
Effect of Amorphous Metallic Fibers on Strength and Drying Shrinkage of Mortars with Steel Slag Aggregate



Abstract
1. Introduction
2. Materials and Methods
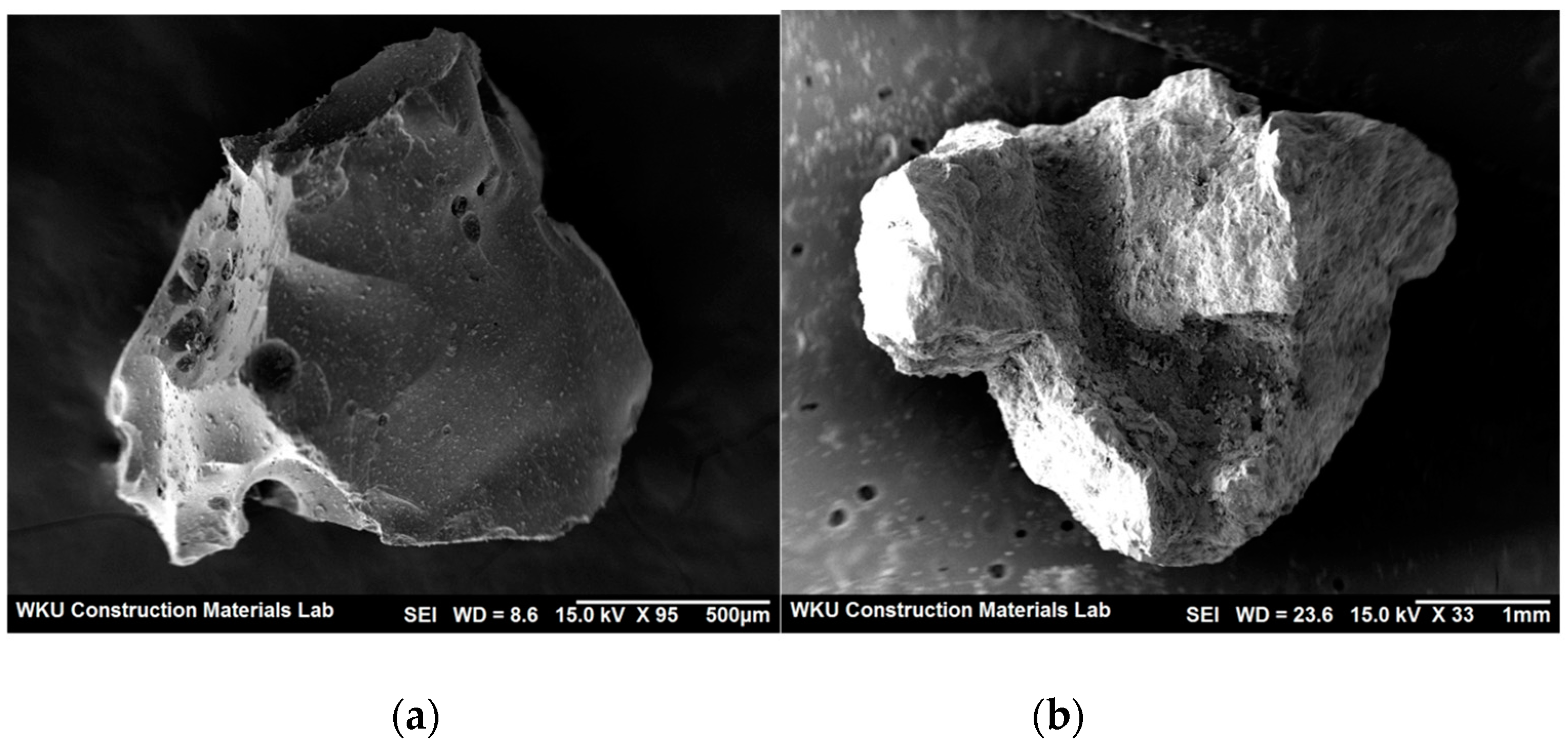
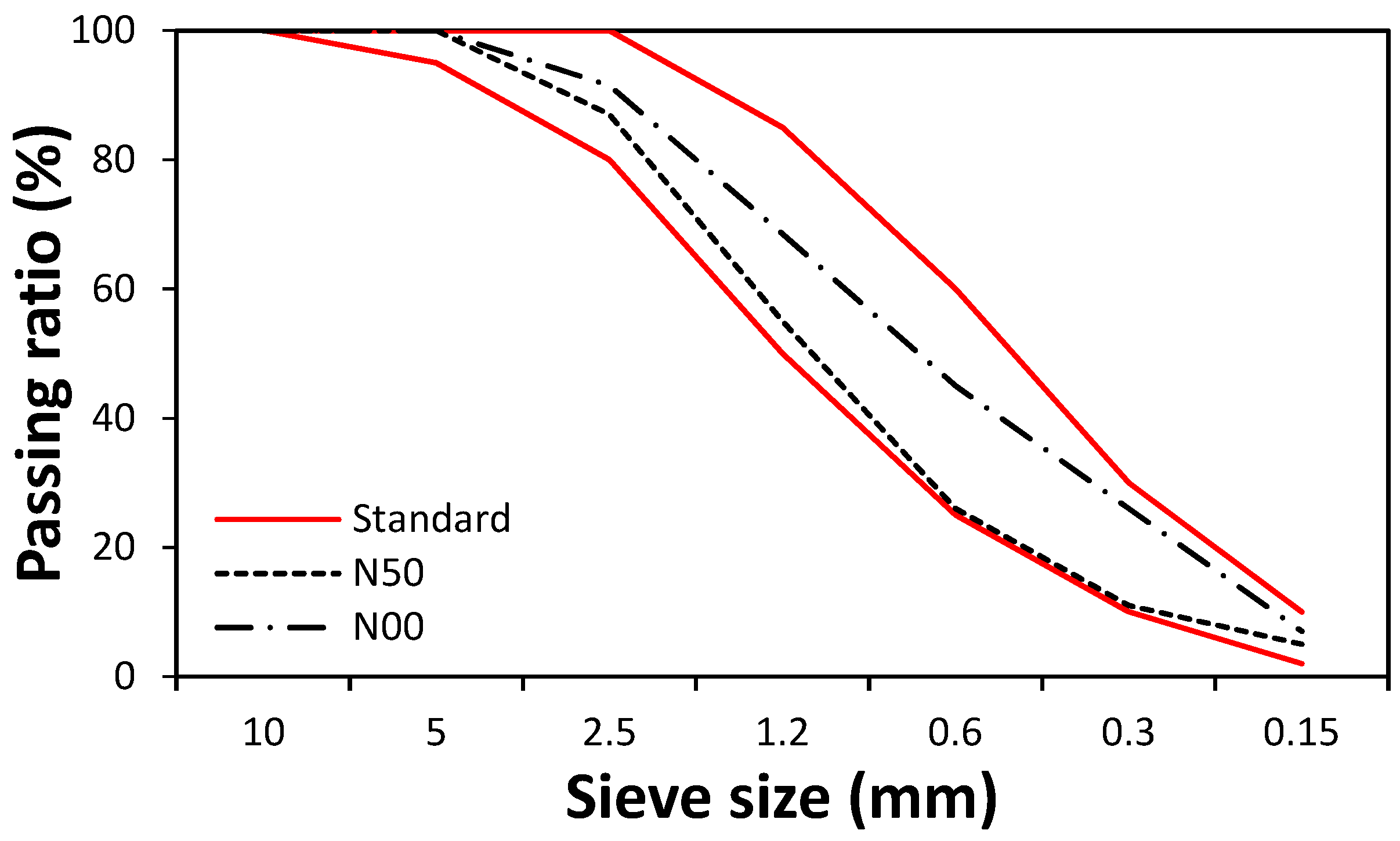
2.1. Materials
2.2. Mix Proportions and Specimen Preparation
