
A Comparative Analysis of Chemical, Thermal, and Mechanical Post-Process of Fused Filament Fabricated Polyetherimide Parts for Surface Quality Enhancement




Abstract
:1. Introduction
2. Materials and Methods
2.1. Manufacturing of the Samples
2.2. Chemical Post-Processing
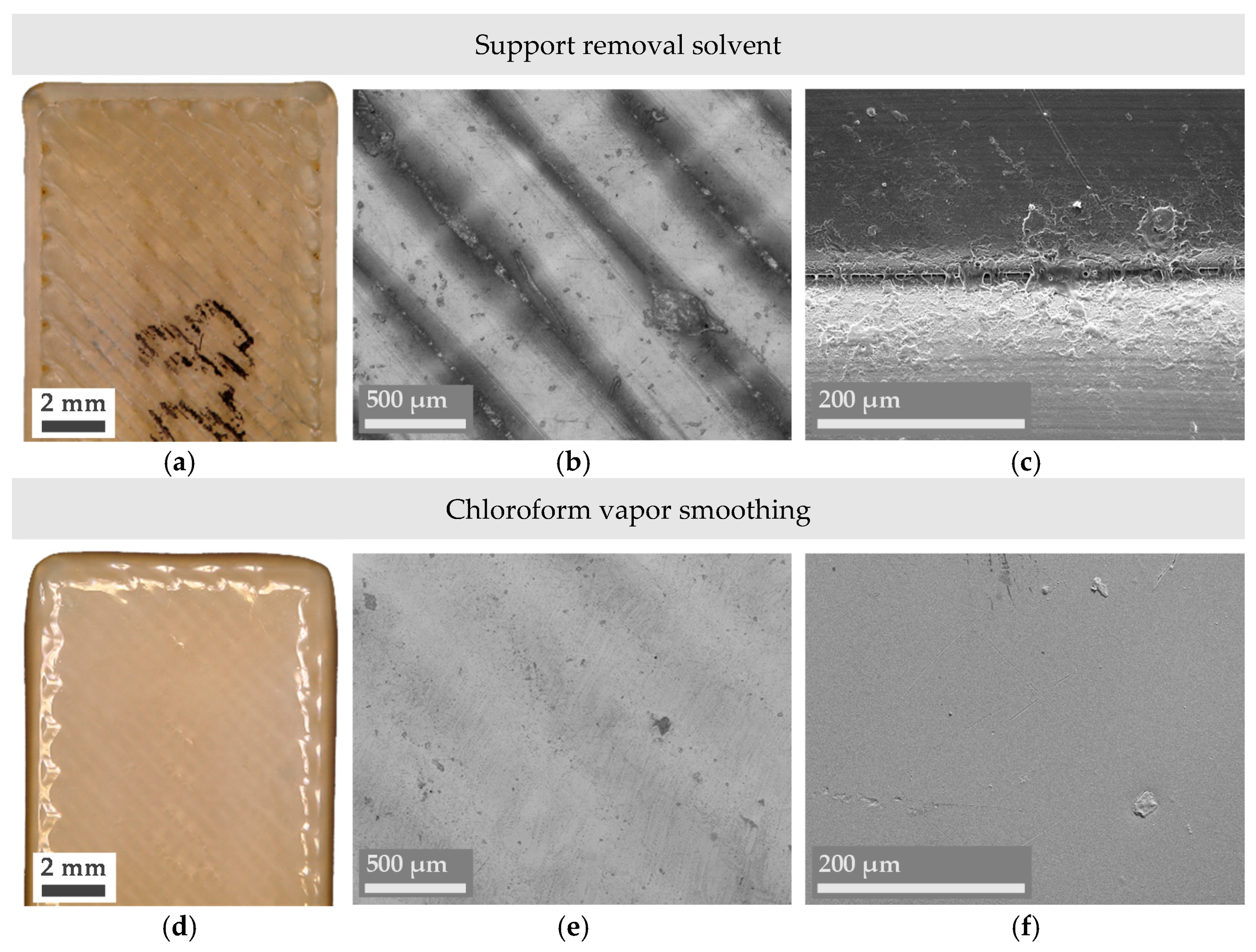
2.2.1. Vapor Smoothing
2.2.2. Support Removal Solvent
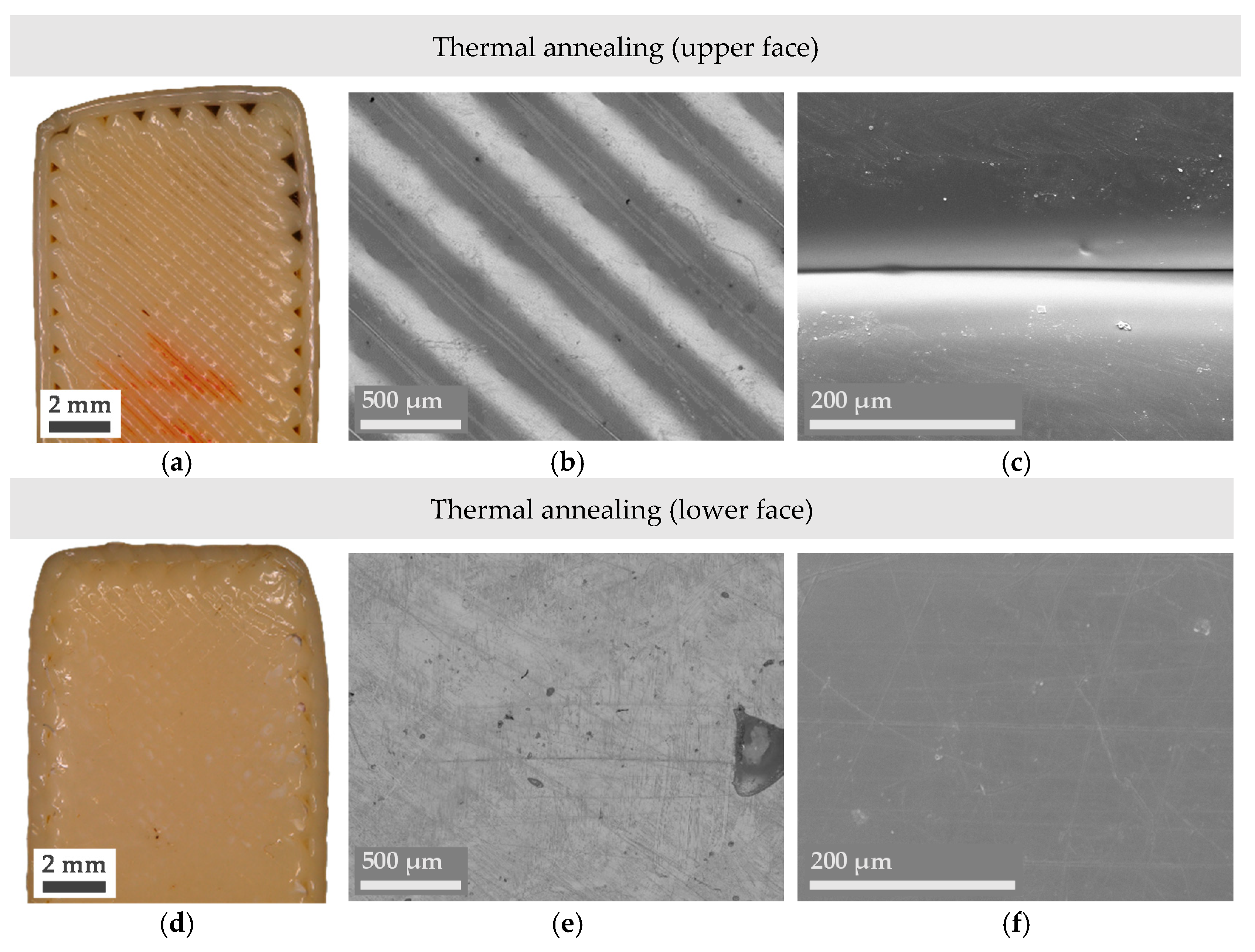
