
Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement


Abstract
:1. Introduction
2. Material and Mixing Proportions
3. 3D-Printing Program and Preparation of Specimens
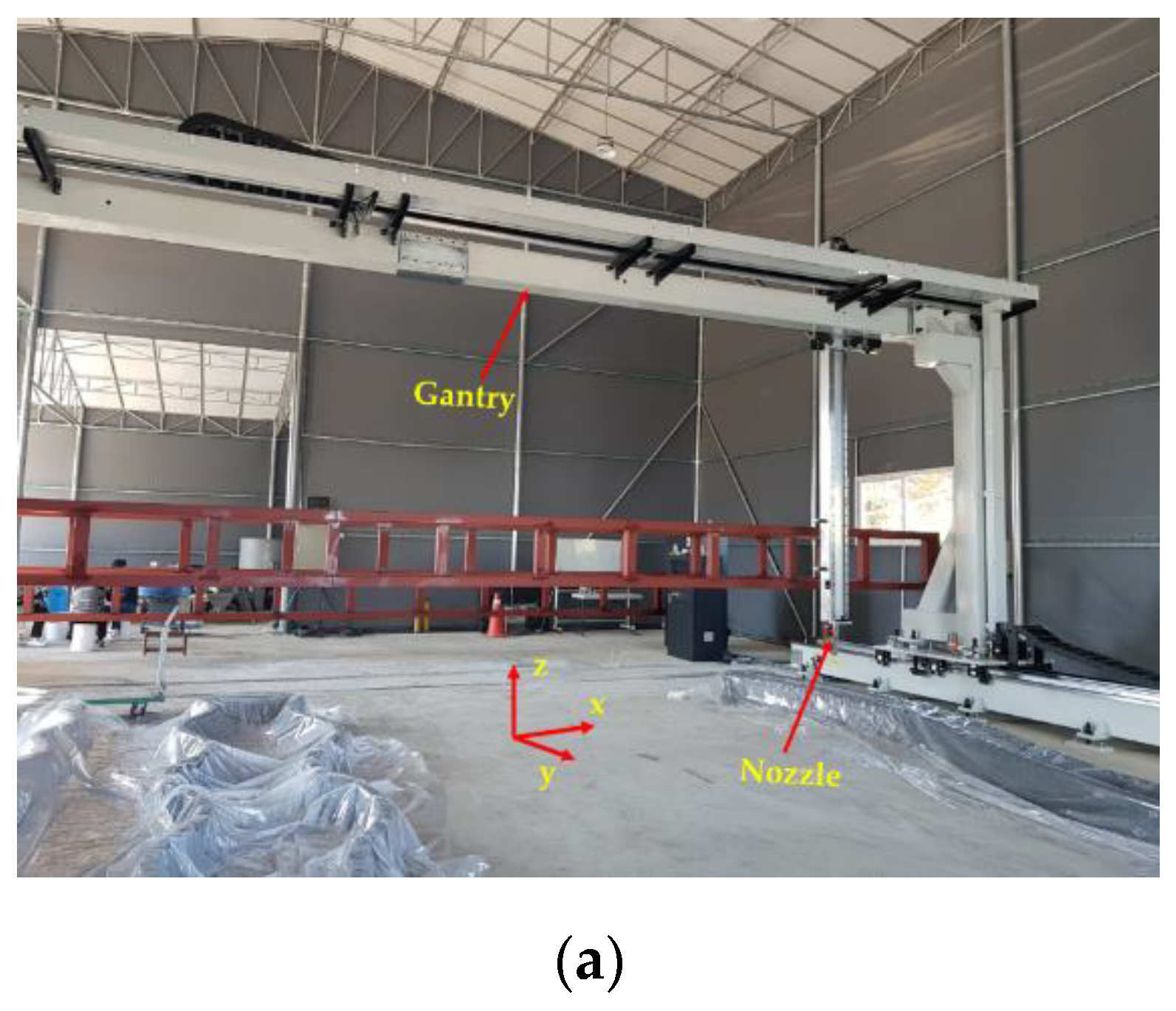
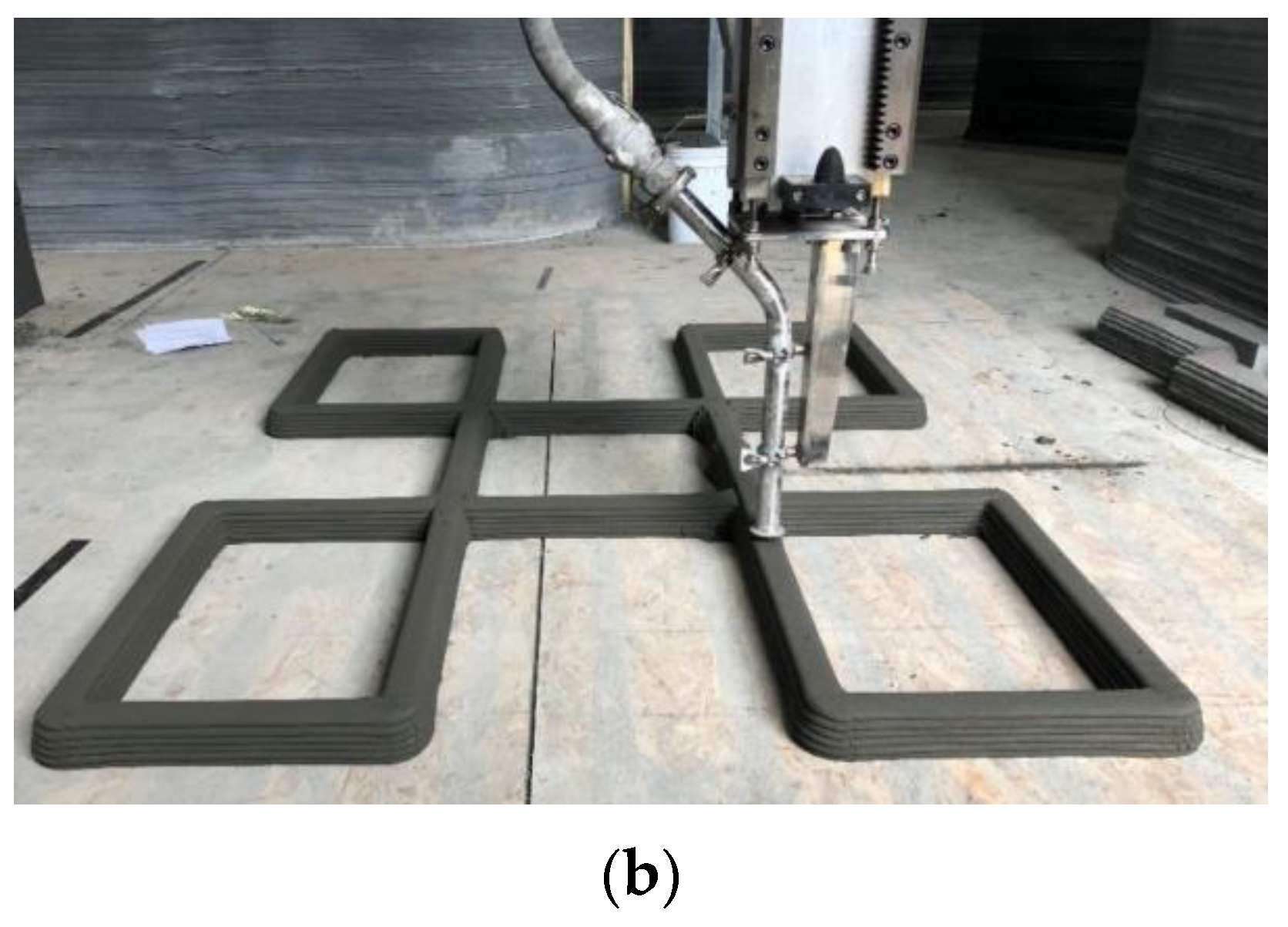
