
Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel

 ,
,
Abstract
:1. Introduction
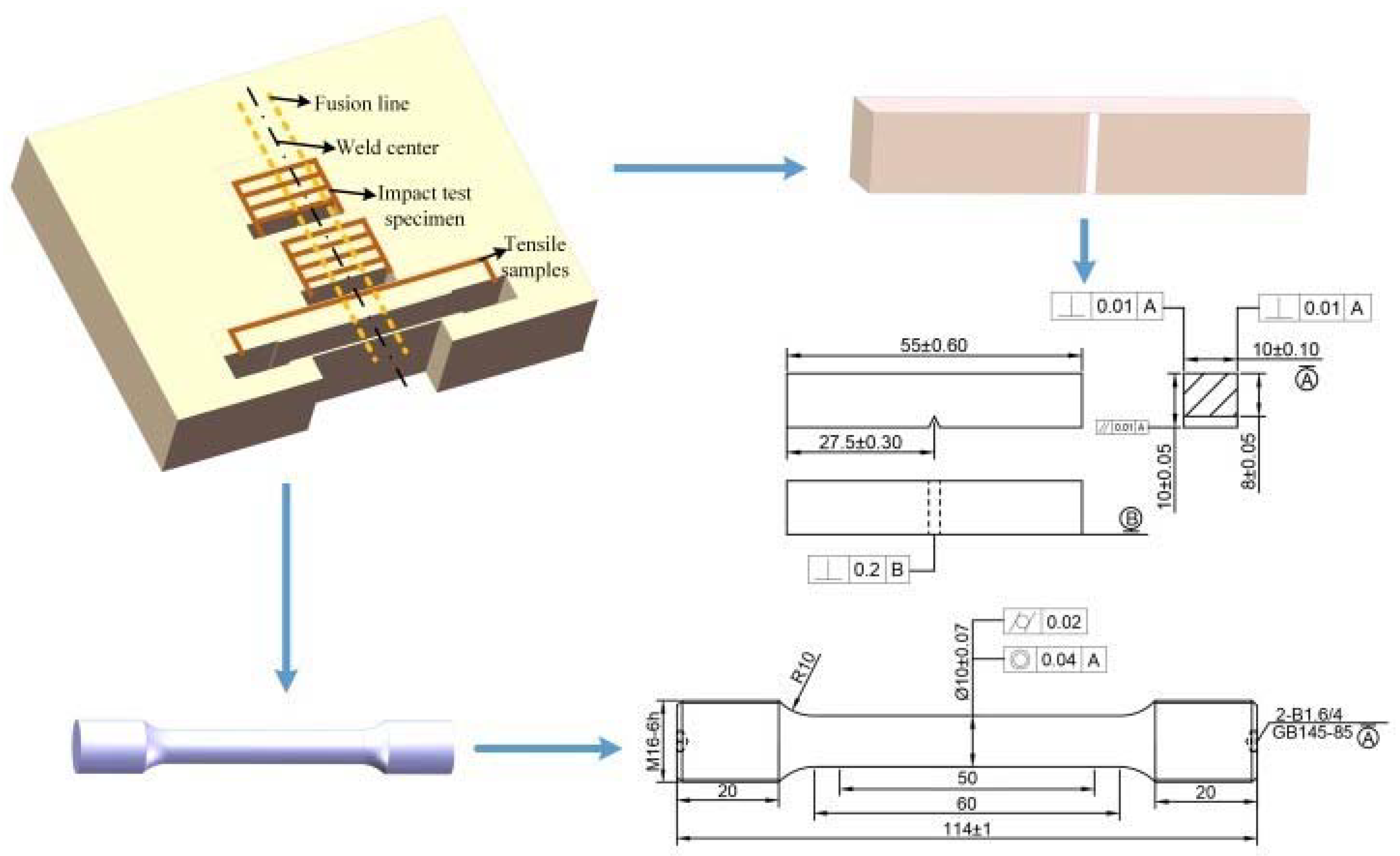
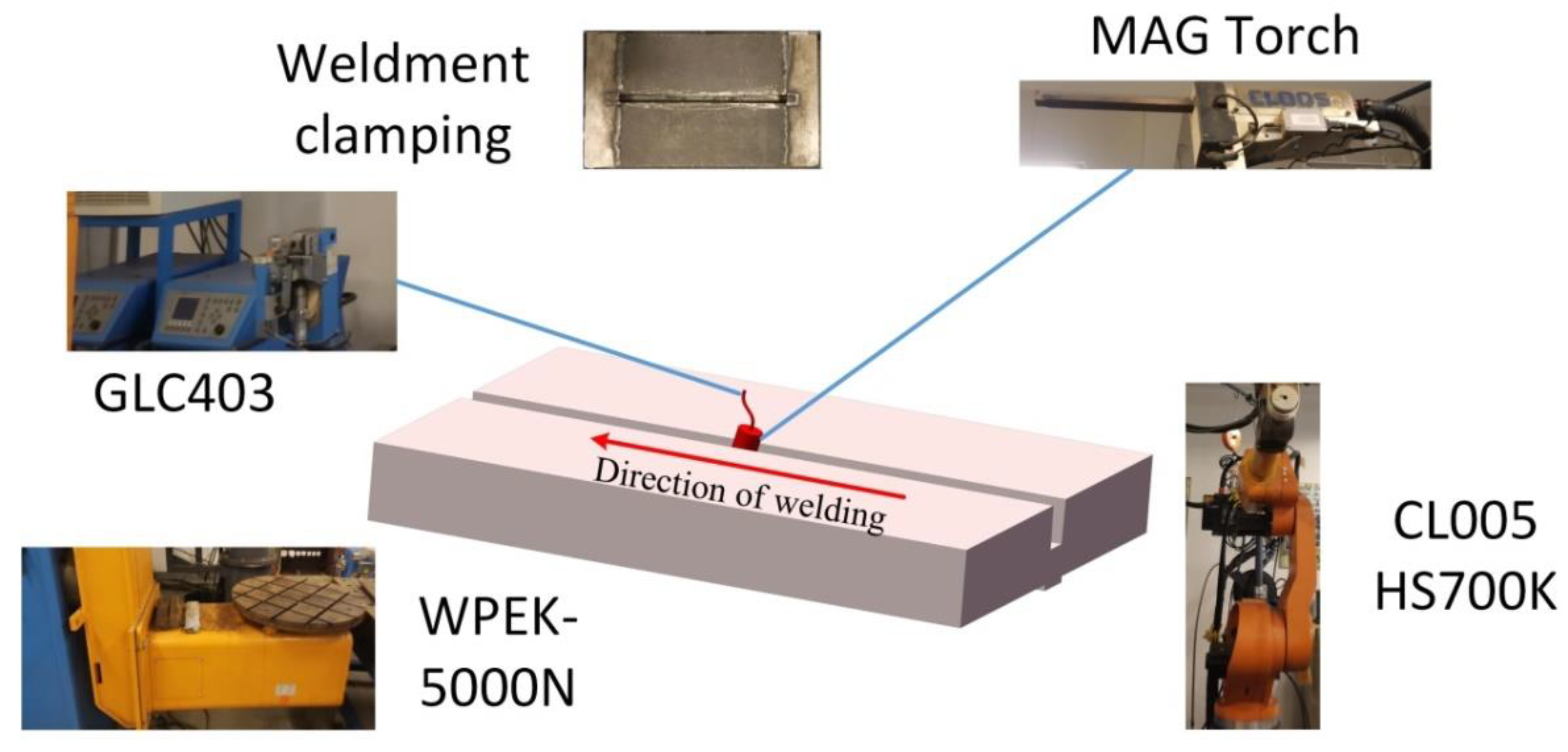
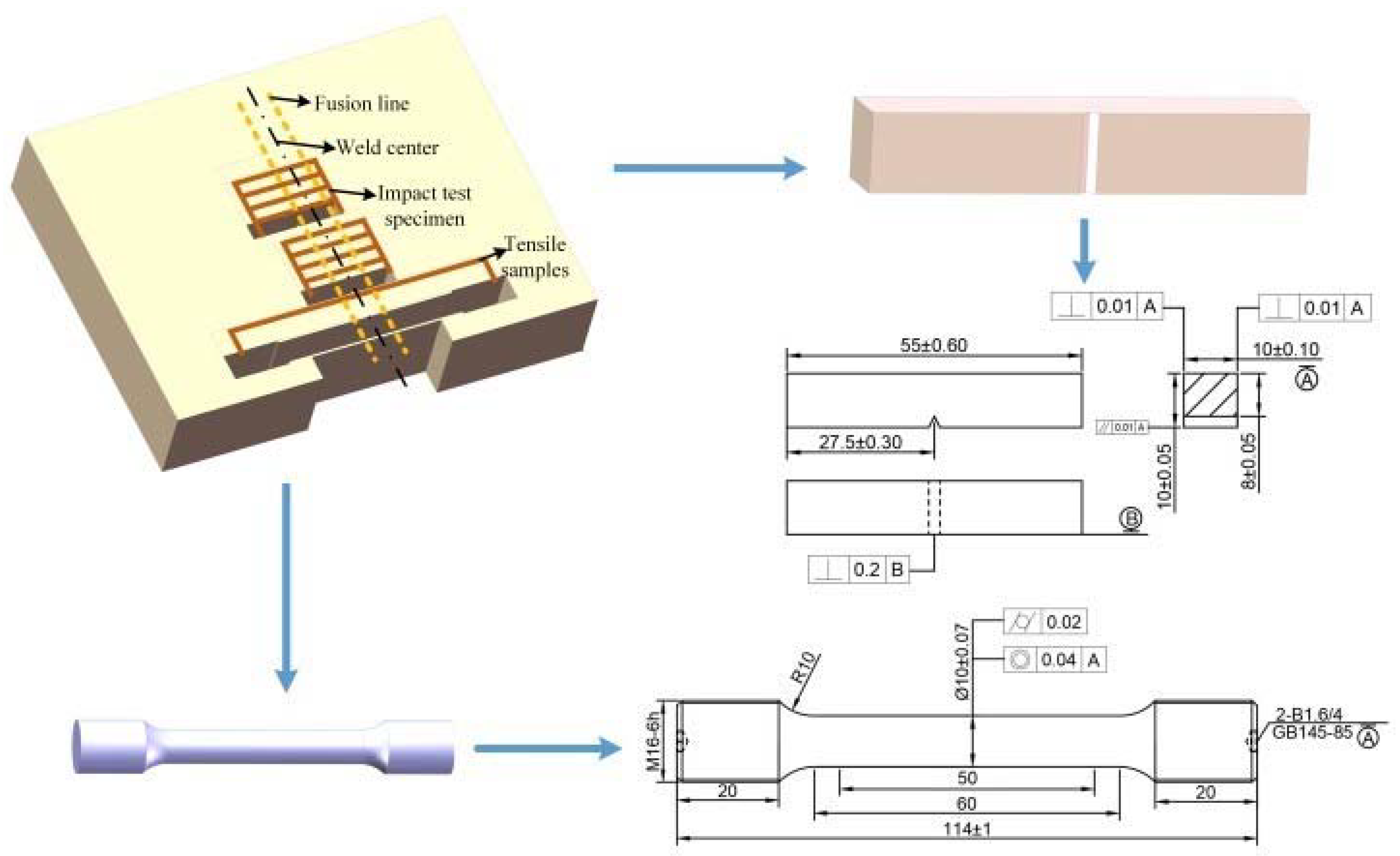
2. Materials and Methods
3. Results and Discussion
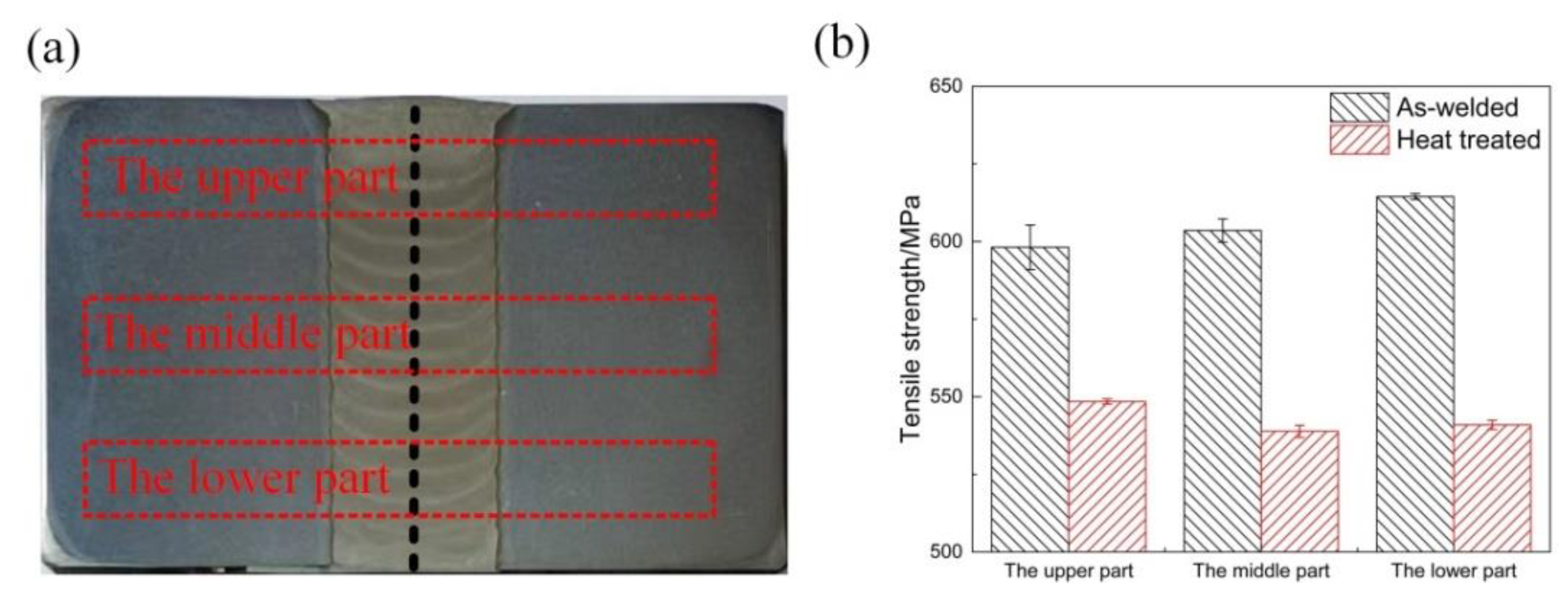
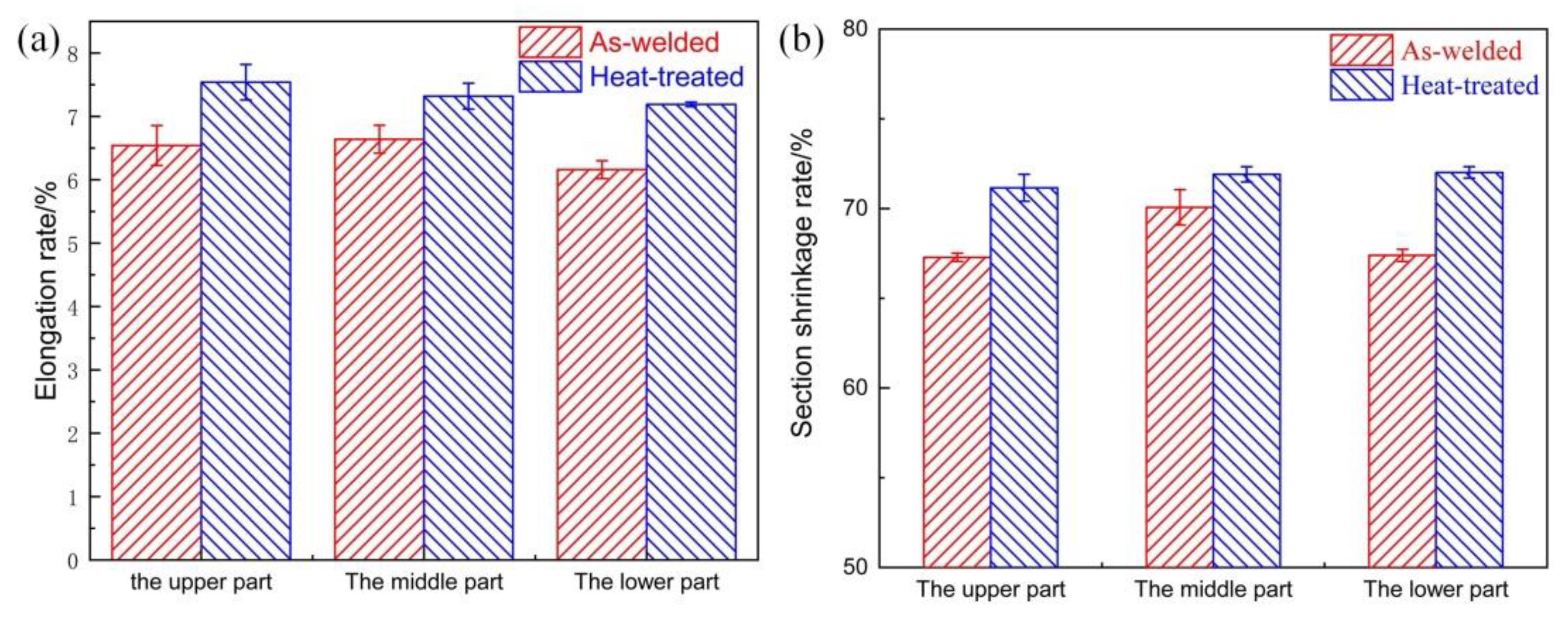
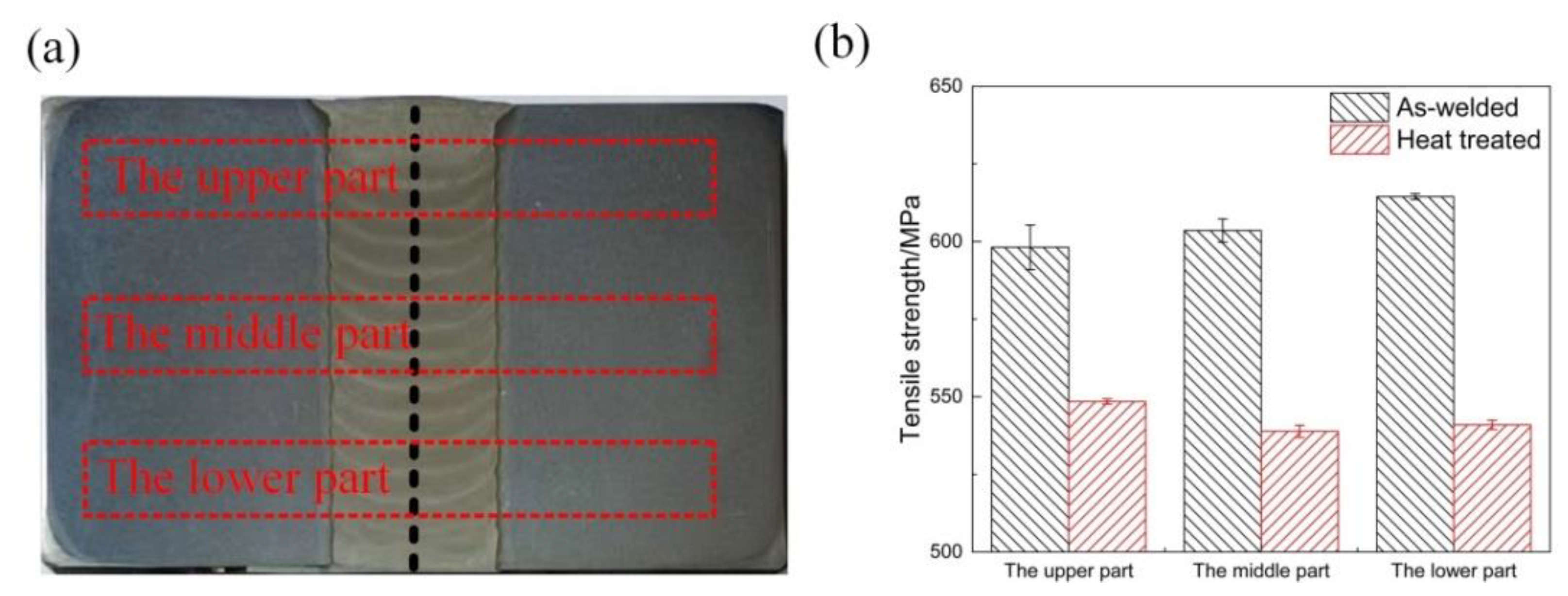
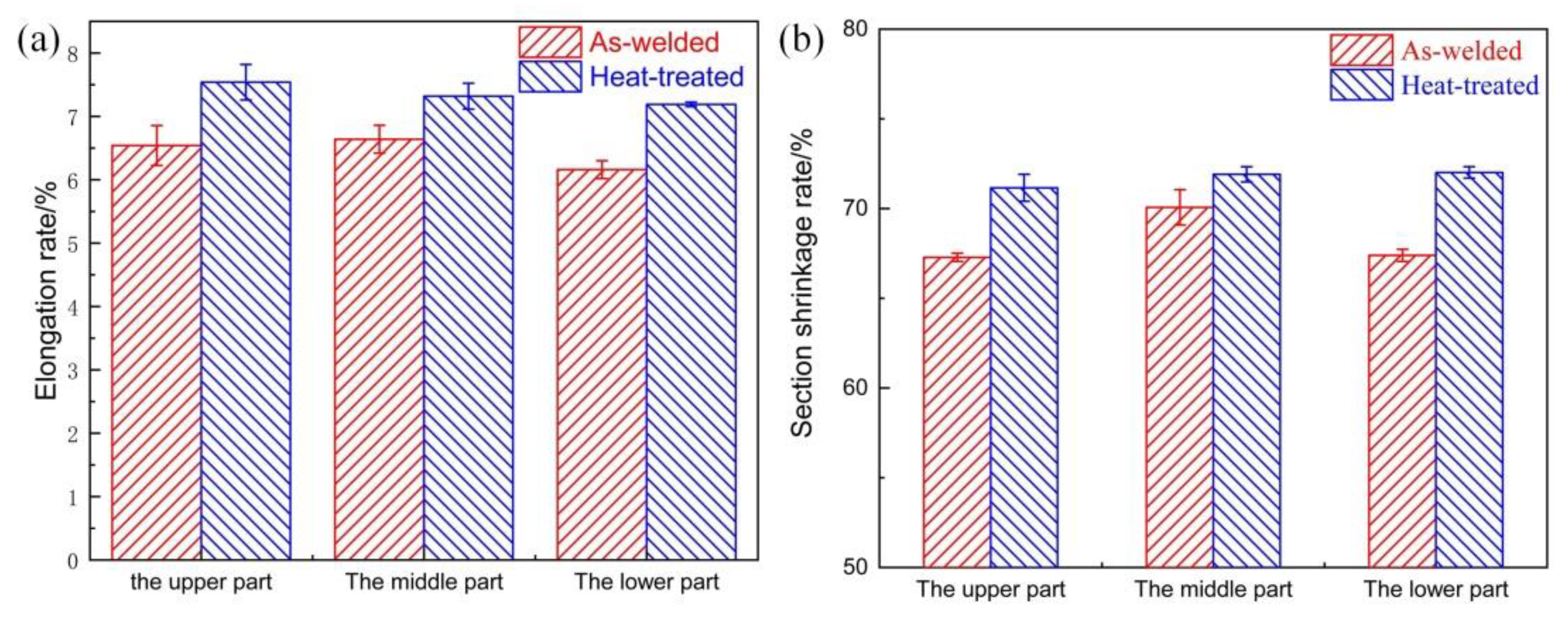
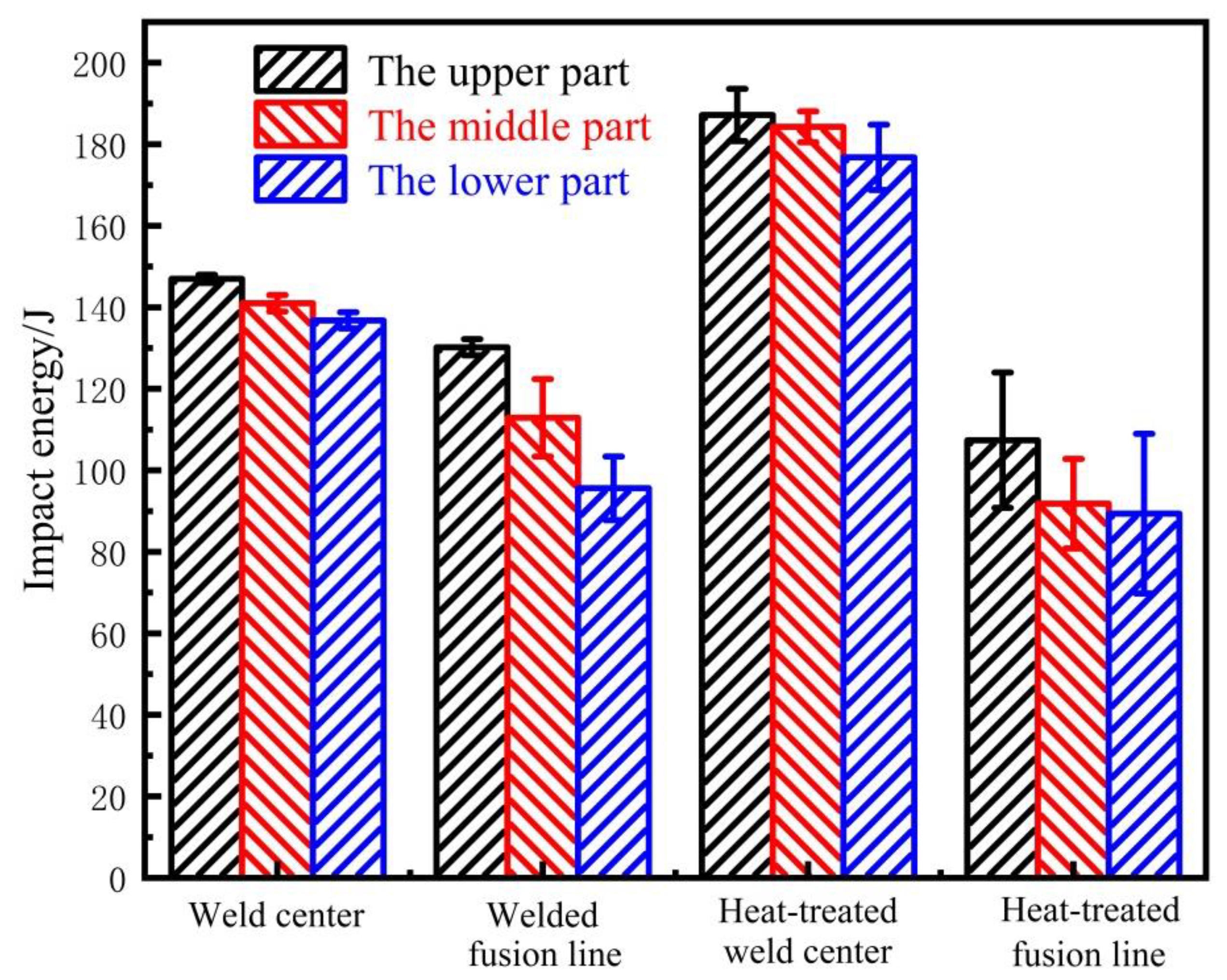
3.1. Tensile and Impact Testing
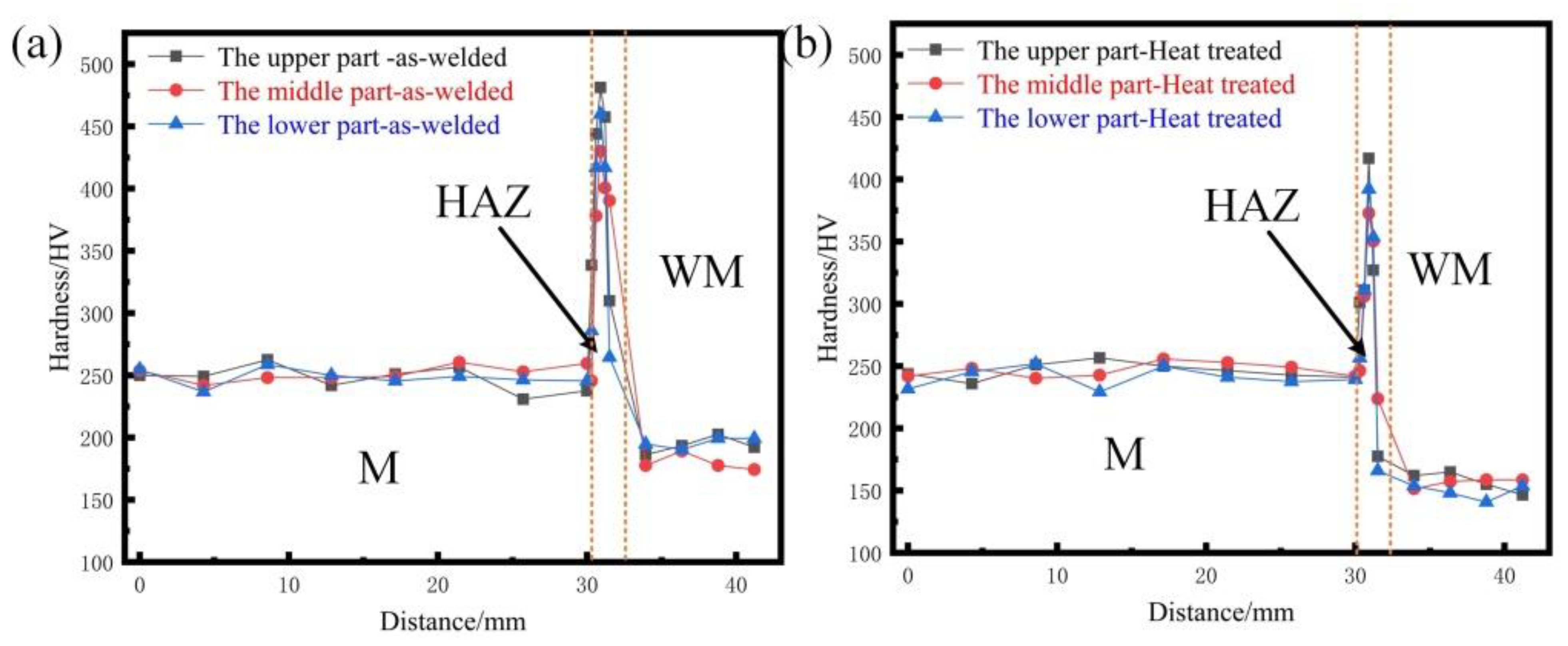
3.2. Micro-Hardness Testing
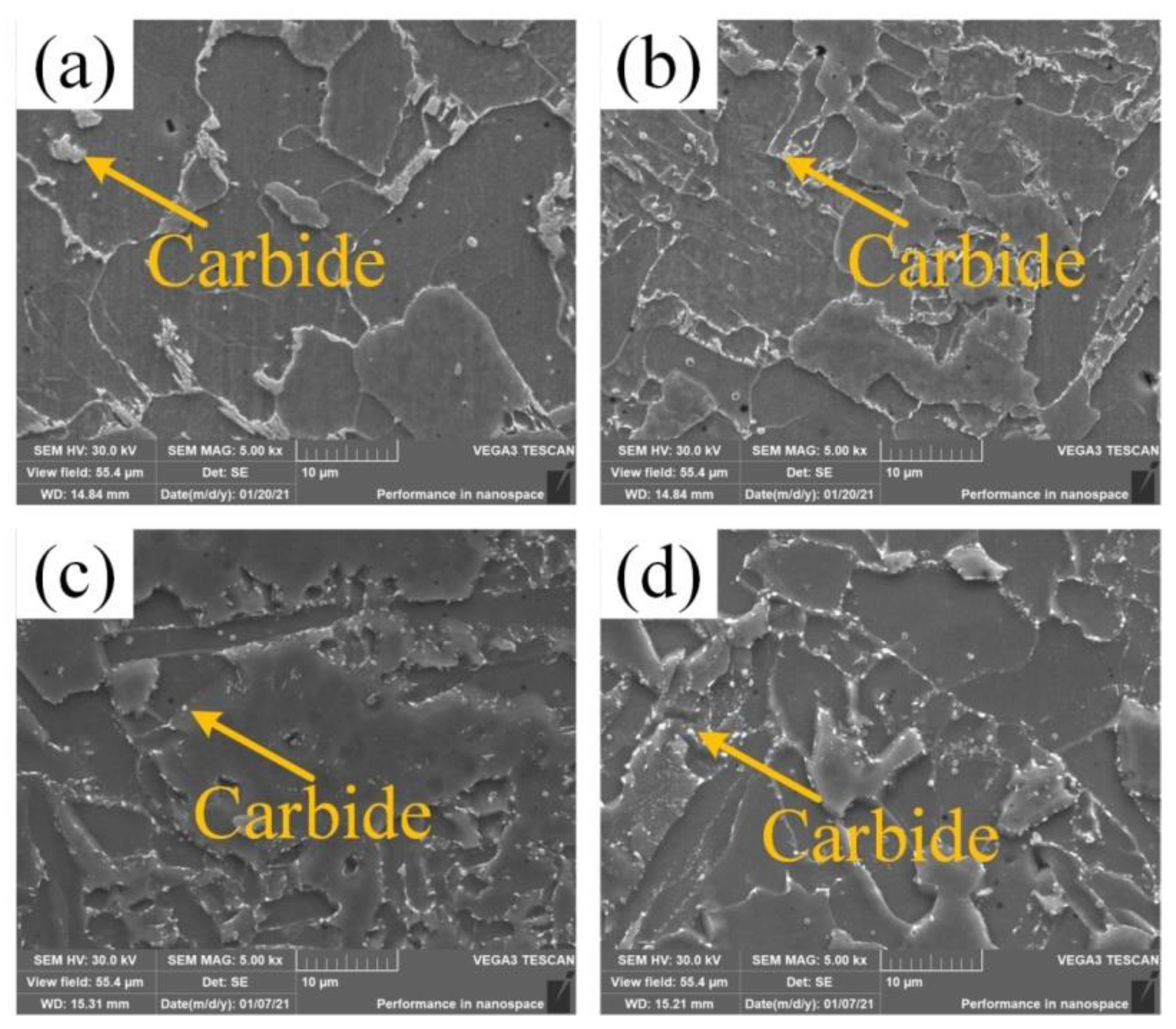
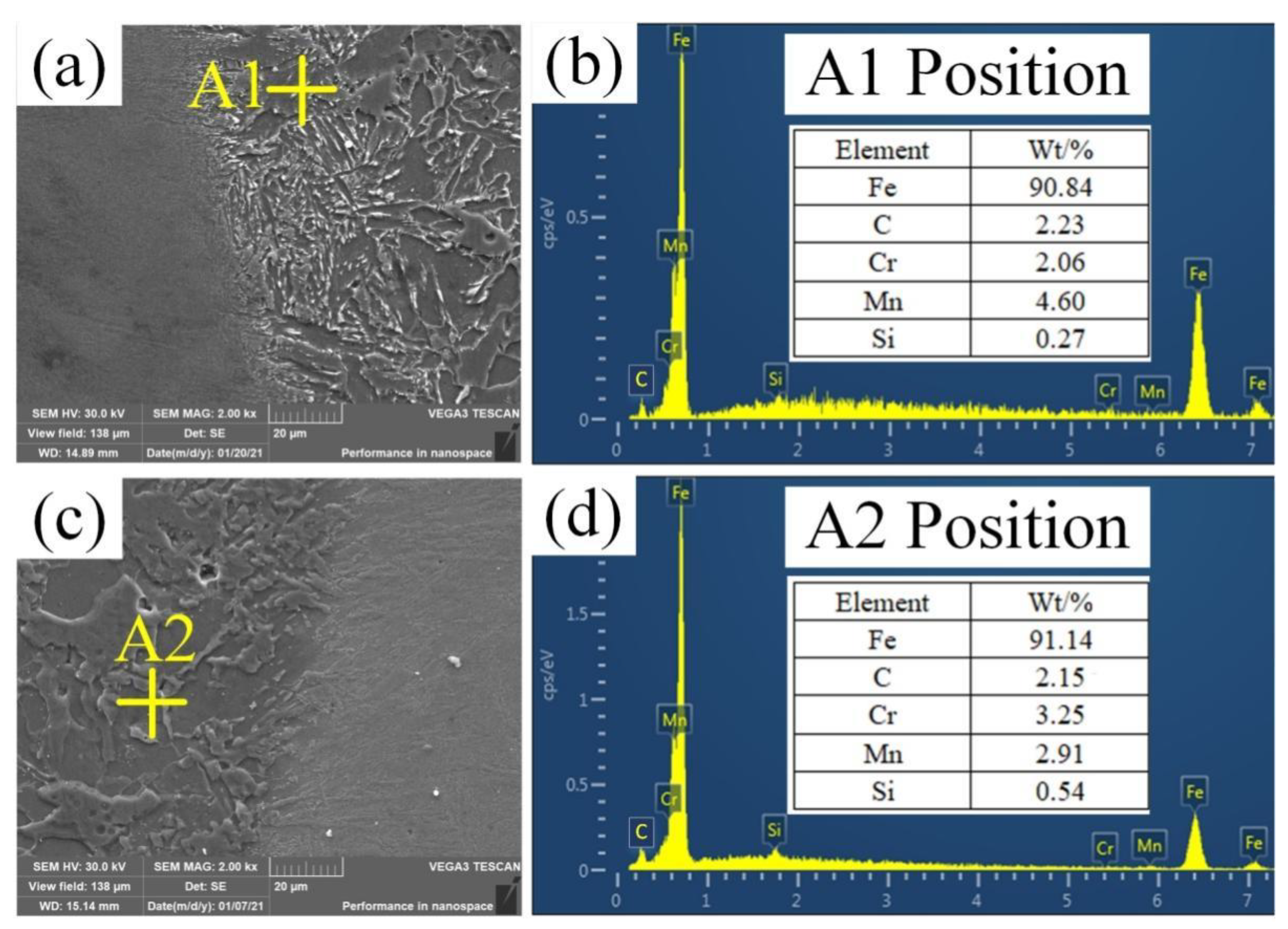
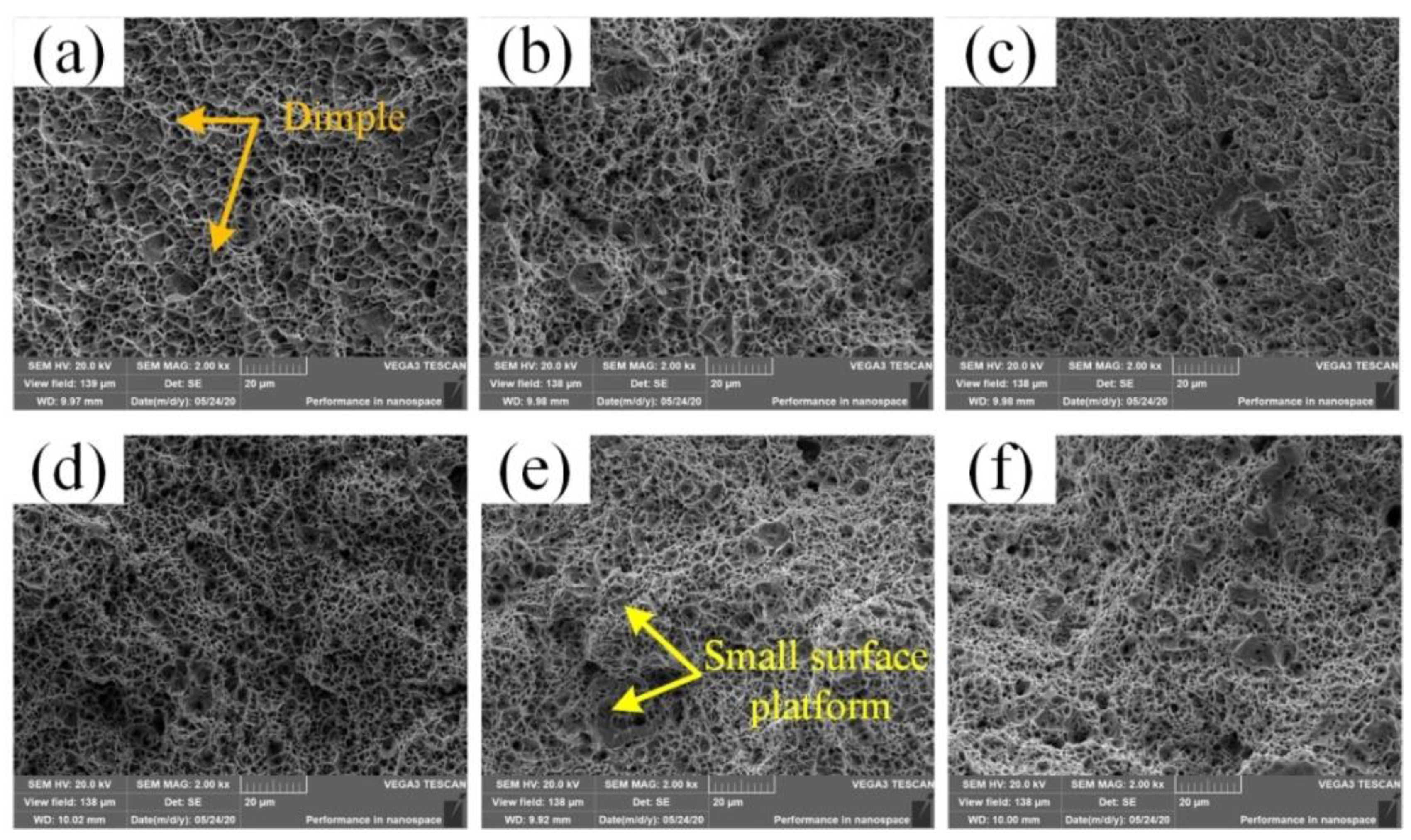
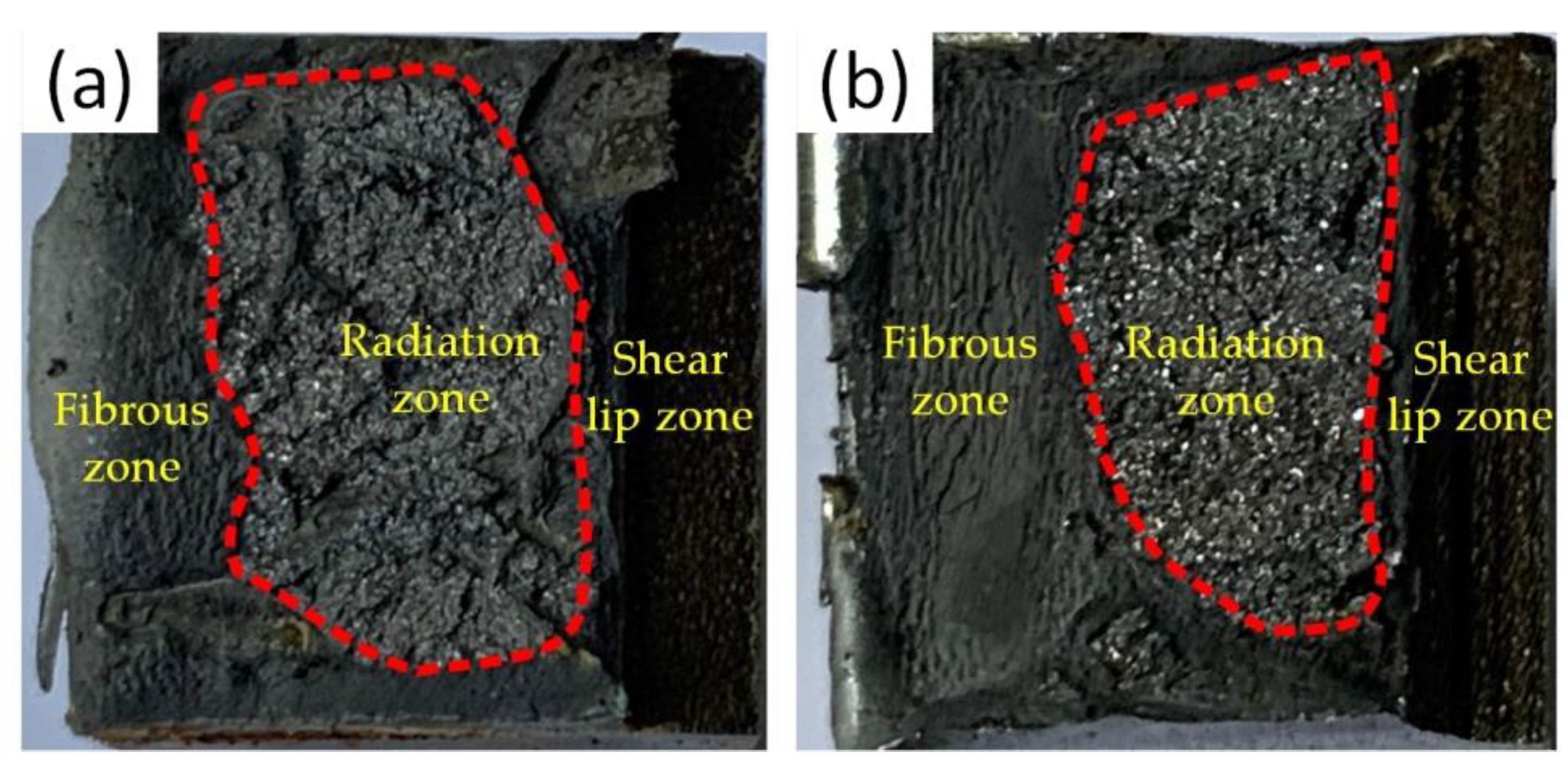
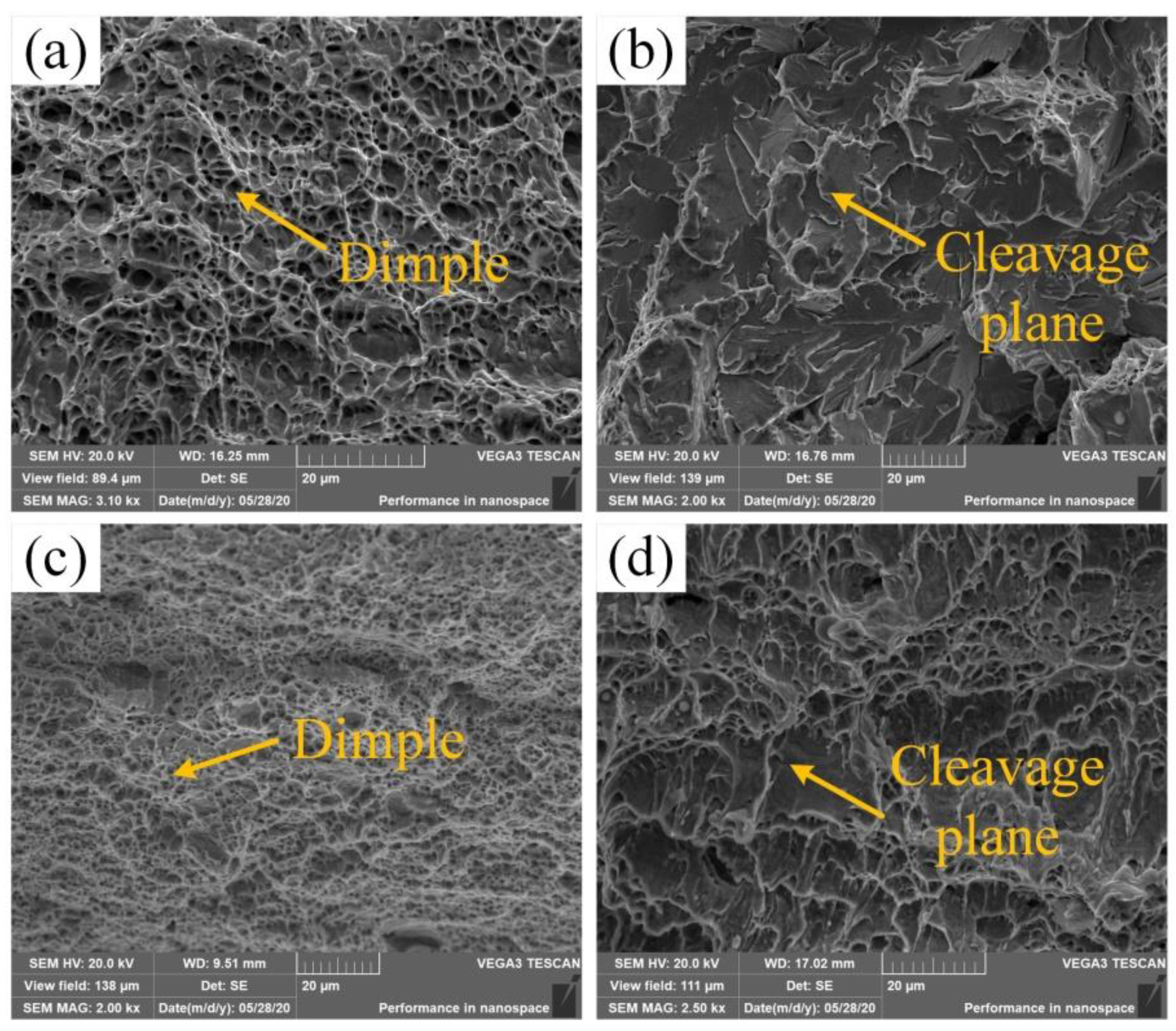
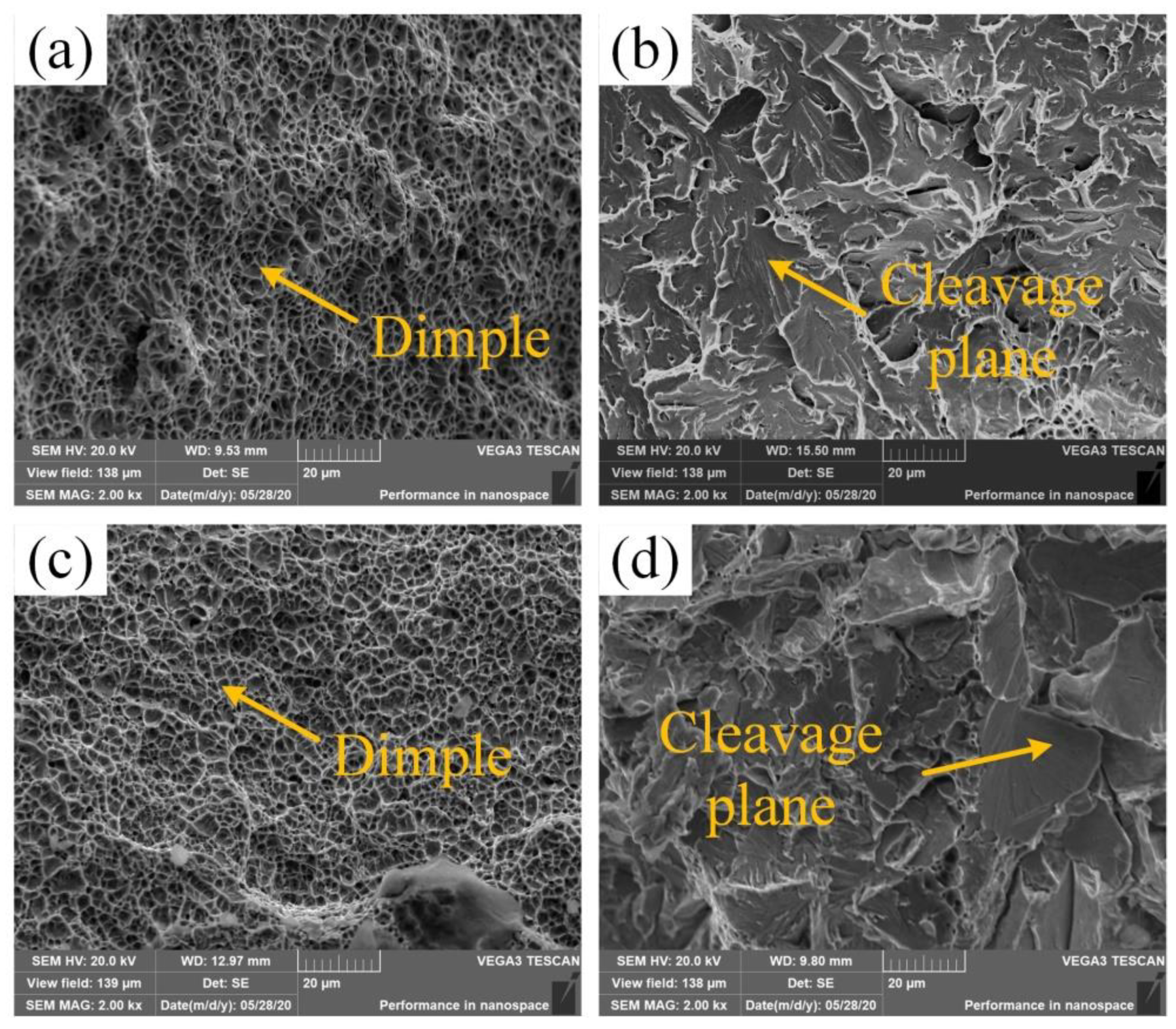
