
Influence of Biodegradable Release Oils on the Physical and Mechanical Properties of Light-Colored Architectural Concrete



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
- –
- Portland cement CEM I 52.5R, with the following specifications: a specific surface area of 4080 cm2/g, beginning of binding 140 min, end 170 min; compressive strength after two days 36.0 MPa and after 28 days 56.6 MPa. Loss on ignition 2.1%, whiteness 75%, insoluble residue 0.43%, Cl content 0.06%, SO3 content 3.82%, volume change 0.8 mm [15]. Tests of Portland cement CEM I 52.5 R were conducted following EN 197-1 standard [16]. Portland cement CEM I 52.5 R is from a cement plant in Chełm, Poland (CEMEX Polska sp. z o. o.);
- –
- Quartz sand (0–2 mm). The utilized sand is characterized by the following chemical composition: SiO2, Al2O3, Fe2O3, and CaO (95.3%, 1.9%, 0.7%, and 0.35%, respectively). The chemical composition of the quartz sand and the coarse aggregate was obtained using a scanning electron microscope (SEM)—Quanta FEG 250. Quartz sand is characterized by specific gravity equal to 2650 kg/m3, water absorption amounting to 1.2%, and moisture reaching 0.16% [15];
- –
- Coarse aggregate—natural gravel quartz (2–8 mm) from light sandstone and minerals in gravel grains came from plutonic rocks, i.e., orthoclase and albite, minerals in grains came from sedimentary rocks—calcite, illite dolomite. The bulk density of sand and gravel used was the same, i.e., 2.65 kg/dm3;
- –
- Superplasticizer was used in order to reduce the amount of water used in the production process. It is a highly liquefying agent based on polycarboxylates with a density of 1.06 ± 0.02 g∙cm−3 and pH 1–5. By using a polycarboxylic ether-based superplasticizer, a comparable consistency was obtained for all concrete samples.
- –
- O65G35—65% bioecobase and 35% bioecobase-o;
- –
- O65G33W2—65% bioecobase, 33% bioecobase-o, and 2% water;
- –
- O65G31W4—65% bioecobase, 31% bioecobase-o, and 4% water;
- –
- O65G29W6—65% bioecobase, 29% bioecobase-o, and 6% water;
- –
- O70W30—70% bioecobase and 30% water;
- –
- O80W20—80% bioecobase and 20% water;
- –
- O90W10—90% bioecobase and 10% water.
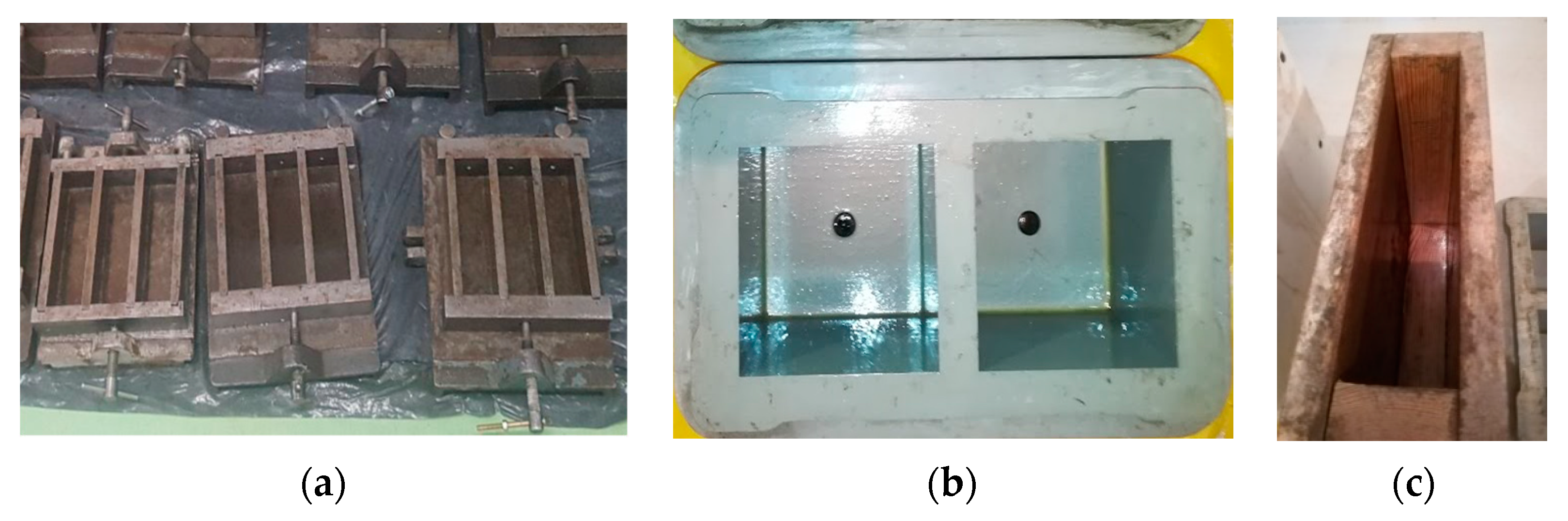
2.2. Methods
- –
- steel rectangular with dimensions 40 mm × 40 mm × 160 mm;
- –
- plastic cubes with dimensions of 100 mm × 100 mm × 100 mm;
- –
- wooden furniture board 50 mm × 300 mm × 300 mm.
