
Residual Stress and Tribological Performance of ZrN Coatings Produced by Reactive Bipolar Pulsed Magnetron Sputtering

 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
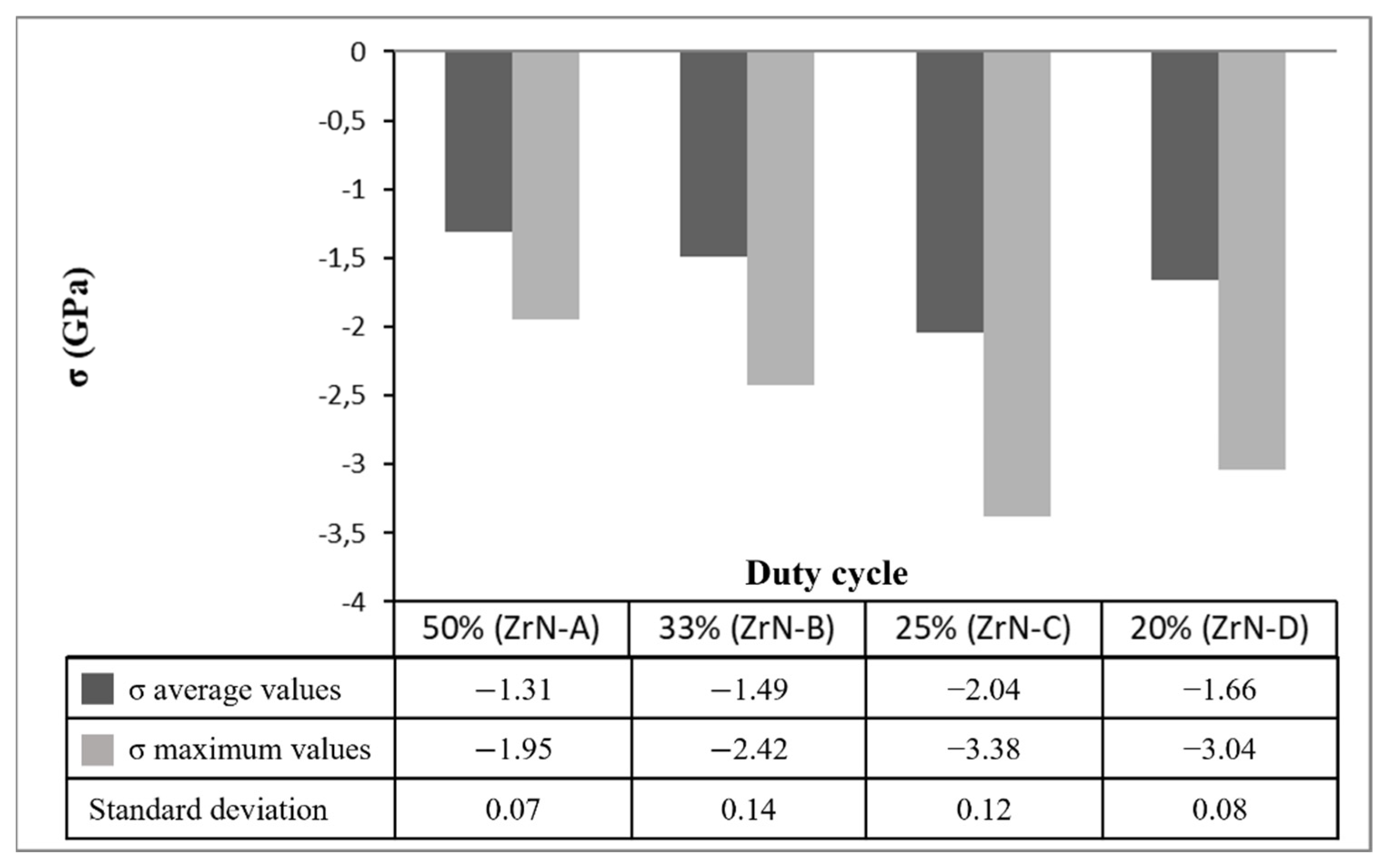
3.1. Stress Measurements
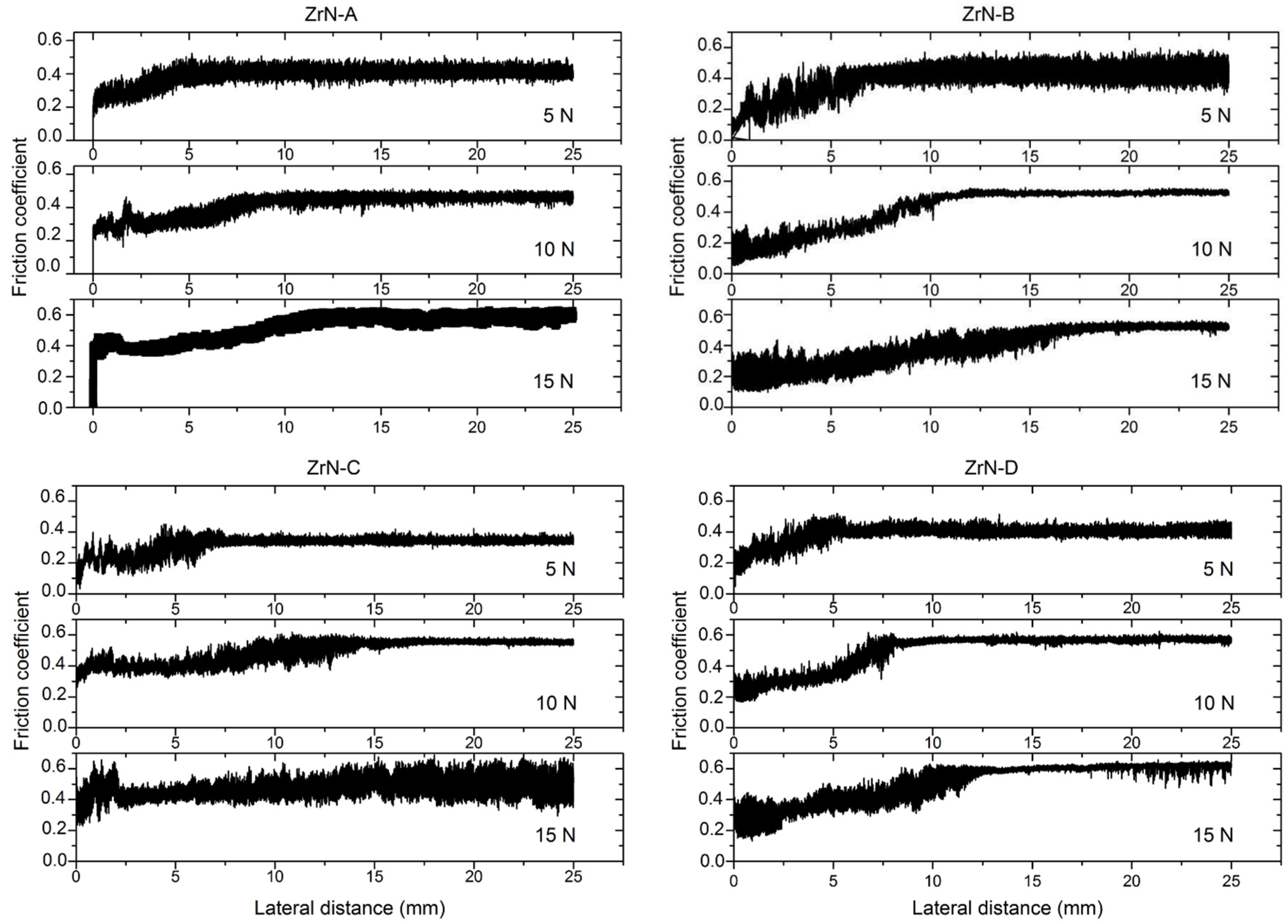
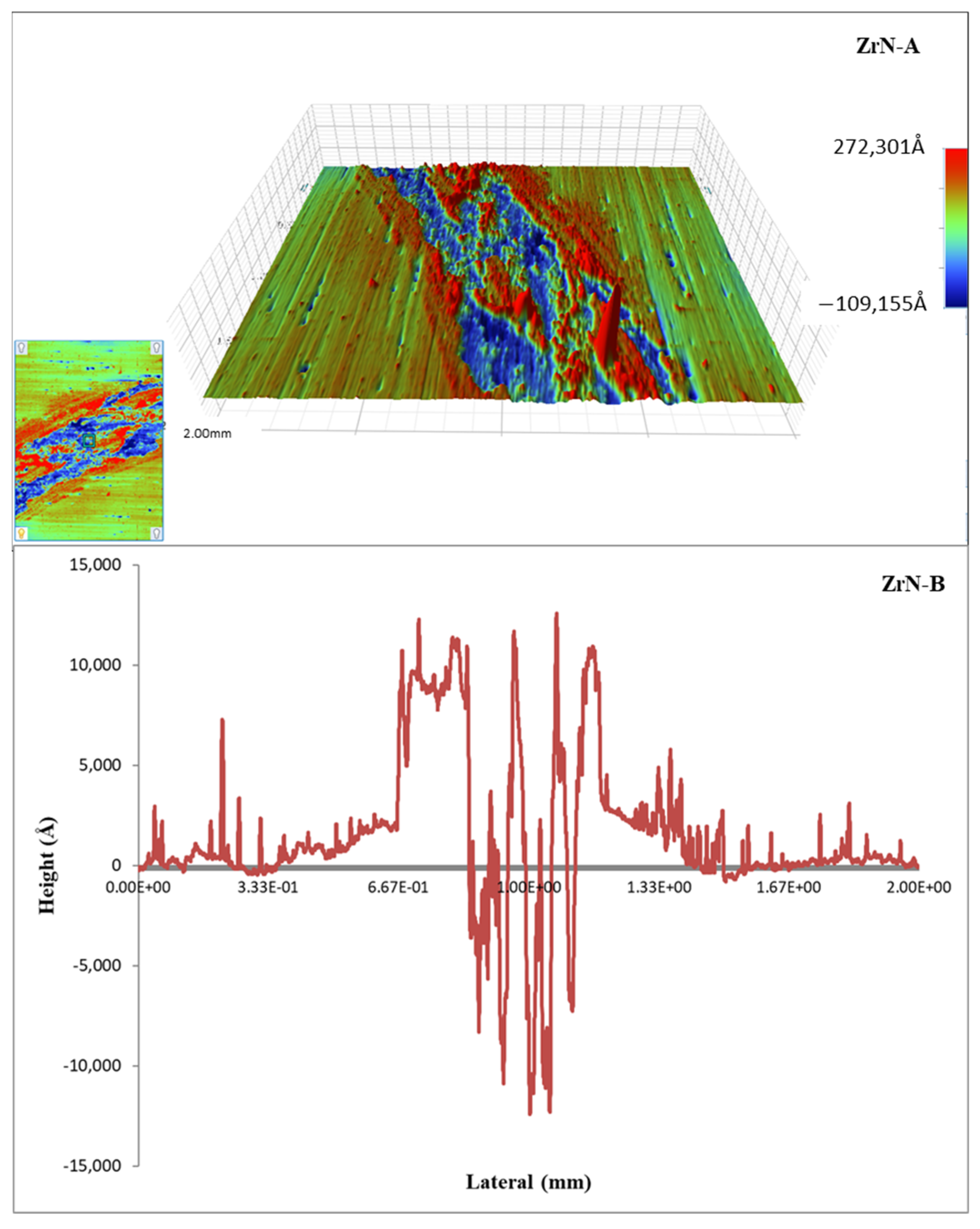
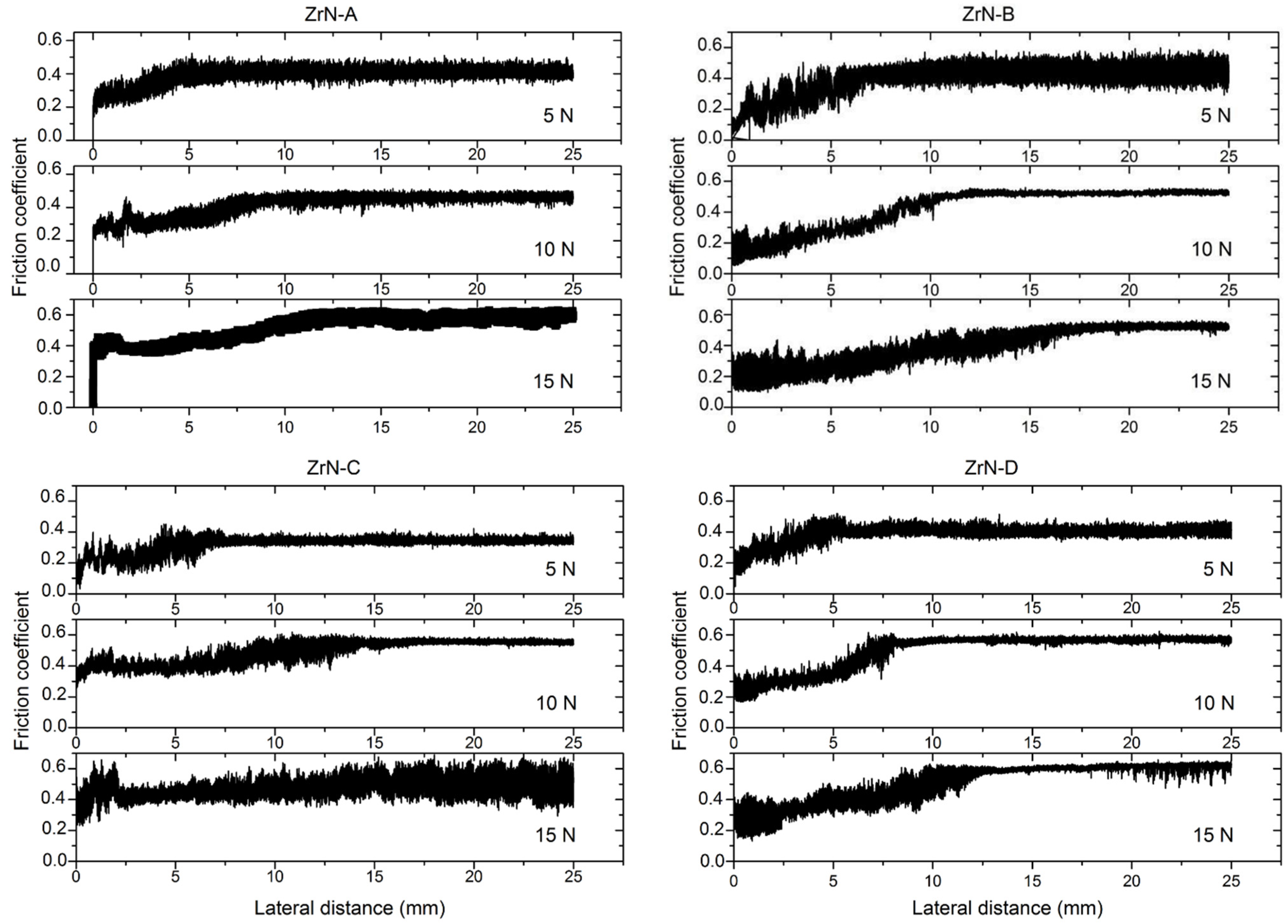
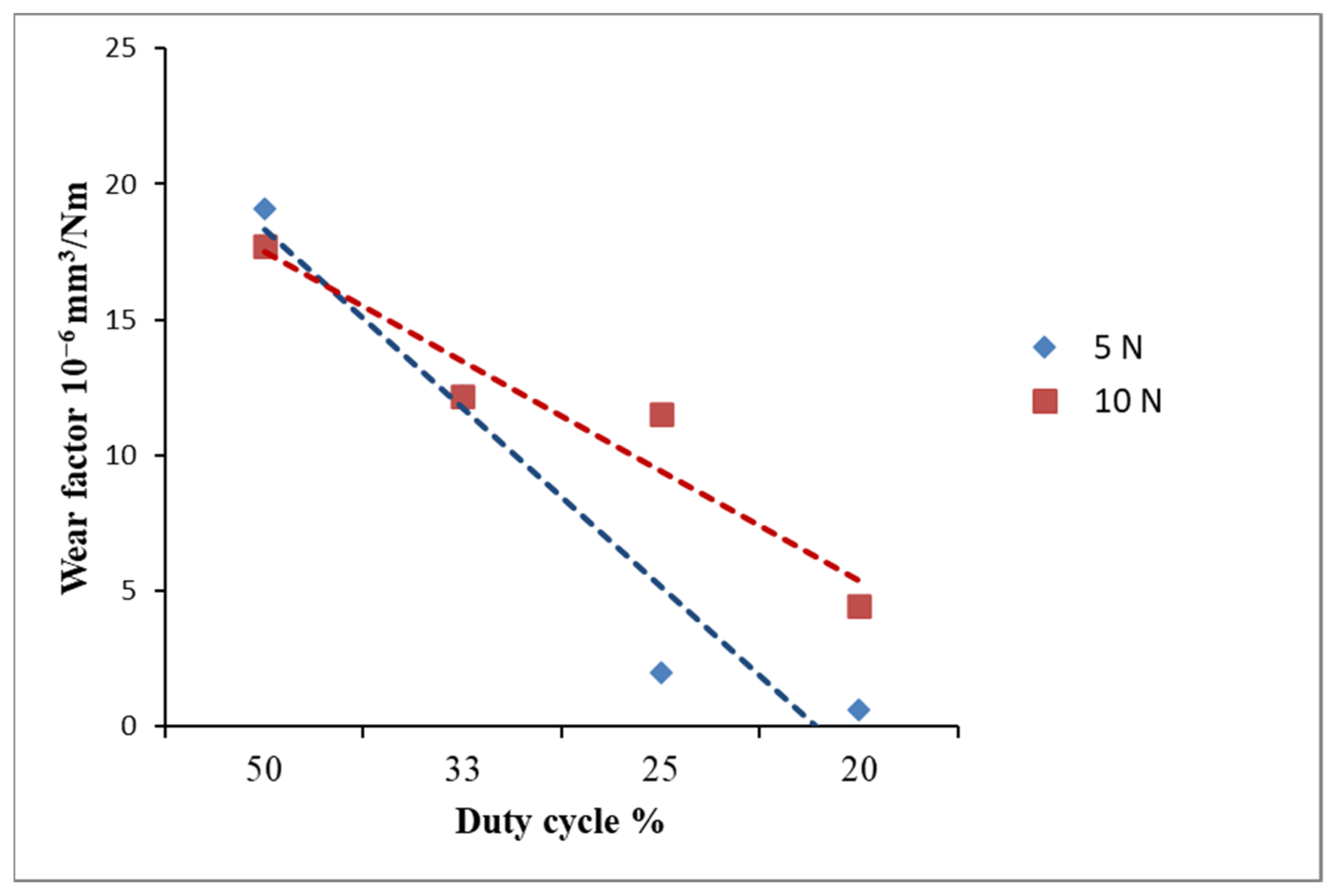
3.2. Tribological Properties
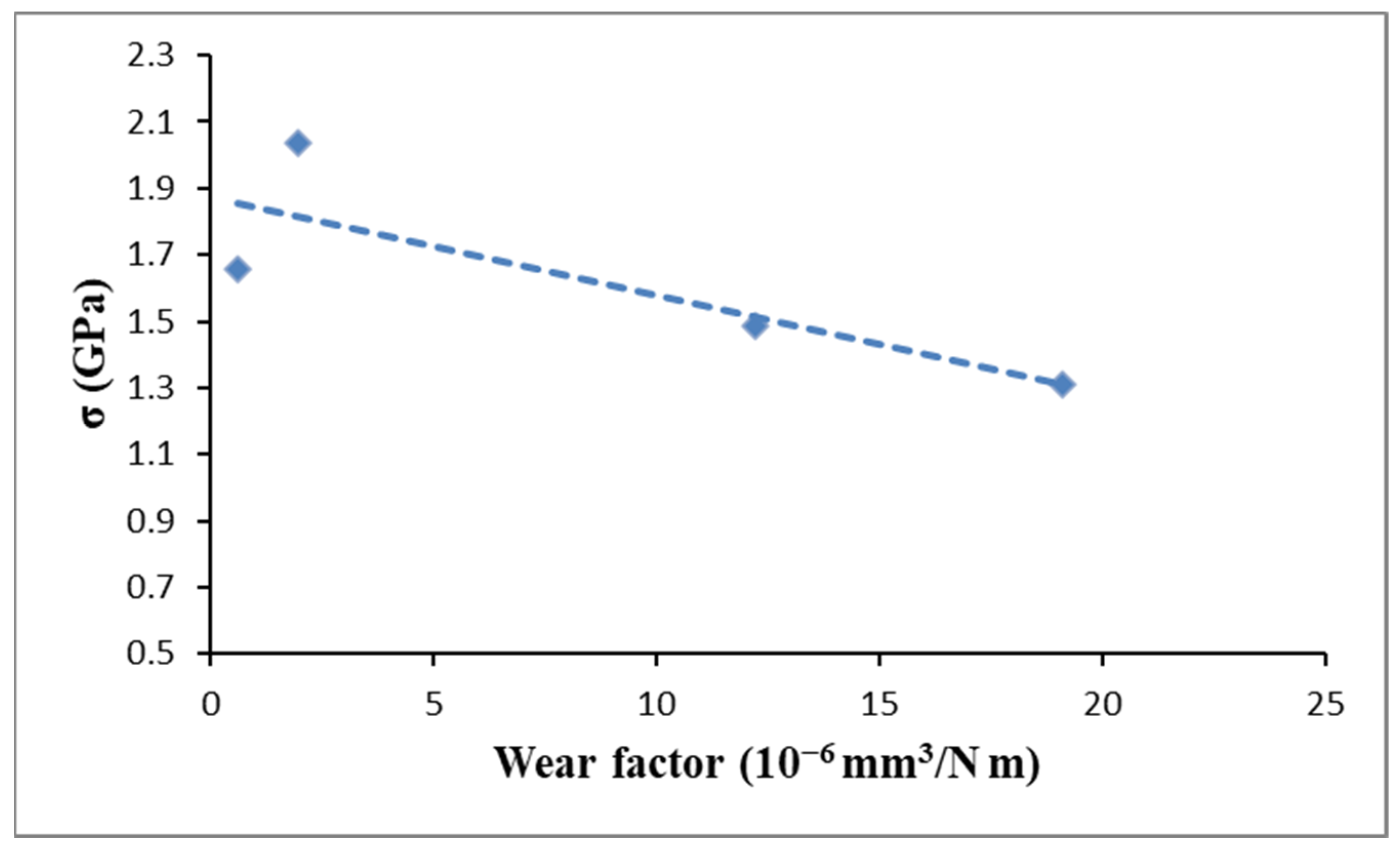
3.3. Properties and Performance Relationships
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Uhlmann, E.; Klein, K. Stress design in hard coatings. Surf. Coat. Technol. 2000, 131, 448–451. [Google Scholar] [CrossRef]
- Ul-Hamid, A. Microstructure, properties and applications of Zr-carbide, Zr-nitride and Zr-carbonitride coatings: A review. Mater. Adv. 2020, 1, 1012–1037. [Google Scholar] [CrossRef]
- Gonzalez-Carmona, J.M.; Trivino, J.D.; Gomez-Ovalle, A.; Ortega, C.; Alvarado-Orozco, J.M.; Sanchez-Sthepa, H.; Avila, A. Wear mechanisms identification using Kelvin probe force microscopy in TiN, ZrN and TiN/ZrN hard ceramic multilayers coatings. Ceram. Int. 2020, 46, 24592–24604. [Google Scholar] [CrossRef]
- Rizzo, A.; Goel, S.; Grilli, M.L.; Iglesias, R.; Jaworska, L.; Lapkovskis, V.; Novak, P.; Postolnyi, B.O.; Valerini, D. The critical raw materials in cutting tools for machining applications: A review. Materials 2020, 13, 1377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oliver, W.; Pharr, G. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Burnett, P.; Rickerby, D. The mechanical properties of wear-resistant coatings: I: Modelling of hardness behaviour. Thin Solid Films 1987, 148, 41–50. [Google Scholar] [CrossRef]
