1. Introduction
Gradient forms of structures are abundant in nature and are designed to have optimal energy efficiency and adapt well to their ecosystem, making them structurally and functionally optimized [
1] for applications including load-bearing and support with high mechanical efficiency, contact damage resistance from loads including impact, indentation and sliding forces, interfacial strengthening and toughening of dissimilar components, and other functional benefits [
2]. Some natural examples include the bamboo plant stem [
3,
4,
5], butterfly wings’ scales [
6], the nanoporous sucker ring tooth of a squid [
7,
8], a horse hoof [
9], and the spruce stem [
10,
11]. Generally, the nature of gradients can be in three basic forms. These are gradient in a gradual manner, step-wise manner, or gradient throughout the entire volume [
12].
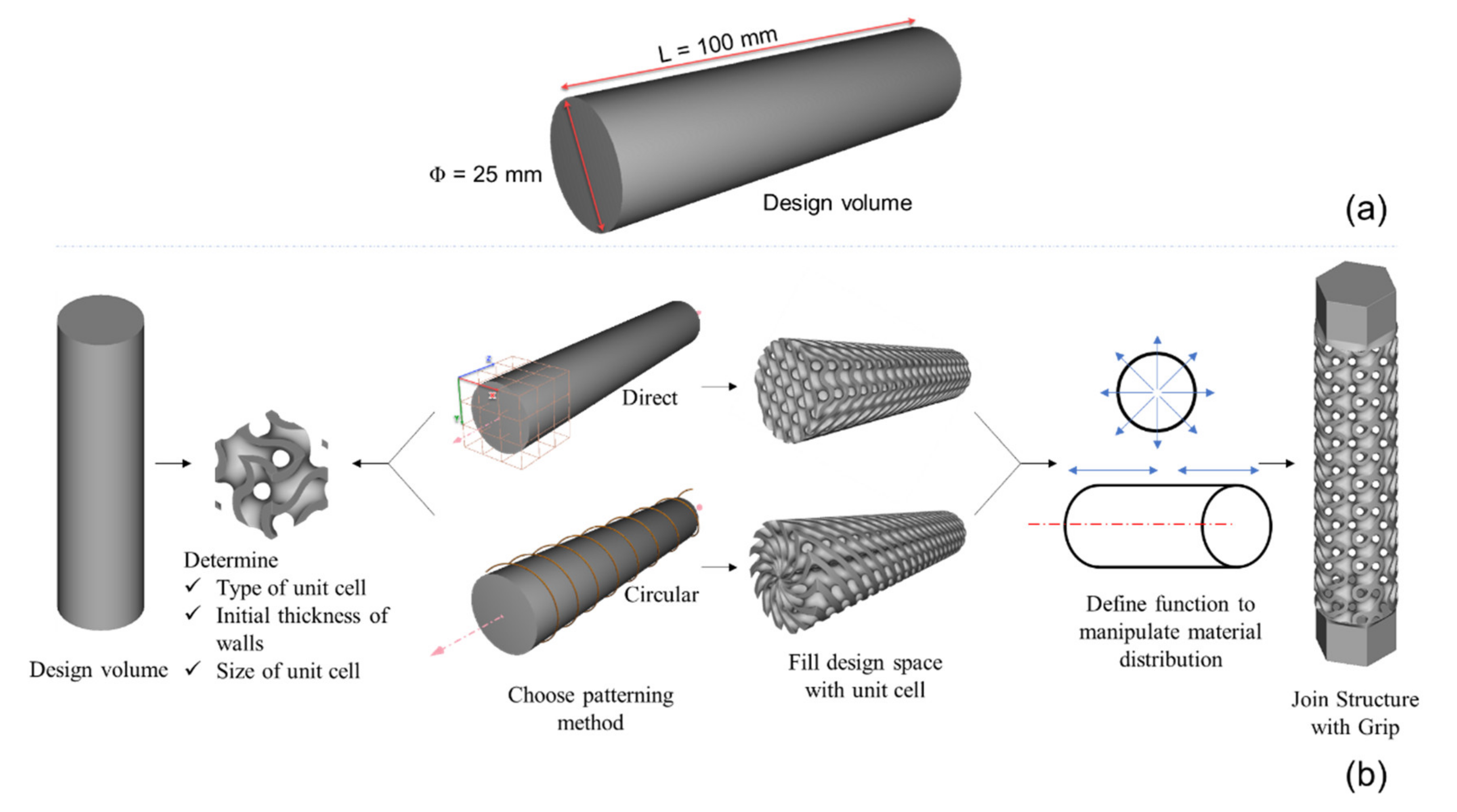
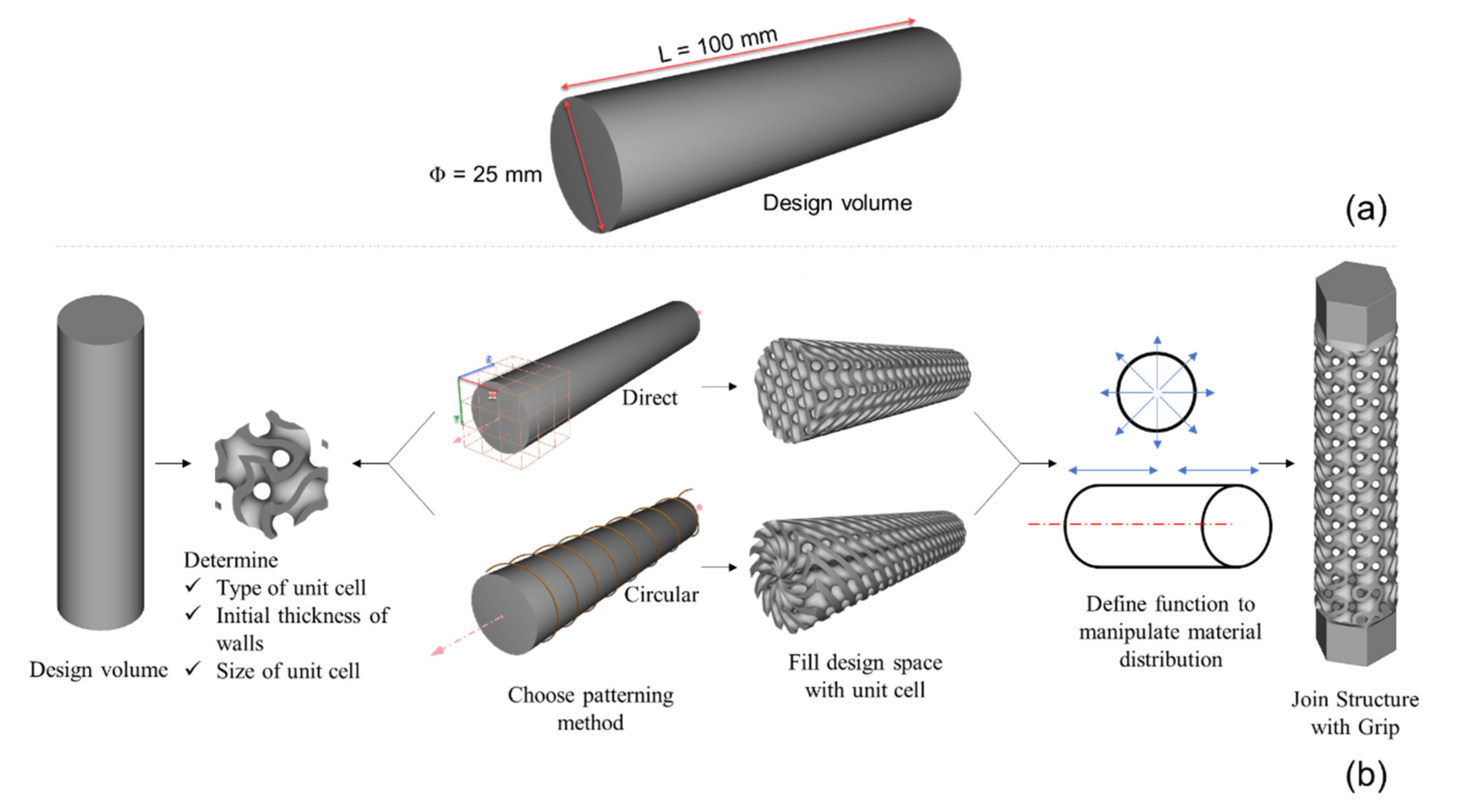
A functional gradient is an essential tool for structural components and lattice structures to control site-specific properties within the structure. It is important in designing structures that mimic natural systems which can have specific and optimal responses to applied loads. A gradient structure can be designed by varying one or more of the following parameters: unit cell size, wall thickness/strut diameter, strut length [
1]. The overall procedure taken when designing functionally graded lattice structures includes four main steps [
2]: (i) selection or design of the unit cell, (ii) patterning or tessellation of unit cells in the design domain, (iii) relative density distribution for gradient density, and (iv) reconstruction of the lattice structures for manufacturing. Lattice structures can be graded from a complete solid to a minimum beam or wall thickness according to the creation of the desired volume ratio. They can also be manipulated in a variety of ways to control more exotic properties other than density, such as elongation, vibration damping, Poisson ratio, and electromagnetic effects of structures. The manipulation and ability to create very intricate architectures using lattice structures make them extremely difficult to manufacture using conventional fabrication methods. However, Additive manufacturing (AM) processes provide the freedom to manufacture complex parts with the desired accuracy without worrying about the complexity of structures [
3]. It provides a wide range of advantages that enable the fabrication of complex functionally gradient structures, including reduced material wastage, the elimination of tooling and fixture preparation, and the reduced cost of labor and machinery. Several AM technologies and processes can also be integrated, forming a high-speed system that is essential to achieve speed, accuracy, and surface finish [
4]. This enables engineers to create complex structures that are highly functional without the limitations of manufacturability.
Several studies show that functionally graded lattice structures have superior performance and enhanced properties than uniform density lattice structures. The investigation of the compressive properties of additively manufactured cubic and honeycomb lattice structures showed that plateau stress and the energy absorption of functionally graded structures is higher than the uniform density samples by up to 62% and 72%, respectively [