2.3. Thermal Annealing
2.4. Mechanical Post-Processing
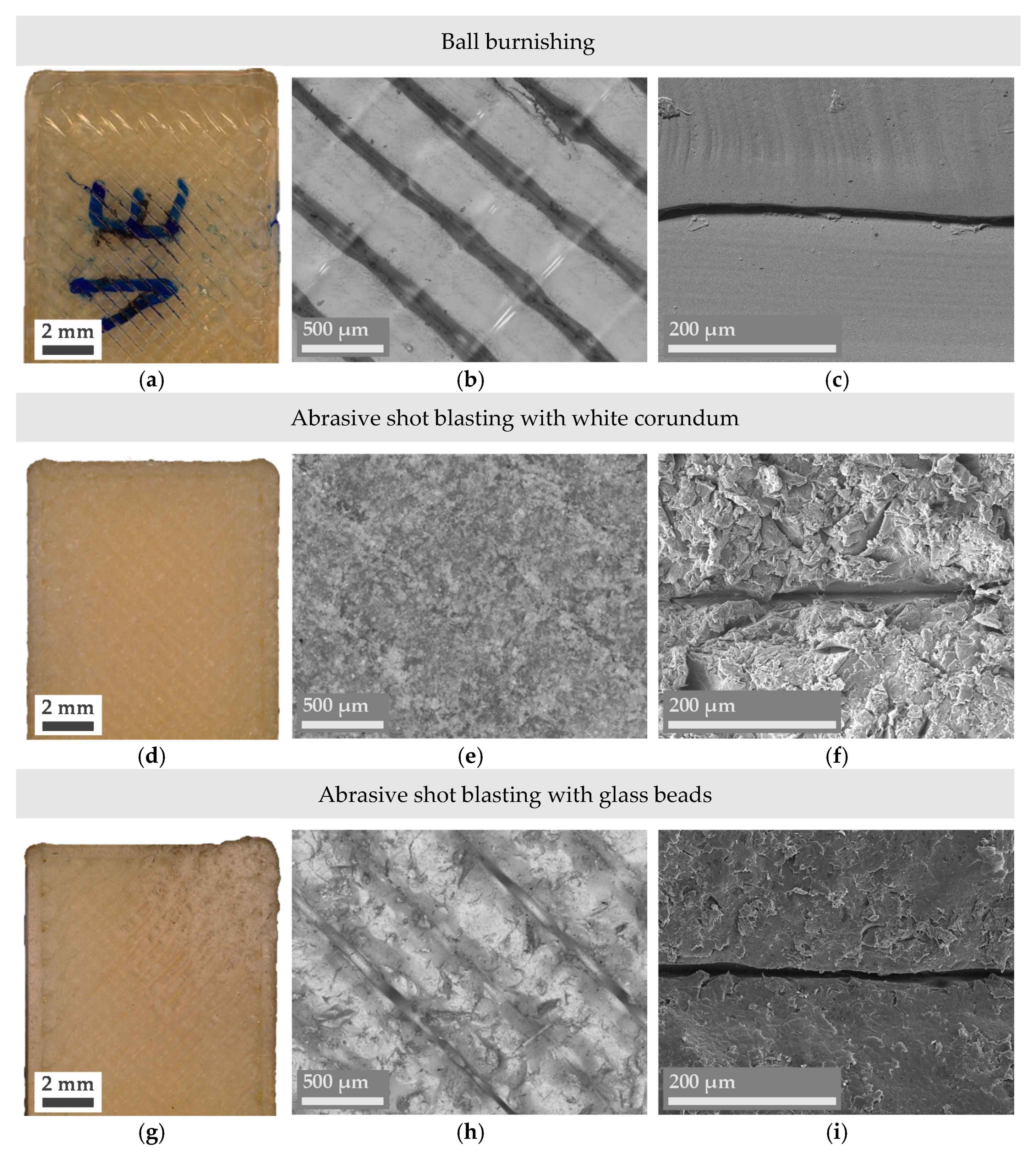
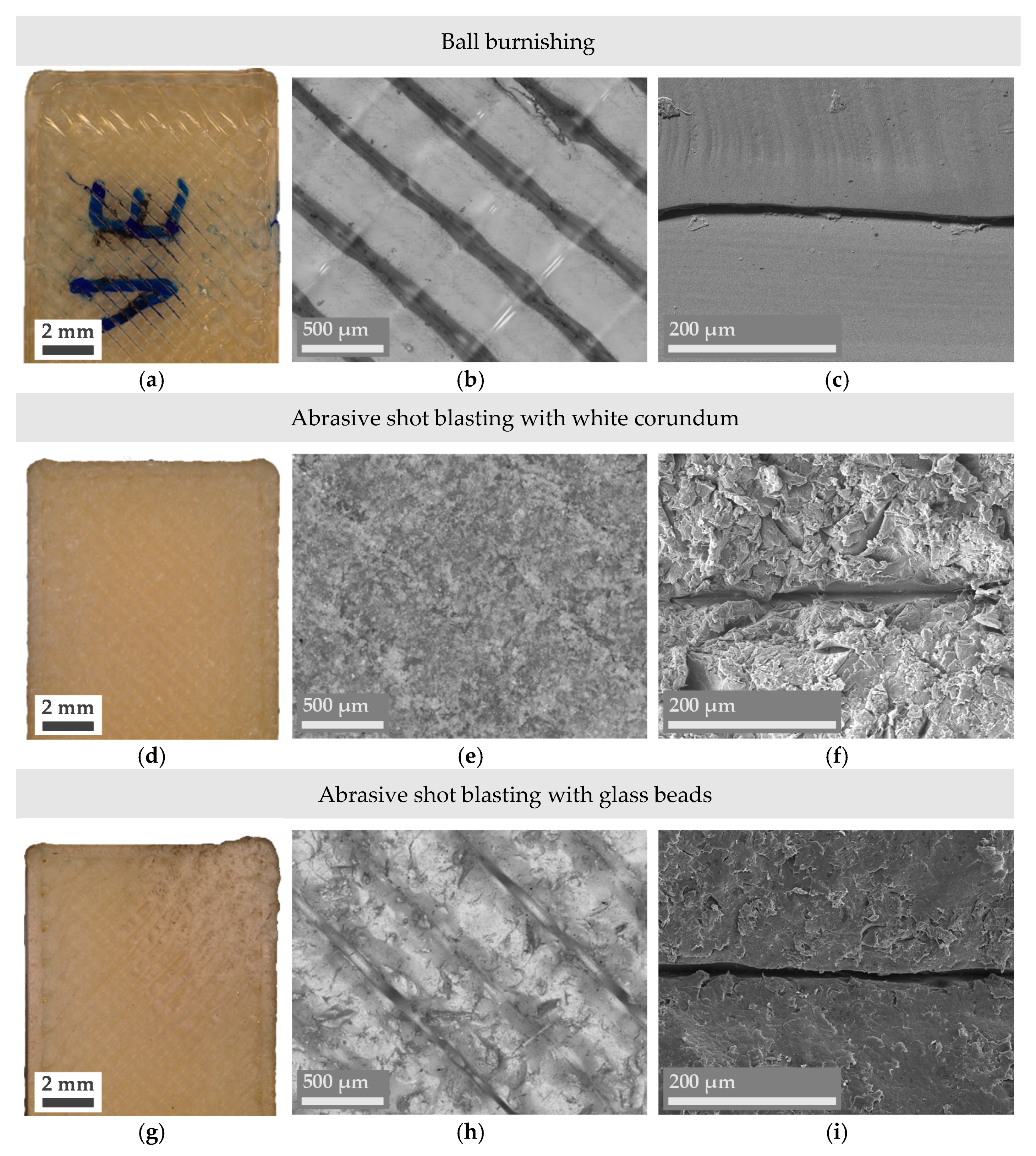
2.4.1. Ball Burnishing
2.4.2. Abrasive Shot Blasting
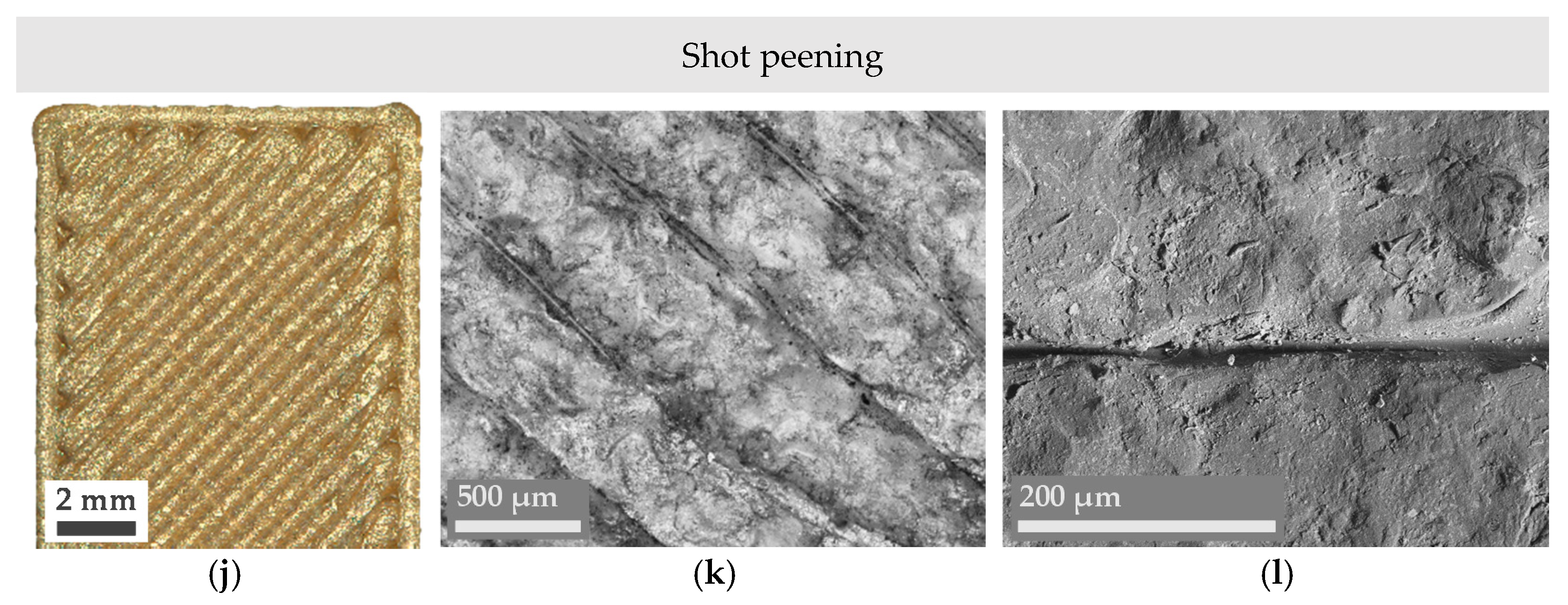
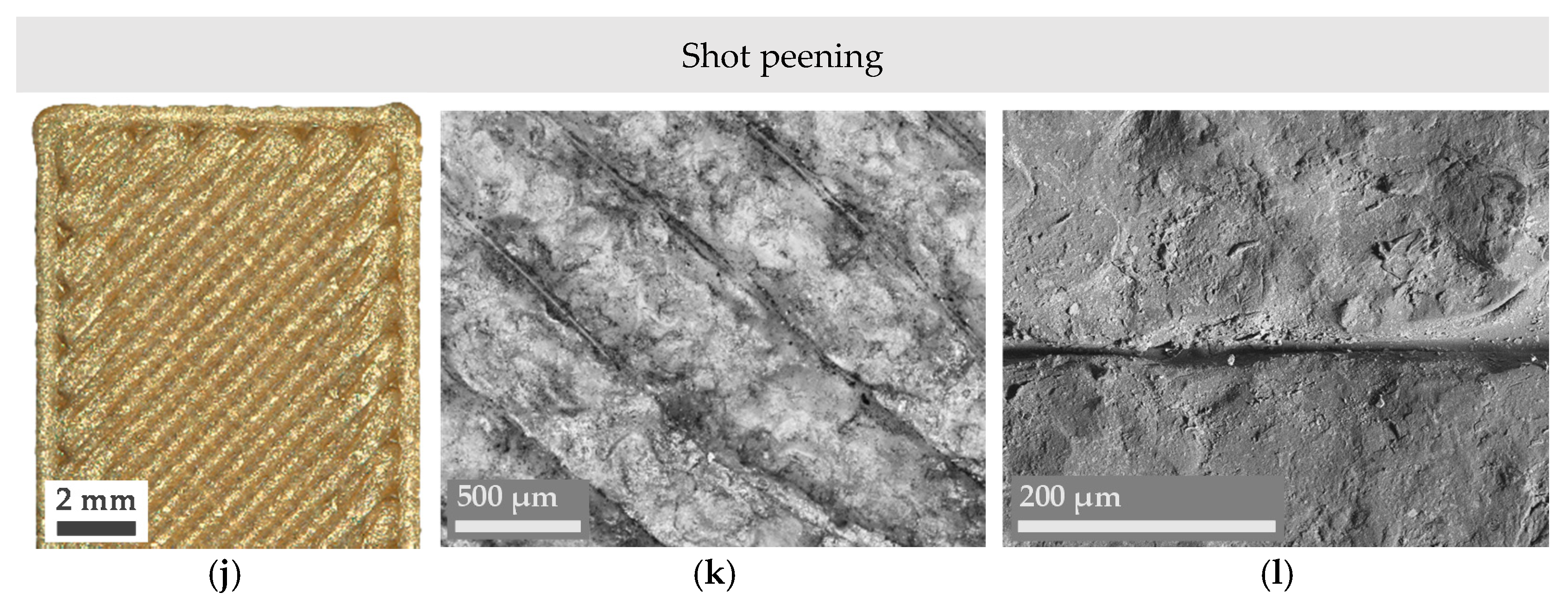
2.4.3. Shot Peening
2.5. Dimensional Accuracy and Surface Roughness
3. Results and Discussion
