1. Introduction
The plasma jet cutting process is a modern non-conventional manufacturing process mostly used in shipbuilding and the metal processing industry. In this process, highly ionized gas containing a very high amount of energy is used to cut different metals such as mild steel, stainless steel, wear- and abrasion-resistant steel, aluminum, copper, etc. at various thicknesses up to 150 mm. Cut quality in this process is mostly affected by different process parameters that are set by a technologist or process engineer. Usually, it is the case that appropriate process parameters settings improve some quality characteristics and worsen others. Due to that, it is desirable to conduct comprehensive research in order to define optimal cutting areas where different cut quality responses simultaneously have optimal solutions. In order to do that, many researchers worldwide performed investigations in order to describe the effects of different process parameters on cut quality responses and to define their optimal values.
Table 1 summarizes some of the recent studies. These studies are classified according to investigated material, analyzed process parameters and process responses, and methods that were applied in order to define significant parameters, describe relations between inputs and outputs and determine optimal process responses values.
Besides the above literature, a few papers also investigated the machinability and cut quality characteristics in the plasma jet cutting process of aluminium and its alloys [
18,
19,
20,
21,
22,
23,
24]. Peko et al. [
18] developed an ANN model in order to predict the influence of cutting height, cutting speed, and arc current on kerf width in plasma jet cutting process of aluminium alloy 5083. The ANN model was verified using mean squared error (MSE) and correlation coefficient (R) measures between experimental and predicted responses on validation and testing datasets. After the prediction accuracy of the model was checked, 2D and 3D plots that describe the effect of process parameters on kerf width response were generated. Peko et al. [
19] investigated the influence of cutting speed, arc current, and cutting height on dross height in plasma jet cutting of aluminium 5083. In order to define the relations between input parameters and response, mathematical modeling was performed using the fuzzy logic technique. The developed model was checked on the new experimental trials using mean average percentage error (MAPE) and coefficient of determination (R
2) measures. After validation of the fuzzy logic model, optimal cutting conditions were defined and checked by confirmation experiments. Kadirgama et al. [
20] presented a mathematical model for HAZ prediction in air plasma cutting of aluminium alloy 6061. The input process parameters were output current, standoff gap, and pressure. Mathematical modeling was performed by response surface method. A partial swarm optimization algorithm was used for optimization of the HAZ function and to define corresponding process parameters levels that lead to minimal HAZ width. Peko et al. [
21] developed an ANN model in order to predict the influence of cutting speed and arc current on the surface roughness
Ra in the plasma jet cutting process of aluminium alloy 5083. Experimental work was conducted according to a Taguchi L
9 orthogonal array. The developed ANN model was checked on the datasets for test and validation using R and MSE between experimental and predicted data as validation measures. Finally, based on the mathematical model, 2D and 3D plots were generated in order to analyze the influence of each process parameter as well as their interaction on
Ra response. From the generated plot, optimal cutting area with minimal surface roughness was approximately defined. Peko et al. [
22] researched the influence of process parameters such as cutting speed, arc current, and cutting height on the bevel angle response in the plasma jet cutting of aluminium 5083. Experiments were conducted according to the Taguchi L
27 experimental plan. The main effects plot and interactions effects plot of the S/N ratio of bevel angle as well as ANOVA were used to define the influence of process parameters and their interactions on the bevel angle. Nearly optimal bevel angle and corresponding process parameters values were defined using the Taguchi optimization approach. Hamid et al. [
23] conducted experimental research on aluminium alloy 5083 of thickness 10 mm. They investigated the influence of arc current, feed rate, gas pressure, and cutting distance on surface roughness and conicity responses. The experimental plan was designed according to Taguchi L
9 orthogonal array. Gray relational analysis was used in order to conduct multi-objective optimization and to approximately define process parameters values that lead to minimal surface roughness and conicity. ANOVA results showed that cutting current and cutting speed are the most significant parameters on analyzed responses. Patel et al. [
24] analyzed the influence of arc current, standoff distance, gas pressure, and cutting speed on MRR, top and bottom kerf width, and bevel angle in plasma jet cutting process of aluminium 6082 of thickness 5 mm. In order to discuss the influence of process parameters, main effects plots for each response were generated. These plots define approximately process parameters levels that lead to optimum of each response. ANOVA was performed to define contribution of each process parameter. Results showed that arc current, standoff distance, and cutting speed are significant parameters for all responses.
The above literature review [
18,
19,
20,
21,
22,
23,
24] yields the fact that no general computational relationships between input process parameters and multiple cut quality characteristics in plasma jet cutting process of aluminium were defined. The presented papers mostly analyzed influence of process parameters on singular cut quality response such as kerf width [
18], dross height [
19], HAZ width [
20], and surface roughness [
21]. The literature review showed that no exact optimization of multiple cut quality responses was performed. In most cases, the optimal cutting area was defined approximately according to generated parameters affects plots [
18,
19,
21], by using Taguchi optimization [
22,
24] or applying grey relational analysis for the purpose of simultaneous optimization of two process responses [
23]. The weakness of the Taguchi method and GRA is in searching for optimal process parameters setting only on discrete parameters values used in the experimental matrix [
22,
25]. Another conclusion of the literature review concerns the fact that the plasma jet cutting process of the aluminium, especially alloy 5083, has been insufficiently studied and that further research is called for in order to determine an optimum configuration of the process parameters that lead simultaneously to the optimal various cut quality characteristics. Starting from these considerations, this paper conducts the experimental investigation of the plasma jet cutting of aluminium alloy 5083. The research presented in this paper investigates the influence of three process parameters, namely, cutting speed, arc current, and cutting height on the cut quality response: top kerf width, bevel angle, surface roughness parameters
Ra,
Rz, and material removal rate. The novelty of this paper is hybrid approach of response surface methodology (RSM) combined with desirability analysis that was used to analyze system’s responses and to conduct simultaneous optimization of cut quality characteristics. In comparison with artificial intelligence (AI) methods and metaheuristic algorithms, this approach is, due to its simplicity, very widely used in various manufacturing industries to effective design optimal settings of process parameters [
26]. AI methods such as ANN and fuzzy logic as well as metaheuristic algorithms have higher computational complexity, and they are based on sound knowledge and experience of the problem, as well as creativity and comprehension of ANN and evolutionary mechanisms [
27]. In this paper, the generated mathematical models of cut quality characteristics were verified by comparison between experimental and predicted data. ANOVA was applied to determine significance of process parameters and their interactions on analyzed responses. Finally, multi-response optimization was conducted and optimal plasma jet cutting region of aluminium alloy 5083 was defined. Based on that application value of RSM, the desirability of the hybrid approach in investigation of machinability of 5083 alloy in plasma jet cutting process was proved.
This paper is structured as follows.
Section 1 presents the latest research in plasma jet cutting process of different materials.
Section 2 describes the experimental setup and experimental results.
Section 3 presents mathematical models of cut quality responses, verification of the models, and ANOVA. Discussion of the results is conducted in
Section 4.
Section 5 presents the results of multi-objective optimization.
Section 6 gives appropriate findings and directions for further research in this area.
