
Microstructure and Properties of Electroless Ni-P/Si3N4 Nanocomposite Coatings Deposited on the AW-7075 Aluminum Alloy


Abstract
:1. Introduction
2. Materials and Methods
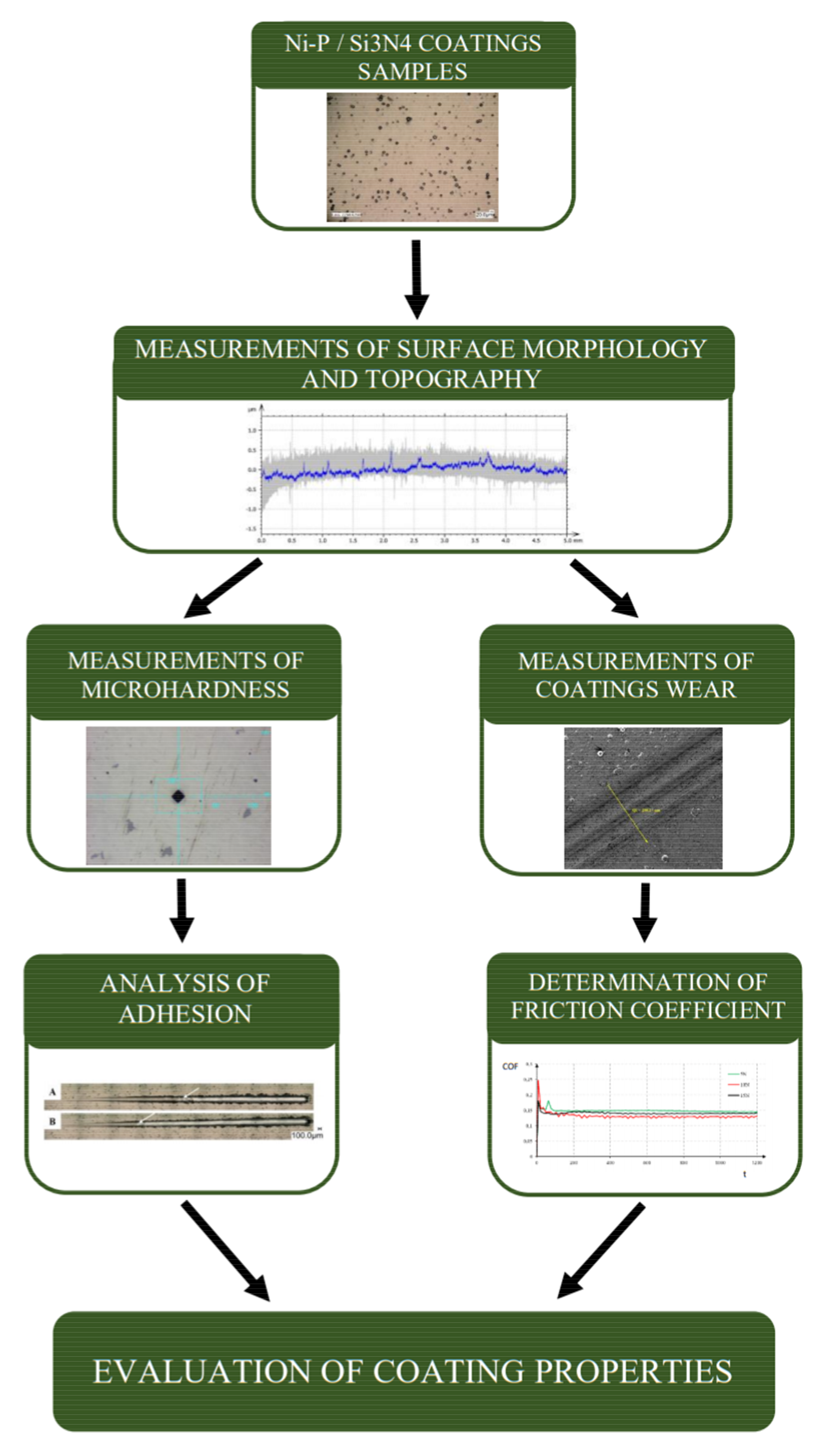
2.1. Plan of the Experiment
2.2. Materials
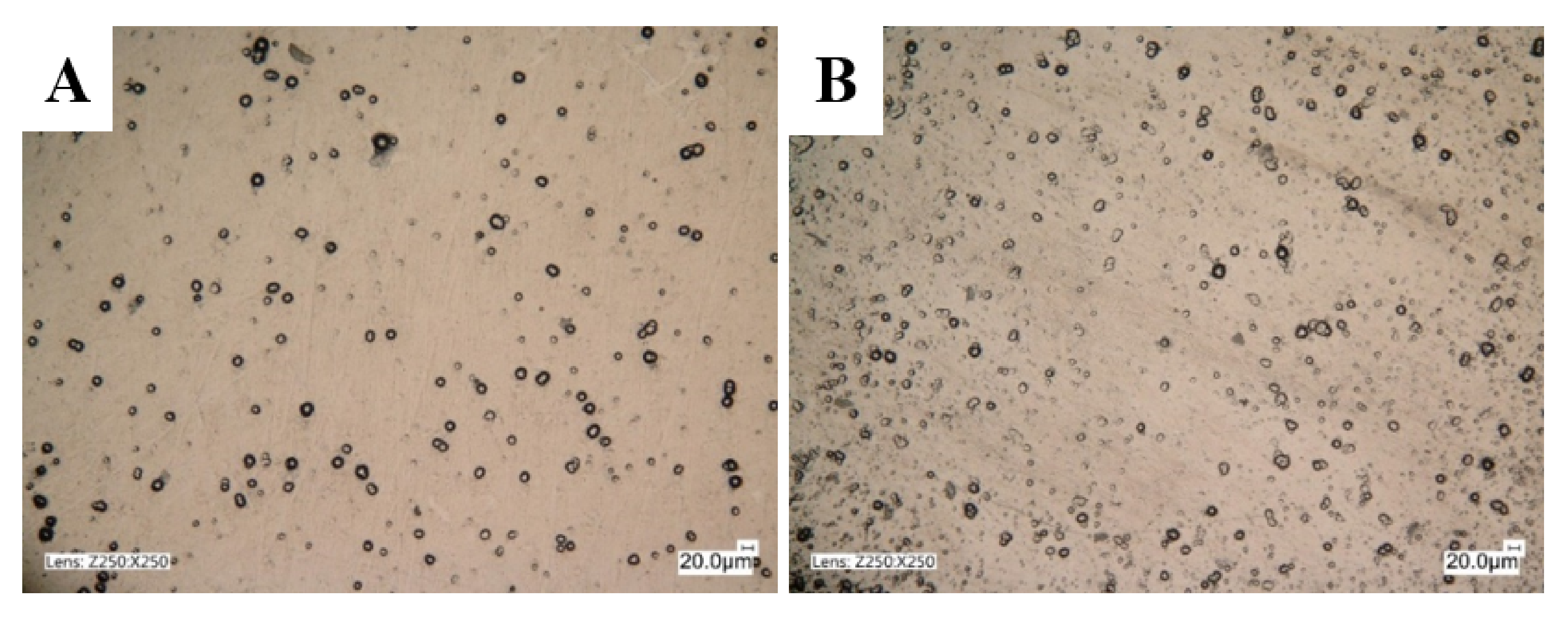
2.3. Surface Morphology and Topography Tests
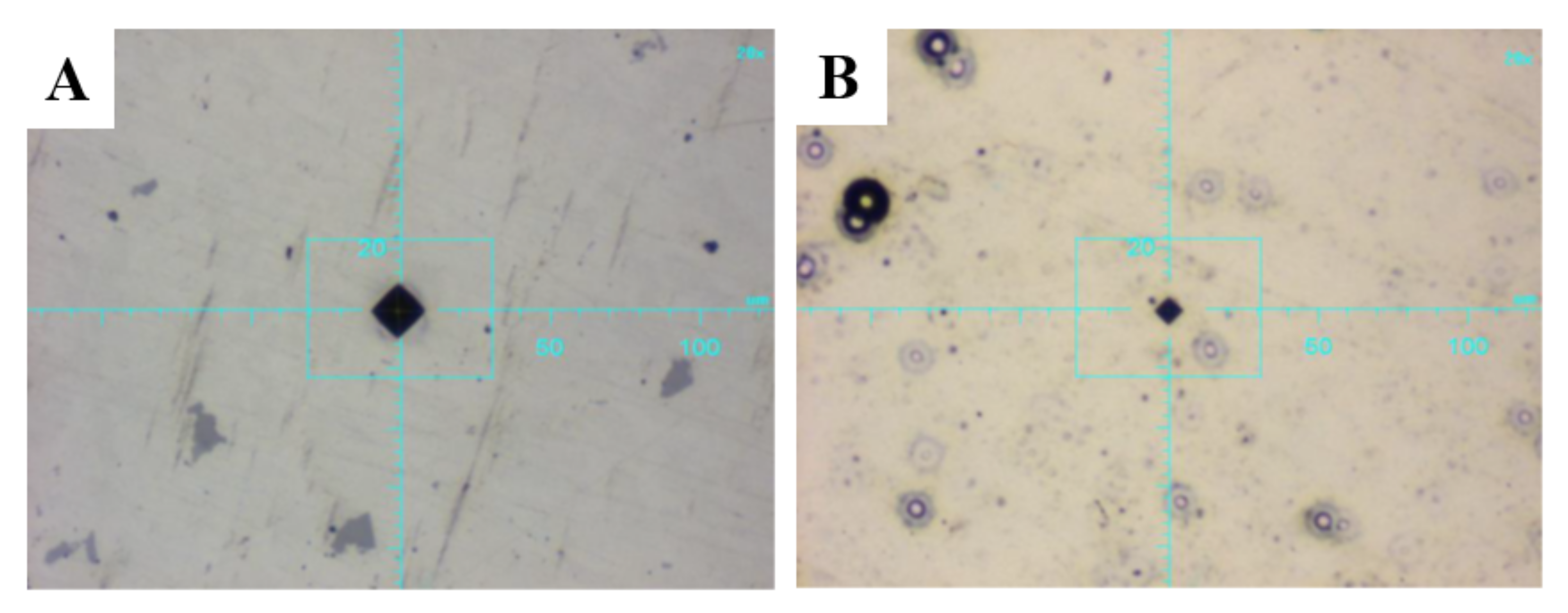
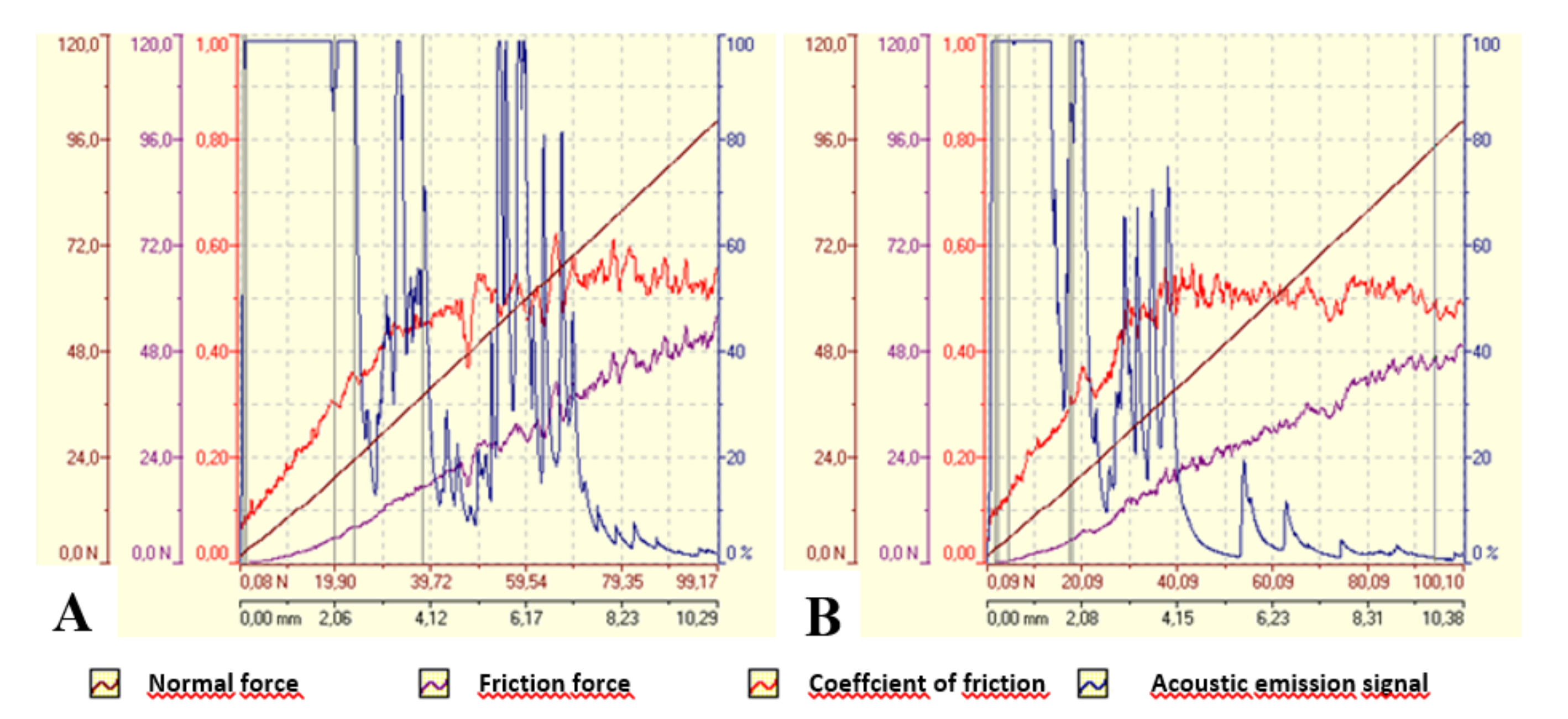
2.4. Microhardness and Adhesion Tests
2.5. Tribological Tests
3. Results and Discussion
3.1. Evaluation of Coating Properties
3.2. Evaluation of Microhardness and Adhesion
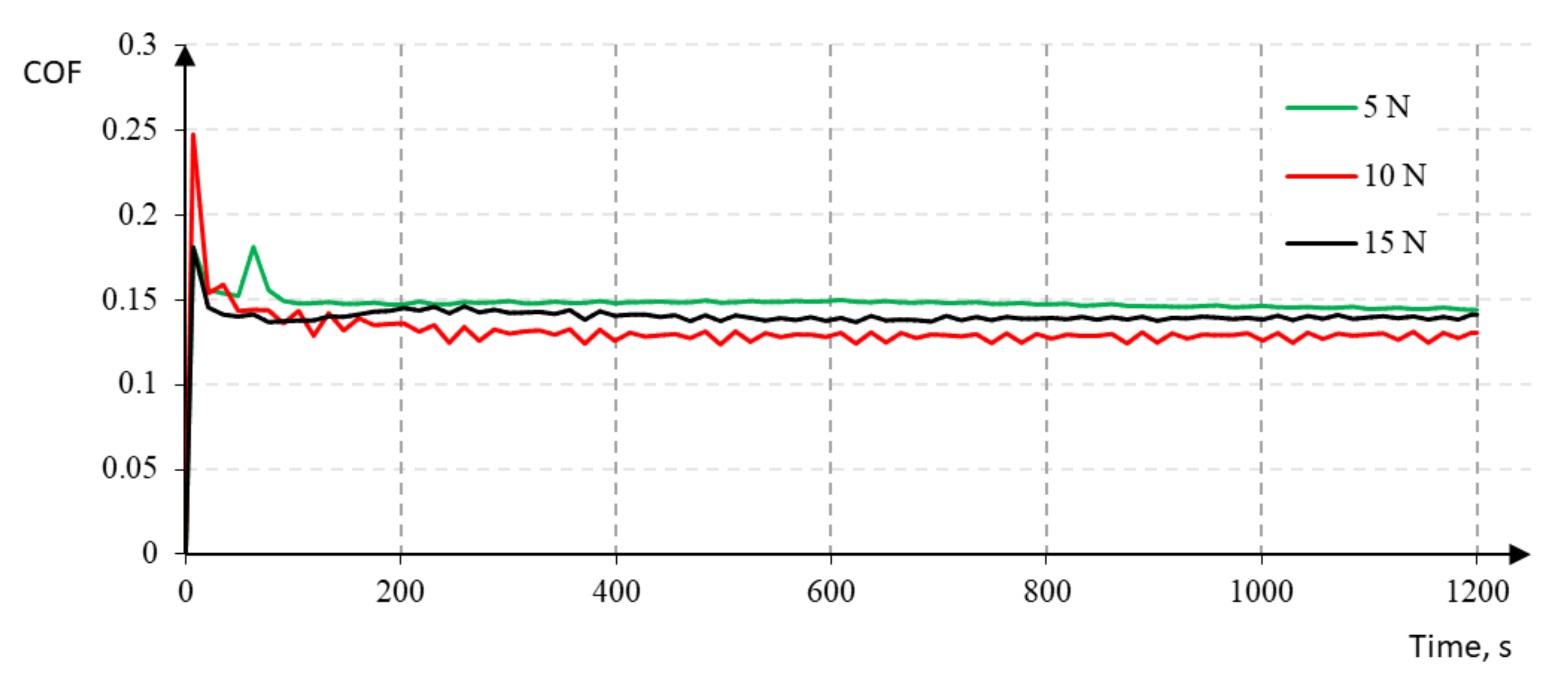
3.3. Evaluation of Tribological Parameters
4. Discussion
5. Conclusions
- It is noteworthy that despite the largest observed values of the roughness parameters of Ni-P/Si3N4 nanocomposite layers (2 g/dm3), their surfaces also show the highest resistance to abrasive wear;
- Increasing the content of the dispersion phase to 5 g/dm3 resulted in a bit decrease in hardness and wear resistance;
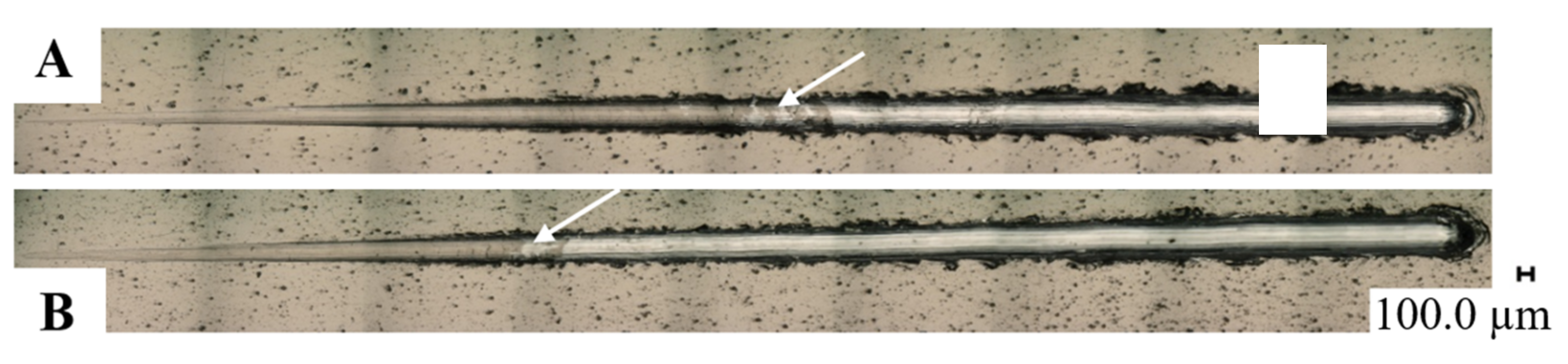
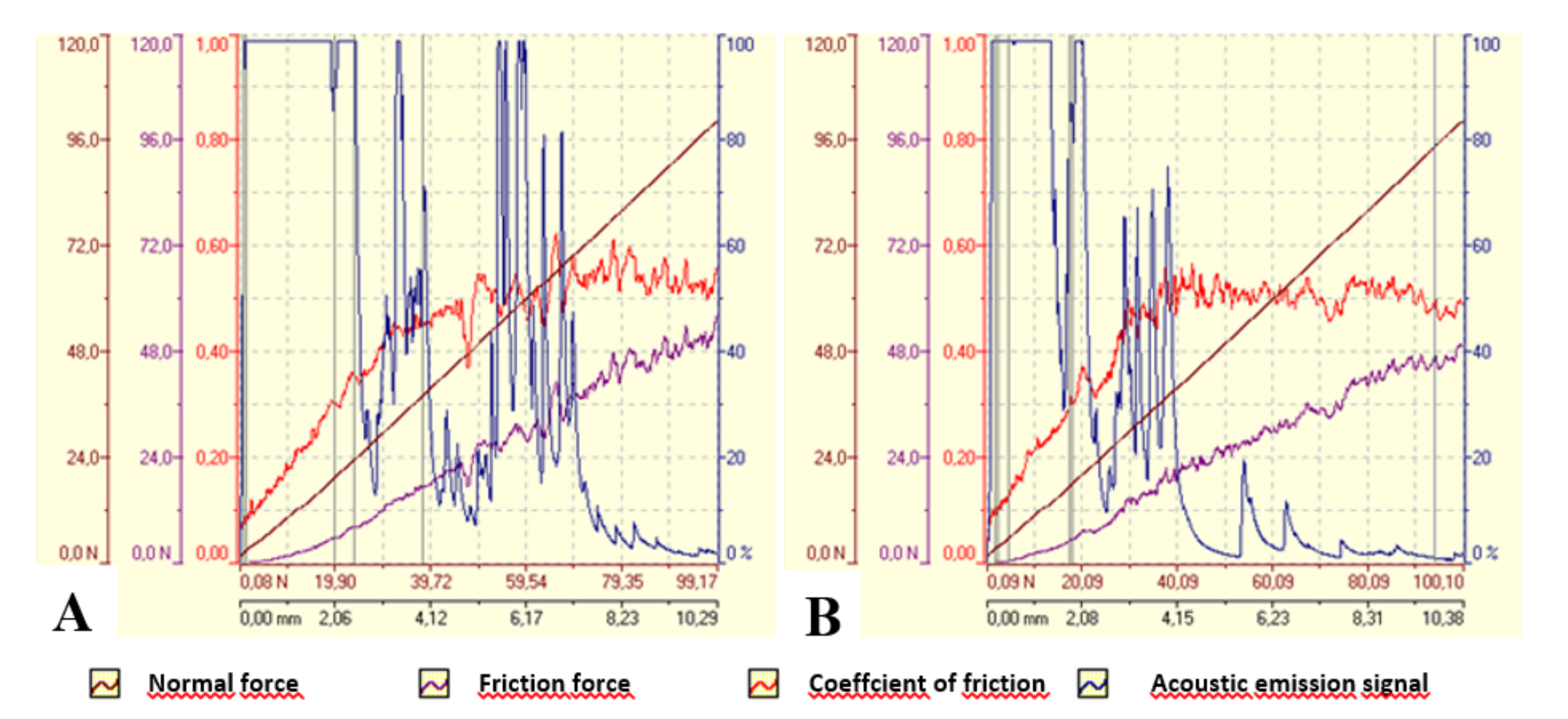
- The results of the scratch adhesion test showed that adhesive cracks begin to appear at various loads and are dependent on the thickness of the chemical composition of the coatings, and, more precisely, on the content of the dispersion phase;
- Generally, the Ni-P/Si3N4 layers are characterized by good bonding to the base material, especially coatings deposited in a bath with a content of 2 g/dm3. In the case of this coating, both adhesive and cohesive cracks appear much later at higher loads compared to the Ni-P/Si3N4 coating produced in a bath with a content of 5 g/dm3;
- Both the results in the form of microscopic images and measured numerical values prove the advantage of the Ni-P/Si3N4 coating obtained in the bath with the content of 2 g/dm3 in terms of its adhesion to the aluminum substrate compared to the Ni-P/Si3N4 coating produced in a bath with a content of 5 g/dm3;