5]. A study performed on continuously graded micro lattices revealed that functional gradient structures exhibit progressive layer-by-layer deformation regardless of unit cell size and build direction favorable for a uni-directional impact absorption compared to uniform density structures that tend to fail diagonally or randomly [
6]. The investigation of fatigue properties of additively manufactured gyroid lattice structures showed that graded variants have 1.21–1.67 times higher fatigue life than uniform counterparts having identical volume fractions [
7]. Geometrically gradient lattice structures were found to have controllable deformation features and effectively increase the energy absorption efficiency of structures [
8]. A quasi-static and dynamic compression test performed in gradient lattice structures manufactured using the SLM process showed that maximum deformation energy depends on the gradient density and increases with increasing relative density [
9]. This gradually changing topology resulted in specific mechanical properties, making them good candidates for enhanced energy absorption applications. Studies performed on the impact properties re-entrant auxetic lattice structures applied to a crash box revealed that the gradient lattice structure efficiently improved the crashworthy-ness criteria of the thin-walled columns on pedestrian protection because of their high impact performances [
10]. A comparison made between additively manufactured sheet-based and strut-based gyroid cellular structures with graded densities subjected to a compression load showed that the sheet-based structures are more isotropic and have a larger elastic modulus than the strut-based counterparts [
11]. It was also proved that the graded cellular structures have excellent deformation and mechanical behaviors, with the sheet-based structures having better energy absorption over the strut-based ones.
Out of the several types of lattice structures, triply periodic minimal surfaces, TPMS, based lattices have improved mechanical properties and are proven to be the most efficient method for creating functionally gradient structures. They have a balanced combination of specific and axisymmetric stiffness [
12], high interconnectivity and a high surface-to-volume ratio [
13], excellent energy absorption [
14], less stress concentration, and increased permeability [
15]. Because of their advantages, TPMS structures are strong candidates for different applications in different industries. They have proven to be a crucial and versatile solution for the biomedical sector in designing biomorphic scaffolds because of their lightweight property, as well as porous and interconnected nature, which better mimics the natural human bone structure [
16], making them ideal for the fabrication of metal implants [
17]. TPMS based metal foam structures have also been used for thermal energy storage and energy management applications because of their effective thermal conductivity [
18]. When used in heat exchangers, TPMS structures can generate much larger turbulent kinetic energy, resulting in significantly improved thermal performance [
19]. Despite their proven advantages, functionally gradient lattice structures are not fully investigated for dynamic loading conditions such as torsion, shear, and bending. This created a lack of an experimental and analytical model that captures their behavior, limiting the range of their applications.
