
Development and Investigation of an Inexpensive Low Frequency Vibration Platform for Enhancing the Performance of Electrical Discharge Machining Process

 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Experimentation
2.1. Materials
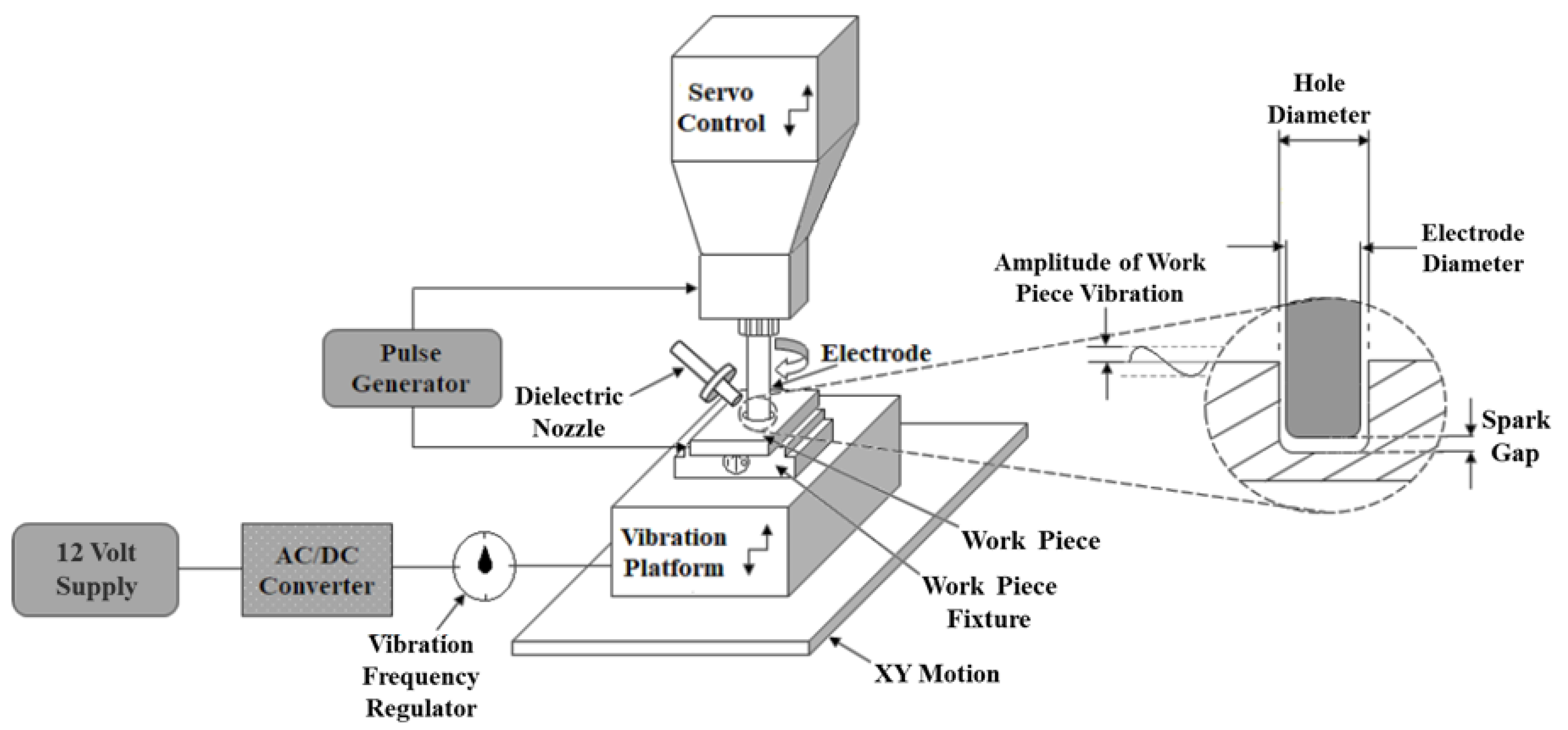
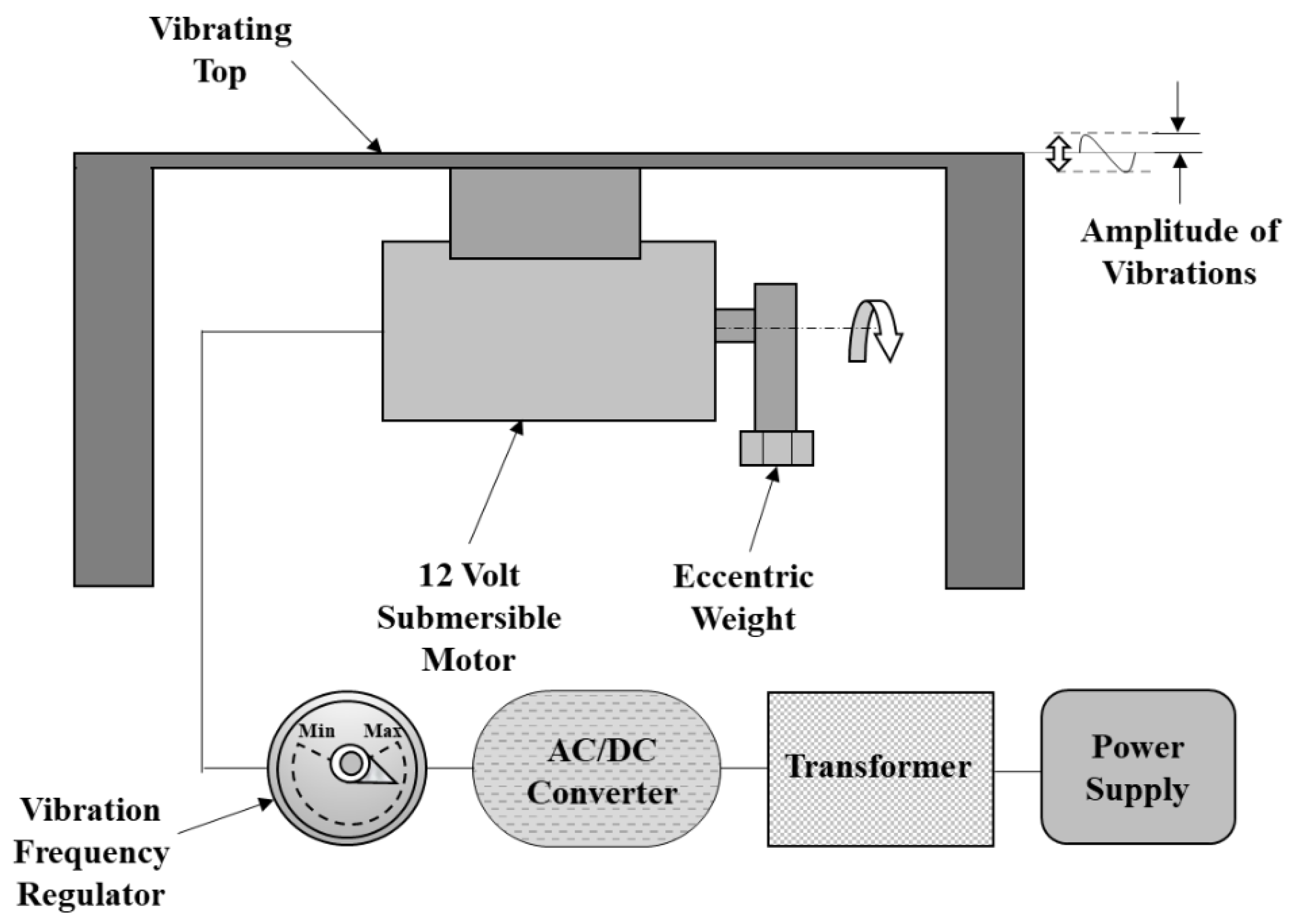
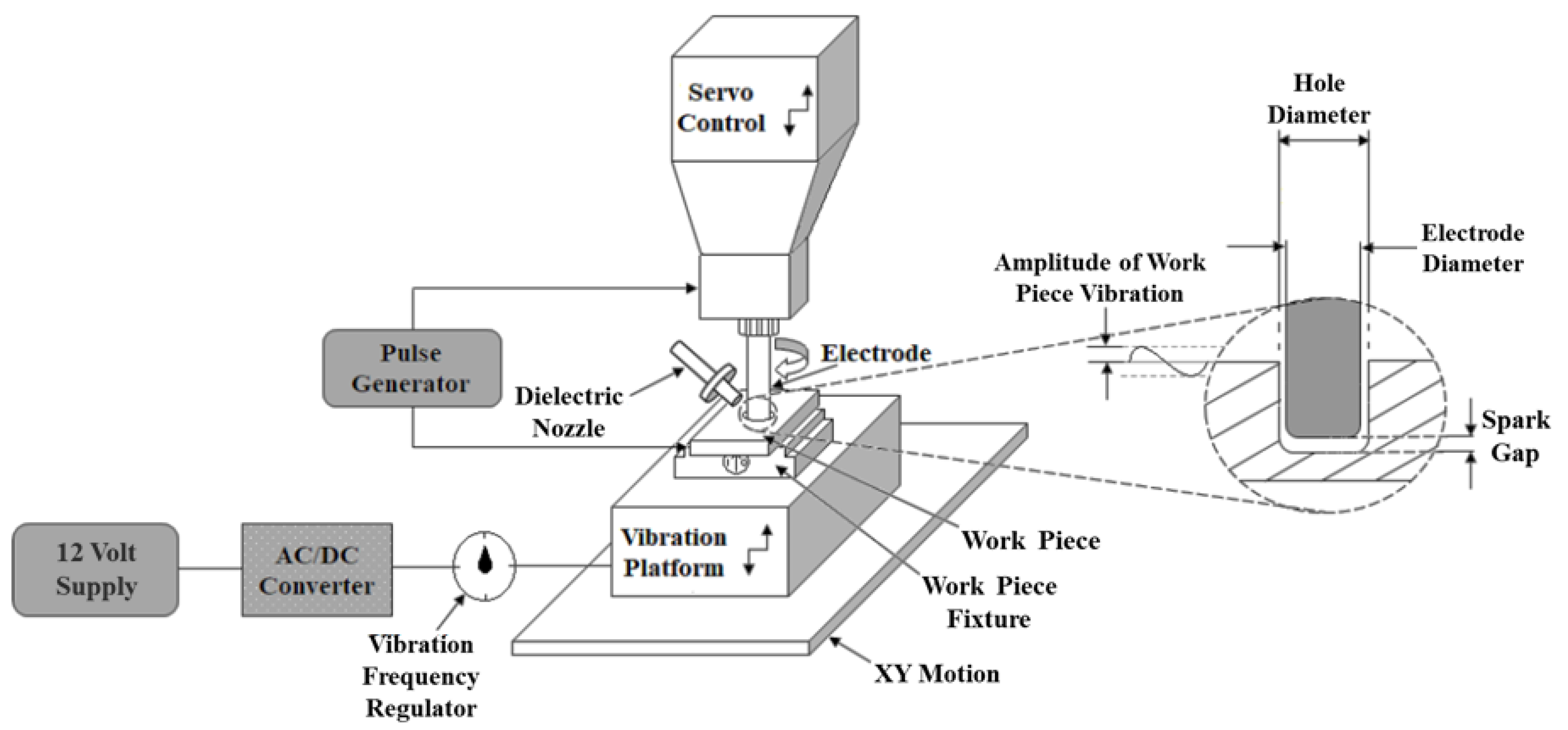
2.2. Vibration Setup Design
2.3. Vibration-Assisted EDM
2.4. Design of Experiments
2.5. Measurement of the Responses
2.5.1. Material Removal Rate
2.5.2. Tool Wear Rate
2.5.3. Average Surface Roughness
3. Results and Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Process Parameters | Response Parameters | |||||
|---|---|---|---|---|---|---|---|
| Ton (μs) | Ip (A) | VF (Hz) | TRS (rpm) | Ra (μm) | MRR (mm3/min) | TWR (mm3/min) | |
| 1 | 50 | 5 | 0 | 0 | 2.03 | 5.81 | 0.35 |
| 2 | 50 | 10 | 25 | 150 | 2.12 | 7.16 | 0.57 |
| 3 | 50 | 15 | 50 | 300 | 2.3 | 7.85 | 1.58 |
| 4 | 50 | 20 | 75 | 450 | 2.48 | 7.93 | 1.91 |
| 5 | 100 | 5 | 25 | 300 | 1.63 | 6.76 | 0.61 |
| 6 | 100 | 10 | 0 | 450 | 2.47 | 7.71 | 0.82 |
| 7 | 100 | 15 | 75 | 0 | 2.64 | 7.84 | 1.52 |
| 8 | 100 | 20 | 50 | 150 | 2.95 | 8.39 | 1.65 |
| 9 | 150 | 5 | 50 | 450 | 1.62 | 7.59 | 1.16 |
| 10 | 150 | 10 | 75 | 300 | 2.28 | 7.71 | 1.31 |
| 11 | 150 | 15 | 0 | 150 | 2.65 | 8.02 | 2.17 |
| 12 | 150 | 20 | 25 | 0 | 3.43 | 8.57 | 2.49 |
| 13 | 200 | 5 | 75 | 150 | 1.97 | 7.29 | 1.32 |
| 14 | 200 | 10 | 50 | 0 | 2.16 | 7.55 | 1.74 |
| 15 | 200 | 15 | 25 | 450 | 2.77 | 8.37 | 2.47 |
| 16 | 200 | 20 | 0 | 300 | 3.34 | 8.59 | 2.41 |
3.1. Analysis of Variance (ANOVA)
3.2. Regression Equations
3.3. Influence of Process Parameters on the Responses
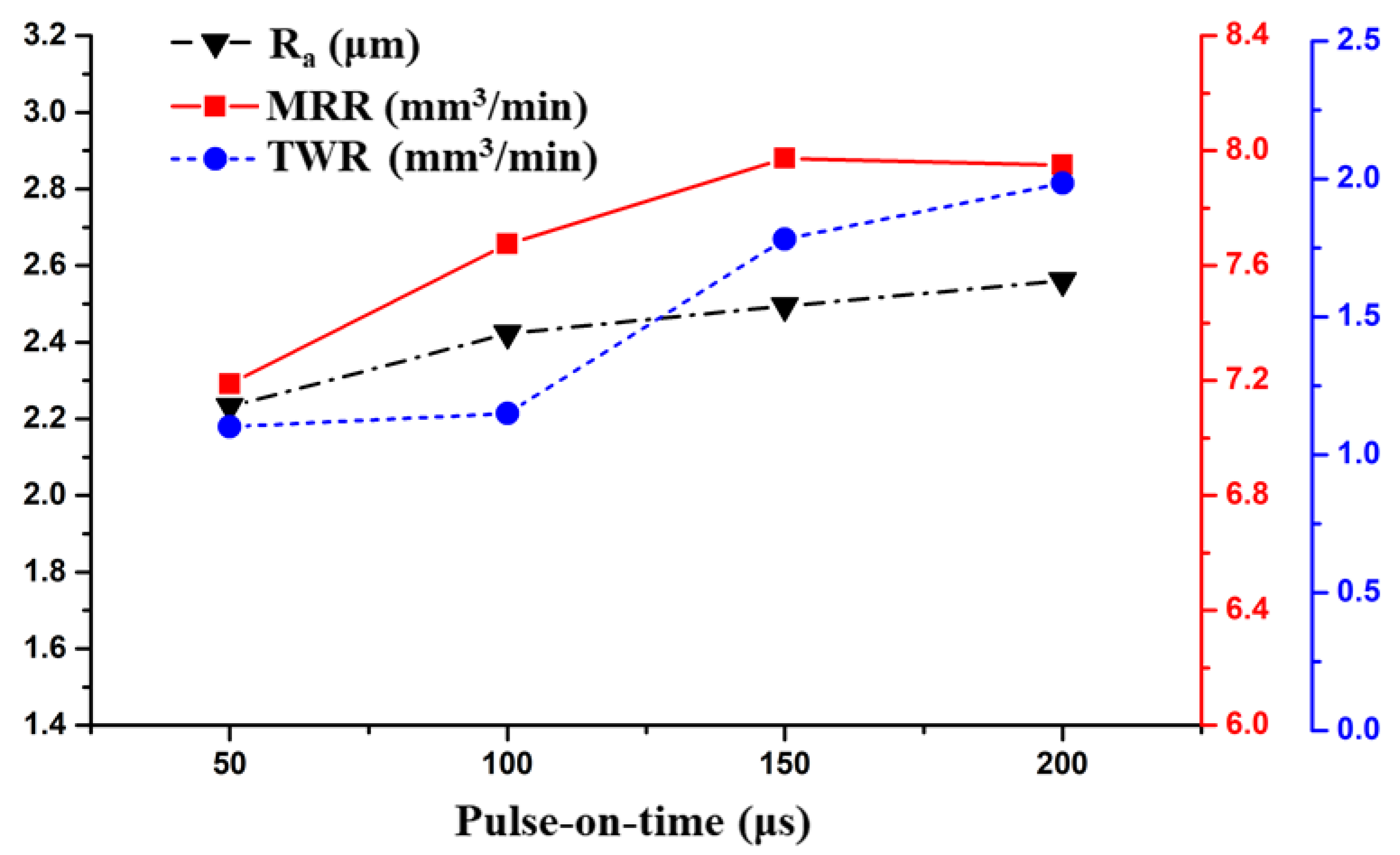
3.3.1. Effect of Pulse-on-Time on the Ra, MRR and TWR
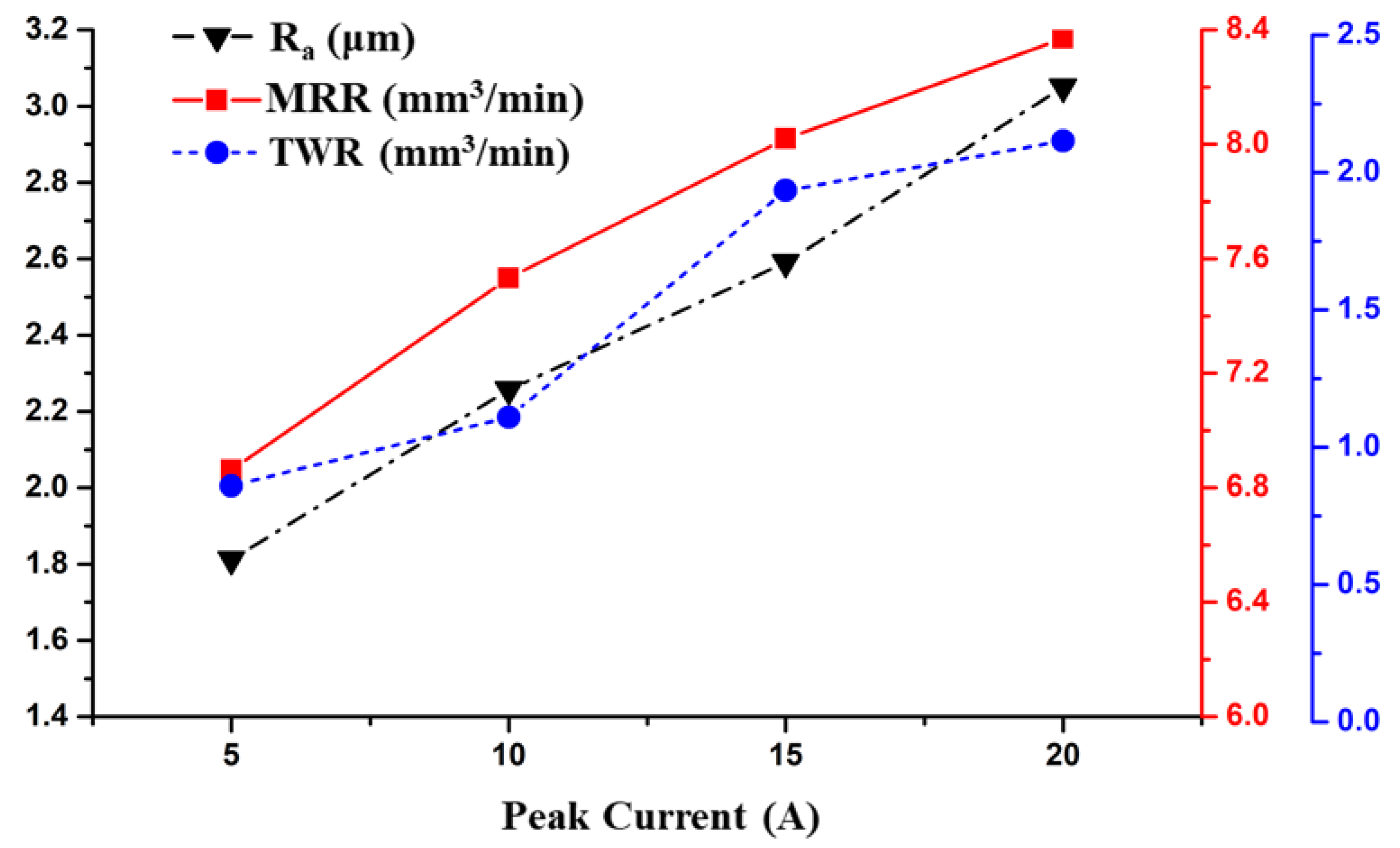
3.3.2. Effect of Peak Current on the Ra, MRR, and TWR
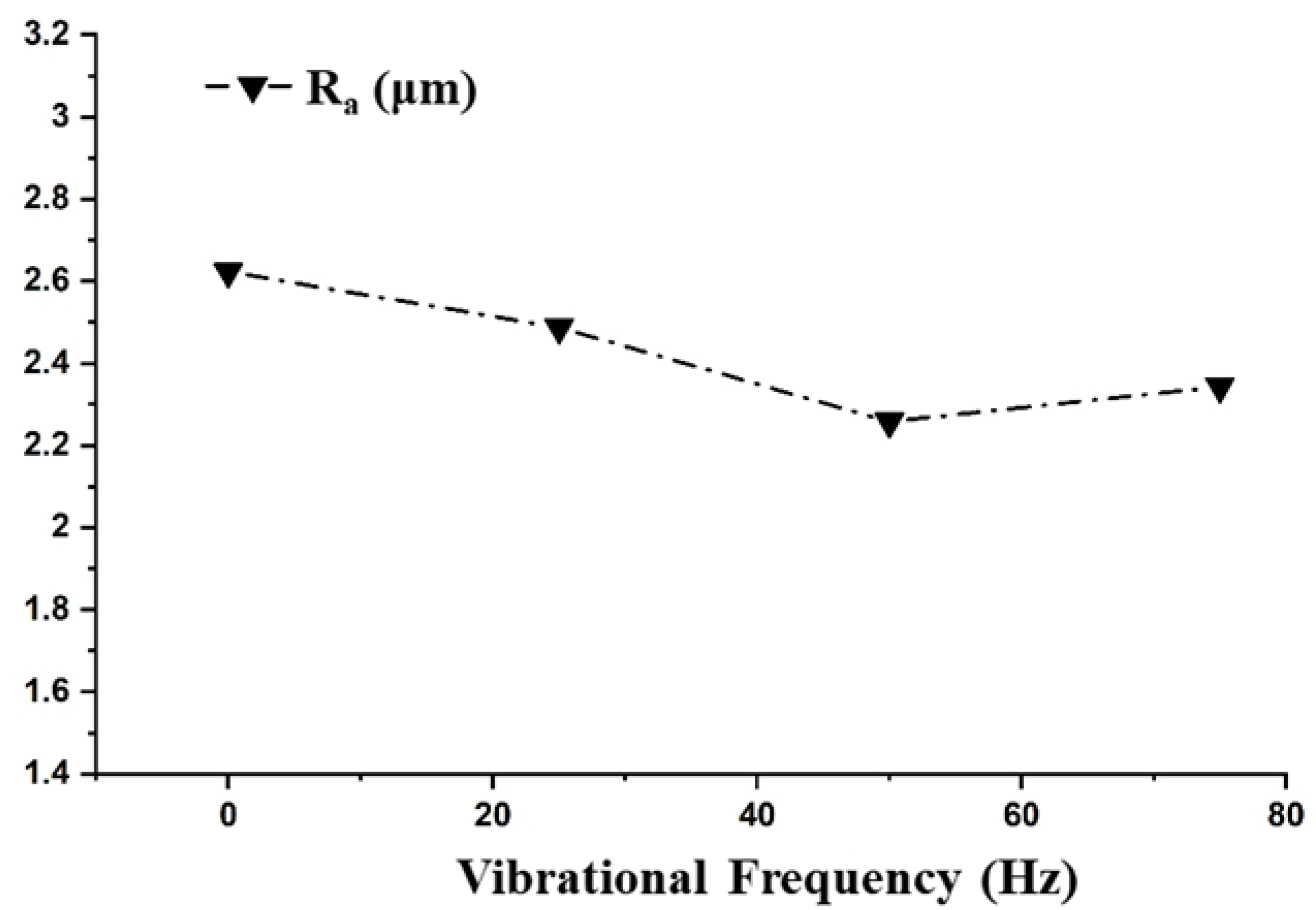
3.3.3. Effect of Vibrational Frequency on the Responses
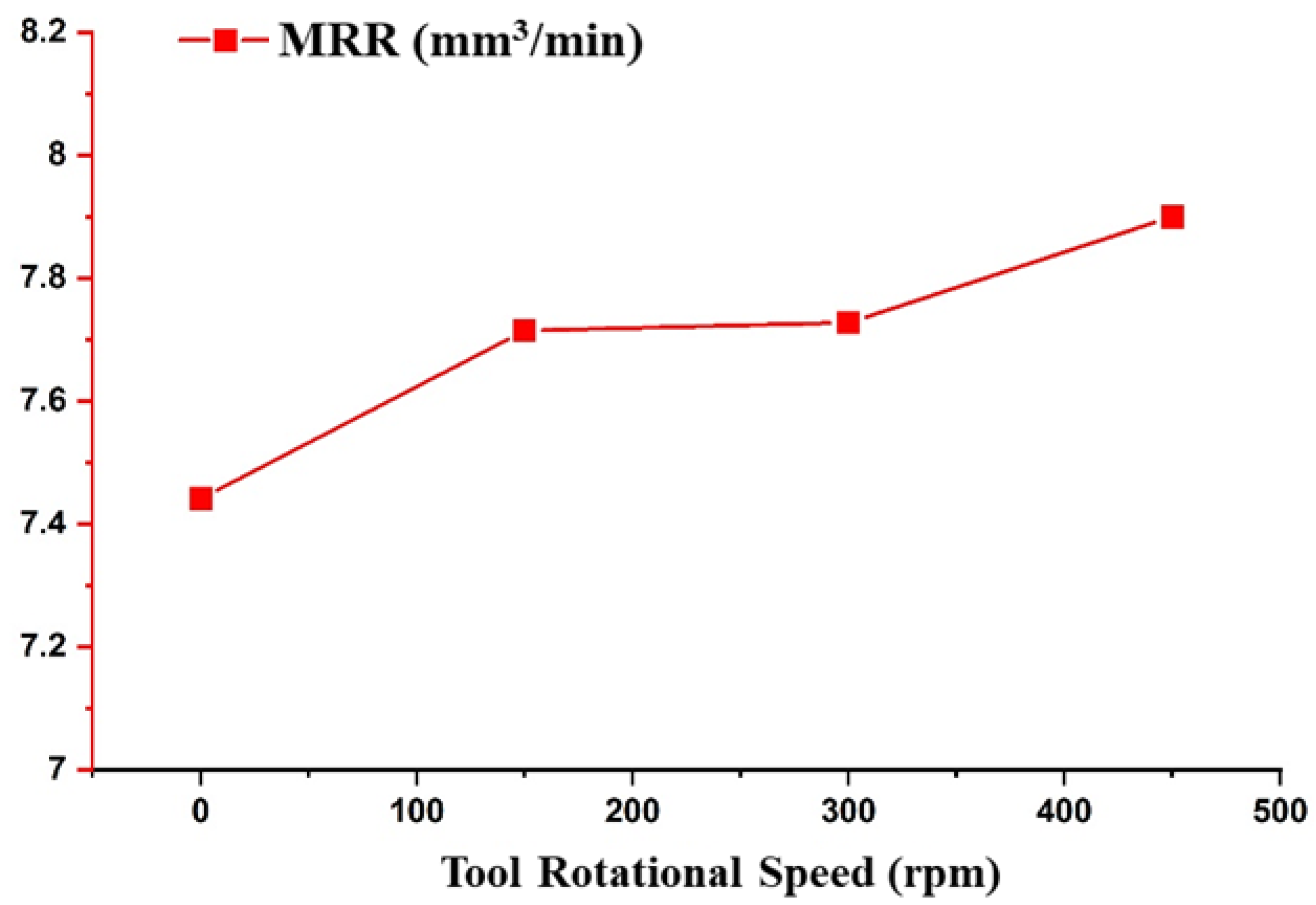
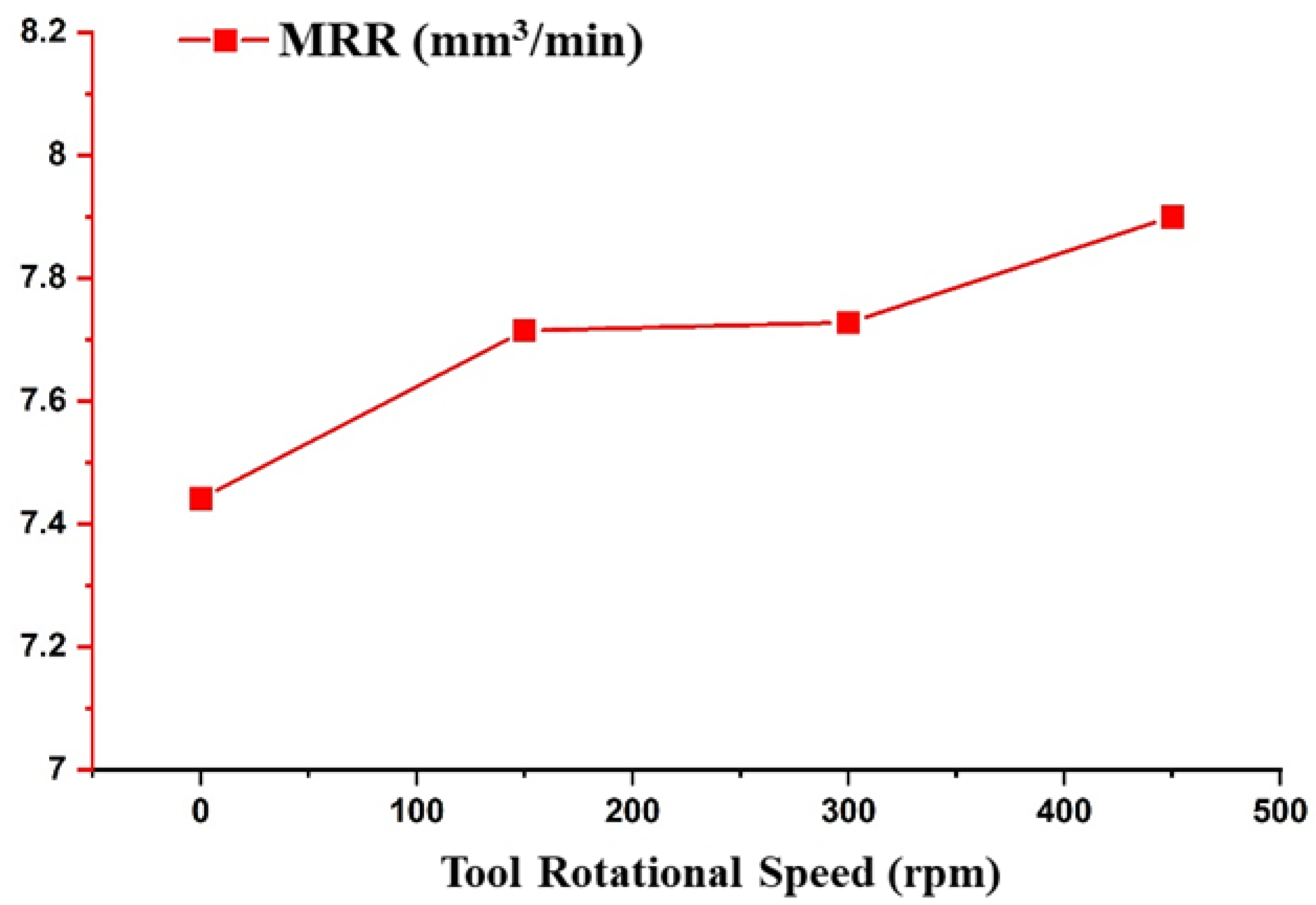
3.3.4. Effect of the Tool Rotational Speed on the Ra, MRR, and TWR