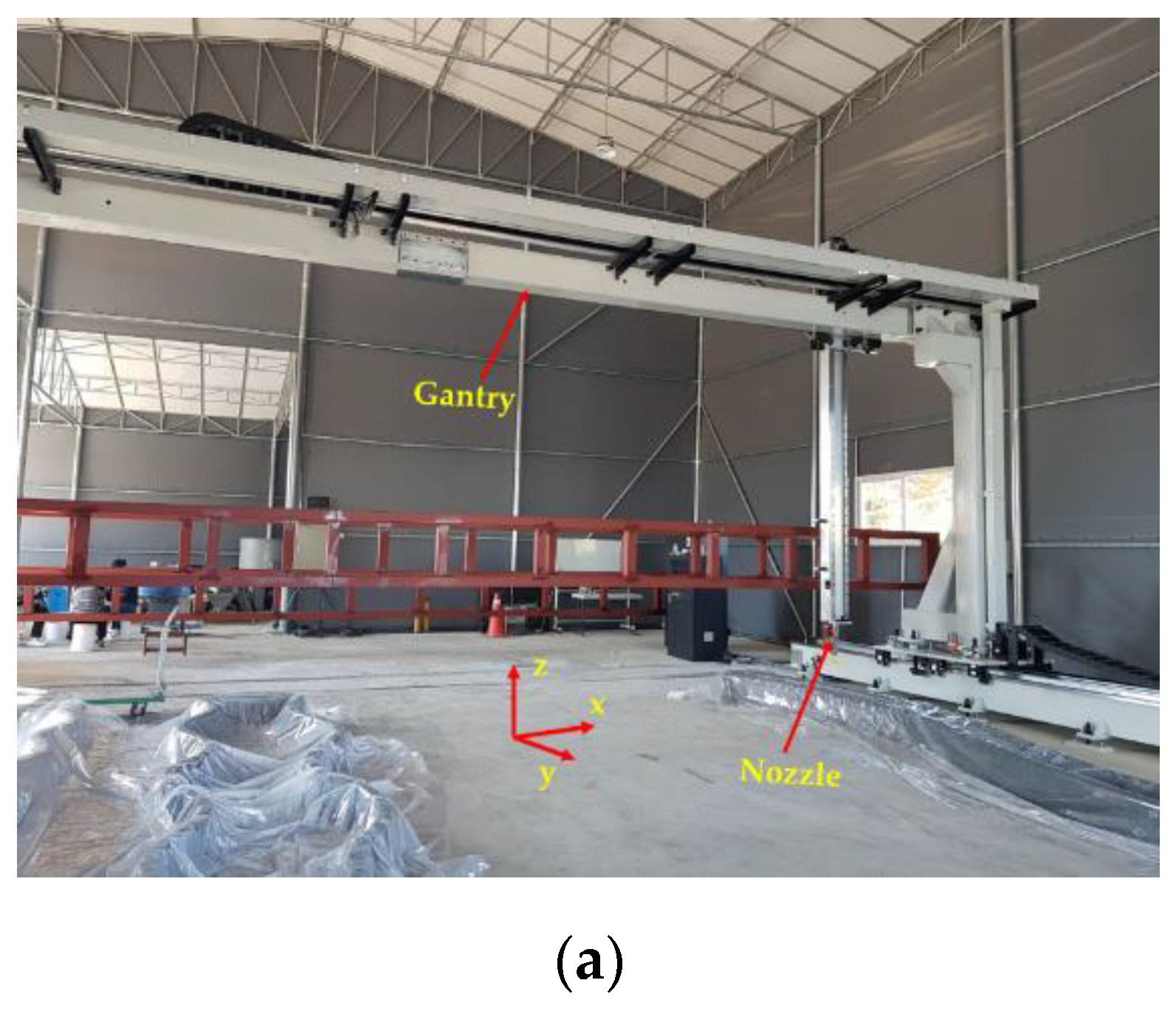
3.1. 3D-Printing Method
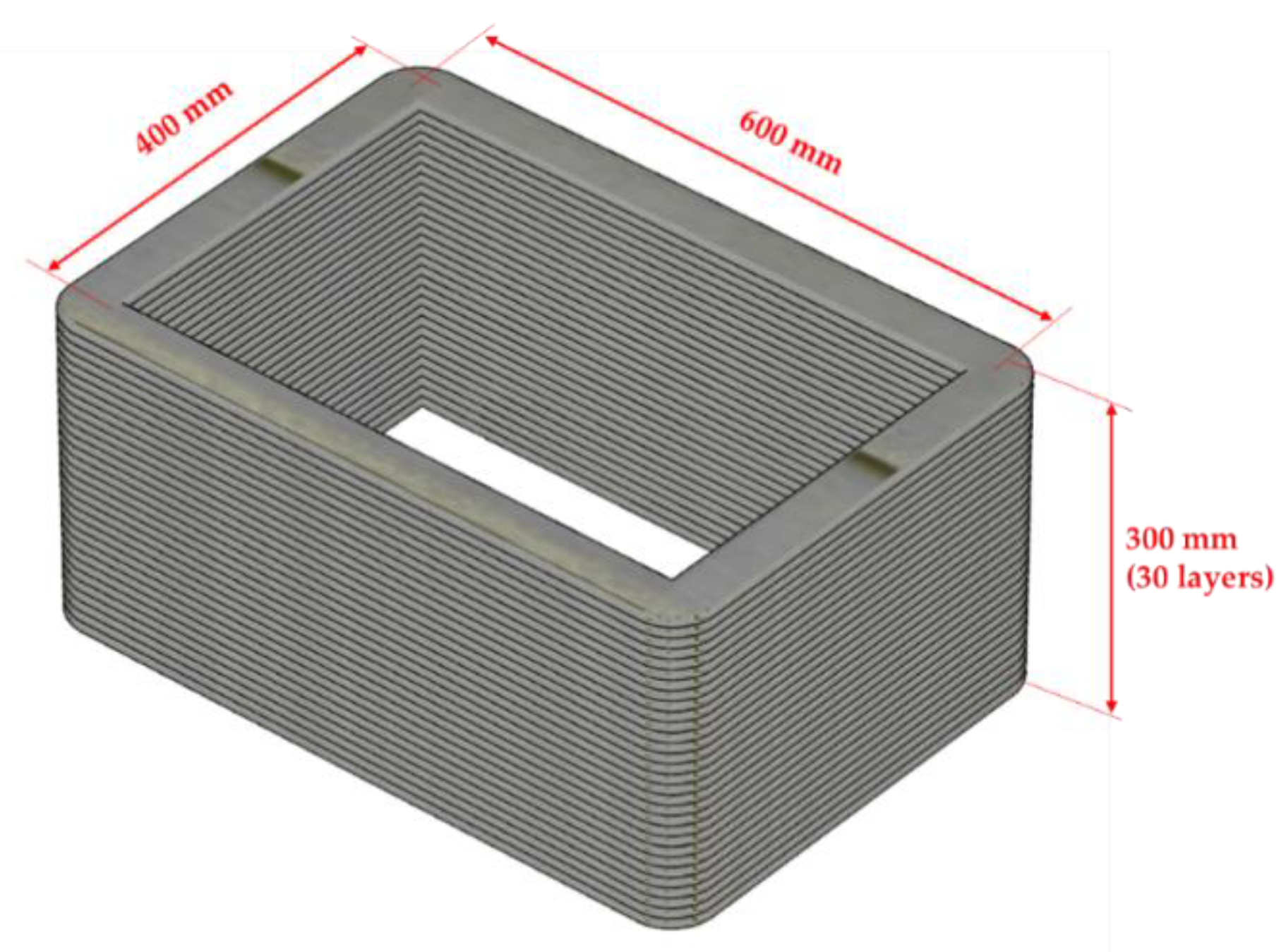
3.2. Preparation of Specimens
4. Method for the Evaluation of Mortar Strength
5. Test Results and Discussions