- The results obtained in the study prove that the Ni-P/Si3N4 nanocomposite coating–AW-7075 substrate system is a good areological system;
- The tests also confirmed that the tested nanocomposite layers are promising materials for further mechanical and tribological tests. The coatings were deposited on polished and smooth substrates; therefore, in order to improve the surface properties, the polishing process should be repeated after creating the layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matuszak, J.; Kłonica, M.; Zagórski, I. Measurements of Forces and Selected Surface Layer Properties of AW-7075 Aluminum Alloy Used in the Aviation Industry after Abrasive Machining. Materials 2019, 12, 3707. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berlanga-Labari, C.; Biezma-Moraleda, M.V.; Rivero, P.J. Corrosion of Cast Aluminum Alloys: A Review. Metals 2020, 10, 1384. [Google Scholar] [CrossRef]
- Mohammadi, I.; Afshar, A.; Ahmadi, S. Al2O3/Si3N4 nanocomposite coating on aluminum alloy by the anodizing route: Fabrication, characterization, mechanical properties and electrochemical behavior. Ceram. Int. 2020, 42, 12105–12114. [Google Scholar] [CrossRef]
- Nassajpour-Esfahani, A.H.; Emadi, R.; Alhaji, A.; Bahrami, A.; Haftbaradaran-Esfahani, M.R. Towards high strength MgAl2O4/Si3N4 transparent nanocomposite, using spark plasma sintering. J. Alloys Compd. 2020, 830, 154588. [Google Scholar] [CrossRef]
- Hajiali Fini, M.; Amadeh, A. Improvement of wear and corrosion resistance of AZ91 magnesium alloy by applying Ni–SiC nanocomposite coating via pulse electrodeposition. Trans. Nonferrous Met. Soc. China 2013, 23, 10. [Google Scholar]
