
The Synergistic Effect of Temperature and Loading Rate on Deformation for Thermoplastic Fiber Metal Laminates


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiment
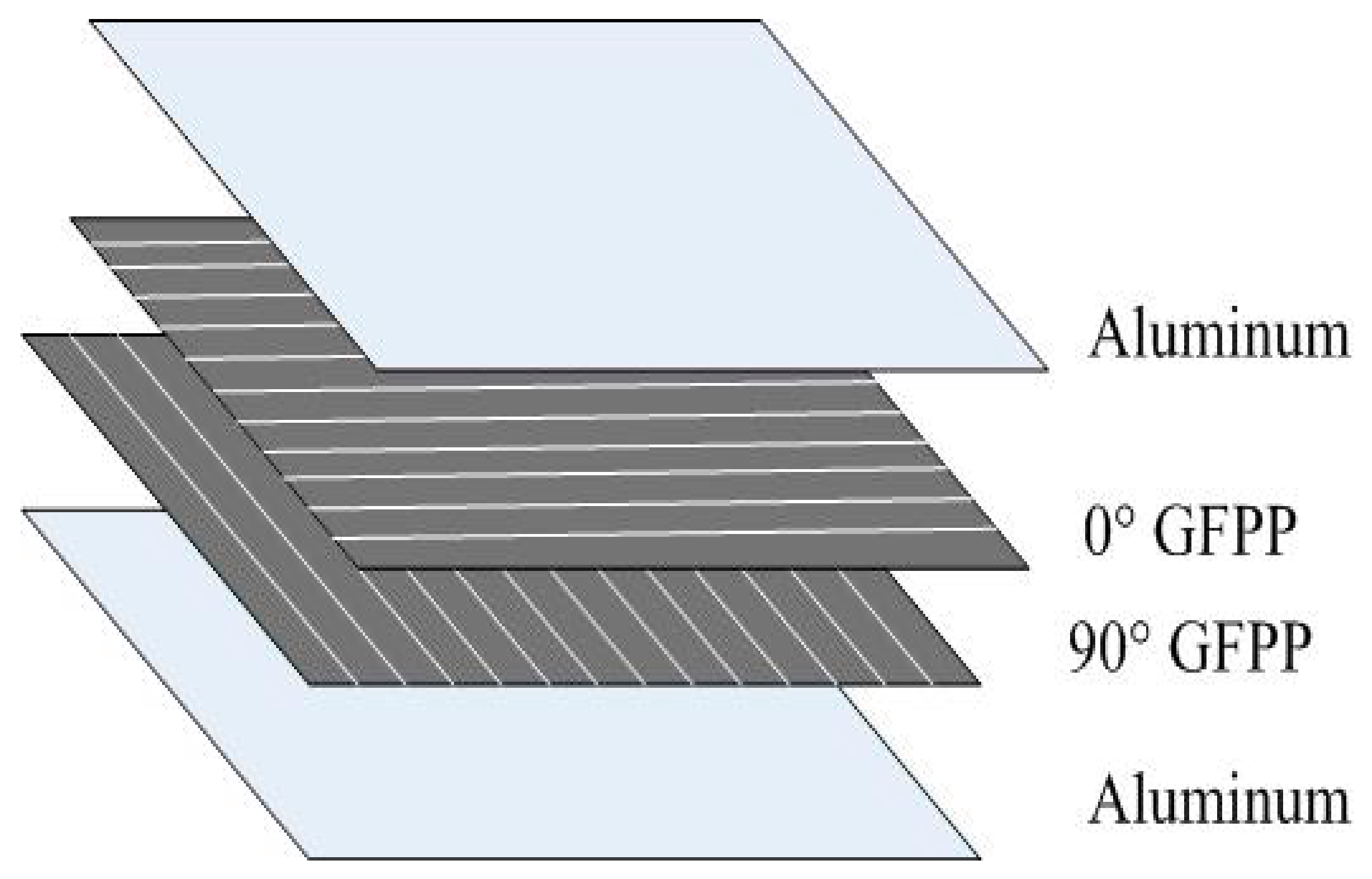
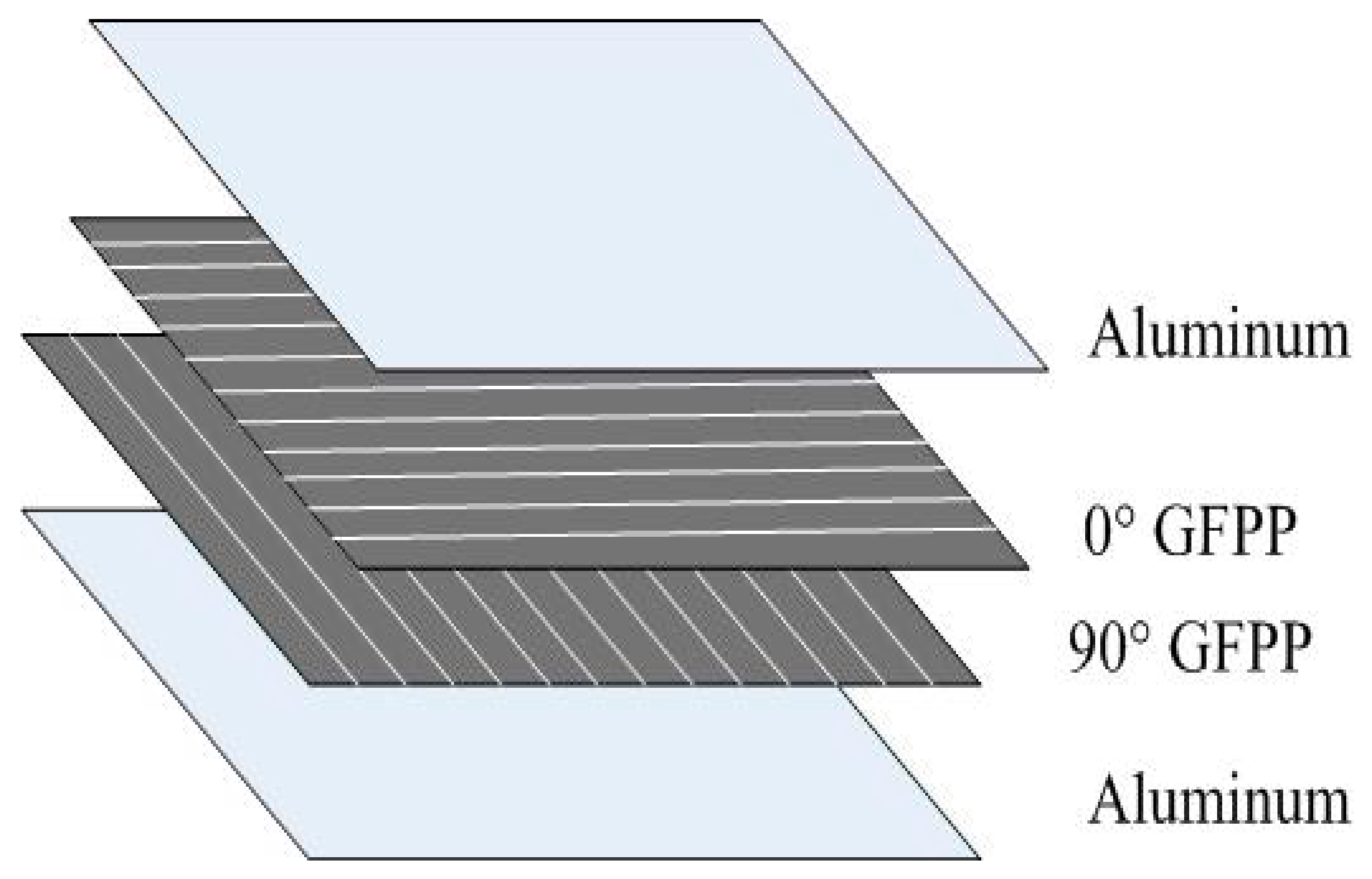
