
Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds



Abstract
:1. Introduction
2. Materials and Methods
3. Experiment
3.1. Mechanical Properties of the Material
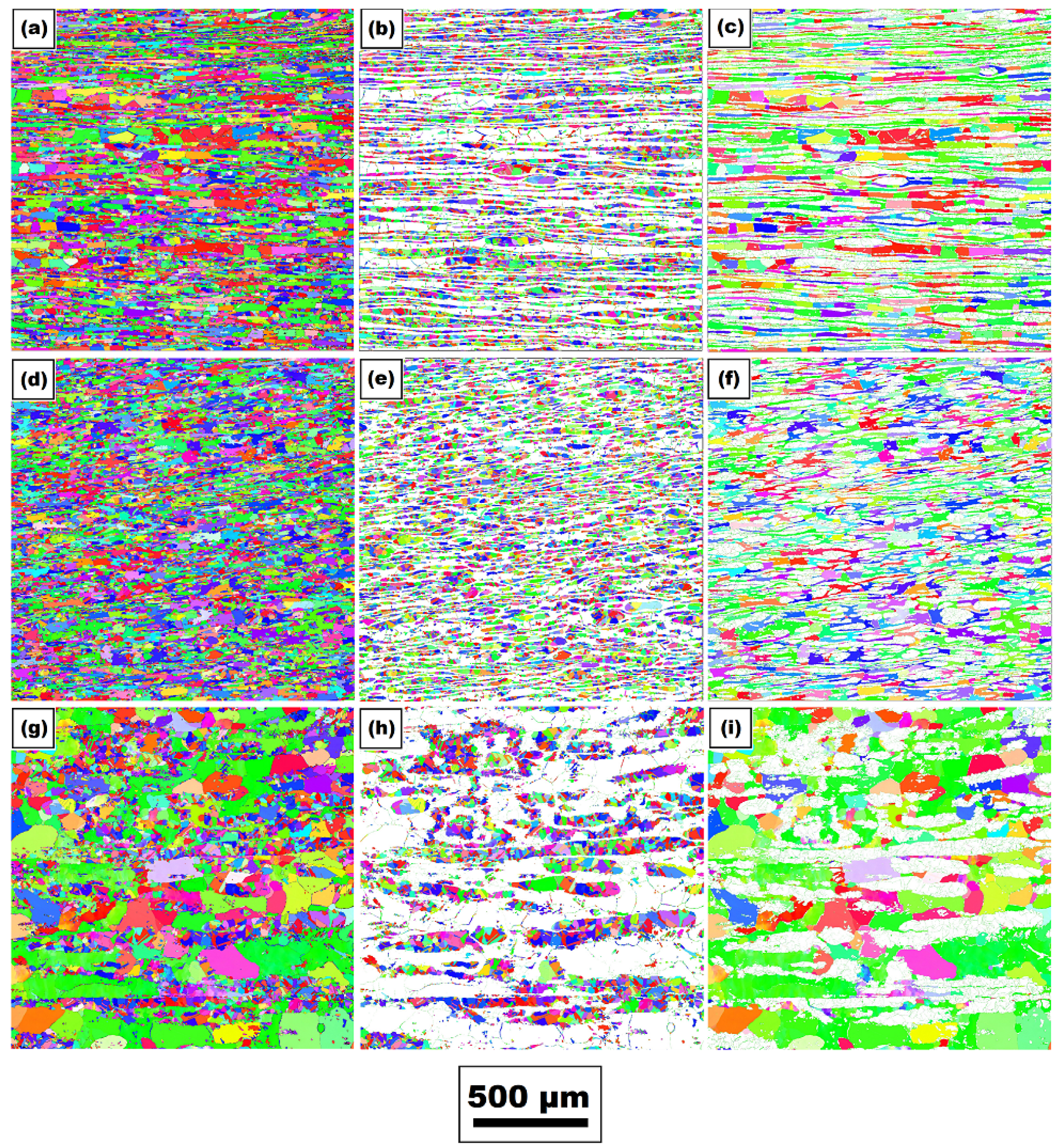
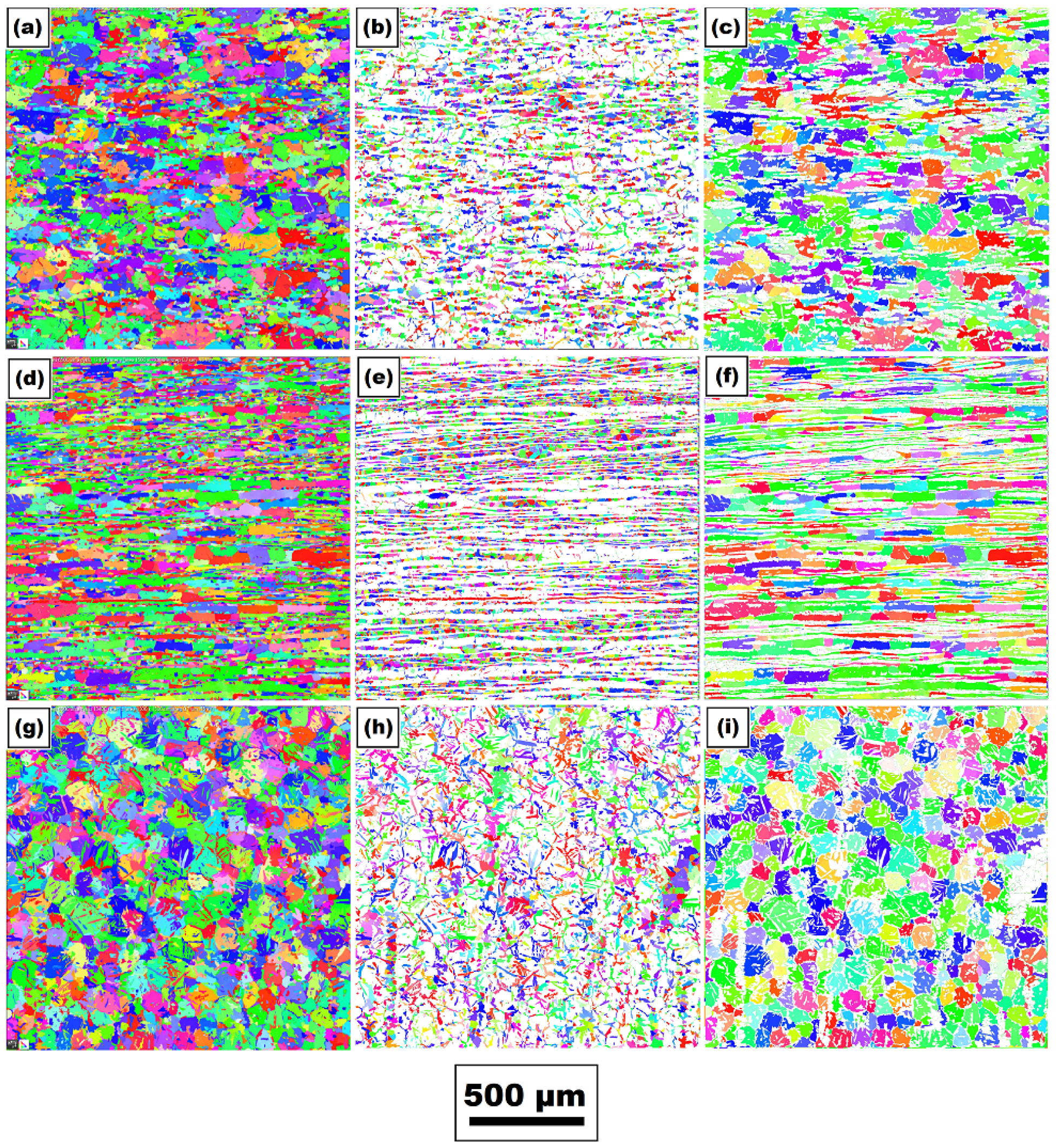
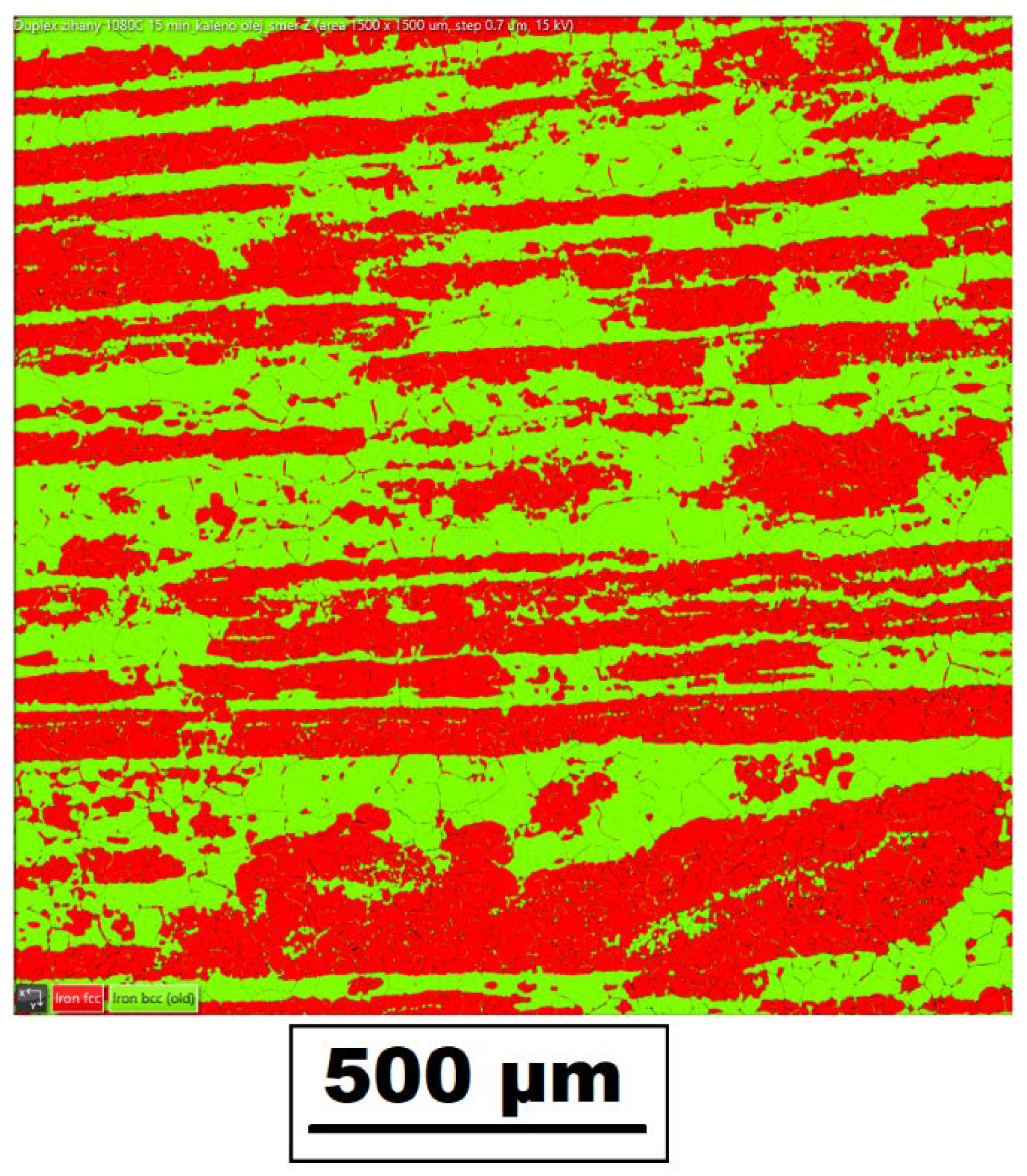
3.2. Determination of the Phases and Grain Size Ratios
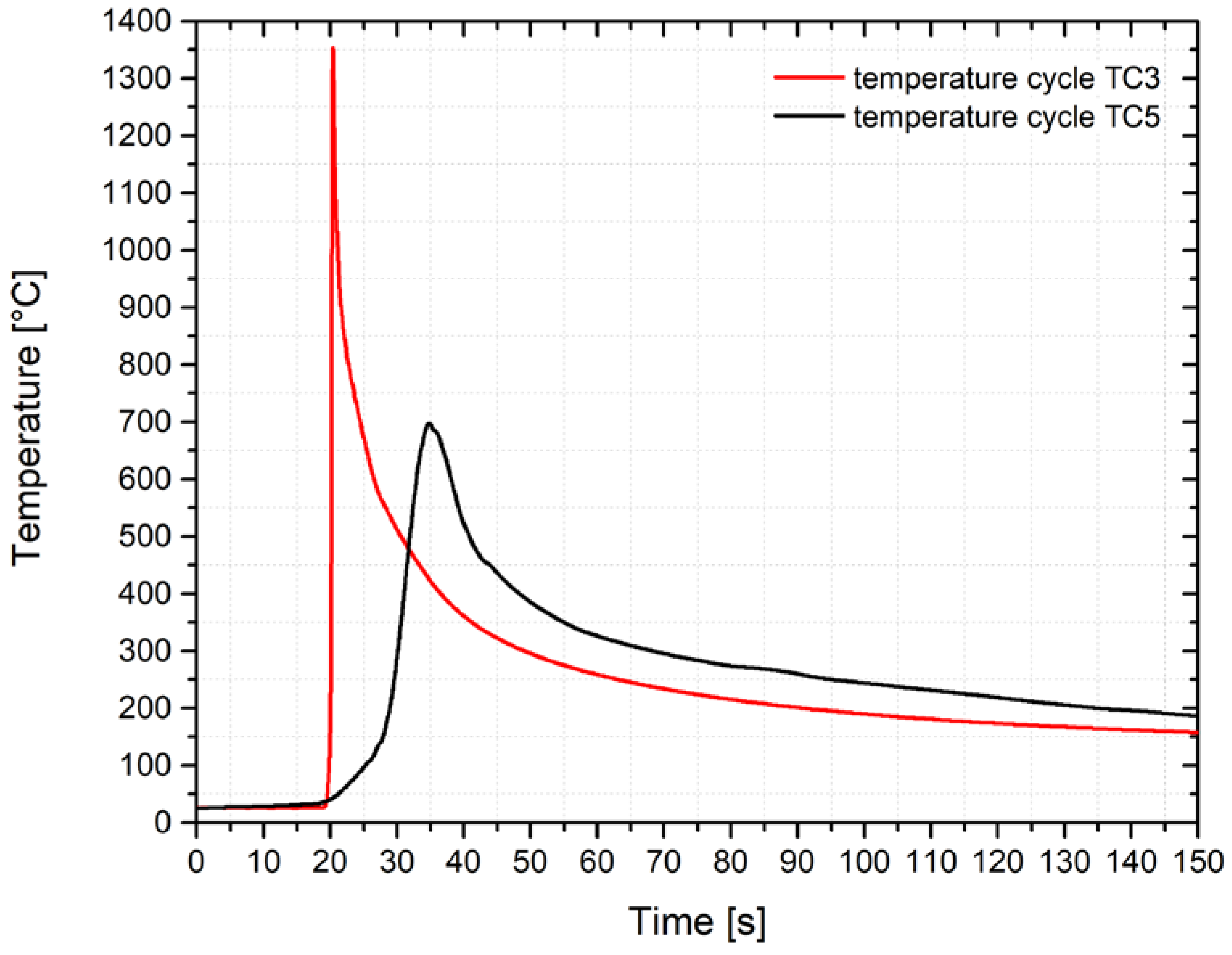
3.3. Measurement of the Temperature Cycles and Determination of the Boundary Conditions for Physical Simulations