4. Discussion of Parameters Effects on Process Responses
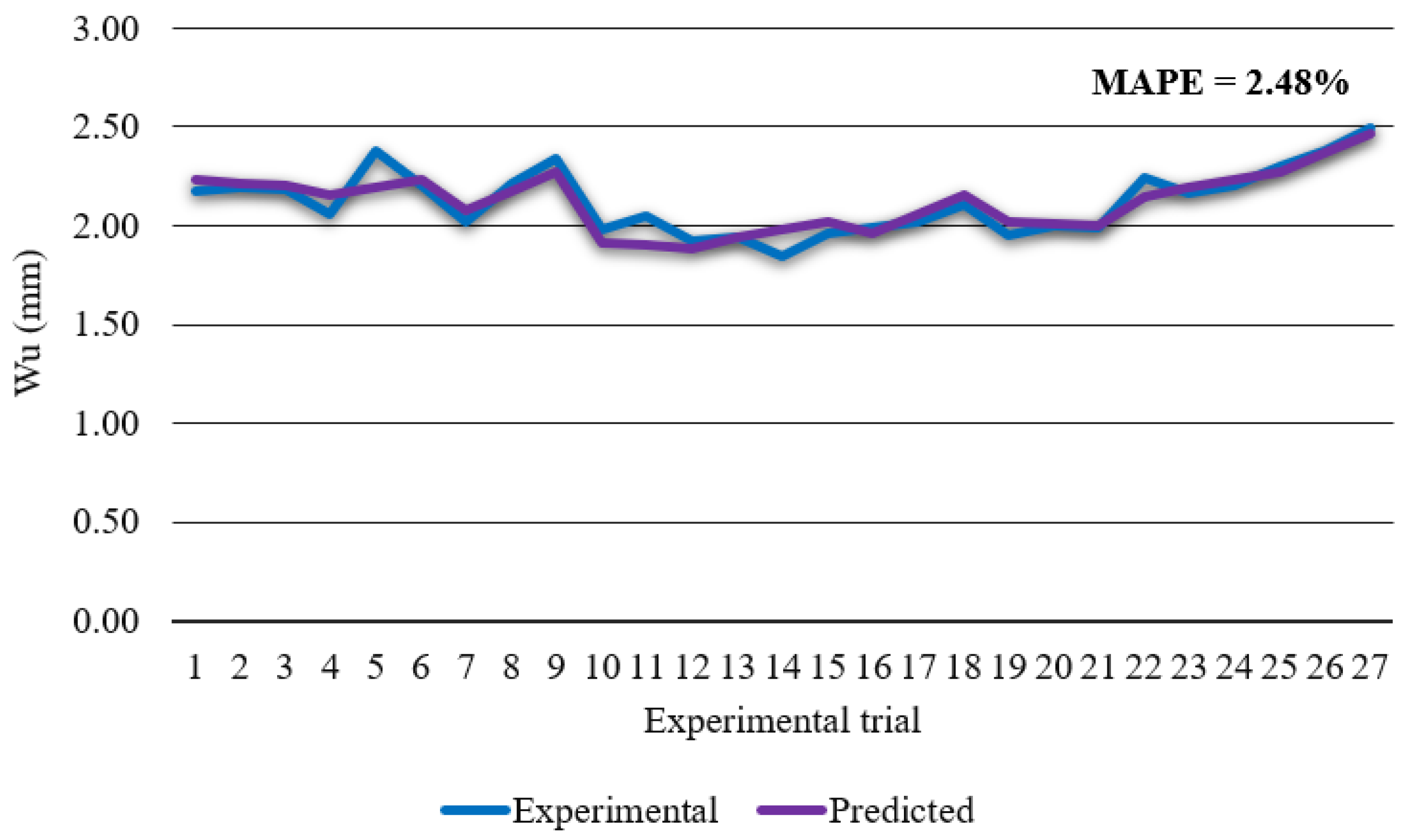
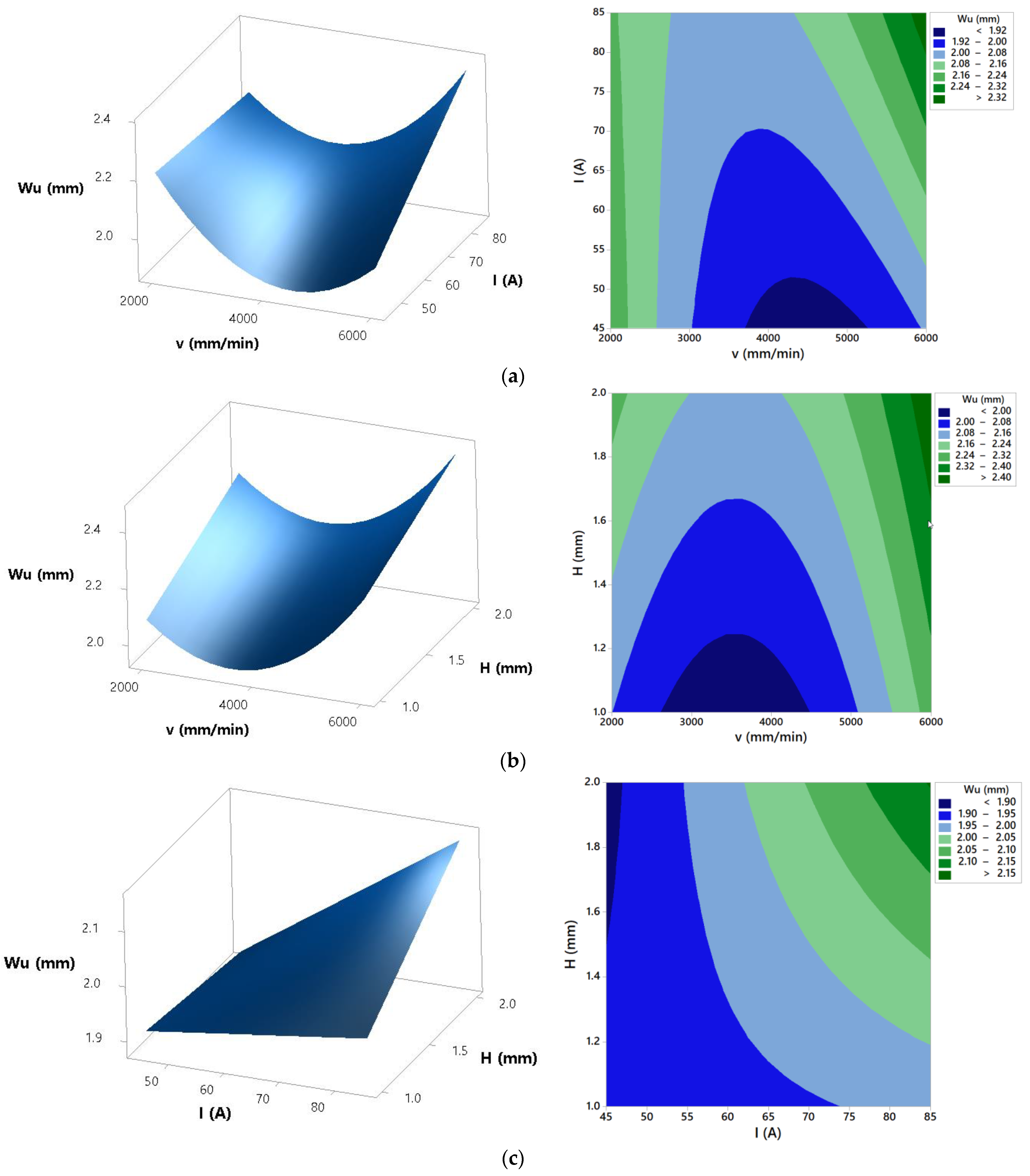
From the presented results, for all process responses it can be derived that the developed mathematical models showed high prediction accuracy, and due to that they can be further applied in analysis of process parameters effects. ANOVA for top kerf width presents that the most significant parameters on the top kerf width are cutting speed, arc current, and their interaction. Cutting height as well as interactions cutting speed × cutting height and arc current × cutting height have an insignificant effect on the top kerf width. The effects of cutting speed, arc current, and cutting height are shown in
Figure 6. Response surfaces and contour plots from
Figure 6 highlight that increase of the arc current results with the increase of the top kerf width. Regarding the cutting speed effect,
Figure 6b) presents that the lowest (2000 mm/min) and the highest (6000 mm/min) cutting speeds lead to the wider kerf at the arc current of 85 A. In [
6], the results of analysis showed that higher cutting speeds produce an erratic arc, creating a deviation of the arc from the axis of the torch producing a larger kerf. In [
40], it was established that cutting heat input is proportional to the arc current and arc voltage multiplication and inversely proportional to the cutting speed. According to that, higher arc current and lower cutting speed lead to the higher heat input, resulting in the increase of the top kerf width, as shown in
Figure 6b.
