
Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation



Abstract
:1. Introduction
2. Materials and Methods
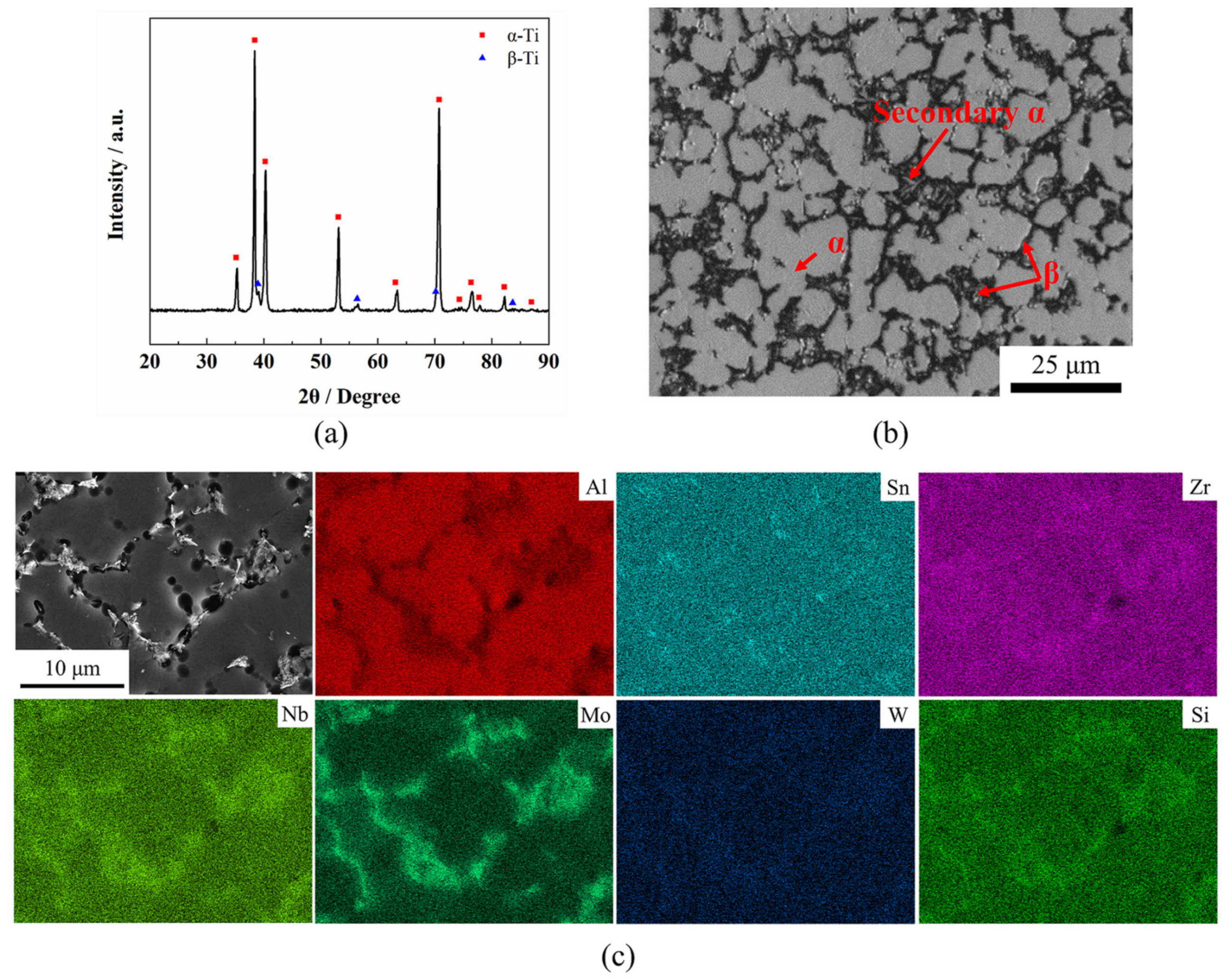
2.1. Materials
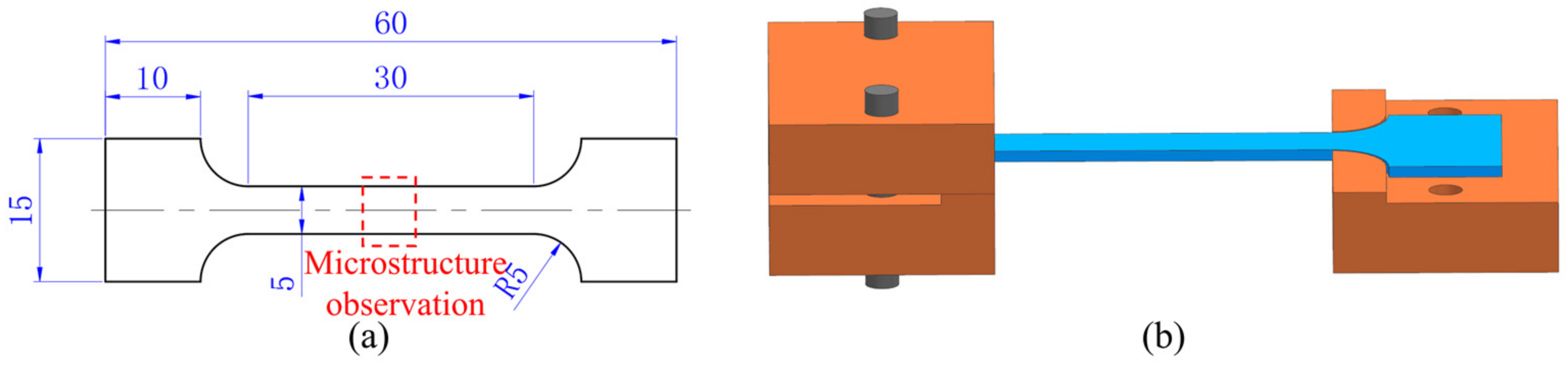
2.2. Uniaxial Tensile Tests and Microstructure Characterization