3. Results
3.1. The Basic Characteristics of the Concrete
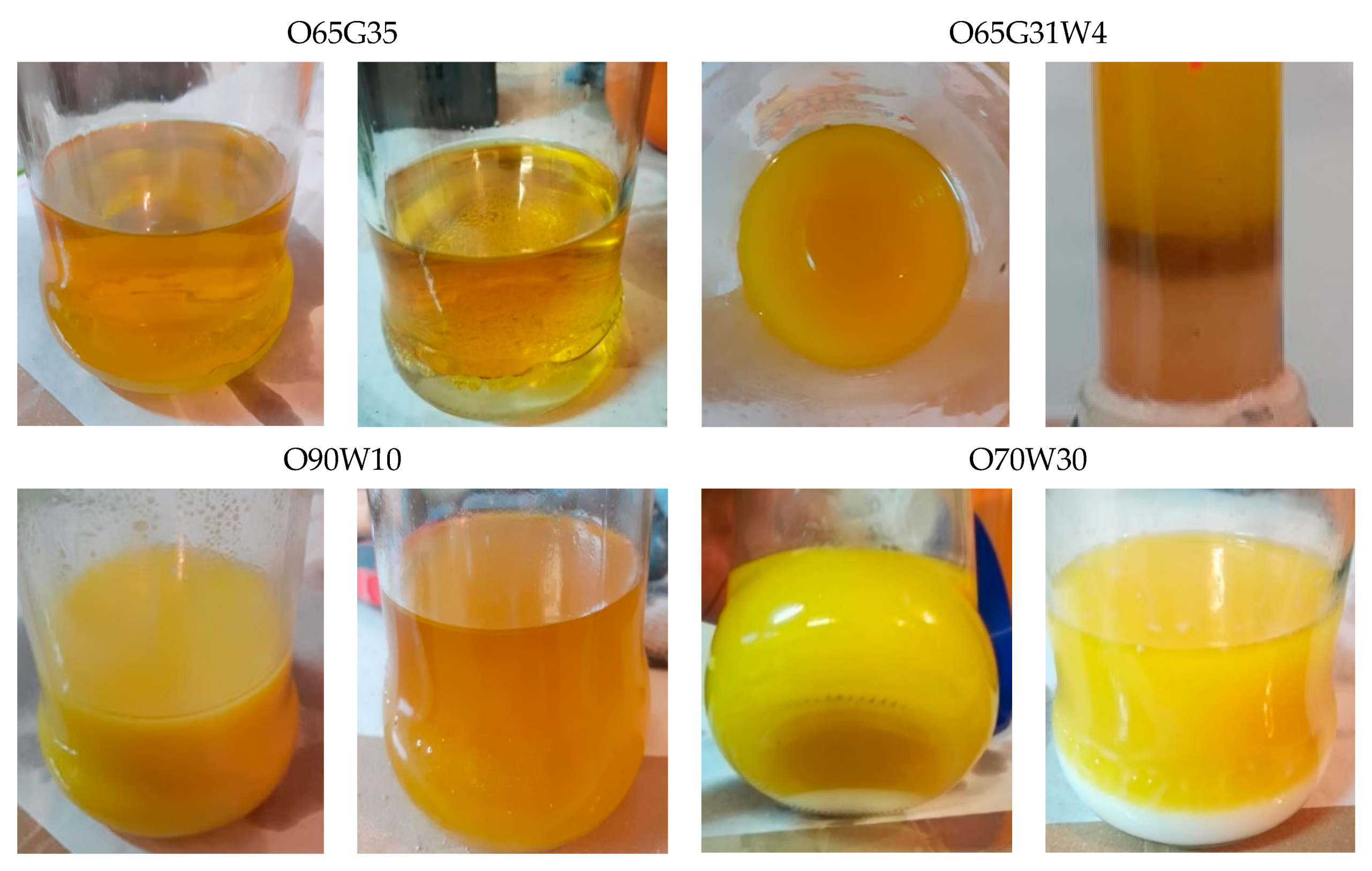
3.2. Release Agent Viscosity and Release Agent Density
3.3. Storage Temperature
3.4. Biodegradability
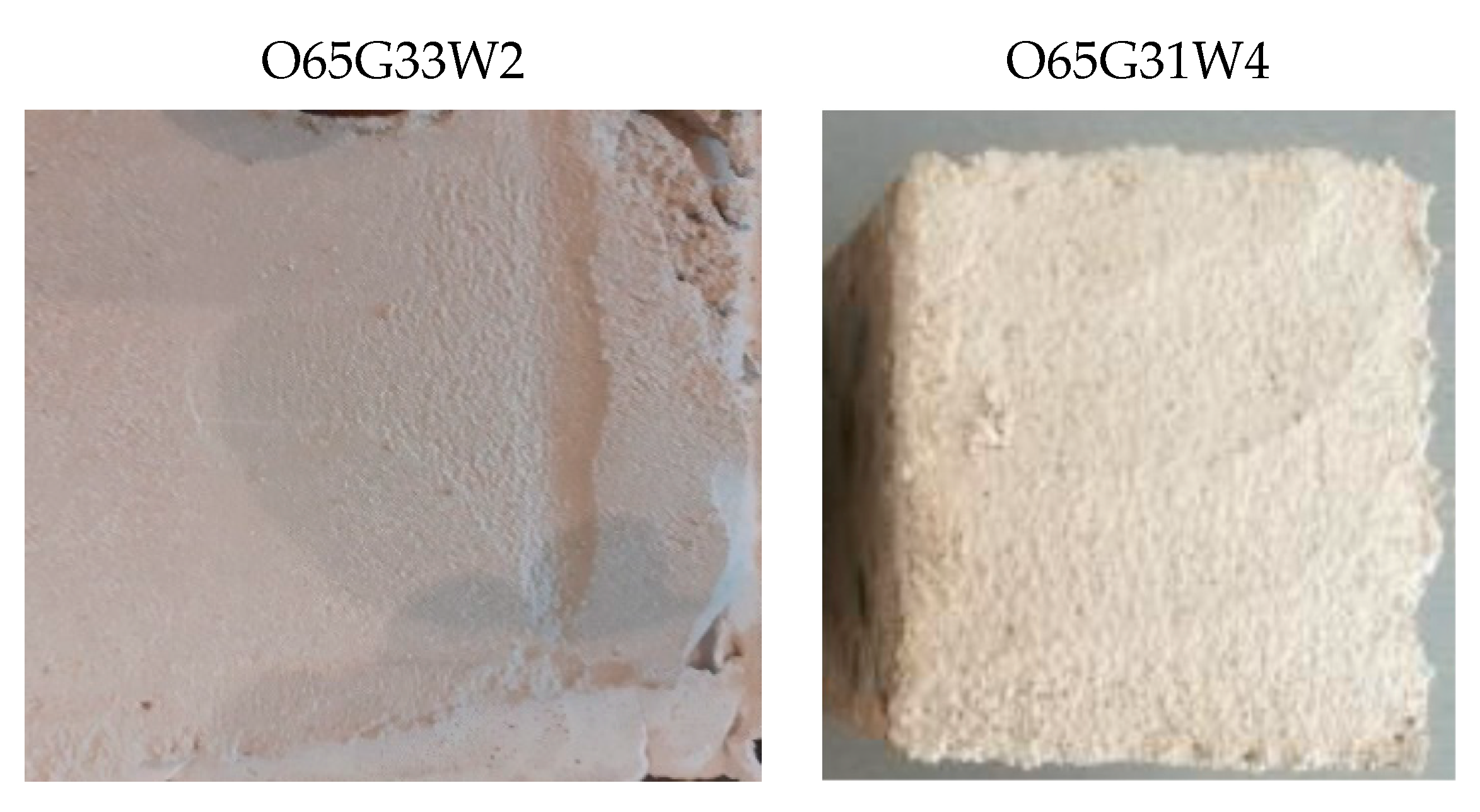
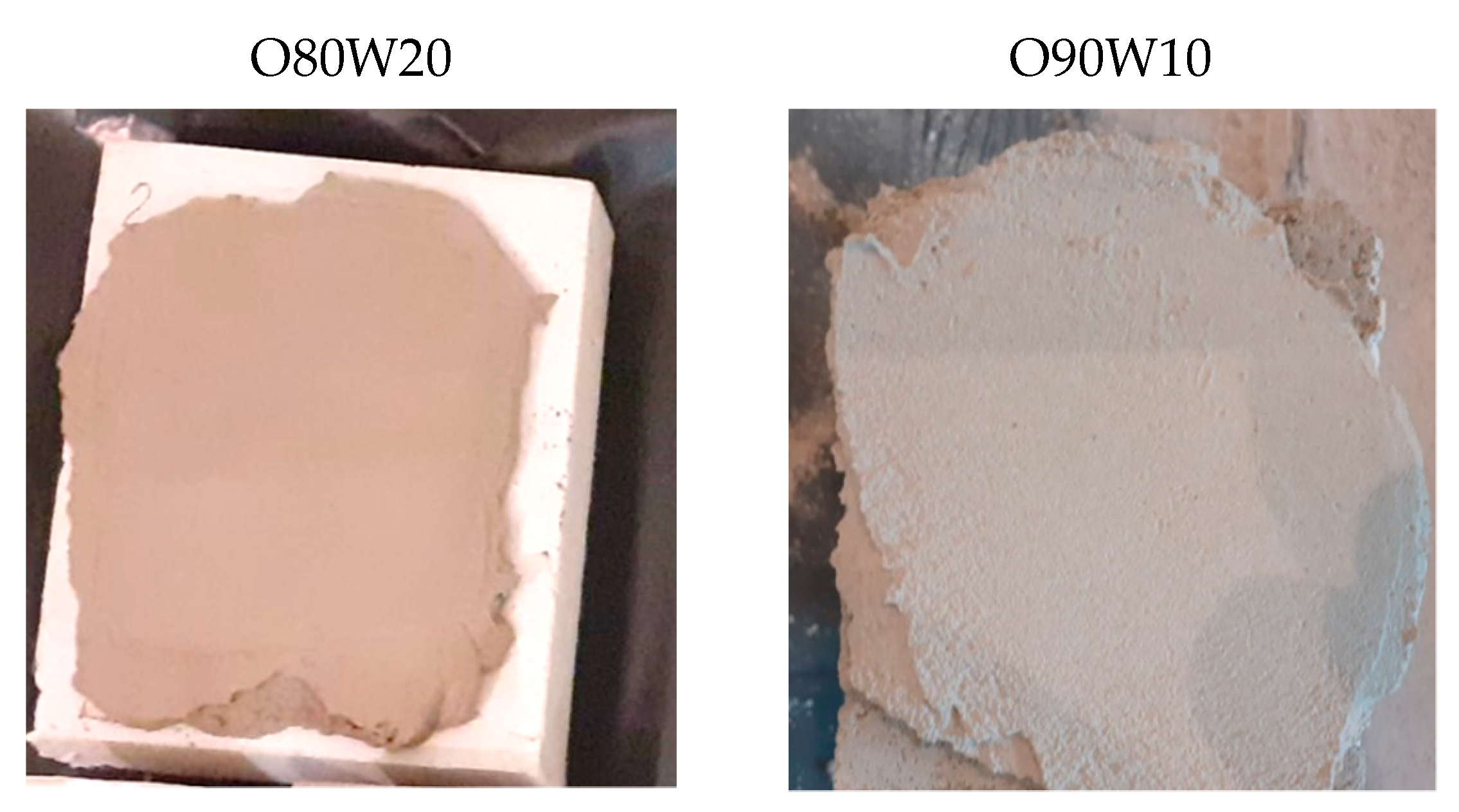
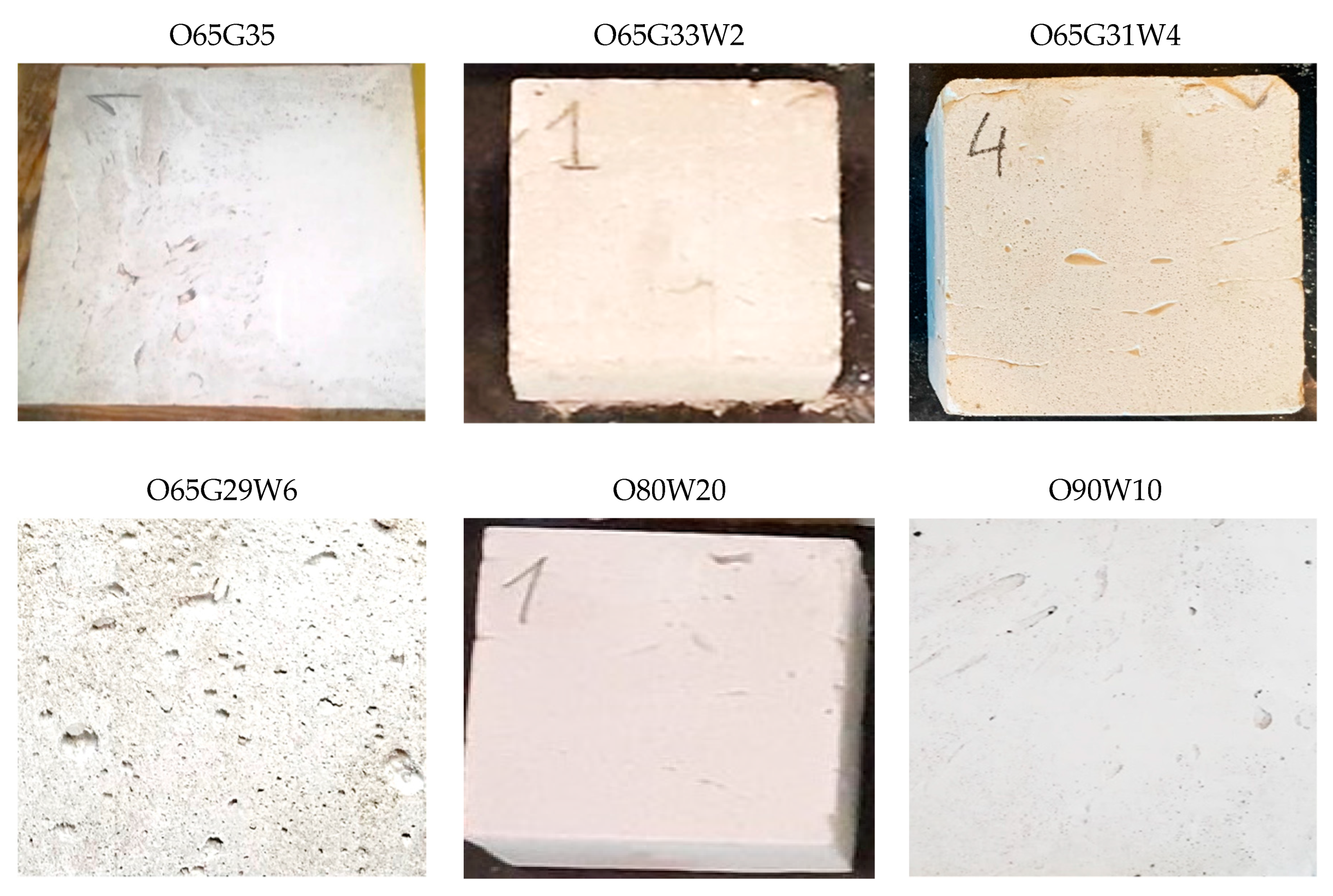
3.5. Effect of Release Agent on Concrete Surface Quality, Greasy Concrete Surface
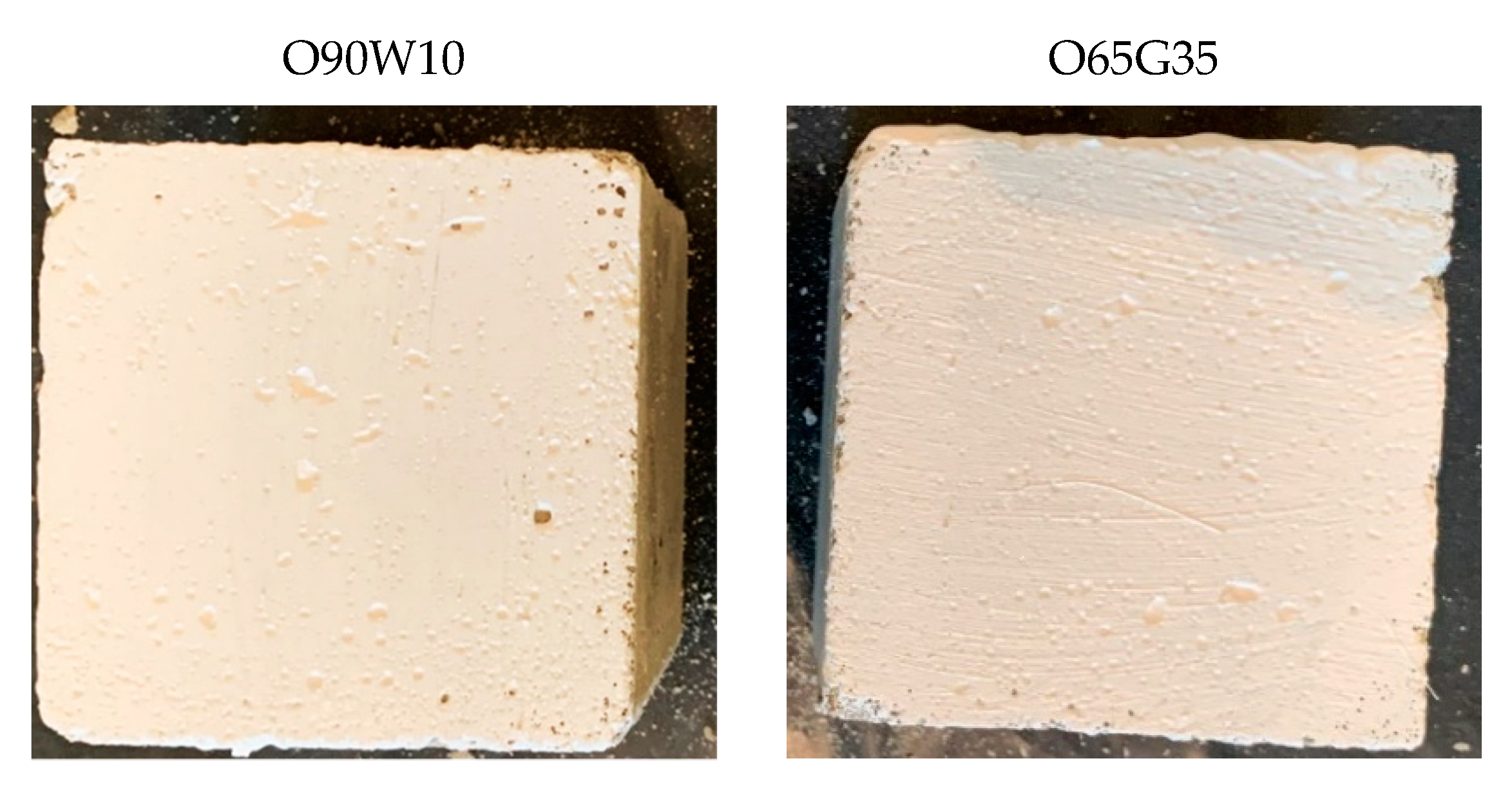
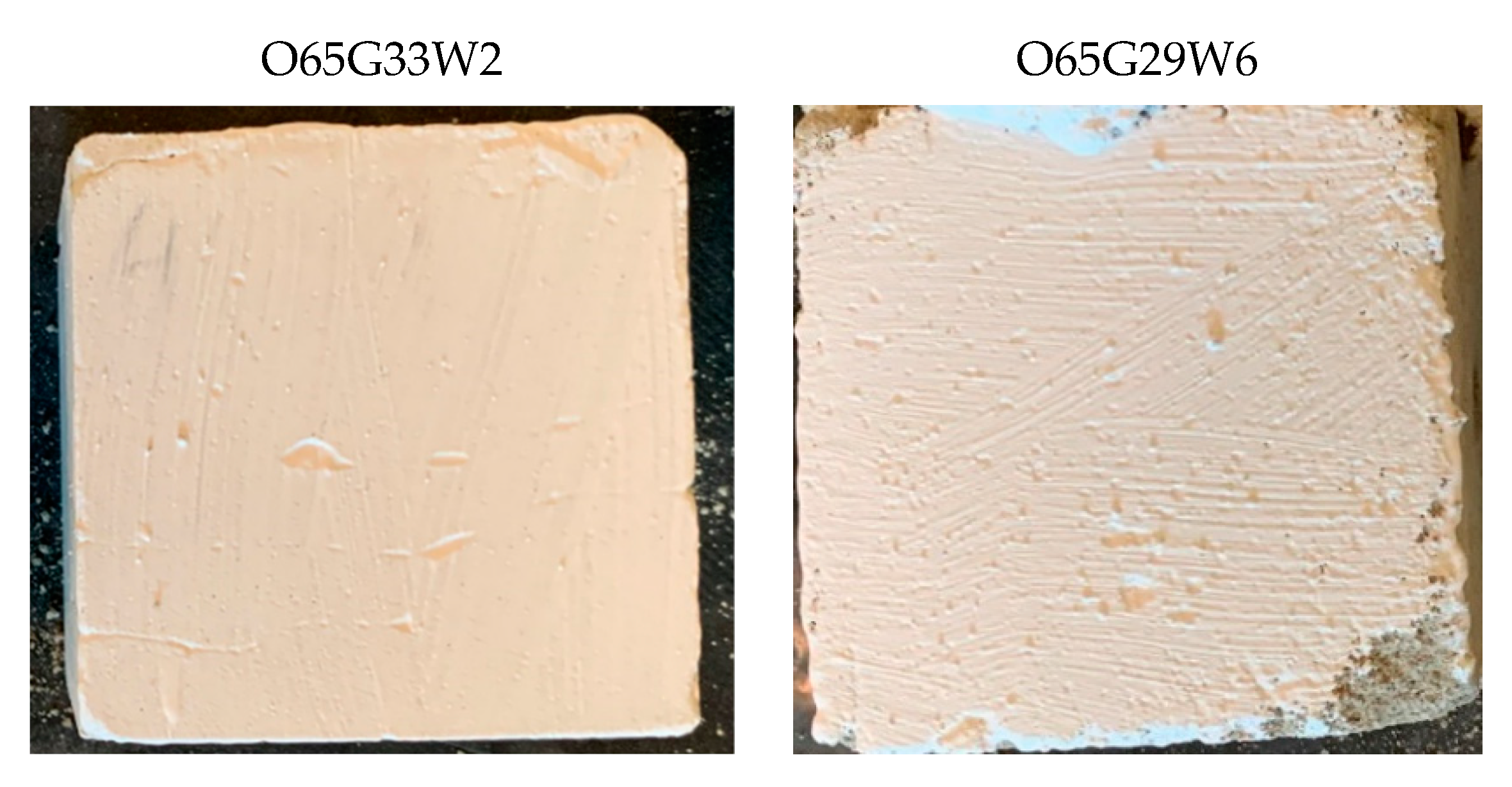
3.6. Change of Color of Concrete Surface, Streaking (Visual Method)
3.7. Influence of Release Agent on Mould Quality
3.8. Effect of Release Agent on the Characteristics and Durability of Concrete
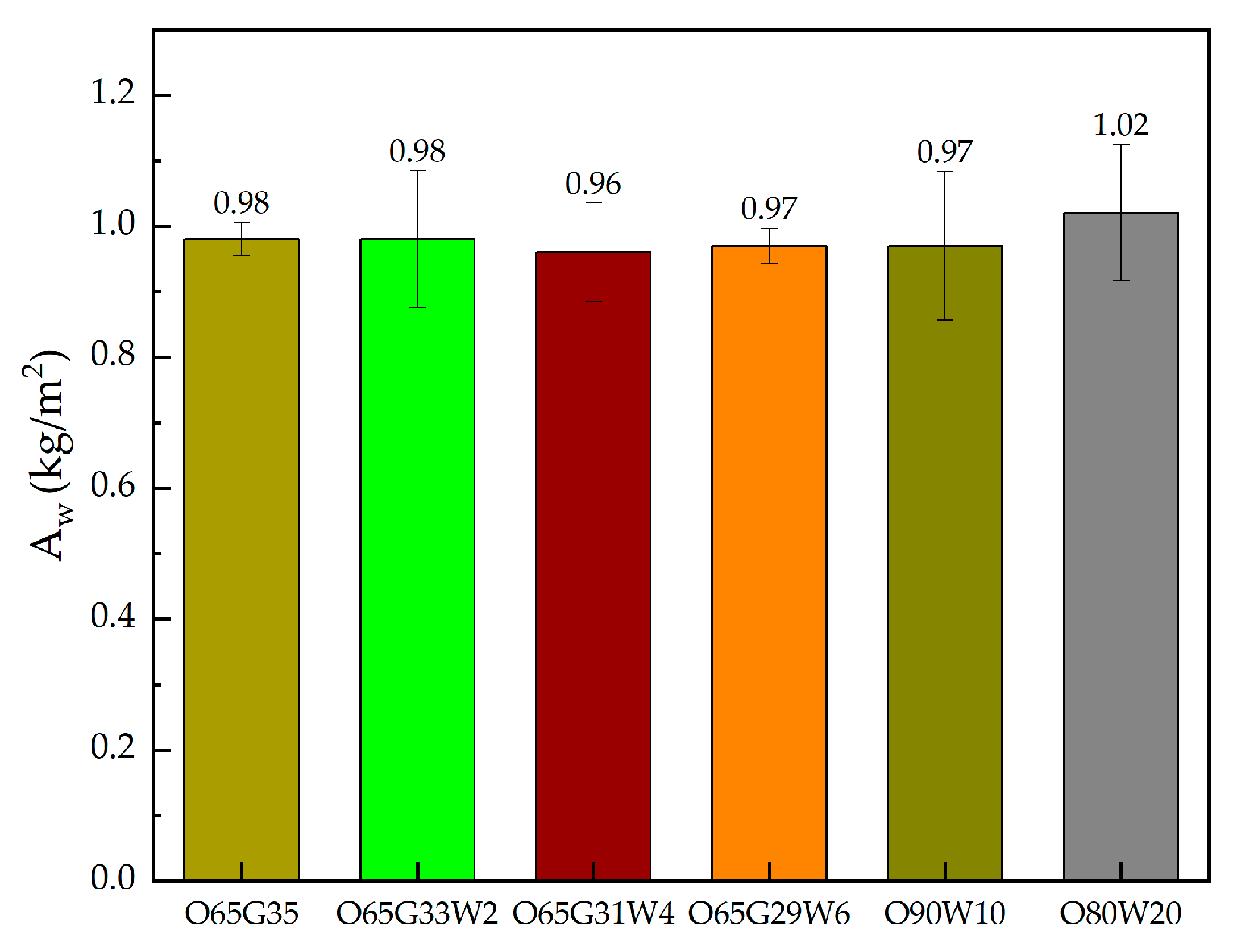
3.8.1. The Water Absorption Coefficient Aw
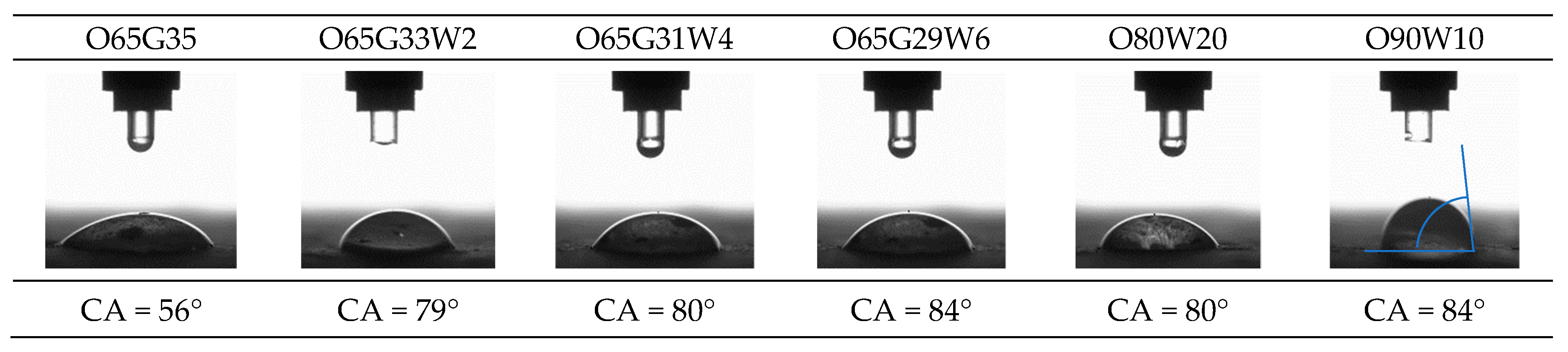
3.8.2. Wettability (CA)
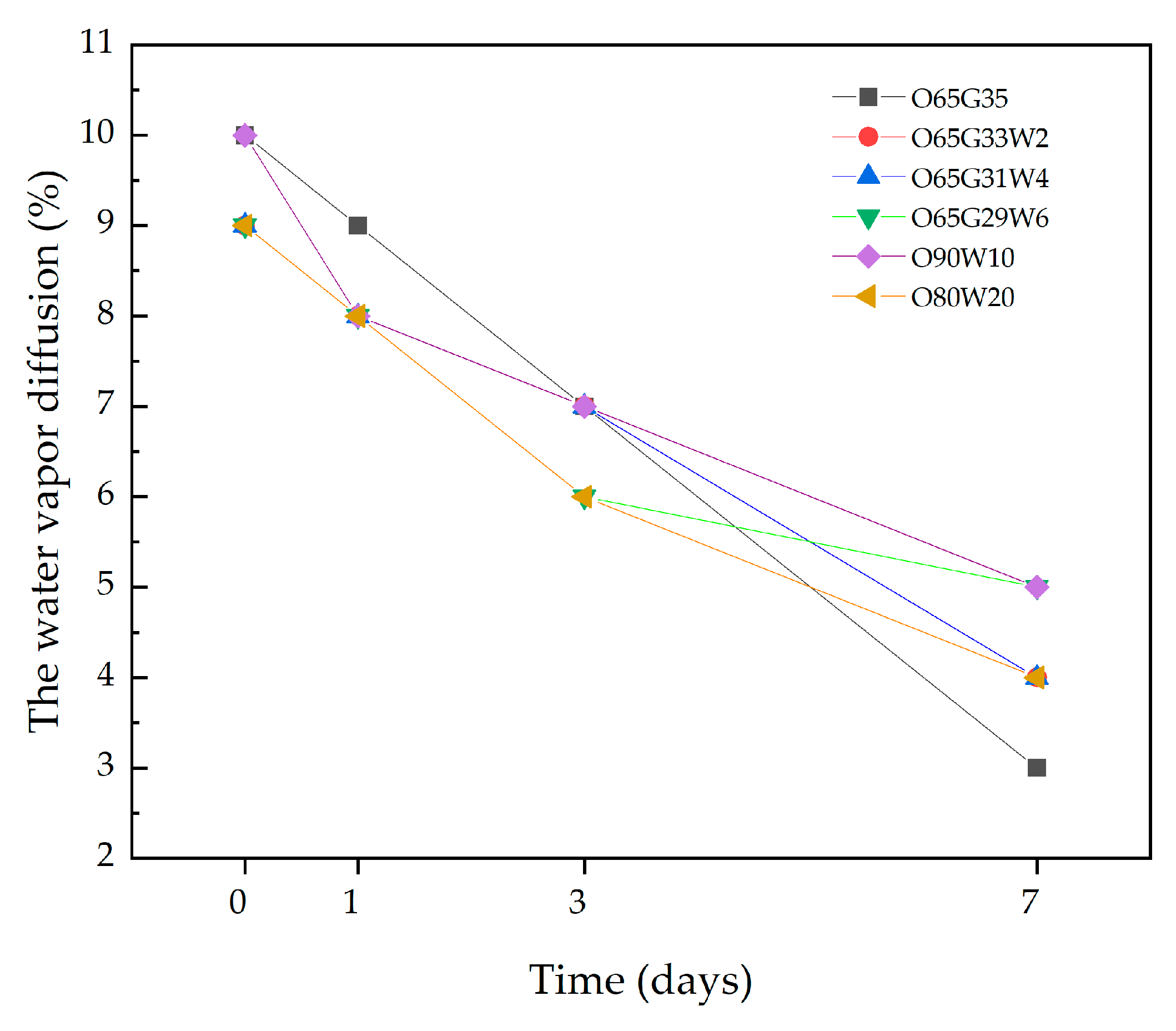
3.8.3. Water Vapor Diffusion
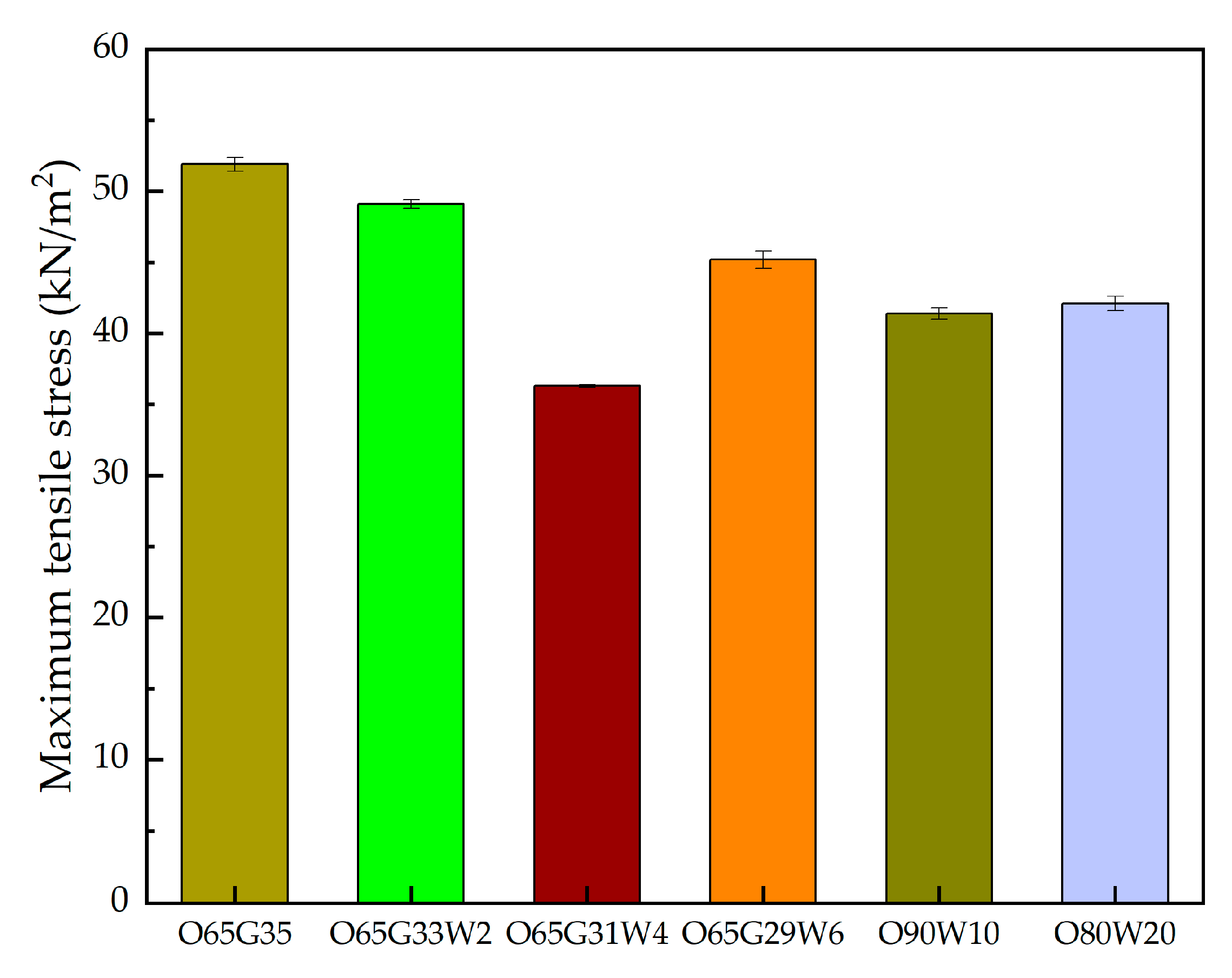
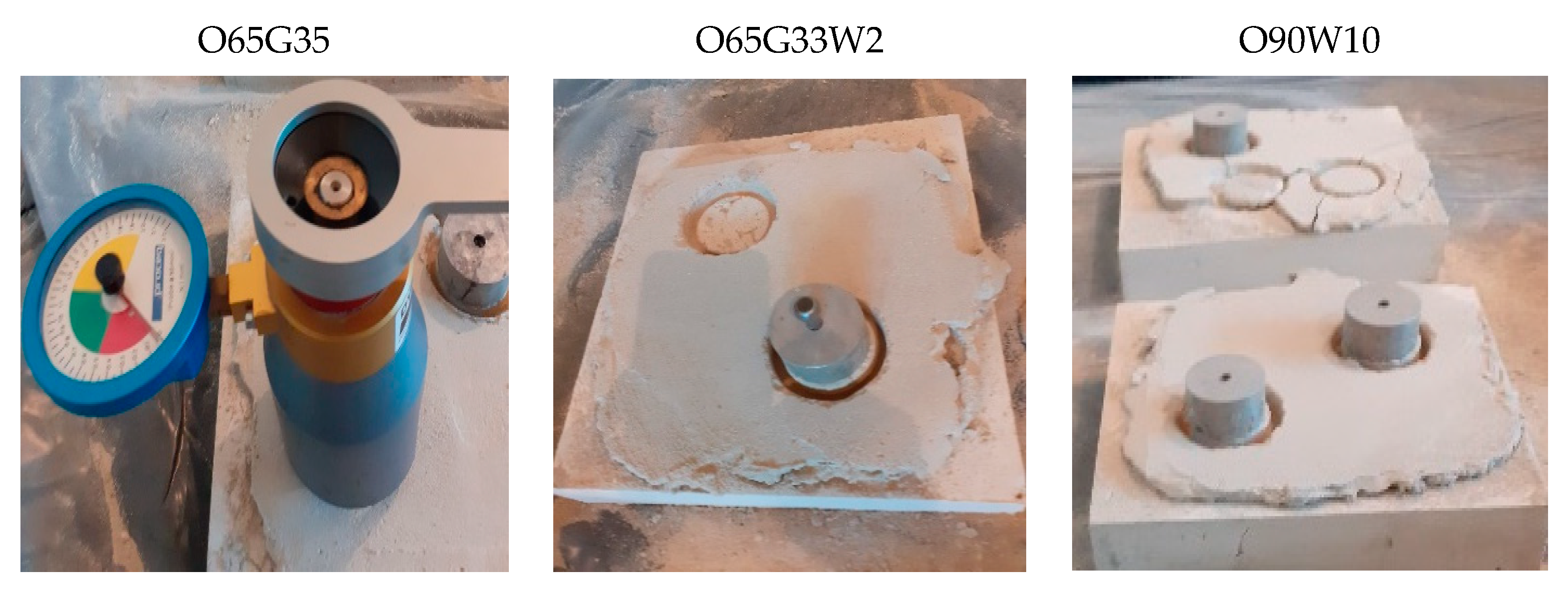
3.8.4. Adhesion of Mortar to the Concrete Surface
3.8.5. Effect of Release Agent on the Paintability of Concrete