3. Results and Discussion
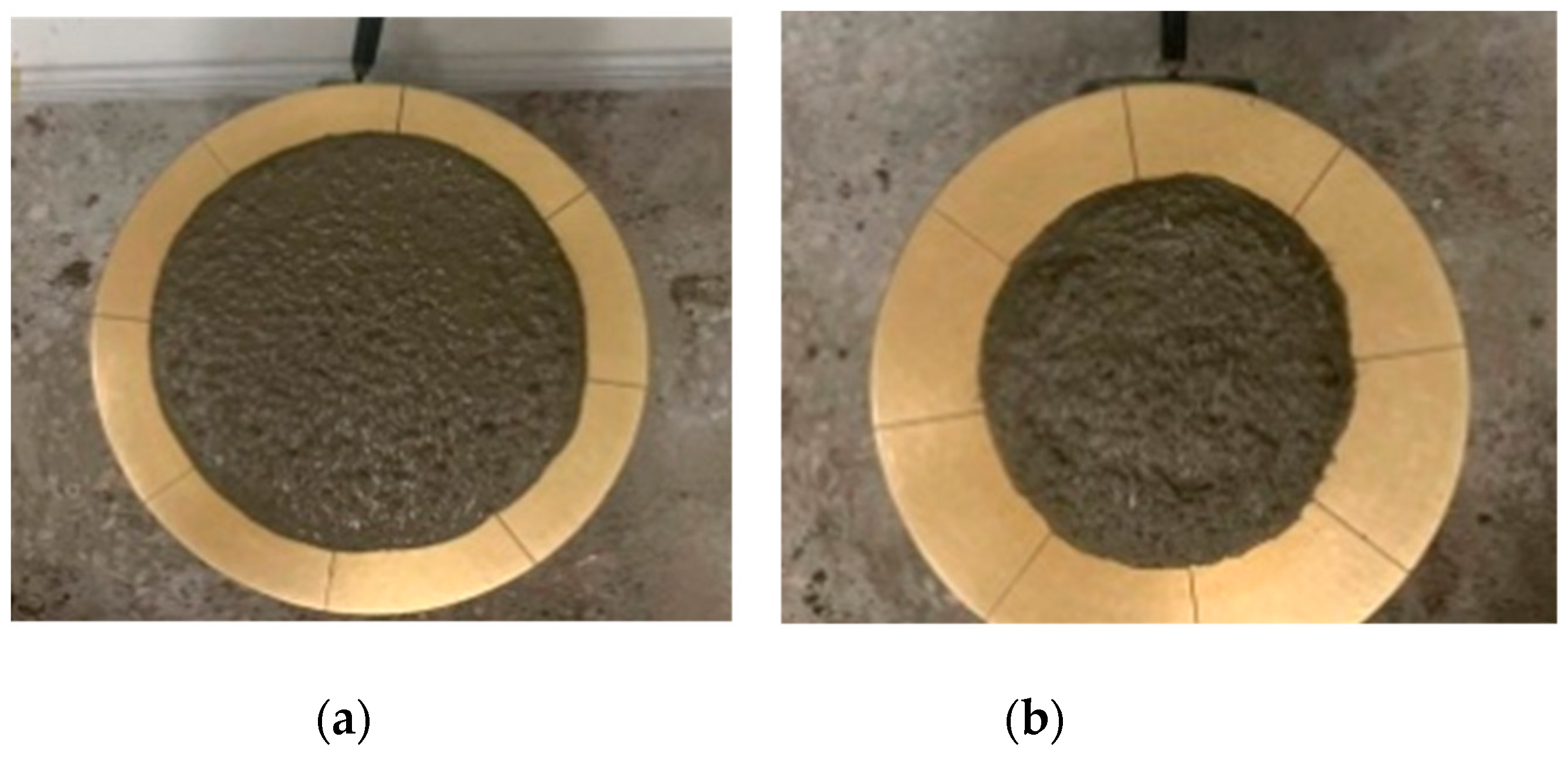
3.1. Mortar Flow
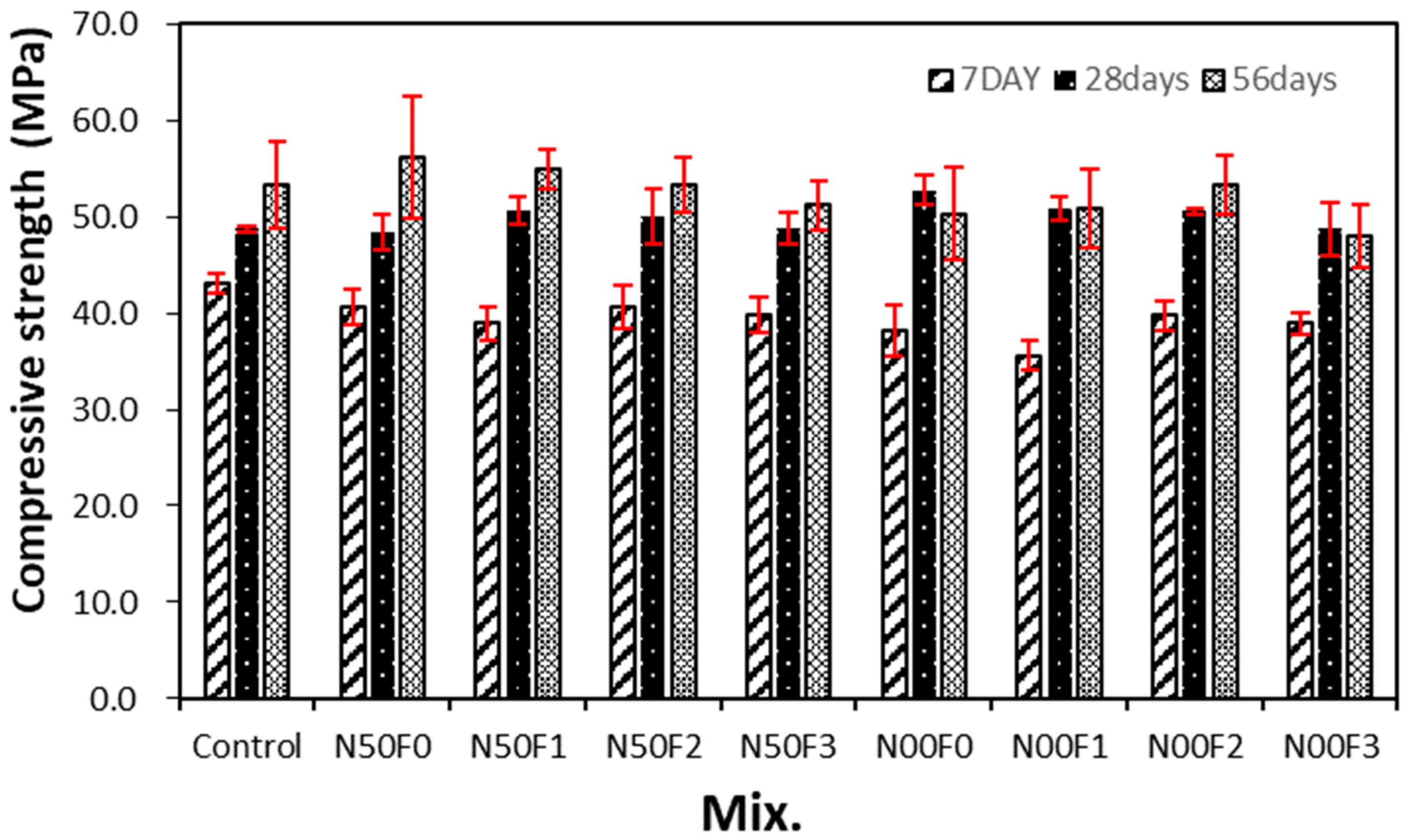
3.2. Compressive Strength
3.3. Tensile Strength
3.4. Flexural Strength
3.5. Drying Shrinkage
3.6. Accelerated Carbonation Depth
4. Conclusions
- After 28 days of aging, the compressive strength of the sample using the steel slag aggregate and AMFs was 48.7–50.8 MPa, which was equivalent to or higher than that of the control sample (48.7 MPa). In addition, the compressive strengths of the samples with 10 and 20 kg/m3 AMF were approximately 3.6–4.3% higher than those of the samples with 30 kg/m3 AMF.