3. Results and Discussion
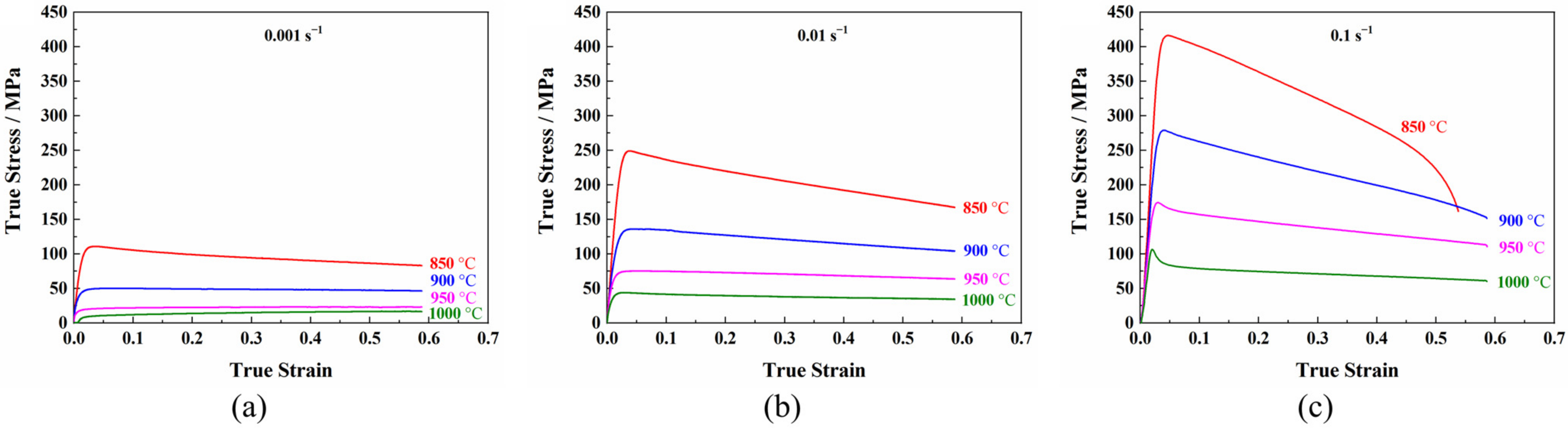
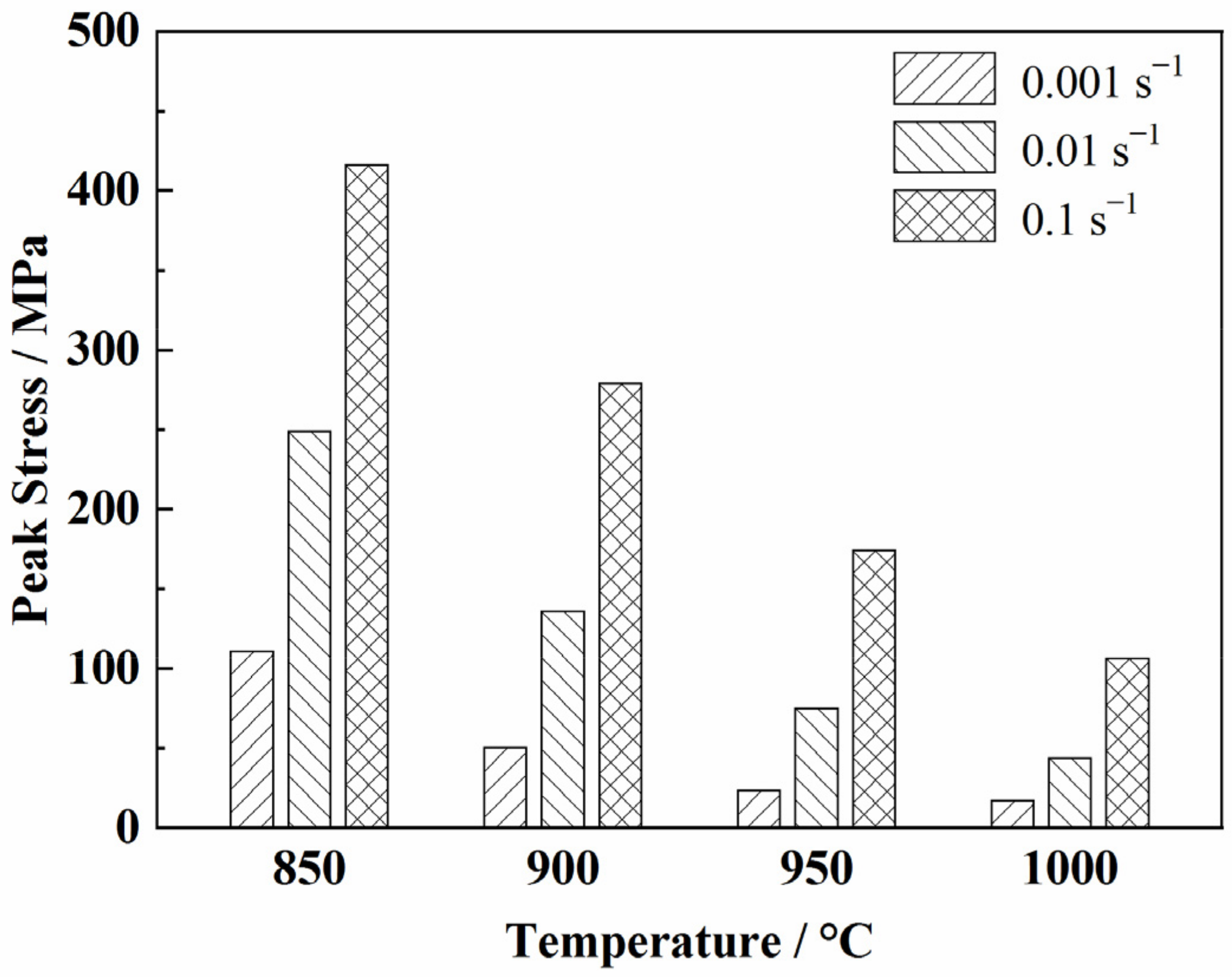
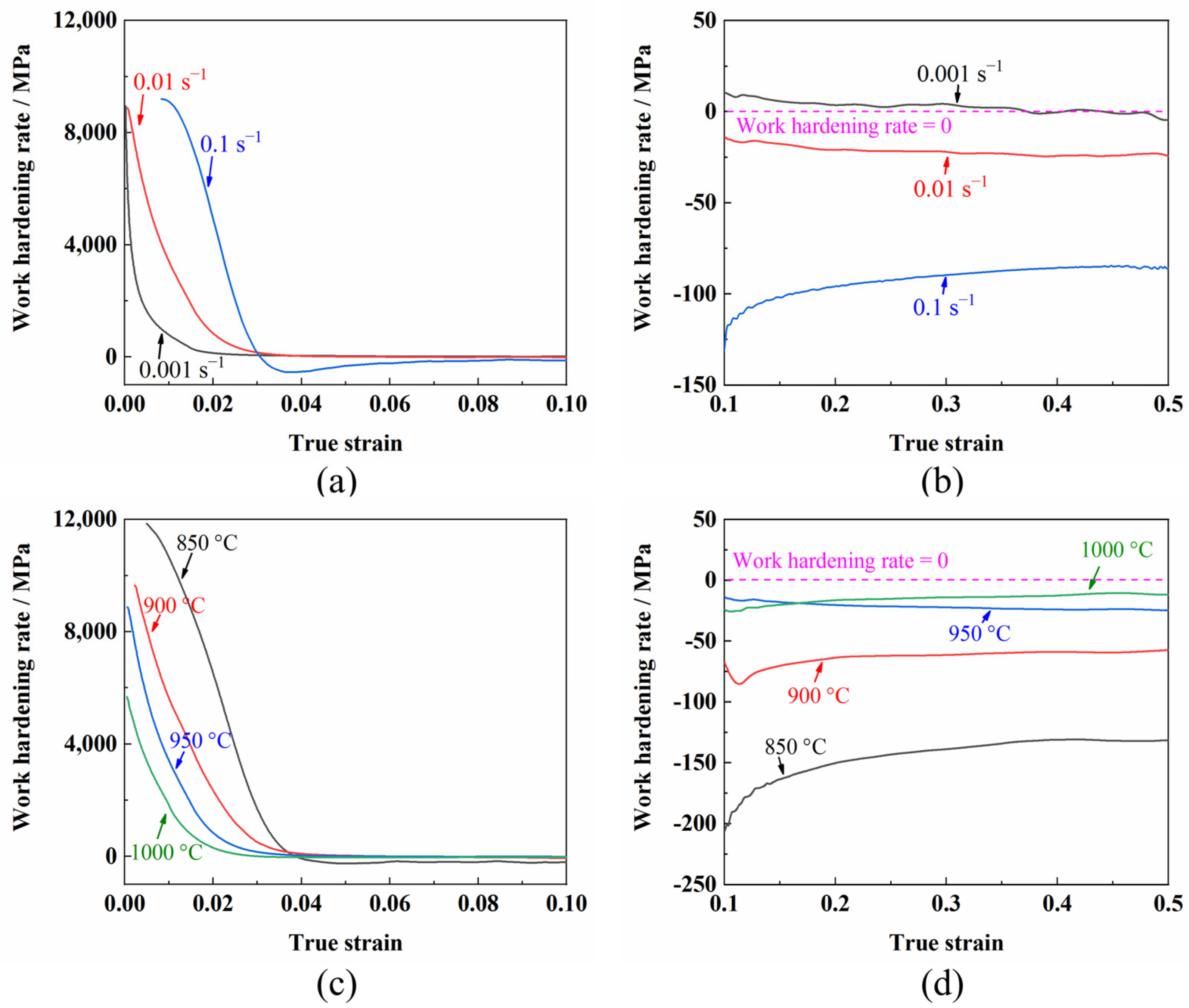
3.1. Dynamic Softening and Hardening Behavior
3.2. Micro Mechanisms of Dynamic Softening and Hardening
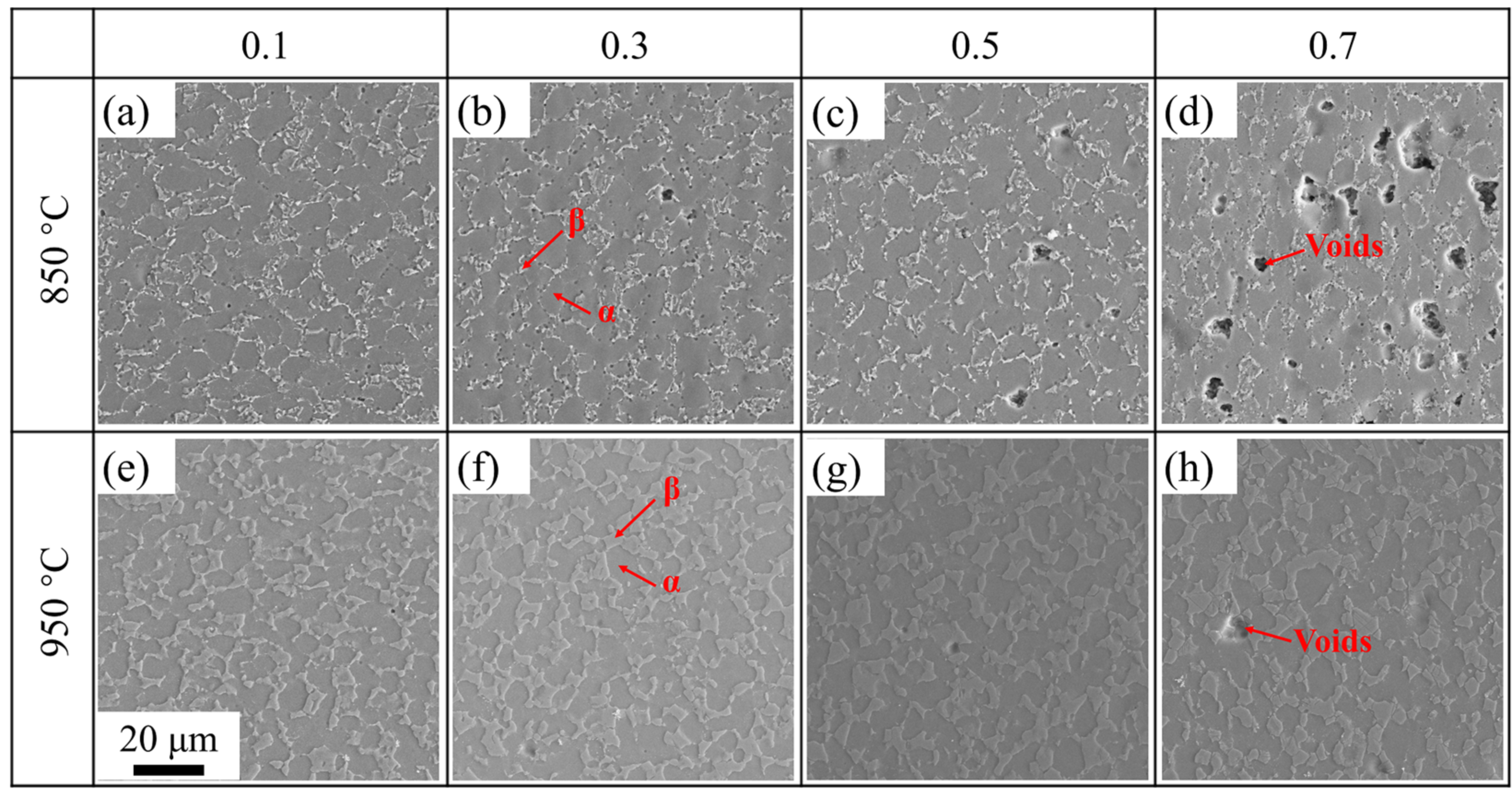