Figure 6c shows that increase of the cutting height at the higher arc currents (>65A) and cutting speed of 4000 mm/min leads to the increase of the top kerf width. The same conclusions were derived in [
6]. A higher value of standoff distance creates a lack of arc coherence leading to deflection of the arc and producing a larger kerf [
6]. According to the derived conclusions, the lowest values of the top kerf width can be achieved when cutting process is defined in the area of cutting speed of 4000 mm/min and lower arc currents (<65 A).
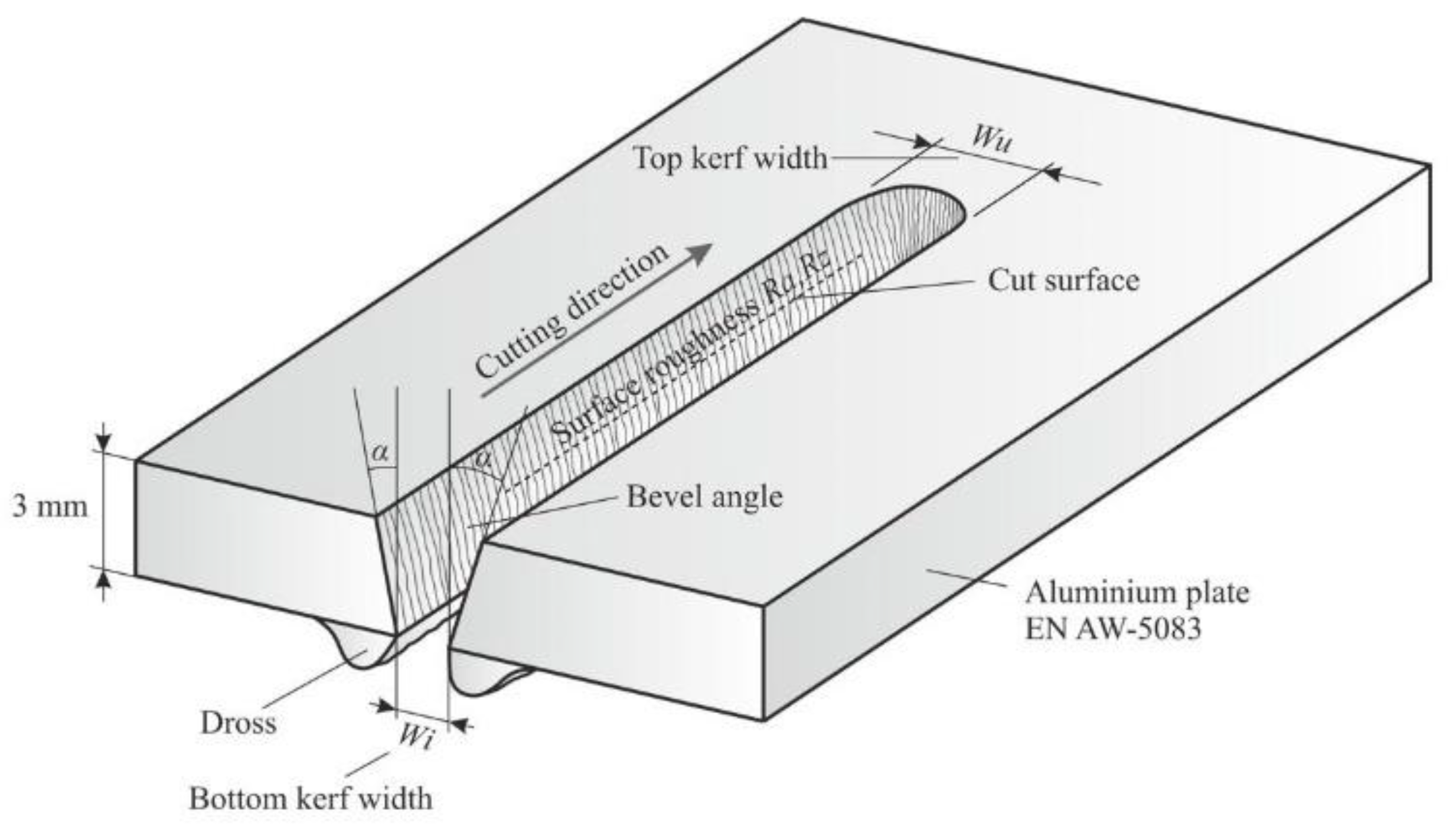
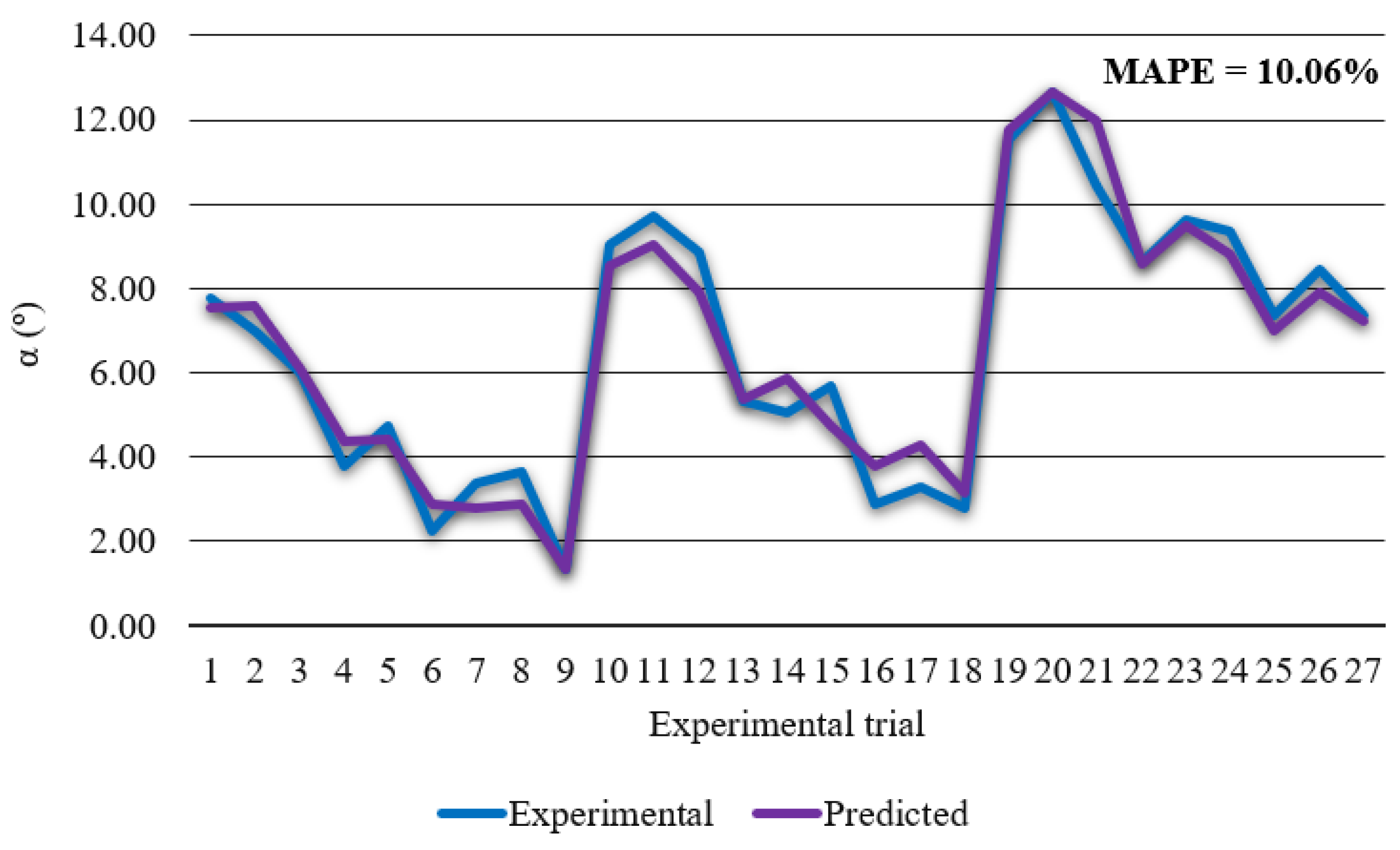
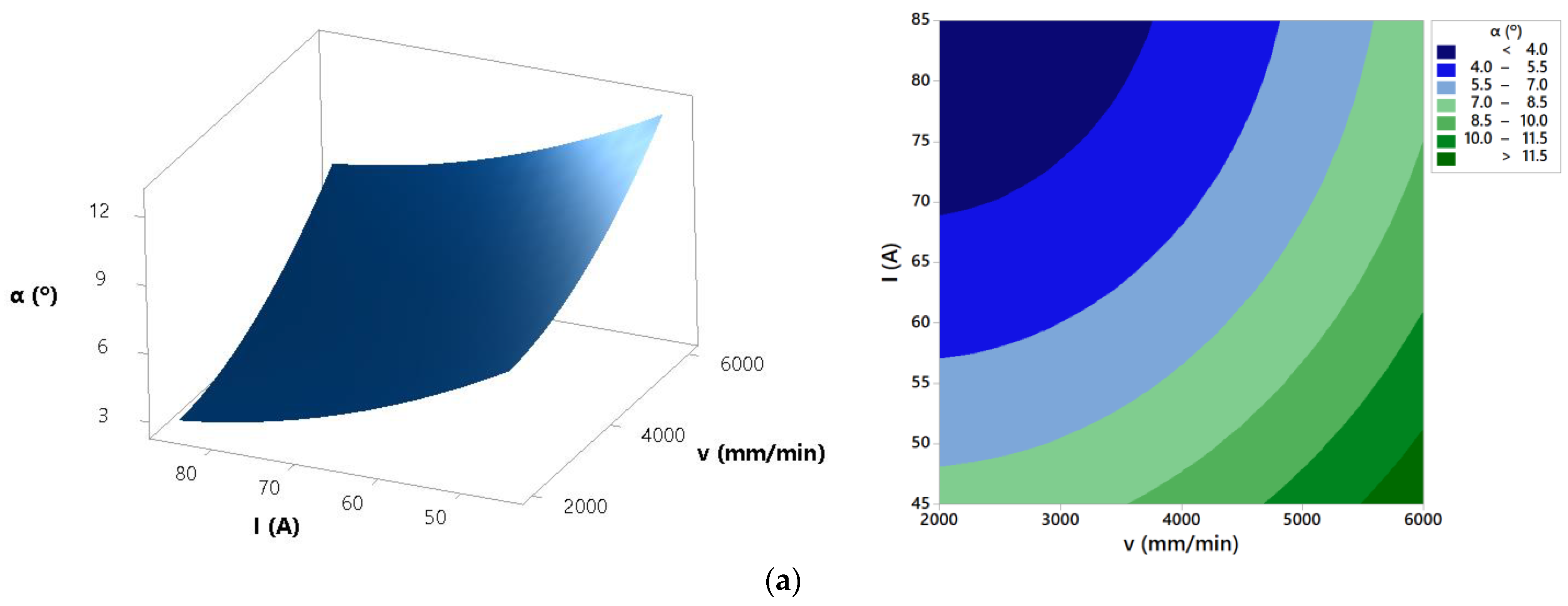
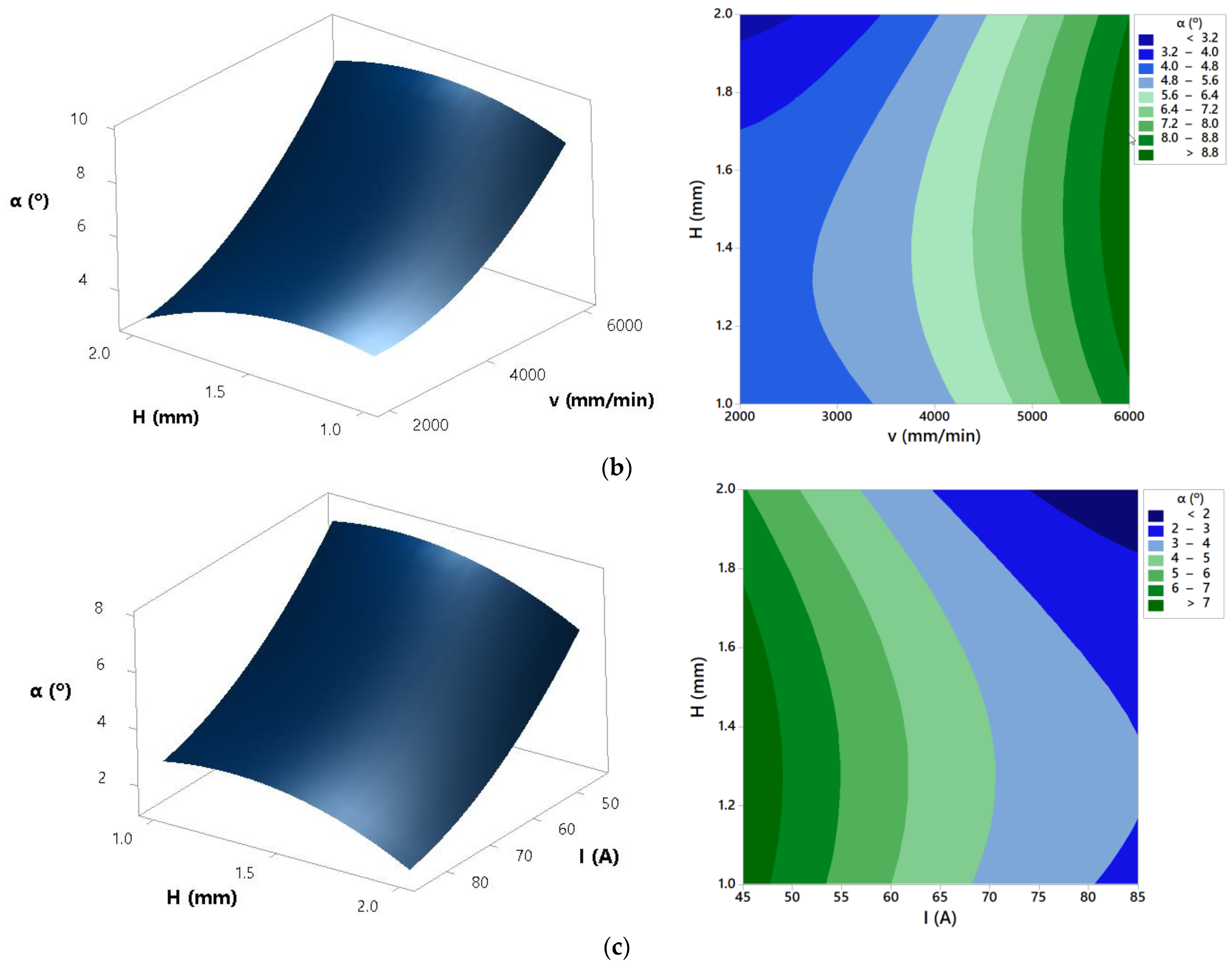
The ANOVA for bevel angle presents that all three parameters as well as interactions cutting speed × arc current and cutting speed × cutting height have a significant effect on the analyzed response. Interaction arc current × cutting height does not have a significant influence on the bevel angle. Bevel