- Zhu, G.; Cui, X.; Zhang, Y.; Chen, S.; Dong, M.; Liu, H.; Shao, Q.; Ding, T.; Wu, S.; Guo, Z. Poly (vinyl butyral)/Graphene oxide/poly (methylhydrosiloxane) nanocomposite coating for improved aluminum alloy anticorrosion. Polymer 2020, 172, 415–422. [Google Scholar] [CrossRef]
- Sharifalhoseinia, Z.; Entezaria, M.H.; Davoodib, A.; Shahidi, M. Access to nanocrystalline, uniform, and fine-grained Ni-P coating with improved anticorrosive action through the growth of ZnO nanostructures before the plating process. Corros. Sci. 2020, 172, 108743. [Google Scholar] [CrossRef]
- Prasanta, S.; Suman, K.D. Tribology of electroless nickel coatings—A review. Mater. Des. 2011, 32, 1760–1775. [Google Scholar]
- Varshney, P.; Chhangani, S.; Prasad, M.J.N.V.; Pati, S.; Gollapudi, S. Effect of grain boundary relaxation on the corrosion behaviour of nanocrystalline Ni-P alloy. J. Alloys Compd. 2020, 830, 154616. [Google Scholar] [CrossRef]
- Vijayanand, M.; Elansezhian, R. Effect of different pretreatments and heat treatment on wear properties of electroless Ni-B coatings on 7075-T6 aluminum alloy. Procedia Eng. 2014, 97, 1707–1717. [Google Scholar] [CrossRef] [Green Version]
- Touri, S.; Monirvaghef, S.M. Fabrication and characterization of functionally graded Ni-P electroless coating with variable properties along the surface of the coating, Mater. Today Commun. 2020, 24, 101203. [Google Scholar]
- Kanamori, K.; Kimoto, Y.; Toriumi, S.; Yonezu, A. Evaluation of adhesion durability of Ni–P coating using repeated Laser Shock Adhesion Test. Surf. Coat. Technol. 2020, 396, 125953. [Google Scholar] [CrossRef]
- Wang, S.; Huang, X.; Gong, M.; Huang, W. Microstructure and mechanical properties of Ni-P-Si3N4 nanowire electroless composite coatings. Appl. Surf. Sci. 2015, 357, 328–332. [Google Scholar] [CrossRef]