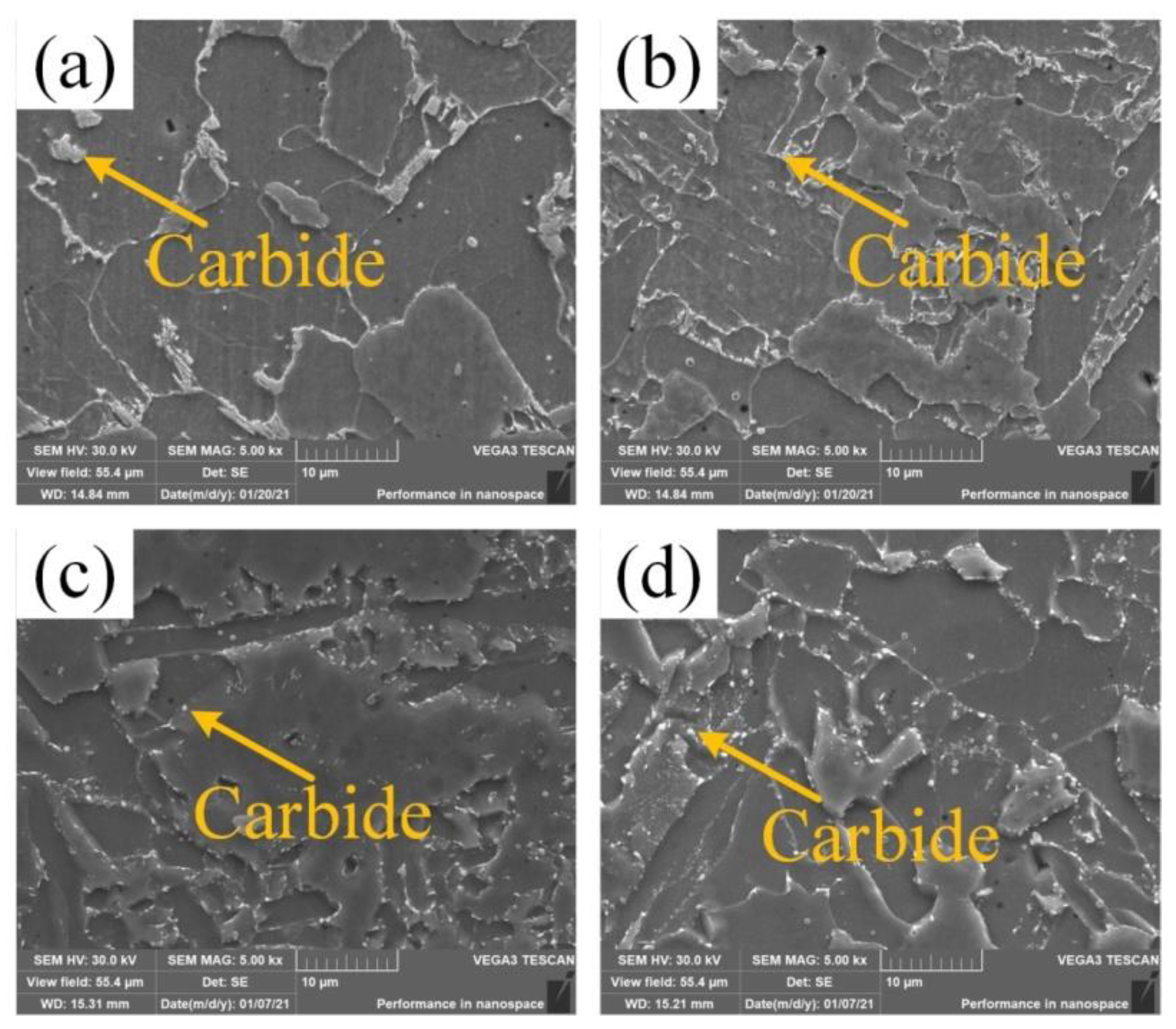
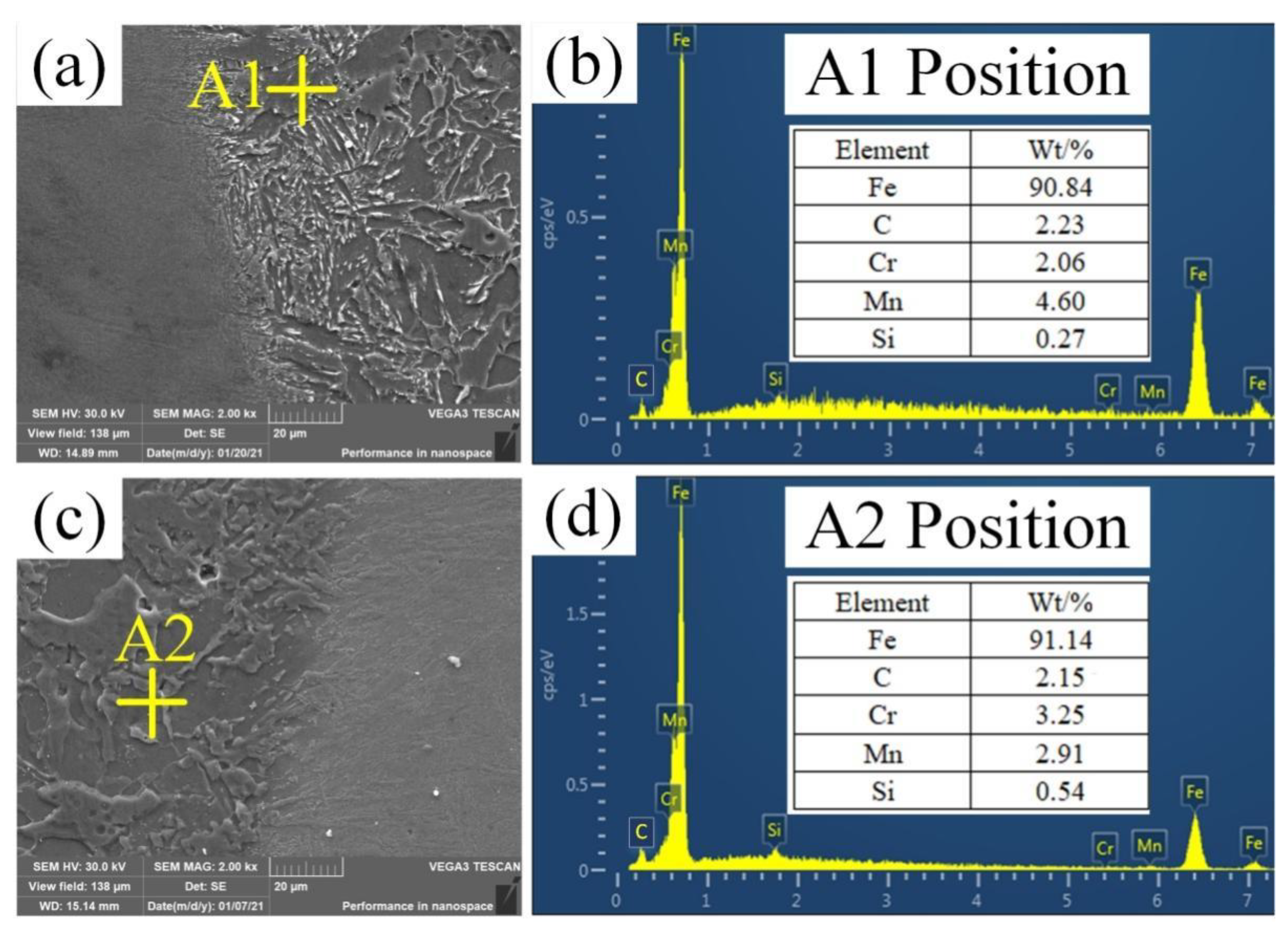
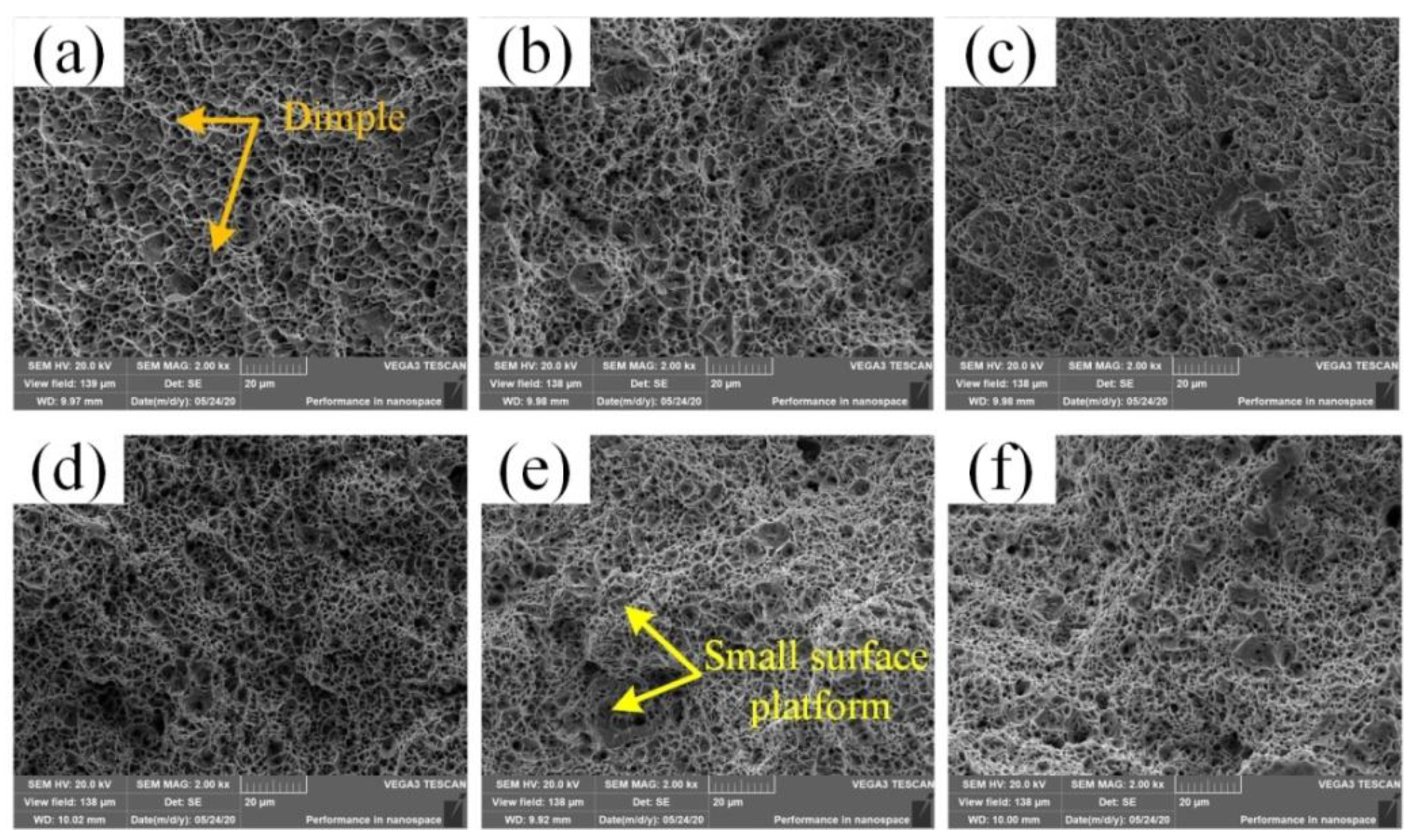
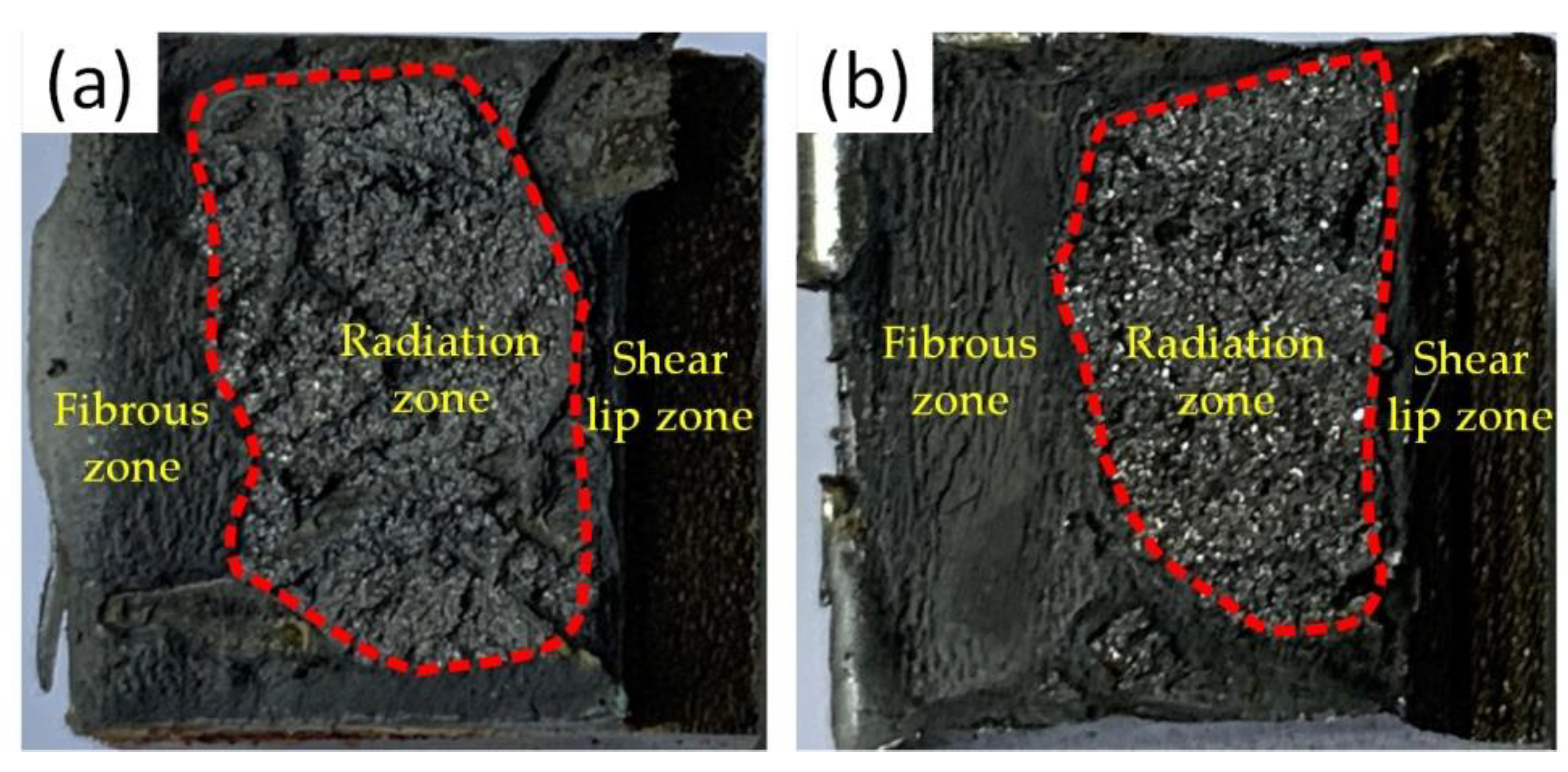
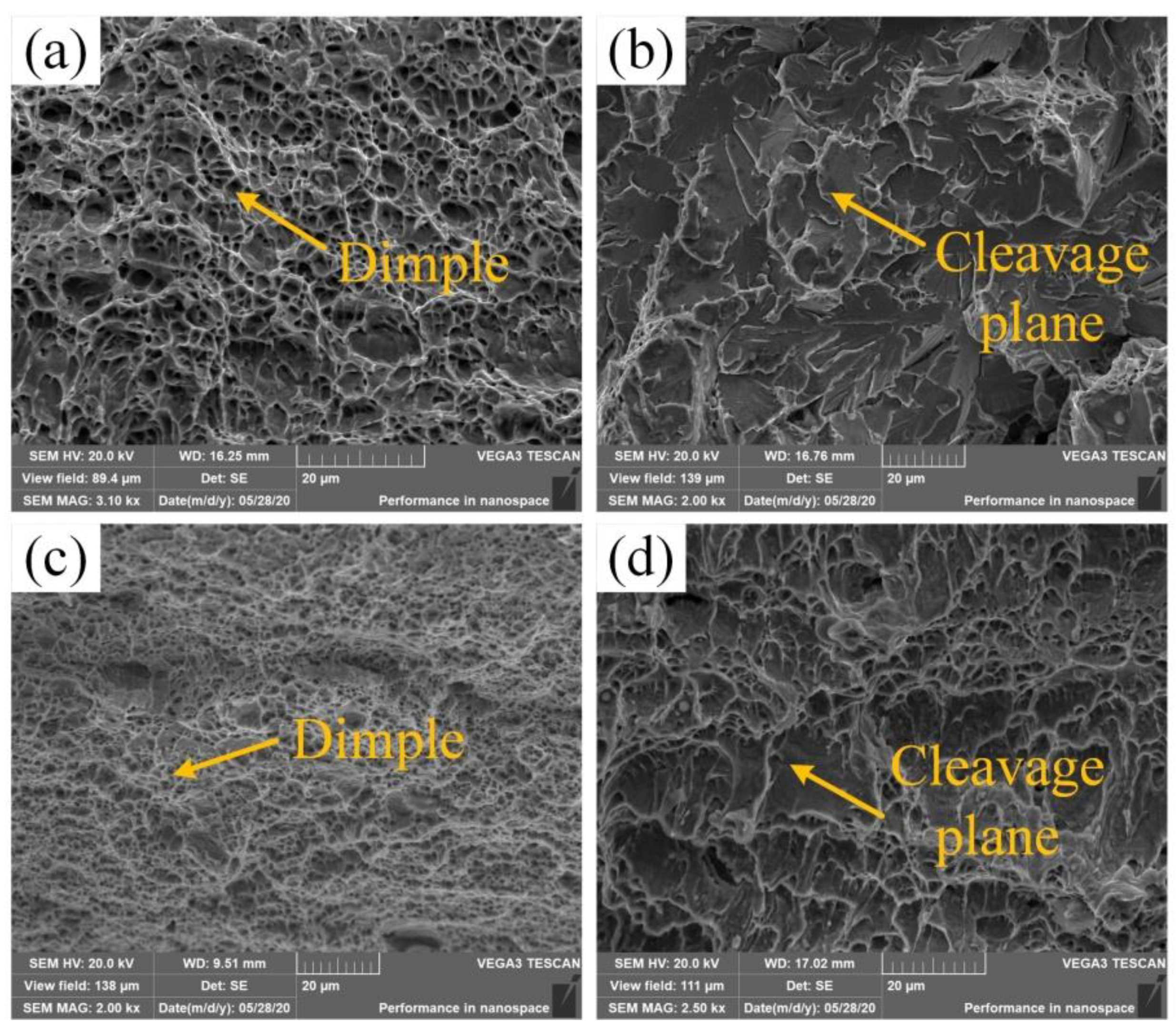
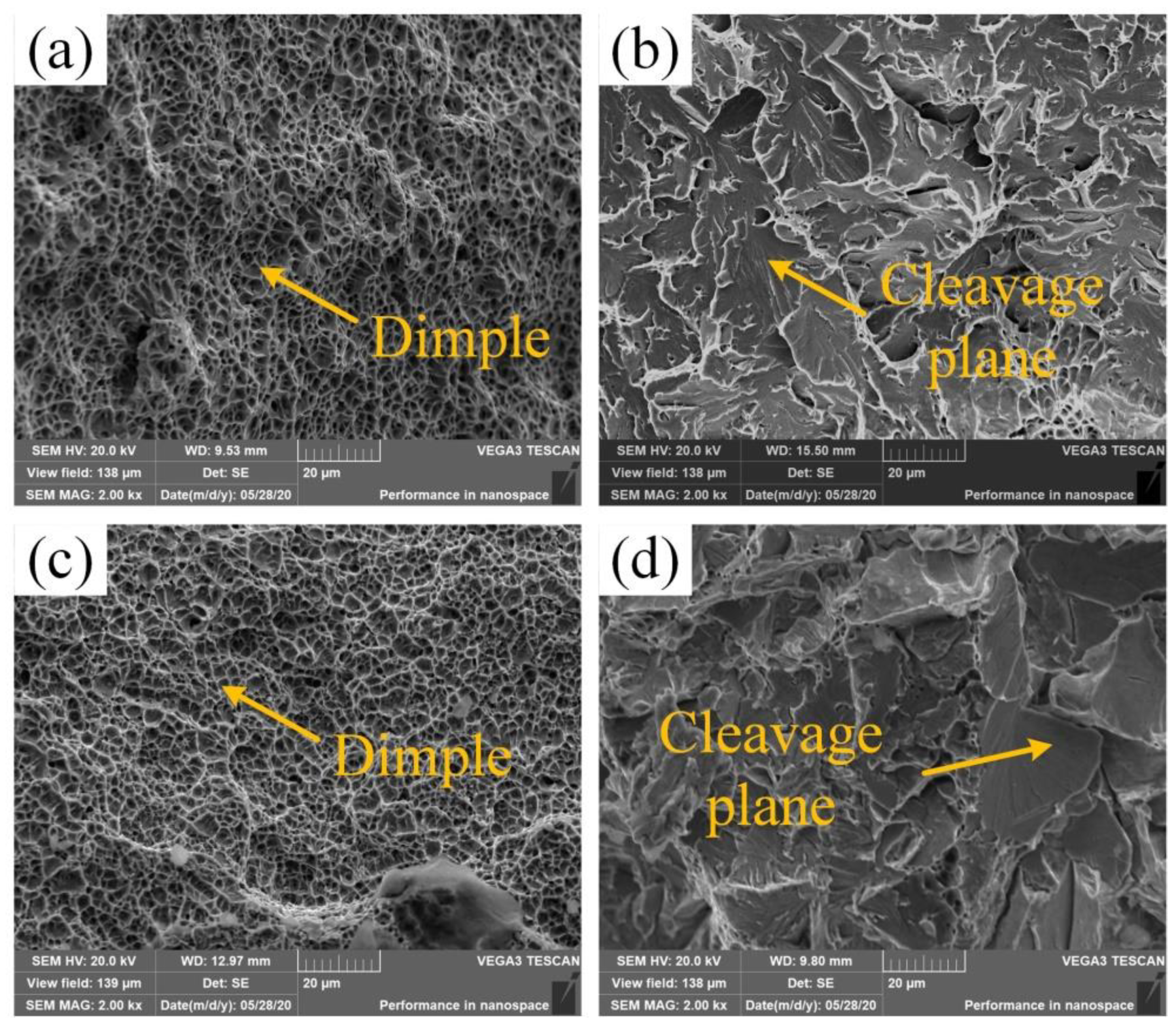
3.3. Microstructure and Fractography Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Long, J.; Zhang, L.J.; Zhang, Q.B.; Wang, W.K.; Zhong, J.; Zhang, J.X. Microstructural characteristics and low cycle fatigue properties at 230 °C of different weld zone materials from a 100 mm thick dissimilar weld of ultra-supercritical rotor steel. Int. J. Fatigue 2020, 130, 105248. [Google Scholar] [CrossRef]
- Wang, B.; Fu, W.; Li, Y.; Jiang, P.; Zhang, W.; Tian, Y. Study of the phase diagram and continuous cooling transformation of 12%Cr ultra-super-critical rotor steel. Mater. Charact. 2008, 59, 1133–1136. [Google Scholar] [CrossRef]
