
Effect of Minor Er Additions on the Microstructures and Mechanical Properties of Cast Al-Cu-Mg-Ag Alloys

 ,
, 
Abstract
:1. Introduction
2. Experimental Details
3. Results
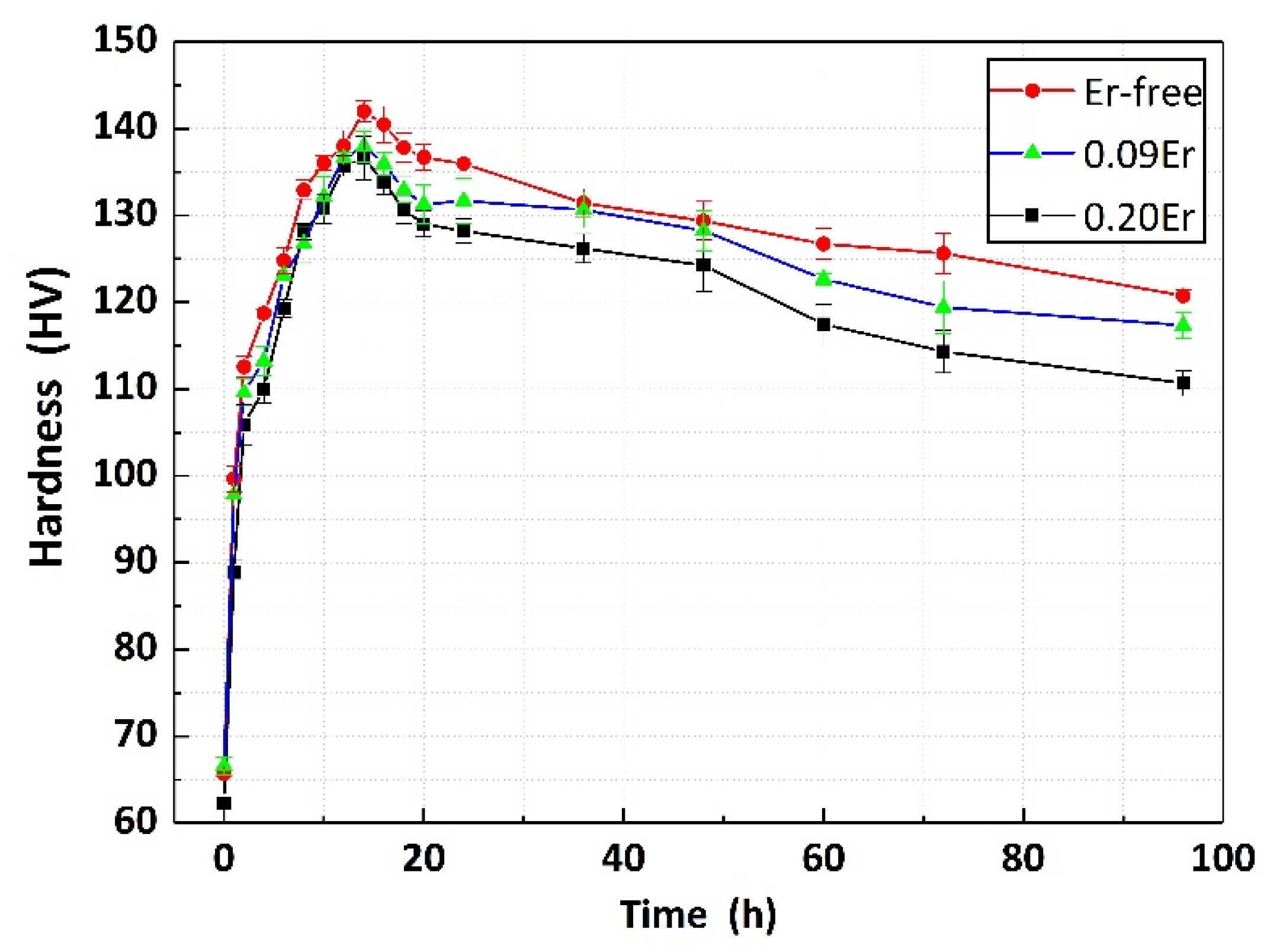
3.1. Age-Hardening Curves
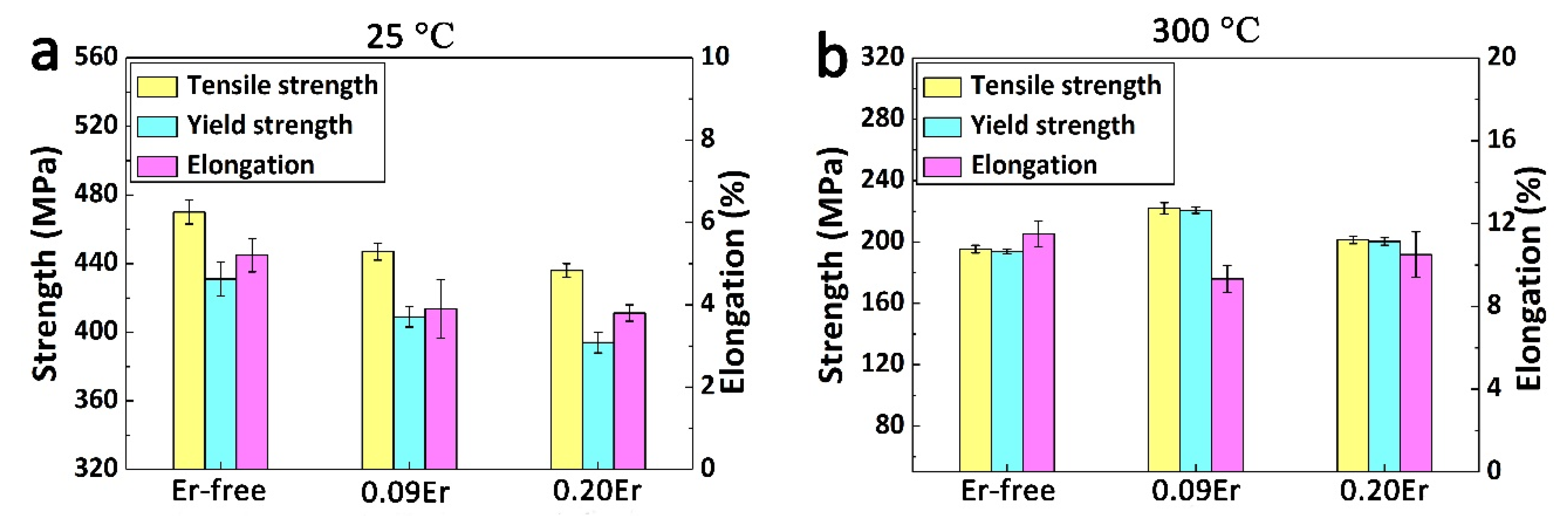