2.1. Materials
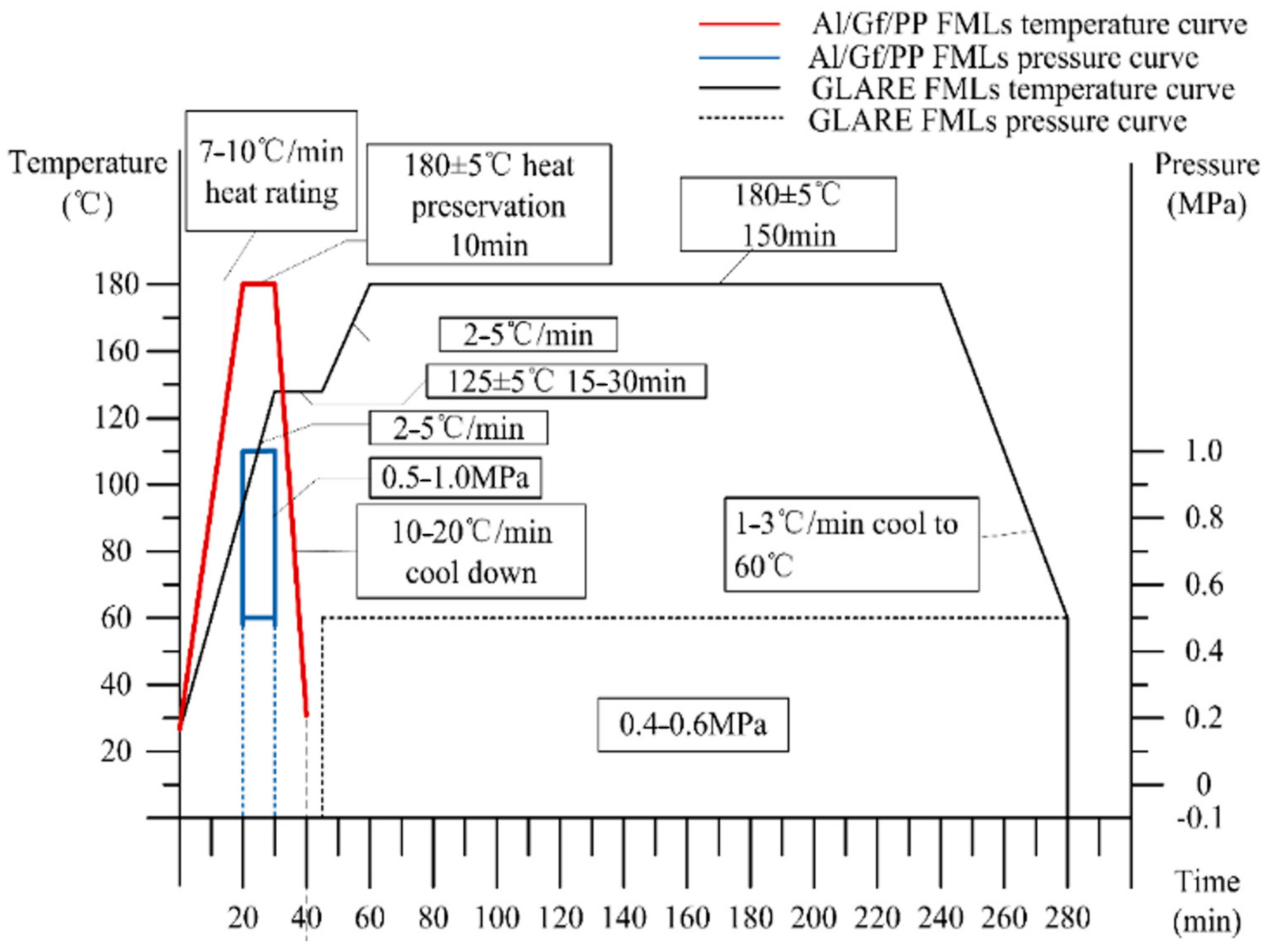
2.2. Sample Preparation