3.4. Physical Simulation of the Processes in the HAZ of the Welds from X2CrMnNiN21-5-1 Steel
3.5. Measurement of the Residual Stresses
4. Discussion
5. Conclusions
- (1)
- By using physical simulations, it is possible to study the changes occurring in the HAZ of welds over a much larger area and therefore with greater resolution. This can be applied not only to study residual stresses’ distribution and the possibility to influence them but also for the determination of the mutual ratios of duplex phases and grain sizes. The larger the size of an area usable for evaluation, the lower the influence of inhomogeneities and structural anomalies.
- (2)
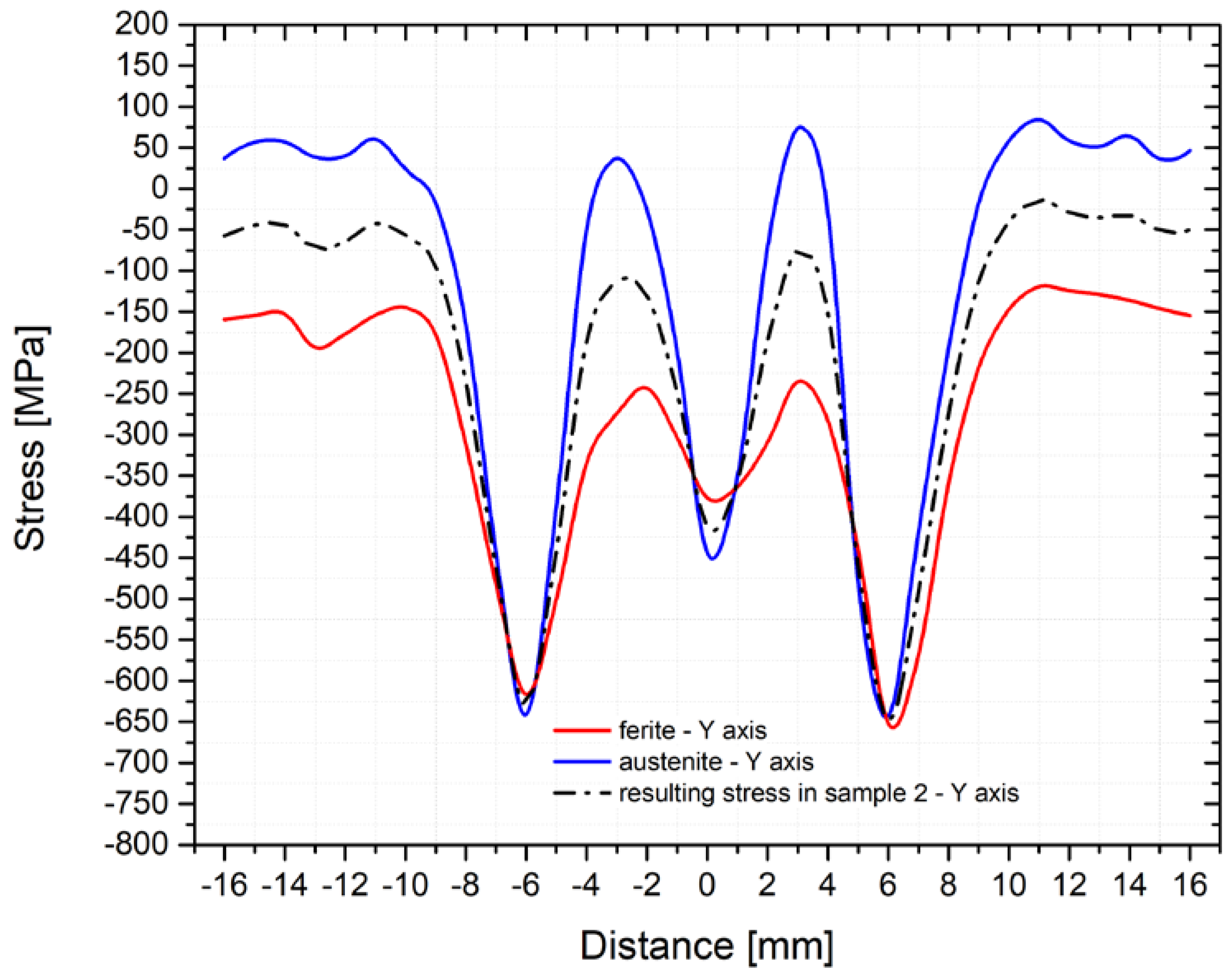
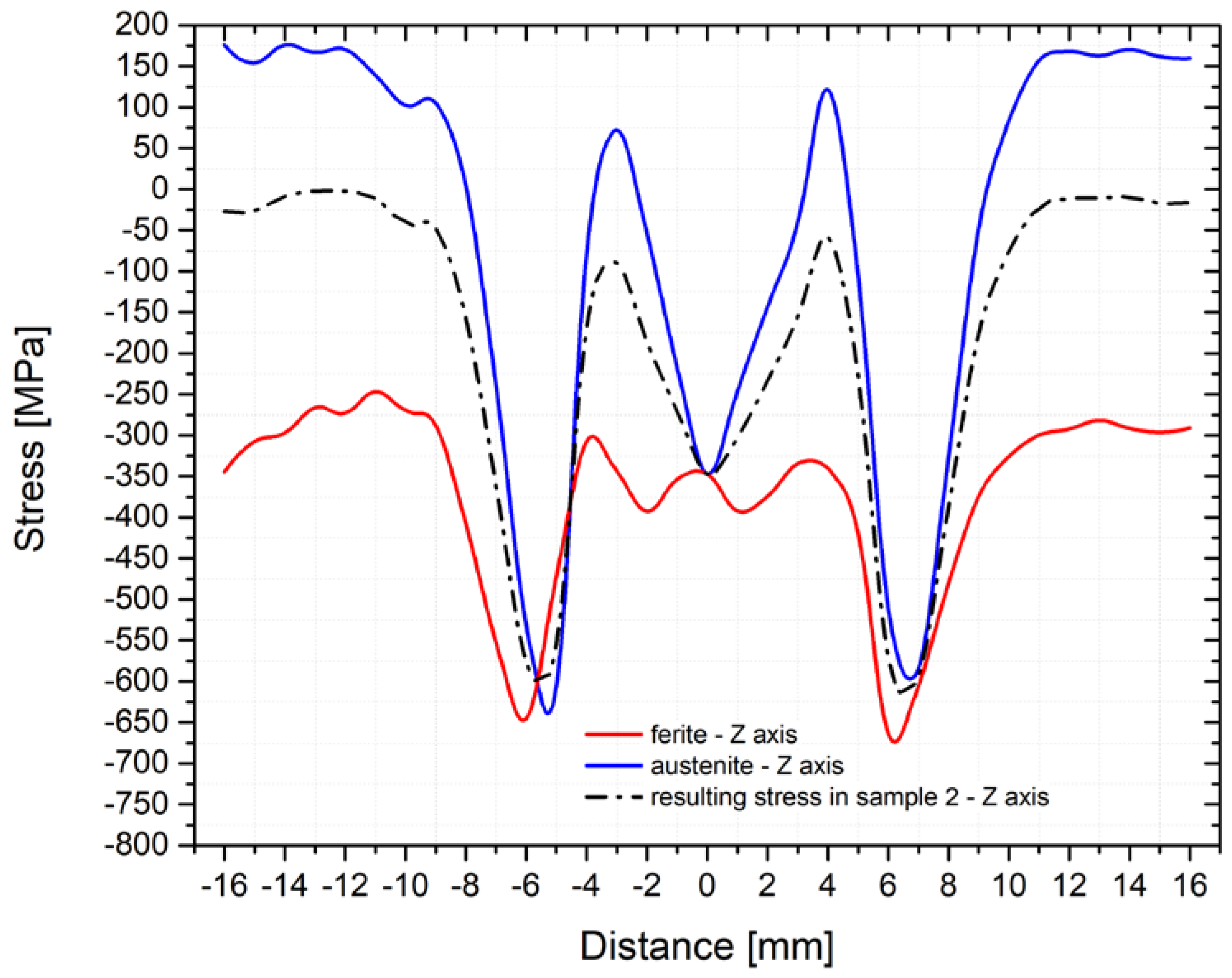
- When studying the effect of welding on residual stresses performed by diffraction analyses, it is necessary to take into account the possibility of different phase ratios along with the individual directions. Such aspects may be especially important for studies using symmetrical samples regardless