- Farzeneh, A.; Mohammadi, M.; Ehteshamzadeh, M.; Mohammadi, F. Electrochemical and structural properties of electroless Ni-P-SiC nanocomposite coatings. Appl. Surf. Sci. 2013, 276, 697–704. [Google Scholar] [CrossRef]
- Karthikeyan, S.; Ramamoorthy, B. Effect of reducing agent and nano Al2O3 particles on the properties of electroless Ni-P coating. Appl. Surf. Sci. 2014, 307, 654–660. [Google Scholar] [CrossRef]
- Franco, M.; Sha, W.; Aldic, G.; Malinov, S.; Cimenoglu, H. Effect of reinforcement and heat treatment on elevated temperature sliding of electroless Ni-P/SiC composite coatings. Tribol. Int. 2016, 97, 265–271. [Google Scholar] [CrossRef] [Green Version]
- Soleimani, R.; Mahboubi, F.; Arman, S.Y.; Kazemi, M.; Maniee, A. Development of mathematical model to evaluate microstructure and corrosion behavior of electroless Ni–P/nano-SiC coating deposited on 6061 aluminum alloy. J. Ind. Eng. Chem. 2015, 23, 328–337. [Google Scholar] [CrossRef]
- Szala, M.; Kot, E.A. Influence of repainting on the mechanical properties, surface topography and microstructure of polyester powder coatings, Adv. Sci. Technol. Res. J. 2017, 11, 159–165. [Google Scholar] [CrossRef]
- Matik, U. Structural and wear properties of heat-treated electroless Ni-P alloy and Ni-P-Si3N4 composite coatings on iron based compacts. Surf. Coat. Technol. 2016, 302, 528–534. [Google Scholar] [CrossRef]
- Trzaska, M. Studies of the structure and properties of Ni-P and Ni-P/Si3N4 surface layers deposited on aluminum by the electroless method. J. Achiev. Mater. Manuf. Eng. 2010, 43, 269–275. [Google Scholar]
- Czapczyk, K. Tribological Properties of Ni-P/Si3N4 Nanocomposite Layers Deposited by Chemical Reduction Method on Aluminum Alloy AW-7075. Materials 2020, 13, 5797. [Google Scholar]