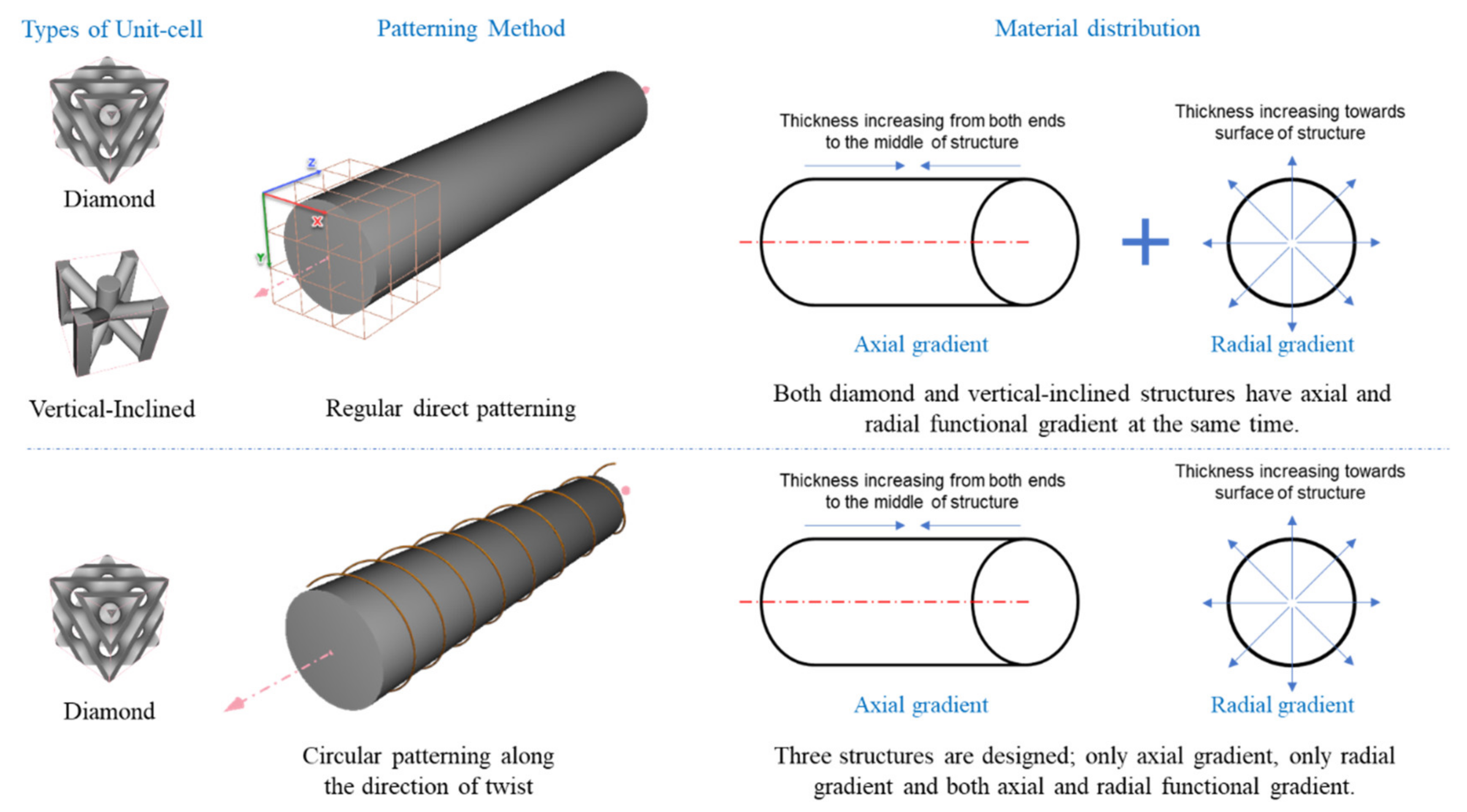
When creating lattices, unit cells can be tessellated in different ways to make structures [
20]. These techniques include the direct patterning of unit cells along two or three dimensions (x, y, z) in the design space, the surface geometry to pattern unit cells conformally, and topology optimization to create lattices to fill a 3D space on the design criteria optimally. All the different techniques of patterning unit cells have their applications and advantages in creating lattice structures. Direct patterning is ideal for quickly and simply creating lattice structures to fill a very regularly shaped design volume. On the other hand, conformal patterning is a vital tool to create lattice structures that conform to a given irregular or curved shape to retain the integrity of unit cells. In contrast, topology optimization is essential because it creates unit cells in a desired 3D space and can optimize material distribution in the lattice structures. Topology optimization is usually suitable for creating stochastic lattice structures based on the stress concentration, boundary constraint, permissible loads, final product weight, and other operating conditions. On the other hand, direct patterning works with non-stochastic unit cells that are capable of being tessellated in two or three dimensions. The conformal patterning method can be used regardless of the lattice being stochastic or non-stochastic. For this study, a circular patterning of unit cells that conforms to the cylindrical design volume is adopted to tesselate unit cells along the direction of the twisting force to study its effect on the torsional performances of structures.
This study aims to design diamond-based and strut-based functionally gradient lattice structures based on the stress distribution and failure of circular structures subjected to torsion in regular and circular patterning methods; investigate their torsional properties in terms of torsional stiffness, energy absorption, and failure modes; and study the effect of circular patterning on the torsional resistance and mechanical properties of the lattice structures. It also gives a performance comparison between functionally gradient structures and their uniform counterparts in terms of their torsional stiffness, ultimate strength, and failure modes.
3. Results and Discussion
The torsional properties of all lattice structures in terms of torsional stiffness, energy absorption, and failure modes are presented in the coming sections.
3.1. Torsional Stiffness
The torque-twist plots for the five functionally gradient structures are shown in
Figure 10 below.
