
Low and High Speed Orthogonal Cutting of AA6061-T6 under Dry and Flood-Coolant Modes: Tool Wear and Residual Stress Measurements and Predictions




Abstract
:1. Introduction
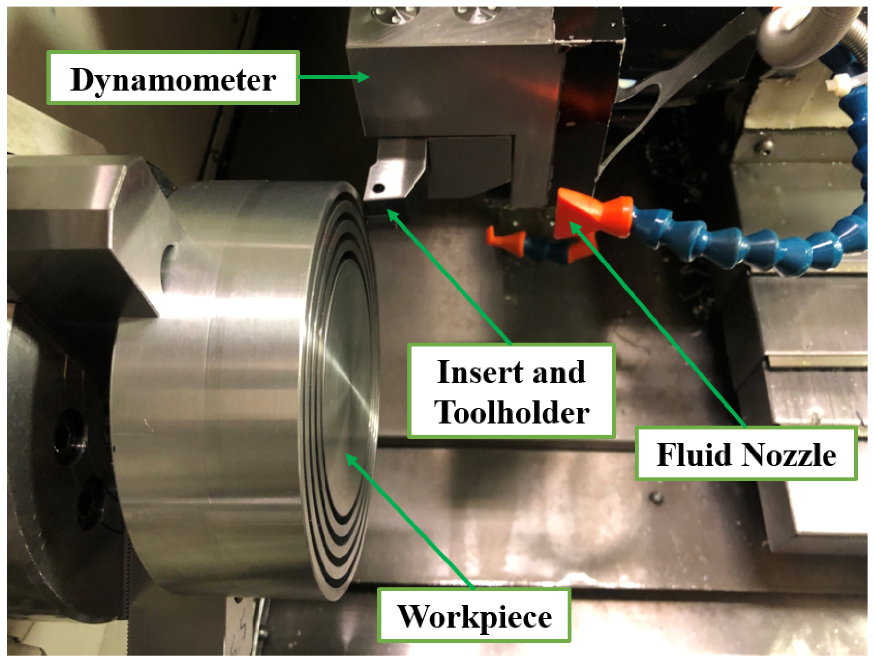
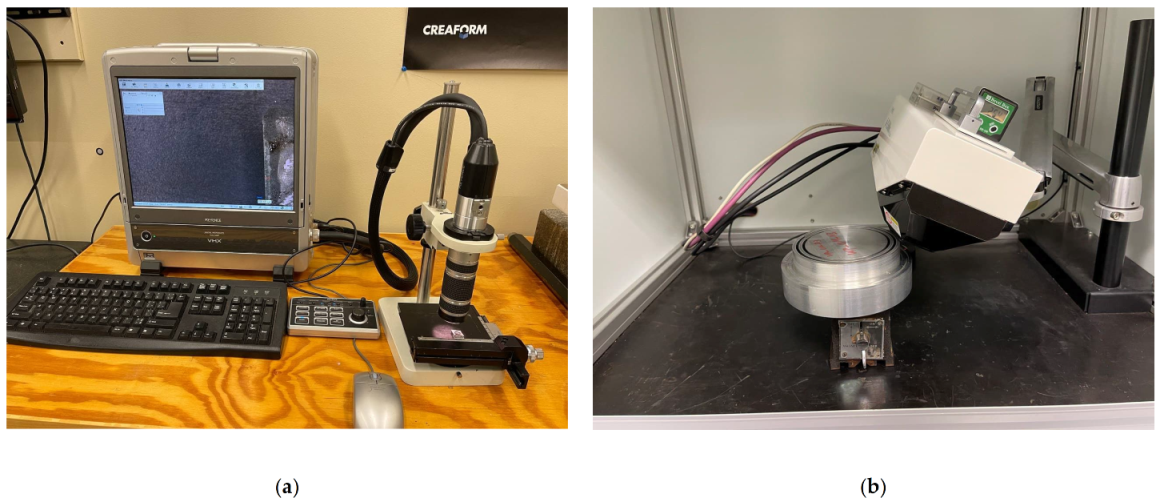
2. Experimental Tests
3. Results and Discussion
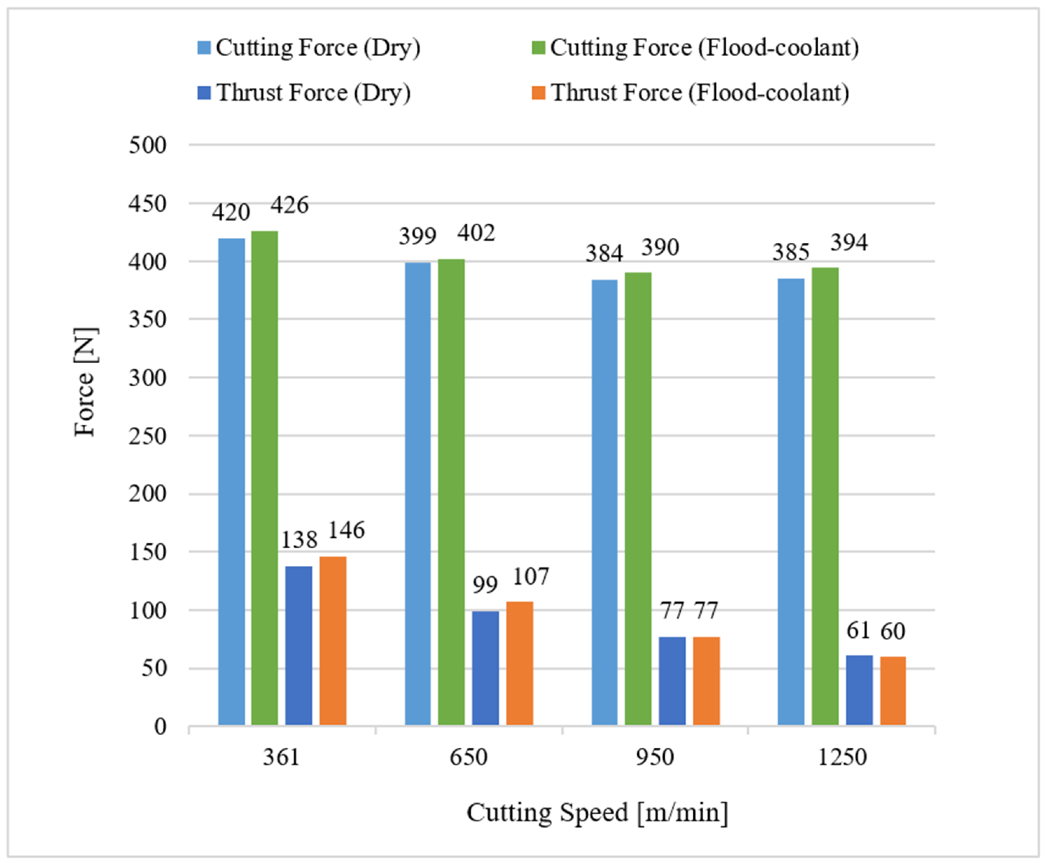
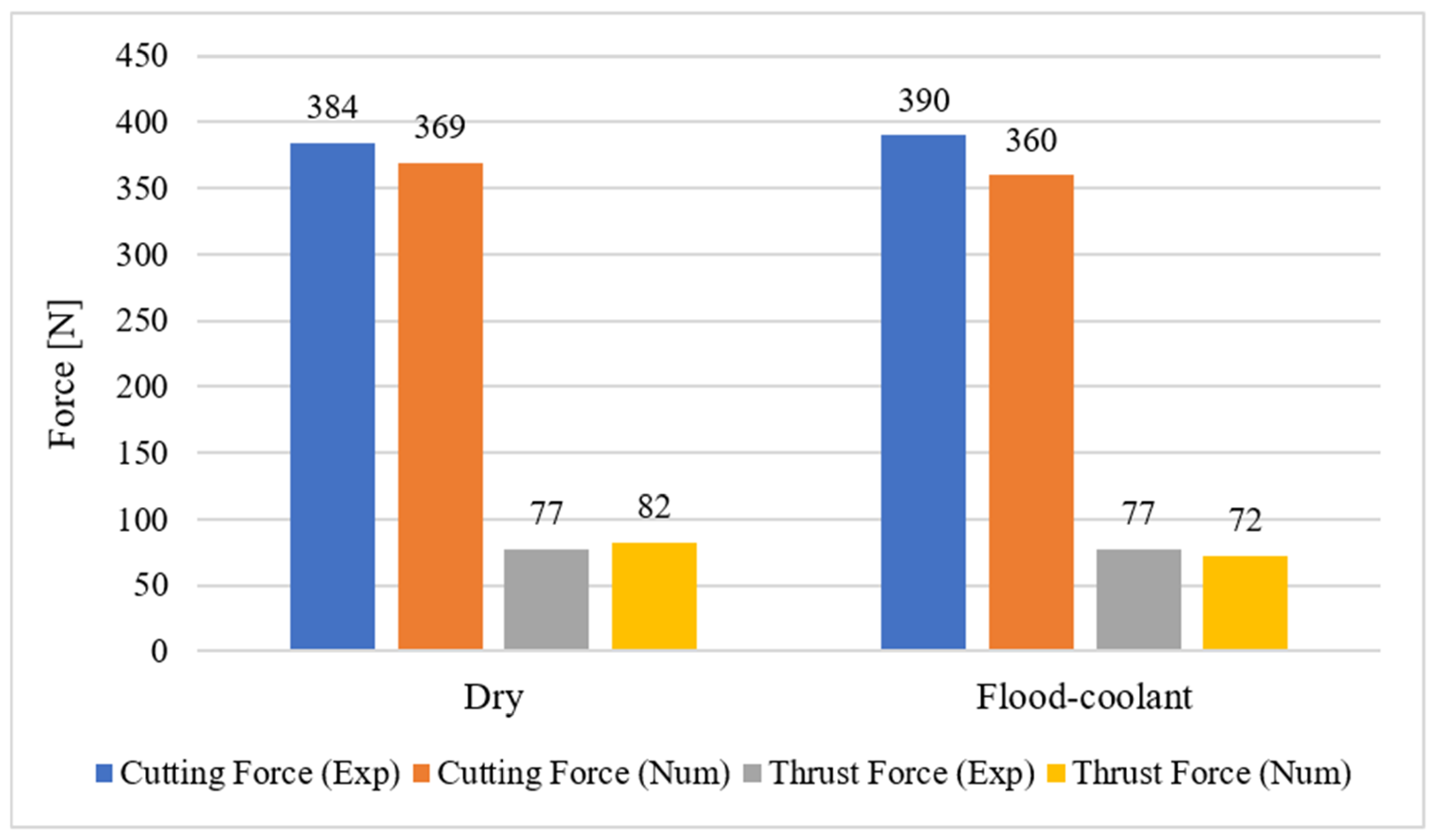
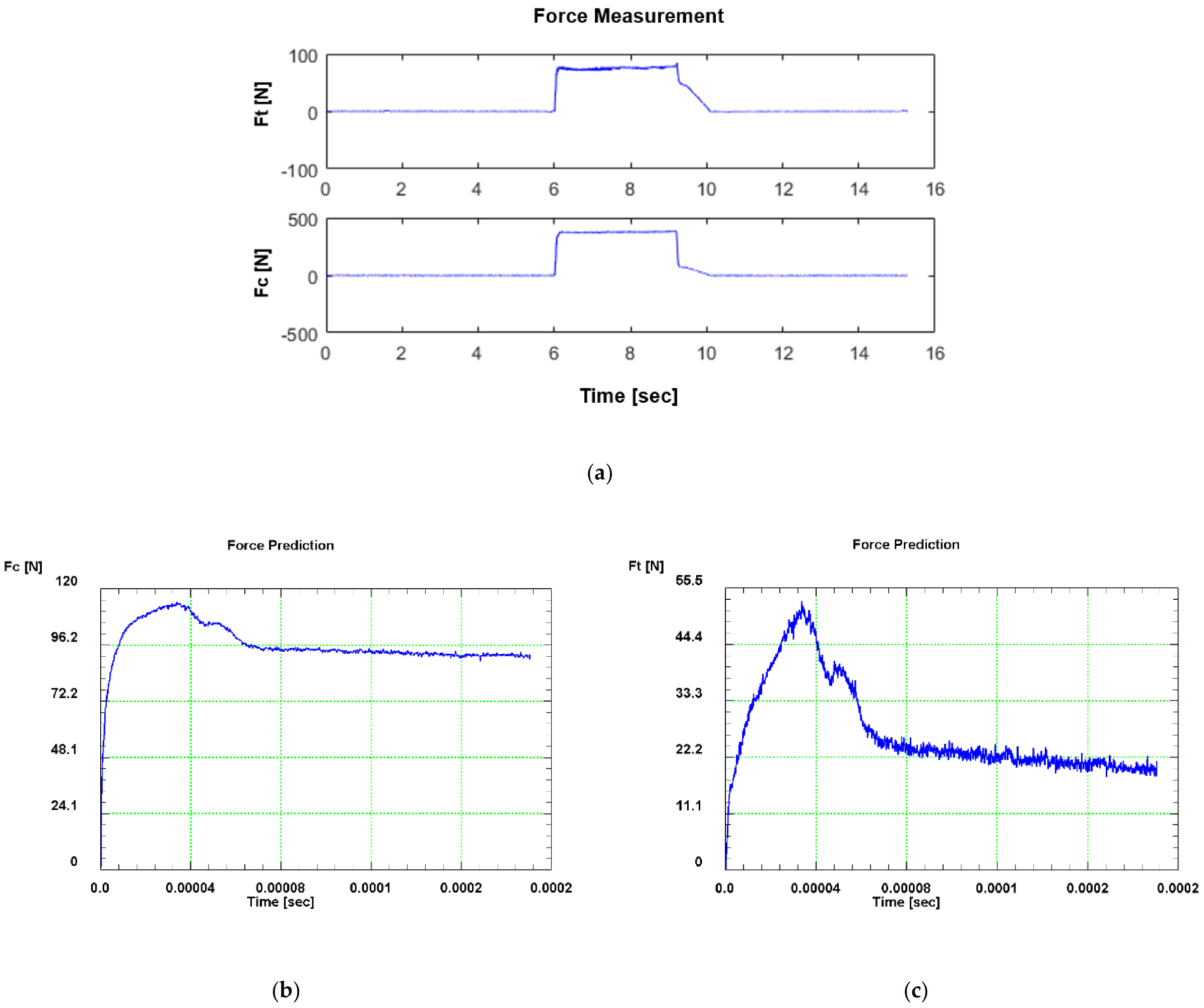
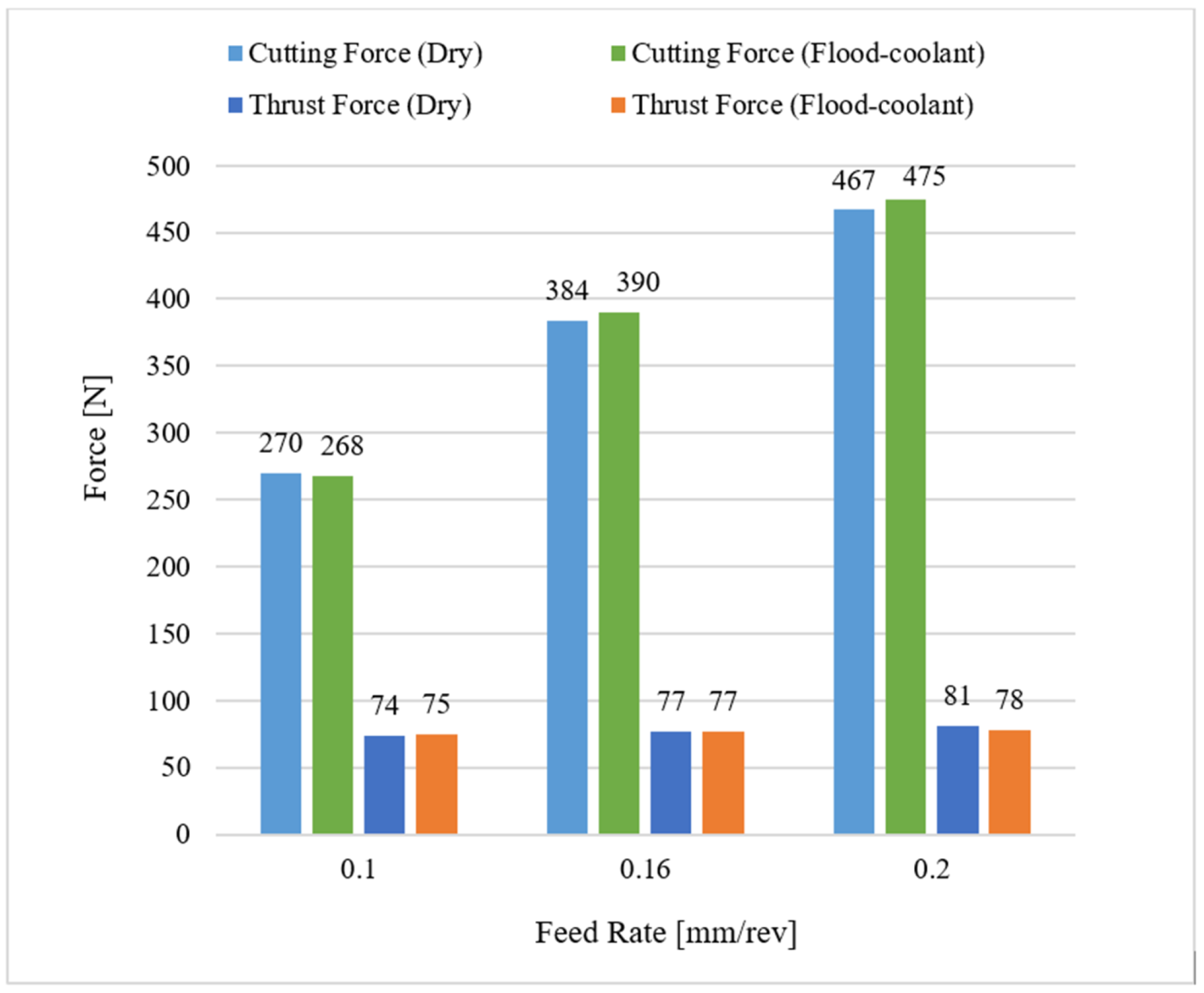
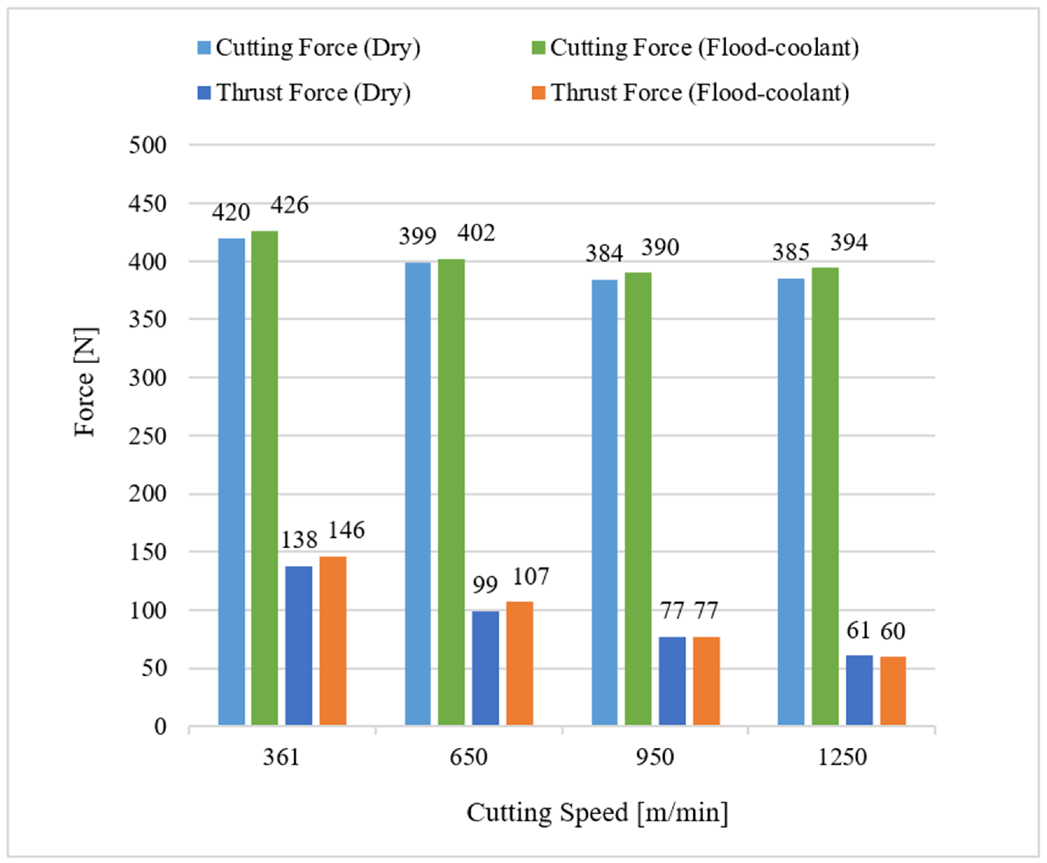
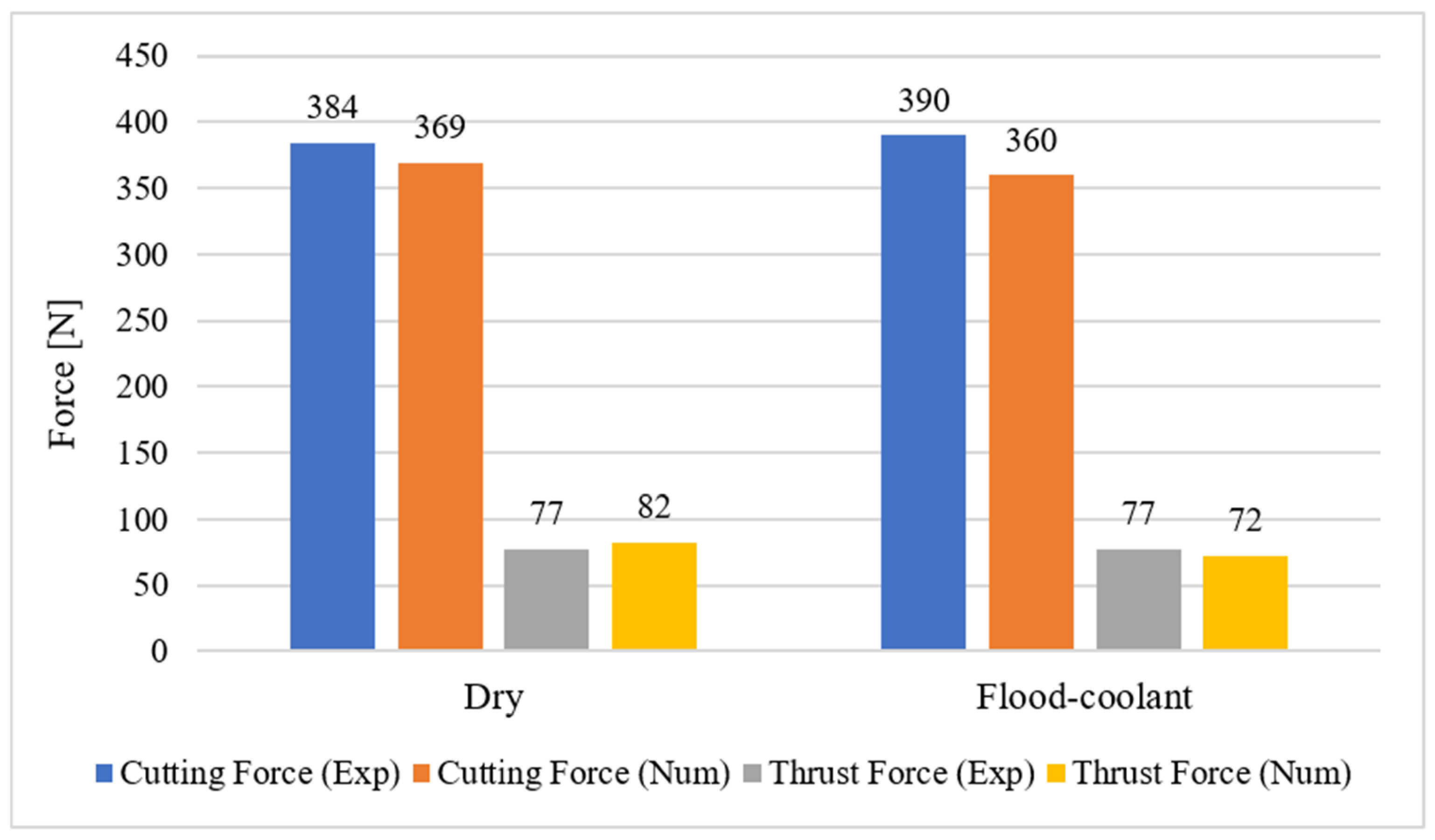
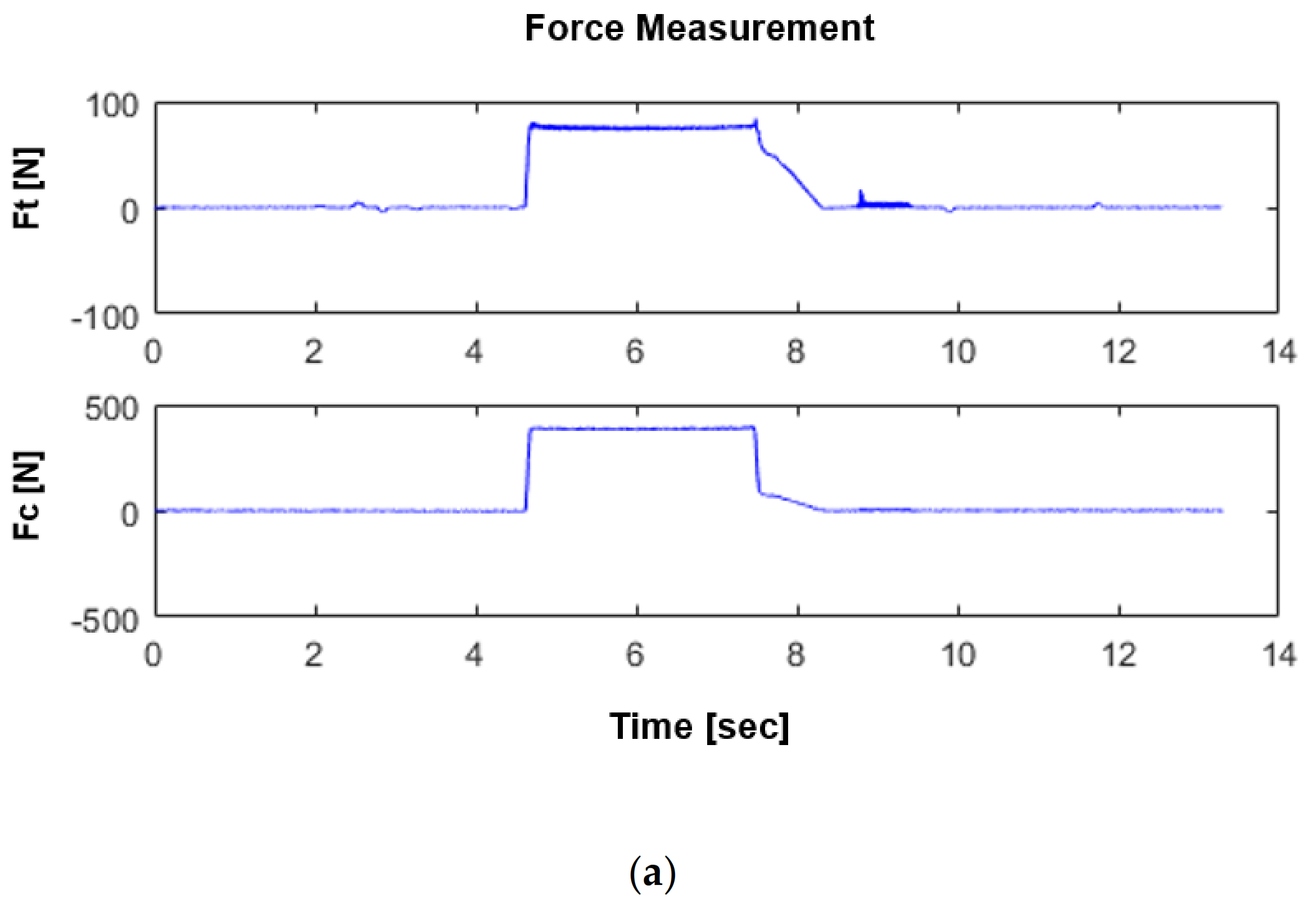
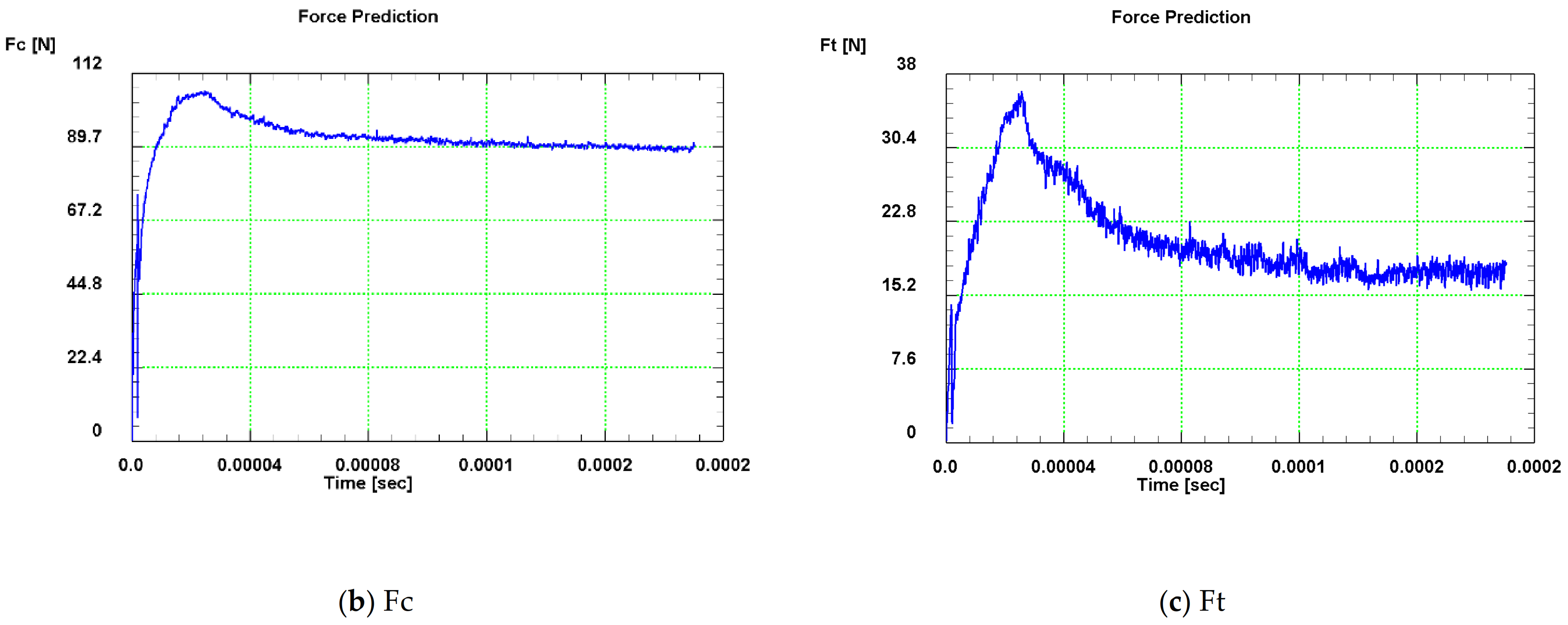
3.1. Machining Force Analysis
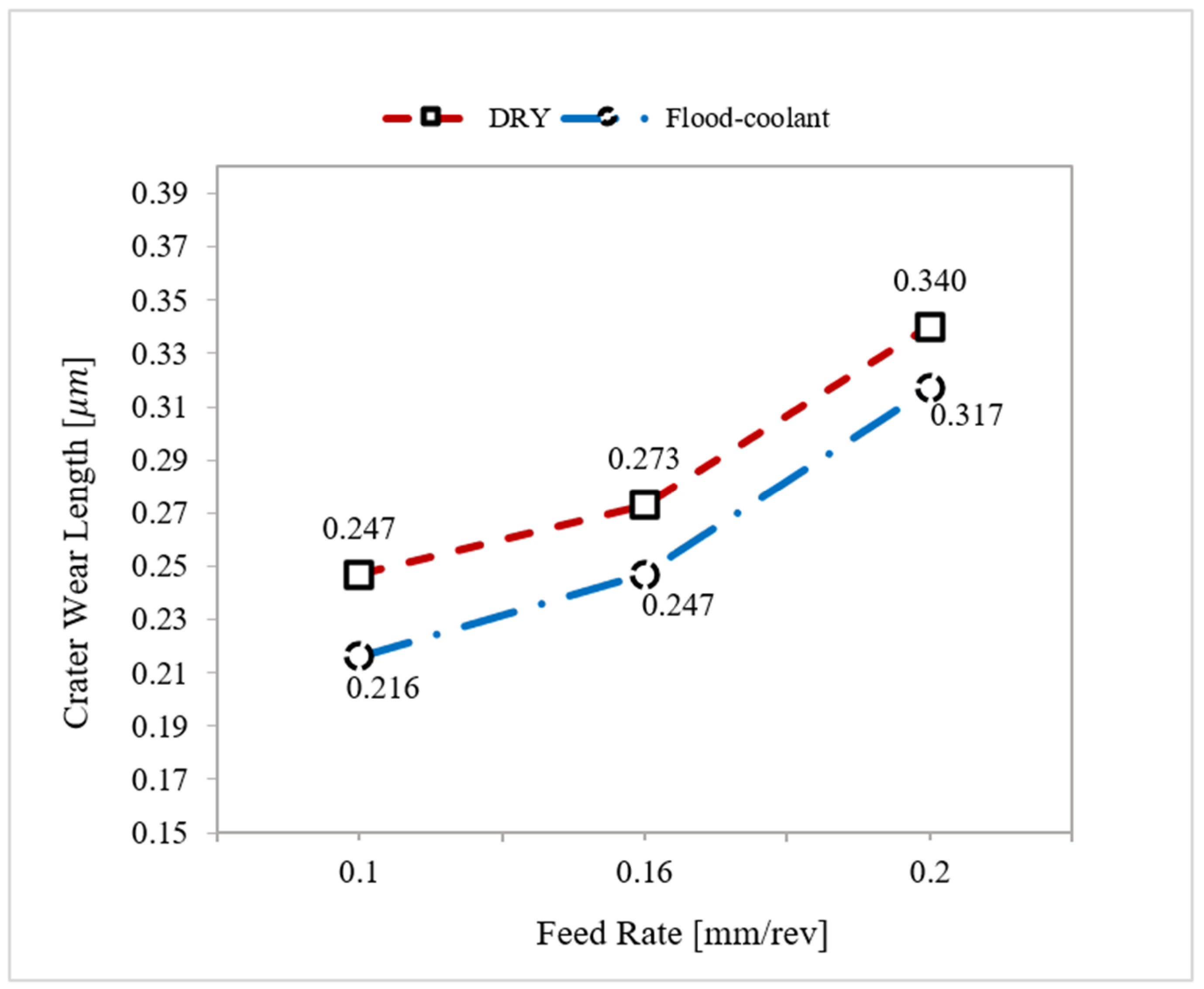
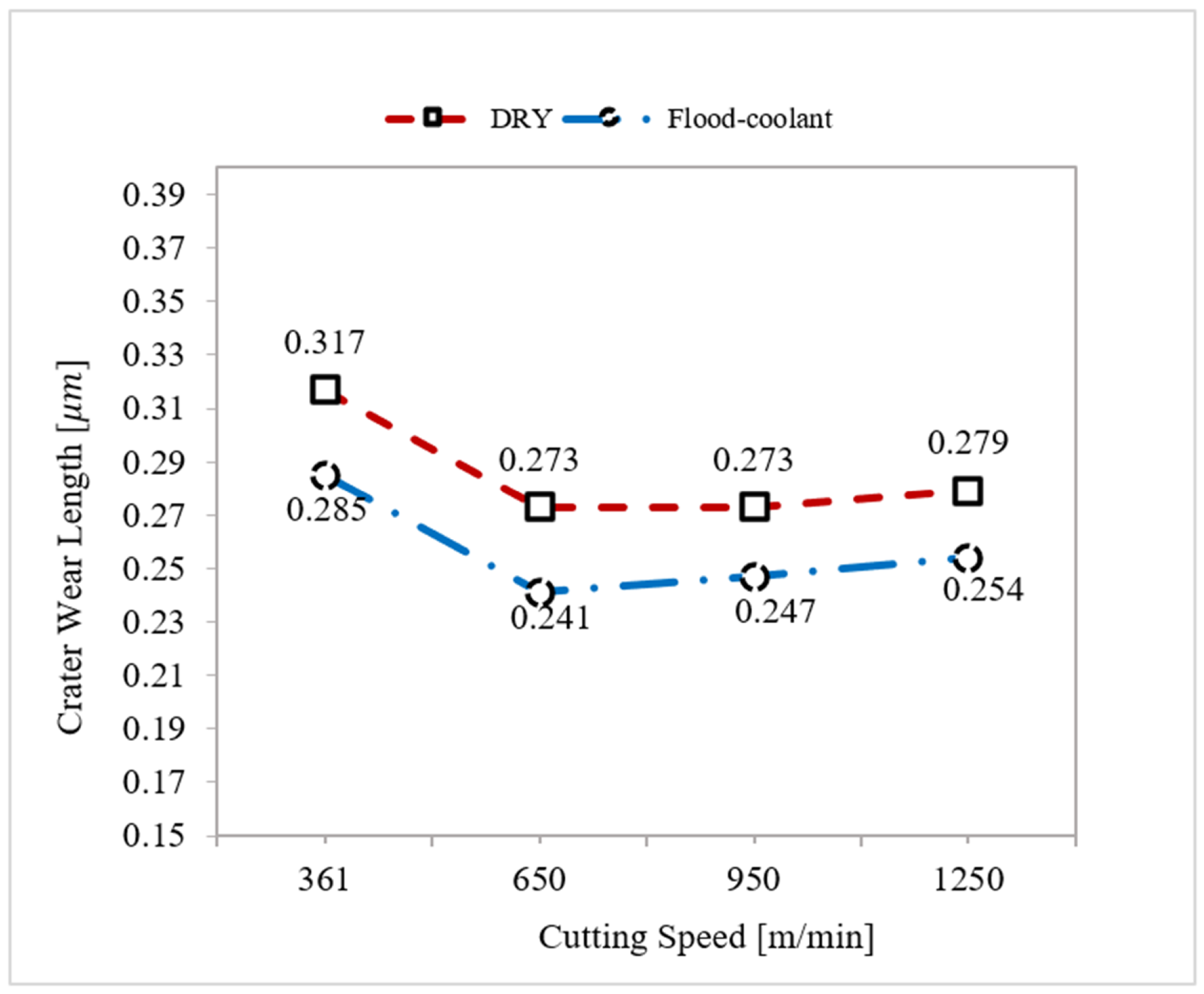
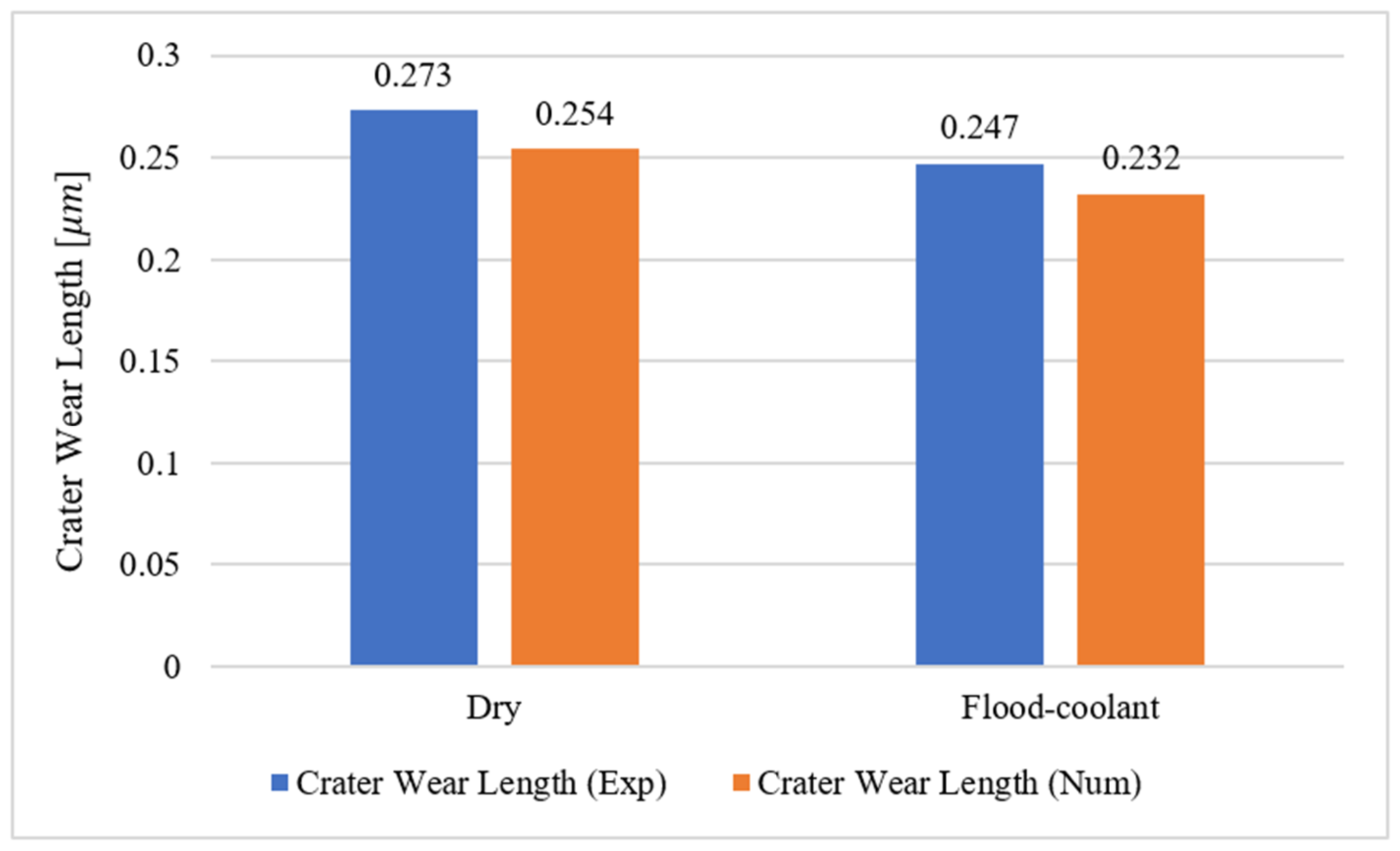
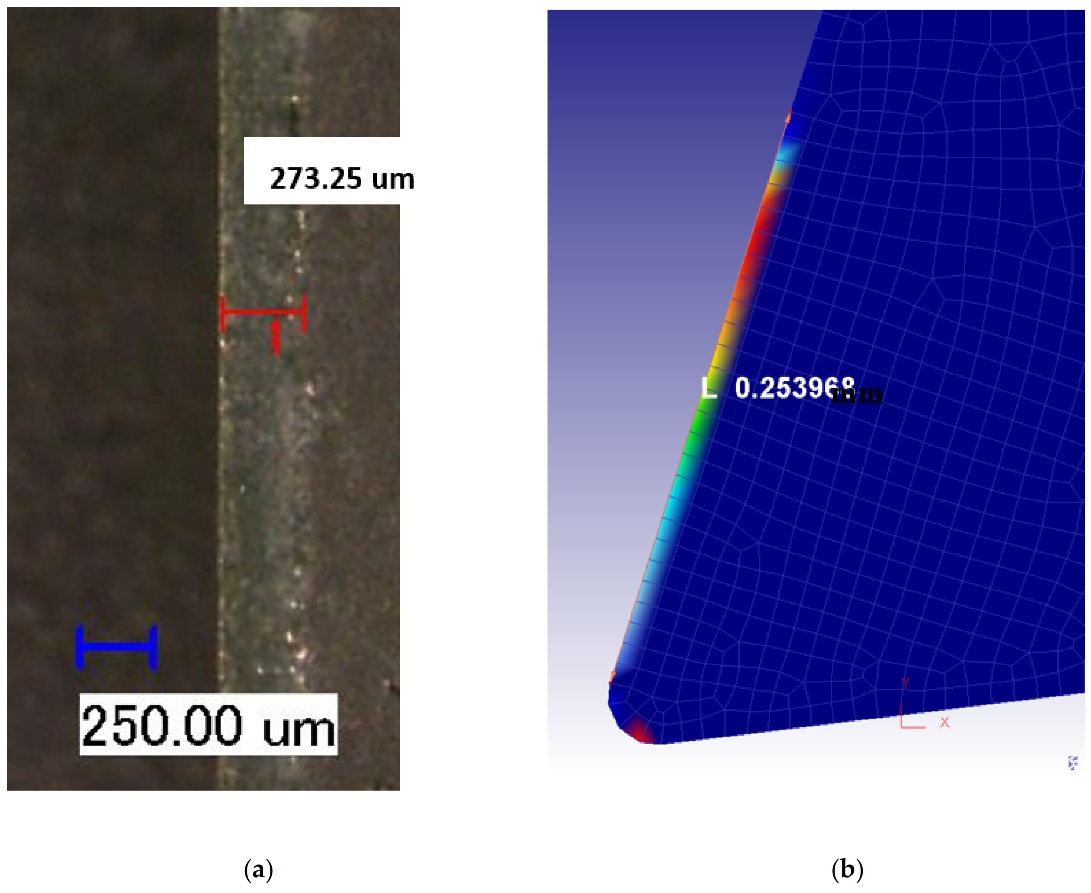
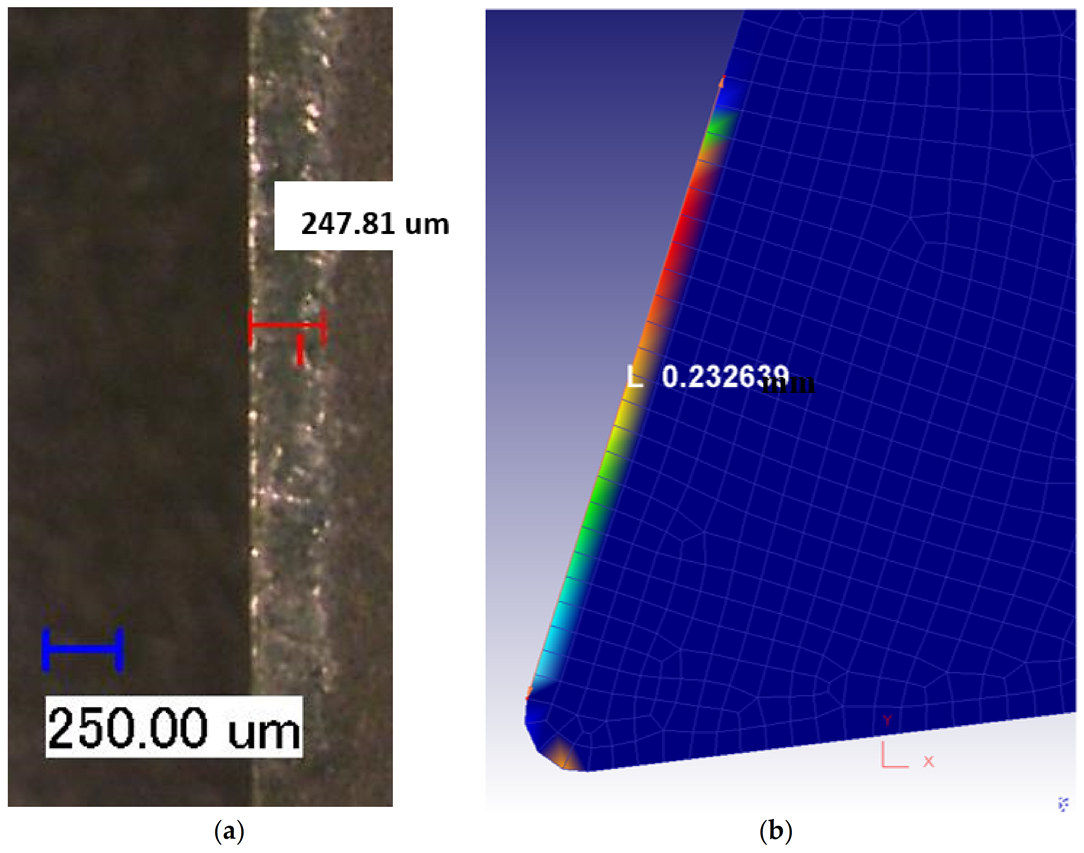
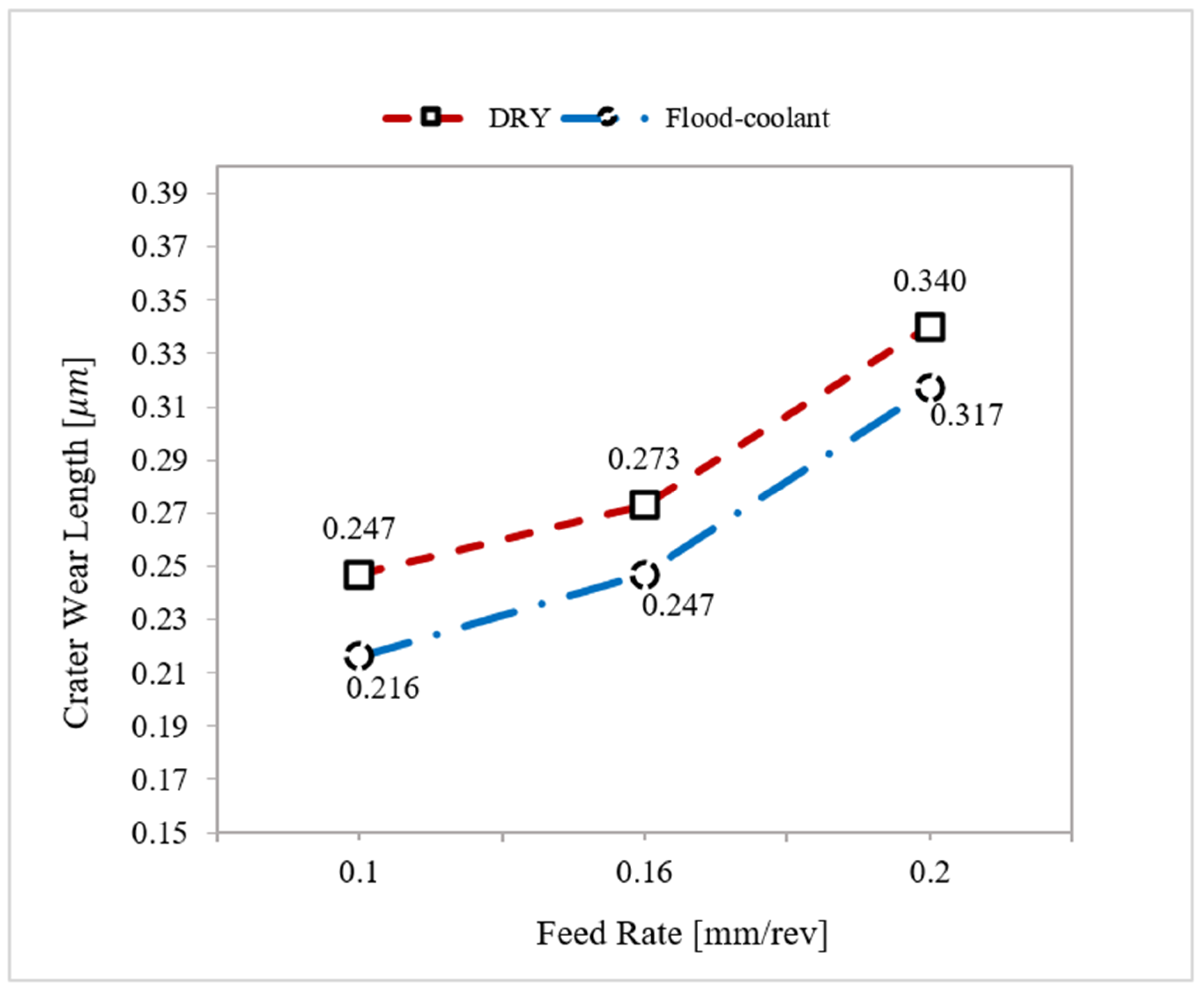
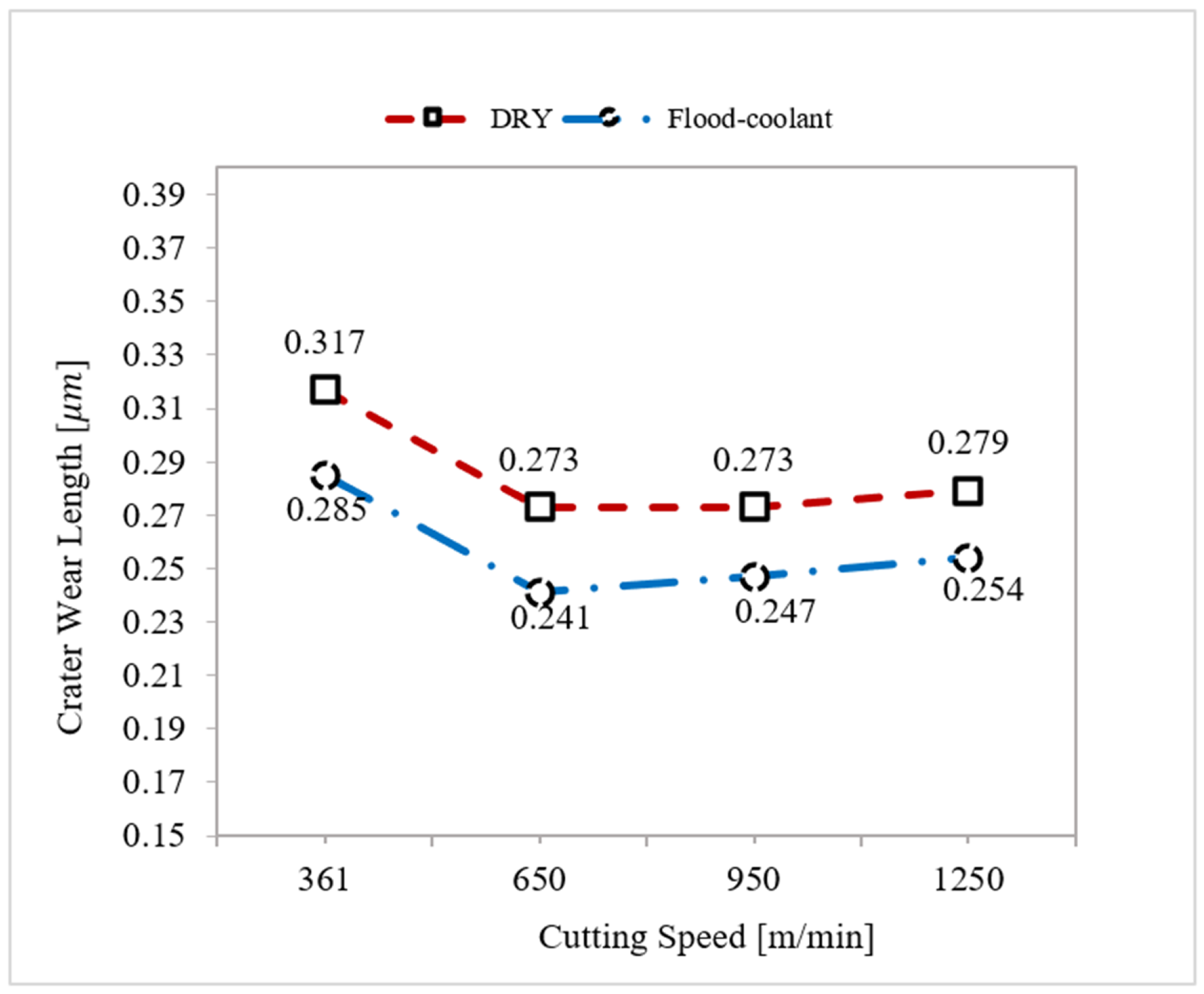
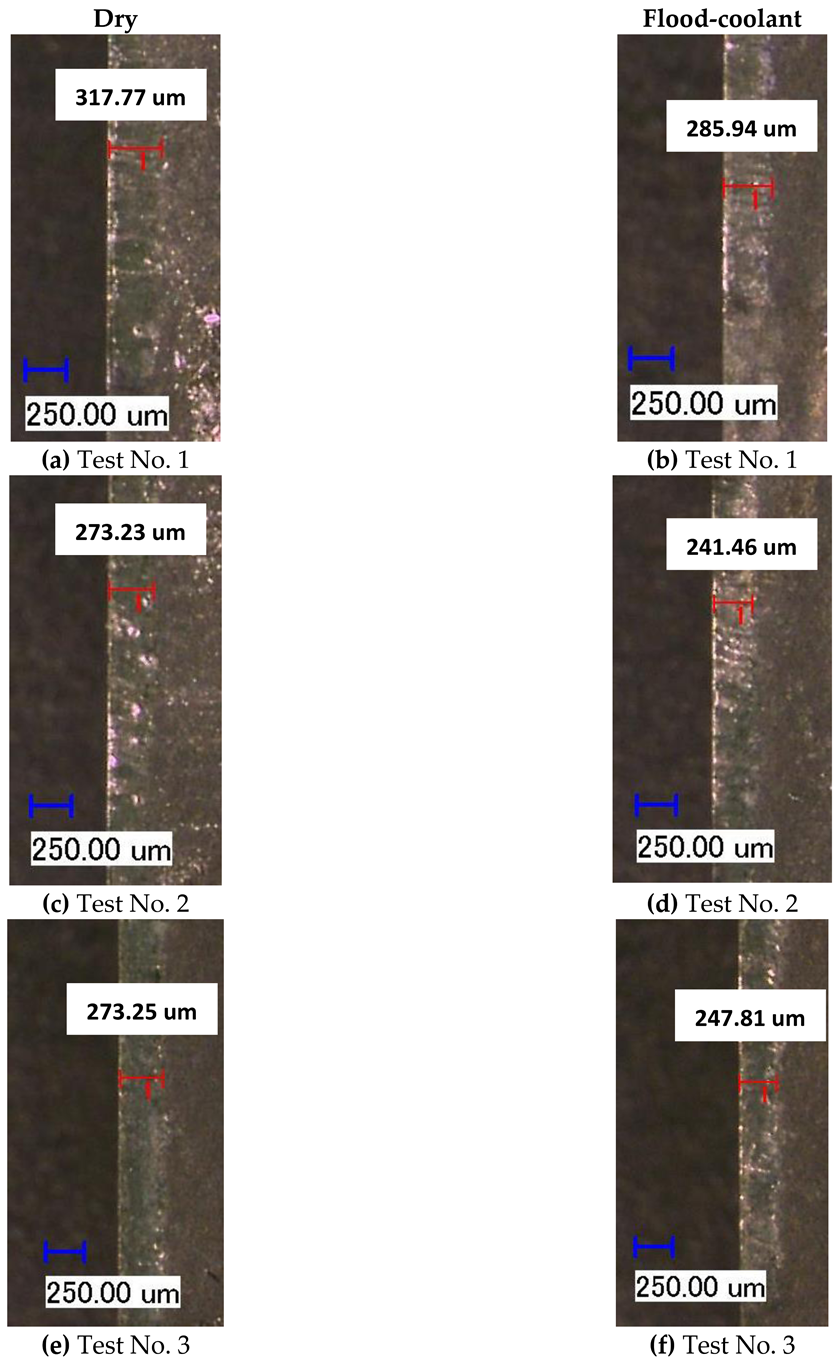
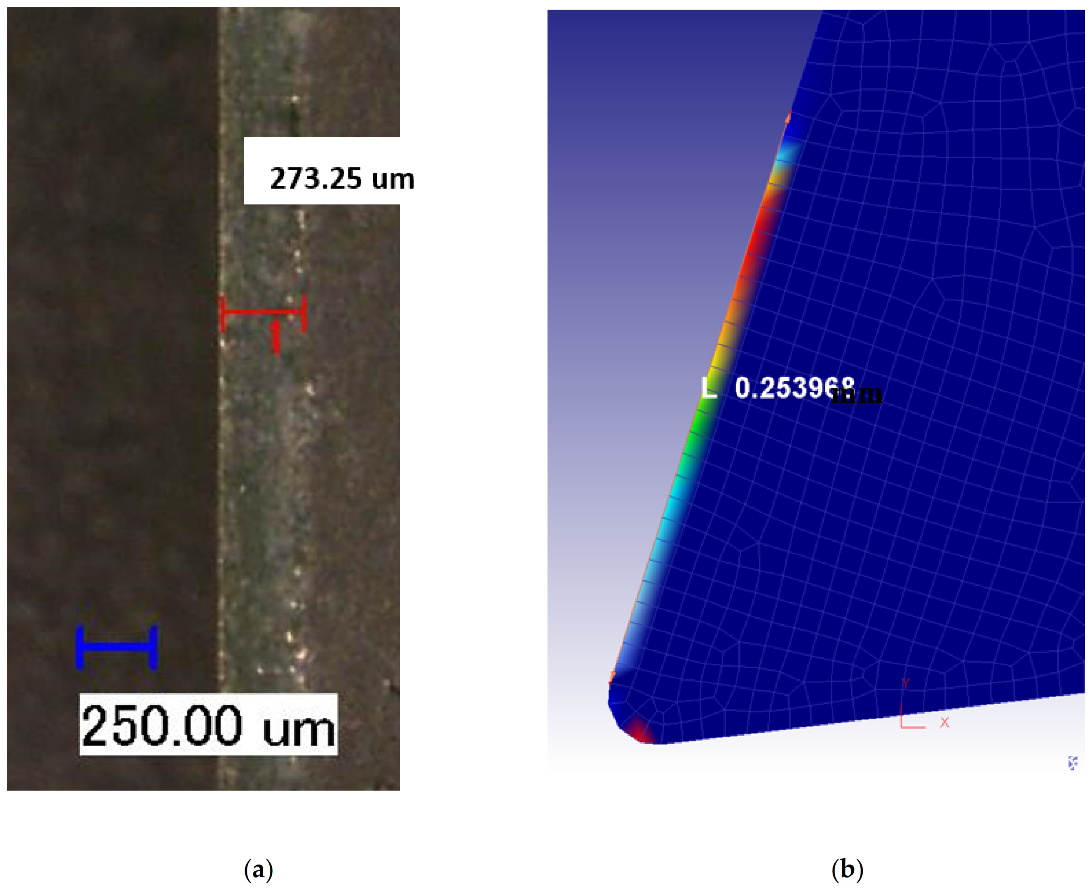
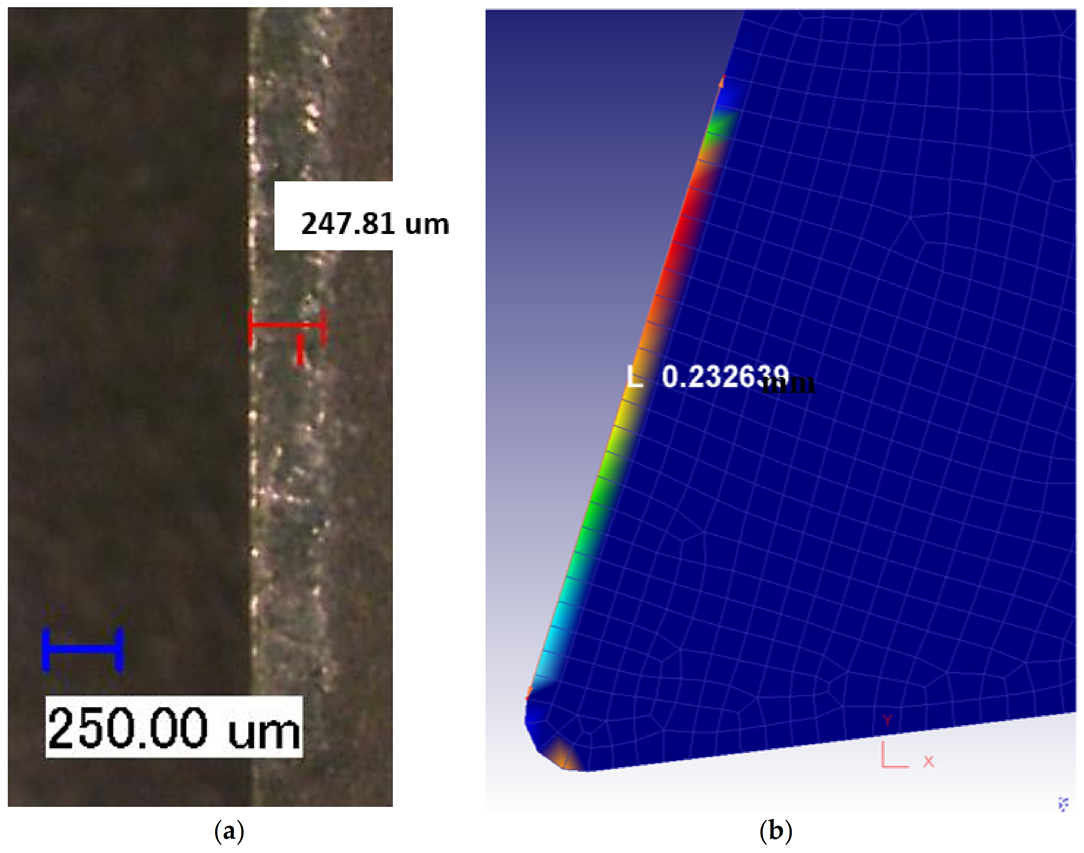
3.2. Tool Wear Analysis
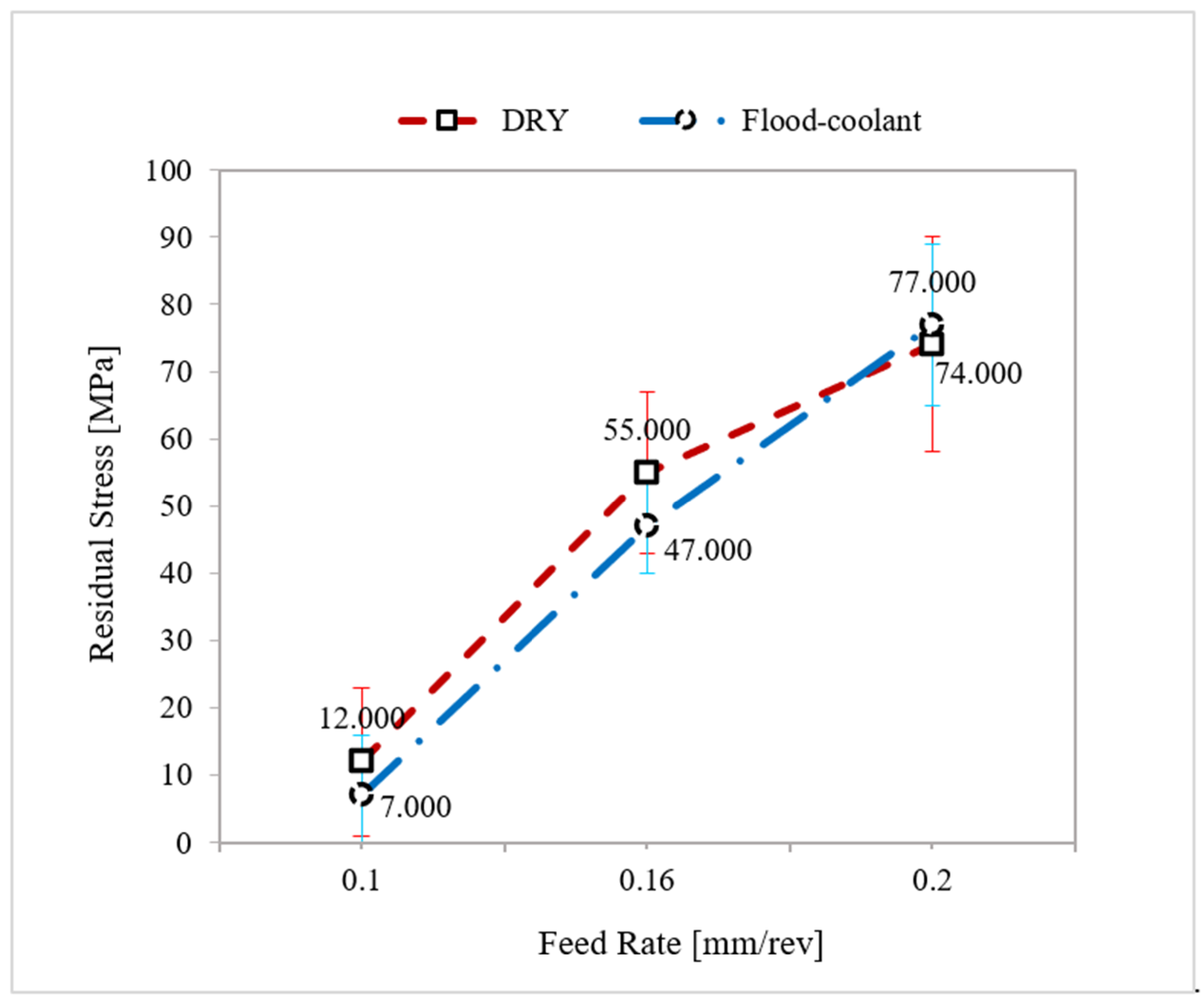
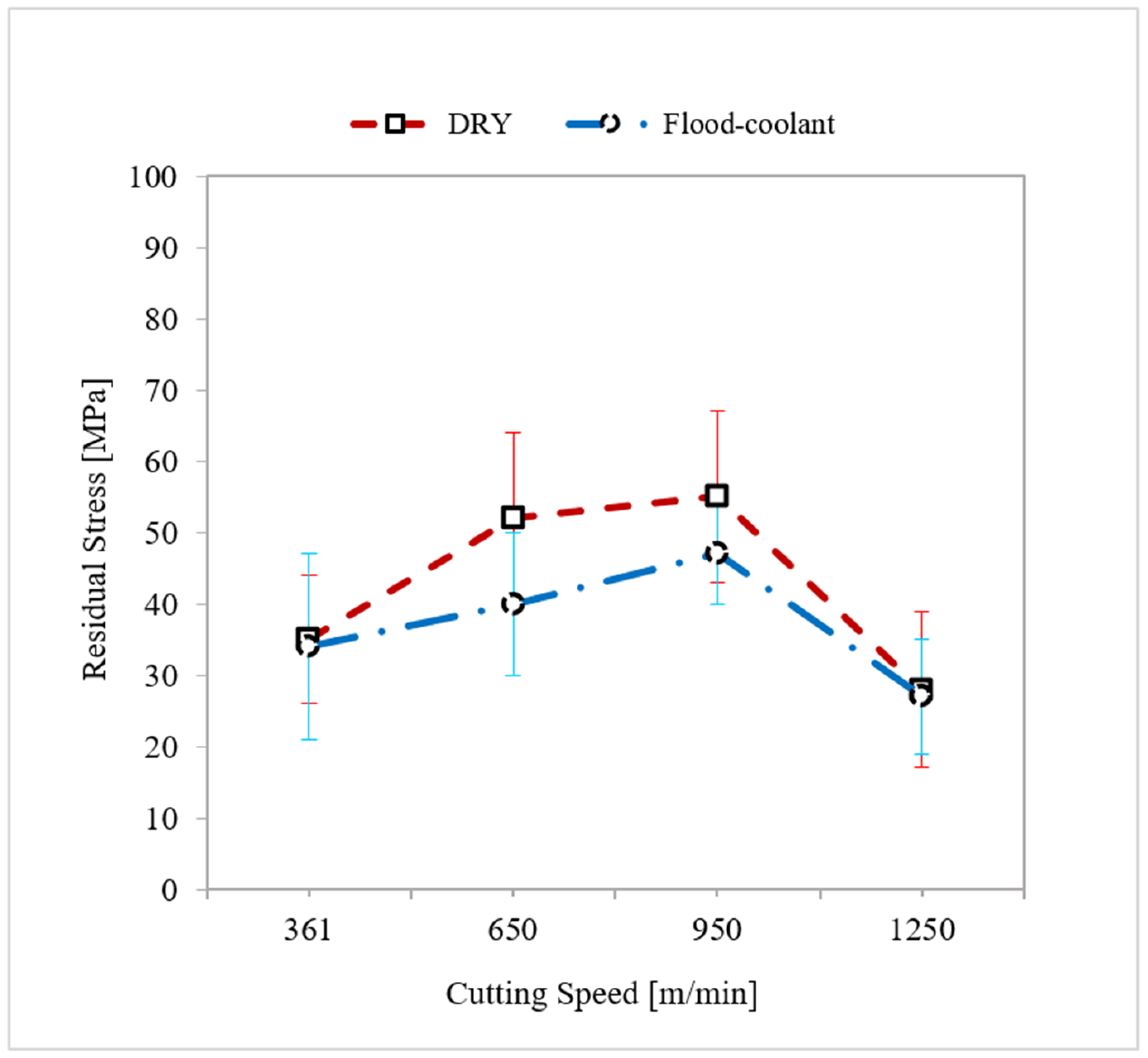
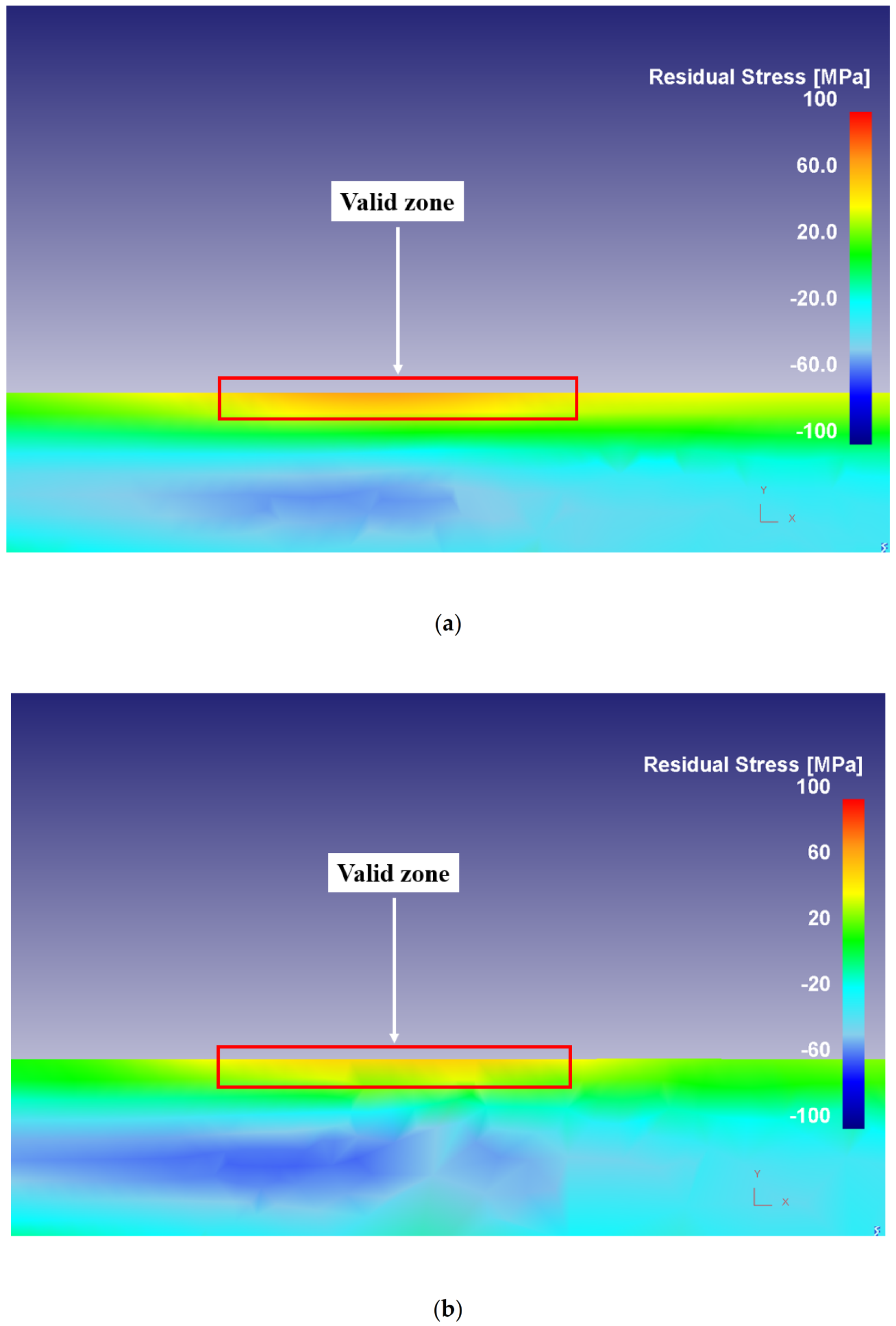
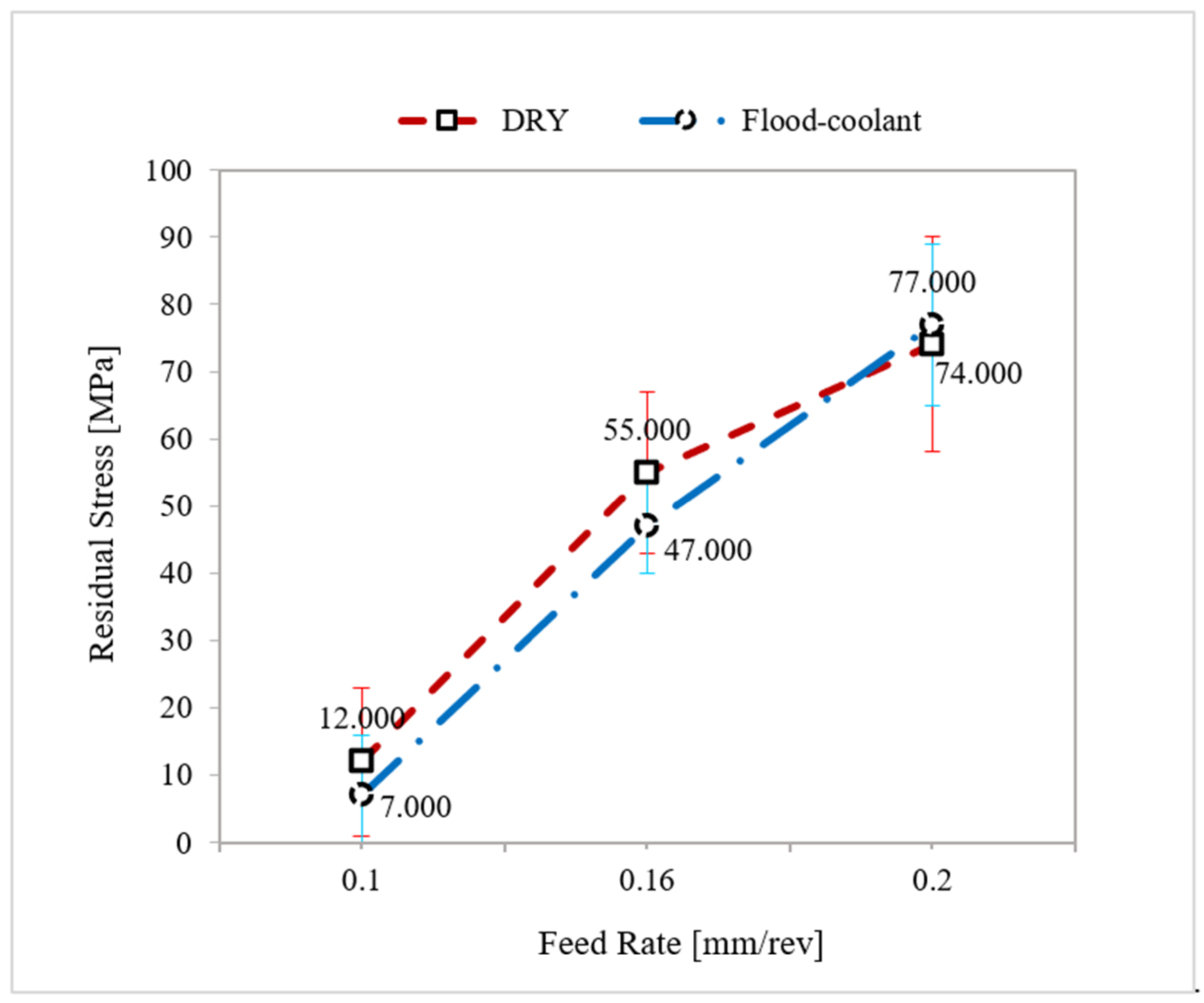
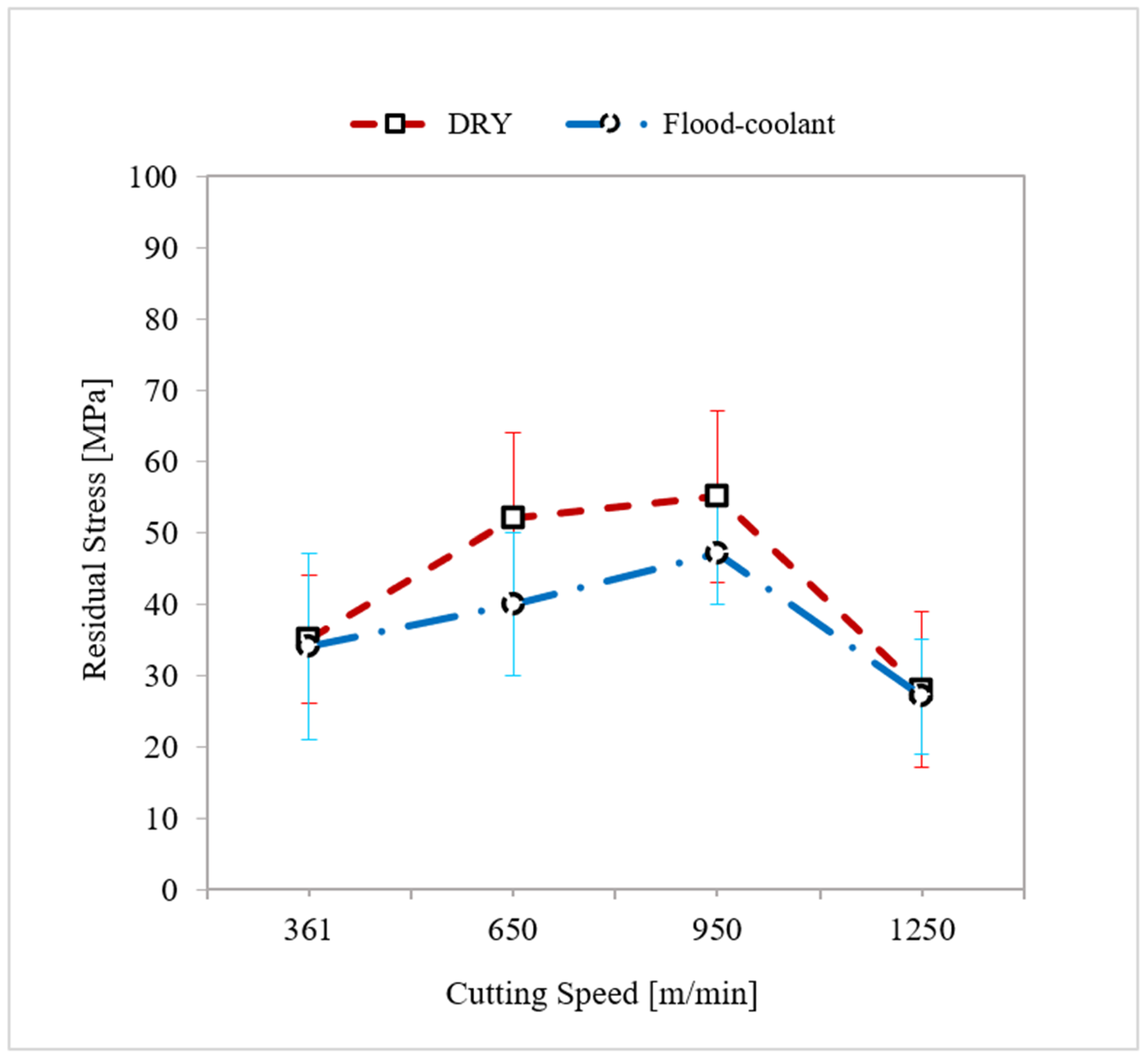
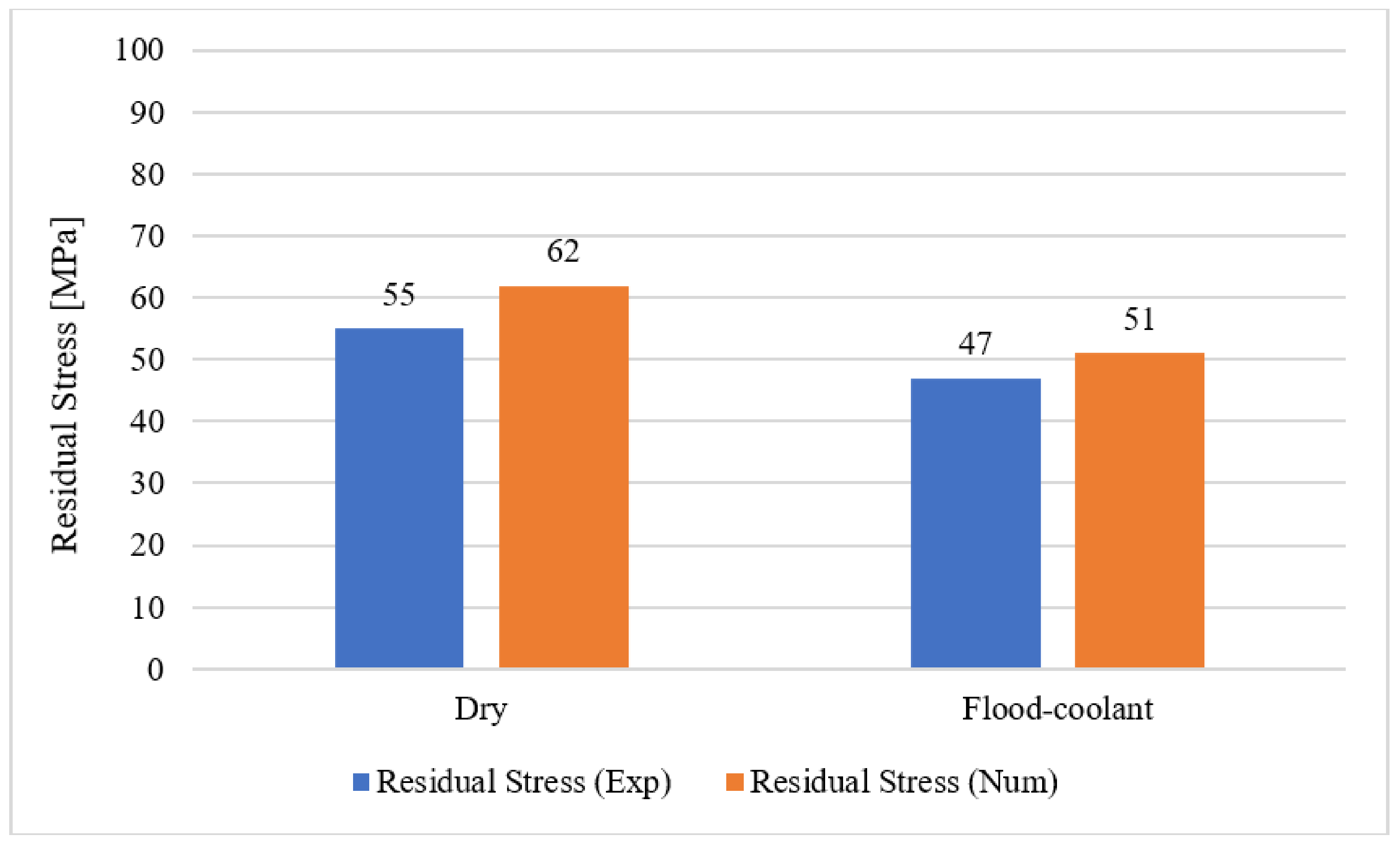
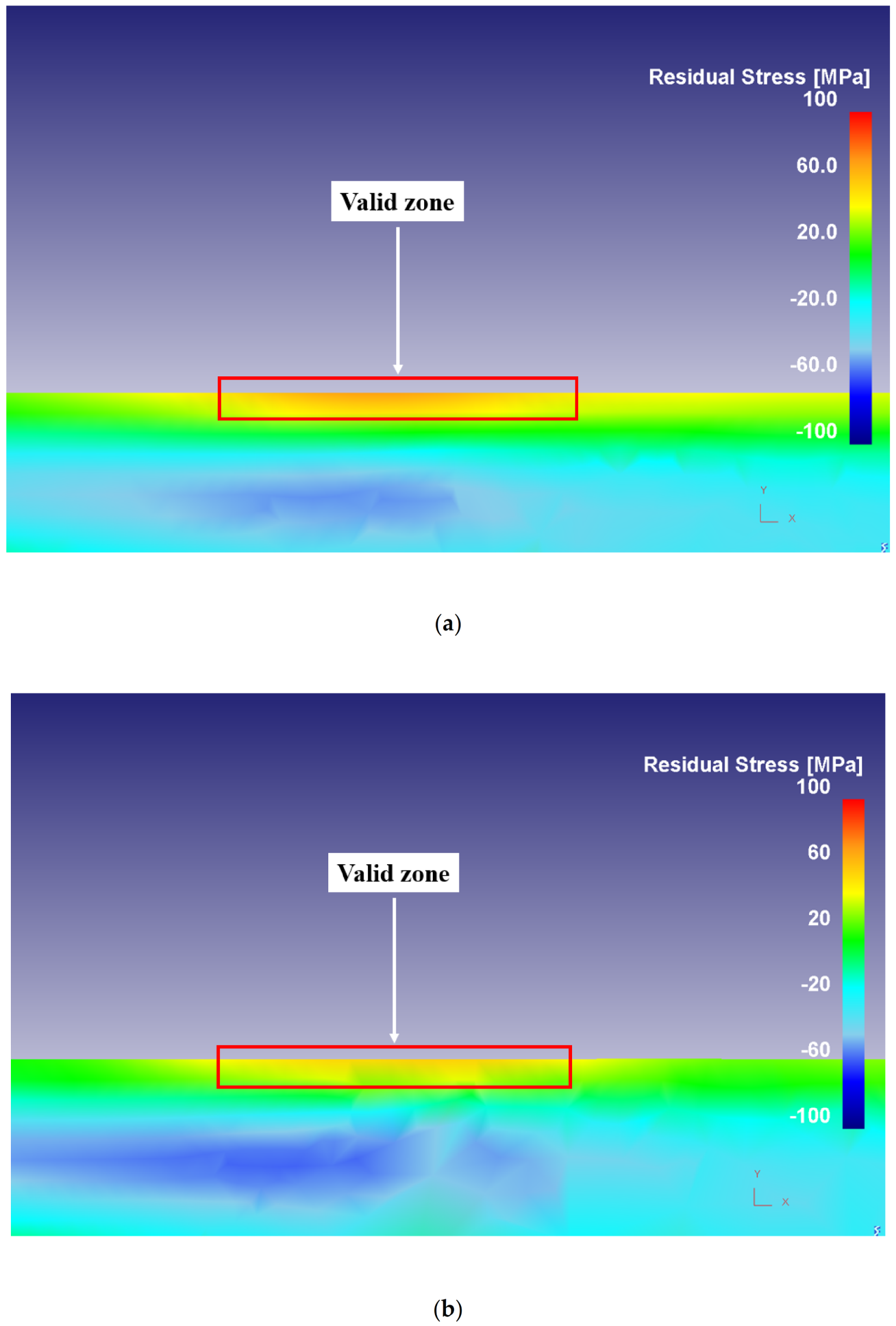
3.3. Residual Stress Analysis
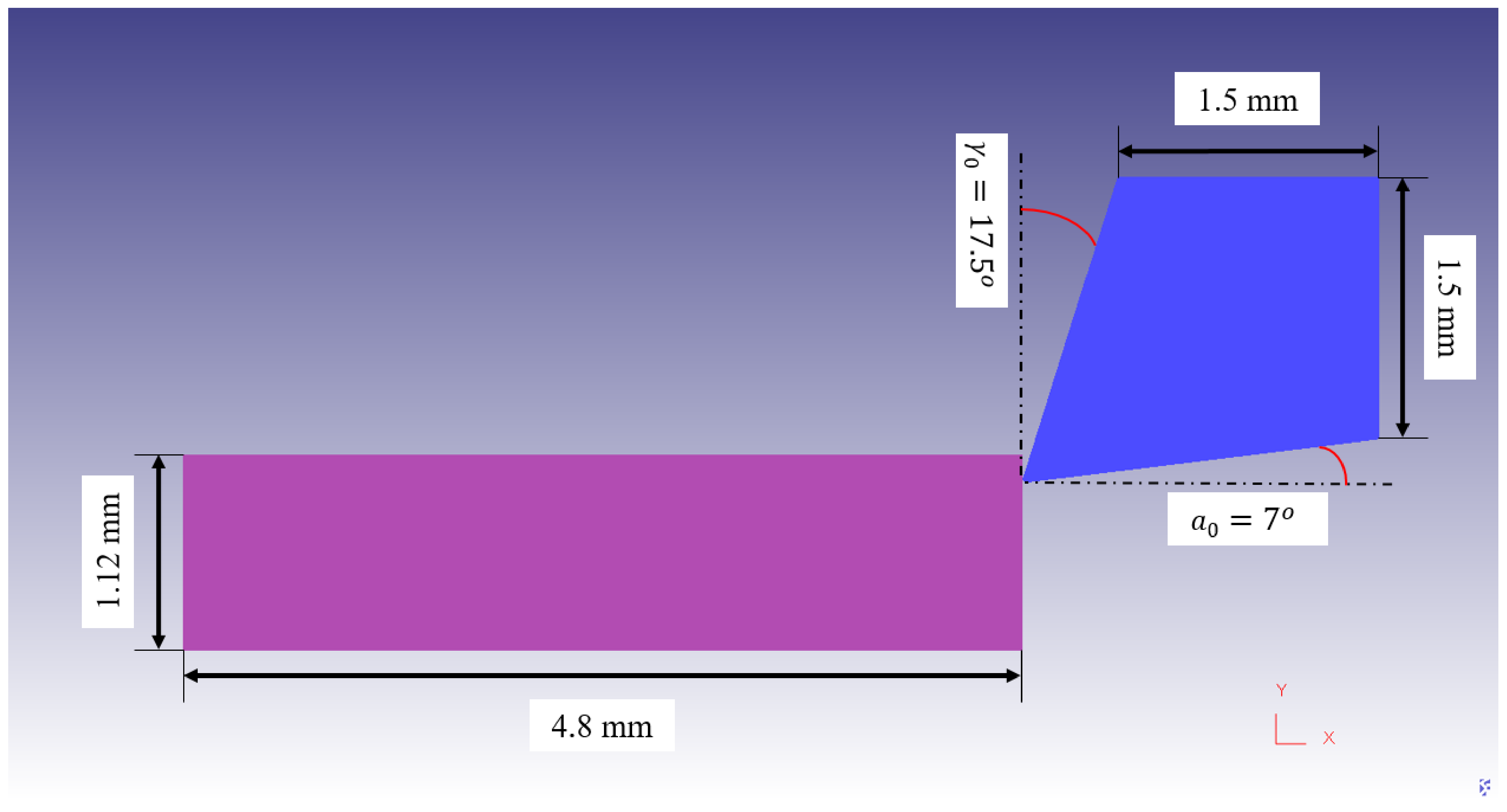
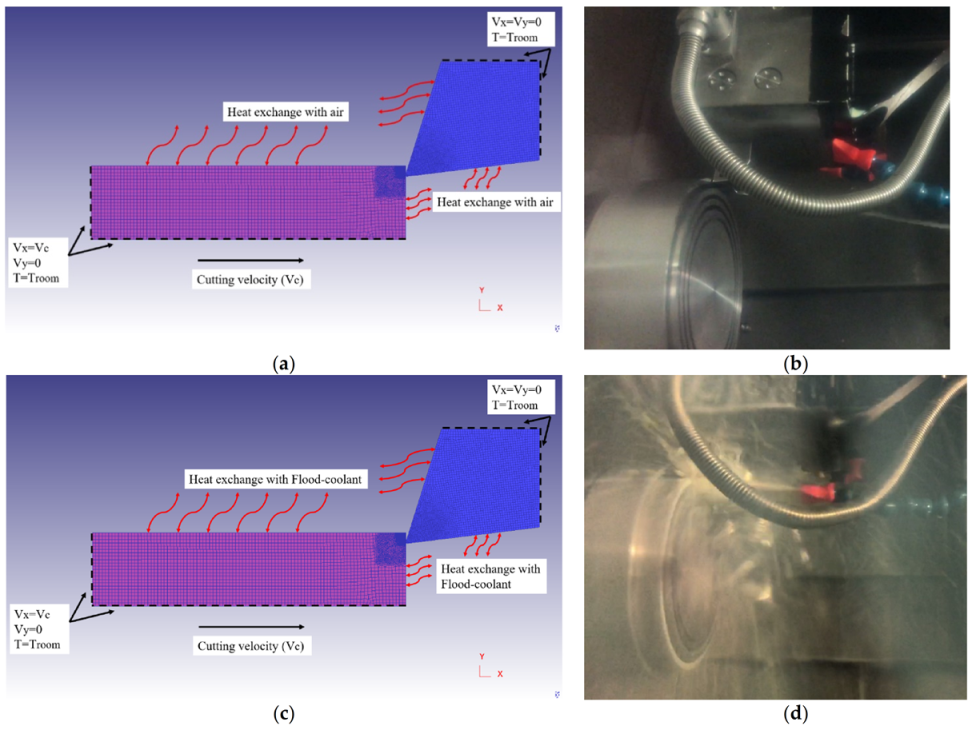
