
Temperature Dependence of Fracture Characteristics of Variously Heat-Treated Grades of Ultra-High-Strength Steel: Experimental and Modelling


 ,
,
Abstract
:1. Introduction
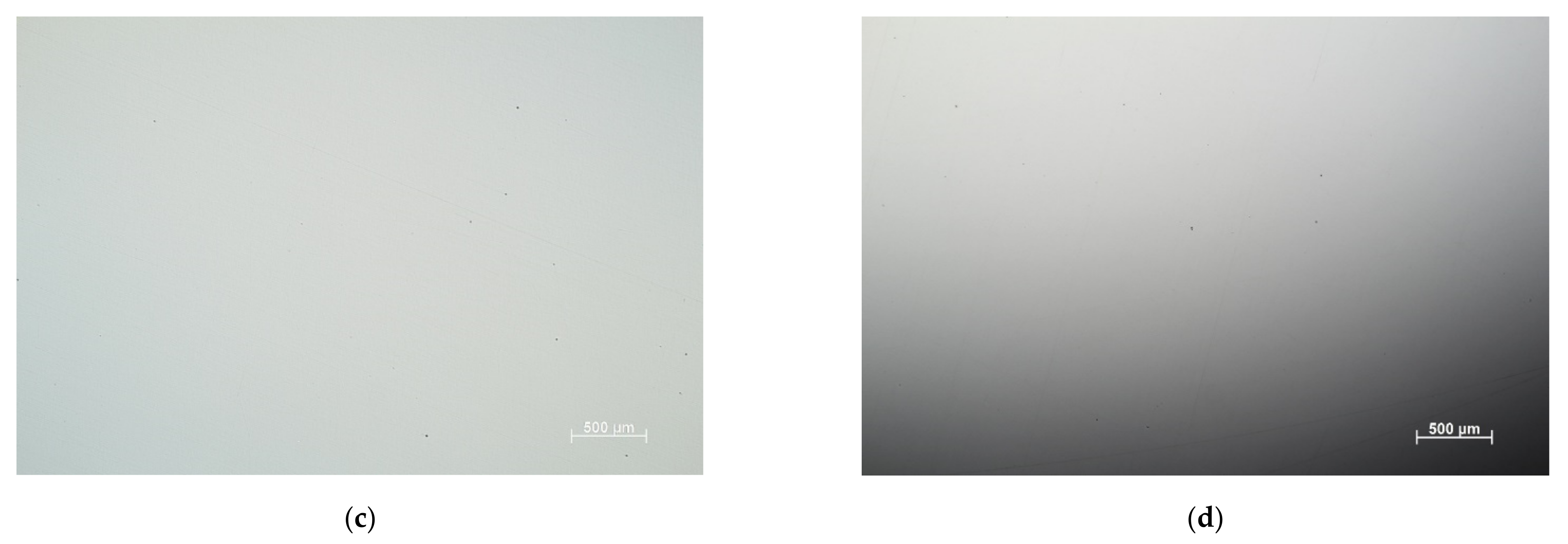
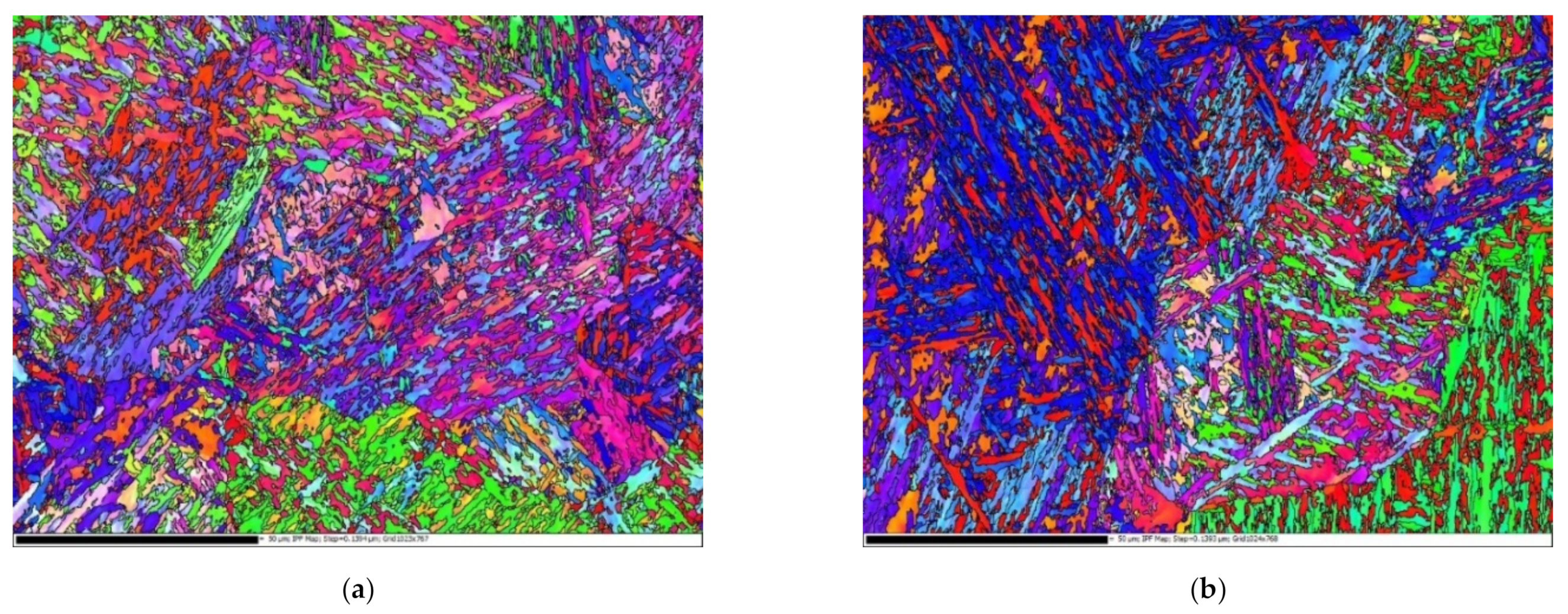
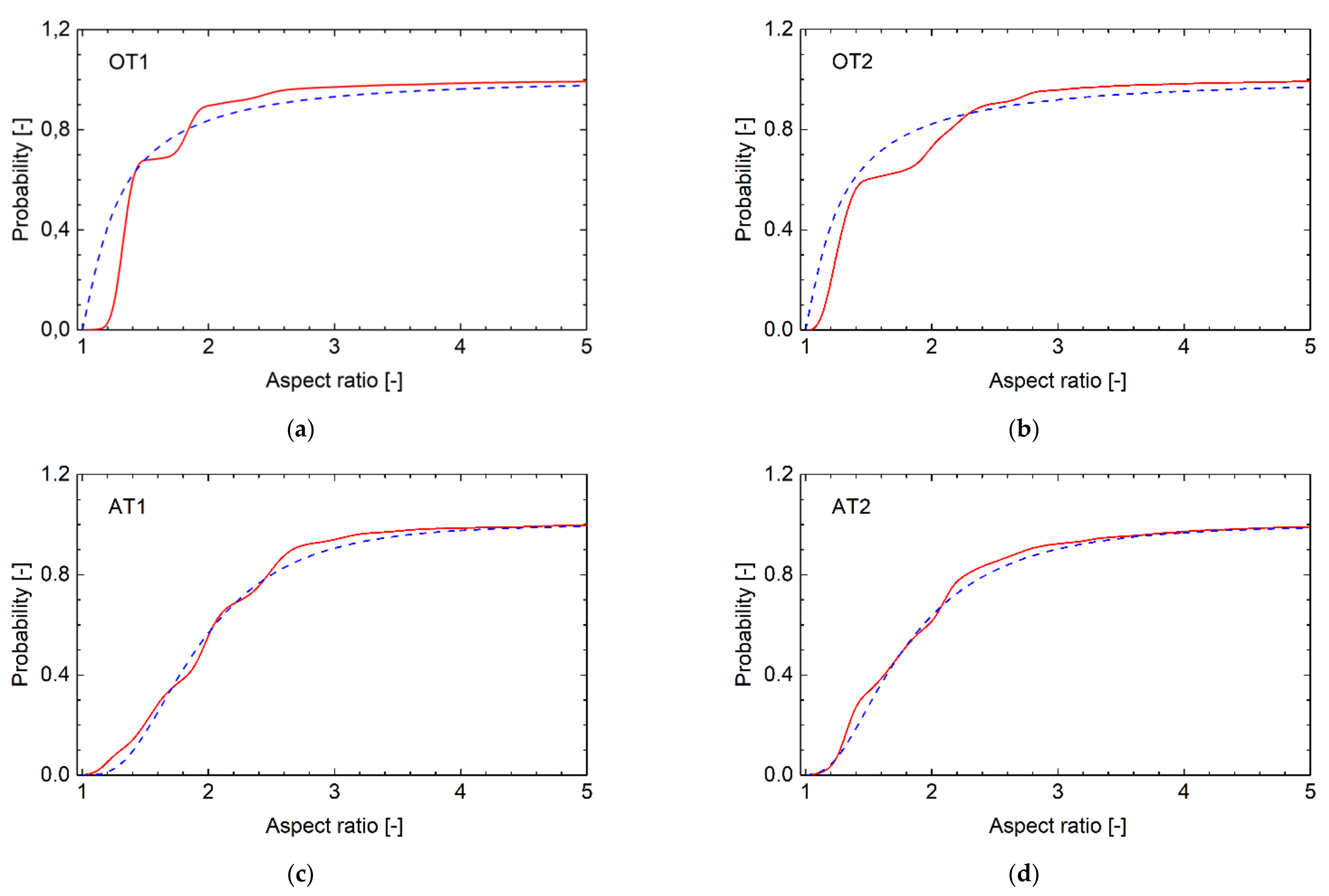
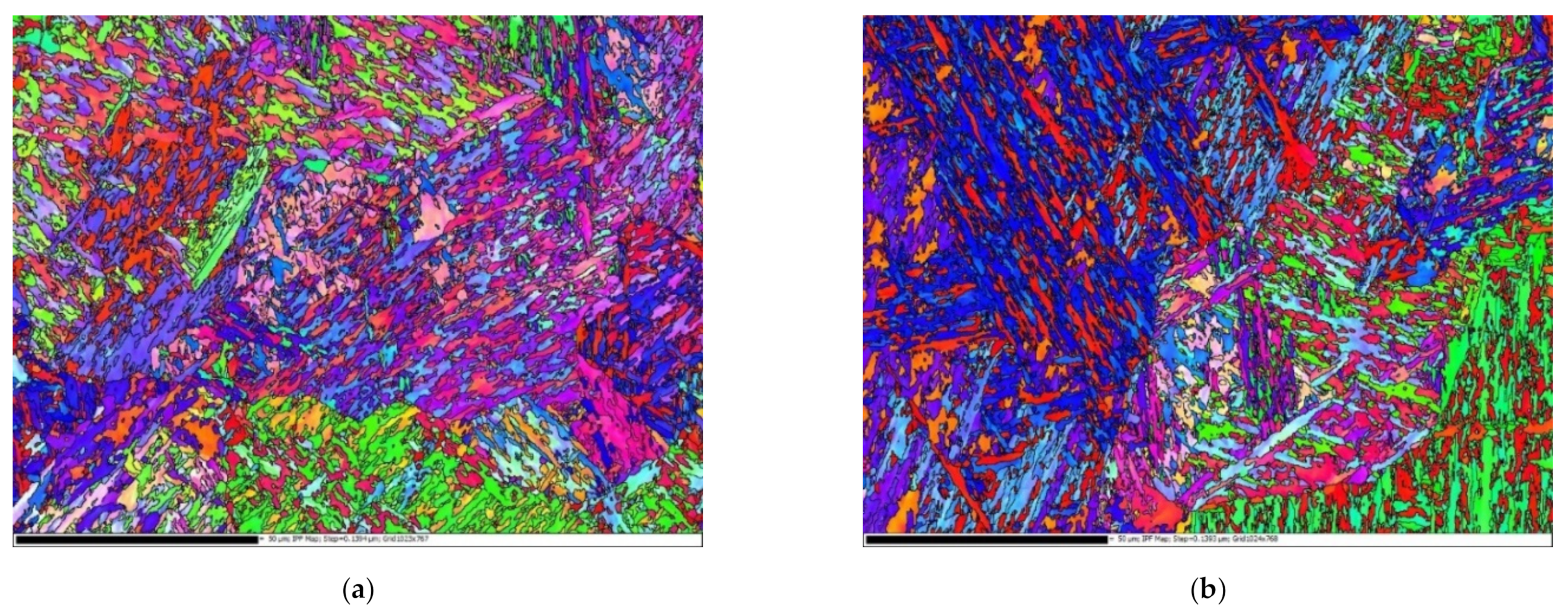
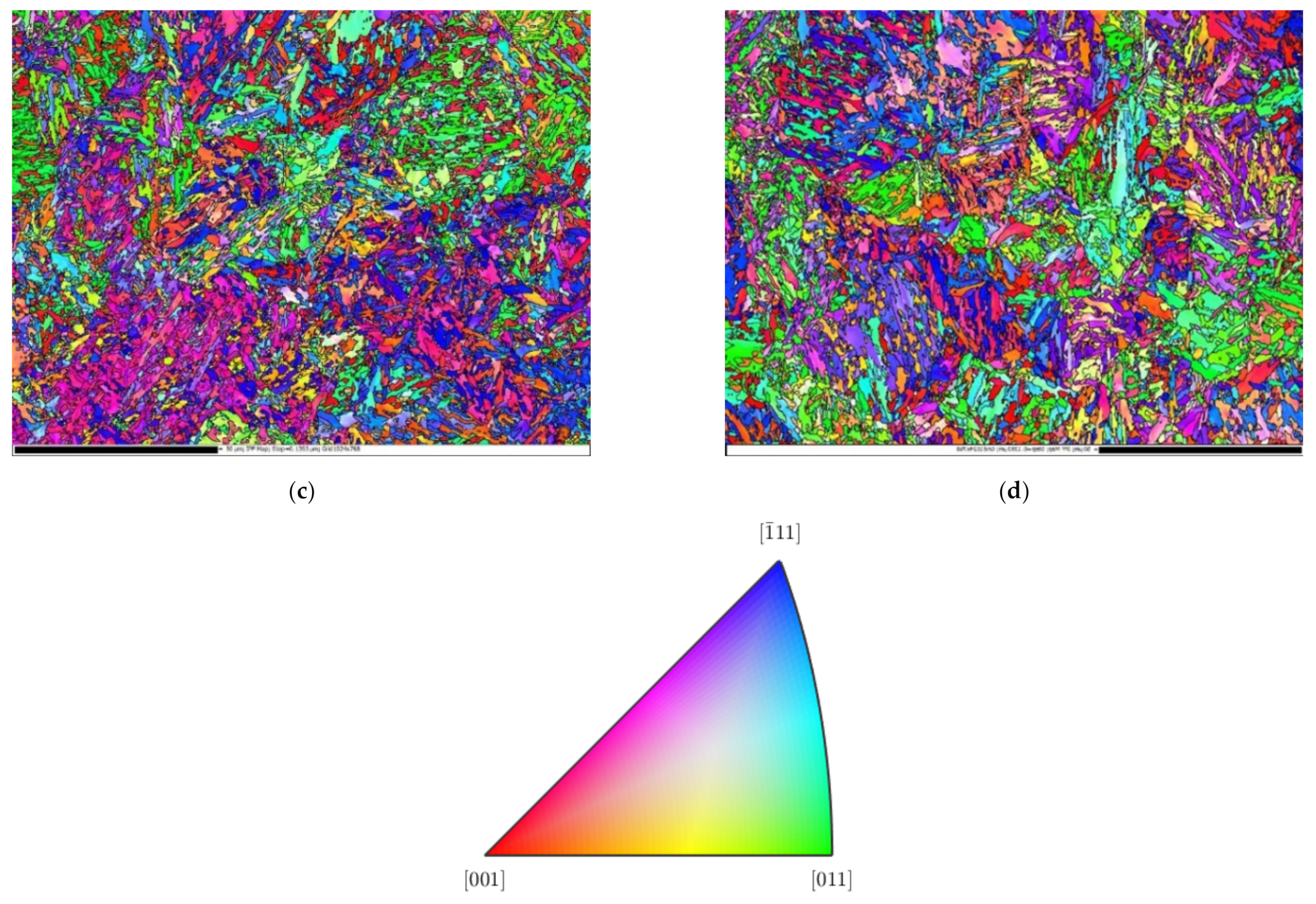