- Wang, Z.; Fu, W.; Wang, B.; Zhang, W.; Lv, Z.; Jiang, P. Study on hot deformation characteristics of 12%Cr ultra-super-critical rotor steel using processing maps and Zener-Hollomon parameter. Mater. Charact. 2010, 61, 25–30. [Google Scholar] [CrossRef]
- Wang, X.; Shao, C.; Liu, X.; Lu, F. Transition and fracture shift behavior in LCF test of dissimilar welded joint at elevated temperature. J. Mater. Sci. Technol. 2018, 34, 720–731. [Google Scholar] [CrossRef]
- Wang, W.K.; Zhang, J.X.; Zhong, J. Comparative evaluation of LCF behavior of dissimilar steels and welds in an ultra-supercritical turbine rotor at 280 °C. Int. J. Fatigue 2020, 139, 105771. [Google Scholar] [CrossRef]
- Sun, Y.J.; Liu, X.Q.; Hu, L.S.; Tang, X.Y. Online life estimation for steam turbine rotor. J. Loss Prev. Process Ind. 2013, 26, 272–279. [Google Scholar] [CrossRef]
- Hu, M.; Li, K.; Li, S.; Cai, Z.; Pan, J. Stress relief investigation using creep model considering back stress in welded rotor. J. Constr. Steel Res. 2020, 169, 106017. [Google Scholar] [CrossRef]
- Chu, T.; Cui, H.; Tang, X.; Lu, F. Stress corrosion crack growth rate of welded joint used for low-pressure rotor of nuclear turbine in oxygenated pure water at 180 °C. J. Nucl. Mater. 2019, 523, 276–290. [Google Scholar] [CrossRef]
- Guo, Q.; Lu, F.; Cui, H.; Yang, R.; Liu, X.; Tang, X. Modelling the crack propagation behavior in 9Cr/CrMoV welds. J. Mater. Process. Technol. 2015, 226, 125–133. [Google Scholar] [CrossRef]