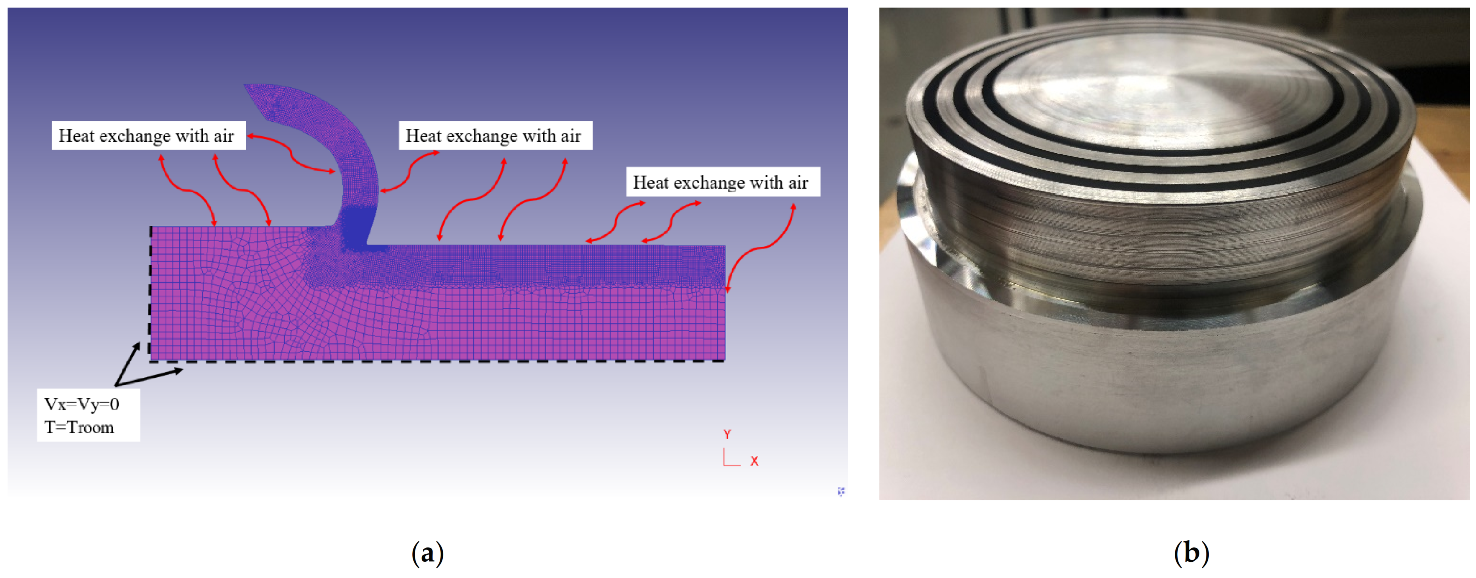
4. Finite Element Modeling
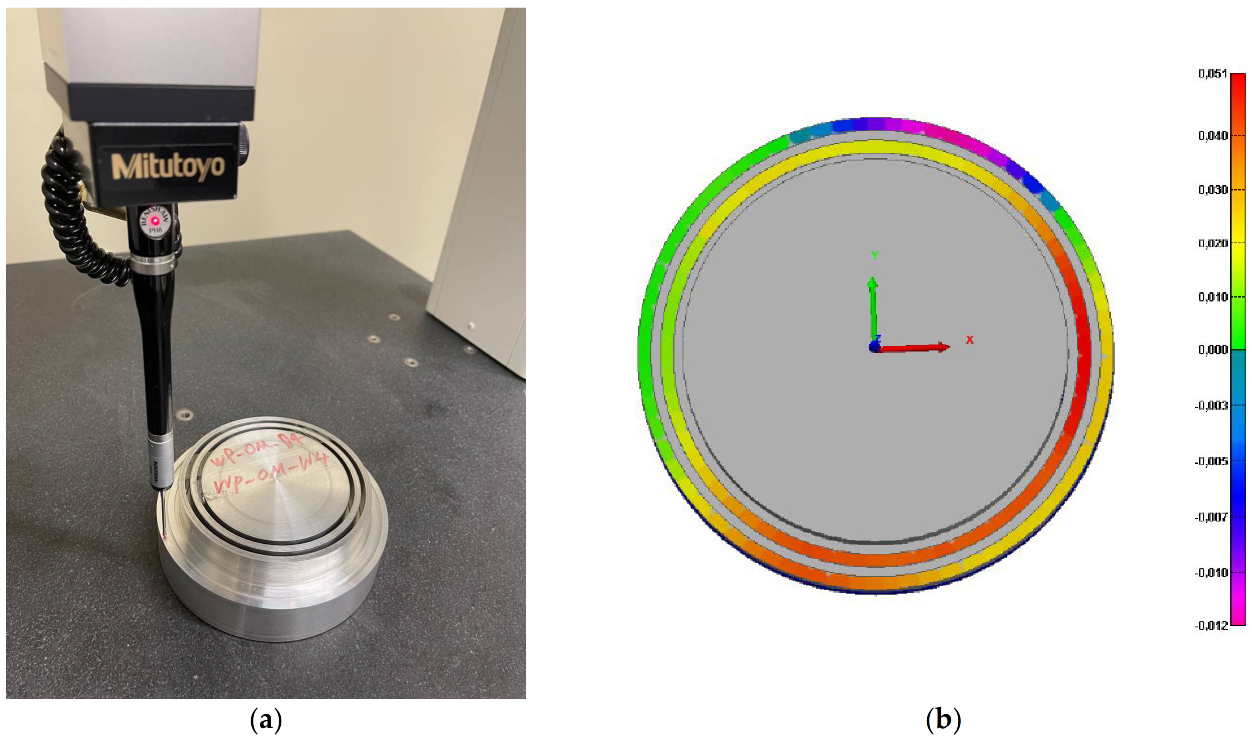
5. Validation of the FE Model
6. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Javidikia, M.; Sadeghifar, M.; Songmene, V.; Jahazi, M. Effect of turning environments and parameters on surface integrity of AA6061-T6: Experimental analysis, predictive modeling, and multi-criteria optimization. Int. J. Adv. Manuf. Technol. 2020, 110, 2669–2683. [Google Scholar] [CrossRef]
- Touazine, H.; Chadha, K.; Jahazi, M.; Bocher, P. Characterization of Subsurface Microstructural Alterations Induced by Hard Turning of Inconel 718. J. Mater. Eng. Perform. 2019, 28, 7016–7024. [Google Scholar] [CrossRef]
- Krolczyk, G.; Maruda, R.; Krolczyk, J.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Brundtland, G.H.; Khalid, M.; Agnelli, S.; Al-Athel, S.; Chidzero, B. Our Common Future; Oxford University Press: Oxford, UK, 1987. [Google Scholar]
- Khanna, N.; Agrawal, C.; Pimenov, D.Y.; Singla, A.K.; Machado, A.R.; da Silva, L.R.R.; Gupta, M.K.; Sarikaya, M.; Krolczyk, G.M. Review on design and development of cryogenic machining setups for heat resistant alloys and composites. J. Manuf. Process. 2021, 68, 398–422. [Google Scholar] [CrossRef]
- Sankaranarayanan, R.; Rajesh Jesudoss Hynes, N.; Senthil Kumar, J.; Krolczyk, G.M. A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. J. Manuf. Process. 2021, 67, 286–313. [Google Scholar]