3.2. The Tensile Properties
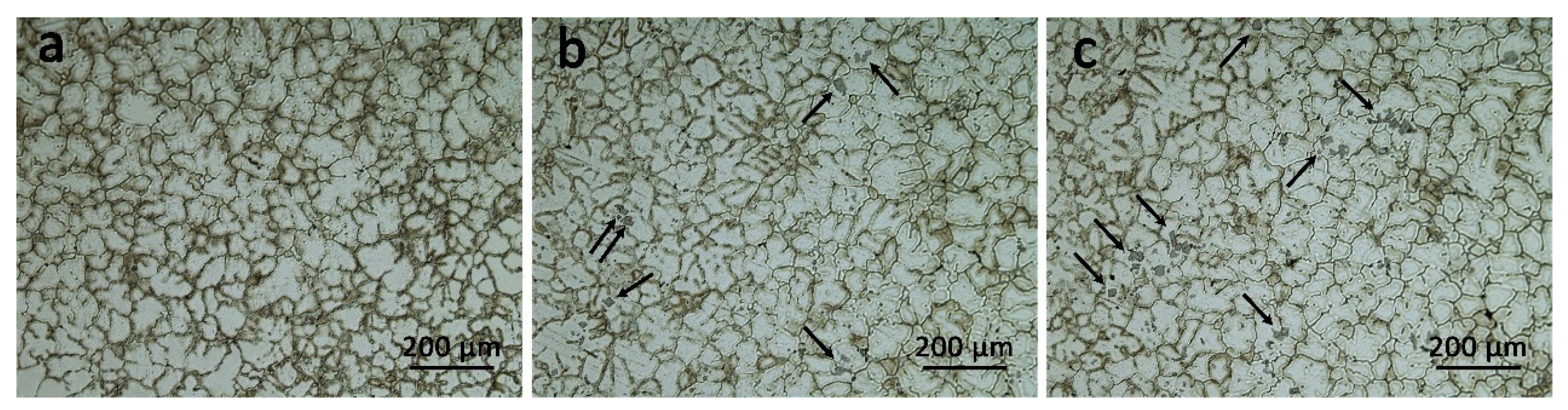
3.3. Grain Structures
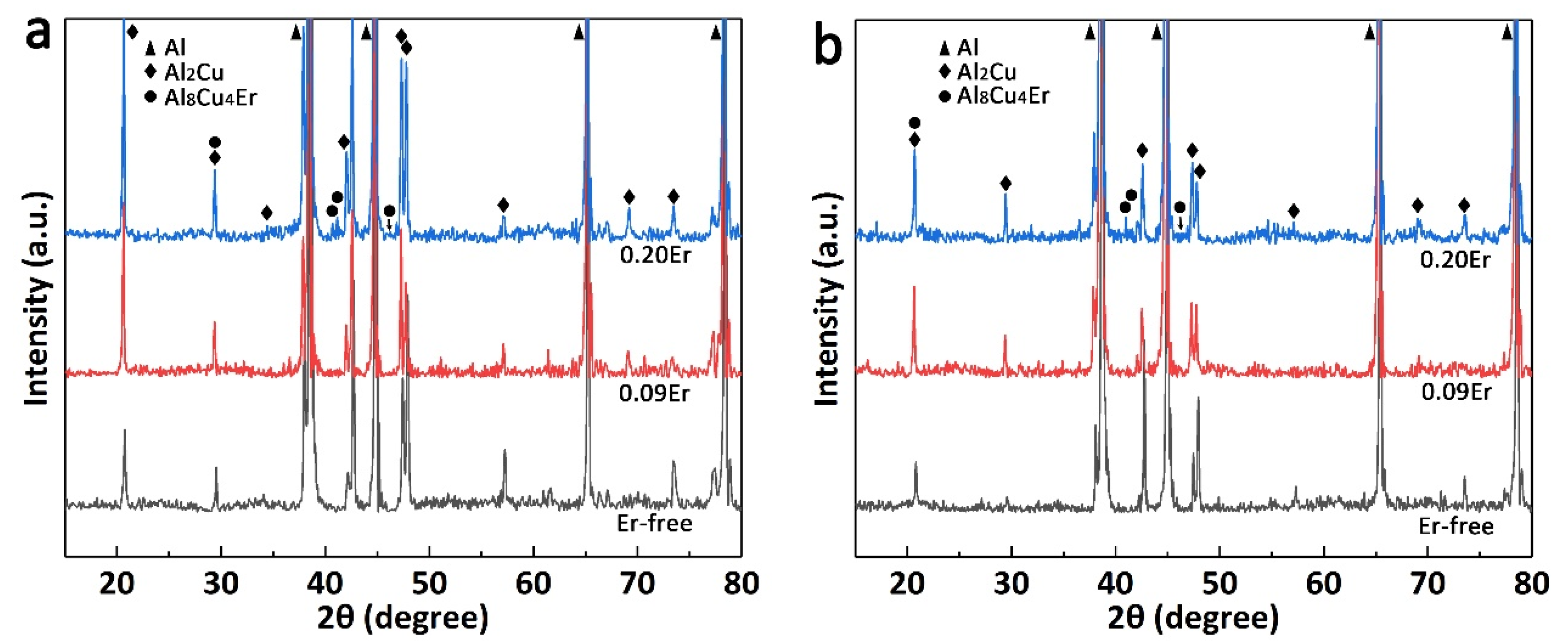
3.4. XRD Analysis
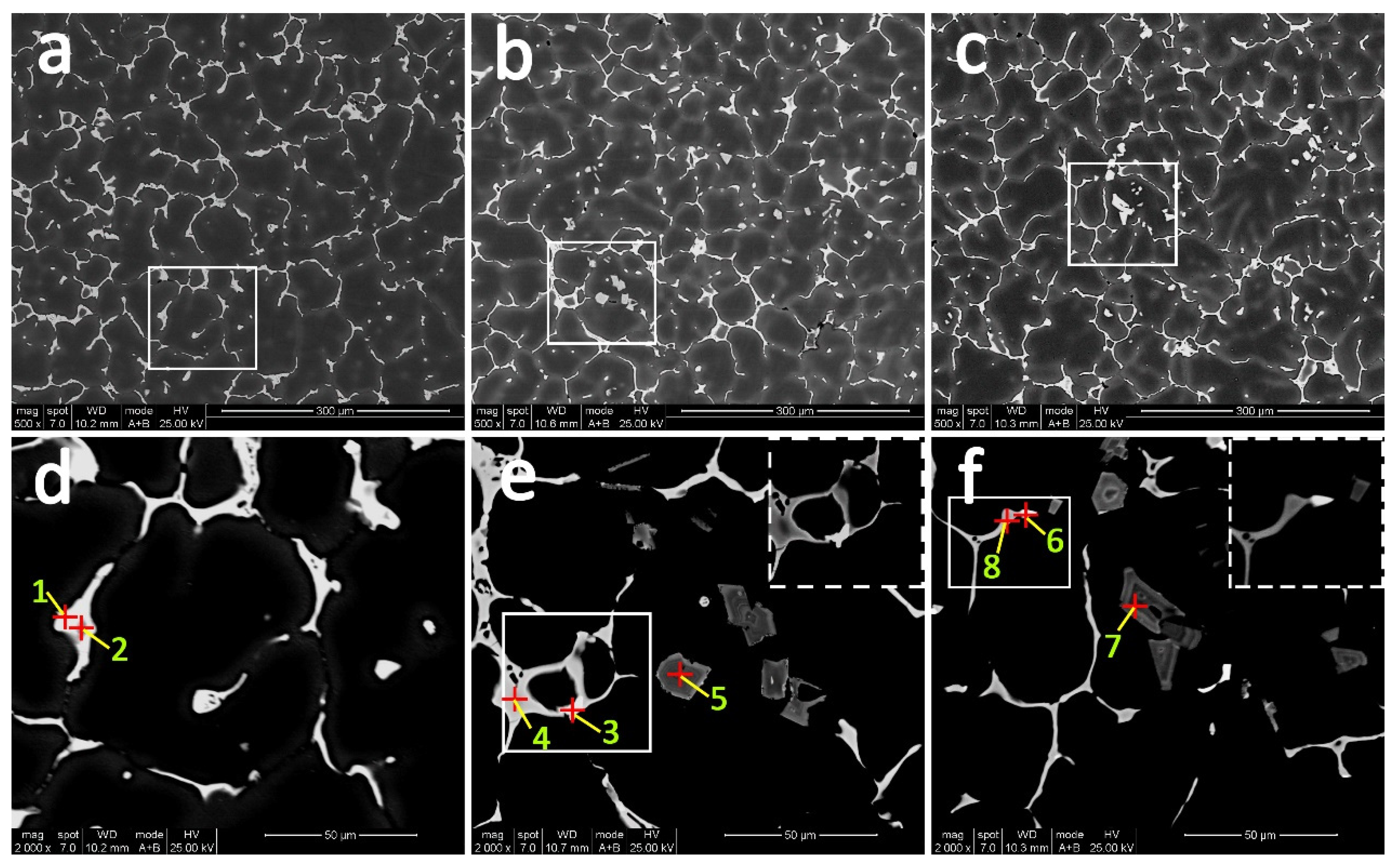
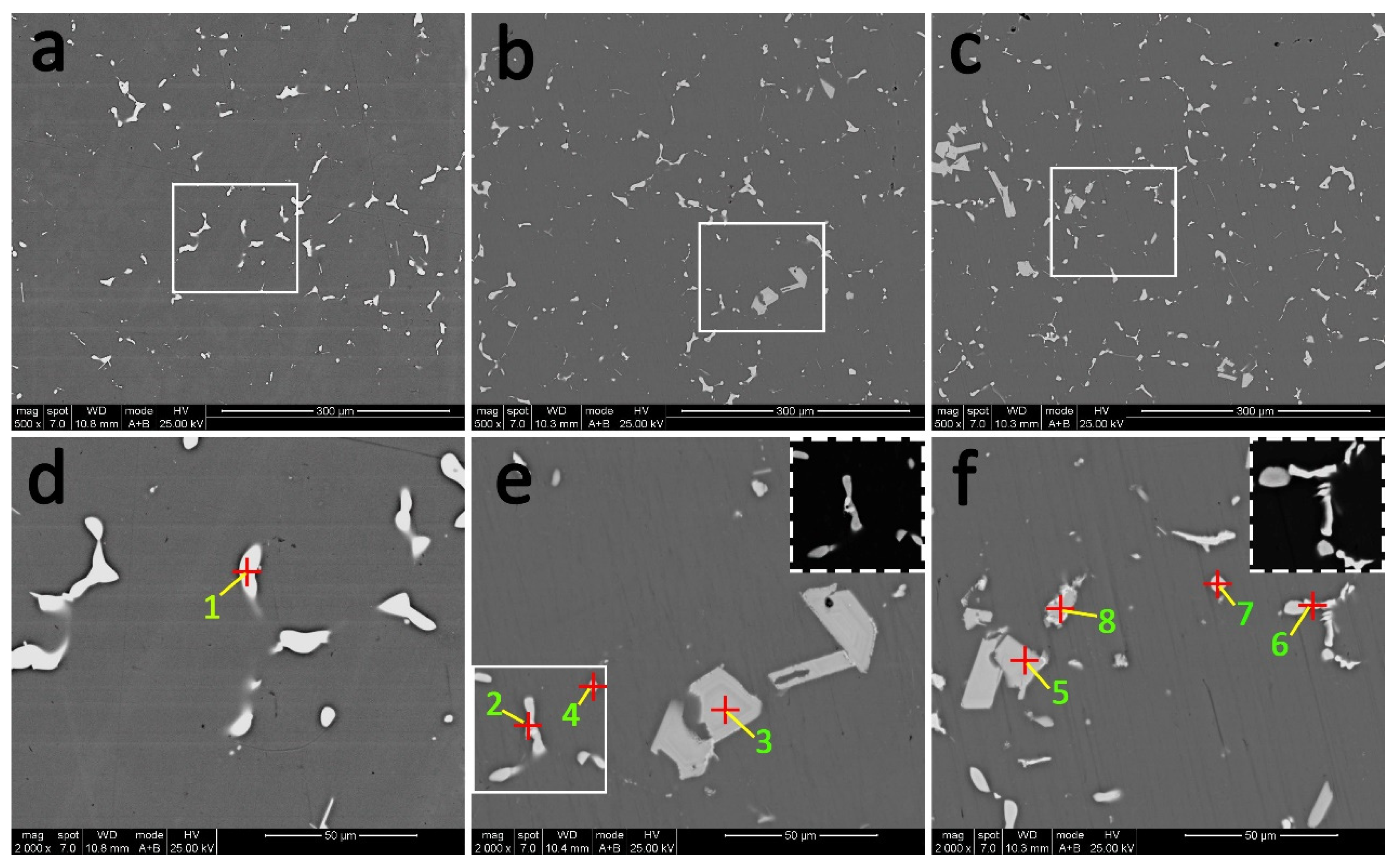
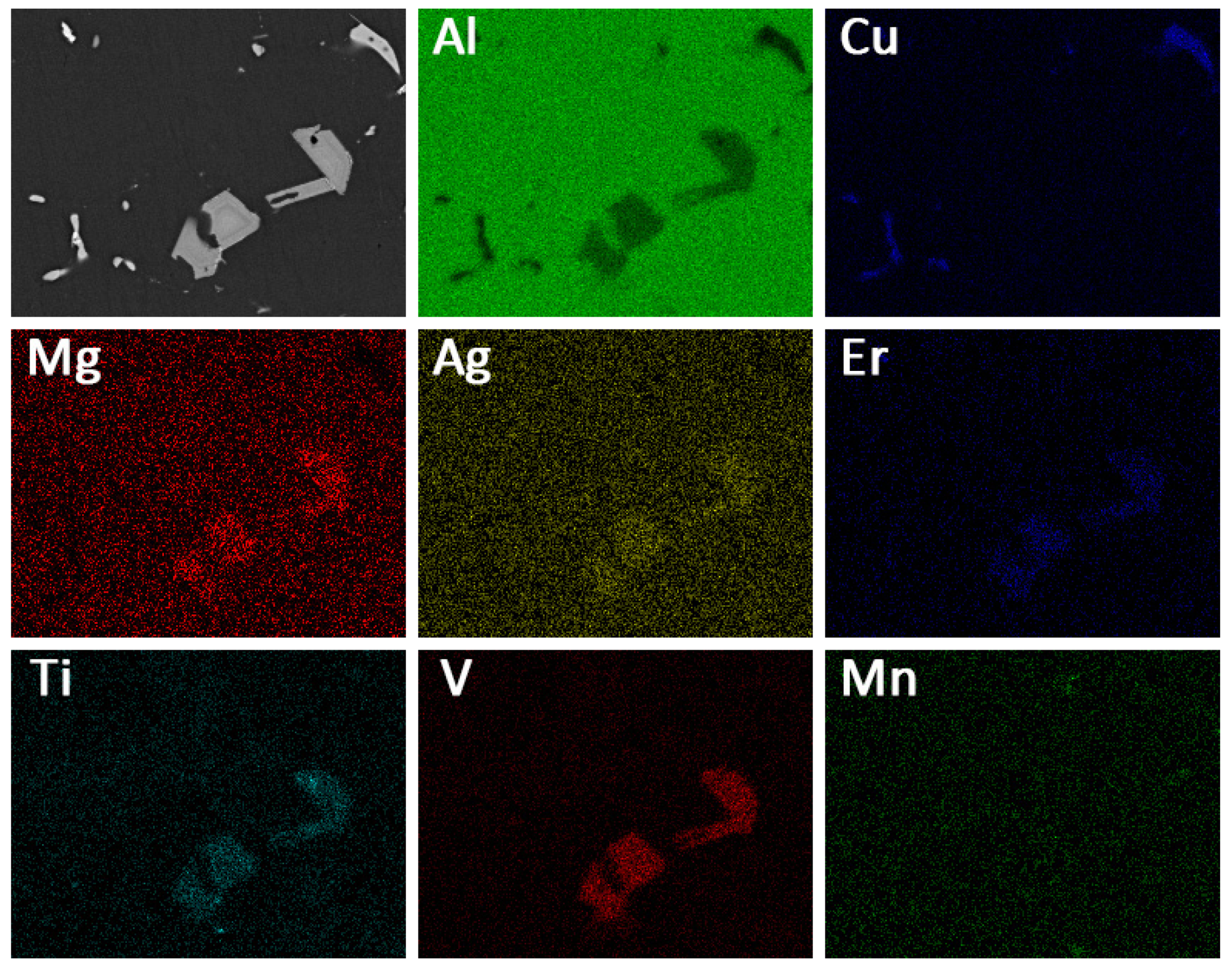
3.5. SEM Observation