2. Material, Heat Treatment, and Microstructure
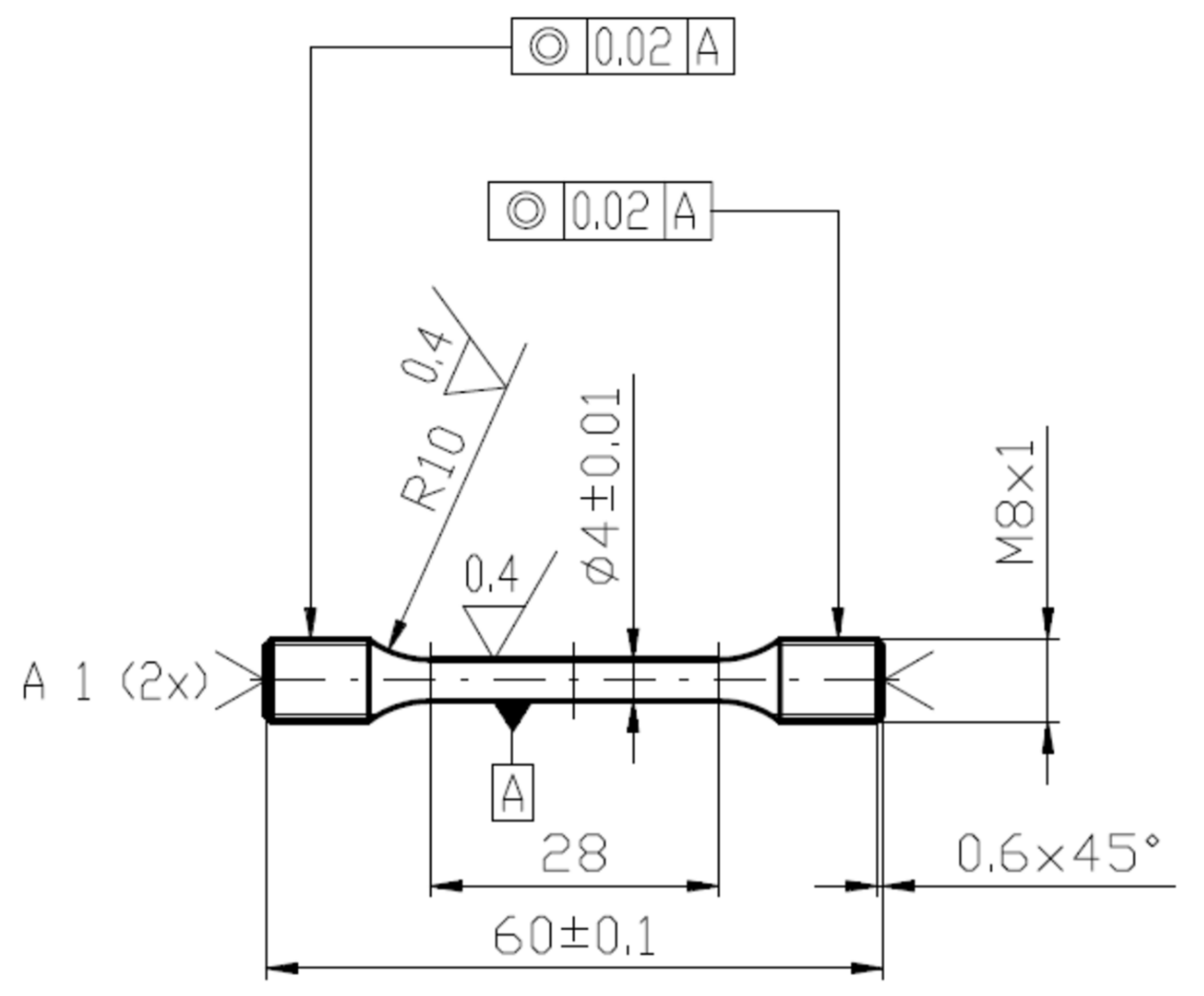
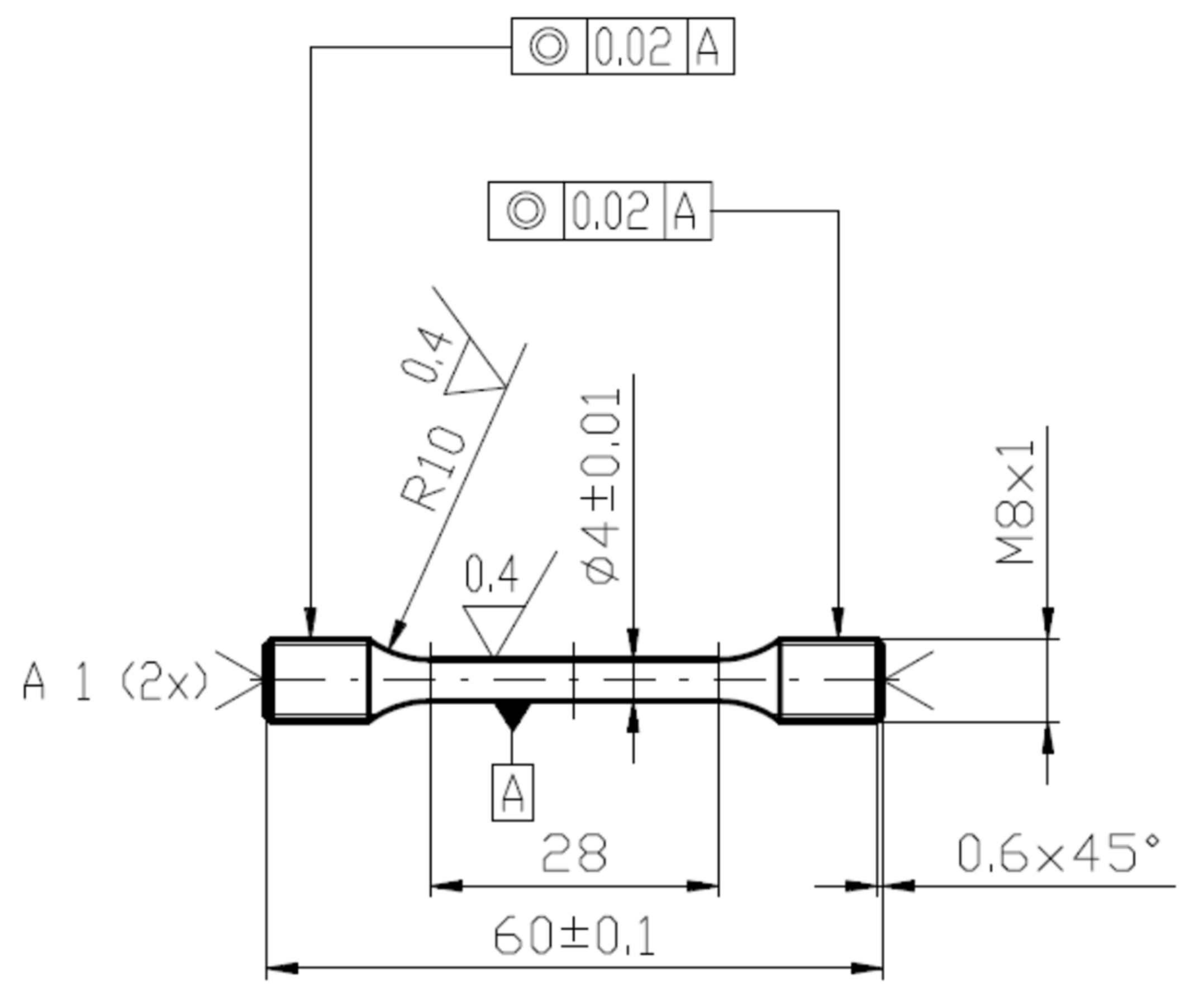
3. Tensile Characteristics of Steel Grades at Various Temperatures
3.1. Approximation in the Elastic Region
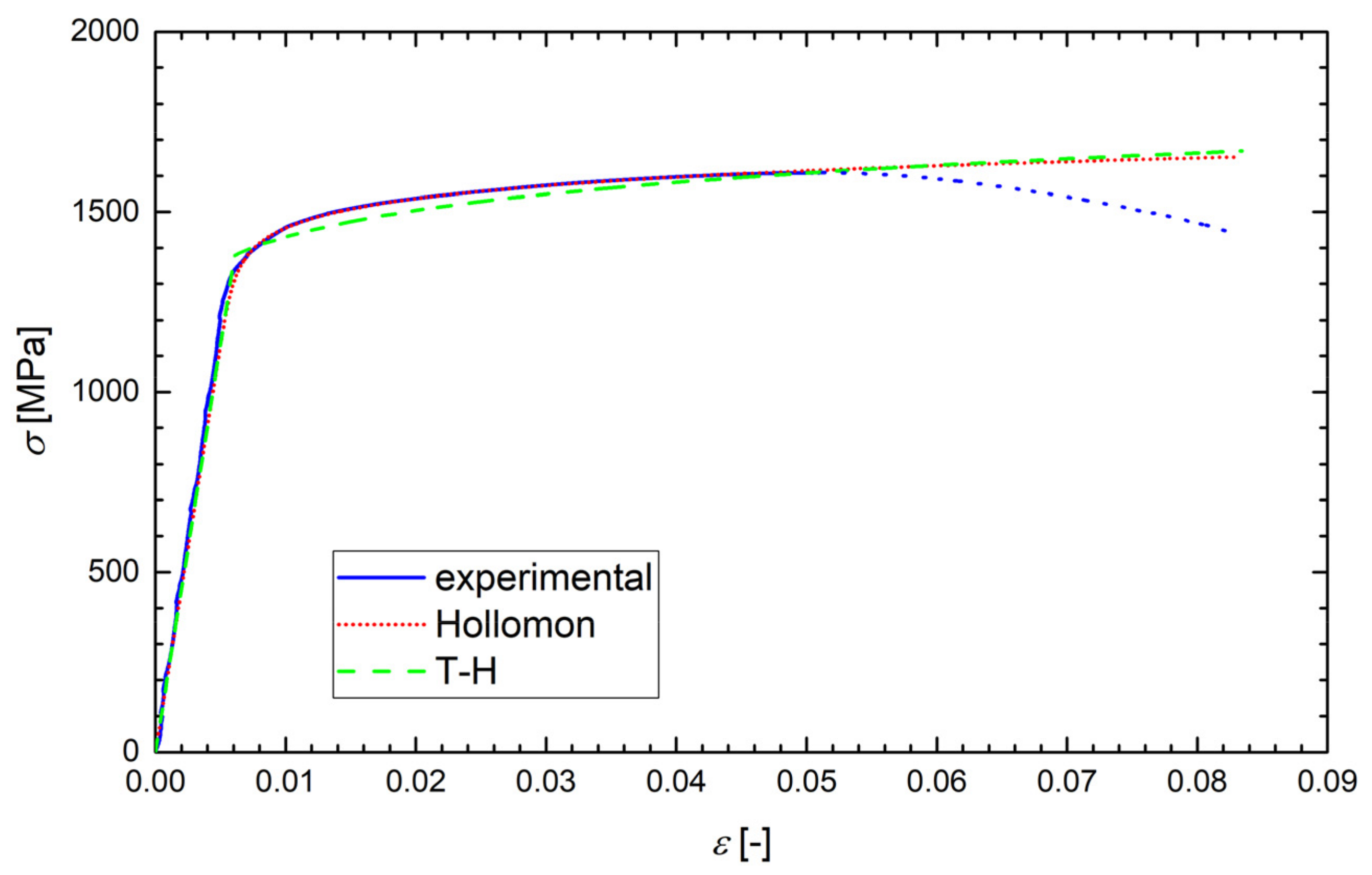
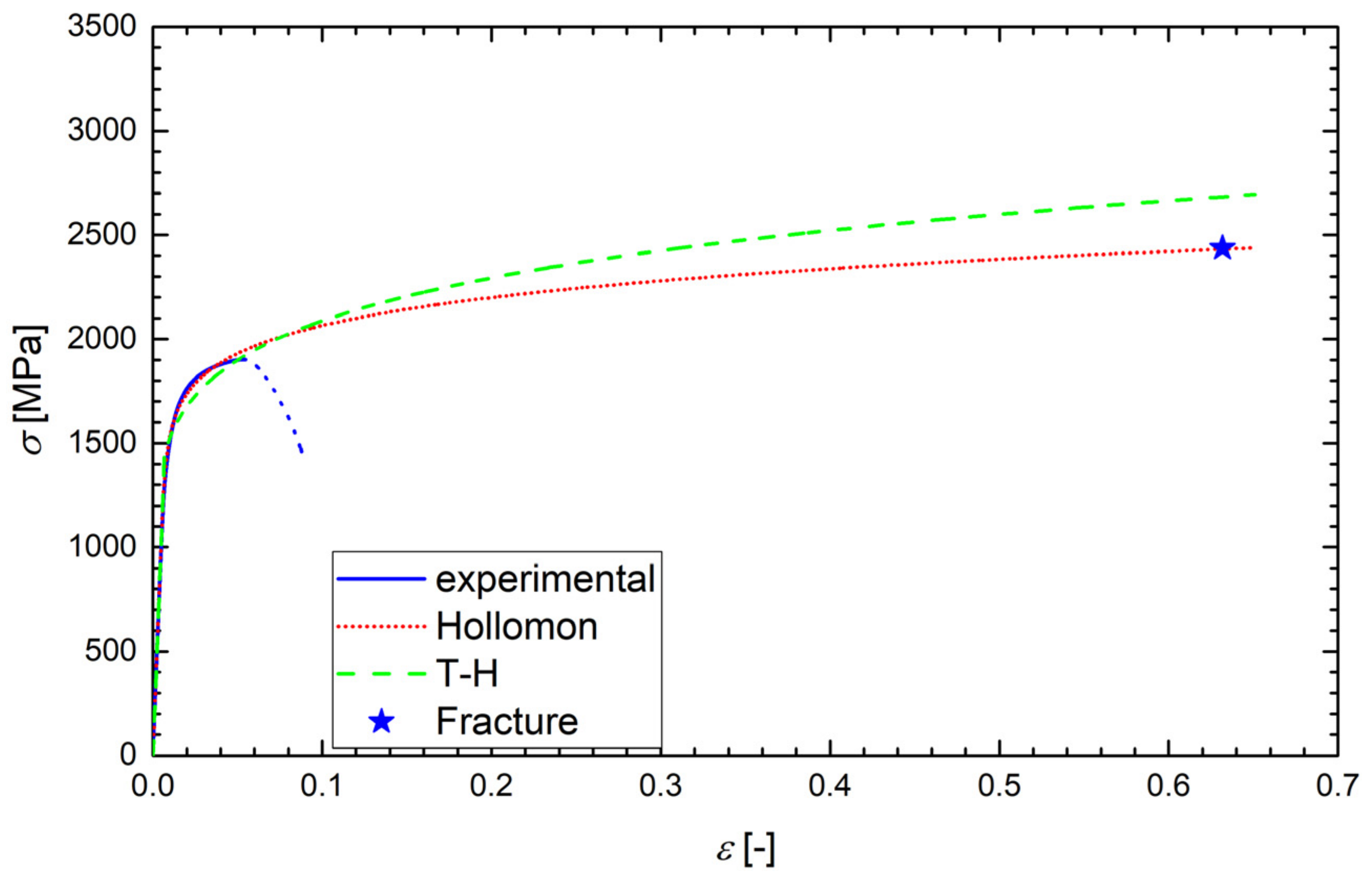
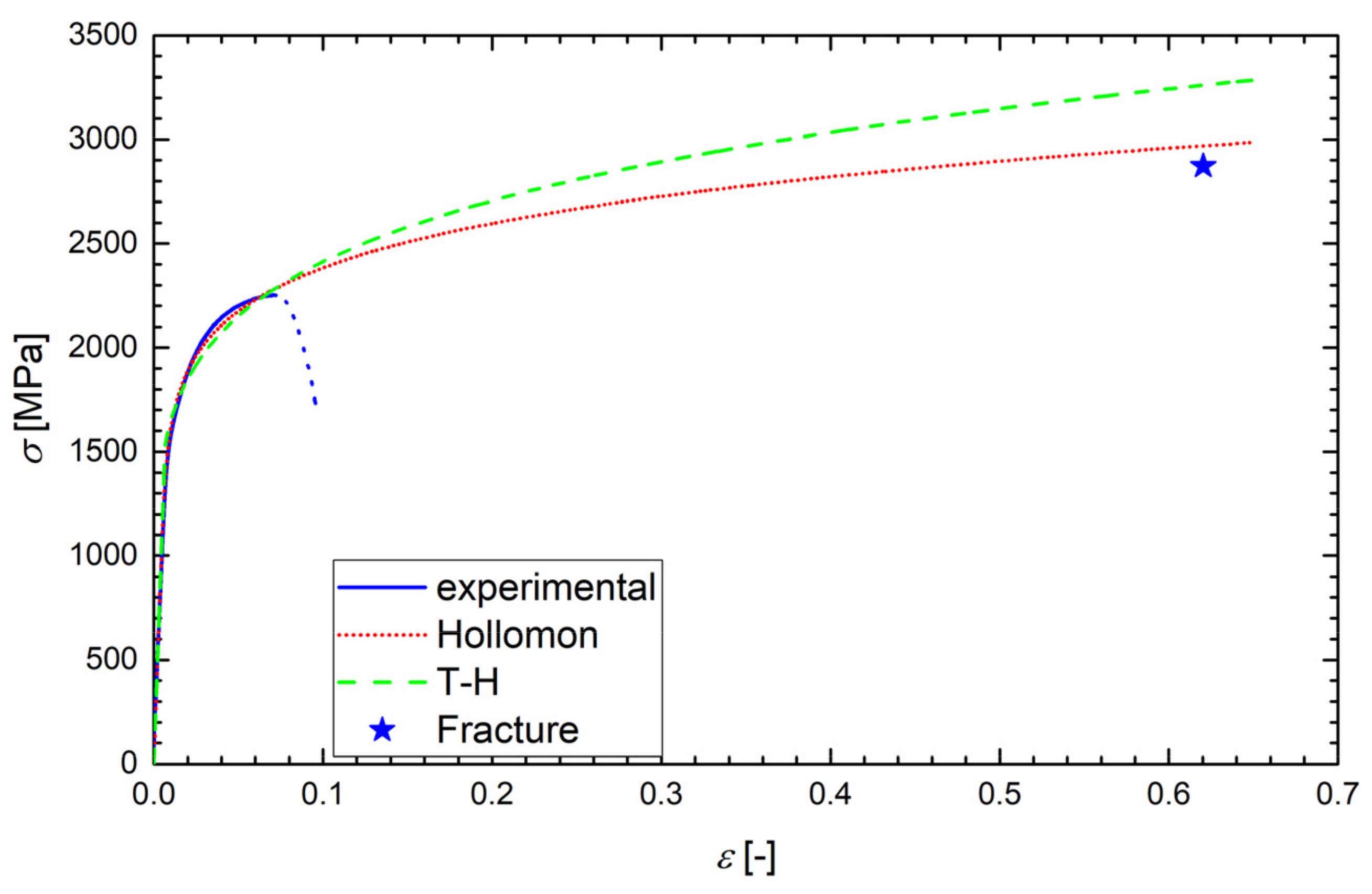