- Dhani, R.D.; Kshetri, Y.K.; Gyawali, G.; Kim, T.H.; Choi, J.H.; Lee, S.W. Understanding the effect of Si3N4 nanoparticles on wear resistance behavior of electroless Nickel-Phosphorus coating through structural investigation. Appl. Surf. Sci. 2021, 542, 148403. [Google Scholar]
- Balaraju, J.N.; Ezhil Selvi, V.; Rajam, K.S. Electrochemical behavior of low phosphorus electroless Ni-P-Si3N4 composite coatings. Mater. Chem. Phys. 2010, 120, 546–551. [Google Scholar] [CrossRef]
- Mazurek, A.; Cieślak, G.; Bartoszek, W.; Trzaska, M. Abrasion resistance of Ni-B/Si3N4 composite layers produced by electroless method. Arch. Mater. Sci. Eng. 2017, 87, 21–26. [Google Scholar] [CrossRef]
- Liua, Y.; Zhanga, L.; Zhaob, W.; Shengc, H.; Lia, H. Fabrication and properties of carbon fiber-Si3N4 nanowires-hydroxyapatite/phenolic resin composites for biological applications. Ceram. Int. 2020, 46, 16397–16404. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, D.; Wang, J.; Zhang, J.; Zhou, J.; Zhang, Y. Synthesis of self-toughness porous Si3N4 ceramics with three-dimensional cage structures. Mater. Lett. 2020, 270, 127651. [Google Scholar] [CrossRef]
- Khullar, P.; Zhu, D.; Gilbert, J.L. Fretting corrosion of Si3N4 vs CoCrMo femoral heads on Ti-6Al-V trunnions. J. Orthop. Res. 2020, 38, 1617–1626. [Google Scholar] [CrossRef]
- Zhanga, J.; Liub, J.; Wangc, Z.; Chenc, W.; Hud, B.; Zhangd, Y.; Liaoa, H.; Ma, S. Tribological behavior and lubricating mechanism of Si3N4 in artificial seawater. Ceram. Int. 2020, 46, 14361–14368. [Google Scholar] [CrossRef]
- Trzaska, M.; Cieślak, G.; Mazurek, A. Structure and properties of Ni-P/PTFE composite coatings produced by chemical reduction method. Compos. Theory Pract. 2016, 16, 174–179. [Google Scholar]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Metall. Mater. Trans. 2020, 51, 3674–3691. [Google Scholar] [CrossRef]