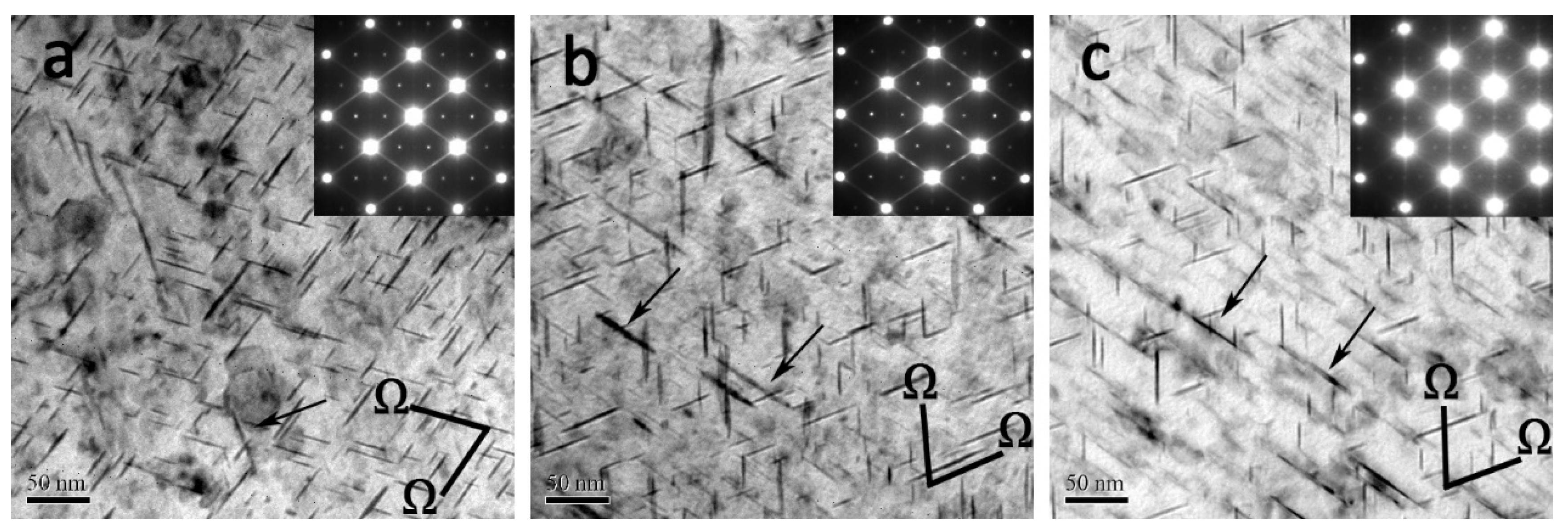
3.6. TEM Observation
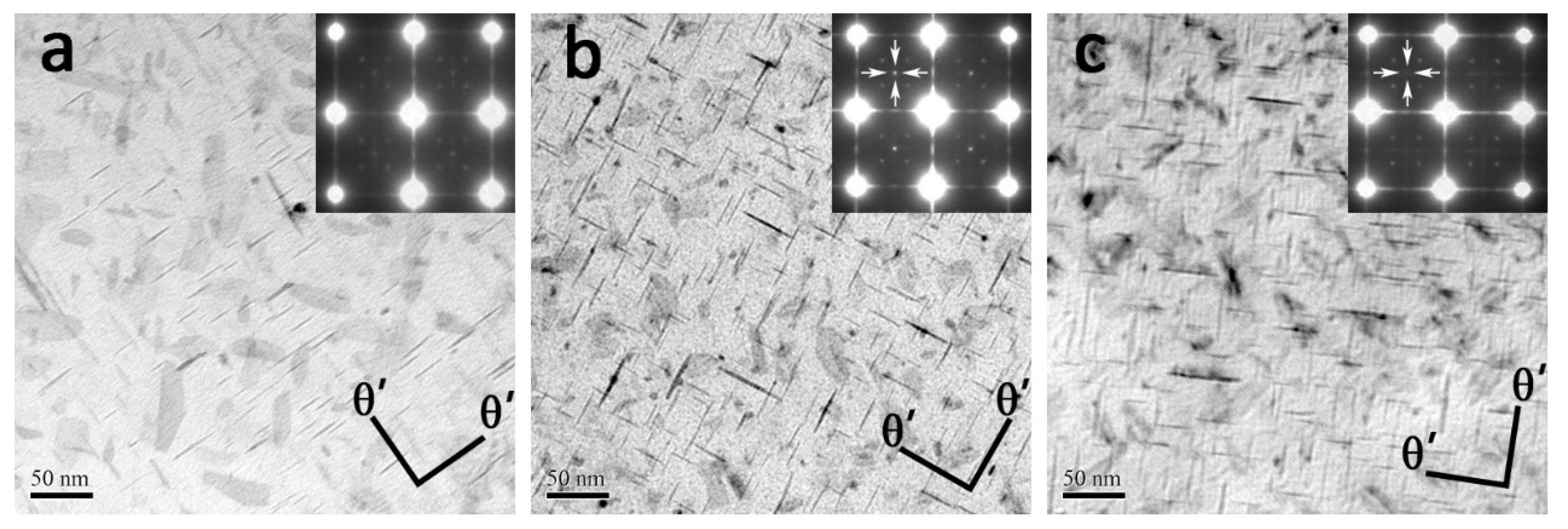
3.6.1. The Ω Phase and θ′ Phase
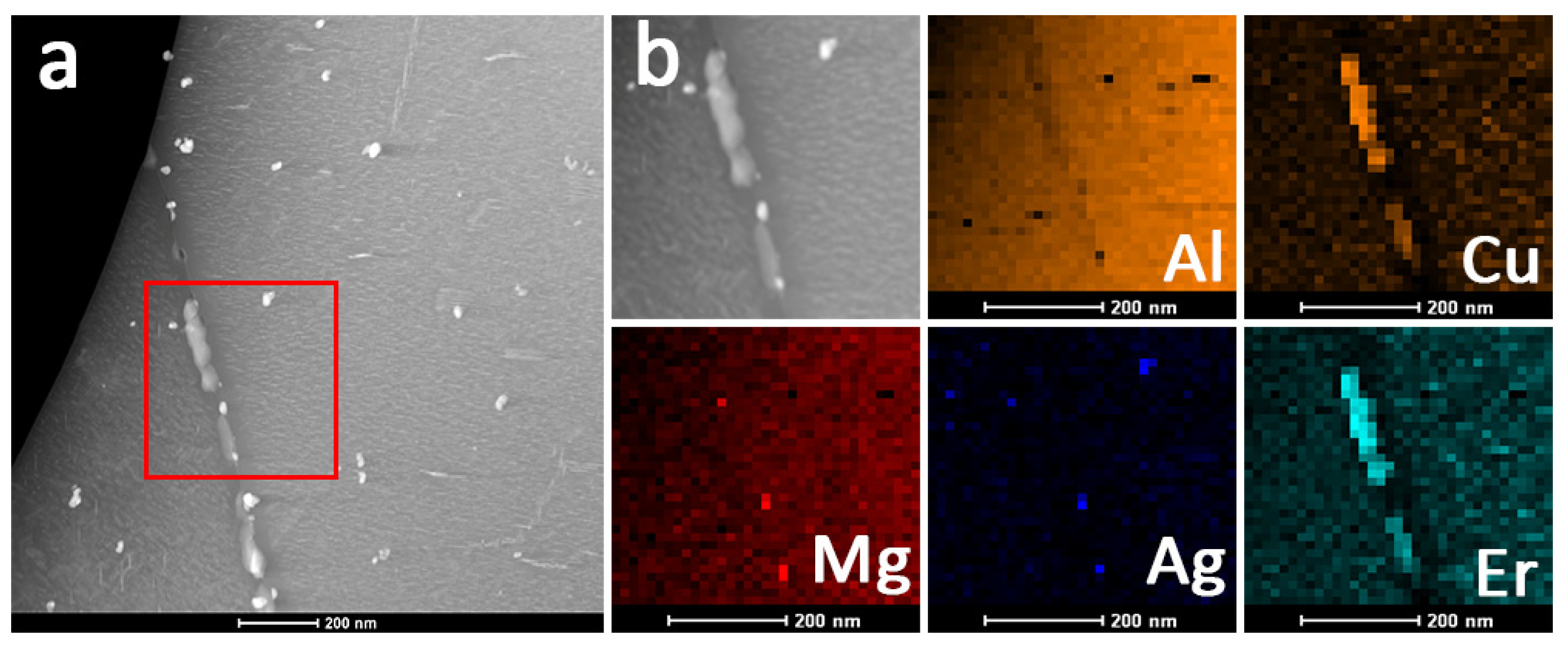
3.6.2. Al8Cu4Er Phase
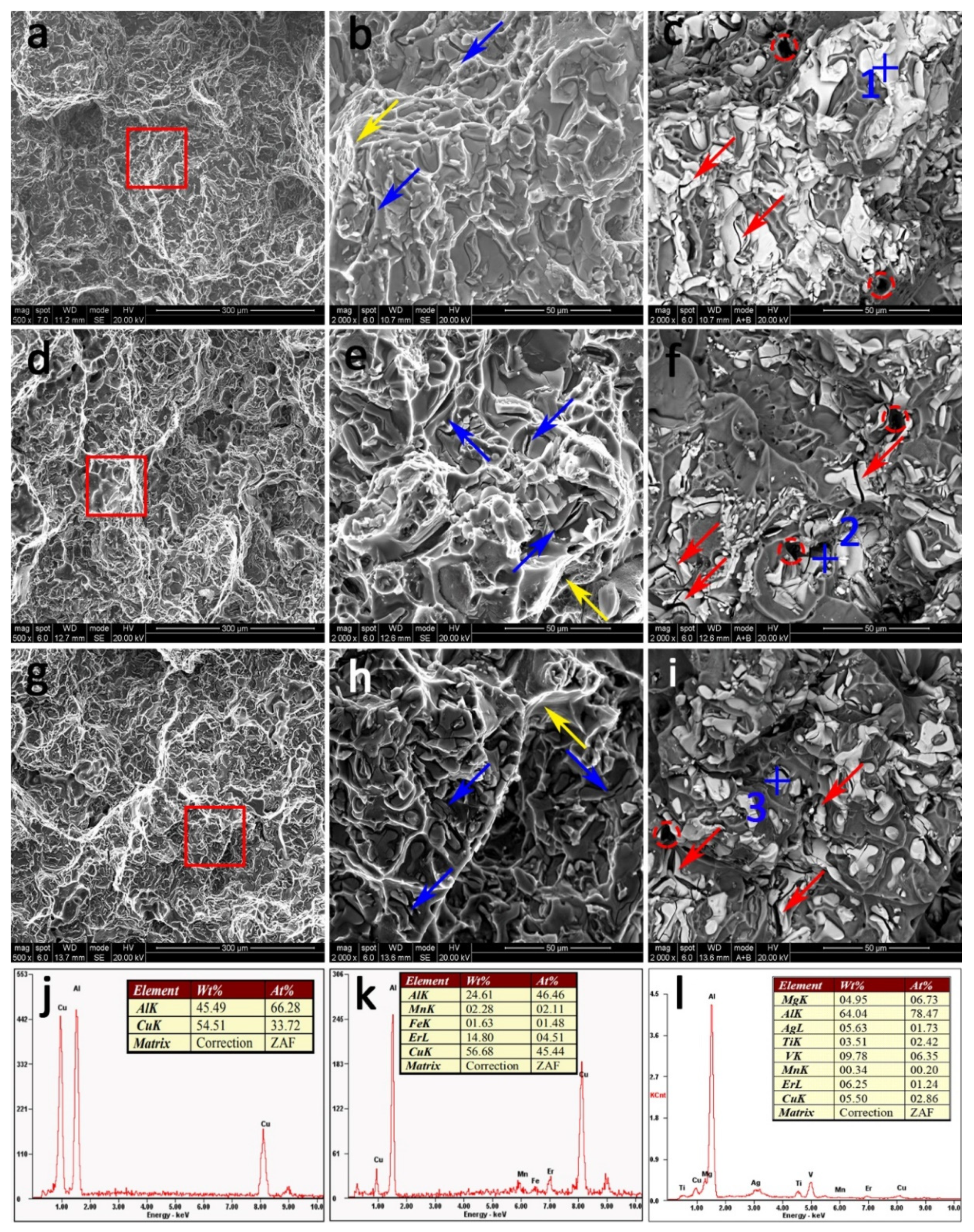
3.7. Fractography
4. Discussion
4.1. Microstructure Evolution with Er Addition
4.2. Relationship between Microstructures and Mechanical Properties
5. Conclusions
- (1)
- Al-Cu-Mg-Ag alloys with and without Er additions reach the peak aged condition after aging for 14 h, suggesting minor Er has little effect on the age-hardening response. However, the hardness value of the peak aged alloys slightly decreases from 141.8 ± 3.5 HV to 138.1 ± 2.7 HV and 137.9 ± 2.8 HV as Er increases from 0% to 0.2%.
- (2)
- No obvious grain refinement effect induced by Er additions can be found in as-cast Al-Cu-Mg-Ag alloys.