3.2.1. The Effect of Deformation Temperature
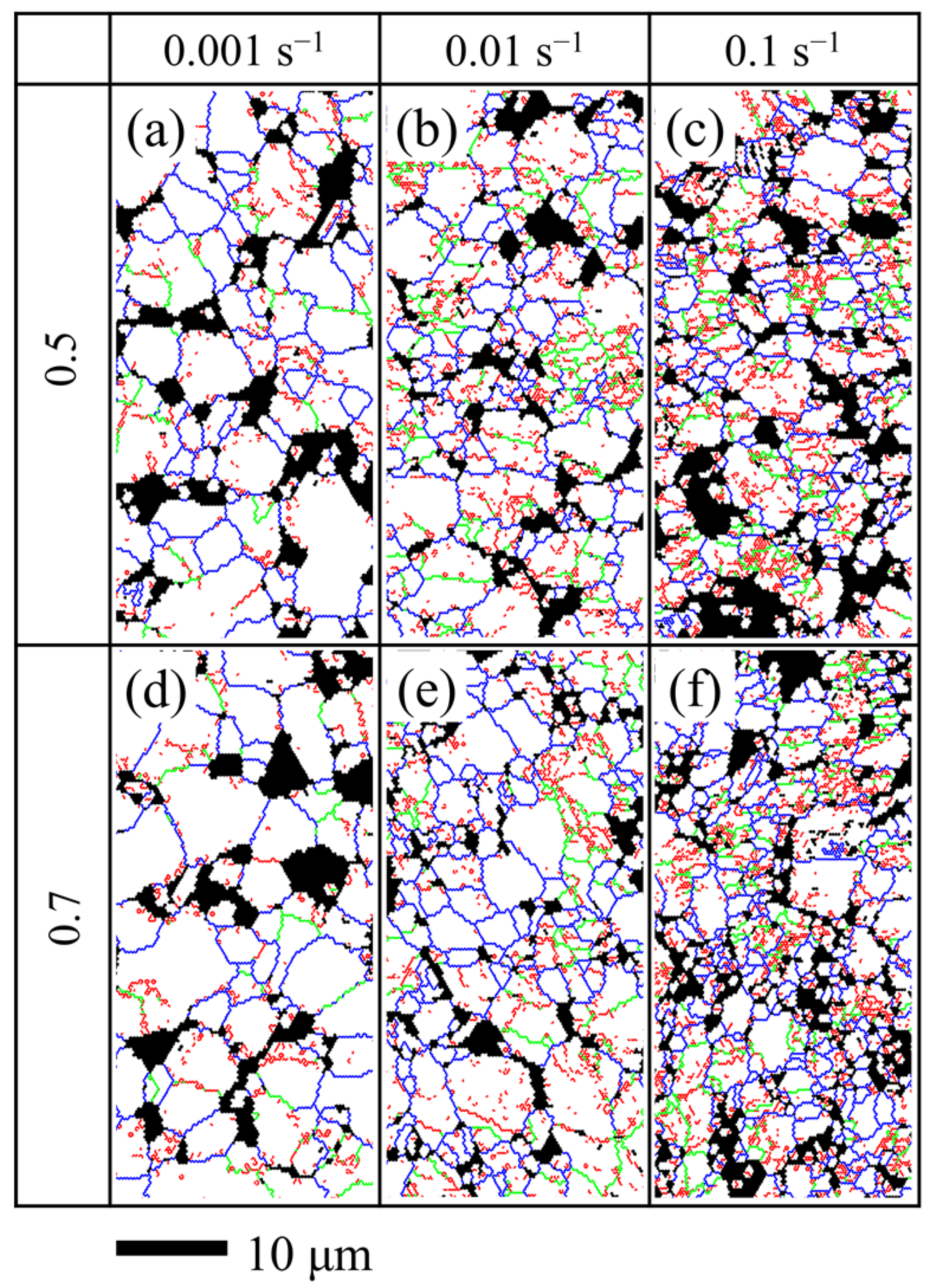
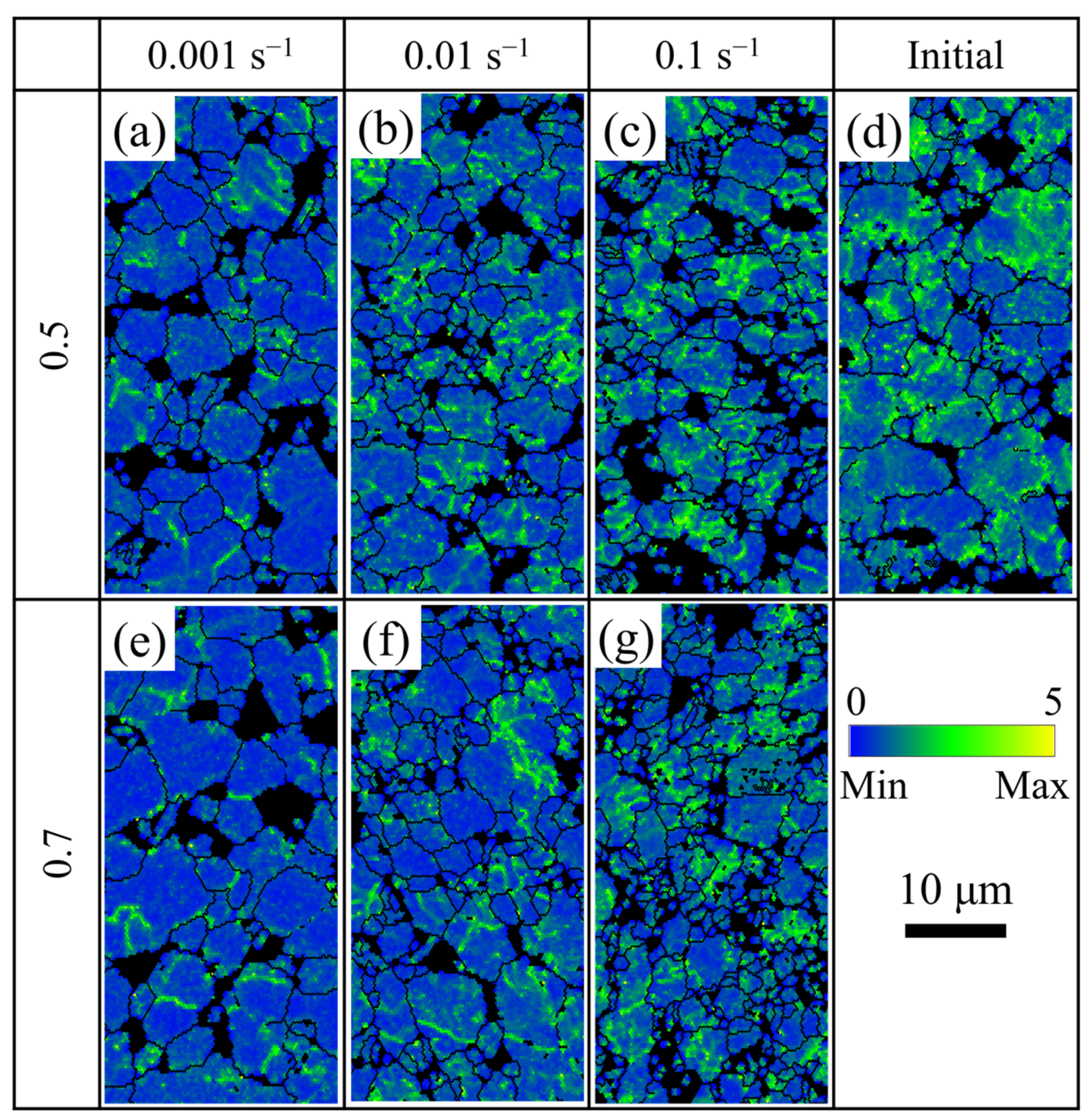
3.2.2. The Effect of the Strain Rate
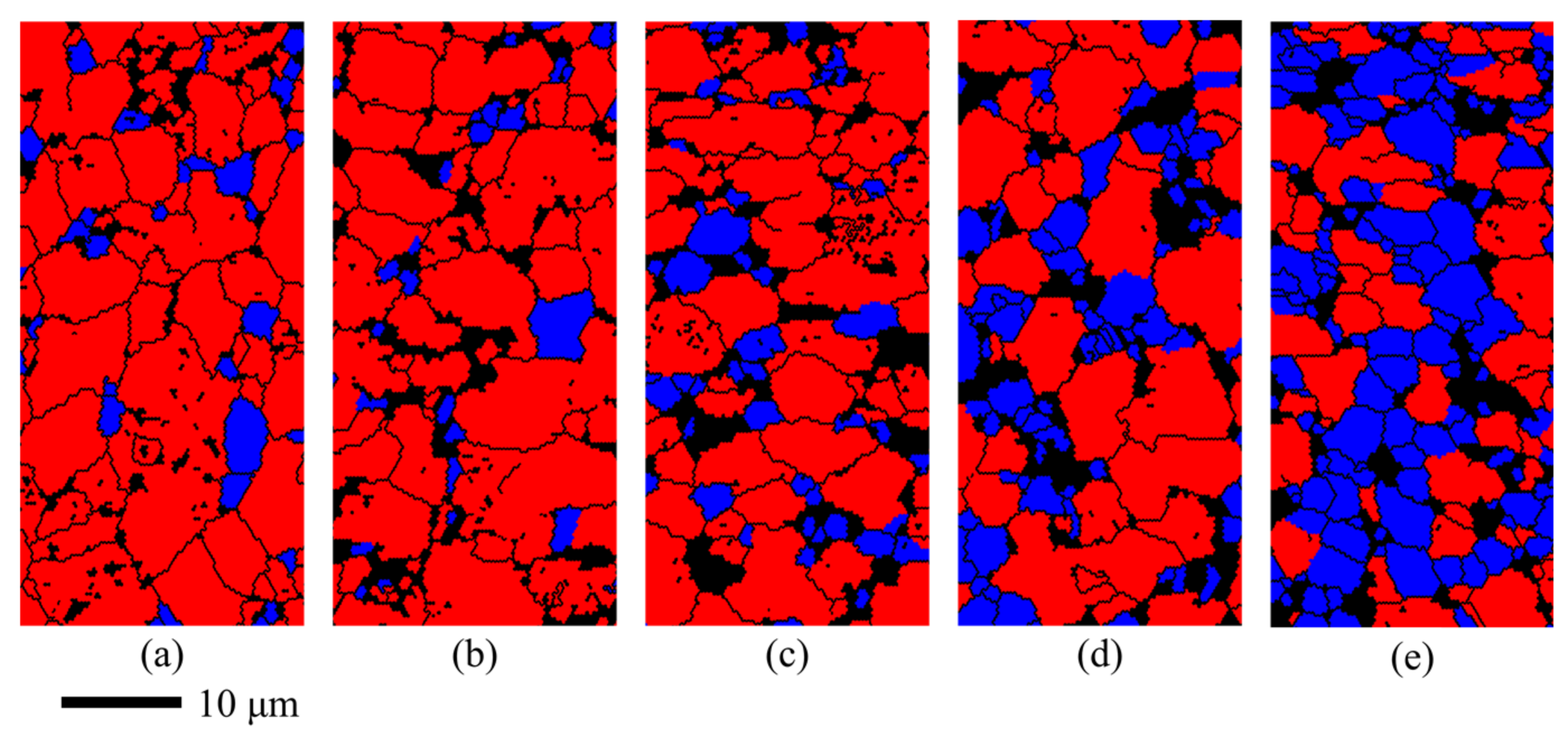
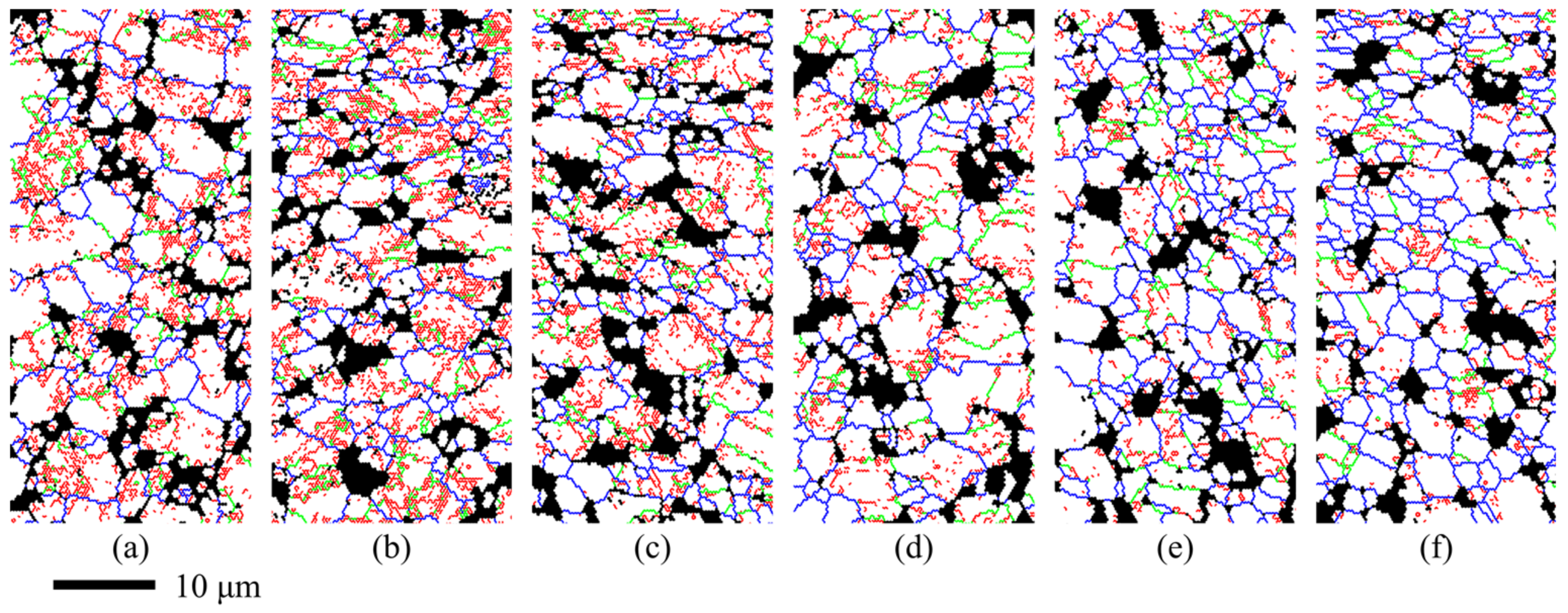