- Szczotkarz, N.; Mrugalski, R.; Maruda, R.W.; Królczyk, G.M.; Legutko, S.; Leksycki, K.; Dębowski, D.; Pruncu, C.I. Cutting tool wear in turning 316L stainless steel in the conditions of minimized lubrication. Tribol. Int. 2021, 156, 106813. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J. Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Javidikia, M.; Sadeghifar, M.; Songmene, V.; Jahazi, M. On the impacts of tool geometry and cutting conditions in straight turning of aluminum alloys 6061-T6: An experimentally validated numerical study. Int. J. Adv. Manuf. Technol. 2020, 106, 4547–4565. [Google Scholar] [CrossRef]
- Hu, H.-J.; Huang, W.-J. Effects of turning speed on high-speed turning by ultrafine-grained ceramic tool based on 3D finite element method and experiments. Int. J. Adv. Manuf. Technol. 2012, 67, 907–915. [Google Scholar] [CrossRef]
- Sadeghifar, M.; Sedaghati, R.; Jomaa, W.; Songmene, V. Finite element analysis and response surface method for robust multi-performance optimization of radial turning of hard 300M steel. Int. J. Adv. Manuf. Technol. 2017, 94, 2457–2474. [Google Scholar] [CrossRef]
- Leppert, T.; Peng, R.L. Residual stresses in surface layer after dry and MQL turning of AISI 316L steel. Prod. Eng. 2012, 6, 367–374. [Google Scholar] [CrossRef] [Green Version]
- Cantero, J.; Álvarez, J.D.; Miguélez, M.; Marín, N. Analysis of tool wear patterns in finishing turning of Inconel 718. Wear 2013, 297, 885–894. [Google Scholar] [CrossRef] [Green Version]