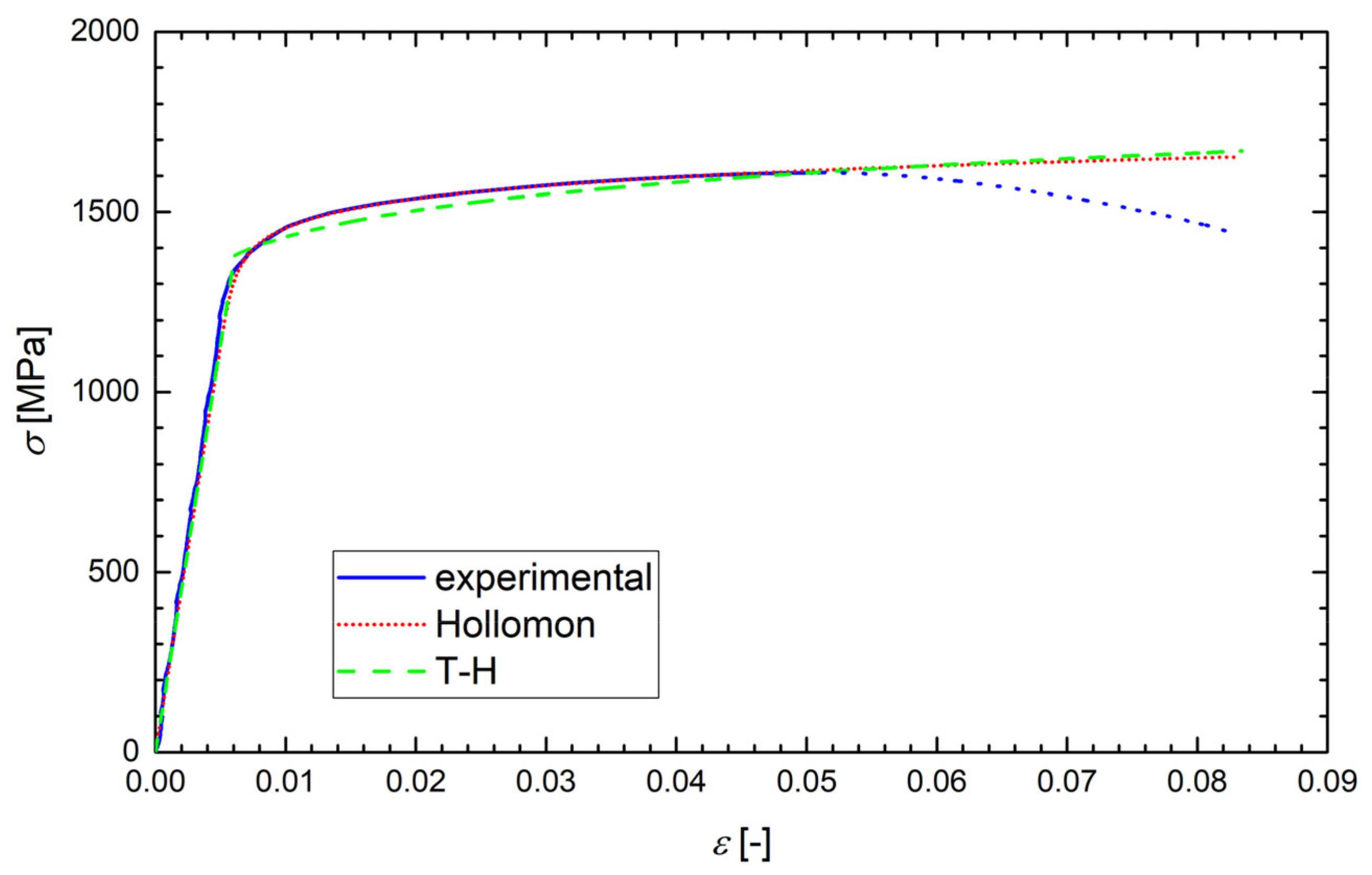
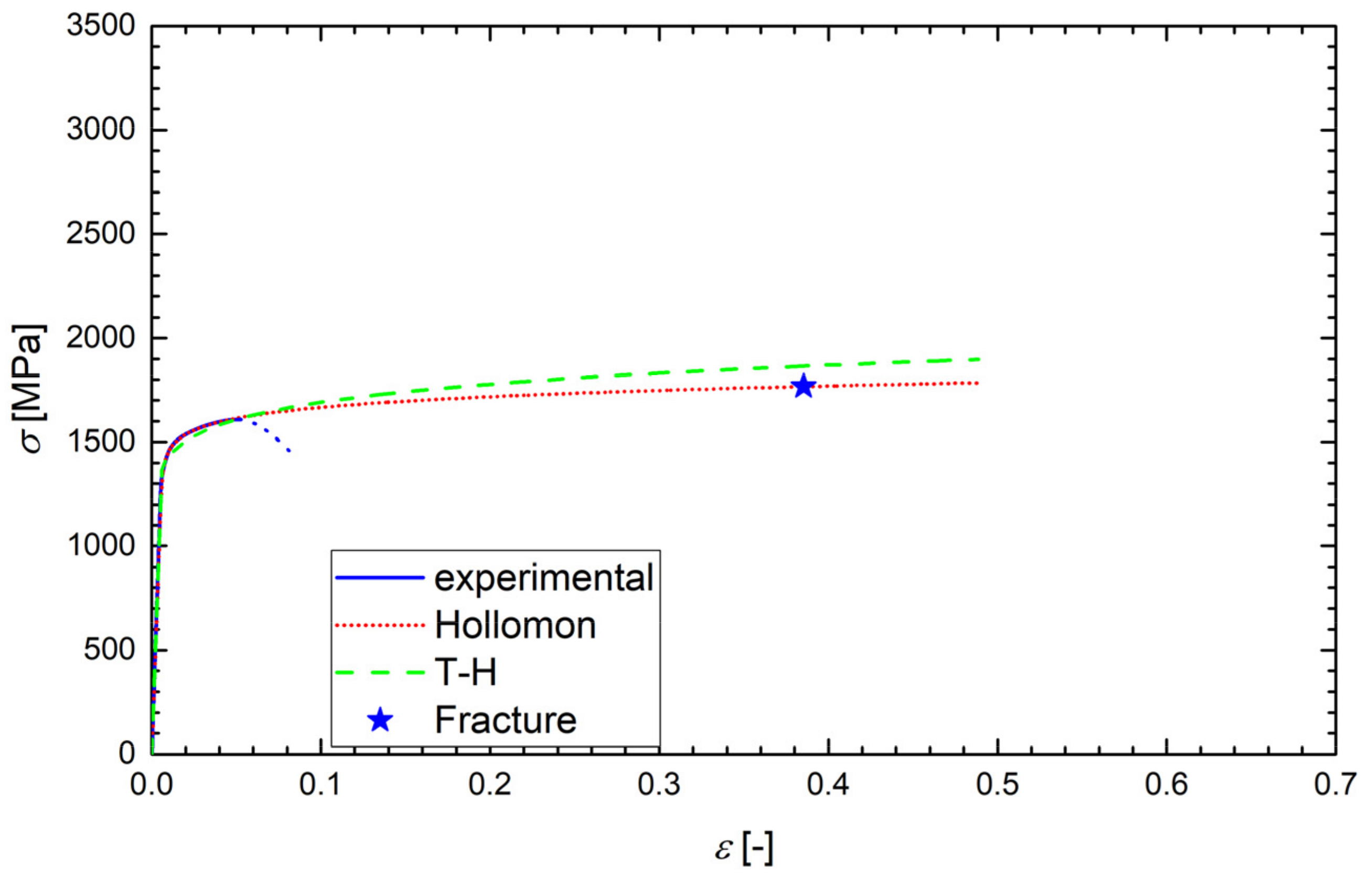
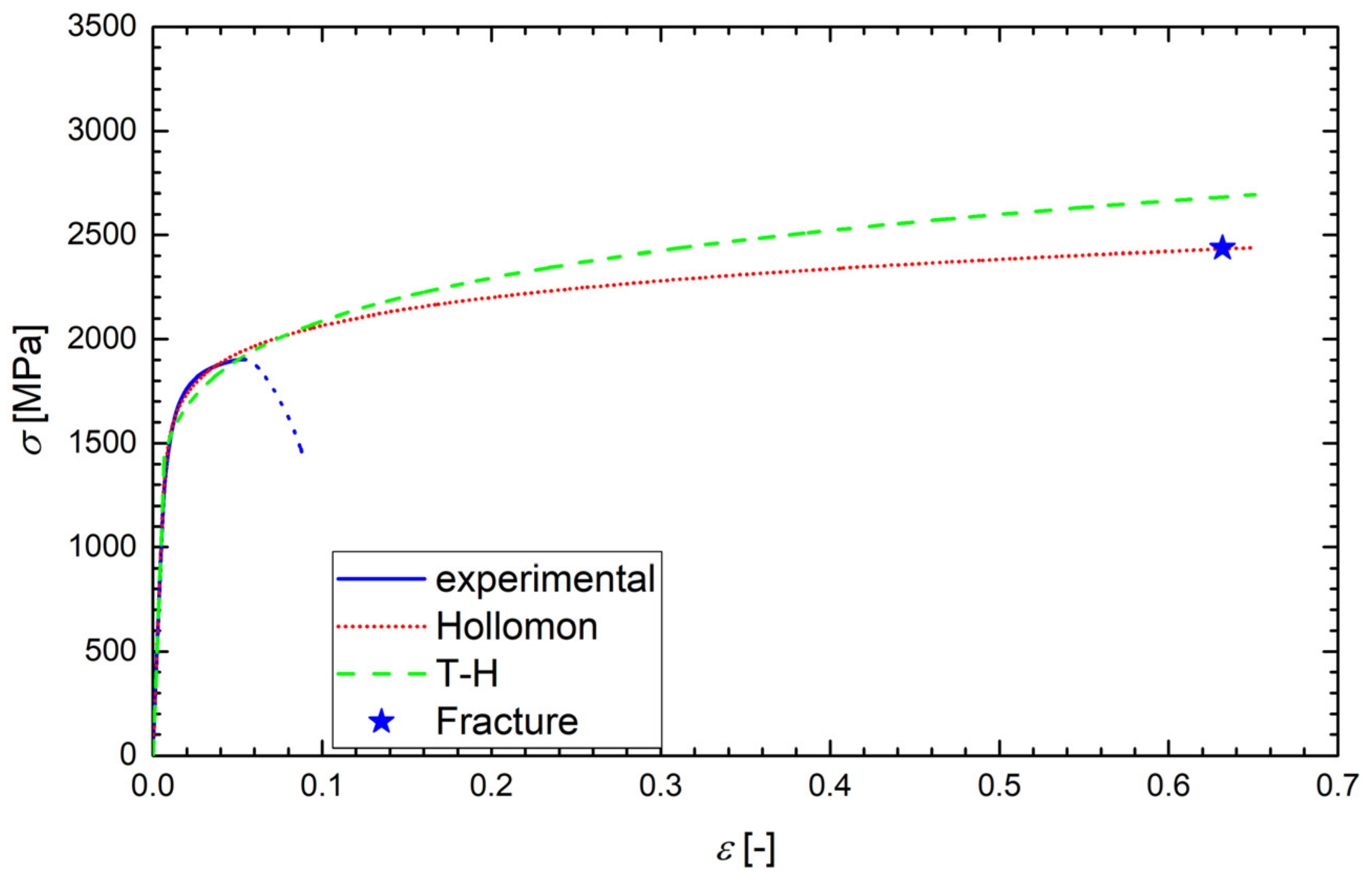
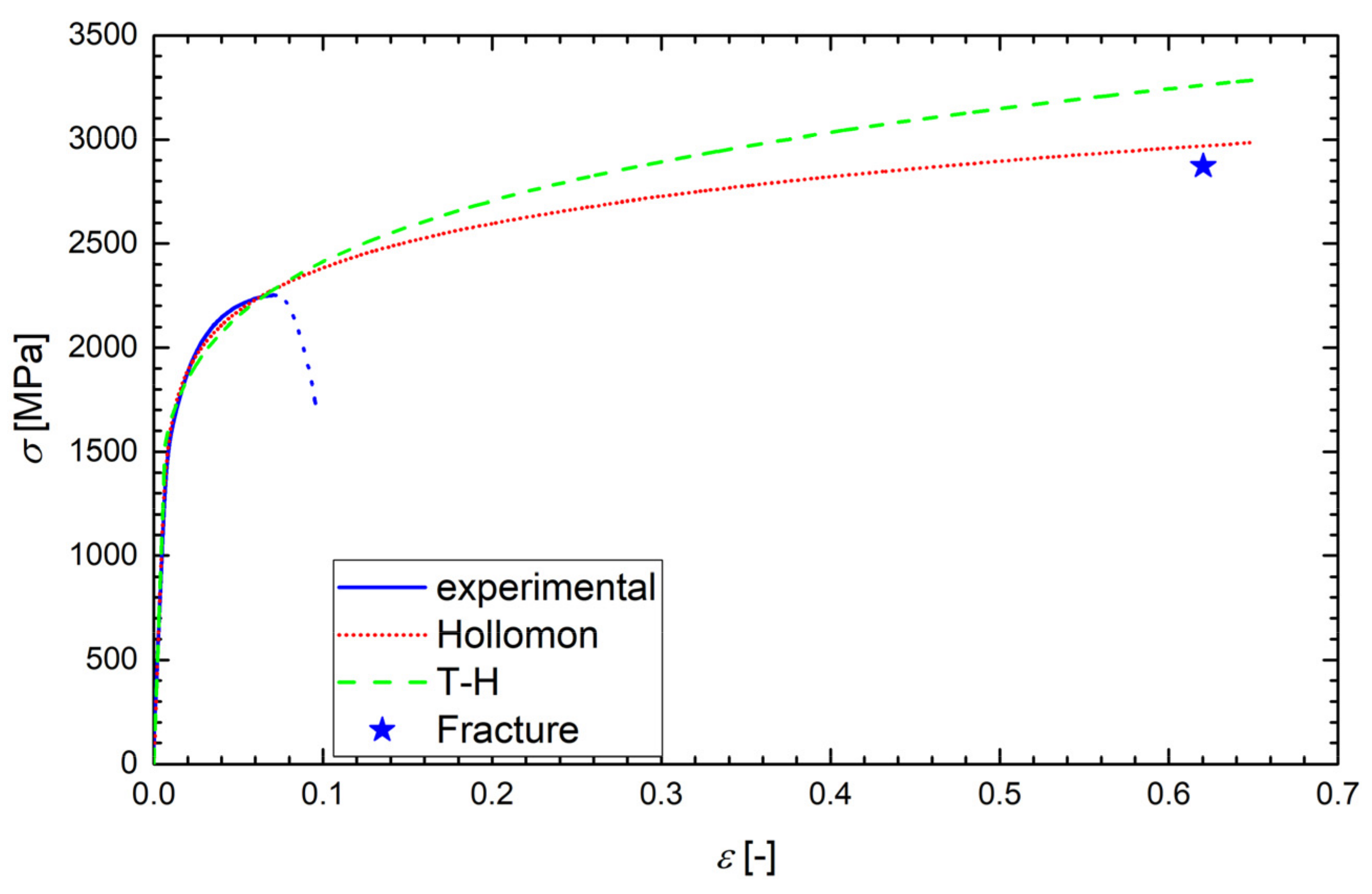
3.2. Hollomon Approximation
3.3. T-H Approximation
4. Fracture Toughness of Steel Grades at Various Temperatures
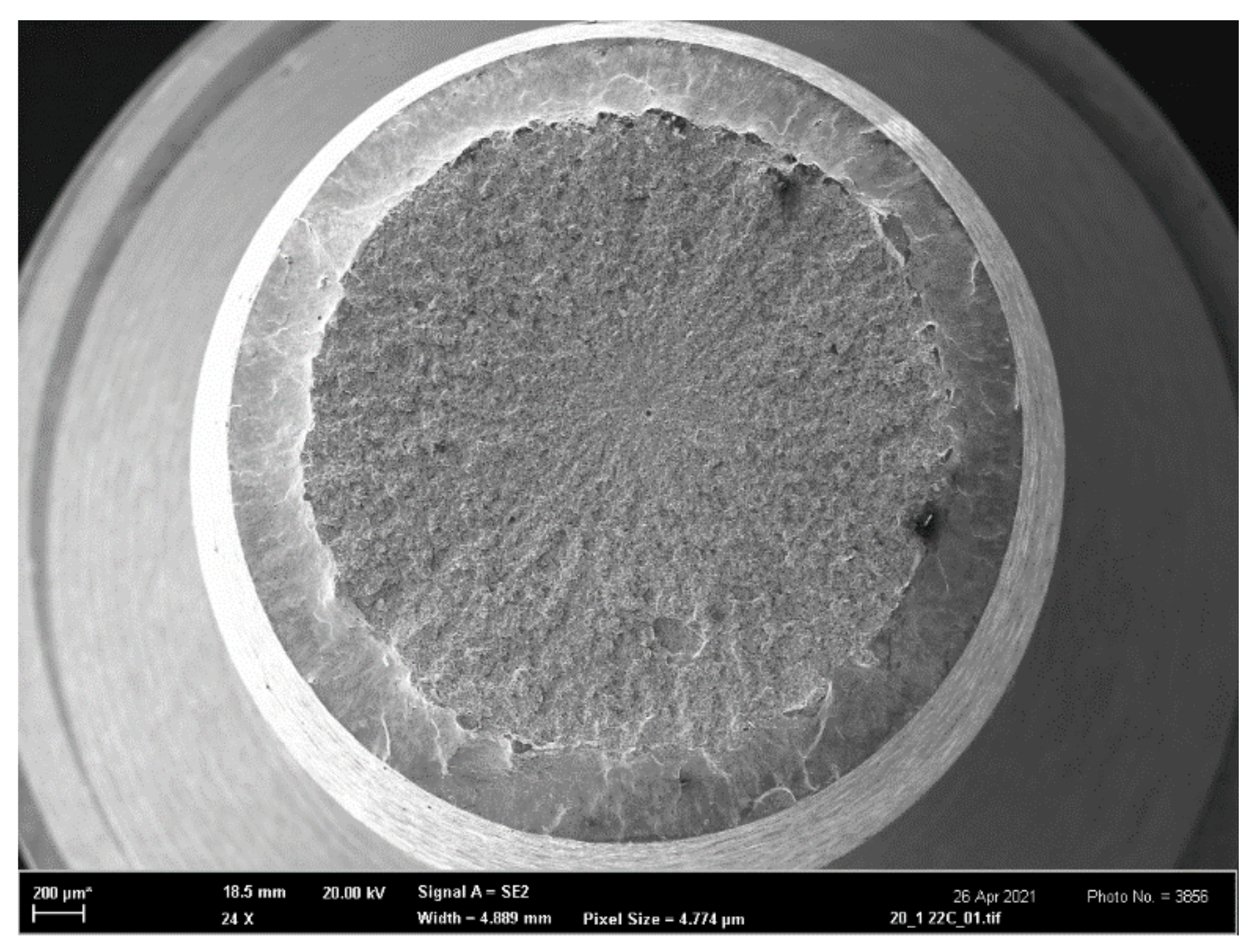
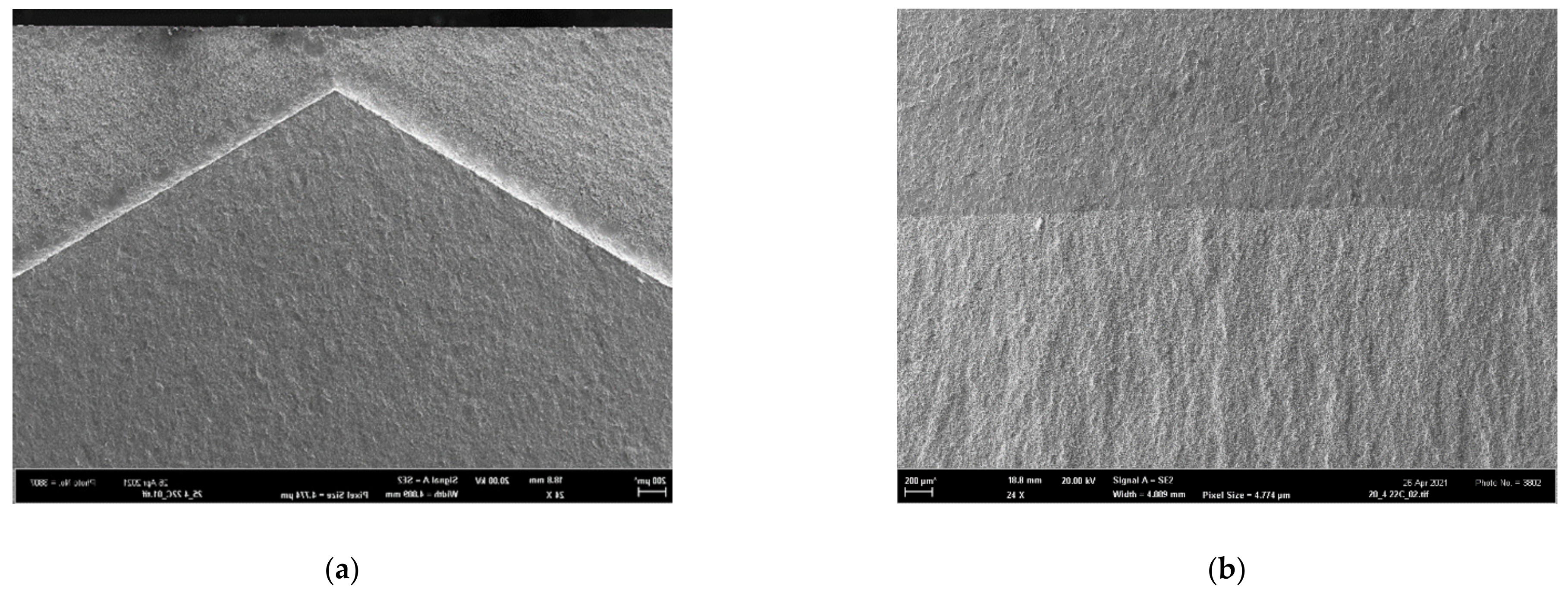