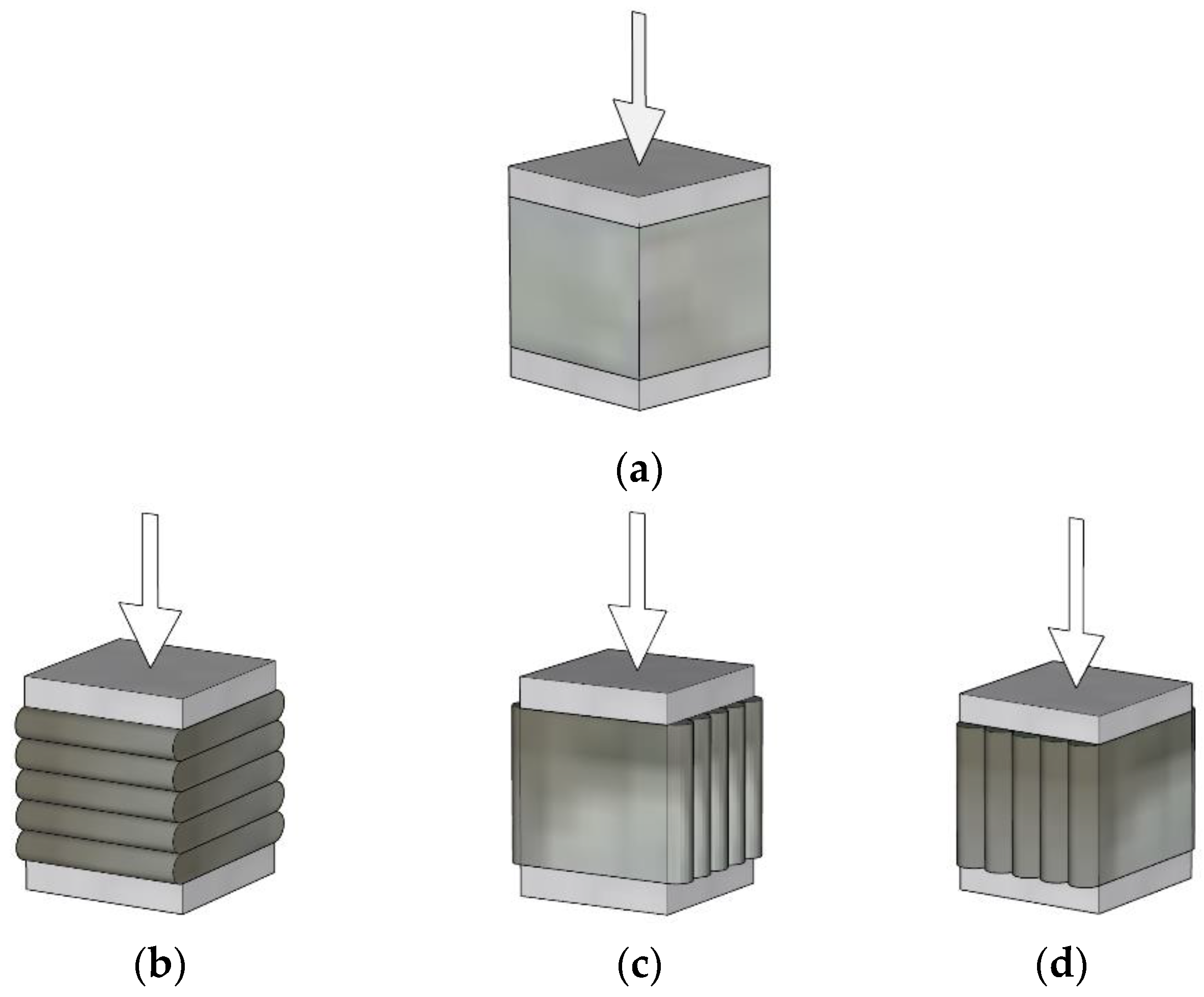
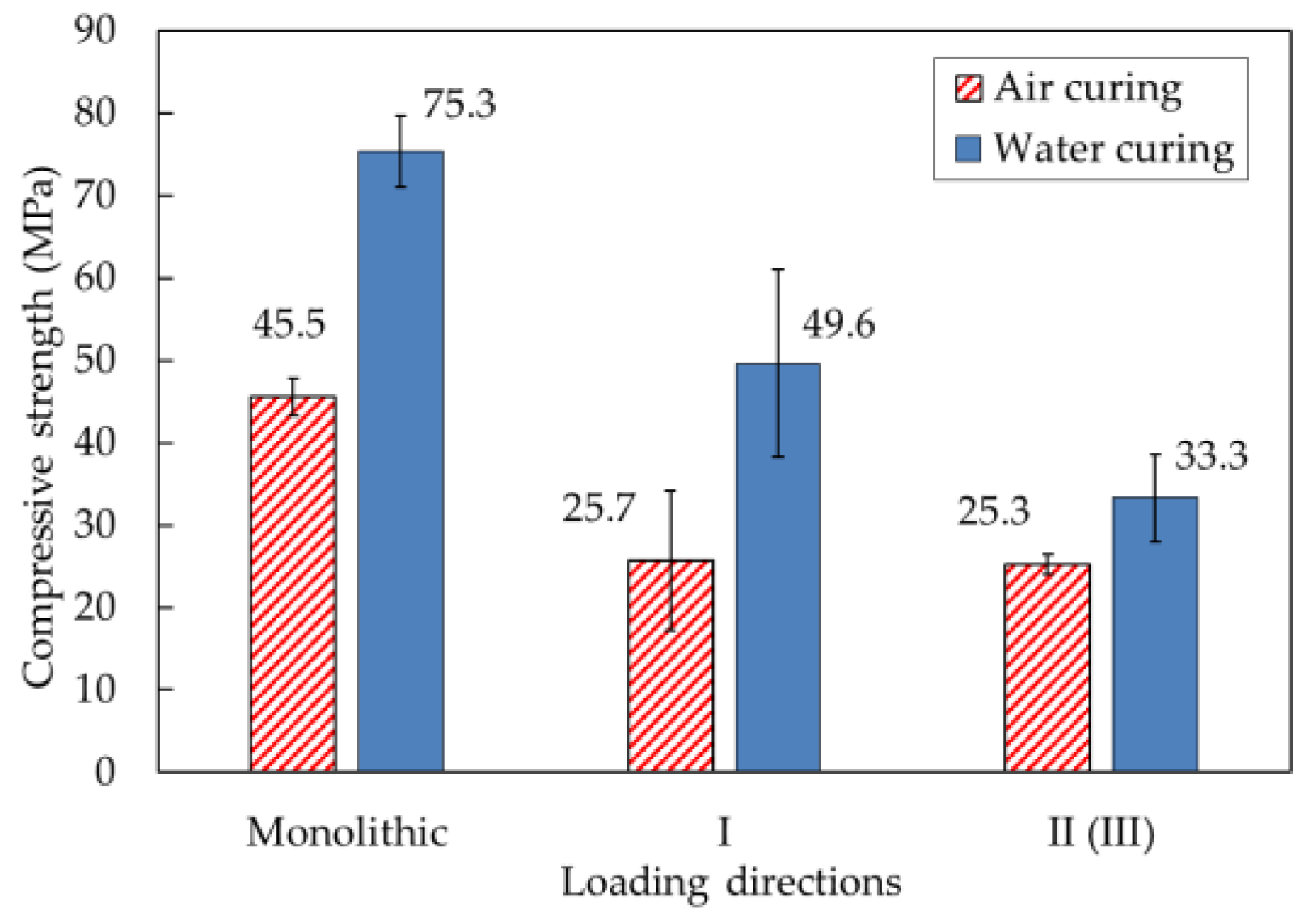
5.1. Compressive Strength
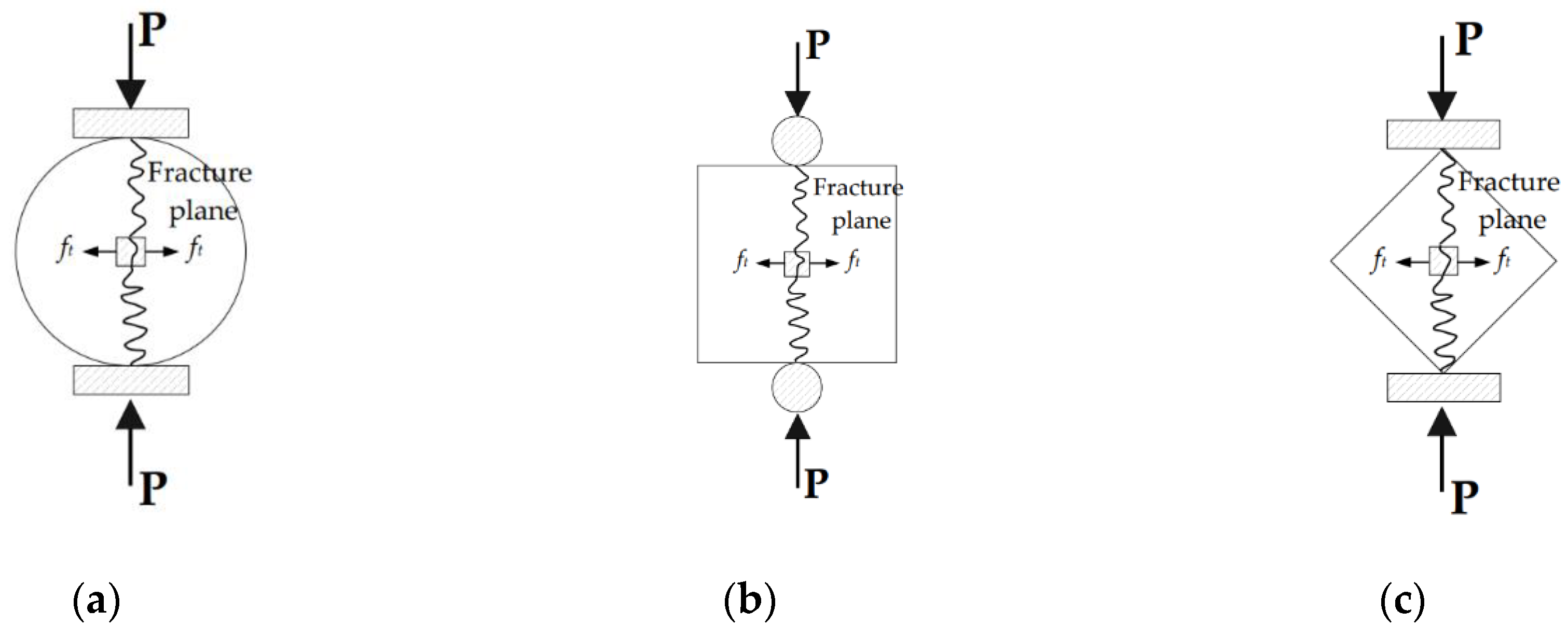
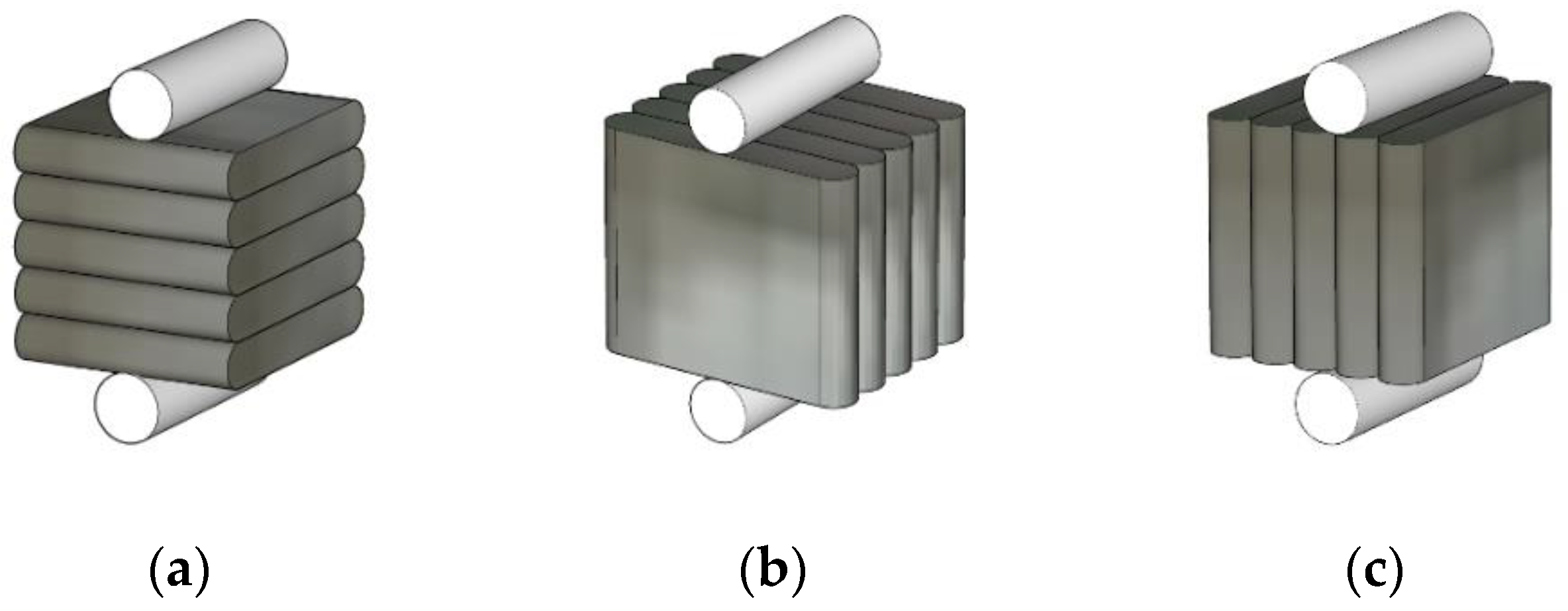
5.2. Splitting Tensile Strength