- MacGinley, T.; Monaghan, J. Modelling the orthogonal machining process using coated cemented carbide cutting tools. J. Mater. Process. Technol. 2001, 118, 293–300. [Google Scholar] [CrossRef]
- Yen, Y.-C.; Söhner, J.; Weule, H.; Schmidt, J.; Altan, T. Estimation of tool wear of carbide tool in orthogonal cutting using fem simulation. Mach. Sci. Technol. 2002, 6, 467–486. [Google Scholar] [CrossRef]
- Xie, L.-J.; Schmidt, J.; Biesinger, F. 2D FEM estimate of tool wear in turning operation. Wear 2005, 258, 1479–1490. [Google Scholar] [CrossRef]
- Coelho, R.T.; Ng, E.-G.; Elbestawi, M. Tool wear when turning hardened AISI 4340 with coated PCBN tools using finishing cutting conditions. Int. J. Mach. Tools Manuf. 2007, 47, 263–272. [Google Scholar] [CrossRef]
- Soliman, H.; Shash, A.Y.; El-Hossainy, T.M.; Abd-Rabou, M. Cutting forces and crater wear prediction in orthogonal cutting using two approaches of finite element modeling. Eng. Rep. 2020, 2. [Google Scholar] [CrossRef]
- Jomaa, W.; Songmene, V.; Bocher, P. Surface Finish and Residual Stresses Induced by Orthogonal Dry Machining of AA7075-T651. Materials 2014, 7, 1603–1624. [Google Scholar] [CrossRef] [Green Version]
- Outeiro, J.; Umbrello, D.; M’Saoubi, R. Experimental and numerical modelling of the residual stresses induced in orthogonal cutting of AISI 316L steel. Int. J. Mach. Tools Manuf. 2006, 46, 1786–1794. [Google Scholar] [CrossRef]
- Maranhão, C.; Davim, J.P. Finite element modelling of machining of AISI 316 steel: Numerical simulation and experimental validation. Simul. Model. Pr. Theory 2010, 18, 139–156. [Google Scholar] [CrossRef]