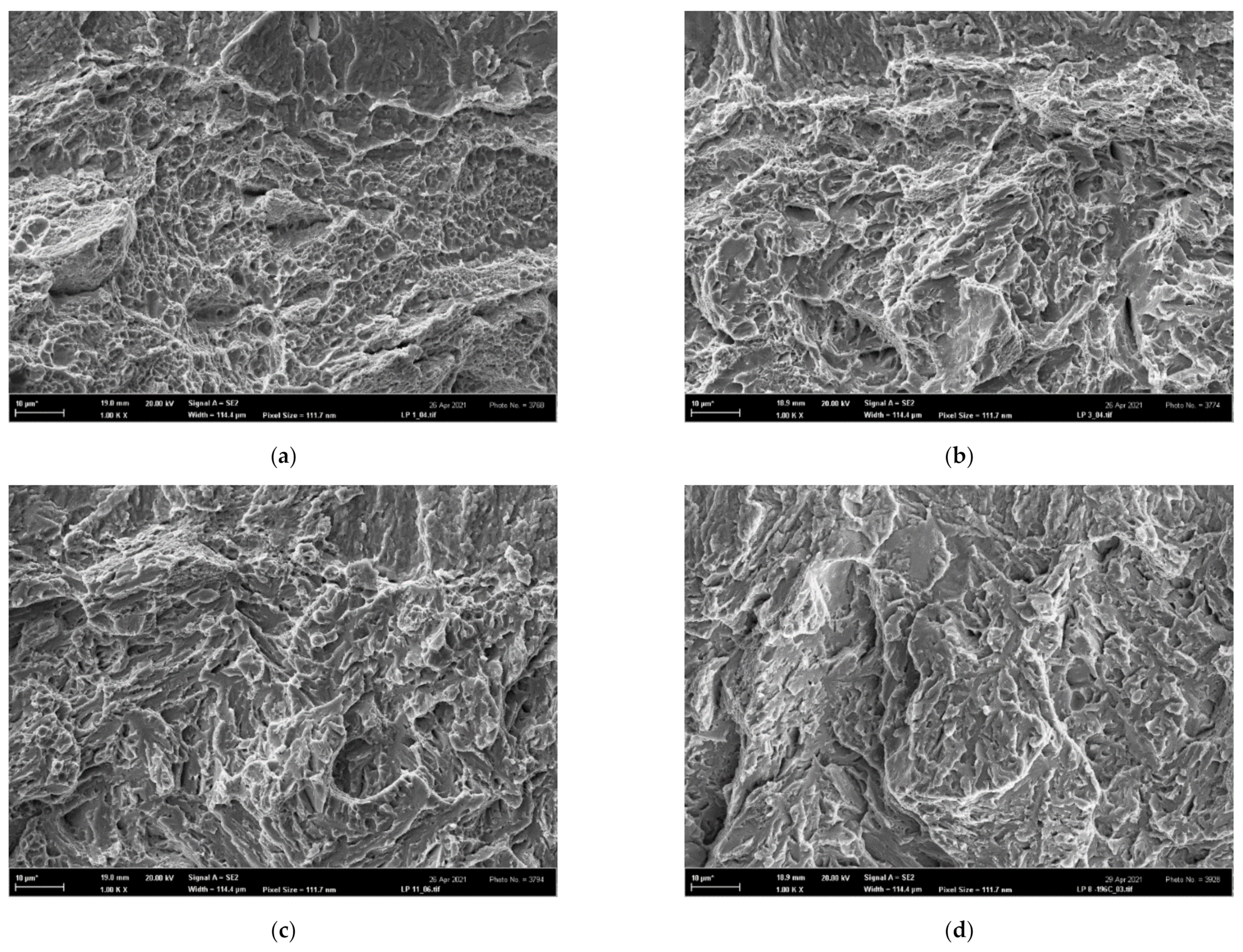
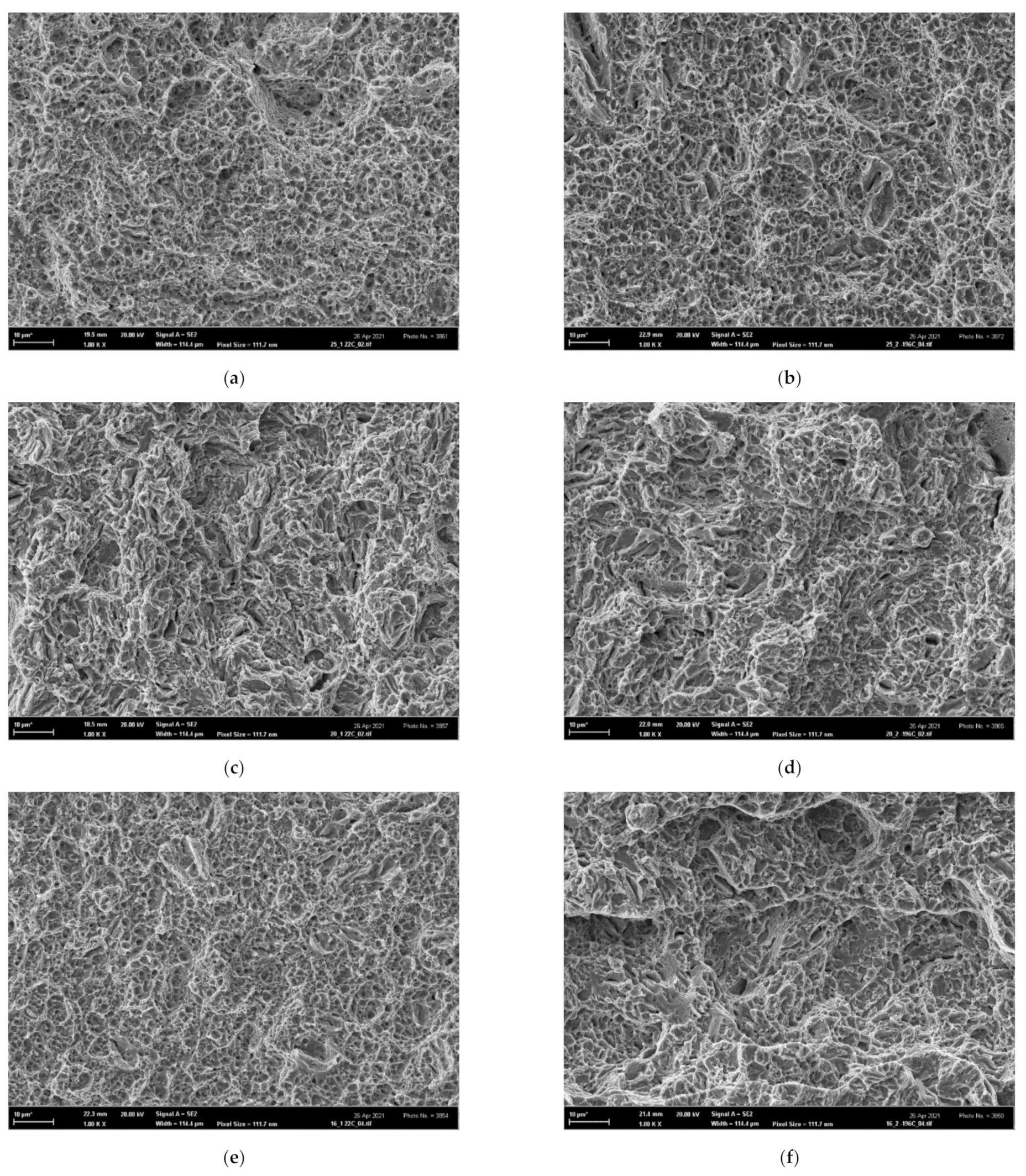
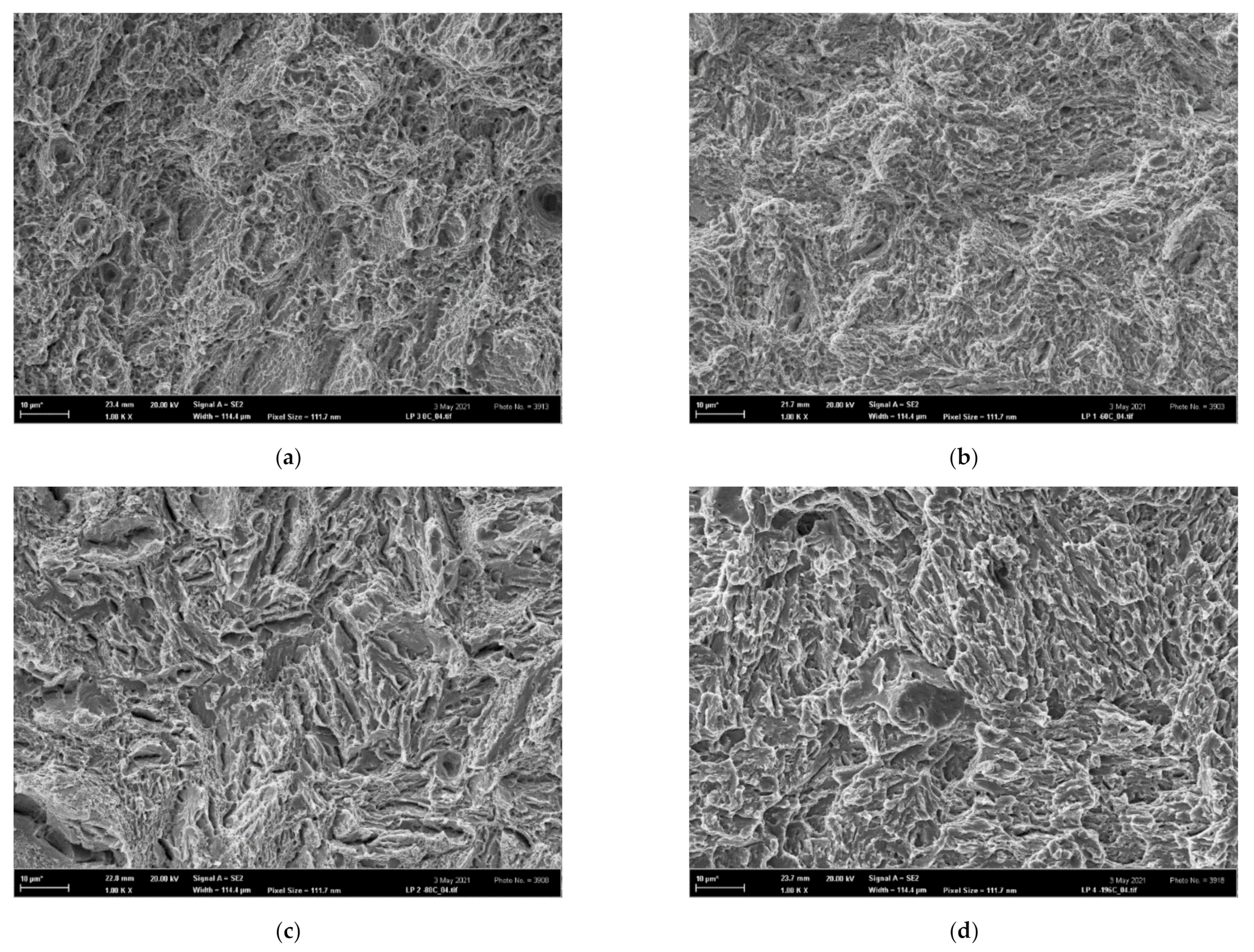
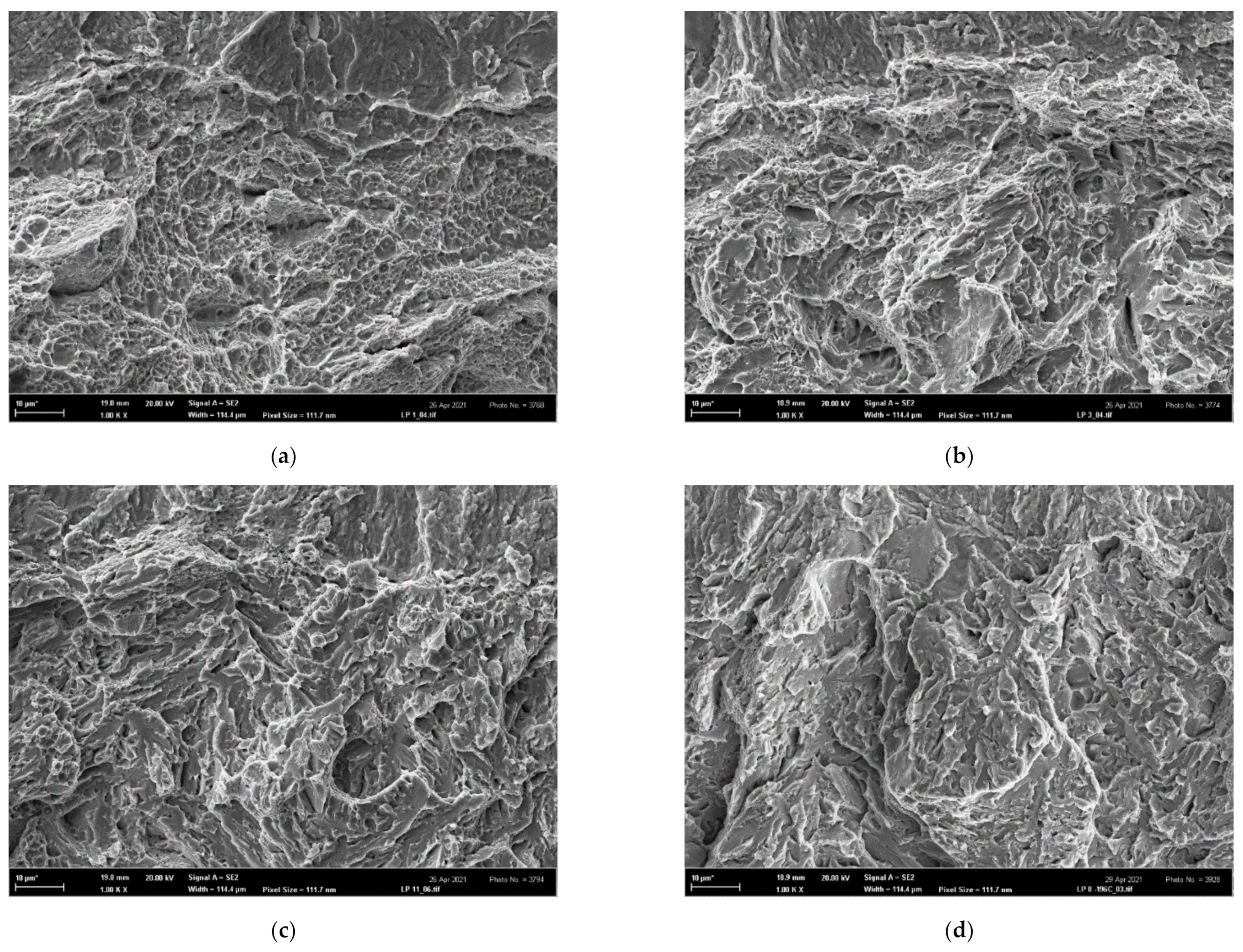
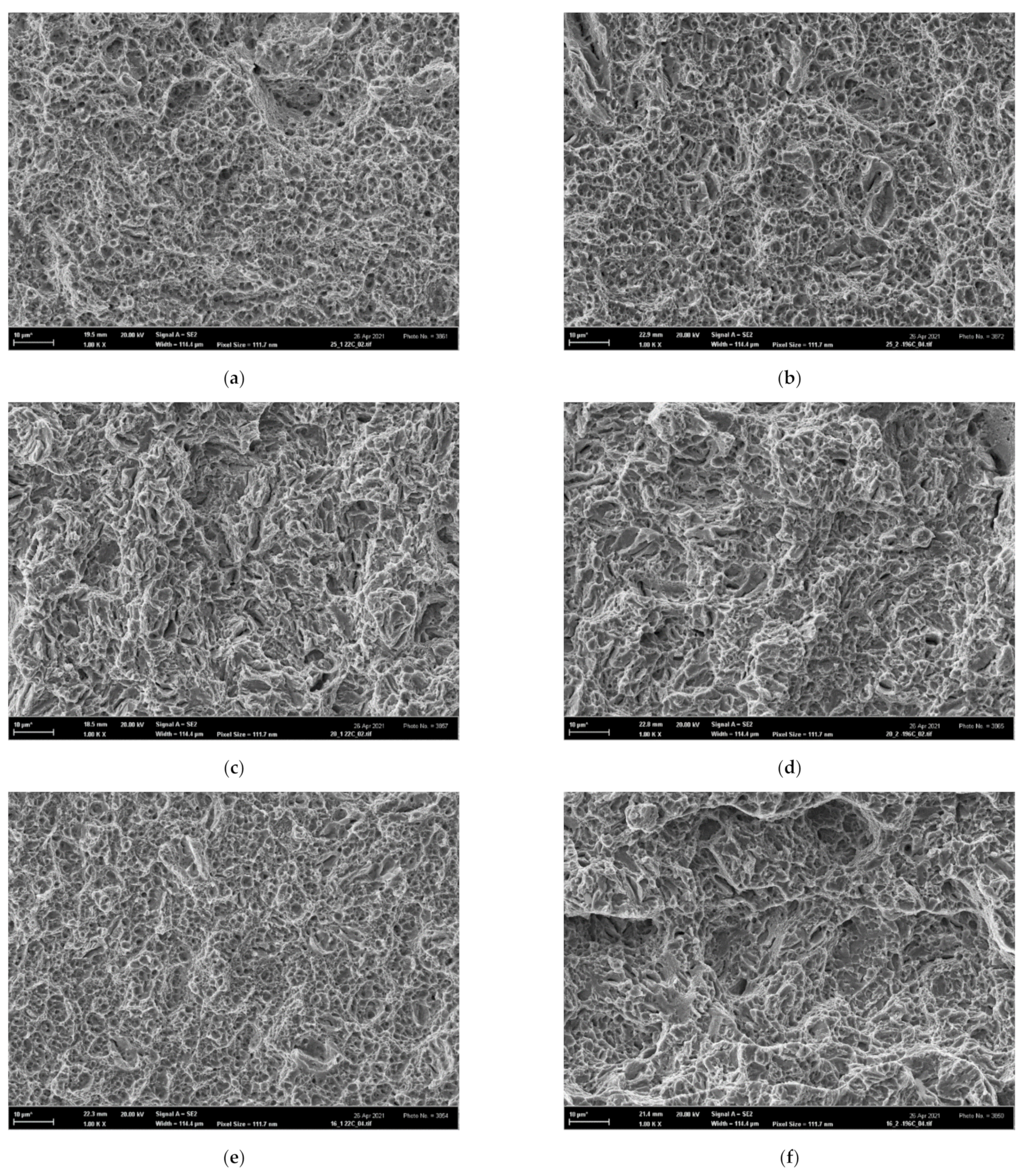
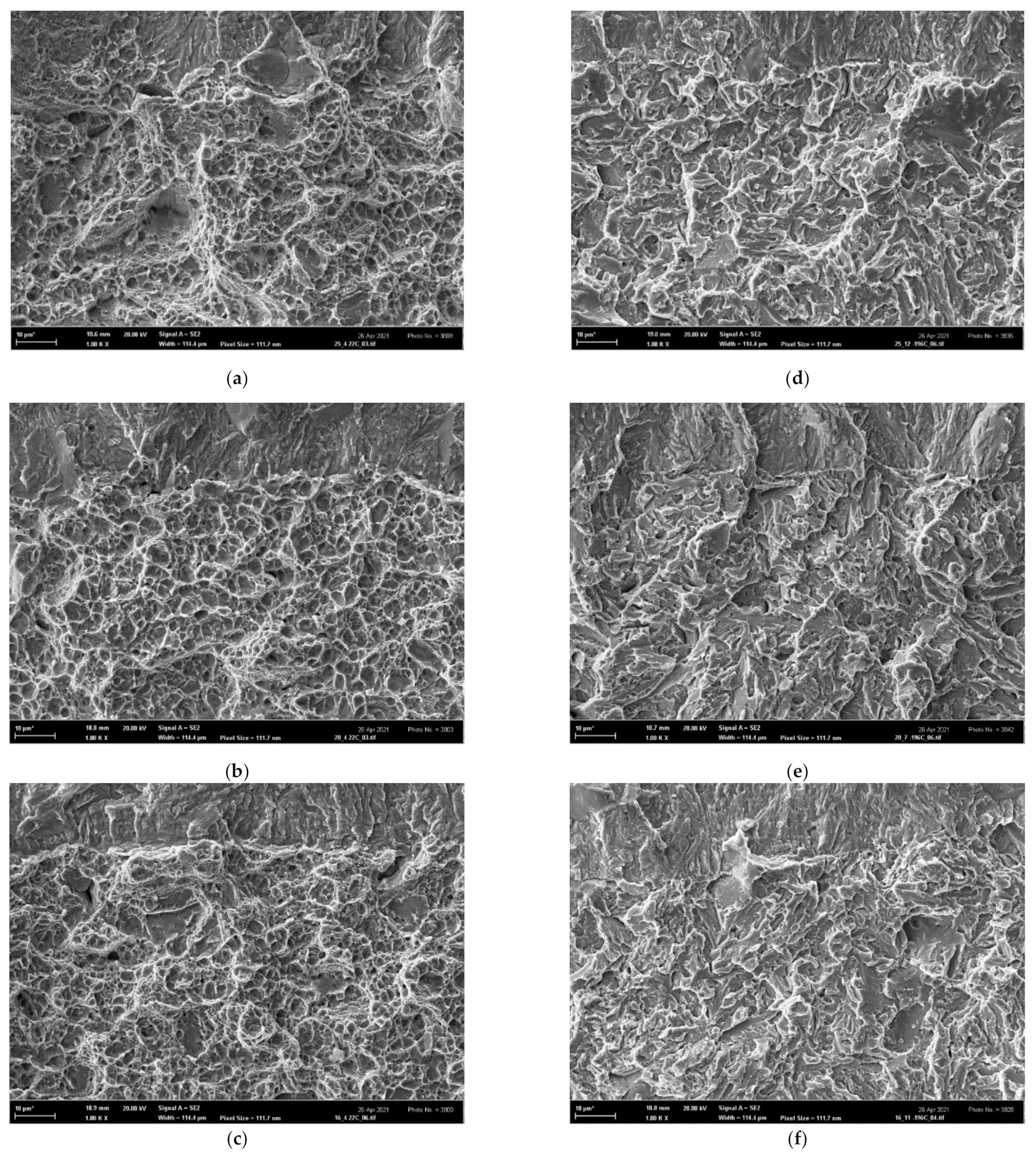
5. Morphology of Fracture Surfaces
6. Theoretical Prediction and Interpretation of Fracture Toughness Values
7. Conclusions
- (i)
- All the additional heat treatments (annealing 650 °C, quenching and tempering to 160, 200, or 250 °C) transferred the standard steel from high- to ultrahigh strength levels even with an improved tensile ductility. The higher strength of the additionally treated grades could be understood in terms of the Hall–Petch relation since they exhibited finer regions of martensitic blocks with a similar crystallographic orientation. The higher ductility could be explained by their two-phase microstructure (martensite + retained austenite) and a more homogeneous distribution of the shape ratio of martensitic laths. A common reason for the increase in both the strength and the ductility was, most probably, the detected reduction of the inclusion content.