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guu, Y.; Hocheng, H.; Chou, C.; Deng, C. Effect of electrical discharge machining on surface characteristics and machining damage of AISI D2 tool steel. Mater. Sci. Eng. A 2003, 358, 37–43. [Google Scholar] [CrossRef]
- Tang, L.; Sun, Y.; Li, B.; Shen, J.; Meng, G. Wear performance and mechanisms of PCBN tool in dry hard turning of AISI D2 hardened steel. Tribol. Int. 2019, 132, 228–236. [Google Scholar] [CrossRef]
- Dwaraka, R.; Arunachalam, N. Investigation on the effect of EDM process variables and environments on acoustic emission signals. Mach. Sci. Technol. 2020, 24, 638–662. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A.; Veselovac, D. Technological and economical comparison of roughing strategies via milling, sinking-EDM, wire-EDM and ECM for titanium-and nickel-based blisks. CIRP J. Manuf. Sci. Technol. 2013, 6, 198–203. [Google Scholar] [CrossRef]
- Rouniyar, A.K.; Shandilya, P. Semi-empirical modeling and optimization of process parameters on overcut during MFAPM-EDM of Al6061 alloy. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2021. [Google Scholar] [CrossRef]
- Kremer, D.; Lebrun, J.; Hosari, B.; Moisan, A. Effects of ultrasonic vibrations on the performances in EDM. CIRP Ann. 1989, 38, 199–202. [Google Scholar] [CrossRef]
- Hanif, M.; Ahmad, W.; Hussain, S.; Jahanzaib, M.; Shah, A.H. Investigating the effects of electric discharge machining parameters on material removal rate and surface roughness on AISI D2 steel using RSM-GRA integrated approach. Int. J. Adv. Manuf. Technol. 2019, 101, 1255–1265. [Google Scholar] [CrossRef]
- Prakash, V.; Kumar, P.; Singh, P.; Hussain, M.; Das, A.; Chattopadhyaya, S. Micro-electrical discharge machining of difficult-to-machine materials: A review. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 339–370. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Sriani, T.; Mahardika, M.; Hamdi, M.; Miki, N.; Wong, Y.; Mitsui, K. Application of powder suspended in dielectric fluid for fine finish micro-EDM of Inconel 718. Int. J. Adv. Manuf. Technol. 2014, 75, 599–613. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Lee, H.-S. Machining characteristics of magnetic force-assisted EDM. Int. J. Mach. Tools Manuf. 2008, 48, 1179–1186. [Google Scholar] [CrossRef]