- Ye, N.; Komvopoulus, K. Indentation analysis of elastic-plastic homogeneous and layered media: Criteria for determining the real material hardness. J. Tribol. 2003, 125, 685–691. [Google Scholar] [CrossRef]
- Diao, D.; Kato, K.; Hayashi, K. The maximum tensile stress on a hard coating under sliding friction. Tribol. Int. 1994, 27, 267–272. [Google Scholar] [CrossRef]
- Parr, G.M. Measurement of mechanical properties by ultra-low load indentation. Mater. Sci. Eng. A 1998, 253, 151–159. [Google Scholar] [CrossRef]
- Laukkanen, A.; Holmberg, K.; Koskinen, J.; Ronkainen, H.; Wallin, K.; Varjus, S. Tribological contact analysis of a rigid ball sliding on a hard coated surface, Part III: Fracture toughness calculation and influence of residual stresses. Surf. Coat. Technol. 2006, 200, 3824–3844. [Google Scholar] [CrossRef]
- Mei, Z.G.; Bhattacharya, S.; Yacout, A.M. First principles study of fracture toughness enhancement in transition metal nitrides. Surf. Coat. Technol. 2019, 357, 903–909. [Google Scholar] [CrossRef]
- Oettel, H.; Wiedemann, R. Residual stresses in PVD hard coatings. Surf. Coat. Technol. 1995, 76–77, 265–273. [Google Scholar] [CrossRef]
- Rao, Z.; Chason, E. Measurements and modeling of residual stress in sputtered TiN and ZrN: Dependence on growth rate and pressure. Surf. Coat. Technol. 2020, 404, 126462. [Google Scholar] [CrossRef]