- (ii)
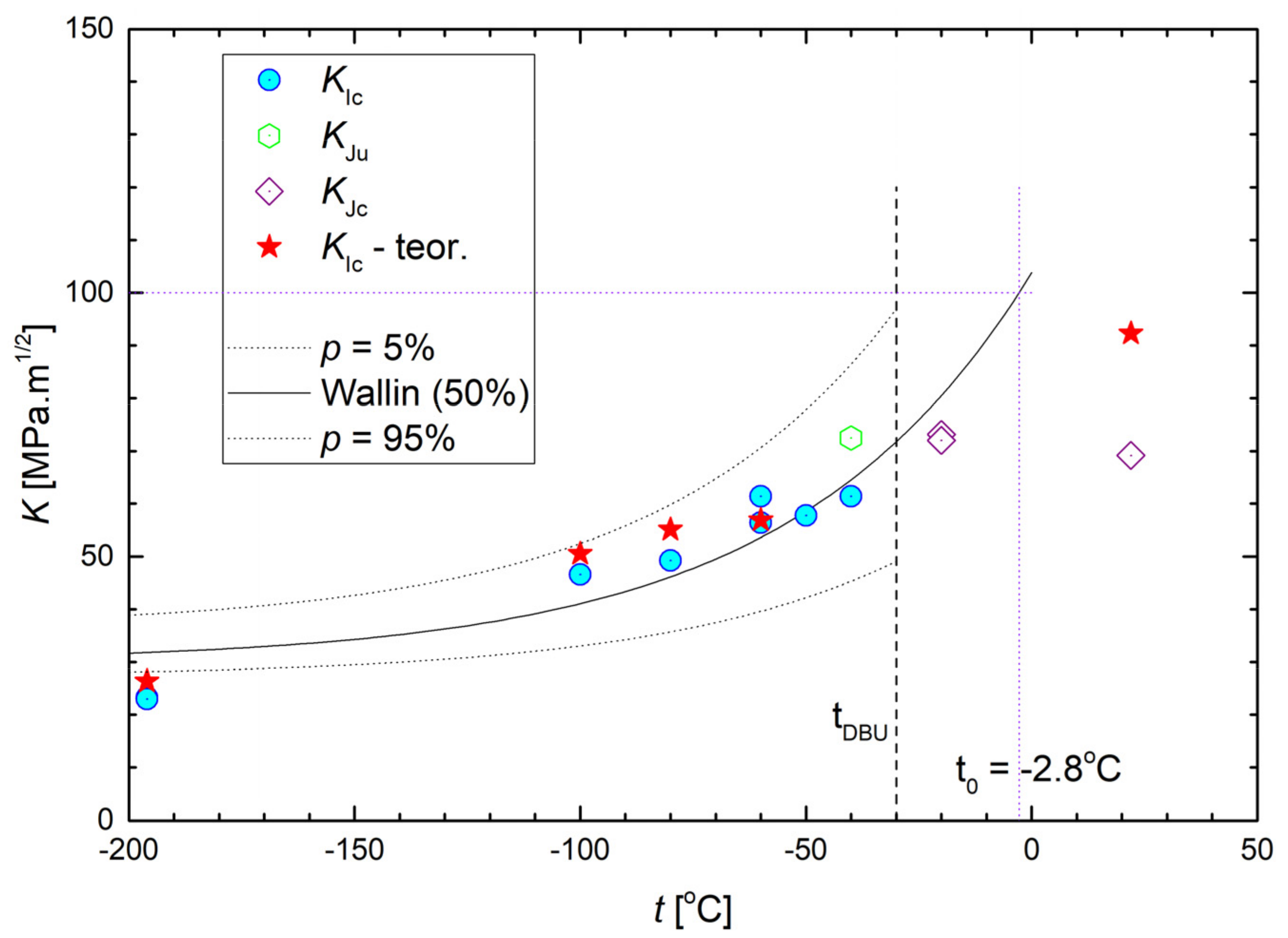
- The values of the fracture toughness of all grades were found to be comparable in the whole temperature range due to a high tensile stress triaxiality localized at the process zone ahead of the pre-crack front. It accelerated the strain-induced transformation of austenite to martensite during fracture-toughness tests of the additionally treated grades. Moreover, the triaxiality three-times reduced the fracture strain (compared with the tensile test), thus diminishing its influence on the fracture toughness values.
- (iii)
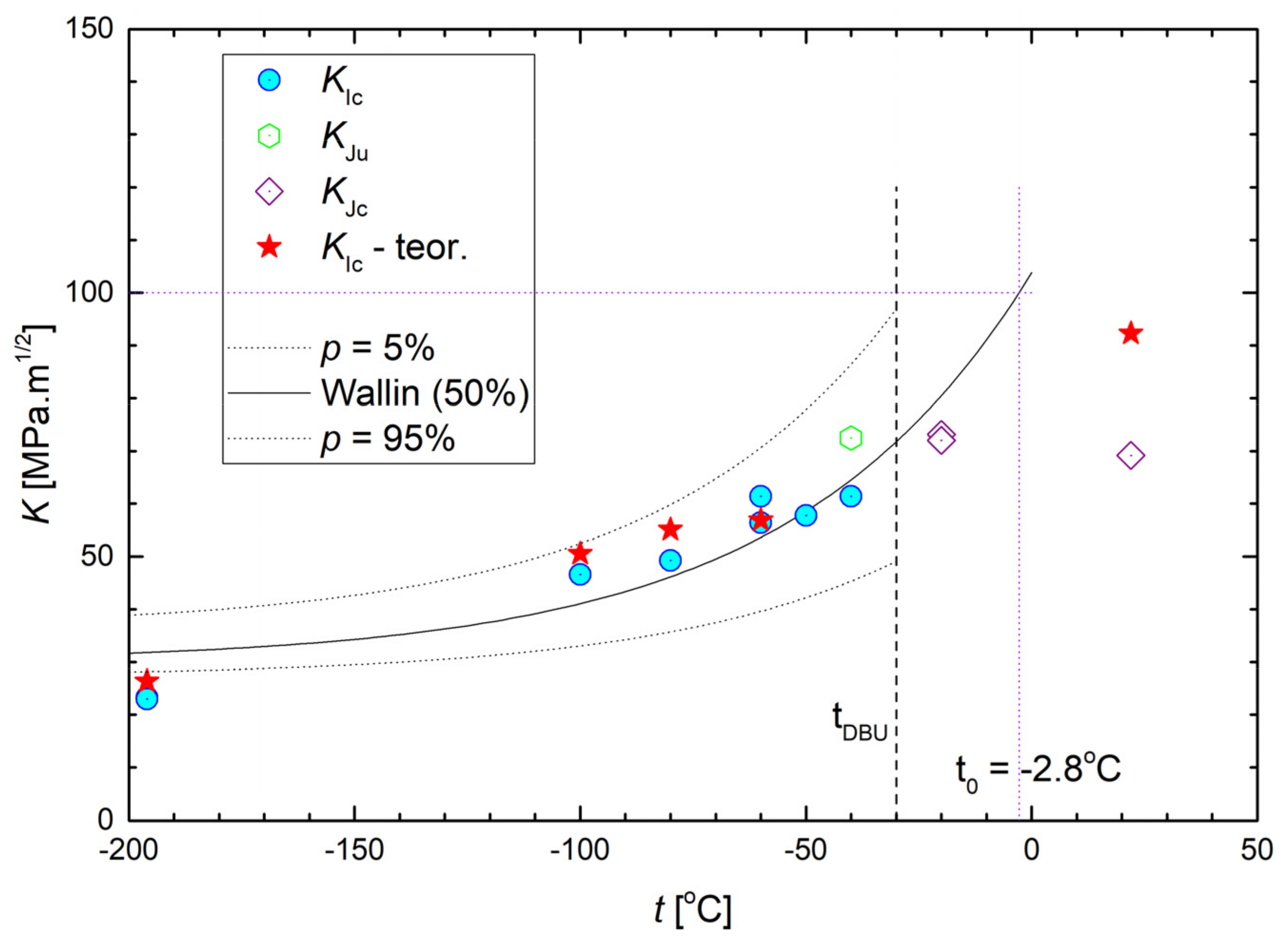
- The values of the fracture toughness of the standard steel grade could be predicted well using a fracture model proposed by Pokluda et al. based on the tensile characteristics. Such a prediction, however, failed in the case of the additionally heat-treated grades due to their extremely high fracture strains in the tensile tests and different temperature dependence of the fracture mechanisms in the tensile and fracture-toughness tests. While the tensile samples fractured in a ductile-dimple mode at all temperatures, the fracture-toughness specimens exhibited a transition from the ductile to a quasi-brittle fracture mode with a decreasing temperature. This transition was described in terms of a transfer from the void-crack interaction model of Rice and Johnson to the multi-void tearing model of Tvergaard and Hutchinson.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A. Models of Fracture Toughness Based on the Localized Ductile Damage
Appendix A.1. The Fracture Energy Specified by the Critical Strain in the Process Zone
- (i)
- Nearly all energy supplied by external forces and/or released by elastic relaxation is consumed in the plastic zone during the ductile crack tip blunting process preceding the unstable crack advance. In other words, the second term in Equation (1) is much higher than the first one (ωp ≫ 2γ).
- (ii)
- The unstable fracture is controlled by reaching a critical value of the plastic strain εfc in the process zone at the crack tip.
Appendix A.2. The Separation Energy Related to Rupture of Void Ligaments
References
- Standard test method for linear-elastic plane-strain fracture toughness KIc of metallic materials. In Annual Book of ASTM-Standards; ASTM E 399-20; ASTM International: Philadelphia, PA, USA, 2020.
- Standard test method for JIC, a measure of fracture toughness. In Annual Book of ASTM-Standards; ASTM E 813-81; ASTM International: Philadelphia, PA, USA, 1986.
- Joyce, J.A.; Link, R.E. Application of two parameter elastic-plastic fracture mechanics to analysis of structures. Eng. Fract. Mech. 1997, 57, 431–446. [Google Scholar] [CrossRef]
- Beremin, F.M. A local criterion for cleavage fracture of a nuclear pressure vessel steel. Metall. Trans. A 1983, 14, 2277–2287. [Google Scholar] [CrossRef]
- Pineau, A. Development of the local approach to fracture over the past 25 years: Theory and applications. Int. J. Fract. 2006, 138, 139–166. [Google Scholar] [CrossRef]
- Andrieu, T.A.; Pineau, A.; Besson, J.; Ryckelynck, D.; Bouaziz, O. Beremin model: Methodology and application to the prediction of the Euro toughness data set. Eng. Fract. Mech. 2012, 95, 102–117. [Google Scholar] [CrossRef]
- Kotrechko, S.; Strnadel, B.; Dlouhy, I. Fracture toughness of cast ferritic steel applying local approach. Theor. Appl. Fract. Mech. 2007, 47, 171–181. [Google Scholar] [CrossRef]
- Yankova, M.S.; Jivkov, A.P.; Patel, R. Incorporation of obstacle hardening into local approach to cleavage fracture to predict temperature effects in the ductile to brittle transition regime. Materials 2021, 13, 1224. [Google Scholar] [CrossRef] [PubMed]
- Profant, T.; Pokluda, J. The ab-initio aided strain gradient elasticity theory: A new concept for fracture nanomechanics. Frat. Ed Integrità Strutt. 2019, 49, 107–114. [Google Scholar] [CrossRef]
- Kotoul, M.; Skalka, P.; Profant, T.; Řehák, P.; Šesták, P.; Černý, M.; Pokluda, J. A novel multiscale approach to brittle fracture of nano/micro-sized components. Fat. Fract. Eng. Mater. Struct. 2020, 43, 1630–1645. [Google Scholar] [CrossRef]
- Peel, C.J.; Forsyth, P.J.E. The effect of composition changes on the fracture toughness of an Al-Zn-Mg-Cu-Mn forging alloy. Metal Sci. J. 1973, 7, 121–127. [Google Scholar] [CrossRef]
- Hahn, G.T.; Rosenfield, A.R. Sources of fracture toughness: The relation between KIc and the ordinary tensile properties of metals. In Applications Related Phenomena in Titanium Alloys; Conrad, H., Jaffee, R., Kessler, H., Minkler, W., Eds.; ASTM International: West Conshohocken, PA, USA, 1968; pp. 5–32. [Google Scholar]
- Hahn, G.T.; Rosenfield, A.R. Metallurgical factors affecting fracture toughness of aluminum alloys. Metall. Trans. A 1975, 6, 653–668. [Google Scholar] [CrossRef]
- McClintock, F.A. A criterion for ductile fracture by the growth of holes. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Gurson, A.J. Continuum theory of ductile rupture by void nucleation and growth: Part i-yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Rice, J.R.; Johnson, M.A. The role of large crack tip geometry changes in plane strain fracture. In Inelastic Behavior of Solids; Kanninen, M.F., Adler, W.F., Rosenfield, A.R., Jaffee, R.I., Eds.; McGraw-Hill: New York, NY, USA, 1970; pp. 641–672. [Google Scholar]
- Staněk, P.; Pokluda, J. On the theory of ductile fracture in the tensile test. Metall. Mater. 1984, 22, 710–719. [Google Scholar]
- Pokluda, J.; Šandera, P. Simple method for calculation of KIc-value for materials with ductile fracture mechanism. In Brittle Fracture of Materials and Structures; ŠKODA Pilsen: Carlsbad, CA, USA, 1990; pp. 130–136. (In Czech) [Google Scholar]
- Pokluda, J.; Šandera, P. Micromechanisms of Fracture and Fatigue: In a Multiscale Context; Springer Ltd.: London, UK, 2010. [Google Scholar]
- Tvergaard, V.; Hutchinson, J.W. The relation between crack growth resistance and fracture process parameters in elastic-plastic solids. J. Mech. Phys. Solids 1992, 40, 1377–1397. [Google Scholar] [CrossRef]
- Alexopoulos, N.D.; Titryakioglu, M. Relationship between fracture toughness and tensile properties of A357 cast aluminum alloy. Metall. Mater. Trans. A 2009, 40, 702–716. [Google Scholar] [CrossRef]
- Tvergaard, V. Effect of stress-state and spacing on voids in a shear-field. Int. J. Sol. Struct. 2012, 49, 3047–3054. [Google Scholar] [CrossRef] [Green Version]
- Needleman, A. Some issues in cohesive surface modeling. Procedia IUTAM 2014, 10, 221–246. [Google Scholar] [CrossRef] [Green Version]
- Barényi, I.; Kianicová, M.; Majerík, J.; Pokluda, J. Optimization of the Heat Treatment of the Pressure-Vessel Component of Military System Made of the High-Strength Stee; Utility Model No. 9309; Industrial Property Office of the Slovak Republic: Bratislava, Slovakia, 2021.