- (3)
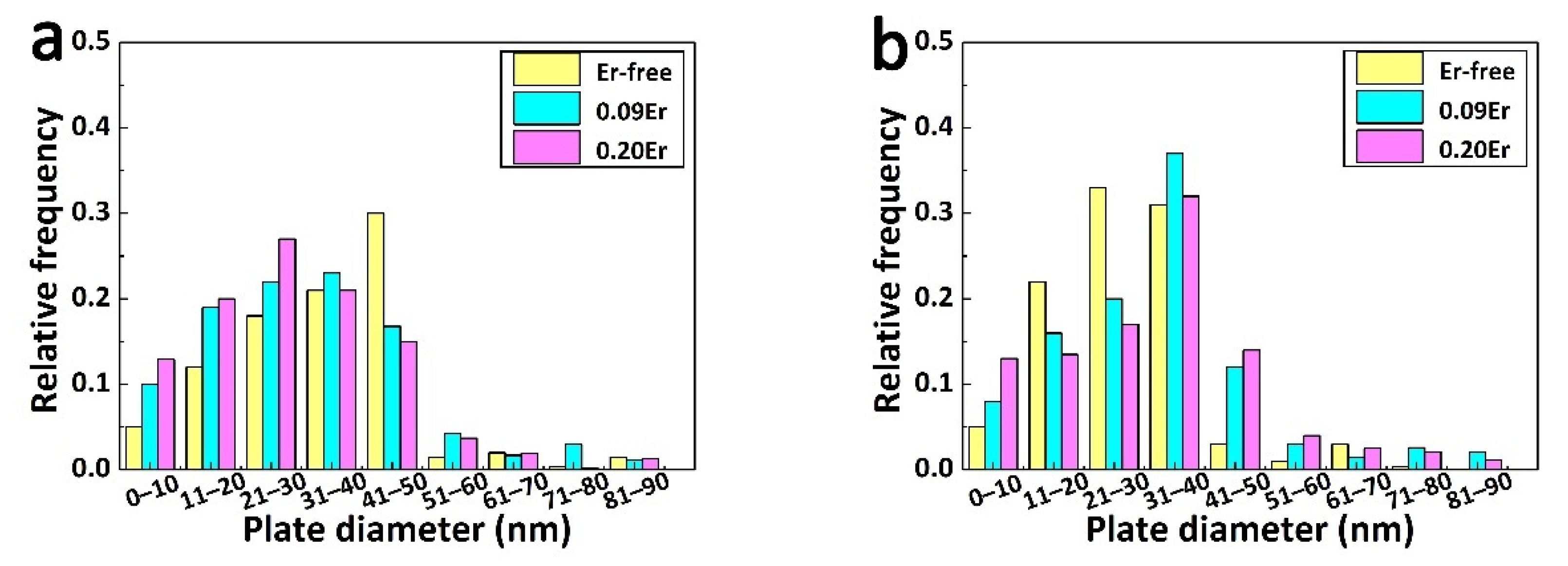
- The precipitation of Ω plates is obviously restricted by Er while the denser precipitation of the θ′ phase is observed.
- (4)
- The tensile properties of Er-added Al-Cu-Mg-Ag alloys at room temperature degrade with Er addition, while the higher strength properties of Er-added alloys at 300 °C are ascribed to the Al8Cu4Er phase at the grain boundaries.
- (5)
- The Al8Cu4Er phase and (Mg, Ag, Er, V, Ti)-rich phase are detected in Er-added alloys, which cannot be dissolved in the Al-matrix after solution treatment and leads to an obvious brittle fracture of Al-Cu-Mg-Ag-Er alloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gazizov, M.; Kaibyshev, R. High cyclic fatigue performance of Al–Cu–Mg–Ag alloy under T6 and T840 conditions. Trans. Nonferrous Met. Soc. China 2017, 27, 1215–1223. [Google Scholar] [CrossRef]
- Kurmanaeva, L.; Topping, T.D.; Wen, H.; Sugahara, H.; Yang, H.; Zhang, D.; Schoenung, J.M.; Lavernia, E.J. Strengthening mechanisms and deformation behavior of cryomilled Al–Cu–Mg–Ag alloy. J. Alloys. Compd. 2015, 632, 591–603. [Google Scholar] [CrossRef]
- Gazizov, M.; Boev, A.; Marioara, C.; Andersen, S.; Holmestad, R.; Kaibyshev, R.; Aksyonov, D.; Krasnikov, V. The unique hybrid precipitate in a peak-aged Al-Cu-Mg-Ag alloy. Scr. Mater. 2021, 194, 113669. [Google Scholar] [CrossRef]
- Ringer, S.; Hono, K.; Polmear, I.; Sakurai, T. Nucleation of precipitates in aged AlCuMg(Ag) alloys with high Cu:Mg ratios. Acta Mater. 1996, 44, 1883–1898. [Google Scholar] [CrossRef]
- Liu, X.Y.; Pan, Q.L.; Zheng, L.Y.; Fu, Q.R.; Gao, F.; Li, M.X.; Bai, Y.M. Effect of aging temper on the thermal stability of Al-Cu-Mg-Ag heat-resistant alloy. Mater. Des. 2013, 46, 360–365. [Google Scholar] [CrossRef]
- Lumley, R.N.; Morton, A.J.; Polmear, I.J. Enhanced creep performance in an Al-Cu-Mg-Ag alloy through underaging. Acta Mater. 2002, 50, 3597–3608. [Google Scholar] [CrossRef]
- Vural, M.; Caro, J. Experimental analysis and constitutive modeling for the newly developed 2139-T8 alloy. Mater. Sci. Eng. A 2009, 520, 56–65. [Google Scholar] [CrossRef]
- Wang, J.; Wu, X.; Xia, K. Creep behaviour at elevated temperatures of an Al-Cu-Mg-Ag alloy. Mater. Sci. Eng. A 1997, 234–236, 287–290. [Google Scholar] [CrossRef]
- Palmerin, J.M.; Rosales, H.J.D.; Hirata, V.M.L.; Castro, N.C.; Velázquez, J.L.G.; Ramirez, A.D.J.M. Hardening Behavior in Aged Al-4%Cu-0.3%Mg Alloys with 0.5 and 2%Ag Additions. Mater. Trans. 2009, 50, 2785–2789. [Google Scholar] [CrossRef]
- Hutchinson, C.R.; Fan, X.; Pennycook, S.J.; Shiflet, G.J. On the origin of the high coarsening resistance of Ω plates in Al-Cu-Mg-Ag alloys. Acta Mater. 2001, 49, 2827–2841. [Google Scholar] [CrossRef]
- Xiao, D.H.; Wang, J.N.; Ding, D.Y.; Yang, H.L. Effect of rare earth Ce addition on the microstructure and mechanical properties of an Al-Cu-Mg-Ag alloy. J. Alloys Compd. 2003, 352, 84–88. [Google Scholar] [CrossRef]
- Li, Y.T.; Liu, Z.Y.; Zhou, J.; Xia, Q.K. Microstructure and mechanical properties of Al-Cu-Mg-Ag alloyed with Ce. Trans. Nonferrous Met. Soc. China 2007, 17, 266–270. [Google Scholar]
- Xiao, D.-H.; Huang, B.-Y. Effect of Yb addition on precipitation and microstructure of Al-Cu-Mg-Ag alloys. Trans. Nonferrous Met. Soc. China 2007, 17, 1181–1185. [Google Scholar] [CrossRef]
- Xue, H.; Yang, C.; Kuang, J.; Zhang, P.; Zhang, J.; Liu, G.; Sun, J. Highly interdependent dual precipitation and its effect on mechanical properties of Al–Cu-Sc alloys. Mater. Sci. Eng. A 2021, 820, 141526. [Google Scholar] [CrossRef]
- Li, B.; Liang, S.; Wen, S.; Zhao, Z.; Wu, X.; Wang, W.; Gao, K.; Huang, H.; Nie, Z. Competition between precipitation and segregation of Sc and its effects on thermal stability of Al-Cu-Mg-Ag alloys. Mater. Lett. 2021, 297, 129927. [Google Scholar] [CrossRef]
- Gazizov, M.; Teleshov, V.; Zakharov, V.; Kaibyshev, R. Solidification behaviour and the effects of homogenisation on the structure of an Al–Cu–Mg–Ag–Sc alloy. J. Alloys Compd. 2011, 509, 9497–9507. [Google Scholar] [CrossRef]
- Pan, S.; Chen, X.; Zhou, X.; Wang, Z.; Chen, K.; Cao, Y.; Lu, F.; Li, S. Micro-alloying effect of Er and Zr on microstructural evolution and yield strength of Al-3Cu (wt.%) binary alloys. Mater. Sci. Eng. A 2020, 790, 139391. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Z.; Xia, Q.; Liu, Y. Grain Refinement of the Al-Cu-Mg-Ag Alloy with Er and Sc Additions. Met. Mater. Trans. A 2007, 38, 2853–2858. [Google Scholar] [CrossRef]
- Bai, S.; Huang, T.; Xu, H.; Liu, Z.Y.; Wang, J.; Yi, X.L. Effects of small Er addition on the microstructural evolution and strength properties of an Al–Cu–Mg–Ag alloy aged at 200 °C. Mater. Sci. Eng. A 2019, 766, 138351. [Google Scholar] [CrossRef]