2.3. Mechanical Test
3. Results and Discussions
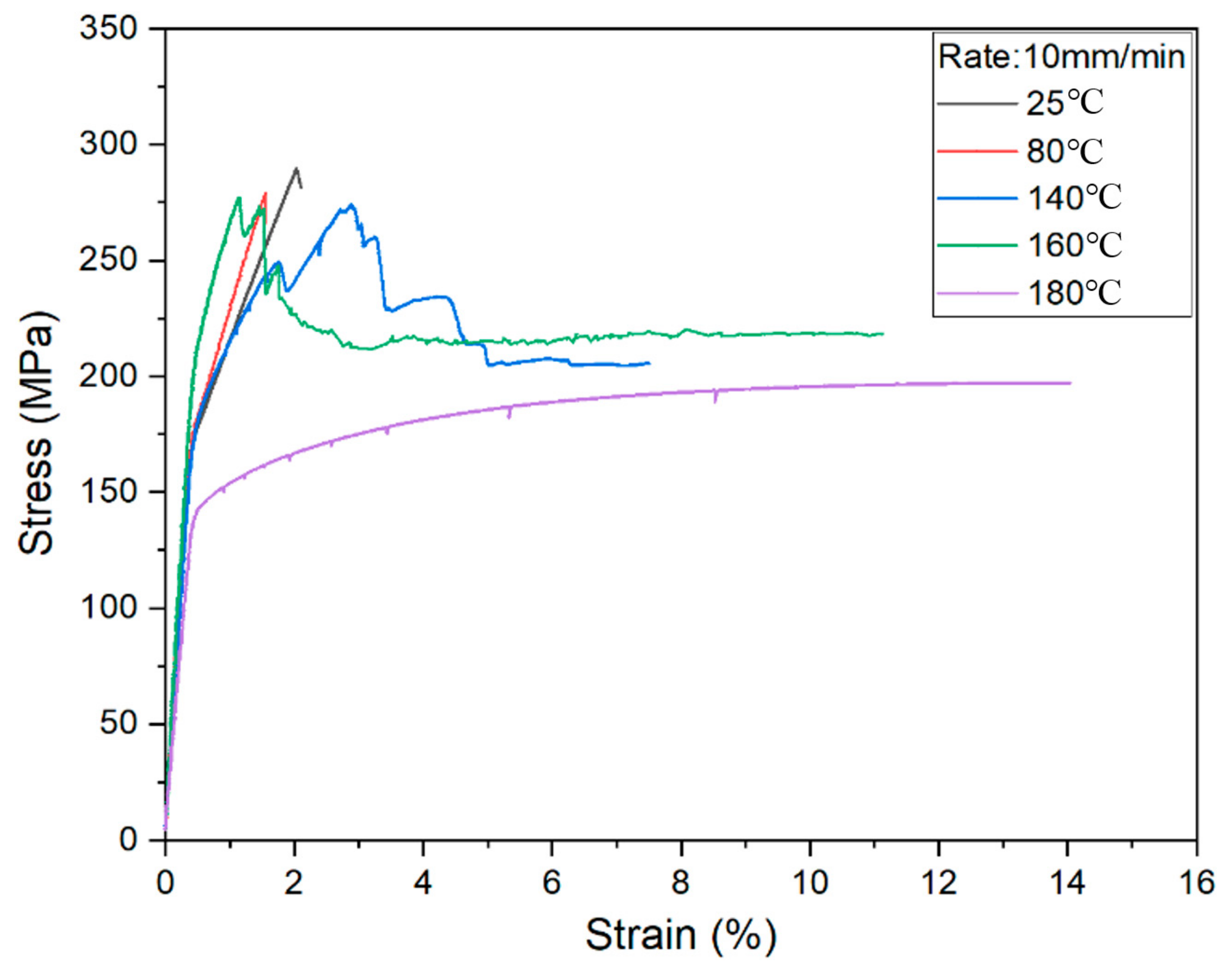