- Mohammadpour, M.; Razfar, M.; Saffar, R.J. Numerical investigating the effect of machining parameters on residual stresses in orthogonal cutting. Simul. Model. Pr. Theory 2010, 18, 378–389. [Google Scholar] [CrossRef]
- Ben Moussa, N.; Sidhom, H.; Braham, C. Numerical and experimental analysis of residual stress and plastic strain distributions in machined stainless steel. Int. J. Mech. Sci. 2012, 64, 82–93. [Google Scholar] [CrossRef]
- Qi, Z.; Li, B.; Xiong, L. The formation mechanism and the influence factor of residual stress in machining. Front. Mech. Eng. 2014, 9, 265–269. [Google Scholar] [CrossRef]
- Muñoz-Sánchez, A.; Canteli, J.; Cantero, J.; Miguélez, M. Numerical analysis of the tool wear effect in the machining induced residual stresses. Simul. Model. Pr. Theory 2011, 19, 872–886. [Google Scholar] [CrossRef] [Green Version]
- Lotfi, M.; Jahanbakhsh, M.; Farid, A.A. Wear estimation of ceramic and coated carbide tools in turning of Inconel 625: 3D FE analysis. Tribol. Int. 2016, 99, 107–116. [Google Scholar] [CrossRef]
- Kishawy, H.; Dumitrescu, M.; Ng, E.-G.; Elbestawi, M. Effect of coolant strategy on tool performance, chip morphology and surface quality during high-speed machining of A356 aluminum alloy. Int. J. Mach. Tools Manuf. 2005, 45, 219–227. [Google Scholar] [CrossRef]