- Dean, J.; Aldrich-Smith, G.; Clyne, T.W. Use of nanoindentation to measure residual stresses in surface layers. Acta Mater. 2011, 59, 2749–2761. [Google Scholar] [CrossRef]
- Teixeira, V. Mechanical integrity in PVD coatings due to the presence of residual stresses. Thin Solid Films 2001, 392, 276–281. [Google Scholar] [CrossRef]
- Qiu, L.S.; Zhu, X.D.; Xu, K.W. Internal stress on adhesion of hard coatings synthesized by multi-arc ion plating. Surf. Coat. Technol. 2017, 332, 267–274. [Google Scholar] [CrossRef]
- Rizzo, A.; Signore, M.A.; Mirenghi, L.; Piscopiello, E.; Tapfer, L. Physical properties evolution of sputtered zirconium oxynitride films: Effects of the growth temperature. J. Phys. D Appl. Phys. 2009, 42, 235401. [Google Scholar] [CrossRef]
- Kelly, P.J.; Arnell, R.D. Magnetron sputtering: A review of recent developments and applications. Vacuum 2000, 56, 159–172. [Google Scholar] [CrossRef]
- Tung, H.M.; Huang, J.H.; Tsai, D.G.; Ai, C.F.; Yu, G.P. Hardness and residual stress in nanocrystalline ZrN films: Effect of bias voltage and heat treatment. Mater. Sci. Eng. A 2009, 500, 104–108. [Google Scholar] [CrossRef]
- Haye, E.; Colaux, J.L.; Moskovkin, P.; Pireaux, J.J.; Lucas, S. Wide range investigation of duty cycle and frequency effects on bipolar magnetron sputtering of chromium nitride. Surf. Coat. Technol. 2018, 350, 84–94. [Google Scholar] [CrossRef]