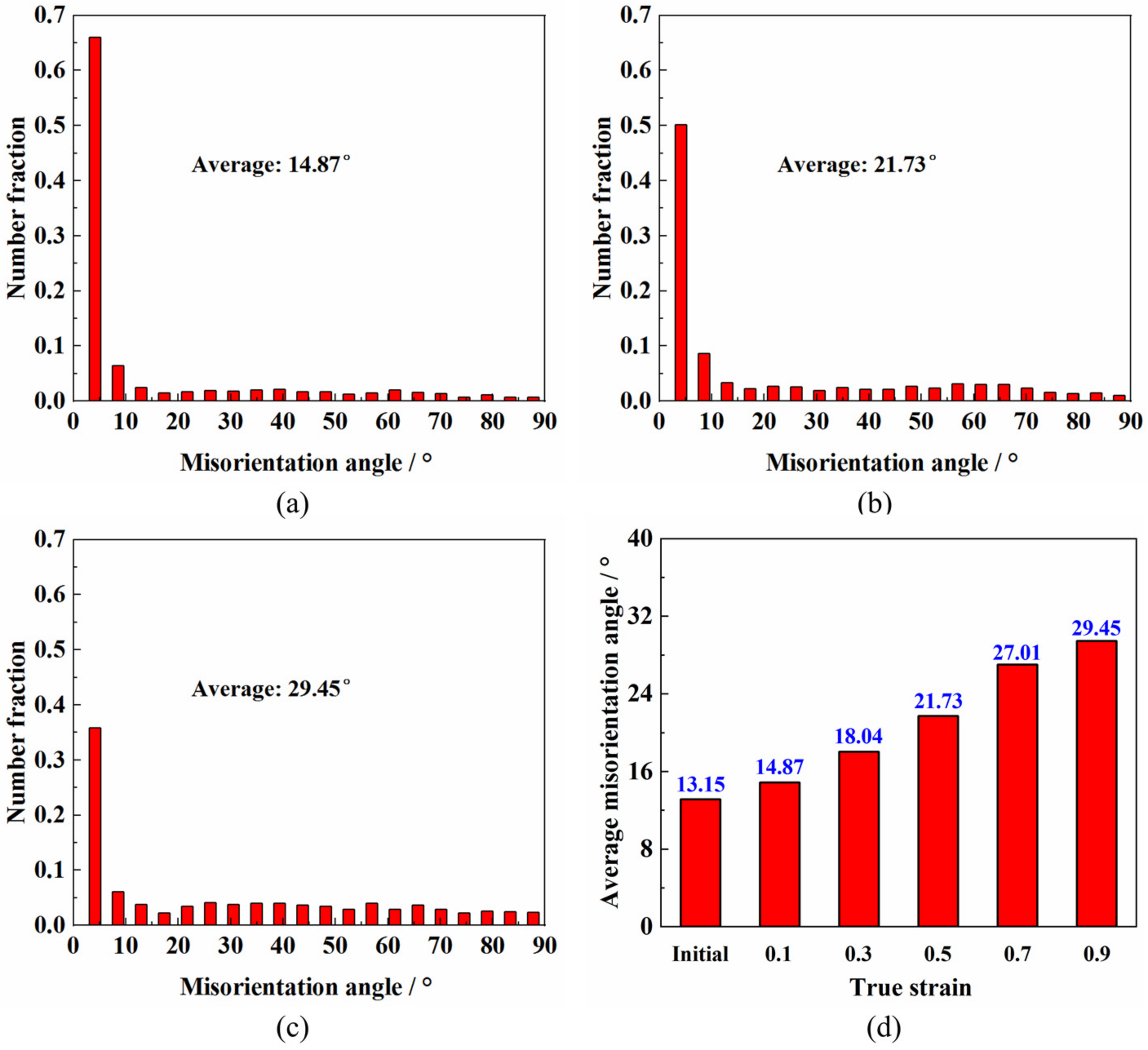
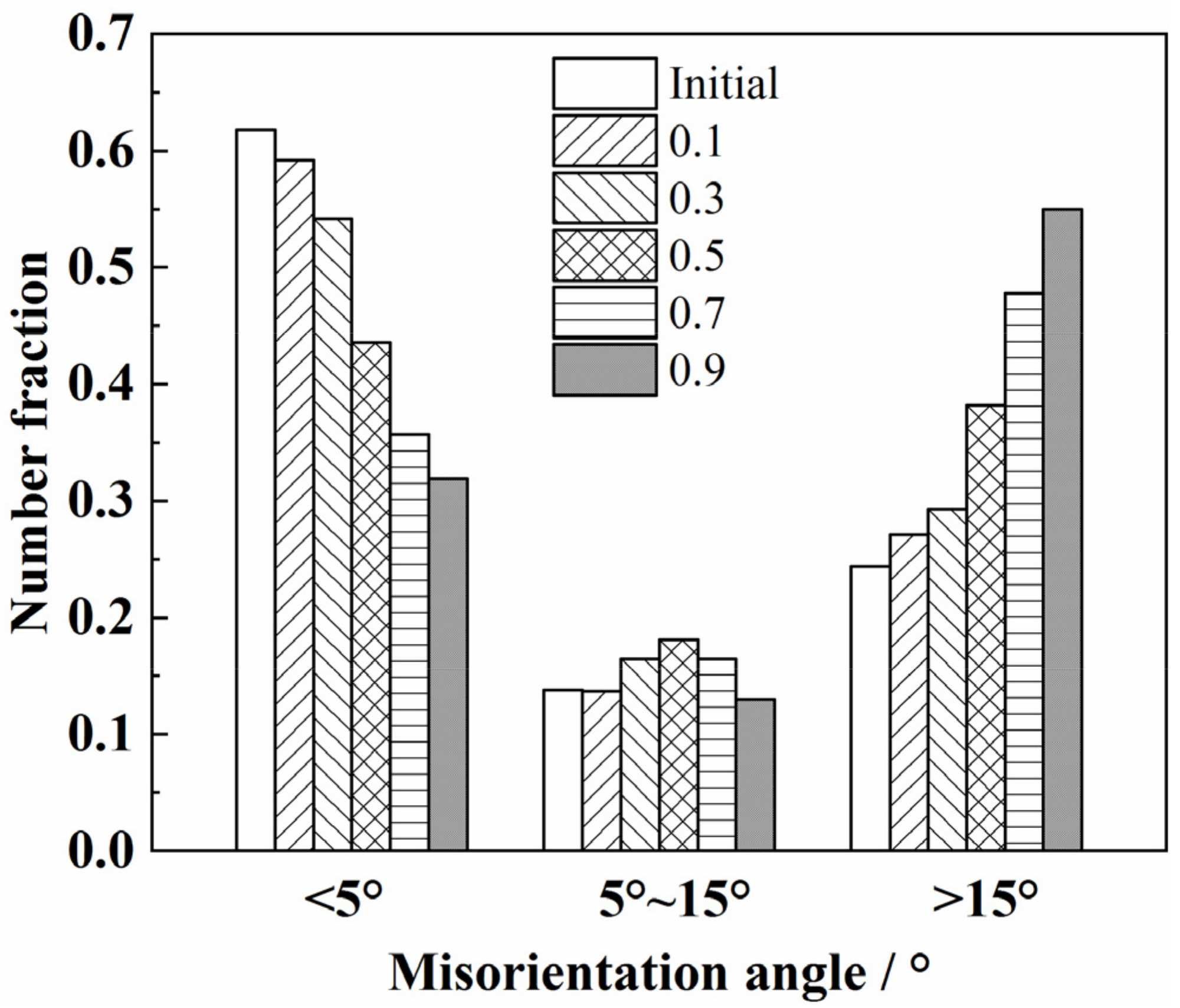
3.2.3. The Effect of Strain
4. Conclusions
- The TC31 titanium alloy exhibited obvious softening behavior during hot tensile deformation at a temperature of 850 °C and a strain rate of 0.001 s−1~0.1 s−1; with an increase in the deformation temperature to 950 °C~1000 °C and an increase in the strain rate to 0.1 s−1, discontinuous yielding occurred; quasi-steady flow appeared at a temperature of 950 °C~1000 °C and a strain rate of 0.01 s−1; with a decease in the strain rate to 0.001 s−1, slight dynamic hardening phenomenon occurred. Therefore, a careful selection of the forming temperature and the strain rate of the TC31 titanium alloy sheet is very important to control the dynamic softening or dynamic hardening during high temperature deformation.