- Bains, P.S.; Sidhu, S.S.; Payal, H. Magnetic field assisted EDM: New horizons for improved surface properties. Silicon 2018, 10, 1275–1282. [Google Scholar] [CrossRef]
- Soni, J.; Chakraverti, G. Machining characteristics of titanium with rotary electro-discharge machining. Wear 1994, 171, 51–58. [Google Scholar] [CrossRef]
- Yilmaz, O.; Bozdana, A.T.; Okka, M.A. An intelligent and automated system for electrical discharge drilling of aerospace alloys: Inconel 718 and Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2014, 74, 1323–1336. [Google Scholar] [CrossRef]
- Lin, Y.-C.; Chuang, F.-P.; Wang, A.-C.; Chow, H.-M. Machining characteristics of hybrid EDM with ultrasonic vibration and assisted magnetic force. Int. J. Precis. Eng. Manuf. 2014, 15, 1143–1149. [Google Scholar] [CrossRef]
- Hoang, K.; Yang, S. A study on the effect of different vibration-assisted methods in micro-WEDM. J. Mater. Process. Technol. 2013, 213, 1616–1622. [Google Scholar] [CrossRef]
- Endo, T.; Tsujimoto, T.; Mitsui, K. Study of vibration-assisted micro-EDM—The effect of vibration on machining time and stability of discharge. Precis. Eng. 2008, 32, 269–277. [Google Scholar] [CrossRef]
- Shabgard, M.; Sadizadeh, B.; Kakoulvand, H. The effect of ultrasonic vibration of workpiece in electrical discharge machining of AISIH13 tool steel. World Acad. Sci. Eng. Technol. 2009, 3, 332–336. [Google Scholar]
- Nguyen, H.; Ngo, N.; Nguyen, Q. Optimizing process parameters in edm using low frequency vibration for material removal rate and surface roughness. J. King Saud Univ. Eng. Sci. 2021, 33, 284–291. [Google Scholar] [CrossRef]
- Iwai, M.; Ninomiya, S.; Suzuki, K. Improvement of EDM properties of PCD with electrode vibrated by ultrasonic transducer. Procedia CIRP 2013, 6, 146–150. [Google Scholar] [CrossRef] [Green Version]