angle determines the difference between top kerf width and bottom kerf width. The smaller the bevel angle is, the more perpendicular cut is and the better cut quality is. The response surfaces and contour plots from
Figure 8 show that the increase in the cutting speed and the decrease of the arc current result in the increase of the bevel angle. In [
41], it was also demonstrated that with an increase in cutting speed and a decrease of the arc current, cutting energy decreases. Accordingly, kerf widths decrease while the bevel angle increases due to a faster decrease of bottom kerf width than top kerf width. From
Figure 8 it is visible that increase of the cutting height leads to the slightly smaller bevel angle. As explained in [
6], higher cutting height results with the plasma arc deflection that leads to the wider top and bottom kerf width and minor difference between them. Finally, this generates a decrease in the bevel angle. In order to get minimal bevel angle values, plasma jet cutting process should be defined in the area of the lower cutting speed (<4000 mm/min), higher arc currents (>65 A) and higher cutting heights (>1.5 mm). Above presented conclusions are confirmed with the
Figure 15.
Figure 15 presents bevel angles obtained in the experimental trials at different process parameters values.
Regarding surface roughness characteristics
Ra and
Rz ANOVA highlights that cutting speed and arc current as well as their interaction have significant effect on the process response. Other parameters and interactions do not affect significantly surface roughness characteristics
Ra and
Rz. Cut surface roughness formation in plasma jet cutting process is mainly induced by molten metal fluctuation, flow perturbation of plasma jet, cutting torch vibration and motion of anode spots within the groove of cut [
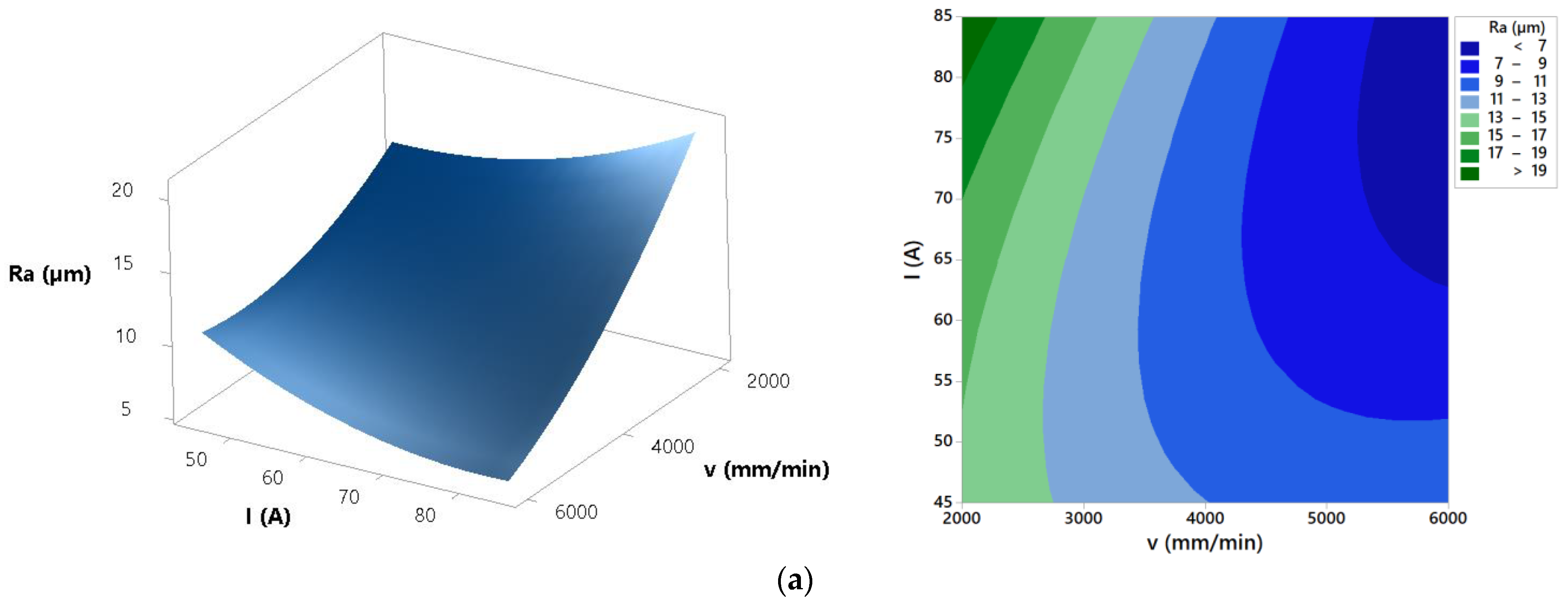
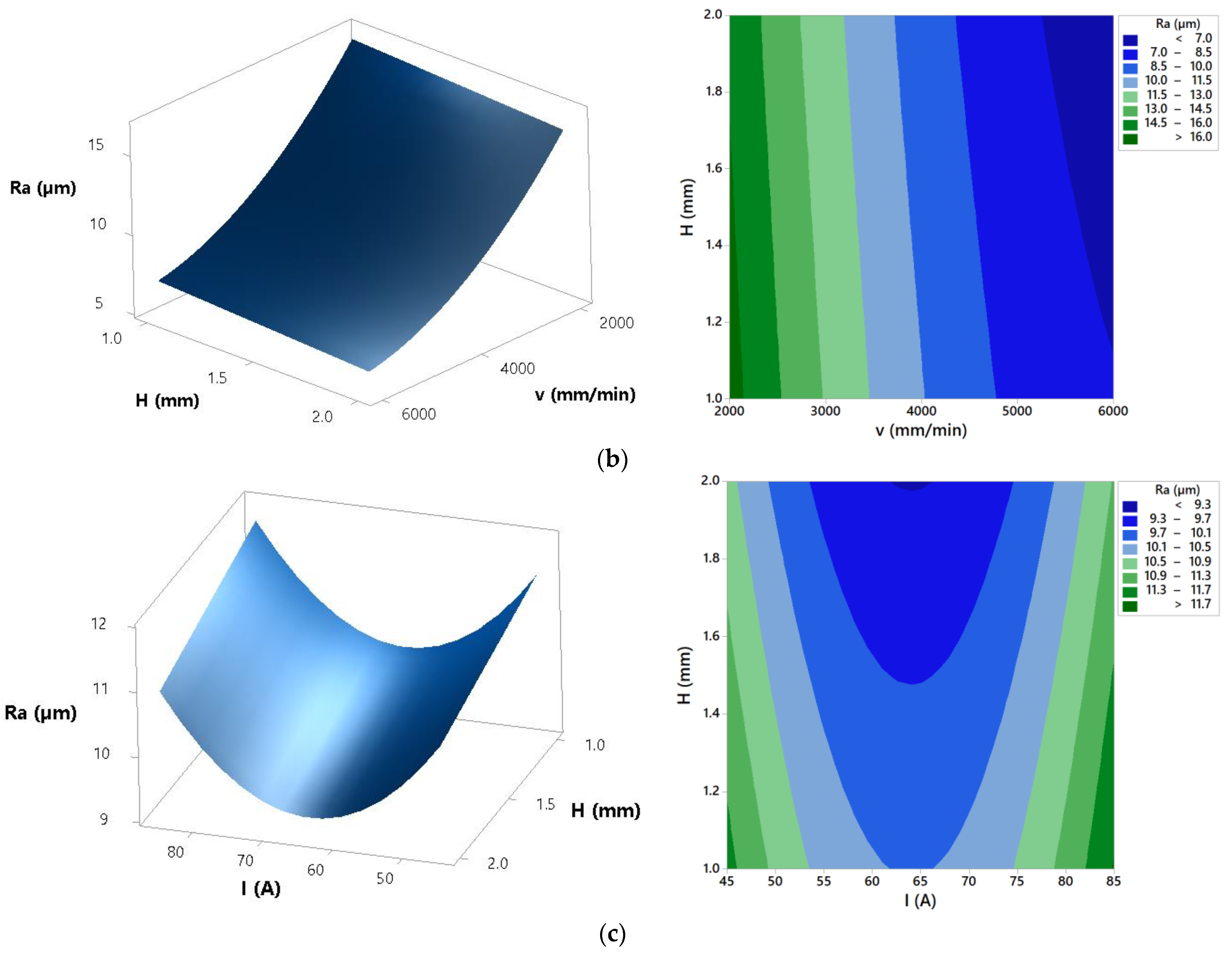
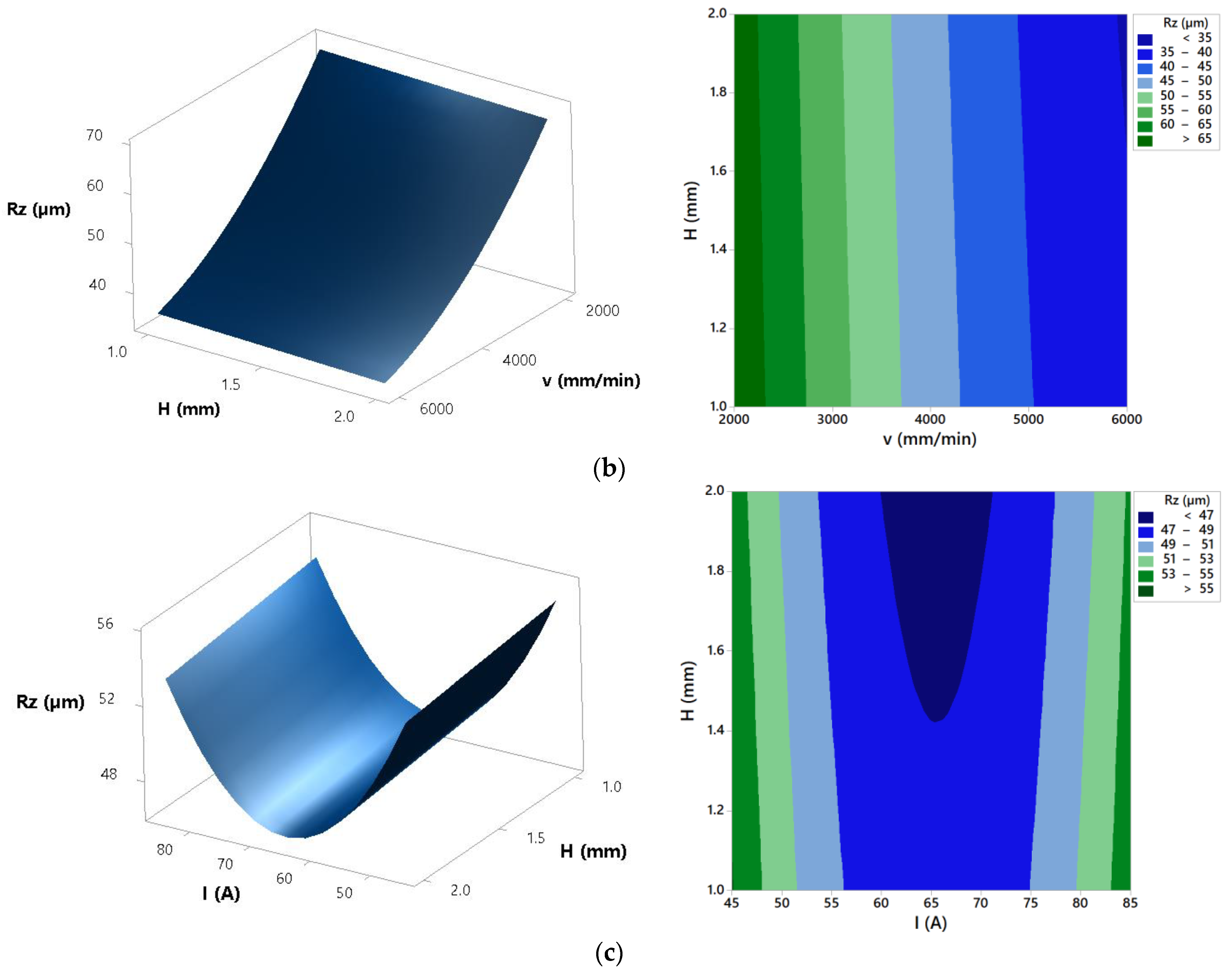
40]. Response surfaces and contour plots from
Figure 10 present that increase of the cutting speed results with the decrease of the surface roughness
Ra and
Rz. Increase of the cutting speed leads to the more intensive fluctuation of the molten metal that results with the lower surface roughness of the cut. Furthermore, at lower cutting speeds motion of anode spots appears and that results with the higher roughness [
40]. The same trends were shown in [
6,
14,
40]. Regarding arc current effects from
Figure 10 it is visible that at low cutting speed (2000 mm/min) increase of the arc current results with the higher cutting energy and increase of the surface roughness. Fluctuation of the molten metal from the groove of the cut is less intensive and that leads to the rougher cut surface [
40]. At high cutting speed (6000 mm/min) increase of the arc current leads to the slightly decrease of the surface roughness. Higher cutting energy combined with the more intensive fluctuation of the molten metal result with the lower surface roughness [
40].