- Rizzo, A.; Valerini, D.; Capodieci, L.; Mirenghi, L.; Di Benedetto, F.; Protopapa, M.L. Reactive bipolar pulsed dual magnetron sputtering of ZrN films: The effect of duty cycle. Appl. Surf. Sci. 2018, 427, 994–1002. [Google Scholar] [CrossRef]
- Chhowalla, M.; Unalan, H.E. Thin films of hard cubic Zr3N4 stabilized by stress. Nat. Mater. 2005, 4, 317–322. [Google Scholar] [CrossRef]
- Harper, B.D.; Wu, C.P. A Geometrically nonlinear model for predicting the Intrinsic film stress by the bending-plate method. Int. J. Solids Struct. 1990, 26, 511–525. [Google Scholar] [CrossRef]
- Vencl, A.; Manic, N.; Popovic, V.; Mrdak, M. Possibility of the abrasive wear resistance determination with Scratch tester. Tribol. Lett. 2010, 37, 591–604. [Google Scholar] [CrossRef]
- Vijgen, R.O.E.; Dautzenberg, J.H. Mechanical measurement of the residual stress in thin PVD films. Thin Solid Films 1995, 270, 264–269. [Google Scholar] [CrossRef] [Green Version]
- Stoney, G.G. The tension of metallic films deposited by electrolysis. Proc. Roy. Soc. Lond. Ser. A 1909, 82, 172. [Google Scholar] [CrossRef] [Green Version]
- Koutsokeras, L.E.; Abadias, G. Intrinsic stress in ZrN thin films: Evaluation of grain boundary contribution from in situ wafer curvature and ex situ x-ray diffraction techniques. J. Appl. Phys. 2012, 111, 093509. [Google Scholar] [CrossRef]
- D’Heurle, F.M.; Harper, J.M.E. Note on the origin of intrinsic stress in films deposited via evaporation and sputtering. Thin Solid Films 1989, 171, 81–92. [Google Scholar] [CrossRef]