- Huu, P.N.; Tien, L.B.; Duc, Q.T.; Van, D.P.; Xuan, C.N.; Van, T.N.; Duc, L.N.; Jamil, M.; Khan, A.M. Multi-objective optimization of process parameter in EDM using low-frequency vibration of workpiece assigned for SKD61. Sādhanā 2019, 44, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Unune, D.R.; Mali, H.S. Experimental investigation on low-frequency vibration assisted micro-WEDM of Inconel 718. Eng. Sci. Technol. Int. J. 2017, 20, 222–231. [Google Scholar] [CrossRef] [Green Version]
- Srivastava, V.; Pandey, P.M. Effect of process parameters on the performance of EDM process with ultrasonic assisted cryogenically cooled electrode. J. Manuf. Process. 2012, 14, 393–402. [Google Scholar] [CrossRef]
- Jiang, Y.; Zhao, W.; Xi, X.; Kang, X.; Gu, L. Vibration assisted EDM of small-hole using voice coil motor. Procedia CIRP 2012, 1, 645–650. [Google Scholar] [CrossRef]
- Teimouri, R.; Baseri, H. Experimental study of rotary magnetic field-assisted dry EDM with ultrasonic vibration of workpiece. Int. J. Adv. Manuf. Technol. 2013, 67, 1371–1384. [Google Scholar] [CrossRef]
- Jahan, M.; Saleh, T.; Rahman, M.; Wong, Y. Development, modeling, and experimental investigation of low frequency workpiece vibration-assisted micro-EDM of tungsten carbide. J. Manuf. Sci. Eng. 2010, 132, 054503. [Google Scholar] [CrossRef]
- Unune, D.R.; Nirala, C.K.; Mali, H.S. Accuracy and quality of micro-holes in vibration assisted micro-electro-discharge drilling of Inconel 718. Measurement 2019, 135, 424–437. [Google Scholar] [CrossRef]
- Unune, D.R.; Mali, H.S. Experimental investigation on low-frequency vibration-assisted µ-ED milling of Inconel 718. Mater. Manuf. Process. 2018, 33, 964–976. [Google Scholar] [CrossRef]
- Zhao, F.; Ogaldez, J.; Sutherland, J.W. Quantifying the water inventory of machining processes. CIRP Ann. 2012, 61, 67–70. [Google Scholar] [CrossRef]
- Ahmed, A.; Tanjilul, M.; Rahman, M.; Kumar, A.S. Ultrafast drilling of Inconel 718 using hybrid EDM with different electrode materials. Int. J. Adv. Manuf. Technol. 2020, 106, 2281–2294. [Google Scholar] [CrossRef]
- Khan, A.A. Electrode wear and material removal rate during EDM of aluminum and mild steel using copper and brass electrodes. Int. J. Adv. Manuf. Technol. 2008, 39, 482–487. [Google Scholar] [CrossRef]