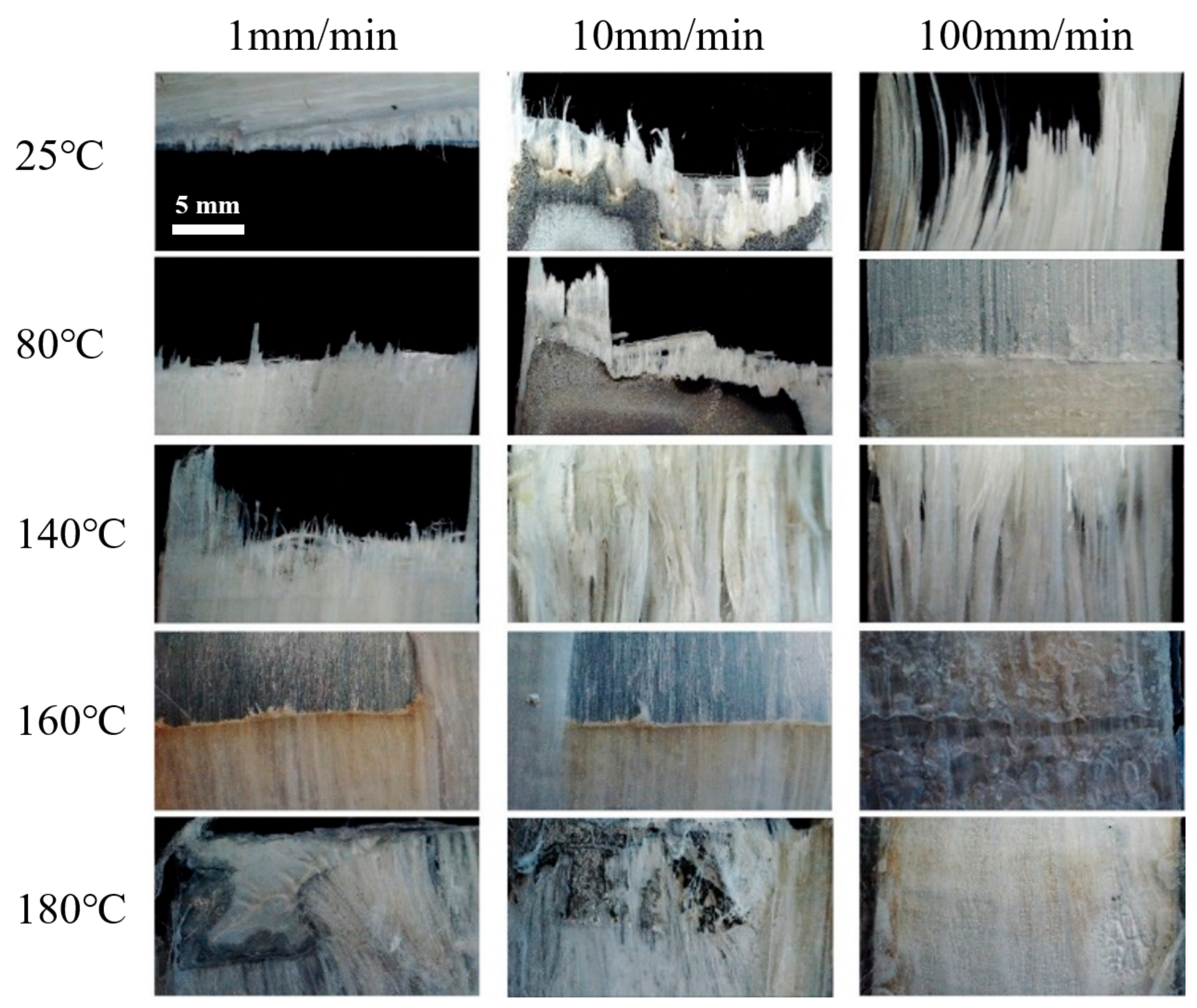
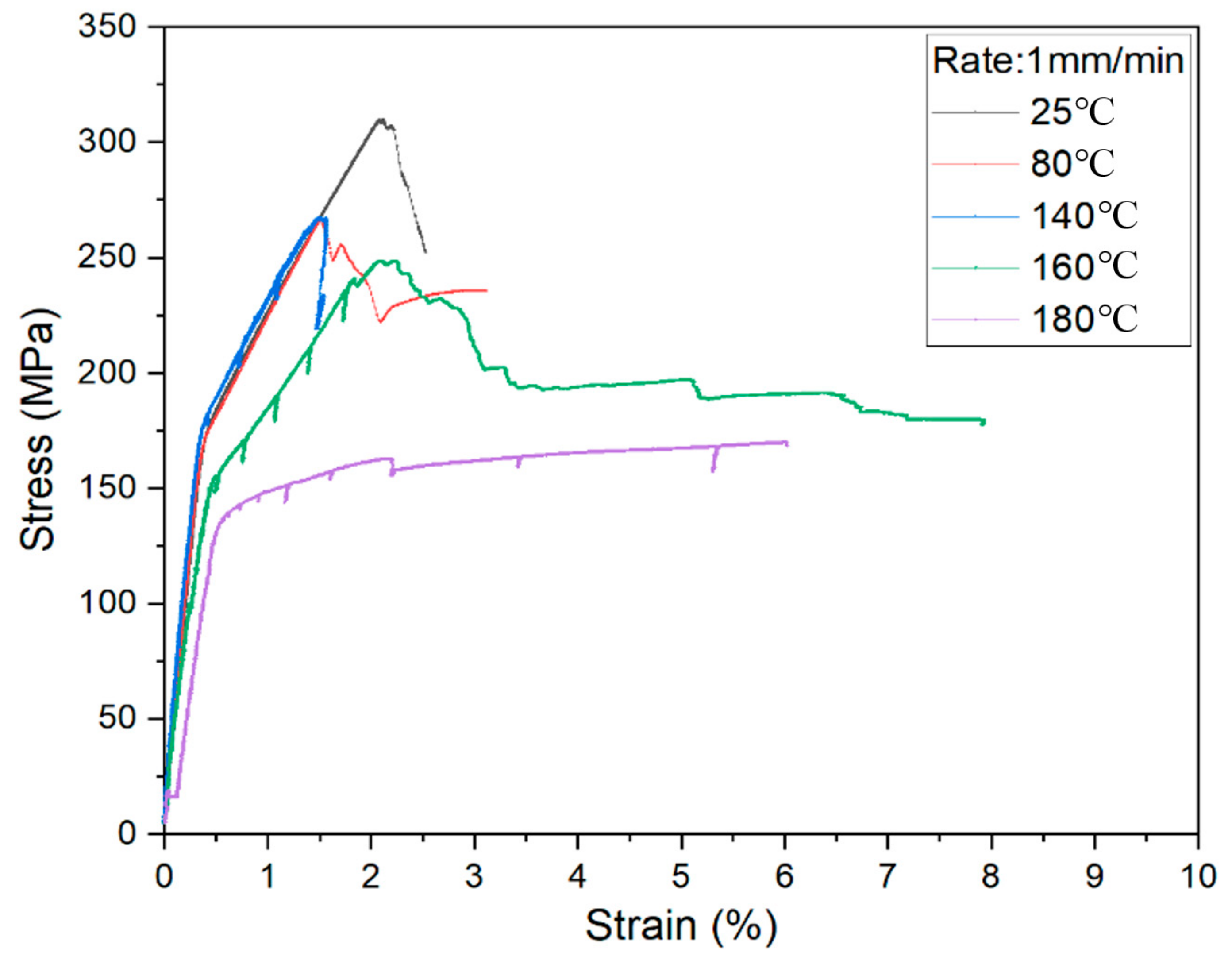