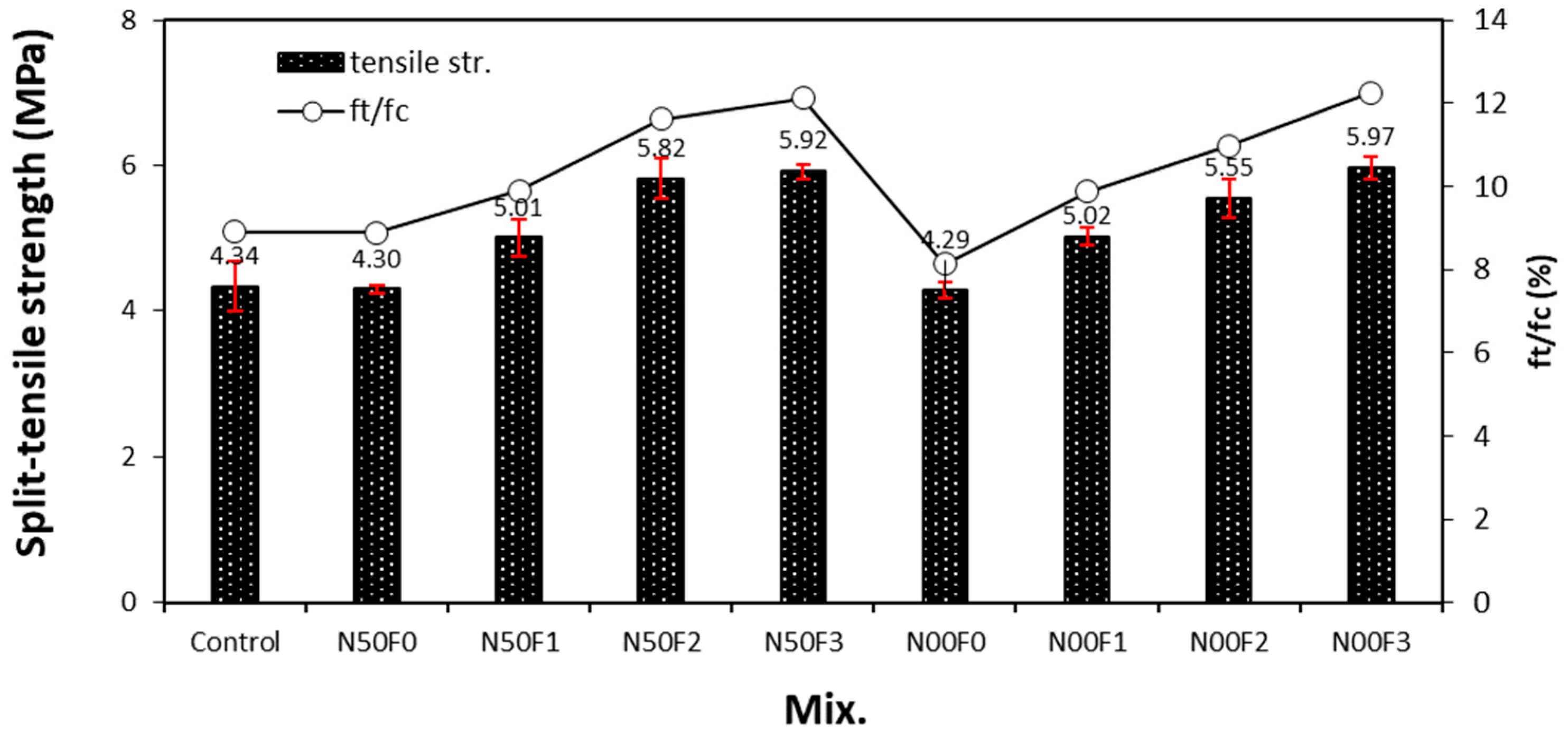
- As the amount of AMFs increased, the tensile strength of all the samples increased. AMFs had a notable effect on improving the tensile strength of mortar using the steel slag aggregate regardless of the use of natural aggregate.