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuniczuk, K. Beton Architektoniczny: Wytyczne Techniczne; Stowarzyszenie Producentów Cementu: Kraków, Poland, 2011; ISBN 8361331158. [Google Scholar]
- Kijowski, G. O betonie architektonicznym słów kilka. Bud. Technol. Archit. 2006, nr4, 48–50. [Google Scholar]
- Fair-Face Concrete. Reference Booklet; PERI GmbH: Weiβenhorn, Germany, 2002.
- Merkblatt Sichtbeton. Planung, Ausschreibung, Vertragsgestaltung, Ausführung und Abnahme, BDZ/DBV; Merkblatt Sichtbeton: Berlin, Germany, 2004. [Google Scholar]
- ACI 533.1R-02 Design Responsibility for Architectural Precast-Concrete Projects; American Concrete Institute: Farmington Hills, MI, USA, 2002.
- ACI 303.1-97 Standard Specification for Cast-In-Place Architectural Concrete; American Concrete Institute: Farmington Hills, MI, USA, 1997.
- ACI 303R-04 Guide to Cast in Place Architectural Concrete Practice; American Concrete Institute: Farmington Hills, MI, USA, 2004.
- Polski Komitet Normalizacyjny. PN-EN 13670:2011 Wykonywanie Konstrukcji z Betonu; PKN: Warszawa, Polska, 2011. [Google Scholar]
- Baty, G.; Reynolds, R. Release Agents: How They Work. Concr. Int. 1997, 19, 52–54. [Google Scholar]