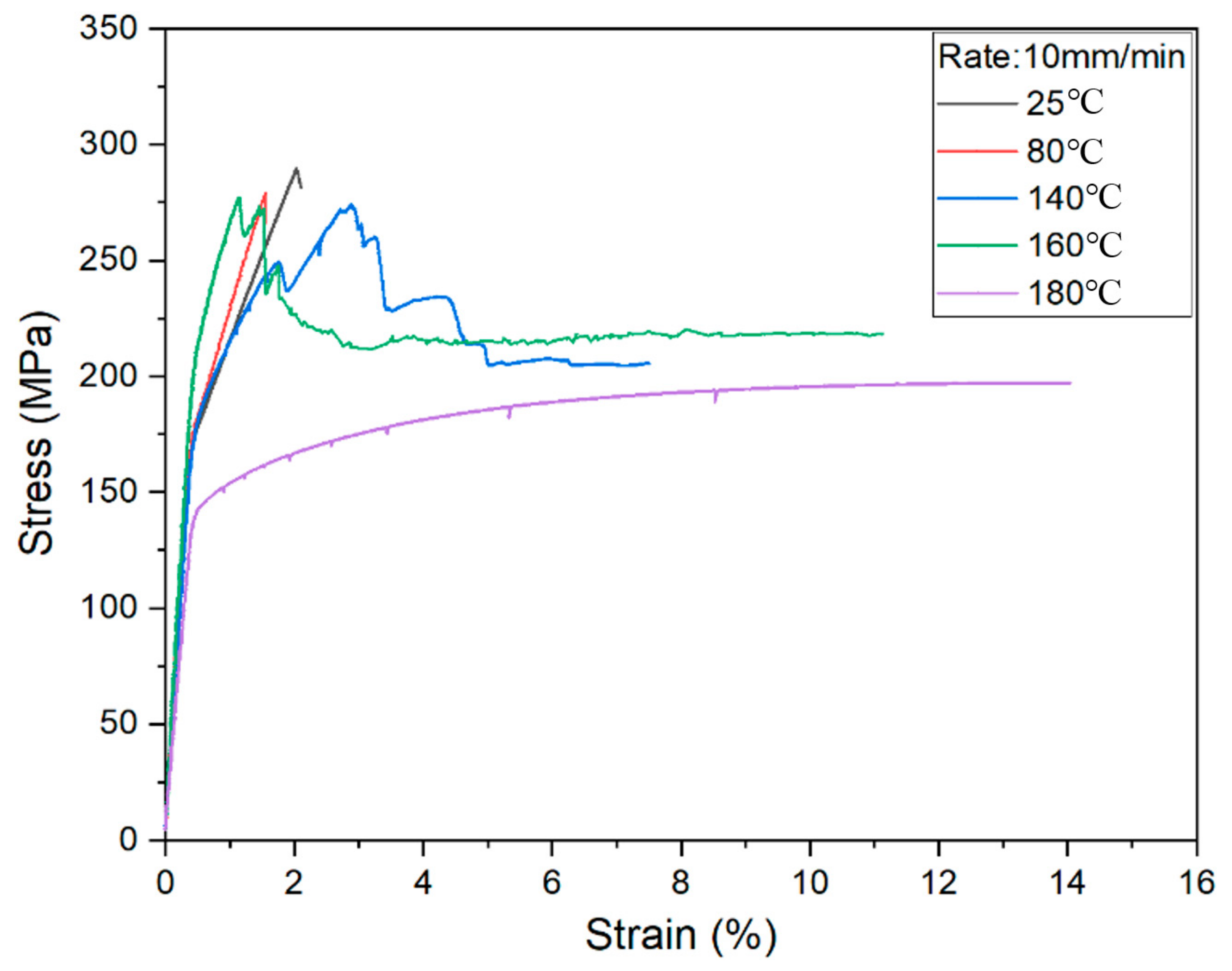
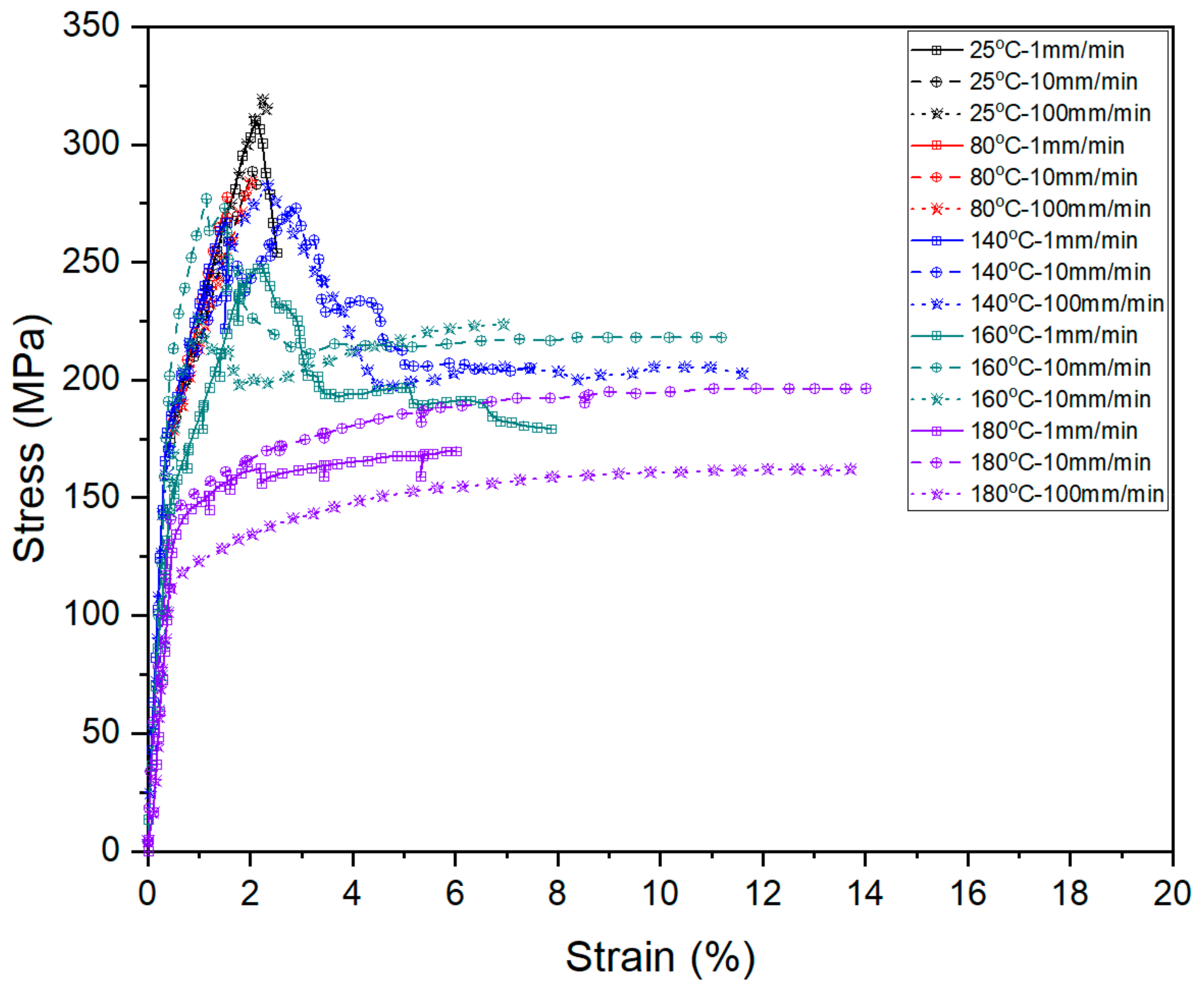