3.1. Mass and Dimensional Changes
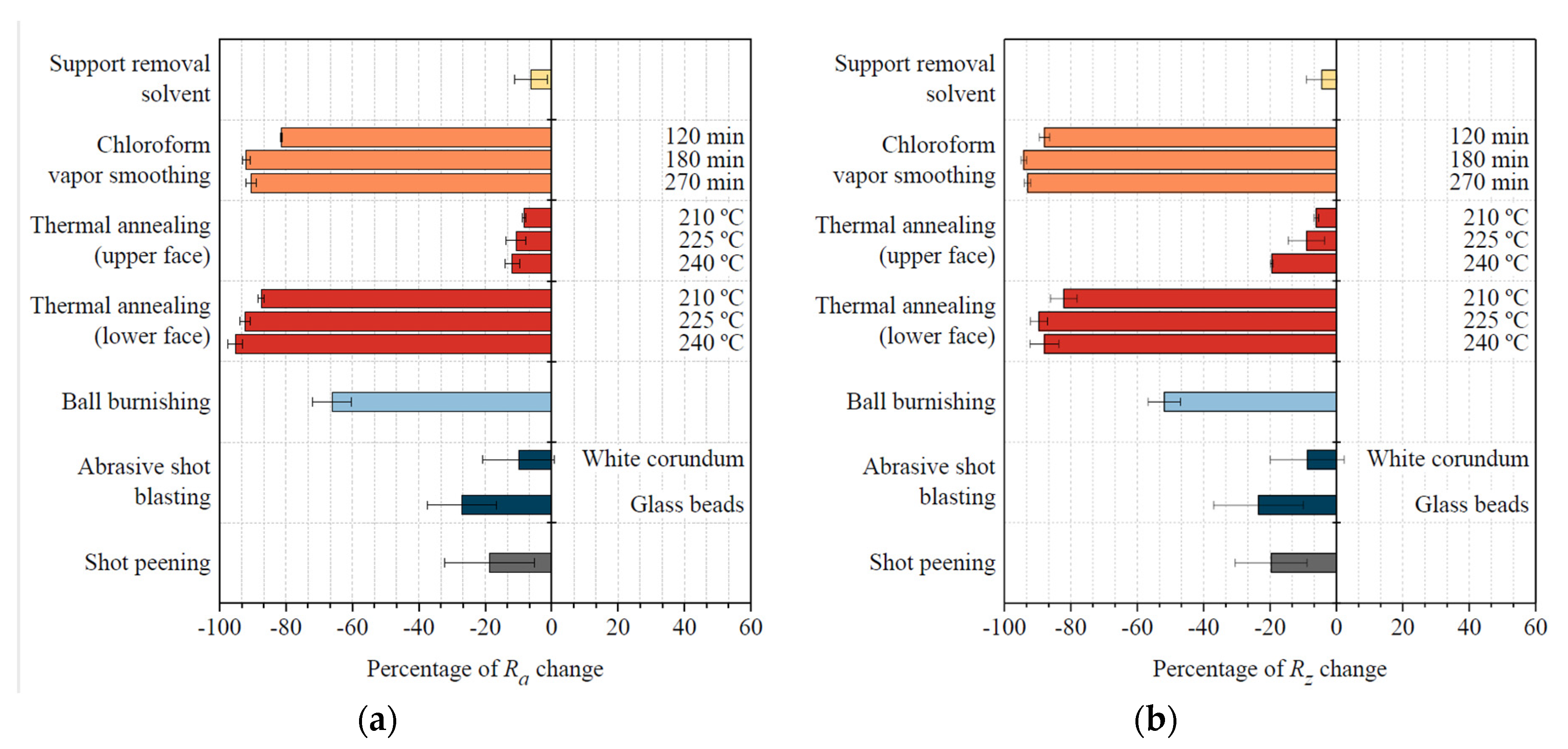
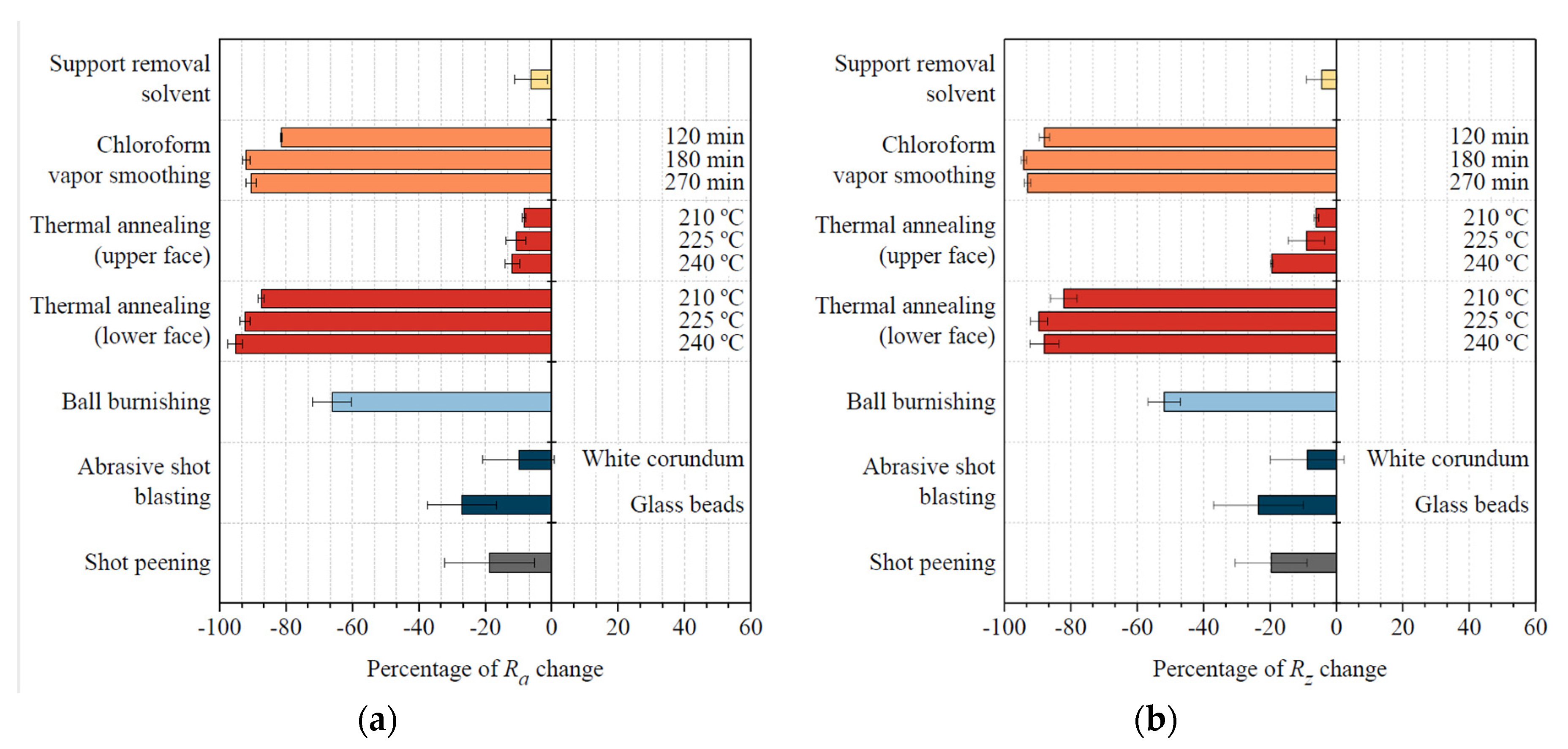
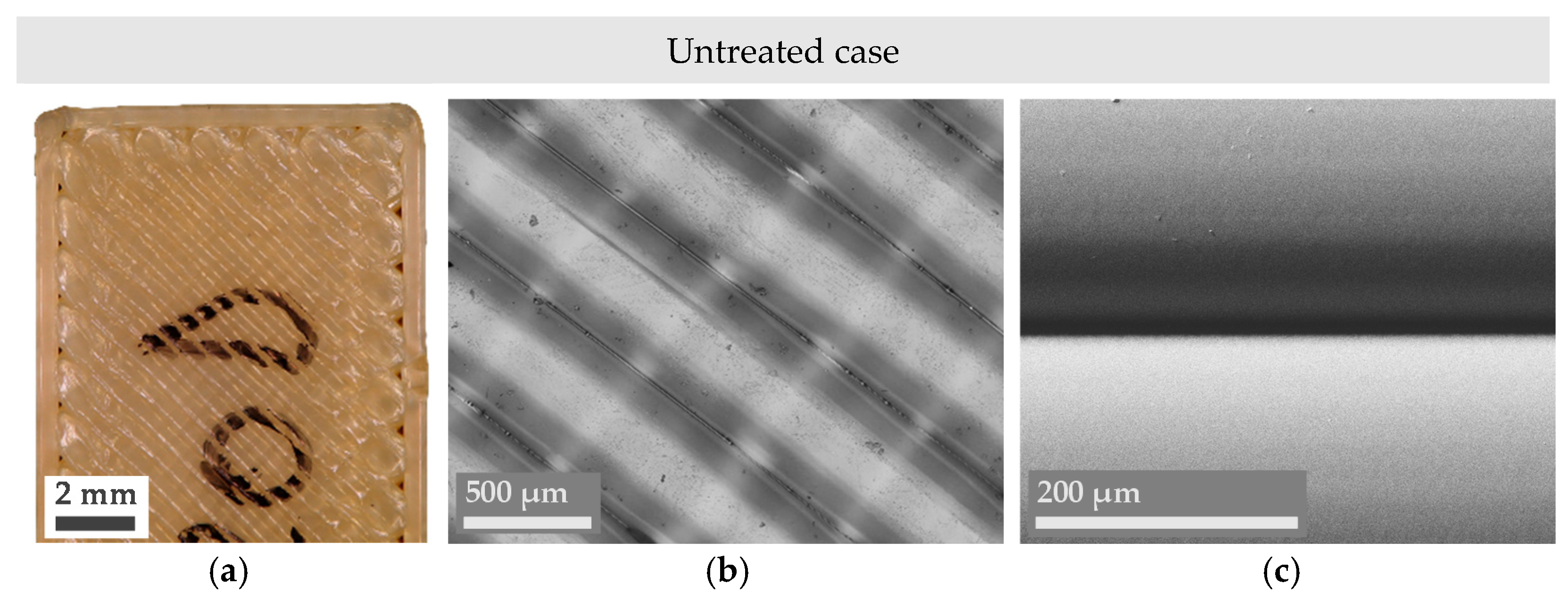
3.2. Surface Roughness Evaluation
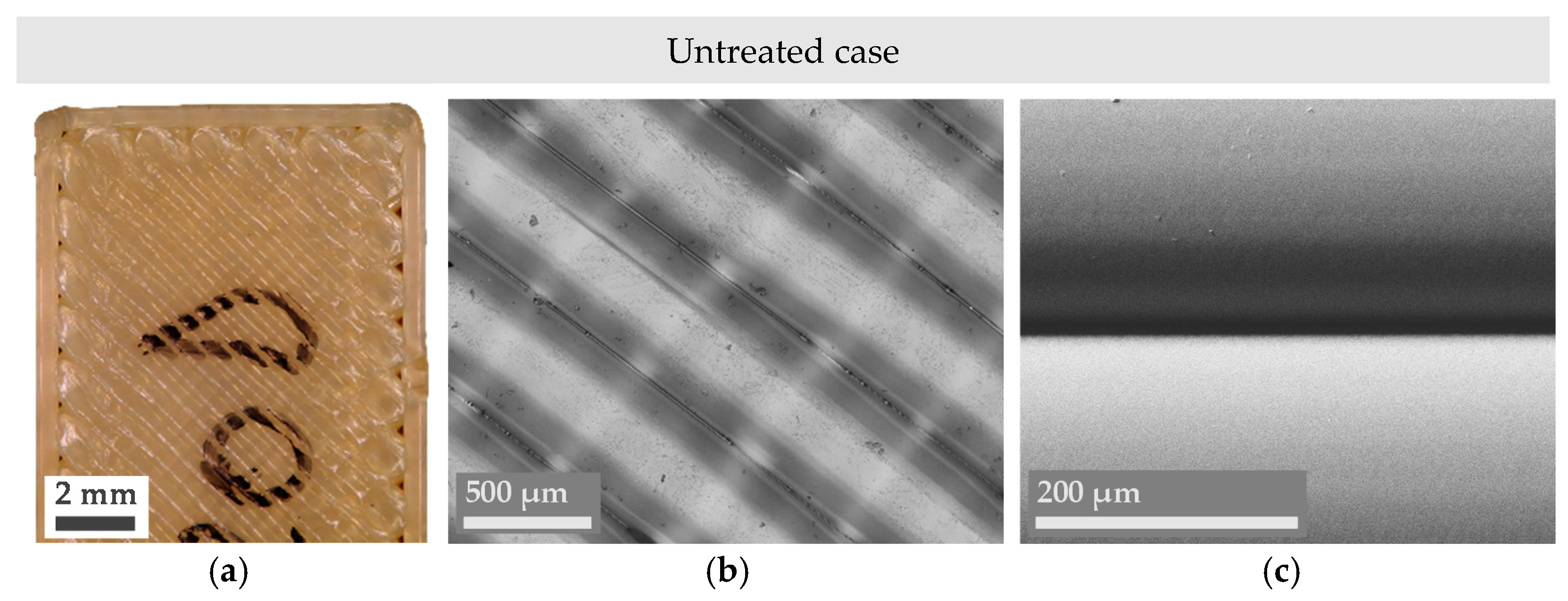
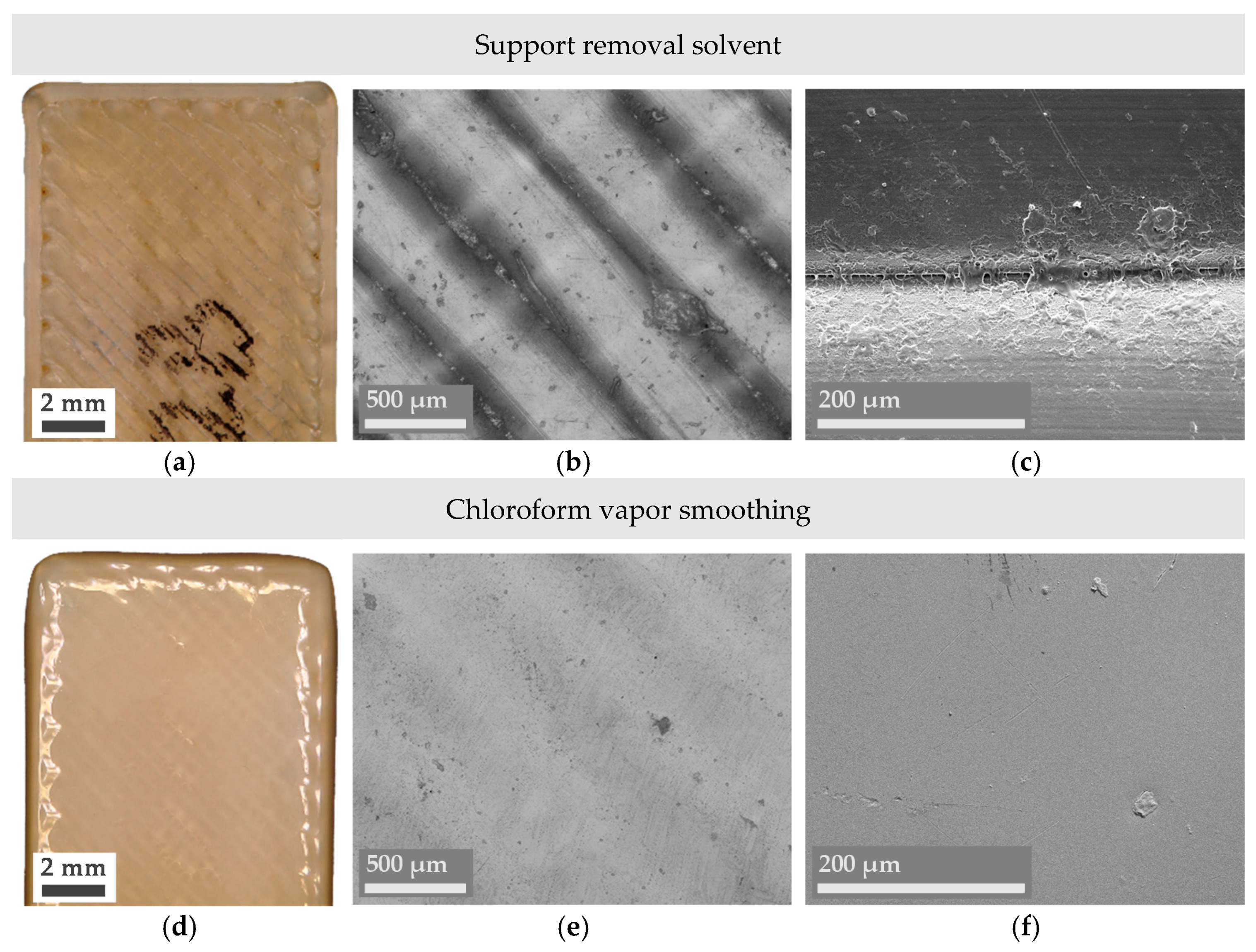
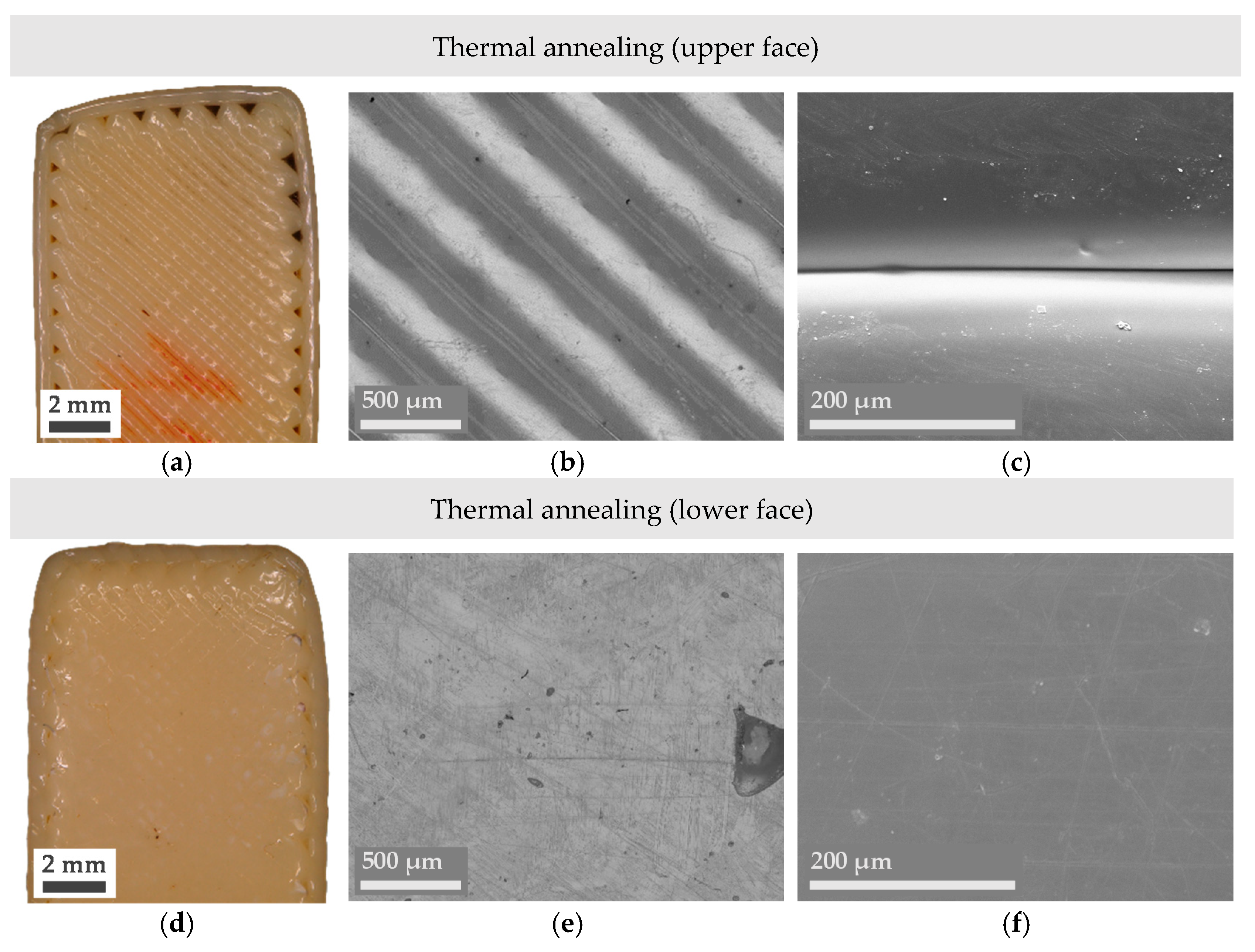
3.3. Surface Analysis
4. Conclusions
- Overall, chemical and thermal treatments, as well as ball burnishing, have been postulated as valid candidates to significantly enhance the finish of FFF Ultem parts, despite requiring the use of solvents or inducing controlled dimensional changes.
- In particular, chemical vapor smoothing has resulted in the highest improvement in surface roughness, but the absorption of chemical vapors should be taken into consideration.
- Thermally annealed samples above Ultem’s glass transition temperature retain their overall shape but have expanded in the building direction (indicating thermal stresses release) and contracted in width and length.
- Considering the observed differences between the upper and the lower side of the thermally treated samples, the addition of a physical media to conduct heat to the samples (instead of air convection) is expected to be beneficial to obtain a more uniform surface roughness. As dimensional changes increase with the treatment temperature, the use of a slightly lower temperature than the minimum 210 °C used in this study should also be considered. Ball burnishing has resulted in the best equilibrium between an improved surface roughness and minimal dimensional changes.