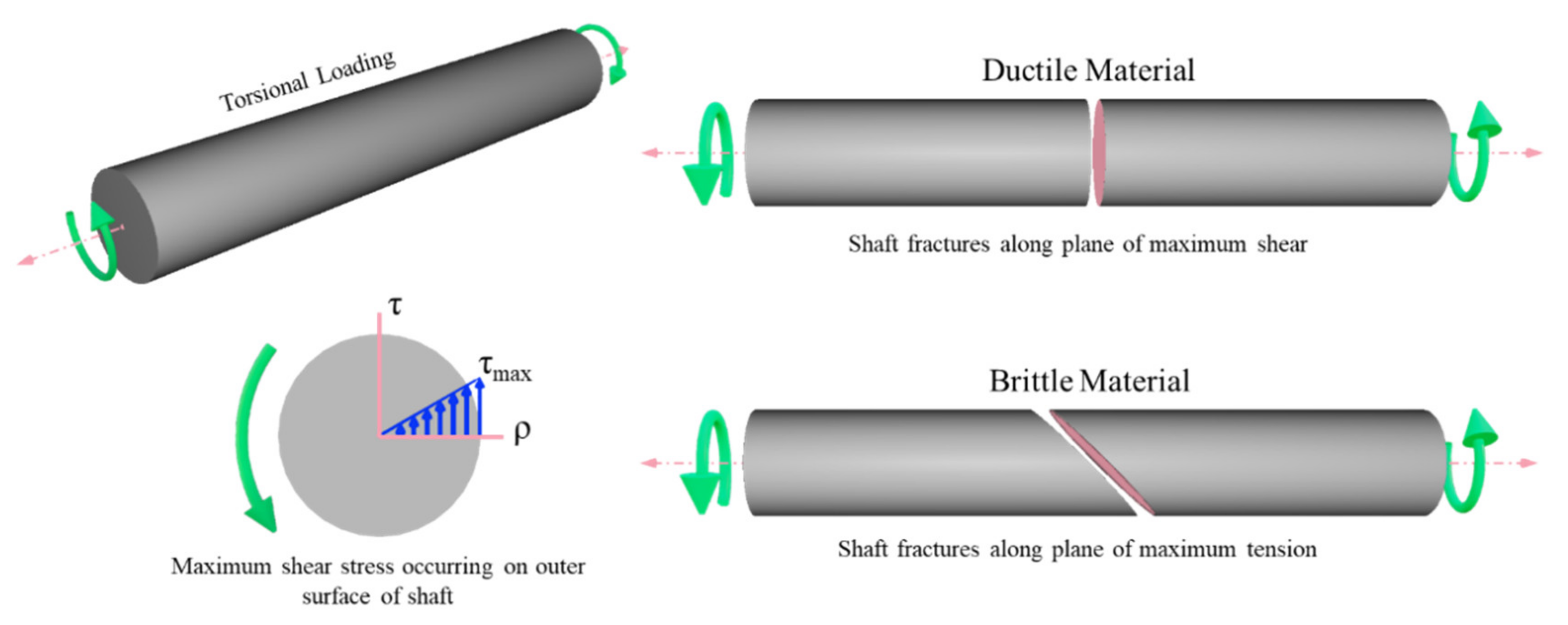
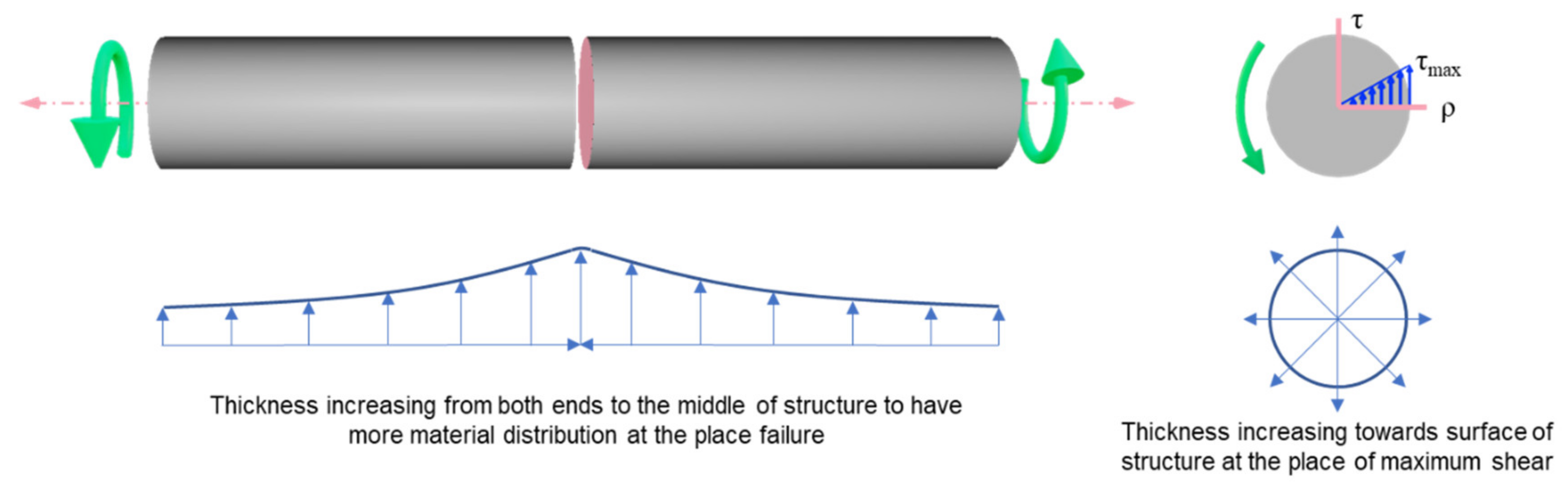
The first design, D, has a functional material distribution similar to a stress concentration along the radius of a cylindrical object subjected to torsion and where structures fail, which is the middle of the structure. Because of this, we see this structure having steeper curves and higher torque values. This structure has regularly patterned unit cells in the design volume. Another structure with the regularly patterned unit cells is design VI. This has a similar functional gradient to the first structure, both along the radial and longitudinal directions. This structure is composed of vertical struts that are far less efficient in resisting torsional loads. Because of this reason, this structure withstood significantly less torque.
The other three structures have a circular patterning of unit cells which corresponds to the direction of the twisting load. This made the structures resist more angular twists than the other two functional gradient structures. It can also be seen from the figure below that these three lattice structures have larger plastic deformation regions characterized by a significant increase in the angular twist with a meager increase in the amount of torque. However, we can see that the CF structure that has a functional gradient in both the radial and longitudinal direction was able to resist lower torque value than the regular patterned D structure with the same radial and longitudinal functional gradient design, showing that a regular patterning of unit cells is better than a circular patterning for torsional applications. Structure D has an average torque value of 19,693 N·mm, which CR follows with 19,536 N·mm. These two structures have similar average torque values, but CR withstood much more angular twisting of around 130 degrees compared to just 80 degrees by structure D. These structures are followed by CF, CA, and VI with 16,739, 13,942, and 8411 N·mm, respectively.
The elastic regions of these torque-twist plots are shown in
Figure 11 below and are used to calculate the torsional stiffness of structures. Even though the functionally gradient structures did not exhibit large angular twists as in the previous designs, they showed higher stiffness values because of their effective material distribution. Based on the elastic curves of torque-twist plots, torsional stiffness values for each specimen are calculated, and the average value is taken as the torsional stiffness of the structures. The individual and average values of torsional stiffness for each structure are presented in
Table 3. The table shows that design D has the highest stiffness value of 18,705 N·mm/rad due to its effective material distribution across the entire structure. It is followed by a CR structure with 14,220 N·mm/rad, which has a material distribution that follows a natural stress concentration in torsional load. Even though the CF structure has a functional gradient design in both the radial and longitudinal directions, it has a slightly lower stiffness value, showing that the radial stress concentration is a higher determining factor in the torsional performances of cylindrical structures. The CA and VI structures follow with stiffness values of 13,812 and 12,703 N·mm/rad, respectively. The difference in the torsional stiffness of the structures can also be seen from the slope of the curve in the previous figure showing the comparison between the torque-angle of the twist curves.