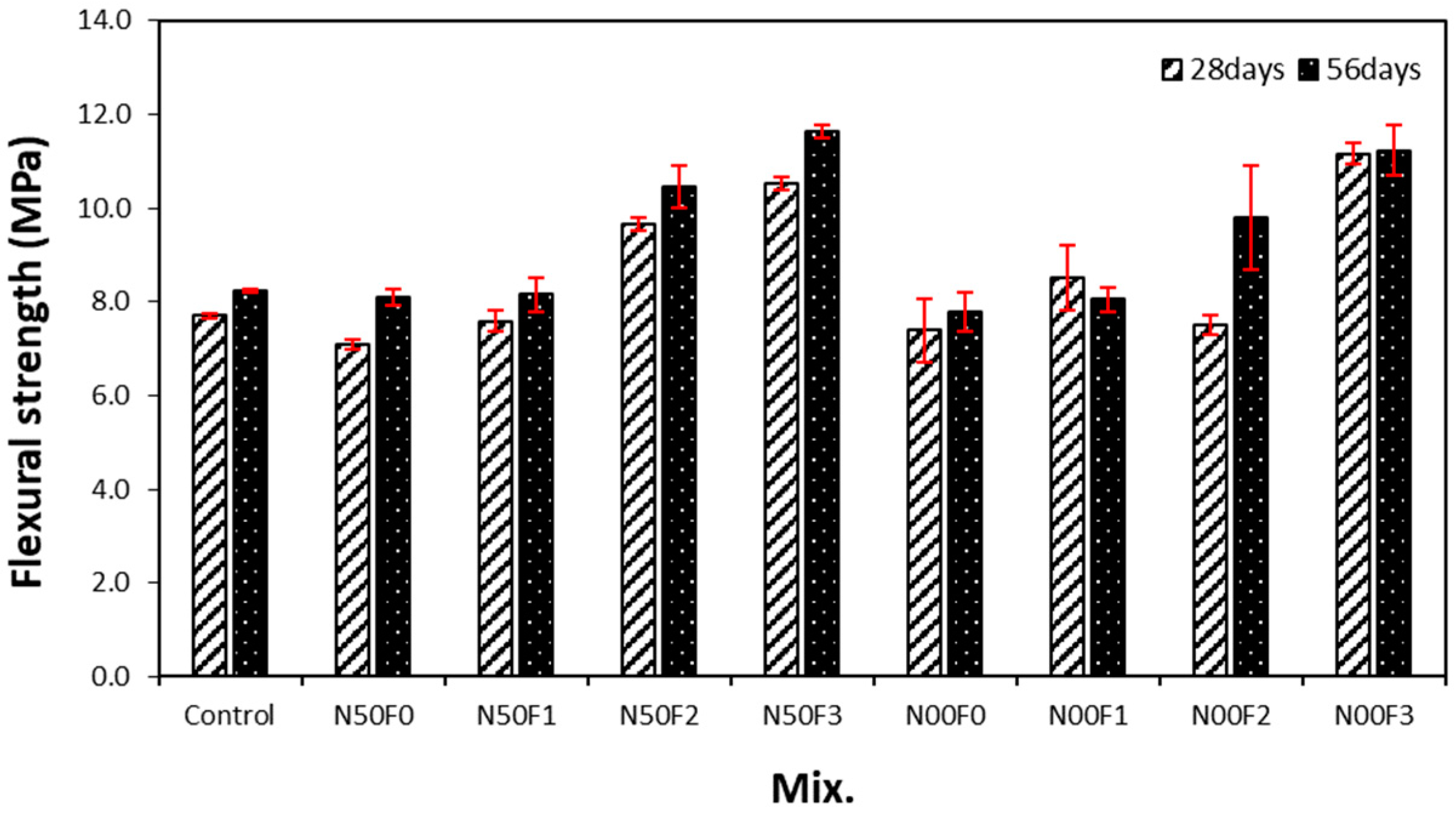
- The increase in the flexural strength was larger in the sample using 20 kg/m3 or more of AMFs than that in the sample using 10 kg/m3 AMF.
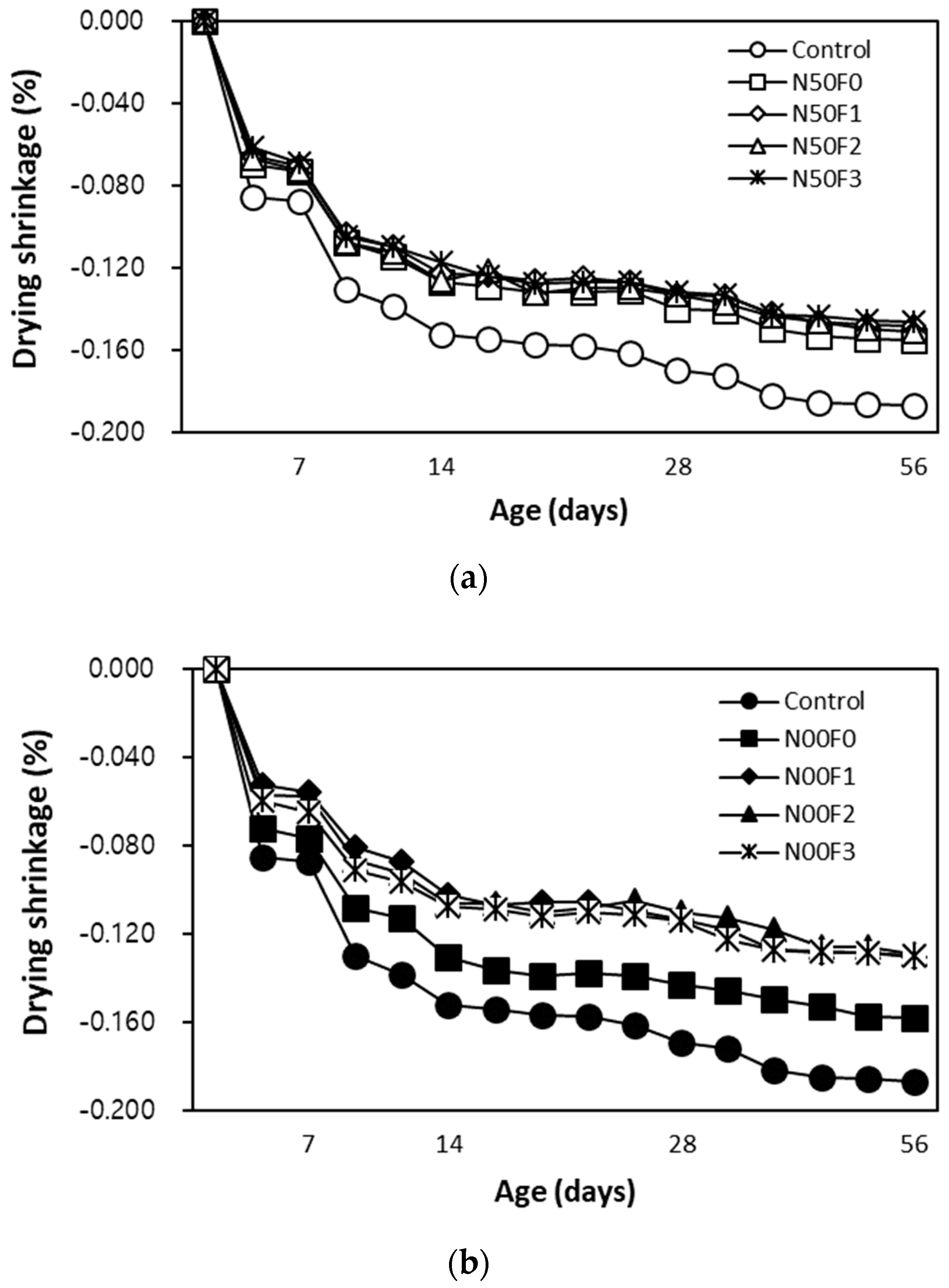
- After 56 days of aging, the drying shrinkage of the control sample was the highest at approximately 0.186%. For the N00 samples using 100% steel slag aggregate, the drying shrinkage of the N00F0 sample without AMFs was approximately 0.158%. Furthermore, the drying shrinkage of the sample using AMFs and 100% steel slag aggregate was approximately 0.130%, nearly 43% lower than that of the control sample.
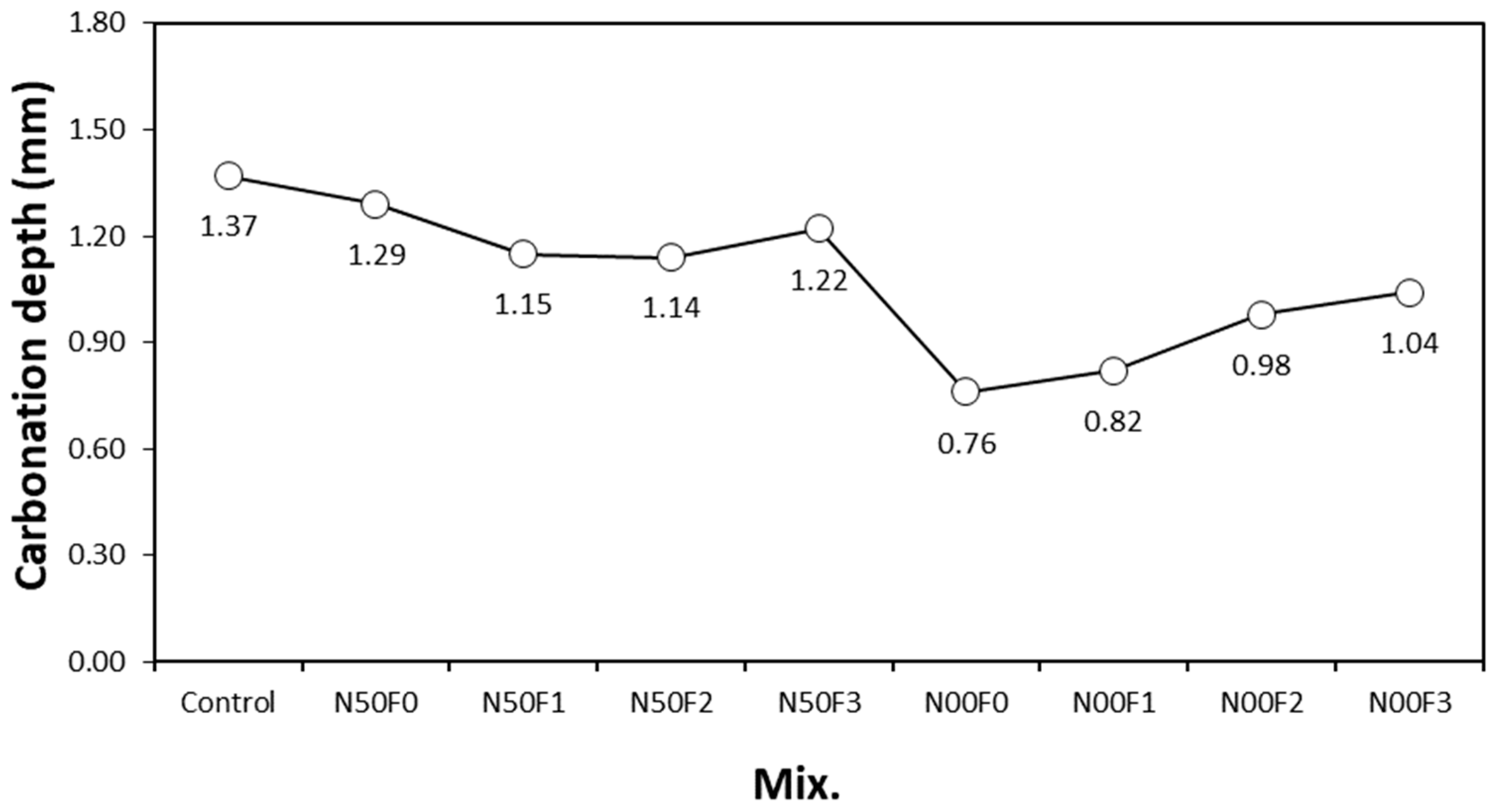
- The 28-day accelerated carbonation depth of the control sample was the largest at approximately 1.37 mm, whereas those of all samples using the steel slag aggregate and AMFs were approximately 11–40% lower.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maslehuddin, M.; Sharif, A.M.; Shameem, M.; Ibrahim, M.; Barry, M.S. Comparison of properties of steel slag and crushed limestone aggregate concretes. Constr. Build. Mater. 2003, 17, 105–112. [Google Scholar] [CrossRef]
- Mehra, P.; Gupta, R.C.; Thomas, B.S. Properties of concrete containing jarosite as a partial substitute for fine aggregate. J. Clean. Prod. 2016, 120, 241–248. [Google Scholar] [CrossRef]
- Lai, M.H.; Zou, J.; Yao, B.; Ho, J.C.M.; Zhuang, X.; Wang, Q. Improving mechanical behavior and microstructure of concrete by using BOF steel slag aggregate. Constr. Build. Mater. 2021, 277, 122269. [Google Scholar] [CrossRef]
- Pasupathy, K.; Ramakrishnan, S.; Sanjayan, J. Influence of recycled concrete aggregate on the foam stability of aerated geopolymer concrete. Constr. Build. Mater. 2021, 271, 121850. [Google Scholar] [CrossRef]
- Diotti, A.; Cominoli, L.; Galvin, A.P.; Sorlini, S.; Plizzari, G. Sustainable recycling of electric arc furnace steel slag as aggregate in concrete: Effects on the environmental and technical performance. Sustainability 2021, 13, 521. [Google Scholar] [CrossRef]
- Pasupathy, K.; Ramakrishnan, S.; Sanjayan, J. Enhancing the mechanical and thermal properties of aerated geopolymer concrete using porous lightweight aggregates. Constr. Build. Mater. 2020, 264, 120713. [Google Scholar] [CrossRef]