- DG XIII/D Technology Transfer Projects Definition Phase Final Report, Project IN 10110 D, Substitution of Mineral. In Oil Based Concrete Mould Release Agents by Non-Toxic, Readily Biodegradable Vegetable Oil Based Release Agents in the Construction Industry (Sumovera); The European Commission: Amsterdam, The Netherlands, 1996.
- Formwork Materials. Available online: http://www.concrete.org.uk/fingertips-nuggets.asp?cmd=display&id=268 (accessed on 22 July 2021).
- Djelal, C.; De Caro, P.; Libessart, L.; Dubois, I.; Pébère, N. Comprehension of demoulding mechanisms at the formwork/oil/concrete interface. Mater. Struct. Constr. 2008, 41, 571–581. [Google Scholar] [CrossRef]
- Kąkol, M.; Gołębiowski, T.; Molenda, J. Ocena przydatności surowców roślinnych do komponowania ekologicznych olejów formierskich. Probl. Eksploat. 2007, nr3, 71–79. [Google Scholar]
- Polski Komitet Normalizacyjny. PN-B-19305:1996 Środki Antyadhezyjne do Form Stalowych Przy Produkcji Elementów z Betonu Kruszywowego i Komórkowego; PKN: Warszawa, Polska, 1996. [Google Scholar]