- The effects of abrasive shot blasting and abrasive shot peening are more moderate at a macroscopic scale but have modified the parts’ surface morphology to the greatest extent.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Sanaei, N.; Fatemi, A. Analysis of the effect of surface roughness on fatigue performance of powder bed fusion additive manufactured metals. Theor. Appl. Fract. Mech. 2020, 108, 102638. [Google Scholar] [CrossRef]
- Jiang, Y.; Ding, J.; Yin, X.; Yan, J.; Yang, L.; Zhu, S.; Zeng, R.; Lu, C.; Yin, A.; Xian, X. The influence of U-Nb substrate roughness on the service performance of Ti/TiN multilayer coatings. Surf. Coat. Technol. 2021, 405, 126571. [Google Scholar] [CrossRef]
- Kalami, H.; Urbanic, J. Exploration of surface roughness measurement solutions for additive manufactured components built by multi-axis tool paths. Addit. Manuf. 2021, 38, 101822. [Google Scholar] [CrossRef]
- Boschetto, A.; Giordano, V.; Veniali, F. 3D roughness profile model in fused deposition modelling. Rapid Prototyp. J. 2013, 19, 240–252. [Google Scholar] [CrossRef]
- Barari, A.; Kishawy, H.A.; Kaji, F.; Elbestawi, M.A. On the surface quality of additive manufactured parts. Int. J. Adv. Manuf. Technol. 2017, 89, 1969–1974. [Google Scholar] [CrossRef]
- Gómez-Gras, G.; Pérez, M.A.; Fábregas-Moreno, J.; Reyes-Pozo, G. Experimental study on the accuracy and surface quality of printed versus machined holes in PEI Ultem 9085 FDM specimens. Rapid Prototyp. J. 2021, 27, 1–12. [Google Scholar] [CrossRef]
- Taufik, M.; Jain, P.K. Characterization, modeling and simulation of fused deposition modeling fabricated part surfaces. Surf. Topogr. Metrol. Prop. 2017, 5, 045003. [Google Scholar] [CrossRef]
- Haque, M.E.; Banerjee, D.; Mishra, S.B.; Nanda, B.K. A Numerical Approach to Measure the Surface Roughness of FDM Build Part. Mater. Today Proc. 2019, 18, 5523–5529. [Google Scholar] [CrossRef]
- Giri, J.; Shahane, P.; Jachak, S.; Chadge, R.; Giri, P. Optimization of FDM process parameters for dual extruder 3d printer using Artificial Neural network. Mater. Today Proc. 2021, 43, 3242–3249. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S. Modeling of surface roughness based on heat transfer considering diffusion among deposition filaments for FDM 3D printing heat-resistant resin. Appl. Therm. Eng. 2019, 161, 114064. [Google Scholar] [CrossRef]
- Raj Mohan, R.; Venkatraman, R.; Raghuraman, S. Experimental analysis on density, micro-hardness, surface roughness and processing time of Acrylonitrile Butadiene Styrene (ABS) through Fused Deposition Modeling (FDM) using Box Behnken Design (BBD). Mater. Today Commun. 2021, 27, 102353. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R. Pre and post processing techniques to improve surface characteristics of FDM parts: A state of art review and future applications. Rapid Prototyp. J. 2017, 23, 495–513. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Accuracy prediction in fused deposition modeling. Int. J. Adv. Manuf. Technol. 2014, 73, 913–928. [Google Scholar] [CrossRef]
- Pérez, M.; Medina-Sánchez, G.; García-Collado, A.; Gupta, M.; Carou, D. Surface Quality Enhancement of Fused Deposition Modeling (FDM) Printed Samples Based on the Selection of Critical Printing Parameters. Materials 2018, 11, 1382. [Google Scholar] [CrossRef] [Green Version]
- Buj-Corral, I.; Domínguez-Fernández, A.; Durán-Llucià, R. Influence of Print Orientation on Surface Roughness in Fused Deposition Modeling (FDM) Processes. Materials 2019, 12, 3834. [Google Scholar] [CrossRef] [Green Version]
- Kumbhar, N.N.; Mulay, A.V. Post Processing Methods used to Improve Surface Finish of Products which are Manufactured by Additive Manufacturing Technologies: A Review. J. Inst. Eng. Ser. C 2018, 99, 481–487. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S.; Penna, R.; Fraternali, F. Dimensional accuracy analysis of coupled fused deposition modeling and vapour smoothing operations for biomedical applications. Compos. Part B Eng. 2017, 117, 138–149. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Mathematical modelling of surface roughness for vapour processing of ABS parts fabricated with fused deposition modelling. J. Manuf. Process. 2016, 24, 161–169. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Parametric optimization of fused deposition modeling and vapour smoothing processes for surface finishing of biomedical implant replicas. Measurement 2016, 94, 602–613. [Google Scholar] [CrossRef]
- Mu, M.; Ou, C.-Y.; Wang, J.; Liu, Y. Surface modification of prototypes in fused filament fabrication using chemical vapour smoothing. Addit. Manuf. 2020, 31, 100972. [Google Scholar] [CrossRef]
- Jin, Y.; Wan, Y.; Zhang, B.; Liu, Z. Modeling of the chemical finishing process for polylactic acid parts in fused deposition modeling and investigation of its tensile properties. J. Mater. Process. Technol. 2017, 240, 233–239. [Google Scholar] [CrossRef]
- Rajan, A.J.; Sugavaneswaran, M.; Prashanthi, B.; Deshmukh, S.; Jose, S. Influence of Vapour Smoothing Process Parameters on Fused Deposition Modelling Parts Surface Roughness at Different Build Orientation. Mater. Today Proc. 2020, 22, 2772–2778. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Lee, B.-K. Post-processing of FDM parts to improve surface and thermal properties. Rapid Prototyp. J. 2018, 24, 1091–1100. [Google Scholar] [CrossRef]
- Maciag, T.; Wieczorek, J.; Kalsa, W. Surface analysis of ABS 3d prints subjected to copper plating. Arch. Metall. Mater. 2019, 64, 639–646. [Google Scholar] [CrossRef]
- Chen, L.; Zhang, X.; Gan, S. Effects of laser polishing on surface quality and mechanical properties of PLA parts built by fused deposition modeling. J. Appl. Polym. Sci. 2020, 137, 48288. [Google Scholar] [CrossRef]
- Moradi, M.; Moghadam, M.K.; Shamsborhan, M.; Bodaghi, M.; Falavandi, H. Post-Processing of FDM 3D-Printed Polylactic Acid Parts by Laser Beam Cutting. Polymers 2020, 12, 550. [Google Scholar] [CrossRef] [Green Version]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of Mechanical Properties of FDM-PLA Parts via Thermal Annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Hart, K.R.; Dunn, R.M.; Sietins, J.M.; Mock, C.M.H.; Mackay, M.E.; Wetzel, E.D. Increased fracture toughness of additively manufactured amorphous thermoplastics via thermal annealing. Polymers 2018, 144, 192–204. [Google Scholar] [CrossRef]
- Zhang, Y.; Moon, S. The Effect of Annealing on Additive Manufactured ULTEM™ 9085 Mechanical Properties. Materials 2021, 14, 2907. [Google Scholar] [CrossRef]
- Shiou, F.-J.; Chen, C.-H. Freeform surface finish of plastic injection mold by using ball-burnishing process. J. Mater. Process. Technol. 2003, 140, 248–254. [Google Scholar] [CrossRef]
- De Lacalle, L.N.L.; Rodriguez, A.; Lamikiz, A.; Celaya, A.; Alberdi, R.; De Lacalle, L.N.L.; Mentxaka, A.L. Five-Axis Machining and Burnishing of Complex Parts for the Improvement of Surface Roughness. Mater. Manuf. Process. 2011, 26, 997–1003. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Surface improvement of fused deposition modeling parts by barrel finishing. Rapid Prototyp. J. 2015, 21, 686–696. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Finishing of Fused Deposition Modeling parts by CNC machining. Robot. Comput. Manuf. 2016, 41, 92–101. [Google Scholar] [CrossRef]
- Mali, H.S.; Prajwal, B.; Gupta, D.; Kishan, J. Abrasive flow finishing of FDM printed parts using a sustainable media. Rapid Prototyp. J. 2018, 24, 593–606. [Google Scholar] [CrossRef]
- Nsengimana, J.; Van Der Walt, J.; Pei, E.; Miah, M. Effect of post-processing on the dimensional accuracy of small plastic additive manufactured parts. Rapid Prototyp. J. 2019, 25, 1–12. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an Industry 4.0 context: The role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Forés-Garriga, A.; Pérez, M.A.; Gómez-Gras, G.; Pozo, G.R. Role of infill parameters on the mechanical performance and weight reduction of PEI Ultem processed by FFF. Mater. Des. 2020, 193, 108810. [Google Scholar] [CrossRef]
- Stratasys. ULTEM 9085 Production-Grade Thermoplastic for Fortus 3D Printers. Available online: www.stratasys.com/materials/search/ultem9085 (accessed on 15 May 2021).