- Zhu, M.L.; Xuan, F.Z. Effects of temperature on tensile and impact behavior of dissimilar welds of rotor steels. Mater. Des. 2010, 31, 3346–3352. [Google Scholar] [CrossRef]
- Lu, F.; Liu, P.; Ji, H.; Ding, Y.; Xu, X.; Gao, Y. Dramatically enhanced impact toughness in welded 10%Cr rotor steel by high temperature post-weld heat treatment. Mater. Charact. 2014, 92, 149–158. [Google Scholar] [CrossRef]
- Murugan, S.; Kumar, P.V.; Raj, B.; Bose, M.S.C. Temperature distribution during multipass welding of plates. Int. J. Press. Vessel. Pip. 1998, 75, 891–905. [Google Scholar] [CrossRef]
- Sattari-Far, I.; Farahani, M.R. Effect of the weld groove shape and pass number on residual stresses in butt-welded pipes. Int. J. Press. Vessel. Pip. 2009, 86, 723–731. [Google Scholar] [CrossRef]
- El-Banna, E.M.; Nageda, M.S.; Abo El-Saadat, M.M. Study of restoration by welding of pearlitic ductile cast iron. Mater. Lett. 2000, 42, 311–320. [Google Scholar] [CrossRef]
- Wang, J.Y.; Ren, Y.S.; Yang, F.; Guo, H.B. Novel rotation arc system for narrow gap MAG welding. Sci. Technol. Weld. Join. 2007, 12, 505–507. [Google Scholar] [CrossRef]
- Zhu, J.; Wang, J.; Su, N.; Xu, G.; Yang, M. An infrared visual sensing detection approach for swing arc narrow gap weld deviation. J. Mater. Process. Technol. 2017, 243, 258–268. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, H.; Li, J. Microstructural evolution of 9Cr-1Mo deposited metal subjected to weld heating. J. Mater. Process. Technol. 2009, 209, 2803–2811. [Google Scholar] [CrossRef]