- Barnat-Hunek, D.; Siddique, R.; Klimek, B.; Franus, M. The use of zeolite, lightweight aggregate and boiler slag in restoration renders. Constr. Build. Mater. 2017, 142, 162–174. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 197-1:2012. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements; CEN: Brussels, Belgium, 2012. [Google Scholar]
- European Committee for Standardization. EN 206+A1:2016-12. Concrete—Part 1: Specification, Performance, Production and Conformity; CEN: Brussels, Belgium, 2016. [Google Scholar]
- European Committee for Standardization. EN 12390-7:2019. Testing Hardened Concrete. Density of Hardened Concrete; CEN: Brussels, Belgium, 2019. [Google Scholar]
- European Committee for Standardization. EN 12390-3:2019-07. Testing Hardened Concrete—Part 3: Compressive Strength of Test. Specimens; CEN: Brussels, Belgium, 2019. [Google Scholar]
- European Committee for Standardization. EN 12390-5:2019-08. Testing Hardened Concrete—Part 5: Flexural Strength of Test. Specimens; CEN: Brussels, Belgium, 2019. [Google Scholar]
- Wietecha, T.; Kurzydło, P. Determination of the dynamic viscosity coefficient of the Stokes viscometer: Construction of a measuring set in the Physical Laboratory of the State Higher Vocational School in Tarnów. Sci. Technol. Innov. 2019, 5, 60–65. [Google Scholar] [CrossRef][Green Version]