- Magnfalt, D.; Fillon, A.; Boyd, R.D.; Helmersson, U.; Sarakinos, K.; Abadias, G. Compressive intrinsic stress originates in the grain boundaries of dense refractory polycrystalline thin film. J. Appl. Phys. 2016, 119, 055305. [Google Scholar] [CrossRef] [Green Version]
- Magnfalt, D.; Abadias, G.; Sarakinos, K. Atom insertion into grain boundaries and stress generation in physically vapor deposition films. App. Phys. Lett. 2013, 103, 051910. [Google Scholar] [CrossRef] [Green Version]
- Surface Engineering for Corrosion and Wear Resistance; Davis, J.R. (Ed.) ASM International: Metals Park, OH, USA, 2001; pp. 43–86. [Google Scholar]
- Kandeva, M.; Karastoyanov, D.; Nikolcheva, G.; Stojanovic, B.; Svoboda, P.; Vencl, A. Tribological studies on copper based friction linings. Tribol. Ind. 2017, 39, 228–237. [Google Scholar] [CrossRef] [Green Version]
- Vencl, A.; Bobic, I.; Stojanovic, B. Tribological properties of A356 Al-Si alloy composites under dry sliding conditions. Ind. Lubr. Tribol. 2014, 66, 66–74. [Google Scholar] [CrossRef]
- Blau, P.J. Interpretations of the friction and wear break-in behavior of metals in sliding contact. Wear 1981, 71, 29–43. [Google Scholar] [CrossRef]
- Vencl, A.; Rajkovic, V.; Zivic, F. Friction and wear properties of copper-based composites reinforced with micro- and nano-sized Al2O3 particles. In Proceedings of the 8th International Conference on Tribology–BALKANTRIB ‘14, Sinaia, Romania, 30 October–1 November 2014; pp. 357–364. [Google Scholar]
- Kato, K.; Adachi, K. Wear mechanisms. In Modern Tribology Handbook; Bhushan, B., Ed.; CRC Press: Boca Raton, FL, USA, 2001. [Google Scholar]