- Yadav, U.S.; Yadava, V. Experimental investigation on electrical discharge diamond drilling of nickel-based superalloy aerospace material. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 1160–1168. [Google Scholar] [CrossRef]
- Yadav, U.S.; Yadava, V. Experimental modelling and optimisation of process parameters of hole drilling by electrical discharge machining of aerospace titanium alloy. Int. J. Manuf. Technol. Manag. 2015, 29, 211–234. [Google Scholar] [CrossRef]
- Mohan, B.; Rajadurai, A.; Satyanarayana, K. Electric discharge machining of Al–SiC metal matrix composites using rotary tube electrode. J. Mater. Process. Technol. 2004, 153, 978–985. [Google Scholar] [CrossRef]
- Chen, Y.; Mahdavian, S. Parametric study into erosion wear in a computer numerical controlled electro-discharge machining process. Wear 1999, 236, 350–354. [Google Scholar] [CrossRef]
- Hanif, M.; Wasim, A.; Shah, A.H.; Noor, S.; Sajid, M.; Mujtaba, N. Optimization of process parameters using graphene-based dielectric in electric discharge machining of AISI D2 steel. Int. J. Adv. Manuf. Technol. 2019, 103, 3735–3749. [Google Scholar] [CrossRef]
- Prihandana, G.S.; Mahardika, M.; Hamdi, M.; Mitsui, K. Effect of low-frequency vibration on workpiece in EDM processes. J. Mech. Sci. Technol. 2011, 25, 1231. [Google Scholar] [CrossRef] [Green Version]
- Dwivedi, A.P.; Choudhury, S.K. Effect of tool rotation on MRR, TWR, and surface integrity of AISI-D3 steel using the rotary EDM process. Mater. Manuf. Process. 2016, 31, 1844–1852. [Google Scholar] [CrossRef]
- Baseri, H.; Sadeghian, S. Effects of nanopowder TiO2-mixed dielectric and rotary tool on EDM. Int. J. Adv. Manuf. Technol. 2016, 83, 519–528. [Google Scholar] [CrossRef]
- Routara, B.; Das, D.; Satpathy, M.; Nanda, B.; Sahoo, A.; Singh, S.S. Investigation on machining characteristics of T6-Al7075 during EDM with Cu tool in steady and rotary mode. Mater. Today Proc. 2020, 26, 2143–2150. [Google Scholar] [CrossRef]

| Author(s) | Process | Work Piece and (Electrode) Material | Vibration Frequency and Amplitude | Process Parameters | Remarks |
|---|---|---|---|---|---|
| Endo et al. [16] | Micro-EDM with a vibratory tool | Brass and (Ag-W) | 100–1000 Hz, 0.3–6 µm | Not reported | Machining time reduces when the tool is given vibrations |