- Sadeghifar, M.; Sedaghati, R.; Jomaa, W.; Songmene, V. A comprehensive review of finite element modeling of orthogonal machining process: Chip formation and surface integrity predictions. Int. J. Adv. Manuf. Technol. 2018, 96, 3747–3791. [Google Scholar] [CrossRef]
- Pawade, R.; Joshi, S.S.; Brahmankar, P. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 15–28. [Google Scholar] [CrossRef]
- Roy, P.; Sarangi, S.; Ghosh, A.; Chattopadhyay, A. Machinability study of pure aluminium and Al–12% Si alloys against uncoated and coated carbide inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 535–544. [Google Scholar] [CrossRef]
- Mali, R.A.; Agrahari, M.D.; Gupta, T. FE based simulation and experimental validation of forces in dry turning of aluminium 7075. Mater. Today Proc. 2020, 27, 2319–2323. [Google Scholar] [CrossRef]
- Attanasio, A.; Ceretti, E.; Rizzuti, S.; Umbrello, D.; Micari, F. 3D finite element analysis of tool wear in machining. CIRP Ann. 2008, 57, 61–64. [Google Scholar] [CrossRef]
- Ozel, T. Computational modelling of 3D turning: Influence of edge micro-geometry on forces, stresses, friction and tool wear in PcBN tooling. J. Mater. Process. Technol. 2009, 209, 5167–5177. [Google Scholar] [CrossRef]
- Yadav, R.K.; Abhishek, K.; Mahapatra, S.S. A simulation approach for estimating flank wear and material removal rate in turning of Inconel 718. Simul. Model. Pr. Theory 2015, 52, 1–14. [Google Scholar] [CrossRef]
- Patel, K.; Liu, G.; Shah, S.R.; Özel, T. Effect of Micro-Textured Tool Parameters on Forces, Stresses, Wear Rate, and Variable Friction in Titanium Alloy Machining. J. Manuf. Sci. Eng. 2019, 142, 1–31. [Google Scholar] [CrossRef]