- Vencl, A. Tribological Behavior of Ferrous-Based APS Coatings under Dry Sliding Conditions. J. Therm. Spray Tech. 2015, 24, 671–682. [Google Scholar] [CrossRef]
- Buckley, D.H.; Miyoshi, K. Friction and wear of ceramics. Wear 1984, 100, 333–353. [Google Scholar] [CrossRef]
- Valerini, D.; Signore, M.A.; Tapfer, L.; Piscopiello, E.; Galietti, U.; Rizzo, A. Adhesion and wear of ZrN films sputtered on tungsten carbide substrates. Thin Solid Films 2013, 538, 42–47. [Google Scholar] [CrossRef]
- Wang, Y.; Hsu, S.M. Wear and wear transition mechanism of ceramics. Wear 1996, 195, 112–122. [Google Scholar] [CrossRef]
- Qi, Z.B.; Sun, P.; Zhu, F.P.; Wang, Z.C.; Peng, D.L.; Wu, C.H. The inverse Hall-Petch effect in nanocrystalline ZrN coatings. Surf. Coat. Technol. 2011, 205, 3692–3697. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Mitterer, C.; Hultman, L.; Clemens, H. Microstructural design of hard coatings. Prog. Mater. Sci. 2006, 51, 1032–1114. [Google Scholar] [CrossRef]
- Carlton, C.E.; Ferreira, P.J. What is behind the inverse Hall-Petch effect in nanocrystalline materials? Acta Mater. 2007, 55, 3749–3759. [Google Scholar] [CrossRef]
- Meng, Q.N.; Wen, M.; Hu, C.Q.; Wang, S.M.; Zhang, K.; Lian, J.S.; Zheng, W.T. Influence of the residual stress on the nanoindentation-evaluated hardness for zirconium nitride films. Surf. Coat. Technol. 2012, 206, 3250. [Google Scholar] [CrossRef]
