tribol. Trans. 1996, 39, 441–447. [Google Scholar] [CrossRef]
- Berg, S.; Byheden, A. A wear investigation in the FZG Spur Gear Rig with particular matter contaminated oils. In Proceedings of the 13 International Colloquium Tribology, Ostfildern/Nellingen, Germany, 15–17 January 2002; Volume II, pp. 1139–1144. [Google Scholar]
- He, F.; Wong, P.L.; Zhou, X. Wear properties of DLC-coated steel rollers running with highly contaminated lubrication. Tribol. Int. 2010, 43, 990–996. [Google Scholar] [CrossRef]
- Michalczewski, R.; Szczerek, M.; Michalak, M.; Maldonado Cortés, D.; Salinas Ruiz, V.R. The reduction of the negative actions of oil contaminations on scuffing by antiwear DLC coatings. In Proceedings of the Lubmat’16 “Lubrication, Maintenance and Tribology” Conference, Bilbao, Spain, 7–8 June 2016; pp. 738–741. [Google Scholar]
- Lacey, P.I. Development of a gear oil scuff test (GOST) procedure to predict adhesive wear resistance of turbine engine lubricants. Tribol. Trans. 1998, 41, 307–316. [Google Scholar] [CrossRef]
- Van de Velde, F.; Willen, P.; De Baets, P.; Van Geetruyen, C. Substitution of inexpensive bench tests for the FZG scuffing test—Part I: Calculations. Tribol. Trans. 1999, 42, 63–70. [Google Scholar] [CrossRef]
- Van de Velde, F.; Willen, P.; De Baets, P.; Van Geetruyen, C. Substitution of inexpensive bench tests for the FZG scuffing test—Part II: Oil tests. Tribol. Trans. 1999, 42, 71–75. [Google Scholar] [CrossRef]
- Bisht, R.P.S.; Singhal, S. A laboratory technique for the evaluation of automotive gear oils of API GL-4 level. Tribotest J. 1999, 6, 69–77. [Google Scholar] [CrossRef]
- Trzos, M.; Szczerek, M.; Tuszynski, W. A study on the possibility of the Brugger test application for differentiation between the API-GL performance levels of gear oils. Arch. Civ. Mech. Eng. 2013, 13, 14–20. [Google Scholar] [CrossRef]
- Polonsky, I.A.; Chang, T.P.; Keer, L.M.; Sproul, W.D. An analysis of the effect of hard coatings on near-surface rolling contact fatigue initiation induced by surface roughness. Wear 1997, 208, 204–219. [Google Scholar] [CrossRef]
- Polonsky, I.A.; Chang, T.P.; Keer, L.M.; Sproul, W.D. A study of rolling-contact fatigue of bearing steel coated with physical vapor deposition TiN films: Coating response to cyclic contact stress and physical mechanisms underlying coating effect on the fatigue life. Wear 1998, 215, 191–204. [Google Scholar] [CrossRef]
- Carvalho, N.J.M.; Huis in Veld, A.J.; De Hosson, J.T. Interfacial fatigue stress in PVD TiN coated tool steels under rolling contact fatigue conditions. Surf. Coat. Technol. 1998, 105, 109–116. [Google Scholar] [CrossRef] [Green Version]
- Michalczewski, R.; Piekoszewski, W.; Szczerek, M.; Wulczynski, J. A method for the assessment of the rolling contact fatigue of modern engineering materials in lubricated contact. Trans. FAMENA 2012, 36, 39–48. [Google Scholar]
- Michalczewski, R.; Kalbarczyk, M.; Mankowska-Snopczynska, A.; Osuch-Slomka, E.; Piekoszewski, W.; Snarski-Adamski, A.; Szczerek, M.; Tuszynski, W.; Wulczynski, J.; Wieczorek, A. The effect of a gear oil on abrasion, scuffing, and pitting of the DLC-coated 18CrNiMo7-6 steel. Coatings 2019, 9, 2. [Google Scholar] [CrossRef] [Green Version]
- Bujak, J.; Michalczewski, R. Characterization and properties of low-friction, multilayered Cr-doped diamond-like carbon coatings prepared by pulse biased filtered cathodic arc deposition. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 875–882. [Google Scholar] [CrossRef]
- Michalczewski, R. Tribological Properties of Lubricated, High-Loaded Machine Elements with Deposited Low-Friction Coatings; ITeE-PIB: Radom, Poland, 2012. (In Polish) [Google Scholar]
- Buchegger, S.; Schuster, N.; Stritzker, B.; Wixforth, A.; Westerhausen, C. Multiltilayer diamond-like amorphous carbon coatings produced by ion irradiation of polymer films. Surf. Coat. Technol. 2017, 327, 42–47. [Google Scholar] [CrossRef]
- Vackel, A.; Sampath, S. Fatigue behavior of thermal sprayed WC-CoCr-steel systems: Role of process and deposition parameters. Surf. Coat. Technol. 2017, 315, 408–416. [Google Scholar] [CrossRef] [Green Version]
- Varis, T.; Suhonen, T.; Calonius, O.; Čuban, J.; Pietola, M. Optimization of HVOF Cr3C2NiCr coating for increased fatigue performance. Surf. Coat. Technol. 2016, 305, 123–131. [Google Scholar] [CrossRef]
- Piekoszewski, W. Effect of Coatings on Surface Fatigue of Lubricated Steel Tribosystems; ITeE-PIB: Radom, Poland, 2011. (In Polish) [Google Scholar]
- Tuszynski, W.; Michalczewski, R.; Piekoszewski, W.; Szczerek, M. Effect of ageing automotive gear oils on scuffing and pitting. Tribol. Int. 2008, 41, 875–888. [Google Scholar] [CrossRef]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tuszyński, W.; Michalczewski, R.; Osuch-Słomka, E.; Snarski-Adamski, A.; Kalbarczyk, M.; Wieczorek, A.N.; Nędza, J. Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil. Materials 2021, 14, 7086. https://doi.org/10.3390/ma14227086
Tuszyński W, Michalczewski R, Osuch-Słomka E, Snarski-Adamski A, Kalbarczyk M, Wieczorek AN, Nędza J. Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil. Materials. 2021; 14(22):7086. https://doi.org/10.3390/ma14227086
Chicago/Turabian StyleTuszyński, Waldemar, Remigiusz Michalczewski, Edyta Osuch-Słomka, Andrzej Snarski-Adamski, Marek Kalbarczyk, Andrzej N. Wieczorek, and Jakub Nędza. 2021. "Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil" Materials 14, no. 22: 7086. https://doi.org/10.3390/ma14227086
APA StyleTuszyński, W., Michalczewski, R., Osuch-Słomka, E., Snarski-Adamski, A., Kalbarczyk, M., Wieczorek, A. N., & Nędza, J. (2021). Abrasive Wear, Scuffing and Rolling Contact Fatigue of DLC-Coated 18CrNiMo7-6 Steel Lubricated by a Pure and Contaminated Gear Oil. Materials, 14(22), 7086. https://doi.org/10.3390/ma14227086