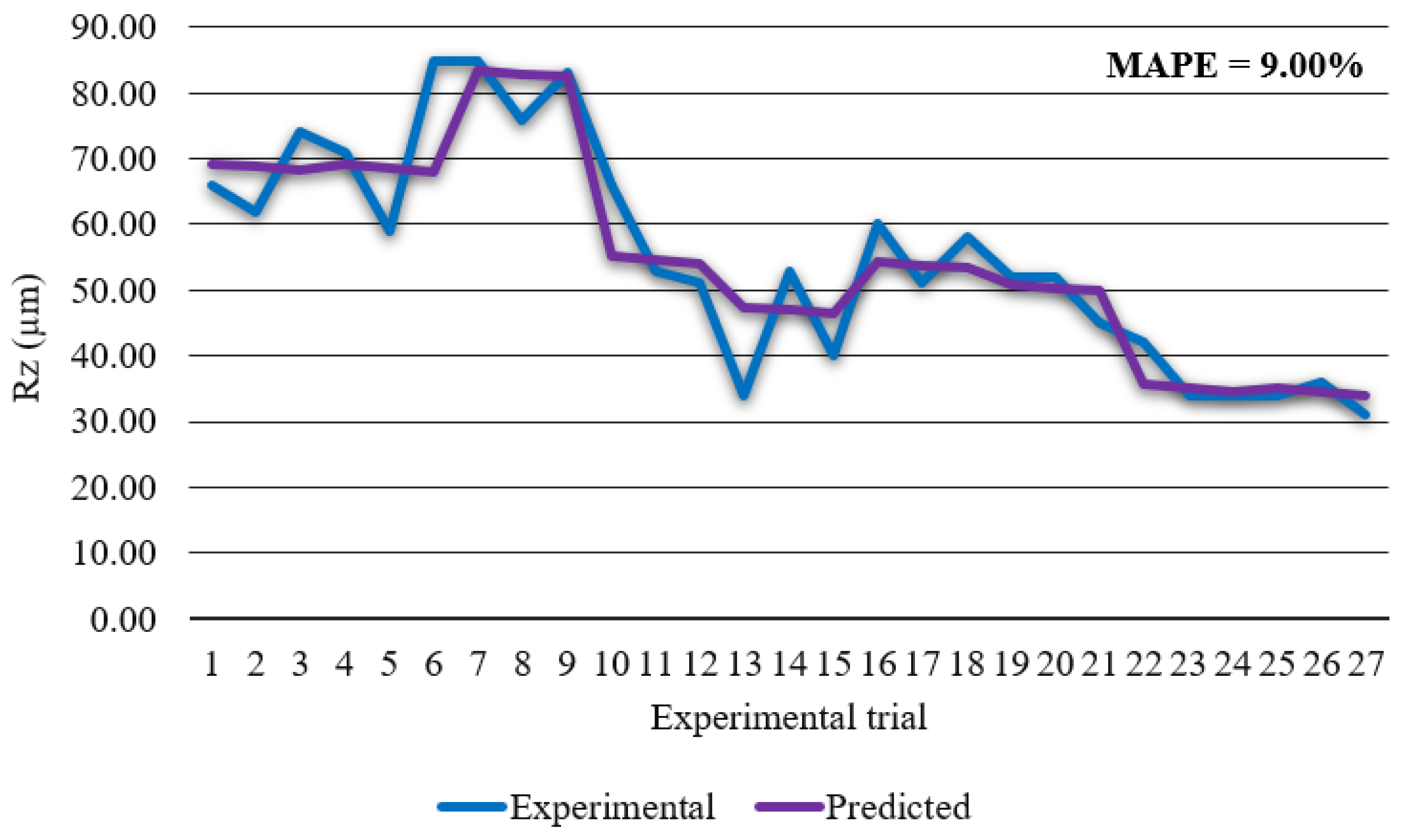
Figure 16 shows surface roughness obtained at different process parameters values. According to the above derived assertions in order to achieve minimal surface roughness
Ra and
Rz plasma jet cutting process needs to be concentrated in the area of the higher cutting speeds (>4000 mm/min) and higher arc currents (>65 A).