- Che, H.; Jiang, X.; Qiao, N.; Liu, X. Effects of Er/Sr/Cu additions on the microstructure and mechanical properties of Al-Mg alloy during hot extrusion. J. Alloys Compd. 2017, 708, 662–670. [Google Scholar] [CrossRef]
- Wu, H.; Wen, S.P.; Lu, J.T.; Mi, Z.P.; Zeng, X.L.; Huang, H.; Nie, Z.R. Microstructural evolution of new type Al-Zn-Mg-Cu alloy with Er and Zr additions during homogenization. Trans. Nonferrous Met. Soc. China 2017, 27, 1476–1482. [Google Scholar] [CrossRef]
- Fang, H.C.; Chao, H.; Chen, K.H. Effect of Zr, Er and Cr additions on microstructures and properties of Al-Zn-Mg-Cu alloys. Mater. Sci. Eng. A 2014, 610, 10–16. [Google Scholar] [CrossRef]
- He, Y.; Xi, H.H.; Ming, W.Q.; Shao, Q.Q.; Shen, R.H.; Lai, Y.X.; Wu, C.L.; Chen, J.H. Thermal stability and precipitate microstructures of Al-Si-Mg-Er alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 1–10. [Google Scholar] [CrossRef]
- Gazizov, M.; Kaibyshev, R. Precipitation structure and strengthening mechanisms in an Al-Cu-Mg-Ag alloy. Mater. Sci. Eng. A 2017, 702, 29–40. [Google Scholar] [CrossRef]
- Nie, J.; Muddle, B. Strengthening of an Al–Cu–Sn alloy by deformation-resistant precipitate plates. Acta Mater. 2008, 56, 3490–3501. [Google Scholar] [CrossRef]
- Bai, S.; Ying, P.; Liu, Z.; Wang, J.; Li, J. Quantitative transmission electron microscopy and atom probe tomography study of Ag-dependent precipitation of Ω phase in Al-Cu-Mg alloys. Mater. Sci. Eng. A 2017, 687, 8–16. [Google Scholar] [CrossRef]
- Jiang, L.; Wang, C.S.; Fu, H.D.; Shen, J.; Zhang, Z.H.; Xie, J.X. Discovery of aluminum alloys with ultra-strength and high-toughness via a property-oriented design strategy. J. Mater. Sci. Technol. 2021, 822, 141641. [Google Scholar]
- Roosz, A.; Exner, H.E. Ternary restricted-equilibrium phase diagrams-II. Practical application: Aluminium-rich corner of the Al-Cu-Mg system. Acta Mater. 2008, 56, 3490–3501. [Google Scholar]
- Gable, B.M.; Zhu, A.W.; Shiflet, G.J.; Starke, E.A. Assessment of the aluminum-rich corner of the Al-Cu-Mg-(Ag) phase diagram. Calphad 2008, 32, 256–267. [Google Scholar] [CrossRef]
- Raghavan, V. Al-Cu-Er (Aluminum-Copper-Erbium). J. Phase Equilibria Diffus. 2010, 31, 285–287. [Google Scholar] [CrossRef]
- Gao, Z.; Li, H.; Lai, Y.; Ou, Y.; Li, D. Effects of minor Zr and Er on microstructure and mechanical properties of pure aluminum. Mater. Sci. Eng. A 2013, 580, 92–98. [Google Scholar] [CrossRef]
- Pandee, P.; Patakham, U.; Limmaneevichitr, C. Microstructural evolution and mechanical properties of Al-7Si-0.3Mg alloys with erbium additions. J. Alloys Compd. 2017, 728, 844–853. [Google Scholar] [CrossRef]
- Zhang, X.J.; Wang, H.W.; Yan, B.; Zou, C.M.; Wei, Z.J. The effect of grain refinement and precipitation strengthening induced by Sc and Er alloying on the mechanical properties of cast Al-Li-Cu-Mg alloys at elevated temperatures. Mater. Sci. Eng. A 2021, 822, 141641. [Google Scholar] [CrossRef]
- Zaki, G.A.; Samuel, A.M.; Doty, H.W.; Samuel, F.H. Microstructural evolution during solidification of Al-Cu-based alloys. Int. J. Mater. Res. 2015, 106, 1144–1153. [Google Scholar] [CrossRef]
- Mei, Z.; Liu, Z.; Bai, S.; Wang, J.; Cao, J. Effects of yttrium additions on microstructures and mechanical properties of cast Al-Cu-Mg-Ag alloys. J. Alloys Compd. 2021, 870, 159435. [Google Scholar] [CrossRef]
- Bai, S.; Liu, Z.Y.; Zhou, X.W.; Xia, P.; Zeng, S. Mg-controlled formation of Mg-Ag co-clusters in initial aged Al-Cu-Mg-Ag alloys. J. Alloys Compd. 2014, 602, 193–198. [Google Scholar] [CrossRef]
- Reich, L.; Murayama, M.; Hono, K. Evolution of Ω phase in an Al-Cu-Mg-Ag alloy- a three-dimensional atom probe study. Acta Mater. 1998, 46, 6053–6062. [Google Scholar] [CrossRef]
- Hono, K.; Sakurai, T.; Polmear, I.J. Pre-precipitate clustering in an Al-Cu-Mg-Ag alloy. Scripta. Mater. 1994, 30, 695–700. [Google Scholar] [CrossRef]
- Bai, S.; Zhou, X.; Liu, Z.; Xia, P.; Liu, M.; Zeng, S. Effects of Ag variations on the microstructures and mechanical properties of Al–Cu–Mg alloys at elevated temperatures. Mater. Sci. Eng. A 2014, 611, 69–76. [Google Scholar] [CrossRef]
- Chen, J.; Liu, C.; Li, Q.; Zhao, H. A three-dimensional characterization method for the preferentially oriented precipitation of Ω-phase in stress-aged Al-Cu-Mg-Ag single crystal. Mater. Charact. 2019, 153, 184–189. [Google Scholar] [CrossRef]
- Hyeongsub, S.; Sung, J.W.; Jihoon, P.; Soong, J.O.; Kyou, H.K. Mechanical properties and microstructural evolution in Al–Cu–Mg–Ag alloy with a CuxMgx/10 content. Mater. Sci. Eng. A 2021, 21, 141573. [Google Scholar]