- Prasad, B.S.; Babu, M.P. Correlation between vibration amplitude and tool wear in turning: Numerical and experimental analysis. Eng. Sci. Technol. Int. J. 2017, 20, 197–211. [Google Scholar] [CrossRef] [Green Version]
- Yen, Y.-C.; Söhner, J.; Lilly, B.; Altan, T. Estimation of tool wear in orthogonal cutting using the finite element analysis. J. Mater. Process. Technol. 2004, 146, 82–91. [Google Scholar] [CrossRef]
- Hosseinkhani, K.; Ng, E.-G. A Unique Methodology for Tool Life Prediction in Machining. J. Manuf. Mater. Process. 2020, 4, 16. [Google Scholar] [CrossRef] [Green Version]
- Sarikaya, M.; Gupta, M.K.; Tomaz, I.; Danish, M.; Mia, M.; Rubaiee, S.; Jamil, M.; Pimenov, D.Y.; Khanna, N. Cooling techniques to improve the machinability and sustainability of light-weight alloys: A state-of-the-art review. J. Manuf. Process. 2021, 62, 179–201. [Google Scholar] [CrossRef]
- Ahmad, J. Studies on Minimum Quantity Lubrication in Turning Process-Simplified and Practical Evaluation of Lubricating and Cooling Effects of Oil Mist by Means of Finite Element Method. Ph.D. Thesis, School of Natural Science & Technology, Kanazawa University, Kanazawa, Japan, March 2017. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Cutting Speed | Feed Rate |
|---|---|---|
| 1 | 361 | 0.16 |
| 2 | 650 | 0.16 |
| 3 | 950 | 0.16 |
| 4 | 1250 | 0.16 |
| 5 | 950 | 0.1 |
| 6 | 950 | 0.2 |