- Cakar, F.; Moroglu, M.R.; Cankurtaran, H.; Karaman, F. Conducting poly(ether imide)–graphite composite for some solvent vapors sensing application. Sens.Actuators B Chem. 2010, 145, 126–132. [Google Scholar] [CrossRef]
- de Bruijn, A.C.; Gómez-Gras, G.; Pérez, M.A. Mechanical study on the impact of an effective solvent support-removal methodology for FDM Ultem 9085 parts. Polym. Test. 2020, 85, 106433. [Google Scholar] [CrossRef]
- de Bruijn, A.C.; Gómez-Gras, G.; Pérez, M.A. On the effect upon the surface finish and mechanical performance of ball burnishing process on fused filament fabricated parts. Addit. Manuf. 2021, 46, 102133. [Google Scholar] [CrossRef]
- ISO 4288:1996-Geometrical Product Specifications (GPS)—Surface Texture: Profile method—Rules and Procedures for the Assessment of Surface Texture. Available online: www.iso.org/standard/2096.html (accessed on 3 June 2021).
- Puerta, A.P.V.; Lopez-Castro, J.; López, A.O.; Vidal, S.R.F. On improving the surface finish of 3D printing polylactic acid parts by corundum blasting. Rapid Prototyp. J. 2021, 27, 1398–1407. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Post-Processing Technique | Fixed Experimental Conditions | Variable Experimental Conditions |
|---|---|---|
| Vapor smoothing | Solvent: Chloroform vapors Temperature: ambient laboratory conditions | Exposure times: 2, 3 and, 4.5 h |
| Support removal solvent | Solvent: equivolumetric mixture of 1,4-dioxane and toluene Temperature: ambient laboratory conditions | |
| Constant agitation using a magnetic stirrer Exposure time: 4 h | ||
| Thermal annealing | Preheating of the furnace prior to the introduction of the samples Exposure time at the set temperature: 30 min Cooling rate: 1.5 °C·min−1 until 150 °C, 8 °C·min−1 until room temperature | Temperatures: 210, 225, and 240 °C |
| Ball burnishing | Ball burnishing force: 400 N Number of passes of the tool: 10 Lateral path width: 0.32 mm Forward speed: 2000 mm·min−1 | |
| Abrasive shot blasting | Pressure: 5 bar Treatment time: 10–20 s | Abrasive media: White corundum, and glass beads |
| Shot peening | Spherical stainless-steel beads Pressure: 5 bar Treatment time: 10 min |
| Post-Process | Details | Δ Mass [g] | Δ Height [mm] | Δ Width [mm] | Δ Length [mm] |
|---|---|---|---|---|---|
| Support removal solvent | - | +0.03 ± 0.05 | −0.04 ± 0.05 | −0.01 ± 0.01 | −0.02 ± 0.03 |
| Chloroform vapor smoothing | 120 min | +0.12 ± 0.01 | −0.05 ± 0.01 | −0.10 ± 0.04 | −0.18 ± 0.02 |
| 180 min | +0.22 ± 0.01 | +0.01 ± 0.05 | +0.05 ± 0.02 | −0.14 ± 0.02 | |
| 270 min | +0.35 ± 0.03 | +0.10 ± 0.02 | +0.15 ± 0.03 | +0.16 ± 0.01 | |
| Thermal annealing | 210 °C | +0.00 ± 0.01 | +0.48 ± 0.12 | −0.88 ± 0.19 | −4.73 ± 0.84 |
| 225 °C | −0.02 ± 0.01 | +0.52 ± 0.18 | −0.93 ± 0.26 | −5.11 ± 1.38 | |
| 240 °C | −0.01 ± 0.00 | +0.62 ± 0.04 | −1.07 ± 0.06 | −5.73 ± 0.49 | |
| Ball burnishing | - | +0.00 ± 0.03 | −0.11 ± 0.02 | +0.08 ± 0.03 | +0.30 ± 0.09 |
| Abrasive shot blasting | White corundum | +0.01 ± 0.02 | −0.01 ± 0.06 | +0.02 ± 0.03 | +0.08 ± 0.07 |
| Glass beads | −0.01 ± 0.01 | −0.05 ± 0.02 | +0.02 ± 0.02 | +0.03 ± 0.07 | |
| Shot peening | - | −0.02 ± 0.01 | −0.02 ± 0.01 | +0.01 ± 0.02 | +0.05 ± 0.06 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chueca de Bruijn, A.; Gómez-Gras, G.; Pérez, M.A. A Comparative Analysis of Chemical, Thermal, and Mechanical Post-Process of Fused Filament Fabricated Polyetherimide Parts for Surface Quality Enhancement. Materials 2021, 14, 5880. https://doi.org/10.3390/ma14195880
Chueca de Bruijn A, Gómez-Gras G, Pérez MA. A Comparative Analysis of Chemical, Thermal, and Mechanical Post-Process of Fused Filament Fabricated Polyetherimide Parts for Surface Quality Enhancement. Materials. 2021; 14(19):5880. https://doi.org/10.3390/ma14195880
Chicago/Turabian StyleChueca de Bruijn, Ariadna, Giovanni Gómez-Gras, and Marco A. Pérez. 2021. "A Comparative Analysis of Chemical, Thermal, and Mechanical Post-Process of Fused Filament Fabricated Polyetherimide Parts for Surface Quality Enhancement" Materials 14, no. 19: 5880. https://doi.org/10.3390/ma14195880
APA StyleChueca de Bruijn, A., Gómez-Gras, G., & Pérez, M. A. (2021). A Comparative Analysis of Chemical, Thermal, and Mechanical Post-Process of Fused Filament Fabricated Polyetherimide Parts for Surface Quality Enhancement. Materials, 14(19), 5880. https://doi.org/10.3390/ma14195880