- Purandare, Y.P.; Ehiasarian, A.P.; Santana, A.; Hovsepian, P.E. ZrN coatings deposited by high power impulse magnetron sputtering and cathod arc techniques. J. Vac. Sci. Technol. A 2014, 32, 031507. [Google Scholar] [CrossRef] [Green Version]
- Purandare, Y.P.; Ehiasarian, A.P.; Hovsepian, P.E. Structure and properties of ZrN coatings deposited by high power impulse magnetron sputtering technology. J. Vac. Sci. Technol. A 2011, 29, 011004. [Google Scholar] [CrossRef]
- Chang, L.C.; Chang, C.Y. Mechanical properties and oxidation behavior of ZrNx thin films fabricated through high-power impulse magnetron sputtering deposition. J. Vac. Sci. Technol. A 2016, 34, 02D107. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Duty Cycle | T (μs) | Voltage (V) | Current (A) | Thickness (μm) | Pulse Power (W/µs) |
|---|---|---|---|---|---|---|
| ZrN-A | 50% | 12.5 | 460 | 3.23 | 1.46 | 118.864 |
| ZrN-B | 33% | 8.25 | 549 | 2.74 | 1.53 | 176.971 |
| ZrN-C | 25% | 6.25 | 614 | 2.40 | 1.75 | 235.776 |
| ZrN-D | 20% | 5.0 | 693 | 2.15 | 1.59 | 297.99 |
| Sample | Coefficient of Friction | Wear Factor 10−6 mm3/Nm | ||||
|---|---|---|---|---|---|---|
| 5 N | 10 N | 15 N | 5 N | 10 N | 15 N | |
| ZrN-A | 0.41 | 0.45 | 0.52 | 19.10 | 17.70 | 174.90 |
| ZrN-B | 0.46 | 0.45 | 0.47 | 12.20 | 12.20 | 11.20 |
| ZrN-C | 0.33 | 0.54 | 0.46 | 1.98 | 11.50 | 11.20 |
| ZrN-D | 0.40 | 0.57 | 0.62 | 0.60 | 4.46 | 9.42 |
| Deposition Technique | Grain Size (nm) | Thickness (µm) | Stress (GPa) | Hardness (GPa) | Wear Factor (10−6 mm3/Nm)(load 5 N) | Ref. |
|---|---|---|---|---|---|---|
| BPDMS | 9.84 | 1.59 | −1.7 | 31 | 0.6 | [21] this work |