- Wang, W.K.; Liu, Y.; Zhang, Q.B.; Zhang, L.J.; Zhang, J.X. Microstructure and local mechanical properties of a dissimilar metal welded joint with buttering layer in steam turbine rotor. Mater. Sci. Eng. A 2019, 747, 244–254. [Google Scholar] [CrossRef]
- Wittig, J.E.; Sinclair, R. Carbide Evolution in Temper Embrittled Nicrmov Bainitic Steel. Steel Res. Int. 2004, 75, 47–54. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Mo | Cr | V | P | S | Cu | Ni | |
|---|---|---|---|---|---|---|---|---|---|---|
| Metal | 0.26 | 0.31 | 0.77 | 0.95 | 2.4 | 0.41 | 0.031 | 0.028 | 0.23 | 0.27 |
| JM-56 | 0.077 | 0.87 | 1.45 | 0.002 | 0.031 | 0.004 | 0.012 | 0.013 | 0.125 | 0.017 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qian, X.; Ye, X.; Hou, X.; Wang, F.; Li, S.; Yu, Z.; Yang, S.; Huang, C.; Cui, J.; Zhu, C. Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel. Materials 2021, 14, 4498. https://doi.org/10.3390/ma14164498
Qian X, Ye X, Hou X, Wang F, Li S, Yu Z, Yang S, Huang C, Cui J, Zhu C. Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel. Materials. 2021; 14(16):4498. https://doi.org/10.3390/ma14164498
Chicago/Turabian StyleQian, Xiaoyan, Xin Ye, Xiaoqi Hou, Fuxin Wang, Shaowei Li, Zhishui Yu, Shanglei Yang, Chen Huang, Jinpeng Cui, and Chunxiang Zhu. 2021. "Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel" Materials 14, no. 16: 4498. https://doi.org/10.3390/ma14164498
APA StyleQian, X., Ye, X., Hou, X., Wang, F., Li, S., Yu, Z., Yang, S., Huang, C., Cui, J., & Zhu, C. (2021). Effect of 580 °C (20 h) Heat Treatment on Mechanical Properties of 25Cr2NiMo1V Rotor-Welded Joints of Oscillating Arc (MAG) Narrow Gap Thick Steel. Materials, 14(16), 4498. https://doi.org/10.3390/ma14164498