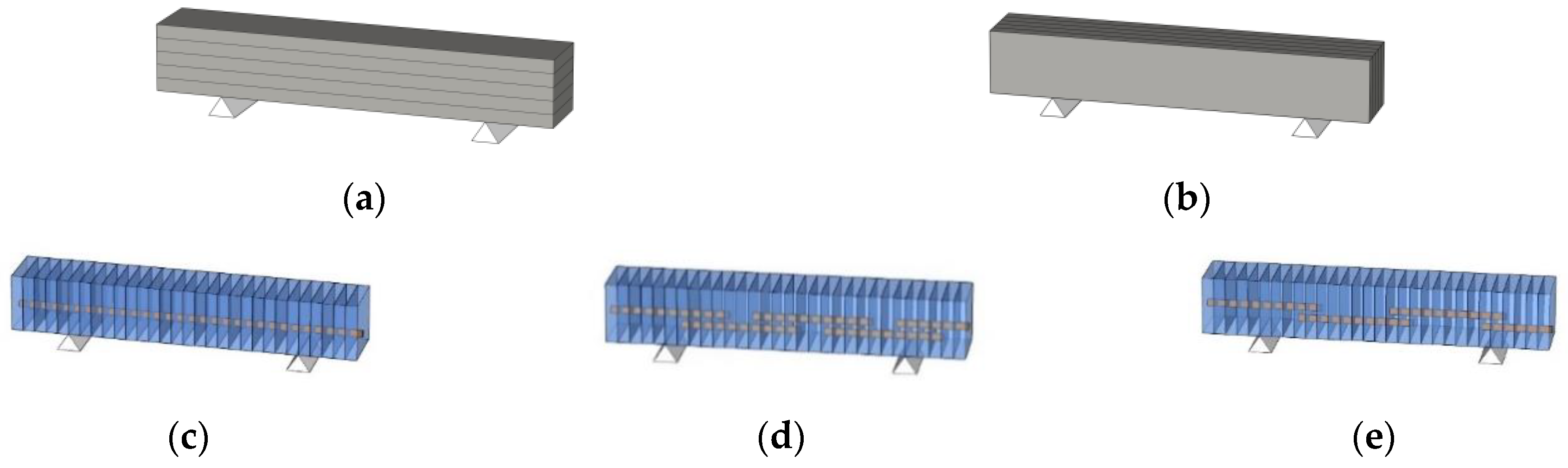
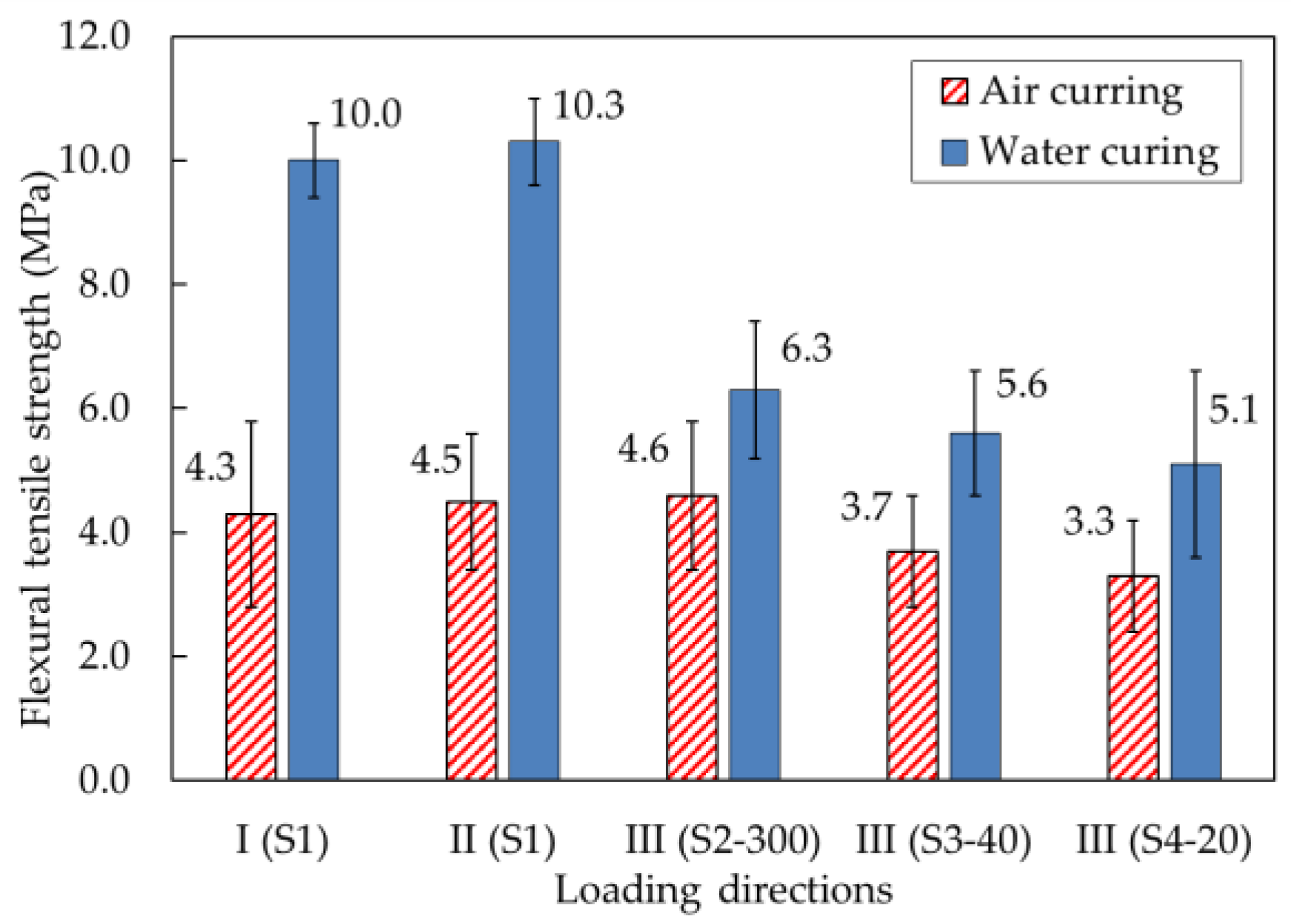
5.3. Flexural Tensile Strength
6. Conclusions
- The compressive strength of the 3D-printed specimen produced with water-curing conditions under loading direction II (III) was 32.9% lower than that under loading direction I. The failure patterns of the specimens showed that debonding of the interlayers due to lateral deformation eventually caused the failures of the printed specimens under loading direction II.