3.2. Energy Absorption
To calculate the energy absorptions of structures polar from the shear stress-strain curves, the polar moment of inertia of the structures is calculated by taking multiple slices of the cross-section to determine the cross-section with the smallest area that can better represent the torsional resistance of the entire structure. This cross-section is then used to calculate the polar moment of inertia at the centroid of the area.
Table 4 shows the polar moment of the inertia value for each structure based on their minimum cross-sectional area.
Since the polar moment of inertia is directly proportional to the cross-sectional area, we can see on the above table that structures with higher areas will have higher values of the polar moment of inertia. Once the polar moment of inertia is determined, the shear stress and strain values of each structure can be calculated from the torque-twist value using Equations (1) and (2), respectively.
where
= torque (N·mm),
= radius (mm),
= polar moment of inertia (mm
4),
= angle of twist (rad), and
= gauge length (mm). Since the radius value is constant for all the structures, the value of shear stress mainly depends on the amount of torque and the value of the polar moment of inertia of the structures.
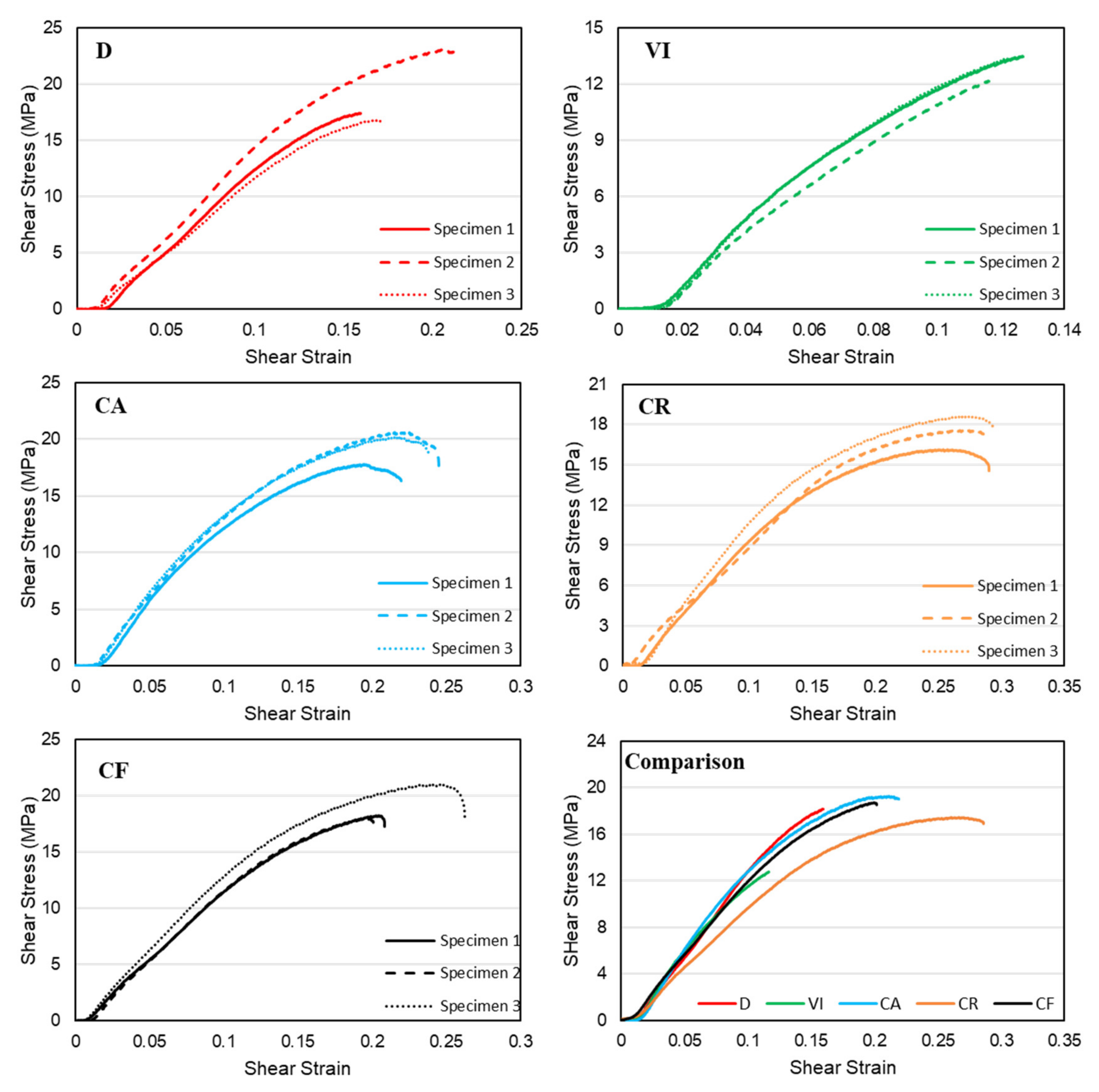
Figure 12 shows the experimental shear-stress-strain plots of the five functionally gradient structures. Three structures, D, CA, and CF have very close maximum shear stress values of 19.11, 19.88, and 19.06 MPa. These structures have higher stress values than the two other structures. Since structure CR had a slightly higher polar moment of inertia value, it decreased the maximum shear stress it withstood with a value of 17.43 MPa and put it just less than the three previously mentioned designs. Structure VI had the lowest value of maximum shear stress with 13.01 MPa and a lower shear strain value. We can also see from the figure that the two structures with a regular patterning of unit cells, D and VI, had very short regions of plastic deformation compared to the three circularly patterned lattice structures.
The energy absorption of each structure is calculated by taking the area under the average shear-stress-strain curves. The energy absorbed up to the fracture point of the specimens, toughness, is calculated by approximating the stress-strain curves using the best polynomial curve and integrating the function with the range of the lowest and highest value of strain.
Figure 13 shows energy absorption plots based on the area under the shear-stress-strain curves of each lattice structure. The figure below shows that the CR structure has the highest energy absorption value of 3.26 J/mm
3 due to its high angular twist values. It is followed by the CA, CF, D, and VI structures with energy absorption values of 2.63, 2.20, 1.51, and 0.77 J/mm
3, respectively. The circular patterning of the three structures, CR, CA, and CF, gave them the advantage to withstand more angular twist over the regularly patterned unit cells.