- Battersby, N.S.; Fieldwick, P.A.; Ablitt, T.; Lee, S.A.; Moys, G.R. The interpretation of CEC L-33-T-82 biodegradability test data. Chemosphere 1994, 28, 787–800. [Google Scholar] [CrossRef]
- Brillet, F.; Cregut, M.; Durand, M.J.; Sweetlove, C.; Chenèble, J.C.; L’Haridon, J.; Thouand, G. Biodegradability assessment of complex chemical mixtures using a carbon balance approach. Green Chem. 2018, 20, 1031–1041. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 1015-18:2003. Methods of Test for Mortar for Masonry—Part 18: Determination of Water Absorption Coefficient due to Capillary Action of Hardened Mortar; CEN: Brussels, Belgium, 2003. [Google Scholar]
- Szafraniec, M.; Barnat-Hunek, D.; Grzegorczyk-Frańczak, M.; Trochonowicz, M. Surface Modification of Lightweight Mortars by Nanopolymers to Improve Their Water-Repellency and Durability. Materials 2020, 13, 1350. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 1015-12:2016-08 Methods of Test for Mortar for Masonry—Part 12: Determination of Adhesive Strength of Hardened Rendering and Plastering Mortars on Substrates; CEN: Brussels, Belgium, 2016. [Google Scholar]
- Jóźwiak, D.; Szlęk, A. Evaluation of colza oil usefulness as boiler fuel. Energetics 2006, 6, 449–451. [Google Scholar]
- Polski Komitet Normalizacyjny. PN-ISO 11014-1:1998. Karta Charakterystyki Bezpieczeństwa Produktów Chemicznych Zgodna z ISO 11014-1: 1994. Safety Data Sheet for Chemical Products—Part 1; Polski Komitet Normalizacyjny (PKN): Warsaw, Poland, 1998. [Google Scholar]
- Commission Directive 2001/58/EC of 27 July 2001 Amending for the Second Time Directive 91/155/EEC Defining and Laying down the Detailed Arrangements for the System of Specific Information Relating to Dangerous Preparations in Implementation of Article 14 of European Parliament and Council Directive 1999/45/EC and Relating to Dangerous Substances in Implementation of Article 27 of Council Directive 67/548/EEC (Safety Data Sheets) (Text with EEA Relevance)—Publications Office of the EU. Available online: https://op.europa.eu/pl/publication-detail/-/publication/e619ba28-9136-468d-9099-0b5bc2570928/language-en (accessed on 27 July 2021).