- Mohsenifar, F.; Ebrahimifar, H. Effect of titanium oxide ceramic particles concentration on microstructure and corrosion behaviour of Ni–P–Al2O3–TiO2 composite coating. Bull. Mater. Sci. 2020, 43, 99. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition [%] | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Zn | Mg | Cu | Fe | Si | Mn | Cr | Zr | Ti | Rest | Al |
| 5.1–6.1 | 2.1–2.9 | 1.2–2.0 | max 0.50 | max 0.4 | max 0.3 | 0.18–0.28 | max 0.25 | max 0.20 | max 0.05 | other |
| Substrate | Chemical Formula | Concentration [g/dm3] |
|---|---|---|
| Sodium hydroxide | NaOH | 120 |
| Zinc oxide | ZnO | 12 |
| Nickel (II) sulfate | NiSO4·6H2O | 1.5 |
| Iron (III) chloride | FeCl3·6H2O | 2 |
| Sodium potassium tartrate | KNaC4H4O6·4H2O | 15 |
| Sodium citrate | C6H5O7Na3·H2O | 15 |
| Substrate | Chemical Formula | Concentration [g/dm3] |
|---|---|---|
| Monosodium phosphate (I) (reducer) | NaH2PO2·H2O | 30 |
| Sodium acetate | CH3COONa·3H2O | 35 |
| Nickel (II) sulfate | NiSO4·6H2O | 28 |
| Lactic acid (pH stabilizing buffer) | C2H4OHCOOH | 20 |
| Stage | The First | The Second | The Third |
|---|---|---|---|
| Load [N] | 5 | 10 | 15 |
| Time [s] | 1200 | ||
| Length of wear track [mm] | 20 | ||
| Speed [mm/s] | 2 | ||
| Counterspecimen | 100Cr6 bearing steel ball with a diameter of 6.3 mm (1/4″) | ||
| Material | Thickness of Layer [µm] | Si Content in Layer [% vol.] | Si3N4 Content in Bath [g/dm3] | Rp ± SD [μm] | Rv ± SD [μm] | Rq ± SD [μm] | Rt ± SD [μm] |
|---|---|---|---|---|---|---|---|
| AW-7075 | - | - | - | 0.254 ± 0.036 | 0.168 ± 0.023 | 0.057 ± 0.005 | 0.584 ± 0.111 |
| Ni-P/ Si3N4 | 10 | 0.44 ÷ 0.48 | 2 | 11.3 ± 2.68 | 2.44 ± 0.753 | 2.50 ± 0.696 | 23.9 ± 6.54 |
| 10 | 0.58 | 5 | 2.30 ± 0.960 | 0.526 ± 0.153 | 0.337 ± 0.144 | 5.97 ± 2.33 |
| Material | The Thickness of Layer [µm] | Si3N4 Content in Bath [g/dm3] | HV0.03 ± SD | HM ± SD |
|---|---|---|---|---|
| AW-7075 | - | - | 202.62 ± 2.79 | 1643.46 ± 22.63 |