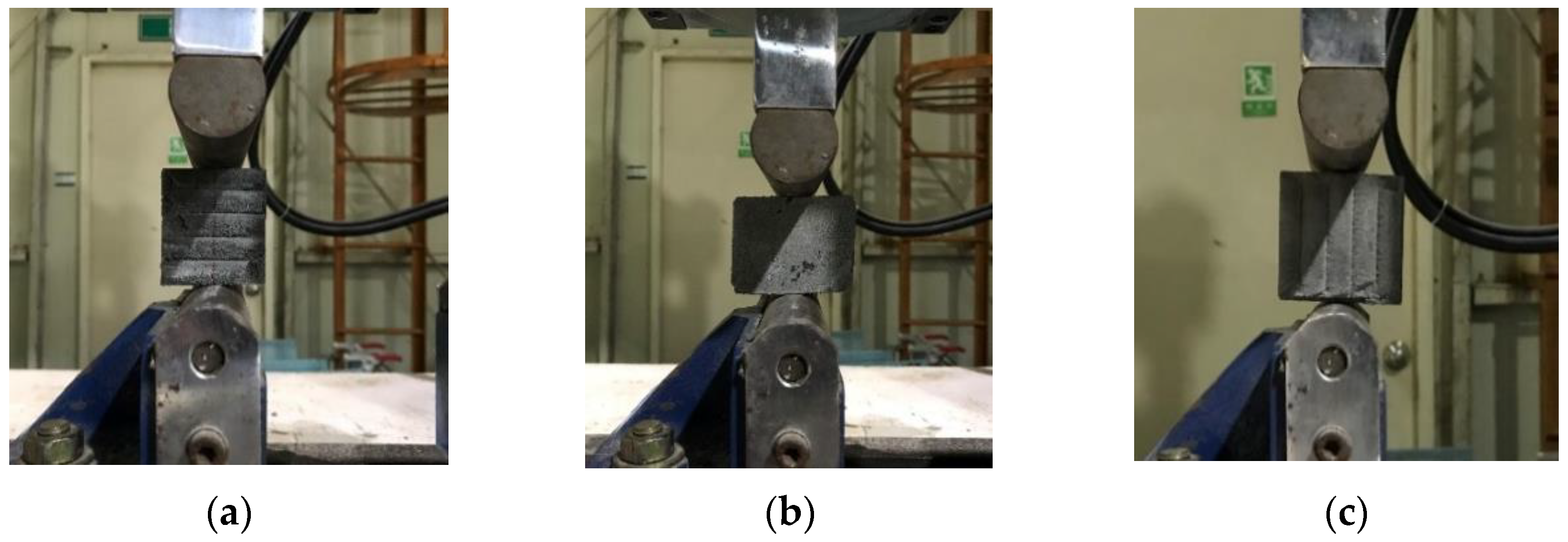
- The splitting tensile failure of the 3D-printed mortar specimens under loading direction III occurred along the interlayer face, while the splitting tensile failure of the specimens under loading direction II occurred along the face perpendicular to the interlayer. Moreover, for specimens produced under water-curing conditions, the splitting tensile strength under loading direction III was 55% lower than that under loading direction I. Therefore, the splitting tensile strength was highly dependent on the loading direction.
- The splitting tensile strength resulting from water curing was greater than that resulting from air curing. Compared to those produced under air-curing conditions, the splitting tensile strengths of printed specimens produced under water-curing conditions increased by 28.9–72.7%. This indicated that water curing of the specimens promoted hydration of the mortar and thus improved the splitting tensile strengths of the specimens.
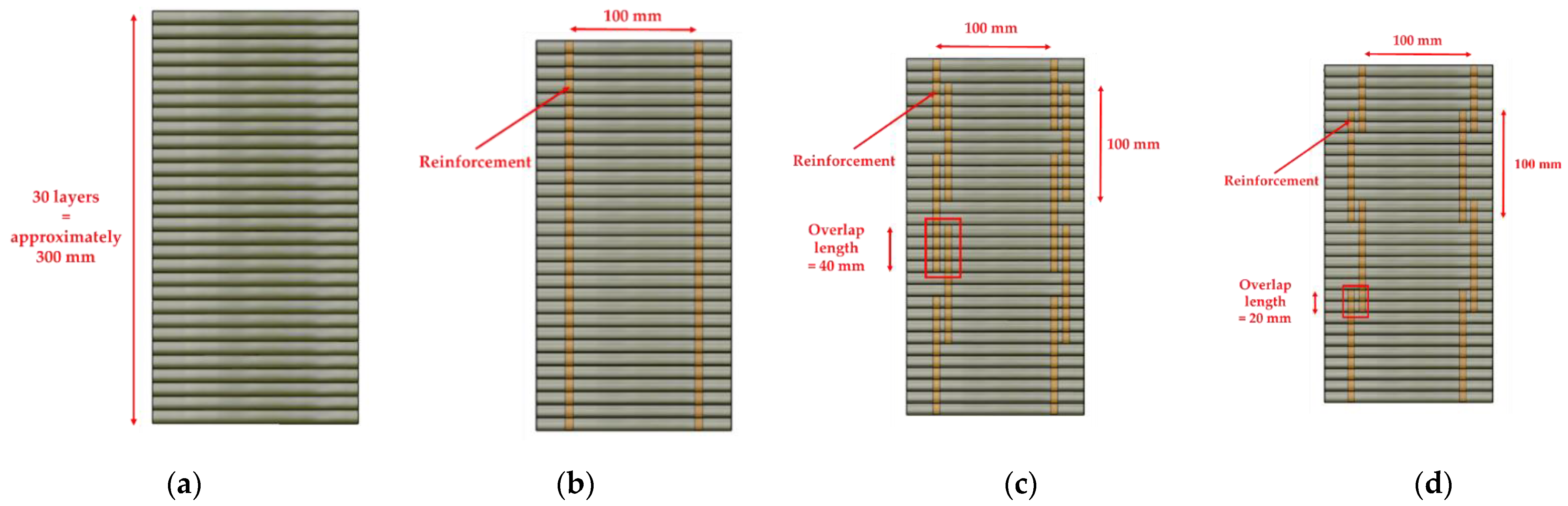
- The test results showed that the presence of reinforcements and the use of different overlap lengths affected the flexural tensile strength. The flexural tensile strength of the printed specimens increased by 12.5–39.4% when interlayer reinforcement was added. In addition, the flexural tensile capacity of the printed specimen with an overlap length of 40 mm was 12.1% greater than that of the printed specimen with an overlap length of 20 mm.