of whether they concern physical simulations or changes in structure and residual stresses under static or cyclic loading.
- (3)
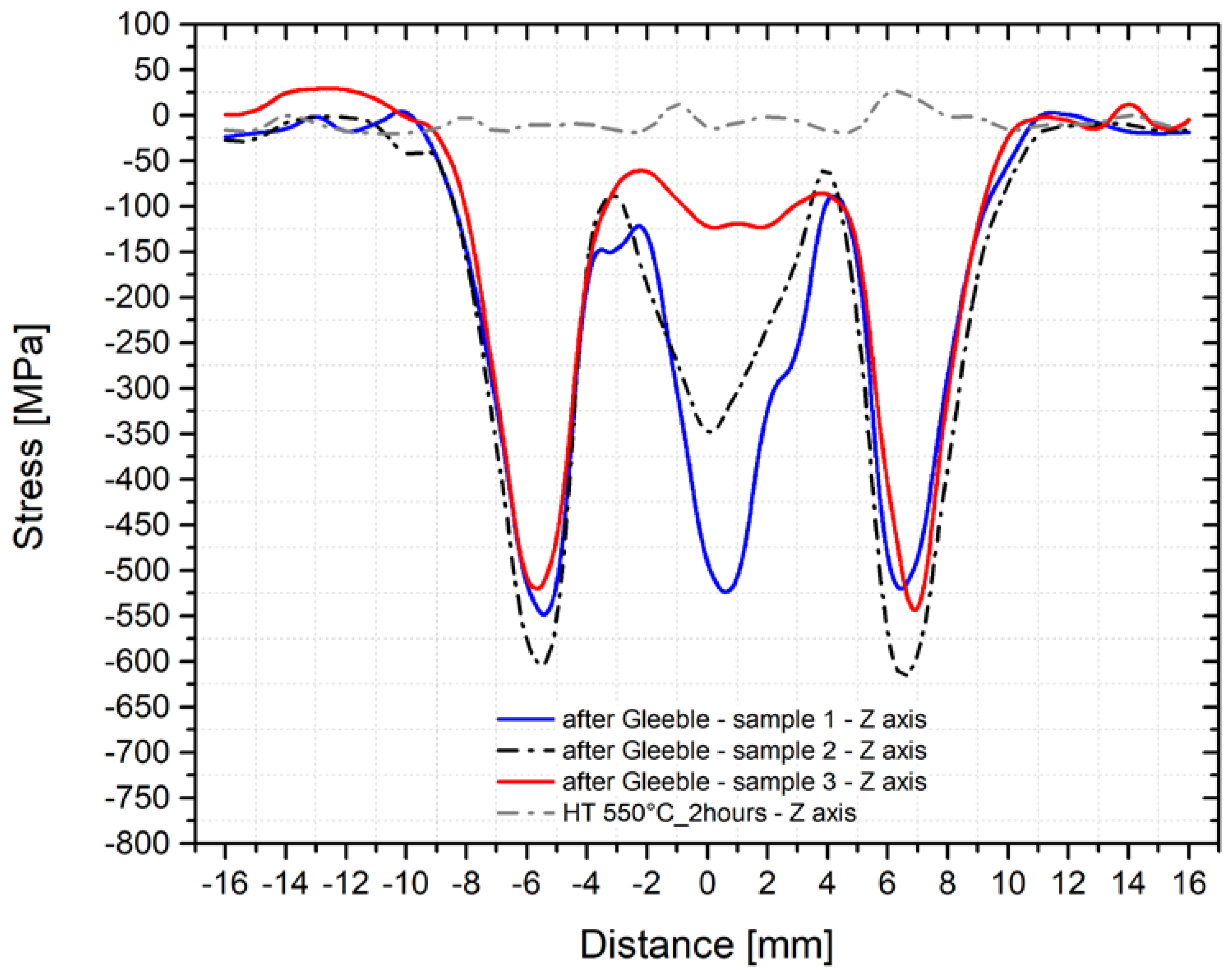
- Achieving an almost identical magnitude and distribution mode of residual stresses in two directions with significantly different phase ratios confirms the suitability of the used measurement methods and evaluation as well. Thus, the possibility to use physical simulations and the proposed design of the testing sample is confirmed.