- Šandera, P.; Horníková, J.; Kianicová, M.; Dlouhý, I.; Pokluda, J. Determination of Ramberg-Osgood approximation for estimation of low-temperature fracture toughness. AIP Conf. Proc. 2020, 2309, 020024. [Google Scholar]
- Wang, Y.; Denis, S.; Appolaire, B.; Archambault, P. Modelling of precipitation of carbides during tempering of martensite. J. Phys. IV France 2004, 120, 103–110. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of lath martensite in low and medium carbon steels: Assessment and challenges. Steel Res. Int. 2017, 88, 1700038. [Google Scholar] [CrossRef]
- Cheng, G.; Li, W.; Zhang, X.; Zhang, L. Transformation of Inclusions in Solid GCr15 Bearing Steels During Heat Treatment. Metals 2019, 9, 642. [Google Scholar]
- Villavicencio, J.; Ulloa, N.; Lozada, L.; Moreno, M.; Castro, L. The role of non-metallic Al2O3 inclusions, heat treatments and microstructure on the corrosion resistance of an API 5L X42 steel. J. Mater. Res. Technol. 2020, 9, 5894–5911. [Google Scholar] [CrossRef]
- Hidalgo, J.; Findley, K.O.; Santofimia, M.J. Thermal and mechanical stability of retained austenite surrounded by martensite with different degrees of tempering. Mater. Sci. Eng. 2017, 690, 337–347. [Google Scholar] [CrossRef]
- ASM Handbook Committee (Ed.) Properties and Selection: Irons, Steels, and High-Performance Alloys. In ASM Handbook; ASM International: Materials Park, OH, USA, 1990; Volume 1. [Google Scholar]
- Malakondaiah, G.; Srinivas, M.; Rama Rao, P. Ultrahigh-strength low-alloy steels with enhanced fracture toughness. Prog. Mater. Sci. 1997, 42, 209–242. [Google Scholar] [CrossRef]
- Wells, M.G.H.; Hauser, J.J. Fracture Prevention and Control; Metalworking Technology Series; ASM International: Los Angeles, CA, USA, 1972. [Google Scholar]
- Banerji, S.K.; McMahon, C.J.; Feng, H.C. Intergranular fracture in 4340-type steels: Effects of impurities and hydrogen. Metal. Trans. A 1978, 9, 237–247. [Google Scholar] [CrossRef]
- ISO 12737:2010 Metallic Materials—Determination of Plane-Strain Fracture Toughness; ISO Office: Geneva, Switzerland, 2010.
- Standard test method for determination of reference temperature, T0, for ferritic steels in transition range. In Annual Book of ASTM-Standards; ASTM E1921-19be1; ASTM International: Philadelphia, PA, USA, 2019.
- Hancock, J.W.; Cowling, M.J. Role of state of stress in crack-tip failure processes. Metal Sci. 1980, 14, 293–304. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Ni | Mo | V | P | S | |
|---|---|---|---|---|---|---|---|---|---|
| Spectral analysis | 0.403 | 0.3 | 0.32 | 1.19 | 3.275 | 0.523 | 0.1363 | 0.01 | 0.01 |
| (a) | Quenching: heating to 870 ± 10 °C: 2.5 h + 3 h dwell time. Cooling to 300 °C (water) in 3 min. + cooling to room temperature (oil) in 2 h. Tempering (stepwise): 480 °C/5 h + 420 °C/5 h. |
| (b) | Annealing: 650 °C/5 h. Quenching: 860 °C/1 h., cooling in oil. Tempering alternatives: 160 °C/5 h, 200 °C/5 h, or 250 °C/5 h. |
| Sample | OT1 | OT2 | AT1 | AT2 |
|---|---|---|---|---|
| Aex | 0.66358 | 0.75314 | 1.07984 | 1.00900 |
| Mex | 0.25688 | 0.25688 | 0.89908 | 0.77064 |
| μ | −1.35914 | −1.35914 | −0.10638 | −0.26053 |
| σ | 1.37770 | 1.46673 | 0.60530 | 0.73415 |
| Sample | texp | E | σy | σu | Agt | At | RA | d0 | d | εf |
|---|---|---|---|---|---|---|---|---|---|---|
| °C | GPa | MPa | MPa | % | % | % | mm | mm | % | |
| AT(160)1 | −196 | 236.8 | 1706 | 2644 | 7.3 | 10.3 | 31.1 | 3.914 | 3.250 | 37.2 |
| AT(160)2 | −120 | 233.7 | 1440 | 2375 | 6.6 | 10.3 | 46.1 | 3.949 | 2.900 | 61.8 |
| AT(160)3 | −60 | 232.5 | 1422 | 2287 | 5.6 | 8.2 | 44.3 | 3.954 | 2.950 | 58.6 |
| AT(160)4 | −20 | 228.5 | 1429 | 2273 | 6.0 | 8.8 | 40.5 | 3.914 | 3.020 | 51.9 |
| AT(160)5 | 22 | 212.4 | 1468 | 2250 | 6.6 | 9.8 | 40.9 | 3.955 | 3.040 | 52.6 |
| AT(200)1 | −196 | 239.6 | 1876 | 2456 | 5.9 | 9.1 | 37.3 | 3.929 | 3.110 | 46.8 |
| AT(200)2 | −120 | 230.9 | 1543 | 2253 | 6.1 | 10.1 | 46.2 | 3.941 | 2.890 | 62.0 |
| AT(200)3 | −60 | 220.6 | 1479 | 2127 | 4.6 | 6.2 | 44.0 | 3.927 | 2.940 | 57.9 |
| AT(200)4 | −20 | 211.3 | 1473 | 2058 | 4.1 | 4.6 | 45.8 | 3.938 | 2.900 | 61.2 |
| AT(200)5 | 22 | 208.6 | 1487 | 2111 | 6.6 | 10.3 | 40.3 | 3.936 | 3.040 | 51.7 |
| AT(250)1 | −196 | 241.4 | 1820 | 2317 | 5.7 | 10.1 | 36.6 | 3.944 | 3.140 | 45.6 |
| AT(250)2 | −20 | 232.7 | 1589 | 2068 | 4.9 | 8.7 | 43.2 | 3.942 | 2.970 | 56.6 |
| AT(250)3 | −60 | 223.7 | 1529 | 1998 | 4.8 | 8.9 | 45.7 | 3.949 | 2.910 | 61.1 |
| AT(250)4 | −20 | 222.0 | 1472 | 1945 | 4.4 | 9.0 | 50.4 | 3.919 | 2.760 | 70.1 |
| AT(250)5 | 22 | 211.3 | 1448 | 1902 | 4.8 | 9.4 | 46.8 | 3.950 | 2.880 | 63.2 |
| OT01 | −196 | 244.0 | 1833 | 2023 | 8.0 | 8.7 | 12.9 | 3.986 | 3.720 | 13.8 |
| OT03 | −100 | 238.2 | 1324 | 1580 | 5.7 | 6.3 | 31.9 | 4.011 | 3.309 | 38.5 |
| OT04 | −80 | 232.1 | 1384 | 1631 | 5.4 | 10.8 | 34.2 | 3.984 | 3.232 | 41.8 |
| OT05 | −60 | 226.6 | 1380 | 1609 | 5.6 | 10.8 | 32.0 | 3.995 | 3.295 | 38.5 |
| OT12 | 22 | 209.4 | 1309 | 1523 | 4.7 | 10.1 | 36.9 | 3.993 | 3.173 | 46.0 |
| Sample | A | n | N |
|---|---|---|---|
| MPa | - | - | |
| AT(160)1 | 3733.3 | 0.124 | 0.19 |
| AT(160)2 | 3495.7 | 0.135 | 0.21 |
| AT(160)3 | 3417.8 | 0.131 | 0.21 |
| AT(160)4 | 3472.9 | 0.137 | 0.21 |
| AT(160)5 | 3621.6 | 0.150 | 0.20 |
| AT(200)1 | 3560.6 | 0.114 | 0.14 |
| AT(200)2 | 3145.0 | 0.115 | 0.16 |
| AT(200)3 | 3022.8 | 0.111 | 0.17 |
| AT(200)4 | 2931.7 | 0.105 | 0.17 |
| AT(200)5 | 2811.7 | 0.099 | 0.15 |
| AT(250)1 | 2939.1 | 0.077 | 0.12 |
| AT(250)2 | 2728.9 | 0.085 | 0.13 |
| AT(250)3 | 2625.7 | 0.083 | 0.13 |
| AT(250)4 | 2607.6 | 0.086 | 0.14 |
| AT(250)5 | 2532.8 | 0.085 | 0.14 |
| OT01 | 2284.5 | 0.027 | 0.09 |
| OT03 | 1492.7 | 0.040 | 0.05 |
| OT04 | 1829.1 | 0.038 | 0.08 |
| OT05 | 1839.9 | 0.042 | 0.07 |
| OT12 | 1951.7 | 0.064 | 0.09 |
| Original Steel Grade | Additionally Treated 160 °C | Additionally Treated 200 °C | Additionally Treated 250 °C | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| texp | Sample | Kexp | Sample | Kexp | Sample | Kexp | Sample | Kexp | Sample | Kexp |
| °C | MPa m1/2 | MPa m1/2 | MPa m1/2 | MPa m1/2 | MPa m1/2 | |||||
| −196 | FT(O)1 | 23.3 | FT(O)2 | 22.9 | FT(160)1 | 24.2 | FT(200)1 | 27.5 | FT(250)1 | 24.5 |
| −120 | FT(160)2 | 34.3 | FT(200)2 | 38.7 | FT(250)2 | 33.0 | ||||
| −100 | FT(O)3 | 46.6 | ||||||||
| −80 | FT(O)4 | 49.2 | ||||||||
| −60 | FT(O)5 | 56.4 | FT(O)6 | 61.4 | FT(160)3 | 38.2 | FT(200)3 | 47.0 | FT(250)3 | 45.8 |
| −50 | FT(O)7 | 57.8 | ||||||||
| −40 | FT(O)8 | 61.4 | FT(O)9 | 72.5 † | ||||||
| −20 | FT(O)10 | 72.0 * | FT(O)11 | 73.1 * | FT(160)4 | 44.8 | FT(200)4 | 52.4 | FT(250)4 | 52.5 |
| 22 | FT(O)12 | 69.1 * | FT(160)5 | 47.8 | FT(200)5 | 56.2 | FT(250)5 | 60.5 | ||
| Sample | κc | εfc | KIcpr |
|---|---|---|---|
| - | % | MPa m1/2 | |
| FT(O)1 | 1.867 | 3.4 | 26.3 |
| FT(O)3 | 1.521 | 9.3 | 50.5 |
| FT(O)4 | 1.490 | 10.2 | 55.1 |
| FT(O)5 | 1.521 | 9.4 | 56.8 |
| FT(O)12 | 1.454 | 11.4 | 92.3 |
| Sample | texp | Λ | λ | W | fo (Λ) | fo (λ) | σy/E |
|---|---|---|---|---|---|---|---|
| °C | μm | μm | - | ‰ | ‰ | - | |
| FT(160)1 | −196 | 1.63 | 0.81 | 3.2 | 0.0072 | ||
| FT(160)5 | 22 | 2.23 | 1.7 | 0.0069 | |||
| FT(200)1 | −196 | 1.91 | 0.80 | 2.3 | 0.0078 | ||
| FT(200)5 | 22 | 2.90 | 1.0 | 0.0071 | |||
| FT(250)1 | −196 | 1.78 | 0.70 | 2.7 | 0.0075 | ||
| FT(250)5 | 22 | 2.59 | 1.3 | 0.0069 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pokluda, J.; Dlouhý, I.; Kianicová, M.; Čupera, J.; Horníková, J.; Šandera, P. Temperature Dependence of Fracture Characteristics of Variously Heat-Treated Grades of Ultra-High-Strength Steel: Experimental and Modelling. Materials 2021, 14, 5875. https://doi.org/10.3390/ma14195875
Pokluda J, Dlouhý I, Kianicová M, Čupera J, Horníková J, Šandera P. Temperature Dependence of Fracture Characteristics of Variously Heat-Treated Grades of Ultra-High-Strength Steel: Experimental and Modelling. Materials. 2021; 14(19):5875. https://doi.org/10.3390/ma14195875
Chicago/Turabian StylePokluda, Jaroslav, Ivo Dlouhý, Marta Kianicová, Jan Čupera, Jana Horníková, and Pavel Šandera. 2021. "Temperature Dependence of Fracture Characteristics of Variously Heat-Treated Grades of Ultra-High-Strength Steel: Experimental and Modelling" Materials 14, no. 19: 5875. https://doi.org/10.3390/ma14195875
APA StylePokluda, J., Dlouhý, I., Kianicová, M., Čupera, J., Horníková, J., & Šandera, P. (2021). Temperature Dependence of Fracture Characteristics of Variously Heat-Treated Grades of Ultra-High-Strength Steel: Experimental and Modelling. Materials, 14(19), 5875. https://doi.org/10.3390/ma14195875