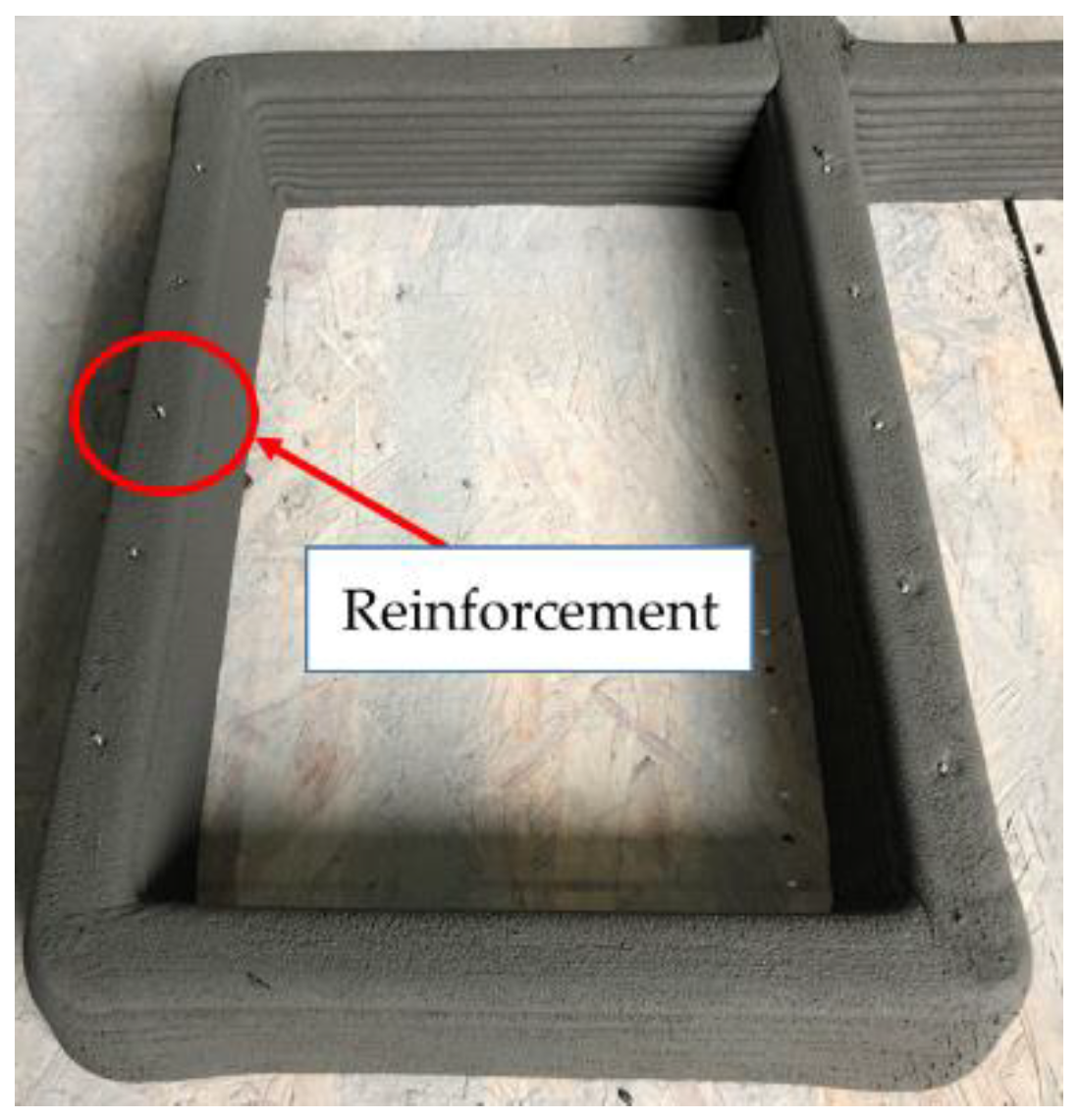
- The failure of 3D-printed specimens depended on the presence of interlayer reinforcement. The test results implied that interlayer reinforcements played a bridging role across cracks, and accordingly, the interlayer reinforcements were gradually pulled out at the failure interlayer.
- The flexural tensile strengths of the 3D-printed specimens produced under air curing conditions were 27–57% lower than those of specimens produced under water-curing conditions. This implied that possible air pores and joint gaps between printed layers would decrease the resistance to loading. Extensive analysis of the pore structures and joint gaps between 3D-printed layers was not performed in this study. However, the characteristics of microstructures in interlayers will be investigated in future studies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, M.; Zhang, Q.; Tan, Z.; Wang, L.; Li, Z.; Ma, G. Investigation of Steel Wire Mesh Reinforcement Method for 3D Mortar Printing. Arch. Civ. Mech. Eng. 2021, 21, 24. [Google Scholar] [CrossRef]
- Li, L.G.; Xiao, B.F.; Fang, Z.Q.; Xiong, Z.; Chu, S.H.; Kwan, A.K.H. Feasibility of Glass/Basalt Fiber Reinforced Seawater Coral Sand Mortar for 3D Printing. Addit. Manuf. 2021, 37, 101684. [Google Scholar]
- Chu, S.H.; Li, L.G.; Kwan, A.K.H. Development of Extrudable High Strength Fiber Reinforced Mortar Incorporating Nano Calcium Carbonate. Addit. Manuf. 2021, 37, 101617. [Google Scholar]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Hardened Properties of 3D Printed Mortar: The Influence of Process Parameters on Interlayer Adhesion. Cem. Concr. Res. 2019, 119, 132–140. [Google Scholar] [CrossRef]
- Kruger, J.; du Plessis, A.; van Zijl, G. An Investigation into the Porosity of Extrusion-Based 3D Printed Mortar. Addit. Manuf. 2021, 37, 101740. [Google Scholar]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and Hardened Properties of 3D Printable Cementitious Materials for Building and Construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Joh, C.; Lee, J.; Bui, T.Q.; Park, J.; Yang, I.-H. Buildability and Mechanical Properties of 3D Printed Mortar. Materials 2020, 13, 4919. [Google Scholar] [CrossRef] [PubMed]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of Layer-Interface Properties on Mechanical Performance of Mortar Elements Produced by Extrusion-Based 3D-Printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Bond Properties of Reinforcing Bar Penetrations in 3D Mortar Printing. Autom. Constr. 2020, 120, 103394. [Google Scholar] [CrossRef]
- Kristombu Baduge, S.; Navaratnam, S.; Abu-Zidan, Y.; McCormack, T.; Nguyen, K.; Mendis, P.; Zhang, G.; Aye, L. Improving Performance of Additive Manufactured (3D Printed) Mortar: A Review on Material Mix Design, Processing, Interlayer Bonding, and Reinforcing Methods. Structures 2021, 29, 1597–1609. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Khalil, N.; Remond, S. Inter-Layer Reinforcement of 3D Printed Mortar Elements. Asian J. Civ. Eng. 2021, 22, 341–349. [Google Scholar] [CrossRef]
- Baz, B.; Aouad, G.; Leblond, P.; Al-Mansouri, O.; D’hondt, M.; Remond, S. Mechanical Assessment of Mortar—Steel Bonding in 3D Printed Elements. Constr. Build. Mater. 2020, 256, 119457. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of Deposition Velocity in the Presence/Absence of E6-Glass Fibre on Extrusion-Based 3D Printed Mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic Behavior in Bending of 3D Printed Mortar Reinforced with Fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Hambach, M.; Volkmer, D. Properties of 3D-Printed Fiber-Reinforced Portland Cement Paste. Cem. Concr. Compos. 2017, 79, 62–70. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Mesh Reinforcing Method for 3D Mortar Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. A Study into the Effect of Different Nozzles Shapes and Fibre-Reinforcement in 3D Printed Mortar. Materials 2019, 12, 1708. [Google Scholar] [CrossRef] [Green Version]
- Hass, L.; Bos, F. Bending and Pull-Out Tests on a Novel Screw Type Reinforcement for Extrusion-Based 3D Printed Mortar. In Proceedings of the Second RILEM International Conference on Mortar and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; pp. 632–645. [Google Scholar]
- Ma, G.; Li, Z.; Wang, L.; Bai, G. Micro-Cable Reinforced Geopolymer Composite for Extrusion-Based 3D Printing. Mater. Lett. 2019, 235, 144–147. [Google Scholar] [CrossRef]
- Bester, F.; van den Heever, M.; Kruger, J.; Cho, S.; van Zijl, G. Steel Fiber Links in 3D Printed Mortar. In Proceedings of the Second RILEM International Conference on Mortar and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; pp. 398–406. [Google Scholar]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Mortar 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, W.; Konstantinidis, N.; Austin, S.; Buswell, R.A.; Cavalaro, S.; Cecinia, D. Flexural Behaviour of AR-Glass Textile Reinforced 3D Printed Mortar Beams. In Proceedings of the Second RILEM International Conference on Mortar and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; pp. 728–737. [Google Scholar]
- Bos, F.P.; Ahmed, Z.Y.; Wolfs, R.J.M.; Salet, T.A.M. 3D Printing Concrete with Reinforcement BT—High Tech Concrete: Where Technology and Engineering Meet; Hordijk, D.A., Luković, M., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 2484–2493. [Google Scholar]