3.3. Comparison of Performance
In this section, the comparison between regularly patterned and circularly patterned diamond structures will be made in terms of their torsional stiffness, ultimate strength, and angular twist. In addition, a comparison of the performance between the regularly patterned functional gradient diamond and vertical-inclined structures is presented to show the effect of the material distribution on the torsional performance of structures. For a comparison of the torsional stiffness of structures, the elastic regions of the torque-twist curves were plotted using the average values of the three specimens. The first structures that are compared in this section are structures D and CF. Both structures have a material distribution that varies in both longitudinal and radial directions in which the wall thickness of the structures increases from the central axis to the outer surface and from two longitudinal ends towards the middle.
Figure 14 below shows the torque-twist and shear stress-strain curves of the D and CF structure. The figure shows that the regularly patterned functional gradient structure, D, has a higher torsional resistance than the circularly patterned CF structure.
The curve also has a much steeper curve in the elastic region, showing a better torsional stiffness value. In contrast, the CF structure has a higher value of angular twist due to the patterning effect that aligns to the twist’s direction, giving it better compliance to the twisting load. From the stress-strain plot, we can see that both D and CF structures have comparably similar ultimate strength values of 18.16 and 18.68 MPa, respectively. However, the CF structure was able to withstand higher shear strain values deforming plastically. The torsional stiffness values of both structures are shown in
Table 5 below.
Another comparison is made between uniform density structures and functionally gradient structures. The uniform gradient regularly patterned diamond structure, hereafter DU, is made with a wall thickness of 1.72 mm and a relative density of 40.18%, similar to the functional gradient counterpart. Similar torsional experiments with identical parameters and conditions are made to compare the properties between the two structures. On the other hand, the uniform density vertical-inclined structure, hereafter VI-U, has an outer vertical beam diameter of 2.4 mm and diagonal beams of 1.6 mm. This structure also has a similar relative density of 41% with the functional gradient one.
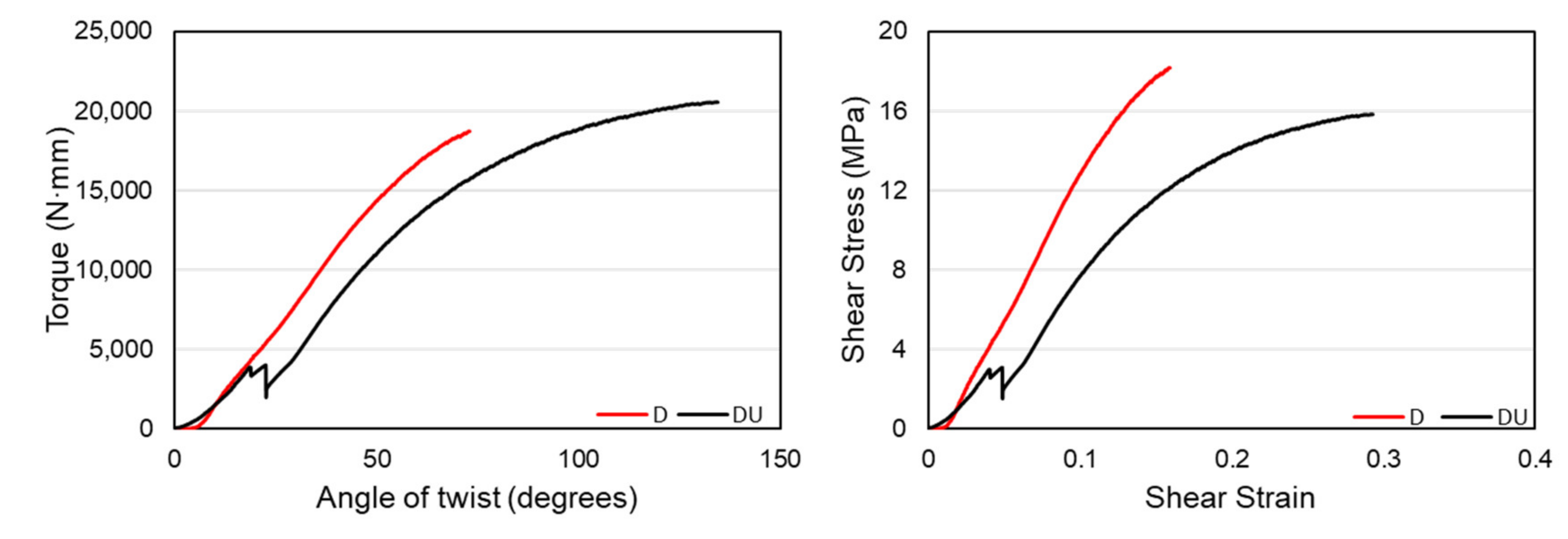
Figure 15 shows a comparison of torque-twist and shear stress-strain plots between the gradient density D, structure, and the uniform density, DU, counterpart.
The above graph shows that the uniform density DU structure has higher values than the functionally gradient D structure in terms of the torque withstood and torsional angle. One major factor for these results is that both structures have the same relative density, making the D structure have less wall thickness at the end of the structures, creating a high-stress concentration in those areas. However, structure DU does not have any variation of material distribution in the longitudinal direction that eliminated a high-stress concentration at the intersection of the structure and grip. The shear-stress-strain plots show that the functionally gradient D structure has a very steep slope and higher ultimate strength than the uniform gradient DU structure. This resulted from the D structure’s torsional resistance values governed by the material distribution along with the structures. Since the material distribution follows a stress concentration pattern in cylindrical structures, it was able to have higher torsional stiffness. The torsional stiffness values of these two structures are given in
Table 6 below.