| Ni-P/ Si3N4 | 10 | 2 | 642.47 ± 14.35 | 4306.35 ± 86.12 |
| 10 | 5 | 638.70 ± 13.29 | 4283.43 ± 69.17 |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <0.76 | <0.007 | From the beginning of the scratch—longitudinal cracks at the outer edge of the scratch. | - |
| 0.76 | 0.007 | Lateral crack, possibly caused by points (dots) on the specimen, single perforation. | Cohesive |
| 1.43 | 0.14 | Longitudinal crack. | - |
| 19.73 | 2.04 | Cracks protruding from the outer edges of the scratch, material bulges at the outer edges of the scratch. | Adhesive |
| 23.87 | 2.47 | Beginning of small transverse cracks. | Cohesive |
| 37.93 | 3.97 | Larger single transverse cracks. | Cohesive |
| 46.80 | 4.85 | Layer perforation. | Adhesive |
| 52.48 | 5.44 | Larger crack with chipping. | Adhesive |
| 54.60 | 5.66 | Large layer perforation. | Adhesive |
| 65.96 | 6.84 | Breakage and destruction of the layer. | Adhesive |
| Load [N] | Distance “x” [mm] | Description | Type of Failure |
|---|---|---|---|
| <1.73 | <0.17 | Minor longitudinal and transverse cracks with perforation caused by agglomerates passing through the visible surface of the sample. | Cohesive |
| 1.73 | 0.17 | Longitudinal cracks. | - |
| 2.21 | 0.22 | Longitudinal crack beyond the outer edge of the scratch. | - |
| 4.43 | 0.45 | Larger longitudinal fracture in the crack. | - |
| 17.91 | 1.85 | Beginning of growing cracks extending from the outer scratch edges. | Adhesive |
| 28.96 | 3.00 | Larger transverse crack in the crack. | Cohesive |
| 33.22 | 3.44 | Longitudinal break in a crack (larger). | - |
| 34.95 | 3.62 | Large cohesive fracture. | Cohesive |
| 37.07 | 3.84 | Layer perforation. | Adhesive |
| 38.90 | 4.03 | Breakage and destruction of the layer. | Adhesive |
| 39.77 ÷ 43.91 | 4.12 ÷ 4.55 | The highly perforated and cracked layer reappears, chipping, single exfoliation in the substrate. | - |