- Rashid, K.; Ueda, T.; Zhang, D.; Miyaguchi, K.; Nakai, H. Experimental and Analytical Investigations on the Behavior of Interface between Mortar and Polymer Cement Mortar under Hygrothermal Conditions. Constr. Build. Mater. 2015, 94, 414–425. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Zhang, D.; Tan, M.J.; Qian, S. Investigation of Interlayer Adhesion of 3D Printable Cementitious Material from the Aspect of Printing Process. Cem. Concr. Res. 2021, 143, 106386. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable Properties of Cementitious Material Containing Copper Tailings for Extrusion Based 3D Printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Cappellari, M.; Daubresse, A.; Chaouche, M. Influence of Organic Thickening Admixtures on the Rheological Properties of Mortars: Relationship with Water-Retention. Constr. Build. Mater. 2013, 38, 950–961. [Google Scholar] [CrossRef]
- Khayat, K.H. Viscosity-Enhancing Admixtures for Cement-Based Materials—An Overview. Cem. Concr. Compos. 1998, 20, 171–188. [Google Scholar] [CrossRef]
- Chu, S.H. Effect of Paste Volume on Fresh and Hardened Properties of Mortar. Constr. Build. Mater. 2019, 218, 284–294. [Google Scholar] [CrossRef]
- Li, L.G.; Chu, S.H.; Zeng, K.L.; Zhu, J.; Kwan, A.K.H. Roles of Water Film Thickness and Fibre Factor in Workability of Polypropylene Fibre Reinforced Mortar. Cem. Concr. Compos. 2018, 93, 196–204. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early Age Mechanical Behaviour of 3D Printed Mortar: Numerical Modelling and Experimental Testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Panda, B.; Lim, J.H.; Tan, M.J. Mechanical Properties and Deformation Behaviour of Early Age Mortar in the Context of Digital. Constr. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical Behavior of 3D Printed Mortar with Recycled Sand at Early Ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Chaves Figueiredo, S.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and Calcined Clay-Based Sustainable Cementitious Materials for 3D Mortar Printing: A Fundamental Study of Extrudability and Early-Age Strength Development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef] [Green Version]
- American Society for Testing and Materials (ASTM). Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-Mm] Cube Specimens); C109M-07; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- American Society for Testing and Materials (ASTM). Standard Test Method for Splitting Tensile Strength of Cylindrical Mortar Specimens; C496M/C 496M-04; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- British Standards Institution. Testing Hardened Concrete. Tensile Splitting Strength of Test Specimens; BS EN 12390-6:2009; British Standards Institution: London, UK, 2009. [Google Scholar]
- The International Organization for Standardization. Testing of Concrete—Part 4: Strength of Hardened Concrete; ISO 1920-4: 2020; ISO (The International Organization for Standardization): Vernier, Geneva, Switzerland, 2020. [Google Scholar]
- Jindal, B.; Singhal, D.; Sharma, S.; Jangra, P. Suitability of Ambient-Cured Alccofine Added Low Calcium Fly Ash-Based Geopolymer Concrete. Indian J. Sci. Technol. 2017, 10, 1–10. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; C348-18; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Termkhajornkit, P.; Nawa, T.; Kurumisawa, K. Effect of Water Curing Conditions on the Hydration Degree and Compressive Strengths of Fly Ash–Cement Paste. Cem. Concr. Compos. 2006, 28, 781–789. [Google Scholar] [CrossRef]
- Lee, H.; Kim, J.-H.J.; Moon, J.-H.; Kim, W.-W.; Seo, E.-A. Correlation between Pore Characteristics and Tensile Bond Strength of Additive Manufactured Mortar Using X-Ray Computed Tomography. Constr. Build. Mater. 2019, 226, 712–720. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| W/B | Unit Weight (kg/m3) | Cementitious Paste Volume (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| Water | OPC | SF | FA | Sand | HWRA | Viscosity Agent | ||
| 0.25 | 222 | 610 | 87 | 175 | 1,206 | 17.4 | 0.87 | 52.0 |
| Strength | Fabrication Method | Loading Direction | Interlayer Reinforcement (mm) | Curing Conditions | |||
|---|---|---|---|---|---|---|---|
| Water Curing | Air Curing | ||||||
| Mean | S.D. | Mean | S.D. | ||||
| (MPa) | (MPa) | (MPa) | (MPa) | ||||
| Compressive strength (fc) | Monolithic | - | - | 75.3 | 4.3 | 45.5 | 2.3 |
| Printed | I | - | 49.6 | 11.4 | 25.7 | 8.5 | |
| II | - | 33.3 | 5.3 | 25.3 | 1.2 | ||
| III | - | (33.3) * | (5.3) * | (25.3) * | (1.2) * | ||
| Splitting tensile strength (ft) | Printed | I | - | 5.8 | 0.8 | 4.5 | 0.3 |
| II | - | 3.8 | 0.4 | 2.2 | 0.4 | ||
| III | - | 2.6 | 0.1 | 1.6 | 0.2 | ||
| Flexural tensile strength (fr) | Printed | I | - | 10.0 | 0.6 | 4.3 | 1.5 |
| II | - | 10.3 | 0.7 | 4.5 | 1.1 | ||
| III | 300 (no splice) | 6.3 | 1.1 | 4.6 | 1.2 | ||
| III | 40 (splice) | 5.6 | 1.0 | 3.7 | 0.9 | ||
| III | 20 (splice) | 5.1 | 1.5 | 3.3 | 0.9 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.; Bui, Q.-T.; Lee, J.; Joh, C.; Yang, I.-H. Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials 2021, 14, 6630. https://doi.org/10.3390/ma14216630
Park J, Bui Q-T, Lee J, Joh C, Yang I-H. Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials. 2021; 14(21):6630. https://doi.org/10.3390/ma14216630
Chicago/Turabian StylePark, Jihun, Quang-The Bui, Jungwoo Lee, Changbin Joh, and In-Hwan Yang. 2021. "Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement" Materials 14, no. 21: 6630. https://doi.org/10.3390/ma14216630
APA StylePark, J., Bui, Q.-T., Lee, J., Joh, C., & Yang, I.-H. (2021). Interlayer Strength of 3D-Printed Mortar Reinforced by Postinstalled Reinforcement. Materials, 14(21), 6630. https://doi.org/10.3390/ma14216630