- When the deformation temperature increased from 850 °C to 950 °C, the volume fraction of the β phase increased from 20% to 41% after it deformed to a strain of 0.7 with a strain rate of 0.01 s−1, whereas the volume fraction of voids was significantly reduced from 11.2% to less than 1%. The increased fraction of the β phase at higher temperatures improved the deformation compatibility and reduced the void damage. Therefore, a relatively high deformation temperature is recommended for the forming of complex TC31 titanium alloy components to avoid the void damage.
- When the TC31 titanium alloy was deformed at 950 °C, the grains grew up at the strain rate of 0.001 s−1 and were refined at the strain rate from 0.01 s−1 to 0.1 s−1, and the refinement was more significant under the higher strain rate conditions. The appropriate strain rate should be about 0.01 s−1 during the forming of the TC31 titanium alloy sheet considering both the grain coarsening and uniform deformation.
- When the samples were deformed at a temperature of 950 °C and a strain rate of 0.01 s−1, the proportion of MAGBs firstly increased when the strain was less than 0.5 and then decreased gradually when the strain was greater than 0.5. The main recrystallization mechanism transformed from CDRX to DDRX and the grain sizes decreased gradually with the increase in the strain.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, K.; Kopec, M.; Chang, S.; Qu, B.; Liu, J.; Politis, D.J.; Wang, L.; Liu, G. Enhanced formability and forming efficiency for two-phase titanium alloys by Fast light Alloys Stamping Technology (FAST). Mater. Des. 2020, 194, 108948. [Google Scholar] [CrossRef]
- Liu, G.; Dang, K.; Wang, K.; Zhao, J. Progress on rapid hot gas forming of titanium alloys: Mechanism, modelling, innovations and applications. Procedia Manuf. 2020, 50, 265–270. [Google Scholar] [CrossRef]
- Yasmeen, T.; Zhao, B.; Zheng, J.-H.; Tian, F.; Lin, J.; Jiang, J. The study of flow behavior and governing mechanisms of a titanium alloy during superplastic forming. Mater. Sci. Eng. A 2020, 788, 139482. [Google Scholar] [CrossRef]
- Zhao, E.; Sun, S.; Zhang, Y. Recent advances in silicon containing high temperature titanium alloys. J. Mater. Res. Technol. 2021, 14, 3029–3042. [Google Scholar] [CrossRef]
- Narayana, P.L.; Kim, S.-W.; Hong, J.-K.; Reddy, N.S.; Yeom, J.-T. Tensile properties of a newly developed high-temperature titanium alloy at room temperature and 650 °C. Mater. Sci. Eng. A 2018, 718, 287–291. [Google Scholar] [CrossRef]
- Zhang, W.J.; Song, X.Y.; Hui, S.X.; Ye, W.J.; Wang, Y.L.; Wang, W.Q. Tensile behavior at 700 °C in Ti–Al–Sn–Zr–Mo–Nb–W–Si alloy with a bi-modal microstructure. Mater. Sci. Eng. A 2014, 595, 159–164. [Google Scholar] [CrossRef]
- Zhang, W.-J.; Song, X.-Y.; Hui, S.-X.; Ye, W.-J.; Wang, W.-Q. Phase precipitation behavior and tensile property of a Ti–Al–Sn–Zr–Mo–Nb–W–Si titanium alloy. Rare Met. 2018, 37, 1064–1069. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Zheng, K.; He, Z.; Politis, D.J.; Liu, G.; Yuan, S. High-efficiency forming processes for complex thin-walled titanium alloys components: State-of-the-art and perspectives. Int. J. Extrem. Manuf. 2020, 2, 032001. [Google Scholar] [CrossRef]
- Wang, K.; Shi, C.; Zhu, S.; Wang, Y.; Shi, J.; Liu, G. Hot Gas Pressure Forming of Ti-55 High Temperature Titanium Alloy Tubular Component. Materials 2020, 13, 4636. [Google Scholar] [CrossRef] [PubMed]
- Wu, F.; Xu, W.; Yang, Z.; Guo, B.; Shan, D. Study on Hot Press Forming Process of Large Curvilinear Generatrix Workpiece of Ti55 High-Temperature Titanium Alloy. Metals 2018, 8, 827. [Google Scholar] [CrossRef] [Green Version]
- Cheng, C.; Chen, Z.; Li, H.E.; Wang, X.; Zhu, S.; Wang, Q. Vacuum superplastic deformation behavior of a near-α titanium alloy TA32 sheet. Mater. Sci. Eng. A 2021, 800, 140362. [Google Scholar] [CrossRef]
- Liu, G.; Wang, J.; Dang, K.; Yuan, S. Effects of flow stress behaviour, pressure loading path and temperature variation on high-pressure pneumatic forming of Ti-3Al-2.5V tubes. Int. J. Adv. Manuf. Technol. 2016, 85, 869–879. [Google Scholar] [CrossRef]
- Liu, G.; Wang, J.; Dang, K.; Tang, Z. High Pressure Pneumatic Forming of Ti-3Al-2.5V Titanium Tubes in a Square Cross-Sectional Die. Materials 2014, 7, 5992–6009. [Google Scholar] [CrossRef]
- Giuliano, G.; Polini, W. Influence of blank variable thickness on the material formability in hot gas sheet metal forming process. Manuf. Lett. 2020, 24, 72–76. [Google Scholar] [CrossRef]
- Wang, K.; Jiao, Y.; Wu, X.; Qu, B.; Wang, X.; Liu, G. A novel composited process of solution treatment-hot gas forming and stress relaxation aging for titanium alloys. J. Mater. Process. Technol. 2021, 288, 116904. [Google Scholar] [CrossRef]
- Guo, J.; Zhan, M.; Wang, Y.Y.; Gao, P.F. Unified modeling of work hardening and flow softening in two-phase titanium alloys considering microstructure evolution in thermomechanical processes. J. Alloy. Compd. 2018, 767, 34–45. [Google Scholar] [CrossRef]
- Nan, Y.; Ning, Y.; Liang, H.; Guo, H.; Yao, Z.; Fu, M.W. Work-hardening effect and strain-rate sensitivity behavior during hot deformation of Ti–5Al–5Mo–5V–1Cr–1Fe alloy. Mater. Des. 2015, 82, 84–90. [Google Scholar] [CrossRef]
- Hao, F.; Xiao, J.; Feng, Y.; Wang, Y.; Ju, J.; Du, Y.; Wang, K.; Xue, L.n.; Nie, Z.; Tan, C. Tensile deformation behavior of a near-α titanium alloy Ti-6Al-2Zr-1Mo-1V under a wide temperature range. J. Mater. Res. Technol. 2020, 9, 2818–2831. [Google Scholar] [CrossRef]
- Gao, P.; Fu, M.; Zhan, M.; Lei, Z.; Li, Y. Deformation behavior and microstructure evolution of titanium alloys with lamellar microstructure in hot working process: A review. J. Mater. Sci. Technol. 2020, 39, 56–73. [Google Scholar] [CrossRef]
- Liu, Z.; Li, P.; Xiong, L.; Liu, T.; He, L. High-temperature tensile deformation behavior and microstructure evolution of Ti55 titanium alloy. Mater. Sci. Eng. A 2017, 680, 259–269. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, C.; Feng, H.; Zhang, S.; Han, J.; Zhang, W.; Zhao, E.; Wang, H. Dynamic recrystallization mechanism and improved mechanical properties of a near α high temperature titanium alloy processed by severe plastic deformation. Mater. Charact. 2020, 163, 110281. [Google Scholar] [CrossRef]