- (4)
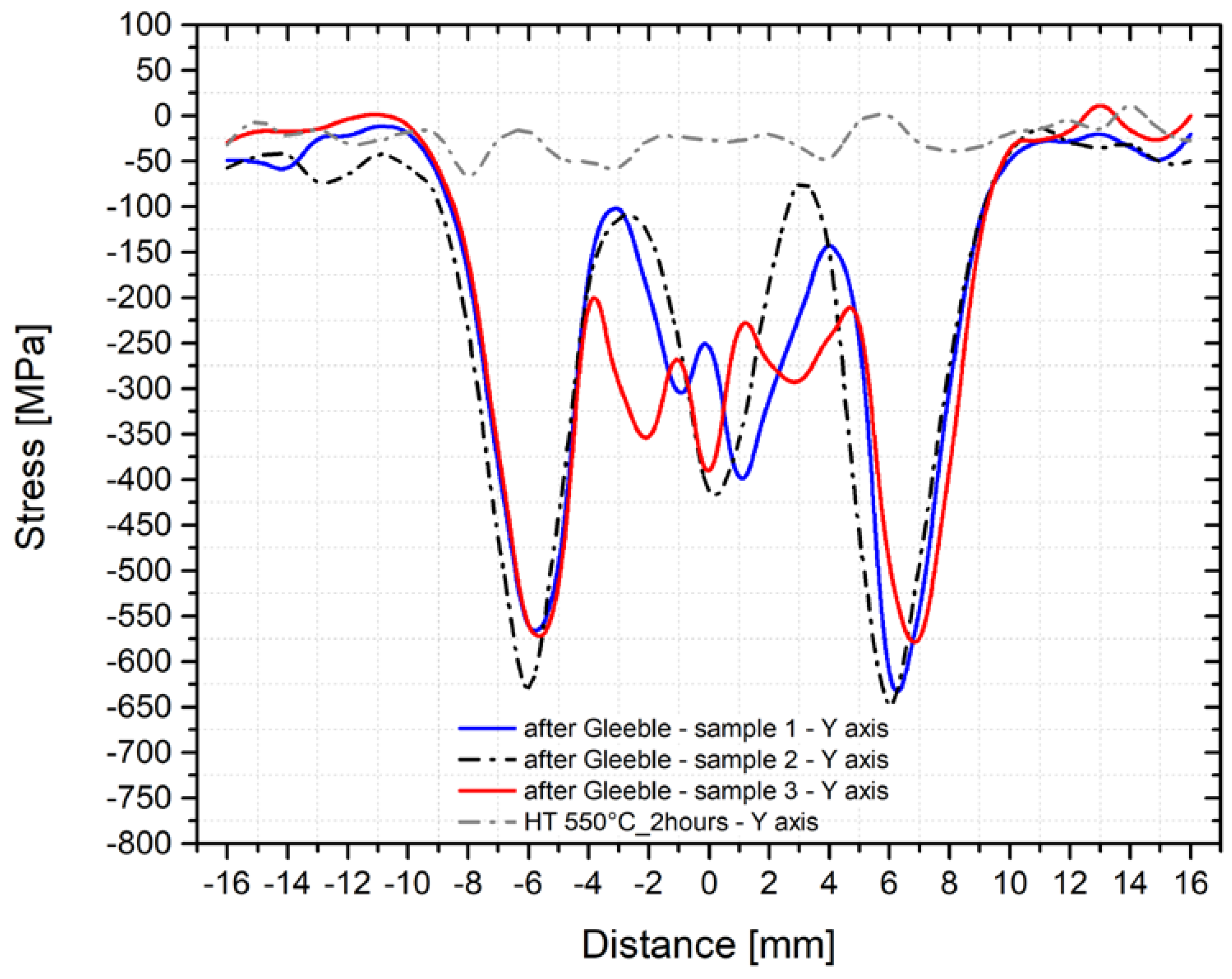
- The distribution of transverse residual stresses in X2CrMnNiN21-5-1 steel corresponds to the course of stresses determined at conventional structural steels, but all the resulting stresses are compressive ones. The reason for this arises from the duality and thus the composite behavior of a material.
- (5)
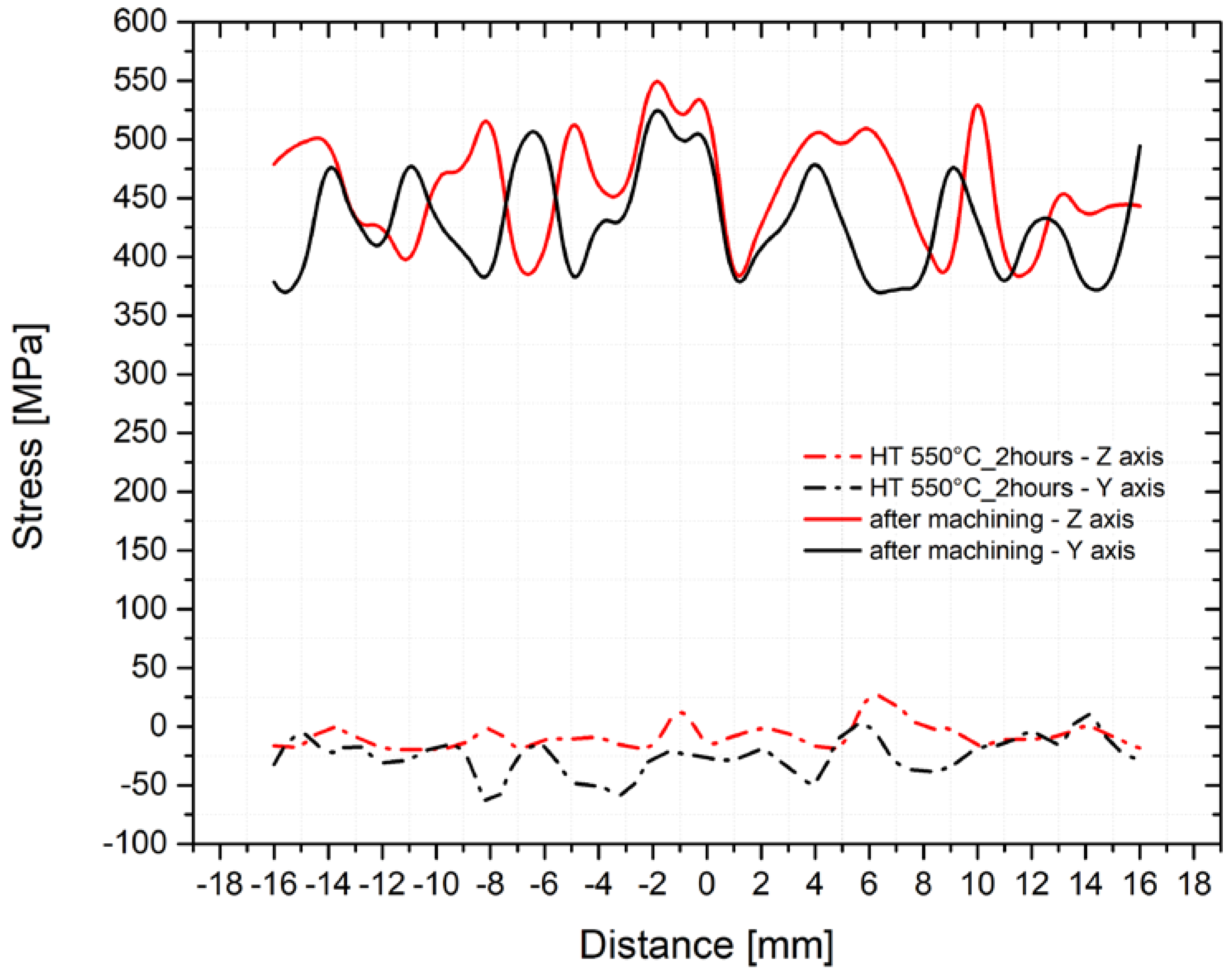
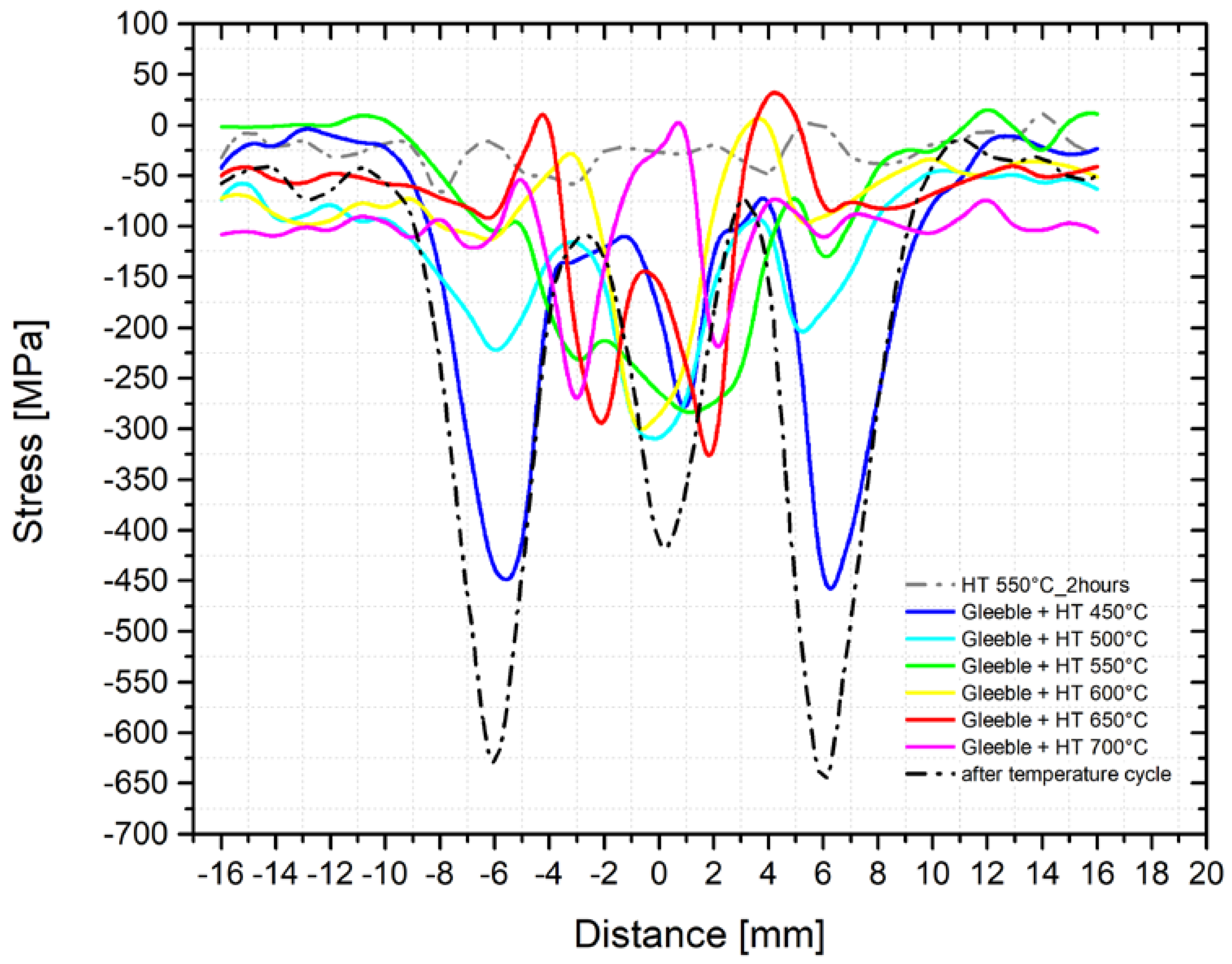
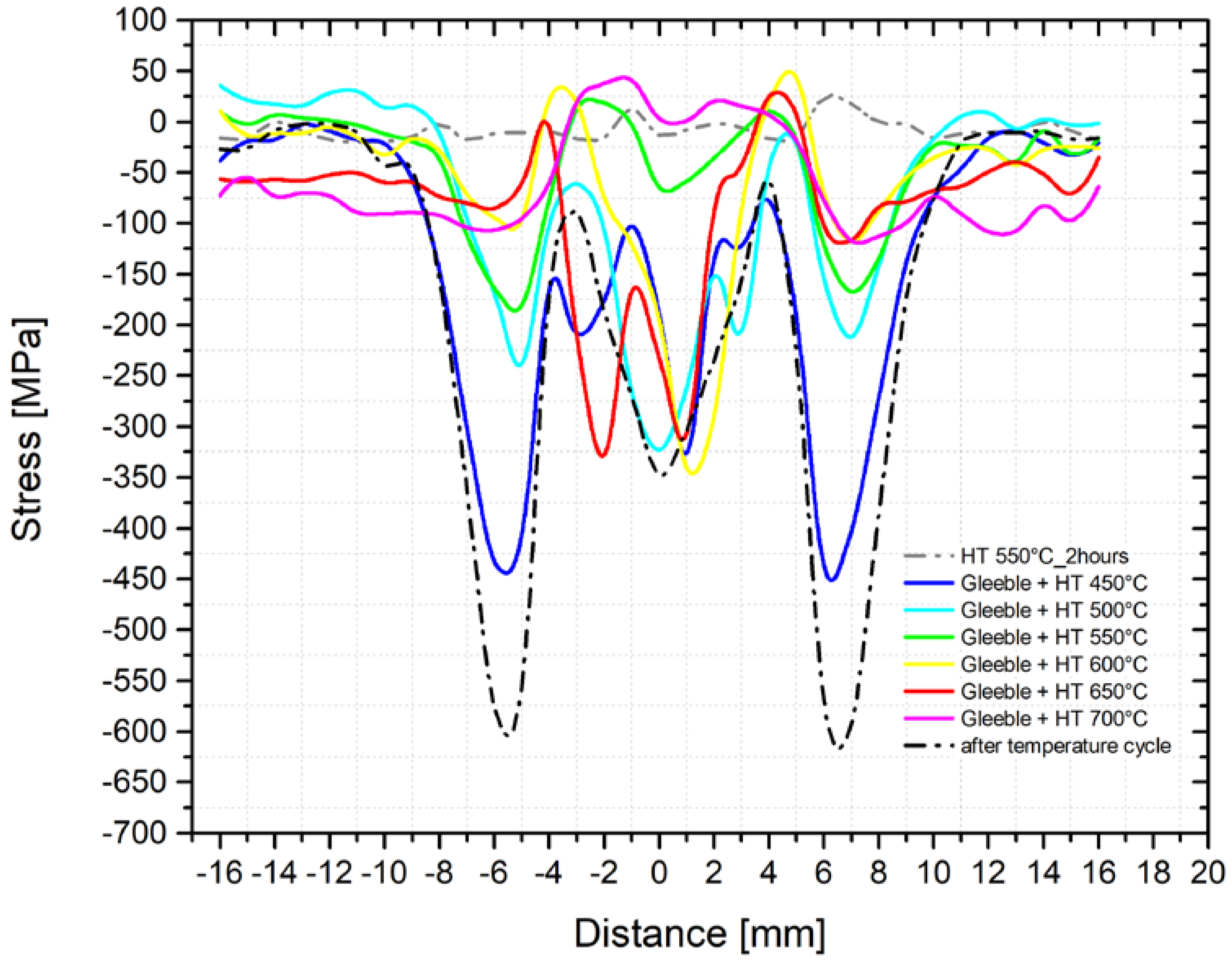
- The utilization of PWHT reduces the maximum value of residual stresses. In addition, at annealing temperatures higher than 550 °C, there is, at the same time, a transfer of peak stresses into the more plastically deformed areas, in this case to the center of sample.
- (6)
- By using temperature–deformation cycles, the mutual ferrite/austenite phase ratio in the x-axis and y-axis directions changes in areas of high temperatures. In contrast, in the z-axis, this phase ratio remains unchanged. Thus, for a given temperature-stress state, the mutual ferrite/austenite ratio of about 62:38% can be considered as an equilibrium state. The applied temperature-stress cycle also affects the distribution of individual phases.
- (7)
- The application of the temperature cycle with a maximum temperature of 1386 °C resulted in grain coarsening of ferrite and austenite in the areas of maximum temperatures. The degree of grain coarsening varied depending on the specific phase and direction (x, y, and z-axis).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Monin, V.I.; Lopes, R.T.; Turibus, S.N.; Filho, J.C.P.; De Assis, J.T. X-ray diffraction technique applied to study of residual stresses after welding of duplex stainless steel plates. Mater. Res. 2014, 17, 64–69. [Google Scholar] [CrossRef] [Green Version]
- Ouali, N.; Khenfer, K.; Belkessa, B.; Fajoui, J.; Cheniti, B.; Idir, B.; Branchu, S. Effect of Heat Input on Microstructure, Residual Stress, and Corrosion Resistance of UNS 32101 Lean Duplex Stainless Steel Weld Joints. J. Mater. Eng. Perform. 2019, 28, 4252–4264. [Google Scholar] [CrossRef]
- Varbai, B.; Pickle, T.; Májlinger, K. Effect of heat input and role of nitrogen on the phase evolution of 2205 duplex stainless steel weldment. Int. J. Press. Vessel. Pip. 2019, 176, 103952. [Google Scholar] [CrossRef]
- Asif, M.M.; Shrikrishna, K.A.; Sathiya, P. Effects of post weld heat treatment on friction welded duplex stainless steel joints. J. Manuf. Process. 2016, 21, 196–200. [Google Scholar] [CrossRef]