| 250 | 79.70 | 0.499 | 0.0249 | 1.499 | 1 | 652 | 20 |
| Test No. | |||||
|---|---|---|---|---|---|
| 3 | 950 | 0.16 | 0.02 | 17.5 | 7 |
| Coefficient | Dry | Flood-Coolant |
|---|---|---|
| Shear Friction Factor | 0.98 | 0.90 |
| Heat Transfer Coefficient | 10,000 | 10,000 |
| Heat Convection Coefficient | 0.02 | 20 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Javidikia, M.; Sadeghifar, M.; Songmene, V.; Jahazi, M. Low and High Speed Orthogonal Cutting of AA6061-T6 under Dry and Flood-Coolant Modes: Tool Wear and Residual Stress Measurements and Predictions. Materials 2021, 14, 4293. https://doi.org/10.3390/ma14154293
Javidikia M, Sadeghifar M, Songmene V, Jahazi M. Low and High Speed Orthogonal Cutting of AA6061-T6 under Dry and Flood-Coolant Modes: Tool Wear and Residual Stress Measurements and Predictions. Materials. 2021; 14(15):4293. https://doi.org/10.3390/ma14154293
Chicago/Turabian StyleJavidikia, Mahshad, Morteza Sadeghifar, Victor Songmene, and Mohammad Jahazi. 2021. "Low and High Speed Orthogonal Cutting of AA6061-T6 under Dry and Flood-Coolant Modes: Tool Wear and Residual Stress Measurements and Predictions" Materials 14, no. 15: 4293. https://doi.org/10.3390/ma14154293
APA StyleJavidikia, M., Sadeghifar, M., Songmene, V., & Jahazi, M. (2021). Low and High Speed Orthogonal Cutting of AA6061-T6 under Dry and Flood-Coolant Modes: Tool Wear and Residual Stress Measurements and Predictions. Materials, 14(15), 4293. https://doi.org/10.3390/ma14154293