- Baalamurugan, J.; Kumar, V.G.; Chandrasekaran, S.; Balasundar, S.; Venkatraman, B.; Padmapriya, R.; Raja, V.K.B. Recycling of steel slag aggregate for the development of high density concrete: Alternative & environment-friendly radiation shielding composite. Compos. Part B Eng. 2021, 216, 108885. [Google Scholar]
- Wang, G. Determination of the expansion force of coarse steel slag aggregate. Constr. Build. Mater. 2021, 24, 1961–1966. [Google Scholar] [CrossRef]
- Qasrawi, H. The use of steel slag aggregate to enhance the mechanical properties of recycled aggregate concrete and retain the environment. Constr. Build. Mater. 2014, 54, 298–304. [Google Scholar] [CrossRef]
- Khanzadi, M.; Behnood, A. Mechanical properties of high-strength concrete incorporating copper slag as coarse aggregate. Constr. Build. Mater. 2009, 23, 2183–2188. [Google Scholar] [CrossRef]
- Ghahari, S.; Assi, L.N.; Alsalman, A.; Alyamag, K.E. Fracture properties evaluation of cellulose nanocrystals cement paste. Materials 2020, 13, 2507. [Google Scholar] [CrossRef] [PubMed]
- Yoo, S.W.; Yang, I.H. Structural capacity of water channel fabricated of blast furnace slag concrete. J. Korean Recycl. Const. Resour. Inst. 2016, 4, 446–453. [Google Scholar]
- Hiraskar, K.H.; Patil, C. Use of blast furnace slag aggregate in concrete. In Proceedings of the International Conference on Innovations in Civil Engineering, Ernakulam, India, 9–10 May 2013. [Google Scholar]
- Yüksel, I.; Özkan, O.; Bilir, T. Use of granulated blast-furnace slag in concrete as fine aggregate. ACI Mater. J. 2006, 103, 203–208. [Google Scholar]
- Jo, S.A.; Yoo, J.H.; Park, S.S. Evaluation of strength and durability of mortar using ferronickel slag powder and admixtures. J. Korean Recycl. Const. Resour. Inst. 2019, 7, 262–270. [Google Scholar]
- Choi, Y.W.; Park, M.S.; Lee, K.M.; Bae, S.H.; Kim, J.S. Evaluation of optimum mixing rate and durability of concrete using water granulated slag fine aggregate. J. Korean Recycl. Const. Resour. Inst. 2011, 6, 120–127. [Google Scholar]
- Saha, A.K.; Sarker, P.K. Sustainable use of ferronickel slag fine aggregate and fly ash in structural concrete: Mechanical properties and leaching study. J. Clean. Prod. 2017, 162, 438–448. [Google Scholar] [CrossRef]