| Magnetron Sputtering | 19 | 1.1 | −4.2 | 34 | - | [41] |
| 11.59 | 1.5 | −0.7 | 23 | - | [3] | |
| 39.5 | 1.2 | −3.3 | 30 | - | [44] | |
| Cathodic Arc | 18 | 2.5 | −5.8 | 37 | 8.01 | [45] |
| 7.9 | 0.9 | −13 | 30 | - | [19] | |
| HIPIMS + Magnetron Sputtering | 9.1 | 2.5 | −4.1 | 35 | 5.33 | [45] |
| HIPIMS | - | 1.84 | −10 | 40 | 6.84 | [46] |
| 1.96 | −7.7 | 36 | 6.37 | |||
| 2.13 | −5.1 | 32 | 7.19 | |||
| - | 0.58 | −4.2 | 27 | - | [47] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Laera, A.M.; Massaro, M.; Dimaio, D.; Vencl, A.; Rizzo, A. Residual Stress and Tribological Performance of ZrN Coatings Produced by Reactive Bipolar Pulsed Magnetron Sputtering. Materials 2021, 14, 6462. https://doi.org/10.3390/ma14216462
Laera AM, Massaro M, Dimaio D, Vencl A, Rizzo A. Residual Stress and Tribological Performance of ZrN Coatings Produced by Reactive Bipolar Pulsed Magnetron Sputtering. Materials. 2021; 14(21):6462. https://doi.org/10.3390/ma14216462
Chicago/Turabian StyleLaera, Anna Maria, Marcello Massaro, Domenico Dimaio, Aleksandar Vencl, and Antonella Rizzo. 2021. "Residual Stress and Tribological Performance of ZrN Coatings Produced by Reactive Bipolar Pulsed Magnetron Sputtering" Materials 14, no. 21: 6462. https://doi.org/10.3390/ma14216462
APA StyleLaera, A. M., Massaro, M., Dimaio, D., Vencl, A., & Rizzo, A. (2021). Residual Stress and Tribological Performance of ZrN Coatings Produced by Reactive Bipolar Pulsed Magnetron Sputtering. Materials, 14(21), 6462. https://doi.org/10.3390/ma14216462