- Wu, Y.; Fan, R.; Chen, M.; Wang, K.; Zhao, J.; Xiao, W. High-temperature anisotropic behaviors and microstructure evolution mechanisms of a near-α Ti-alloy sheet. Mater. Sci. Eng. A 2021, 820, 141560. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M.; Monajati, H.; Yue, S.; Immarigeon, J.P. Hot working behavior of near-α alloy IMI834. Mater. Sci. Eng. A 2005, 396, 50–60. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J. Grain Rotation Accommodated GBS Mechanism for the Ti-6Al-4V Alloy during Superplastic Deformation. Crystals 2021, 11, 991. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, S.-Z.; Liu, J.-R.; Li, S.-J.; Sun, T.; Li, J.-P.; Gao, Y.; Yang, R.; Hu, Q.-M. Interaction between Al and other alloying atoms in α-Ti for designing high temperature titanium alloy. Comput. Mater. Sci. 2021, 197, 110620. [Google Scholar] [CrossRef]
- Lin, P.; He, Z.; Yuan, S.; Shen, J. Tensile deformation behavior of Ti–22Al–25Nb alloy at elevated temperatures. Mater. Sci. Eng. A 2012, 556, 617–624. [Google Scholar] [CrossRef]
- Qiu, Q.; Wang, K.; Li, X.; Wang, J.; Gao, X.; Zhang, K. Hot deformation behavior and processing parameters optimization of SP700 titanium alloy. J. Mater. Res. Technol. 2021, 15, 3078–3087. [Google Scholar] [CrossRef]
- Chuan, W.; Liang, H. Hot deformation and dynamic recrystallization of a near-beta titanium alloy in the β single phase region. Vacuum 2018, 156, 384–401. [Google Scholar] [CrossRef]
- Fan, X.G.; Zhang, Y.; Gao, P.F.; Lei, Z.N.; Zhan, M. Deformation behavior and microstructure evolution during hot working of a coarse-grained Ti-5Al-5Mo-5V-3Cr-1Zr titanium alloy in beta phase field. Mater. Sci. Eng. A 2017, 694, 24–32. [Google Scholar] [CrossRef]
- Jing, L.; Fu, R.D.; Wang, Y.P.; Qiu, L.; Yan, B. Discontinuous yielding behavior and microstructure evolution during hot deformation of TC11 alloy. Mater. Sci. Eng. A 2017, 704, 434–439. [Google Scholar] [CrossRef]
- Wei, Z.; Peng, G.; Yongqing, Z.; Qian, L.; Shewei, X.; Jun, C. Discontinuous Yielding in High Temperature Deformation of Ti-5553 Alloy. Rare Met. Mater. Eng. 2015, 44, 2415–2418. [Google Scholar] [CrossRef]
- Ji, X.; Emura, S.; Min, X.; Tsuchiya, K. Strain-rate effect on work-hardening behavior in β-type Ti-10Mo-1Fe alloy with TWIP effect. Mater. Sci. Eng. A 2017, 707, 701–707. [Google Scholar] [CrossRef]
- Chen, G.; Ren, C.; Qin, X.; Li, J. Temperature dependent work hardening in Ti–6Al–4V alloy over large temperature and strain rate ranges: Experiments and constitutive modeling. Mater. Des. 2015, 83, 598–610. [Google Scholar] [CrossRef]
- Souza, P.M.; Beladi, H.; Singh, R.; Rolfe, B.; Hodgson, P.D. Constitutive analysis of hot deformation behavior of a Ti6Al4V alloy using physical based model. Mater. Sci. Eng. A 2015, 648, 265–273. [Google Scholar] [CrossRef]
- Souza, P.M.; Mendiguren, J.; Chao, Q.; Beladi, H.; Hodgson, P.D.; Rolfe, B. A microstructural based constitutive approach for simulating hot deformation of Ti6Al4V alloy in the α + β phase region. Mater. Sci. Eng. A 2019, 748, 30–37. [Google Scholar] [CrossRef]
- Xu, J.; Zeng, W.; Zhou, D.; Ma, H.; He, S.; Chen, W. Analysis of flow softening during hot deformation of Ti-17 alloy with the lamellar structure. J. Alloy. Compd. 2018, 767, 285–292. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H. Deformation heating and flow localization in Ti–15–3 metastable β titanium alloy subjected to high Z deformation. Mater. Sci. Eng. A 2016, 676, 506–509. [Google Scholar] [CrossRef]
- Gao, Y.; Ma, G.; Zhang, X.; Xu, J. Microstructure evolution and hot deformation behavior of Ti-6.5Al–2Zr–1Mo–1V alloy with starting lamellar structure. J. Alloy. Compd. 2019, 809, 151852. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Wang, X.X.; Zhan, M.; Gao, P.F.; Ma, P.Y.; Yang, K.; Lei, Y.D.; Li, Z.X. Deformation mode dependent mechanism and kinetics of dynamic recrystallization in hot working of titanium alloy. Mater. Sci. Eng. A 2020, 772, 138804. [Google Scholar] [CrossRef]
- Roy, S.; Suwas, S. Deformation mechanisms during superplastic testing of Ti–6Al–4V–0.1B alloy. Mater. Sci. Eng. A 2013, 574, 205–217. [Google Scholar] [CrossRef]
- Rupert, T.J.; Gianola, D.S.; Gan, Y.; Hemker, K.J. Experimental observations of stress-driven grain boundary migration. Science 2009, 326, 1686–1690. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.; Qu, H.; Chen, F.; Wang, Y.; Tan, Z.; Kopec, M.; Wang, K.; Zheng, K. Deformation Behavior and Microstructural Evolution during Hot Stamping of TA15 Sheets: Experimentation and Modelling. Materials 2019, 12, 223. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, D.; Fan, J.; Zhang, Z.; Liu, X.; Wang, Q.; Chen, Z.; Tang, B.; Kou, H.; Jia, S.; Li, J. Microstructure and Texture Variations in High Temperature Titanium Alloy Ti65 Sheets with Different Rolling Modes and Heat Treatments. Materials 2020, 13, 2466. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Sn | Zr | Nb | Mo | W | Si | Ti |
|---|---|---|---|---|---|---|---|---|
| wt.% | 5.21 | 3.45 | 3.47 | 1.26 | 1.24 | 0.39 | 0.20 | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dang, K.; Wang, K.; Liu, G. Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation. Materials 2021, 14, 6515. https://doi.org/10.3390/ma14216515
Dang K, Wang K, Liu G. Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation. Materials. 2021; 14(21):6515. https://doi.org/10.3390/ma14216515
Chicago/Turabian StyleDang, Kexin, Kehuan Wang, and Gang Liu. 2021. "Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation" Materials 14, no. 21: 6515. https://doi.org/10.3390/ma14216515
APA StyleDang, K., Wang, K., & Liu, G. (2021). Dynamic Softening and Hardening Behavior and the Micro-Mechanism of a TC31 High Temperature Titanium Alloy Sheet within Hot Deformation. Materials, 14(21), 6515. https://doi.org/10.3390/ma14216515