| Shabgard et al. [17] | Die-sink EDM with an ultrasonic vibration of the work piece | AISI H13 tool steel and (graphite) | 20 kHz, 15 µm | Work piece vibration, peak current, pulse-on-time | Work piece vibrations reduce inactive pulses and increase the material removal rate |
| Nguyen et al. [18] | Die-sink EDM with a vibration of the work piece | SKD61 and (copper) | 128–512 Hz, 0.75 µm | Pulse current, pulse-on-time, pulse-off-time, vibration frequency | Low frequency improves the material removal rate due to controlled spark energy |
| Iwai et al. [19] | Die-sink EDM with an ultrasonic vibration of the tool | Polycrystalline composite diamond and (copper) | 24–45 kHz | Not reported | Large vibration amplitude improves the efficiency with less electrode wear |
| Huu et al. [20] | Die-sink EDM with a vibration of the work piece | SKD61 and (copper) | 128–512 Hz, 0.75 µm | Peak current, pulse-on-time, pulse-off-time, vibration frequency | Low frequency vibrations improve flushing and increase the material removal rate, tool wear rate and surface roughness but the increment in the latter responses is quite small |
| Unune et al. [21] | Microwire EDM with a vibratory work piece | Inconel 718 and (brass wire) | 0–80 Hz | Voltage, capacitance, vibration frequency | Capacitance has a direct impact on the MRR and kerf width; low frequency vibrations contribute 10.88% to the MRR |
| Srivastava and Pandey [22] | Die-sink EDM with an ultrasonic vibratory tool | M2-grade high-speed steel and (copper) | 20 kHz, 9.45 µm | Discharge current, pulse-on-time, duty cycle, gap voltage | Electrode wear ratio and roughness decrease in a vibration-assisted cryogenically cooled EDM process |
| Jiang et al. [23] | Micro-EDM with a vibratory work piece | Stainless steel and (tungsten) | 100–1000 Hz, 39.5 µm | Not reported | Development of a voice coil motor for producing vibrations |