- Cho, W.J.; Kim, H.S.; Ann, K.Y. A study on the hydration characteristics and fundamental properties of ternary blended cement using ferronickel slag. J. Korean Recycl. Const. Resour. Inst. 2020, 8, 39–48. [Google Scholar]
- Saha, A.K.; Sarker, P.K. Compressive strength of mortar containing ferronickel slag as replacement of natural sand. Procedia Eng. 2017, 171, 689–694. [Google Scholar] [CrossRef]
- Lee, H.G.; Bae, S.H.; Lee, H.J.; Choi, Y.W.; Cho, B.S. Mechanical properties and resistance to freezing and thawing of concrete using air-cooled ferronickel slag fine aggregate. J. Korean Recycl. Const. Resour. Inst. 2018, 6, 319–323. [Google Scholar]
- Lee, J.; Yang, S.; Na, O. Experimental study on the mechanical properties of amorphous metallic fiber-reinforced concrete. J. Korean Soc. Hazard Mitig. 2018, 18, 1–6. [Google Scholar] [CrossRef]
- Lee, B.C.; Choi, S.J. The fluidity and hardened properties of fiber reinforced mortar by amorphous metallic fiber ratios. J. Archit. Inst. Korea Struct. Constr. 2014, 30, 51–58. [Google Scholar] [CrossRef]
- Yang, J.; Kim, J.; Yoo, D. Effects of amorphous metallic fibers on the properties of asphalt concrete. Constr. Build. Mater. 2016, 128, 176–184. [Google Scholar] [CrossRef]
- Ku, D.; Kim, S.; Kim, H.; Choi, K. Flexural performance characteristics of amorphous steel fiber-reinforced concrete. J. Korea Concr. Inst. 2014, 26, 483–489. [Google Scholar] [CrossRef][Green Version]
- Choi, S.J.; Hong, B.T.; Lee, S.J.; Won, J. Shrinkage and corrosion resistance of amorphous metallic-fiber-reinforced cement composites. Compos. Struct. 2014, 107, 537–543. [Google Scholar] [CrossRef]
- Testing Method for Compressive Strength of Hydraulic Cement Mortars; KS L 5105; Korea Industrial Standards; Korean Standards & Certification Information Center: Seoul, Korea, 2007; 5p.
- 27. Standards Test Method for Tensile Splitting Strength of Concrete; KS F 2423; Korea Industrial Standards; Korean Standards & Certification Information Center: Seoul, Korea, 2016; 12p.
- Standard Test Method for Flexural Strength of Concrete; KS F 2408; Korea Industrial Standards; Korean Standards & Certification Information Center: Seoul, Korea, 2016; 10p.