- Zhang, D.; Wen, P.; Yin, B.; Liu, A. Temperature evolution, phase ratio and corrosion resistance of duplex stainless steels treated by laser surface heat treatment. J. Manuf. Process. 2021, 62, 99–107. [Google Scholar] [CrossRef]
- Lee, C.-H.; Chang, K.-H. Comparative study on girth weld-induced residual stresses between austenitic and duplex stainless steel pipe welds. Appl. Therm. Eng. 2014, 63, 140–150. [Google Scholar] [CrossRef]
- Um, T.-H.; Lee, C.-H.; Chang, K.-H.; Van Do, V.N. Features of residual stresses in duplex stainless steel butt welds. IOP Publ. 2018, 143, 012030. [Google Scholar] [CrossRef] [Green Version]
- Payares-Asprino, C.; Muñoz-Escalona, P.; Sanchez, A. Residual Stress in Machined Duplex Stainless Steel Welds Developed through Automatic Process. In Proceedings of the IV International Conference on Welding and Joining of Materials—ICONWELD 2018, San Miguel, Peru, 6–8 August 2018; pp. 222–230. [Google Scholar]
- Muthupandi, V.; Srinivasan, P.B.; Seshadri, S.; Sundaresan, S. Effect of weld metal chemistry and heat input on the structure and properties of duplex stainless steel welds. Mater. Sci. Eng. A 2003, 358, 9–16. [Google Scholar] [CrossRef]
- Varbai, B.; Pickle, T.; Májlinger, K. Development and Comparison of Quantitative Phase Analysis for Duplex Stainless Steel Weld. Period. Polytech. Mech. Eng. 2018, 62, 247–253. [Google Scholar] [CrossRef]
- Mcirdi, L.; Inal, K.; Lebrun, J. Analysis by X-Ray Diffraction of the Mechanical Behaviour of Austenitic and Ferritic Phases of a Duplex Stainless Steel. Adv. X-ray Anal. 2000, 42, 397–406. [Google Scholar]
- Wan, Y.; Jiang, W.; Song, M.; Huang, Y.; Li, J.; Sun, G.; Shi, Y.; Zhai, X.; Zhao, X.; Ren, L. Distribution and formation mechanism of residual stress in duplex stainless steel weld joint by neutron diffraction and electron backscatter diffraction. Mater. Des. 2019, 181, 108086. [Google Scholar] [CrossRef]
- Hwang, H.; Park, Y. Effects of Heat Treatment on the Phase Ratio and Corrosion Resistance of Duplex Stainless Steel. Mater. Trans. 2009, 50, 1548–1552. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, C.A.V.; Rosas, G.G.; González, C.R.; Alejo, V.G.; Hereñú, S. Effect of laser shock processing on fatigue life of 2205 duplex stainless steel notched specimens. Opt. Laser Technol. 2017, 97, 308–315. [Google Scholar] [CrossRef]
- Dakhlaoui, R.; Braham, C.; Baczmański, A. Mechanical properties of phases in austeno-ferritic duplex stainless steel—Surface stresses studied by X-ray diffraction. Mater. Sci. Eng. A 2007, 444, 6–17. [Google Scholar] [CrossRef]