| Coating | Critical Load [N] | Coating Decrease [mm] | |
|---|---|---|---|
| Lc1 | Lc2 | ||
| Ni-P/Si3N4 (2 g/dm3) | 37.93 | 19.73 | 6.84 |
| Ni-P/Si3N4 (5 g/dm3) | 28.96 | 17.91 | 4.03 |
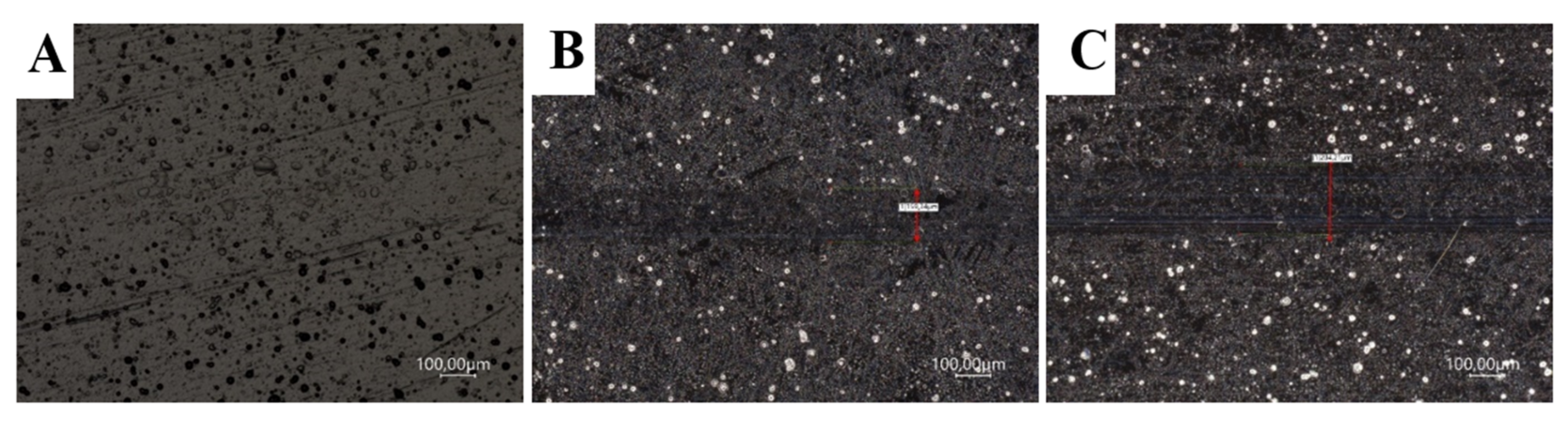
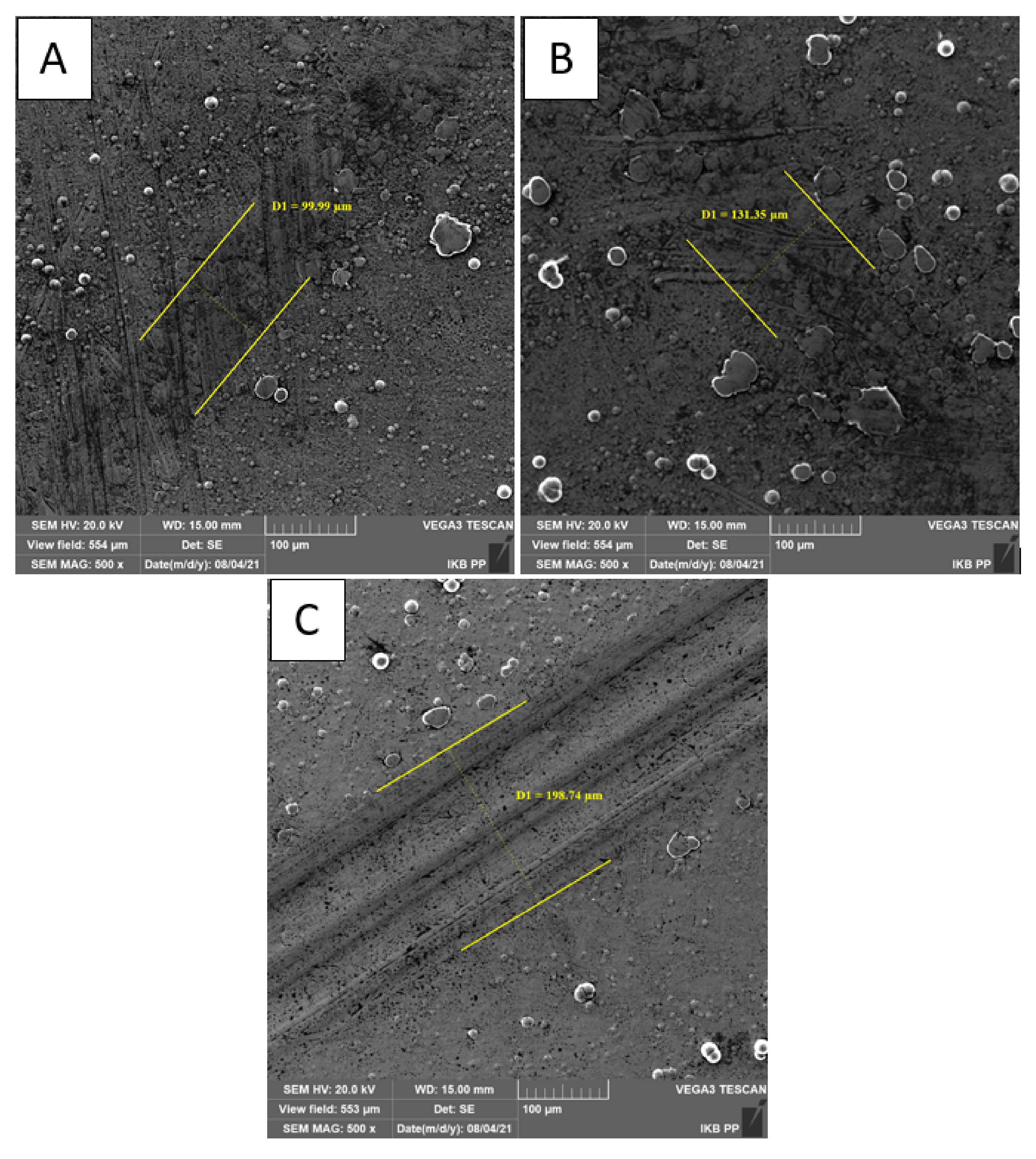
| Material | AW-7075 | Ni-P/Si3N4 (2 g/dm3) | Ni-P/Si3N4 (5 g/dm3) | AW-7075 | Ni-P/Si3N4 (2 g/dm3) | Ni-P/Si3N4 (5 g/dm3) | AW-7075 | Ni-P/Si3N4 (2 g/dm3) | Ni-P/Si3N4 (5 g/dm3) |
|---|---|---|---|---|---|---|---|---|---|
| Force [N] | 5 | 5 | 5 | 10 | 10 | 10 | 15 | 15 | 15 |
| Crack widths [µm] | 129–133 | - | 116–126 | 165 | 159 | 150–175 | 210 | 196–204 | 196–211 |
| The average value of crack widths [µm] | 131 | - | 121 | 165 | 159 | 162 | 210 | 200 | 204 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Czapczyk, K.; Zawadzki, P.; Wierzbicka, N.; Talar, R. Microstructure and Properties of Electroless Ni-P/Si3N4 Nanocomposite Coatings Deposited on the AW-7075 Aluminum Alloy. Materials 2021, 14, 4487. https://doi.org/10.3390/ma14164487
Czapczyk K, Zawadzki P, Wierzbicka N, Talar R. Microstructure and Properties of Electroless Ni-P/Si3N4 Nanocomposite Coatings Deposited on the AW-7075 Aluminum Alloy. Materials. 2021; 14(16):4487. https://doi.org/10.3390/ma14164487
Chicago/Turabian StyleCzapczyk, Kazimierz, Paweł Zawadzki, Natalia Wierzbicka, and Rafał Talar. 2021. "Microstructure and Properties of Electroless Ni-P/Si3N4 Nanocomposite Coatings Deposited on the AW-7075 Aluminum Alloy" Materials 14, no. 16: 4487. https://doi.org/10.3390/ma14164487
APA StyleCzapczyk, K., Zawadzki, P., Wierzbicka, N., & Talar, R. (2021). Microstructure and Properties of Electroless Ni-P/Si3N4 Nanocomposite Coatings Deposited on the AW-7075 Aluminum Alloy. Materials, 14(16), 4487. https://doi.org/10.3390/ma14164487