| Teimouri and Baseri [24] | Die-sink EDM with a magnetic-assisted and vibratory work piece | SPK cold work steel and (brass and copper) | 28 kHz, 0–12 µm | Pulse current, pulse-on-time, pulse-off-time, power of ultrasonic table | Ultrasonic vibration and magnetic assistance is effective for debris removal and increases the process stability as well as the normal discharge count |
| Jahan et al. [25] | Micro-EDM with a vibratory work piece | Tungsten carbide and (tungsten) | 0–750 Hz, 0–2.5 µm | Vibration frequency, vibration amplitude | Developed a vibration unit; vibrations produce a periodic pumping action that enhances flushing and improves the material removal |
| Unune et al. [26] | Micro-EDM with a work piece vibration | Inconel 718 and (tungsten) | 0–180 Hz | Voltage, capacitance, tool rotational speed, vibration frequency | Low frequency vibration improves accuracy; the MRR in the micro-EDM is due to an improved flushing, debris evacuation, and stable machining condition |
| Unune et al. [27] | Micro-electrical discharge milling with a work piece vibration | Inconel 718 and (tungsten) | 0–260 Hz | Voltage, capacitance, tool rotational speed, vibration frequency | Low machine time and frontal tool wear in micro-EDM milling due to low frequency work piece vibrations |
| Element | C | S | P | Si | Mn | Cr | Mo | V | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Composition (%) | 1.55 | 0.004 | 0.02 | 0.29 | 0.35 | 11.75 | 0.74 | 0.75 | Balance |
| Element | C | Zn | Sn | Pb |
|---|---|---|---|---|
| Composition (%) | 53.53 | 41.24 | 2.65 | 2.25 |
| Machining Parameters | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Ton (μs) | 50 | 100 | 150 | 200 |
| Ip (A) | 5 | 10 | 15 | 20 |
| VF (Hz) | 0 | 25 | 50 | 75 |
| TRS (rpm) | 0 | 150 | 300 | 450 |
| Source | DF | Adj SS | Adj MS | f-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 4 | 3.8291 | 0.95728 | 29.45 | <0.0001 | Significant |
| Ton | 1 | 0.2226 | 0.22260 | 6.85 | 0.024 | Significant |
| Ip | 1 | 3.2724 | 3.27241 | 100.67 | 0.000 | Significant |
| VF | 1 | 0.2290 | 0.22898 | 7.04 | 0.022 | Significant |
| TRS | 1 | 0.1051 | 0.10513 | 3.23 | 0.100 | - |
| Error | 11 | 0.3576 | 0.03251 | |||
| Total | 15 | 4.1867 |
| Source | DF | Adj SS | Adj MS | f-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 4 | 6.81453 | 1.70363 | 23.23 | <0.0001 | Significant |