- Johansson, J.; Odén, M. Load sharing between austenite and ferrite in a duplex stainless steel during cyclic loading. Met. Mater. Trans. A 2000, 31, 1557–1570. [Google Scholar] [CrossRef]
- Fitzpatrick, M.; Hutchings, M.; Withers, P. Separation of macroscopic, elastic mismatch and thermal expansion misfit stresses in metal matrix composite quenched plates from neutron diffraction measurements. Acta Mater. 1997, 45, 4867–4876. [Google Scholar] [CrossRef]
- Fitzpatrick, M.; Withers, P.; Baczmański, A.; Hutchings, M.; Levy, R.; Ceretti, M.; Lodini, A. Changes in the misfit stresses in an Al/SiCp metal matrix composite under plastic strain. Acta Mater. 2002, 50, 1031–1040. [Google Scholar] [CrossRef]
- Johansson, J. Residual Stresses and Fatigue in a Duplex Stainless Steel. Bachelor’s Thesis, Division of Engineering Materials, Departement of Mechanical Engineering, Linköpings Universitet, Linköping, Sweden, May 1999. [Google Scholar]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Reid, M. Investigating the effects of welding process on residual stresses, microstructure and mechanical properties in HSLA steel welds. J. Manuf. Process. 2017, 28, 70–81. [Google Scholar] [CrossRef]
- Kraus, I.; Ganev, N. Technické Aplikace Difrakční Analýzy, 1st ed.; Vydavatelství ČVUT: Prague, Czech Republic, 2004; ISBN 978-80-01-03099-8. [Google Scholar]
- Ahmed, I.; Adebisi, J.; Abdulkareem, S.; Sherry, A. Investigation of surface residual stress profile on martensitic stainless steel weldment with X-ray diffraction. J. King Saud Univ.—Eng. Sci. 2018, 30, 183–187. [Google Scholar] [CrossRef] [Green Version]
- James, M.R.; Cohen, J.B. The measurement of residual stresses by X-ray diffraction techniques. In Treatise on Materials Science & Technology, 1st ed.; Academic Press: Cambridge, MA, USA, 1981; pp. 1–62. [Google Scholar]
- Kik, T.; Moravec, J.; Švec, M. Experiments and Numerical Simulations of the Annealing Temperature Influence on the Residual Stresses Level in S700MC Steel Welded Elements. Materials 2020, 13, 5289. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Lei, Y.; Murakawa, H. Measurement of residual stress in arc welded lap joints by cosα X-ray diffraction method. J. Mater. Process. Technol. 2017, 243, 387–394. [Google Scholar] [CrossRef]
- Pamnani, R.; Sharma, G.K.; Mahadevan, S.; Jayakumar, T.; Vasudevan, M.; Rao, B. Residual stress studies on arc welding joints of naval steel (DMR-249A). J. Manuf. Process. 2015, 20, 104–111. [Google Scholar] [CrossRef]