- Muraishi, S.; Kumai, S.; Sato, A. Competitive nucleation and growth of {111} Ω with {001} GP Zones and θ in a stress-aged Al-Cu-Mg-Ag alloy. Mater. Trans. 2004, 45, 2974–2980. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.C.; Starink, M.J. Precipitates and intermetallic phases in precipitation hardening Al-Cu-Mg-(Li) based alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef] [Green Version]
- Zhang, J.; Zhang, Y.; Zhu, B.; Wang, F.; Xiong, B. Effect of interrupted multi-step ageing on microstructure and properties of Al-Cu-Mg-Ag-Zr alloy. Rare Met. 2011, 30, 419–423. [Google Scholar]
- Zhu, A.; Starke, E. Strengthening effect of unshearable particles of finite size: A computer experimental study. Acta Mater. 1999, 47, 3263–3269. [Google Scholar] [CrossRef]
- Hu, Z.; Zhang, H.; Zhu, H.; Xiao, Z.; Nie, X.; Zeng, X. Microstructure, mechanical properties and strengthening mechanisms of AlCu5MnCdVA aluminum alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 759, 154–166. [Google Scholar] [CrossRef]
- Curtin, W. New interpretation of the Haasen plot for solute-strengthened alloys. Scr. Mater. 2010, 63, 917–920. [Google Scholar] [CrossRef]
- Singh, C.V.; Mateos, A.; Warner, D. Atomistic simulations of dislocation–precipitate interactions emphasize importance of cross-slip. Scr. Mater. 2011, 64, 398–401. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Cu | Mg | Ag | Mn | Ti | B | V | Er | Al |
|---|---|---|---|---|---|---|---|---|---|
| Er-free | 5.97 | 0.32 | 0.81 | 0.30 | 0.15 | 0.02 | 0.16 | - | Bal. |
| 0.09Er | 5.92 | 0.28 | 0.76 | 0.29 | 0.13 | 0.02 | 0.17 | 0.09 | Bal. |
| 0.20Er | 5.95 | 0.33 | 0.72 | 0.29 | 0.13 | 0.02 | 0.16 | 0.20 | Bal. |
| Points | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Al | 52.60/72.32 | 60.83/77.86 | 36.90/62.23 | 44.74/65.59 | 49.60/84.36 | 56.08/77.67 | 68.40/83.53 | 47.33/67.91 |
| Cu | 47.40/27.68 | 28.34/15.41 | 46.42/33.23 | 55.26/34.41 | 4.65/2.39 | 27.20/16.00 | 3.94/2.04 | 52.67/32.09 |
| Mg | - | - | - | 2.34/3.15 | - | 1.81/2.45 | ||
| Ag | - | - | - | 3.85/1.17 | - | 2.80/0.85 | ||
| Mn | - | 3.39/2.13 | - | - | 5.69/3.87 | - | ||
| Ti | - | - | - | 3.22/2.20 | - | 5.41/3.72 | ||
| Er | - | - | 16.68/4.54 | 8.43/1.65 | 11.03/2.46 | 8.91/1.75 | ||
| V | - | - | - | 7.91/5.08 | - | 8.73/5.65 | ||
| Fe | - | 7.43/4.60 | - | - | - | - |
| Points | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Al | 69.58/84.34 | 39.49/64.26 | 64.00/78.82 | 48.71/69.10 | 66.06/80.34 | 38.93/63.88 | 43.86/64.79 | 62.91/77.96 |
| Cu | 30.42/15.66 | 46.36/32.03 | 5.53/2.89 | 51.29/30.90 | 5.31/2.74 | 46.18/32.18 | 56.14/35.21 | 5.20/2.74 |
| Mg | - | - | 4.72/6.45 | - | 4.77/6.44 | - | - | 5.00/6.87 |
| Ag | - | - | 6.31/1.94 | - | 5.86/1.78 | - | - | 7.12/2.21 |
| Mn | - | - | - | - | - | - | - | 0.27/0.16 |
| Ti | - | - | 2.78/1.93 | - | 2.66/1.82 | - | - | 3.14/2.19 |
| Er | - | 14.15/3.71 | 6.39/1.72 | - | 6.72/1.32 | 14.89/3.94 | - | 6.30/1.26 |
| V | - | - | 10.27/6.70 | - | 8.62/5.55 | - | - | 10.06/6.60 |
| Alloys | Ω Phase | θ′ Phase | ||||
|---|---|---|---|---|---|---|
| Plate Diameter (nm) | Plate Thickness (nm) | Number Density (×103/μm3) | Plate Diameter (nm) | Plate Thickness (nm) | Number Density (×103/μm3) | |
| Er-free | 42.3 ± 12.4 | 2.6 ± 1.2 | 27.6 ± 10.3 | 32.7 ± 10.1 | 2.5 ± 1.0 | 2.7 ± 2.1 |
| 0.09Er | 37.8 ± 9.5 | 2.3 ± 1.1 | 21.1 ± 9.1 | 36.8 ± 15.4 | 2.3 ± 0.9 | 4.3 ± 3.1 |
| 0.20Er | 37.5 ± 6.3 | 2.4 ± 1.2 | 19.4 ± 1.1 | 35.4 ± 16.3 | 2.6 ± 0.8 | 4.1 ± 6.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xie, H.; Zhao, J.; Cao, J.; Luo, L.; Guo, S.; Ou, L.; Liu, Z.; Bai, S. Effect of Minor Er Additions on the Microstructures and Mechanical Properties of Cast Al-Cu-Mg-Ag Alloys. Materials 2021, 14, 4212. https://doi.org/10.3390/ma14154212
Xie H, Zhao J, Cao J, Luo L, Guo S, Ou L, Liu Z, Bai S. Effect of Minor Er Additions on the Microstructures and Mechanical Properties of Cast Al-Cu-Mg-Ag Alloys. Materials. 2021; 14(15):4212. https://doi.org/10.3390/ma14154212
Chicago/Turabian StyleXie, Haoyu, Juangang Zhao, Jing Cao, Lei Luo, Shuai Guo, Linnan Ou, Zhiyi Liu, and Song Bai. 2021. "Effect of Minor Er Additions on the Microstructures and Mechanical Properties of Cast Al-Cu-Mg-Ag Alloys" Materials 14, no. 15: 4212. https://doi.org/10.3390/ma14154212
APA StyleXie, H., Zhao, J., Cao, J., Luo, L., Guo, S., Ou, L., Liu, Z., & Bai, S. (2021). Effect of Minor Er Additions on the Microstructures and Mechanical Properties of Cast Al-Cu-Mg-Ag Alloys. Materials, 14(15), 4212. https://doi.org/10.3390/ma14154212