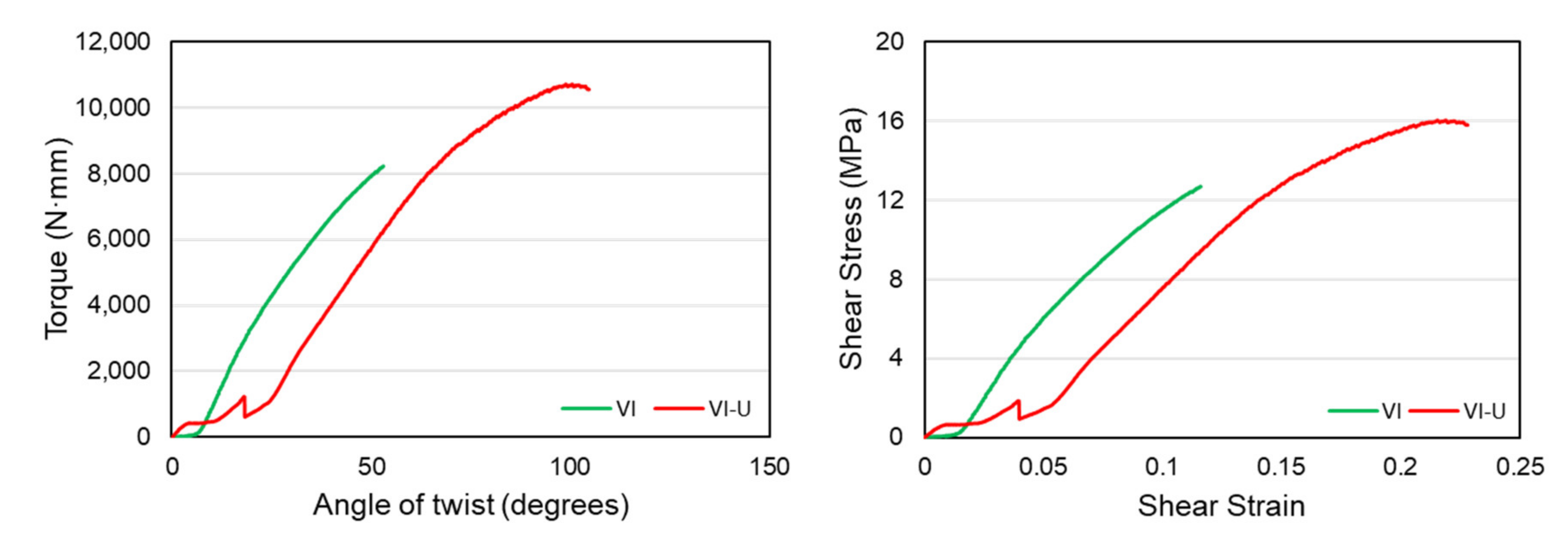
Similarly, a comparison is made between the functionally gradient and uniform density vertical-inclined structures. The comparison of the torque-twist and shear-stress-strain plots is given in
Figure 16 below. The figure shows that the uniform density vertical-inclined VI-U structure could withstand more angular twists than the VI structure. This is mainly caused due to the higher stiffness of the structure, which made it behave in a brittle manner and have failure without having significant plastic deformation. Therefore, we can see that the different material distribution in the structures made from the same unit cell can significantly affect material failure behavior. In terms of the shear-stress-strain plots, structure VI-U still has higher ultimate shear strength before failure. However, the functionally gradient structure, VI, has a smooth and slightly steeper curve showing a higher stiffness value. Overall, we can say that material distribution is more efficient in the diamond structure to enhance the property than the strut-based vertical-inclined structure.
The torsional stiffness values of these two structures, VI and VI-U, are given in
Table 7 below. The table shows that the torsional stiffness of the VI structure is slightly higher than the VI-U structure despite not having a large plastic deformation region.
3.4. Failure of Structures
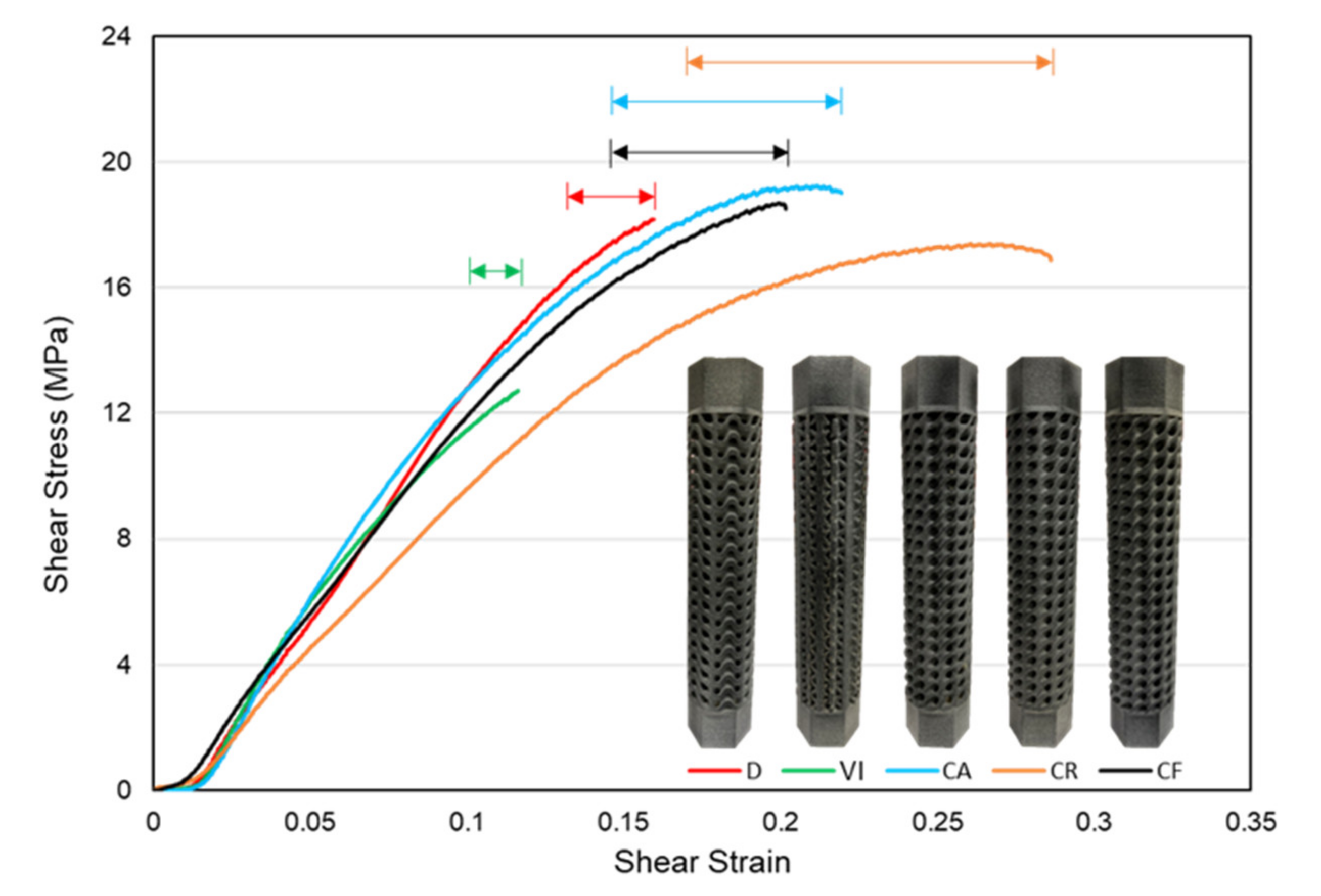
Figure 17 shows the plastic regions of each structure based on the shear-stress-strain curves. It shows that the three structures with a circular patterning of unit cells, CA, CR, and CF, in the design volume showed larger plastic deformation regions. This is because the circular patterning matches the twisting profile of the angular twist, giving them a higher capacity to withstand more torsional angles. In contrast, the two functionally gradient structures with a regular patterning of unit cells, D and VI, have shorter plastic deformation regions. The amount of plastic deformation before fracture can predict the type of failure behavior in structures. Structures with more extended regions of plastic deformation are often associated with the ductile mode of failure. This shows that CA, CR, and CF structures failed in a brittle manner. Since D and VI structures have stiff structures and shorter plastic deformation regions, we can say that they failed in a brittle manner.