| Ton | 1 | 1.33645 | 1.33645 | 18.22 | 0.001 | Significant |
| Ip | 1 | 5.02002 | 5.02002 | 68.44 | 0.000 | Significant |
| VF | 1 | 0.07442 | 0.07442 | 1.01 | 0.335 | - |
| TRS | 1 | 0.38365 | 0.38365 | 5.23 | 0.043 | Significant |
| Error | 11 | 0.80684 | 0.07335 | |||
| Total | 15 | 7.62138 |
| Source | DF | Adj SS | Adj MS | f-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 4 | 6.38788 | 1.59697 | 25.43 | <0.0001 | Significant |
| Ton | 1 | 2.15168 | 2.15168 | 34.27 | 0.000 | Significant |
| Ip | 1 | 4.21362 | 4.21362 | 67.10 | 0.000 | Significant |
| VF | 1 | 0.01058 | 0.01058 | 0.17 | 0.689 | - |
| TRS | 1 | 0.01200 | 0.01200 | 0.19 | 0.670 | - |
| Error | 11 | 0.69072 | 0.06279 | |||
| Total | 15 | 7.07860 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mertiya, A.S.; Upadhyay, A.; Nirwan, K.; Harane, P.P.; Abdul-Rani, A.M.; Pruncu, C.I.; Unune, D.R. Development and Investigation of an Inexpensive Low Frequency Vibration Platform for Enhancing the Performance of Electrical Discharge Machining Process. Materials 2021, 14, 6192. https://doi.org/10.3390/ma14206192
Mertiya AS, Upadhyay A, Nirwan K, Harane PP, Abdul-Rani AM, Pruncu CI, Unune DR. Development and Investigation of an Inexpensive Low Frequency Vibration Platform for Enhancing the Performance of Electrical Discharge Machining Process. Materials. 2021; 14(20):6192. https://doi.org/10.3390/ma14206192
Chicago/Turabian StyleMertiya, Abhimanyu Singh, Aman Upadhyay, Kaustubh Nirwan, Pravin Pandit Harane, Ahmad Majdi Abdul-Rani, Catalin Iulian Pruncu, and Deepak Rajendra Unune. 2021. "Development and Investigation of an Inexpensive Low Frequency Vibration Platform for Enhancing the Performance of Electrical Discharge Machining Process" Materials 14, no. 20: 6192. https://doi.org/10.3390/ma14206192
APA StyleMertiya, A. S., Upadhyay, A., Nirwan, K., Harane, P. P., Abdul-Rani, A. M., Pruncu, C. I., & Unune, D. R. (2021). Development and Investigation of an Inexpensive Low Frequency Vibration Platform for Enhancing the Performance of Electrical Discharge Machining Process. Materials, 14(20), 6192. https://doi.org/10.3390/ma14206192