- Duncan, C.B.; Manry, E.E.; Winkelmann, D.A.; Lee, C. Design High Performance Biodegradable Lubricants. In Proceedings of the 11th International Colloquium Tribology; Bartz, W.J., Ed.; Technische Akademie Esslingen: Ostfildern, Germany, 1998; Volume 1, pp. 291–298. [Google Scholar]
- Szydywar, J. Ester base stocks. J. Synth. Lubr. 1984, 1, 153–169. [Google Scholar] [CrossRef]
- Van der Waal, G. Estrowe Oleje Bazowe; Materiały Seminaryjne ITN: Kraków, Poland, 1995. [Google Scholar]
- Cain, R.B. Biodegradation of lubricants. In Proceedings of the 8th International Biodeterioration & Biodegradation, Windsor, ON, Canada, 26–31 August 1990; Elsevier Science Publisher: Amsterdam, The Netherlands, 1991; pp. 249–275. [Google Scholar]
- Croci, C.; Senorre, M.; Townsley, C. Rozkład biologiczny substancji smarujących opartych na olejach roślinnych. Nafta-Gaz 1993, 59, 349–355. [Google Scholar]
- Wagner, H.; Luther, R.; Mang, T. Lubricant base fluids based on renewable raw materials: Their catalytic manufacture and modification. Appl. Catal. A Gen. 2001, 221, 429–442. [Google Scholar] [CrossRef]
- Szałajko, U.; Fiszer, S. Modyfikacja chemiczna olejów roślinnych w aspekcie ich wykorzystania w produkcji paliw silnikowych i środków smarowych. Przem. Chem. 2003, 82, 18–21. [Google Scholar]
- Willing, A. Lubricants based on renewable resources—An environmentally compatible alternative to mineral oil products. Chemosphere 2001, 43, 89–98. [Google Scholar] [CrossRef]
- Honary, L.A.T. A status report on promoting the use of biobased lubricants made of commodity and enhanced vegetable oils. NLGI Spokesm. 2002, 66, 14–19. [Google Scholar]
- De Brito, J.; dos Santos, R.; Branco, F.A. Evaluation of the technical performance of concrete vegetable oil based release agents. Mater. Struct. 2000, 33, 262–269. [Google Scholar] [CrossRef]
- Klovas, A.; Daukšys, M. The influence of form release agent application to the quality of concrete surfaces. IOP Conf. Ser. Mater. Sci. Eng. 2013, 47, 012061. [Google Scholar] [CrossRef]
- Libessart, L.; Djelal, C.; de Caro, P.; Laiymani, I. Comparative study of the tribological behaviour of emulsions and demoulding oils at the concrete/formwork interface. Constr. Build. Mater. 2020, 239, 117826. [Google Scholar] [CrossRef]
- Barnat-Hunek, D.; Smarzewski, P.; Łagód, G.; Suchorab, Z. Evaluation of the contact angle of hydrophobised lightweight-aggregate concrete with sewage sludge. Ecol. Chem. Eng. S 2015, 22, 625–635. [Google Scholar] [CrossRef]
- Barnat-Hunek, D.; Łagód, G.; Fic, S.; Jarosz-Hadam, M. Effect of polysiloxanes on roughness and durability of basalt fibres-reinforced cement mortar. Polymers 2018, 10, 420. [Google Scholar] [CrossRef] [PubMed]
- Izarra, I.; Cubillo, J.; Serrano, A.; Rodriguez, J.F.; Carmona, M. A hydrophobic release agent containing SiO2-CH3 submicron-sized particles for waterproofing mortar structures. Constr. Build. Mater. 2019, 199, 30–39. [Google Scholar] [CrossRef]
- Song, H.; Tang, M.; Lei, X.; Di, Z.; Cheng, F. Preparation of environment-friendly ultrafine fly ash based superhydrophobic demoulding coating. Appl. Surf. Sci. 2021, 566, 150688. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| O65G35 | O65G33W2 | O65G31W4 | O65G29W6 | O90W10 | O80W20 | |
|---|---|---|---|---|---|---|
| Dynamic viscosity/(Pa·s) | 0.025 | 0.032 | 0.037 | 0.035 | 0.022 | 0.031 |
| Kinematic viscosity/(mm2/s) | 25.30 | 31.97 | 33.56 | 31.90 | 21.67 | 27.88 |
| Density/(g/cm3) | 1.0 | 1.0 | 1.1 | 1.1 | 1.0 | 1.1 |
| O65G35 | O65G33W2 | O65G31W4 | O65G29W6 | O90W10 | O80W20 | |
|---|---|---|---|---|---|---|
| Temperature at which freezing of the agents occurred/°C | −15 | −9 | −7 | −5 | 0 | 0 |
| O65G35 | O65G33W2 | O65G31W4 | O65G29W6 | O90W10 | O80W20 | |
|---|---|---|---|---|---|---|
| Biodegradability: | ||||||
| after 7 days,% | 55 | 55 | 56 | 56 | 60 | 60 |
| after 21 days,% | 98 | 99 | 100 | 98 | 100 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barnat-Hunek, D.; Szafraniec, M. Influence of Biodegradable Release Oils on the Physical and Mechanical Properties of Light-Colored Architectural Concrete. Materials 2021, 14, 4630. https://doi.org/10.3390/ma14164630
Barnat-Hunek D, Szafraniec M. Influence of Biodegradable Release Oils on the Physical and Mechanical Properties of Light-Colored Architectural Concrete. Materials. 2021; 14(16):4630. https://doi.org/10.3390/ma14164630
Chicago/Turabian StyleBarnat-Hunek, Danuta, and Małgorzata Szafraniec. 2021. "Influence of Biodegradable Release Oils on the Physical and Mechanical Properties of Light-Colored Architectural Concrete" Materials 14, no. 16: 4630. https://doi.org/10.3390/ma14164630
APA StyleBarnat-Hunek, D., & Szafraniec, M. (2021). Influence of Biodegradable Release Oils on the Physical and Mechanical Properties of Light-Colored Architectural Concrete. Materials, 14(16), 4630. https://doi.org/10.3390/ma14164630