- Standard Test Method for Length Change of Mortar and Concrete; KS F 2424; Korea Industrial Standards; Korean Standards & Certification Information Center: Seoul, Korea, 2015.
- Standard Test Method for Accelerated Carbonation of Concrete; KS F 2584; Korea Industrial Standards; Korean Standards & Certification Information Center: Seoul, Korea, 2015.
- Yang, J.M.; Kim, J.K.; Yoo, D.Y. Performance of shotcrete containing amorphous fibers for tunnel applications. Tunn. Undergr. Space Technol. 2017, 64, 85–94. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Fineness Modulus (FM) | Density (g/cm3) | Water Absorption Ratio (%) |
|---|---|---|---|
| Natural sand (NS) | 2.89 | 2.60 | 1.0 |
| Blast furnace slag fine aggregate (BS) | 2.37 | 2.81 | 2.1 |
| Ferronickel slag fine aggregate (FS) | 3.51 | 3.05 | 0.6 |
| Mix | NS (%) | AMF (kg/m3) | W/C (%) | Water (kg/m3) | Cement (kg/m3) | NS (kg/m3) | BS (kg/m3) | FS (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| Control | 100 | 0 | 50 | 170 | 340 | 784 | 0 | 0 |
| N50F0 | 50 | 0 | 50 | 170 | 340 | 392 | 212 | 230 |
| N50F1 | 50 | 10 | 50 | 170 | 340 | 392 | 212 | 230 |
| N50F2 | 50 | 20 | 50 | 170 | 340 | 392 | 212 | 230 |
| N50F3 | 50 | 30 | 50 | 170 | 340 | 392 | 212 | 230 |
| N00F0 | 0 | 0 | 50 | 170 | 340 | 0 | 424 | 460 |
| N00F1 | 0 | 10 | 50 | 170 | 340 | 0 | 424 | 460 |
| N00F2 | 0 | 20 | 50 | 170 | 340 | 0 | 424 | 460 |
| N00F3 | 0 | 30 | 50 | 170 | 340 | 0 | 424 | 460 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Bae, S.-H.; Choi, S.-J. Effect of Amorphous Metallic Fibers on Strength and Drying Shrinkage of Mortars with Steel Slag Aggregate. Materials 2021, 14, 5403. https://doi.org/10.3390/ma14185403
Kim J-H, Bae S-H, Choi S-J. Effect of Amorphous Metallic Fibers on Strength and Drying Shrinkage of Mortars with Steel Slag Aggregate. Materials. 2021; 14(18):5403. https://doi.org/10.3390/ma14185403
Chicago/Turabian StyleKim, Ji-Hwan, Sung-Ho Bae, and Se-Jin Choi. 2021. "Effect of Amorphous Metallic Fibers on Strength and Drying Shrinkage of Mortars with Steel Slag Aggregate" Materials 14, no. 18: 5403. https://doi.org/10.3390/ma14185403
APA StyleKim, J.-H., Bae, S.-H., & Choi, S.-J. (2021). Effect of Amorphous Metallic Fibers on Strength and Drying Shrinkage of Mortars with Steel Slag Aggregate. Materials, 14(18), 5403. https://doi.org/10.3390/ma14185403