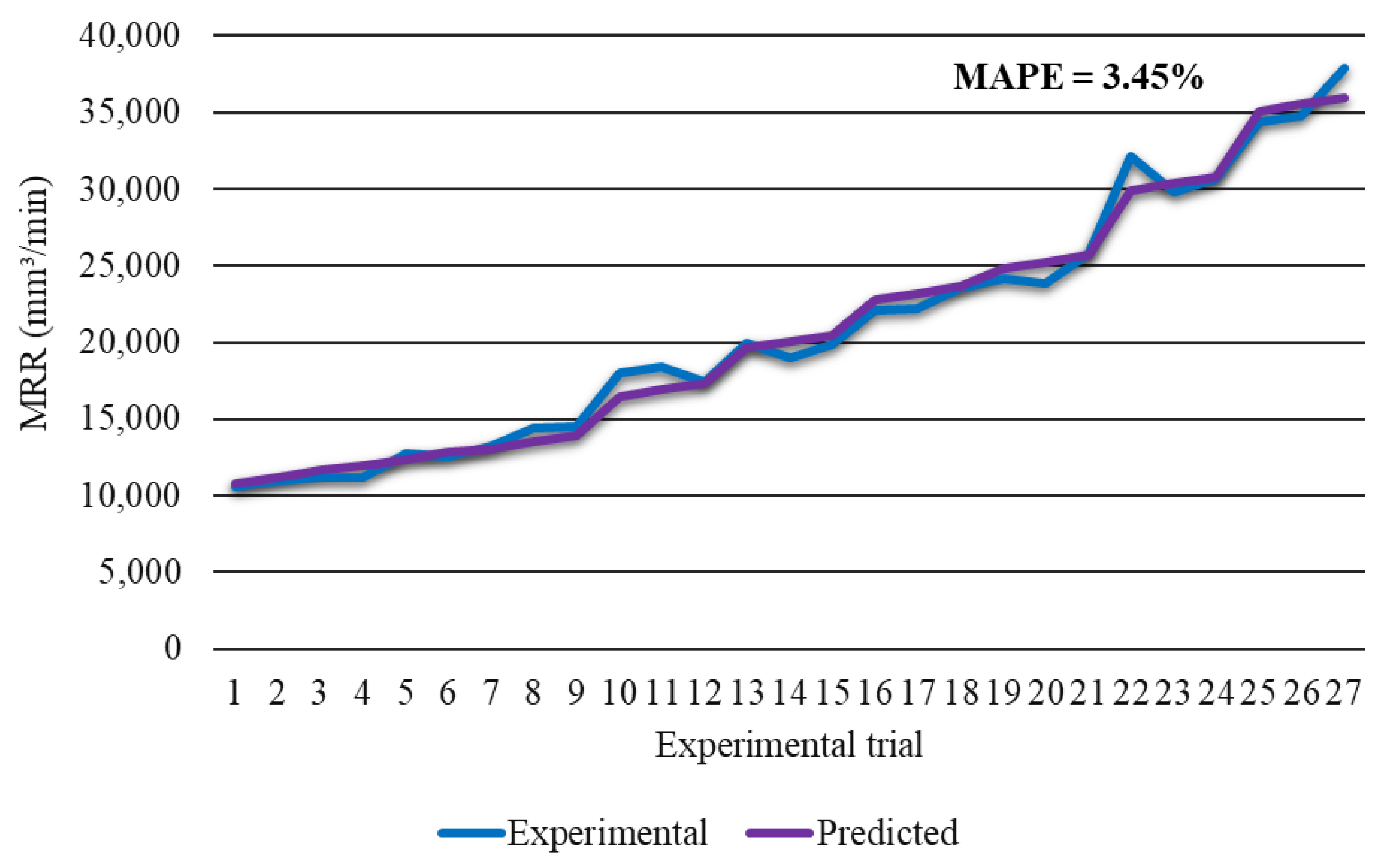
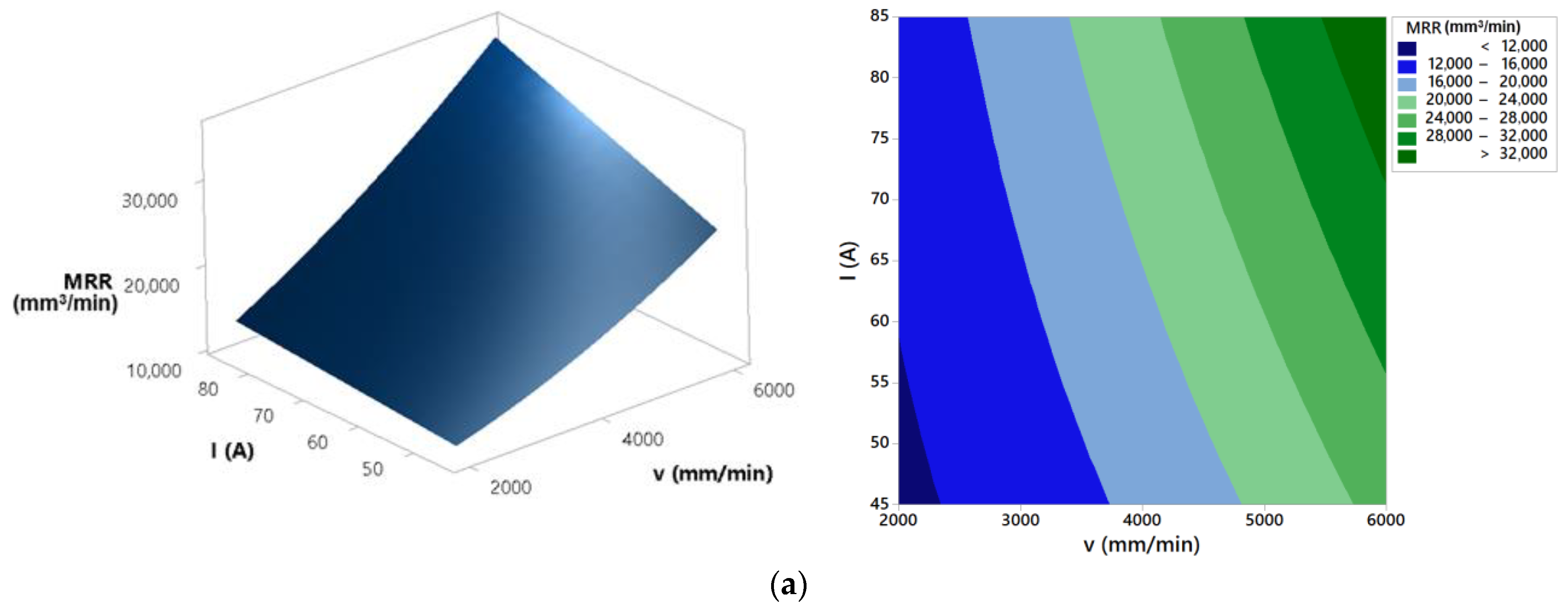
ANOVA results for material removal rate present that the most significant parameters that affect process response are cutting speed, arc current, and their interaction. Cutting height and interactions cutting speed × cutting height and arc current × cutting height have an insignificant effect on the material removal rate. Material removal rate is proportional to top and bottom kerf width, cutting speed, and workpiece thickness (Equation (2)). Response surfaces and contour plots from
Figure 14 show that increase of the arc current results with the increase of the material removal rate. A high concentration of plasma energy is transferred to the workpiece at higher arc current and that leads to quick melting and the vaporization of the metal and higher material removal rate [
17]. At higher cutting speeds the unstable plasma arc is formed [
6,
40]. That leads to the larger top and bottom kerf width and accordingly higher material removal rate. From
Figure 14 it is visible that cutting height has negligible effect on the material removal rate response. However, increase of the cutting height results with the slightly increase of the material removal rate. As it was already stated in [
6], higher cutting height results with the deflection of the arc due to the lack of arc coherence. That leads to the wider kerf and higher material removal rate.



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}