- Murkute, P.; Pasebani, S.; Isgor, O.B. Effects of heat treatment and applied stresses on the corrosion performance of additively manufactured super duplex stainless steel clads. Materials 2020, 14, 100878. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Mn | Ni | Si | ||
| EN 10088-1 | min. | - | 21.00 | 4.00 | 1.35 | - |
| max. | <0.04 | 22.00 | 6.00 | 1.70 | 1.00 | |
| Experiment | 0.039 | 21.45 | 4.86 | 1.51 | 0.72 | |
| Mo | N | P | S | Cu | ||
| EN 10088-1 | min. | 0.10 | 0.20 | - | - | 0.10 |
| max. | 0.80 | 0.25 | 0.04 | 0.015 | 0.80 | |
| Experiment | 0.27 | 0.25 | 0.035 | 0.002 | 0.35 |
| Strain Rate (s−1) | Sample No. | Sample Diameter (mm) | YS (MPa) | UTS (MPa) | Ag (%) | A30 (%) |
|---|---|---|---|---|---|---|
| 10-2 | RD-T23 | 6.50 | 703 ± 13 | 848 ± 1.5 | 16.53 ± 0.34 | 33.11 ± 1.06 |
| 10-2 | PD-T23 | 6.50 | 687 ± 11 | 831 ± 3 | 17.24 ± 0.41 | 33.39 ± 1.29 |
| PD-T550 | 6.50 | 512 ± 7 | 756 ± 4 | 23.54 ± 0.51 | 37.68 ± 0.95 | |
| PD-T650 | 6.50 | 482 ± 2 | 738 ± 3 | 29.51 ± 0.54 | 39.89 ± 2.37 |
| x-axis | y-axis | z-axis | ||||
|---|---|---|---|---|---|---|
| Basic Material | After Temperature Cycle of 1386 °C | Basic Material | After Temperature Cycle of 1386 °C | Basic Material | After Temperature Cycle of 1386 °C | |
| Ratio of austenite | 45.9 | 35.4 | 48.4 | 42.3 | 38.3 | 38.8 |
| Ratio of ferrite | 48.7 | 61.9 | 47.0 | 56.5 | 58.6 | 60.1 |
| Unidentified | 5.4 | 2.7 | 4.6 | 1.2 | 3.1 | 1.1 |
| x-axis | y-axis | z-axis | ||||
|---|---|---|---|---|---|---|
| Basic Material | After Temperature Cycle of 1386 °C | Basic Material | After Temperature Cycle of 1386 °C | Basic Material | After Temperature Cycle of 1386 °C | |
| Grain size of ferrite (µm) | 13.02 | 17.89 | 11.80 | 14.38 | 20.45 | 21.62 |
| Grain size of austenite (µm) | 8.19 | 9.86 | 7.82 | 8.25 | 9.29 | 10.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moravec, J.; Bukovská, Š.; Švec, M.; Sobotka, J. Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds. Materials 2021, 14, 6791. https://doi.org/10.3390/ma14226791
Moravec J, Bukovská Š, Švec M, Sobotka J. Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds. Materials. 2021; 14(22):6791. https://doi.org/10.3390/ma14226791
Chicago/Turabian StyleMoravec, Jaromír, Šárka Bukovská, Martin Švec, and Jiří Sobotka. 2021. "Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds" Materials 14, no. 22: 6791. https://doi.org/10.3390/ma14226791
APA StyleMoravec, J., Bukovská, Š., Švec, M., & Sobotka, J. (2021). Possibilities to Use Physical Simulations When Studying the Distribution of Residual Stresses in the HAZ of Duplex Steels Welds. Materials, 14(22), 6791. https://doi.org/10.3390/ma14226791