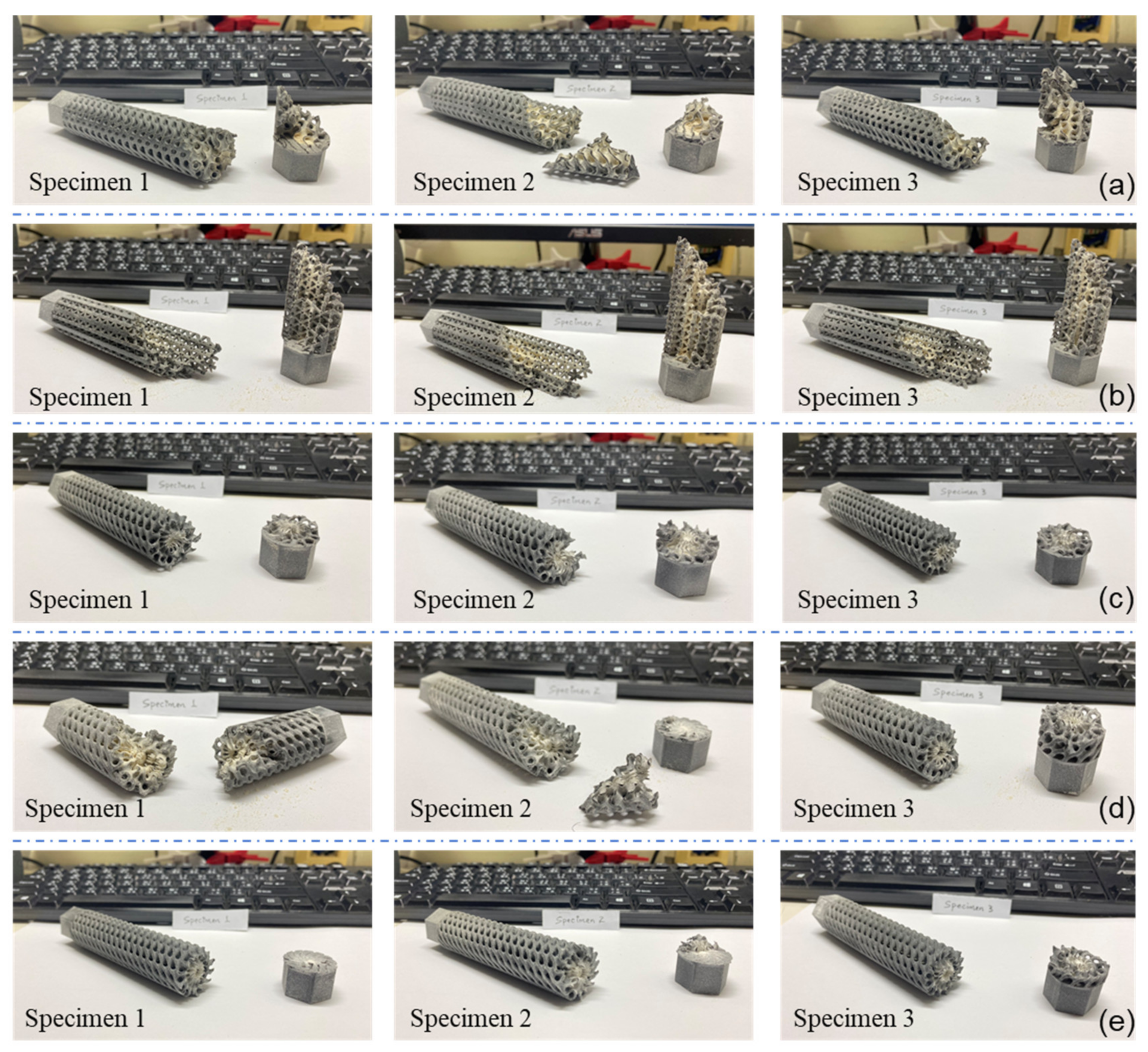
The failed specimens can also indicate the mechanical properties of the structure and their resistance to the applied torsion.
Figure 18 below shows all failed specimens of the functionally gradient lattice structures. The stiff structures were able to withstand the applied torsional rotation failed at the interface between the lattice and the grip structure. This shows that the interface was subjected to higher stress values due to the higher strength of the main structure in the functionally gradient structures. On the other hand, it can be seen that the failure was initiated from the middle of the structures where the stress concentration was higher for the uniform density structures. This shows that the functional material distribution effectively made the lattice structures stiffer and have better torsional resistance.
4. Conclusions
This paper aimed to investigate the torsional properties of lattice structures and study the effect of the material distribution and patterning modes on the mechanical properties of the structures. The torsional properties of functionally gradient lattice structures made from TPMS and strut-based unit cells were investigated using an experimental approach. The results clearly show that the stiffness and energy absorption of the structures can be improved by an effective material distribution that corresponds to the stress concentration due to torsional load. It is observed that functional gradient designs have higher stiffness, increasing their strength. However, this increase in stiffness is seen to be associated with a more brittle mode of fracture. In addition, effective material distribution also affects the failure mechanism and delays the plastic deformation of the structures, increasing their resistance to torsional loads. The functionally gradient lattice structures’ results showed that structure D with a functional material distribution in both radial and longitudinal directions had improved torsional stiffness and ultimate shear strength compared to structure DU, a uniform density structure. On the other hand, the higher stiffness of this structure made it have shorter plastic deformation failing in a brittle manner. It is also found that the functionally gradient structure made from vertical-inclined unit cells, VI, has higher torsional stiffness than its uniform density counterpart, VI-U. A circular way of patterning unit cells was also used to investigate its effect on torsional properties. From the results, it can be concluded that this was of patterning unit cells increased the amount of the torsional twisting angle that a structure can withstand but has no importance in enhancing torsional stiffness and the ultimate shear strength of the structures.
For future work, it is recommended that an extensive finite element analysis, FEA, be carried out, and cross-validation with experimental results should be conducted to characterize the lattice structures’ torsional properties effectively. This study can open further avenues to explore functionally graded structures by the optimal distribution of materials in order to achieve the specific strength needed for application where weight is a significant factor, and further investigation that looks at the dynamic underlying reasons in the mechanics of these structures with accurate methods of evaluating them will create a potential to exploit them further and expand the impact of TPMS based lattice structures.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}