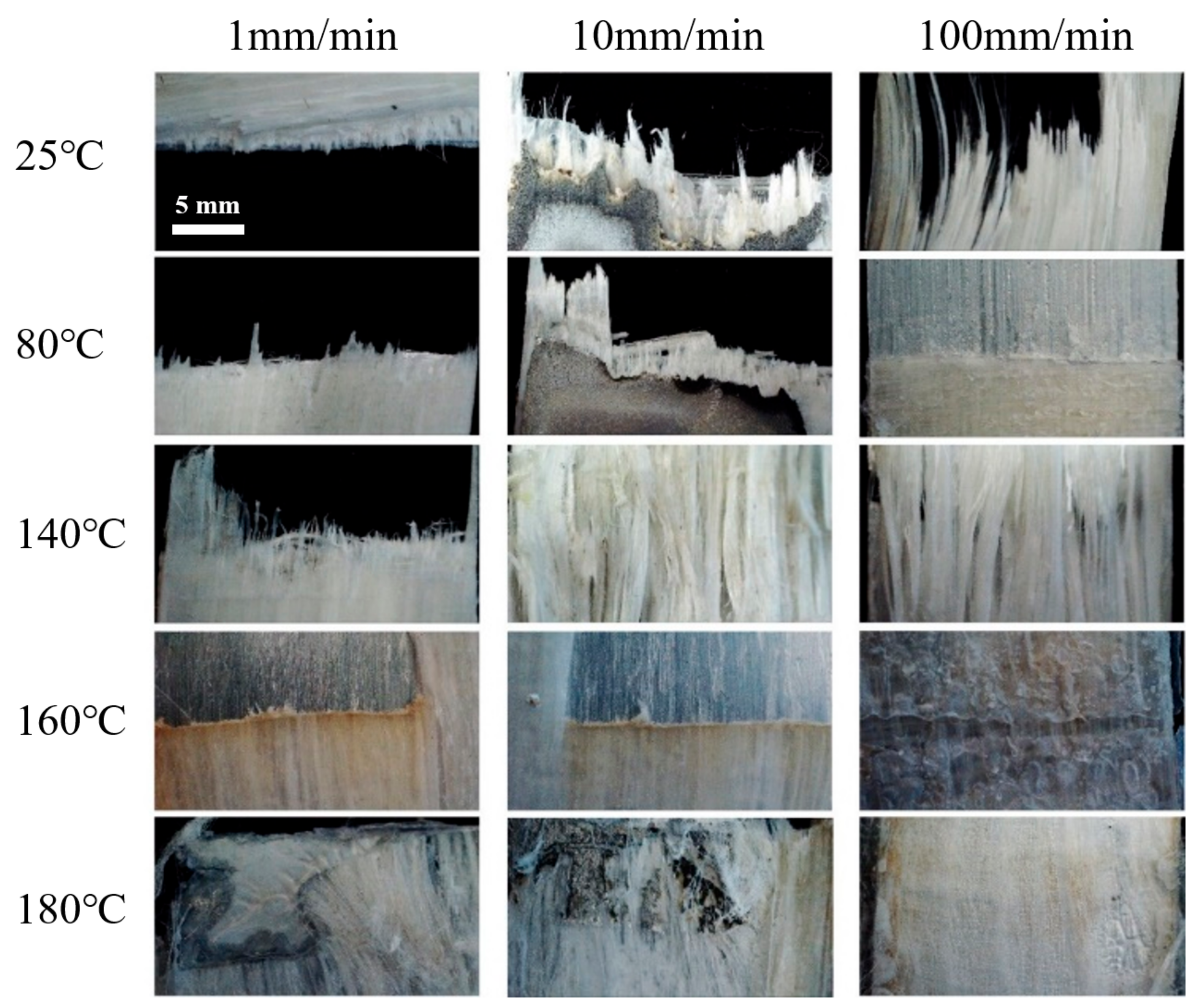
3.1. Tensile Characteristics
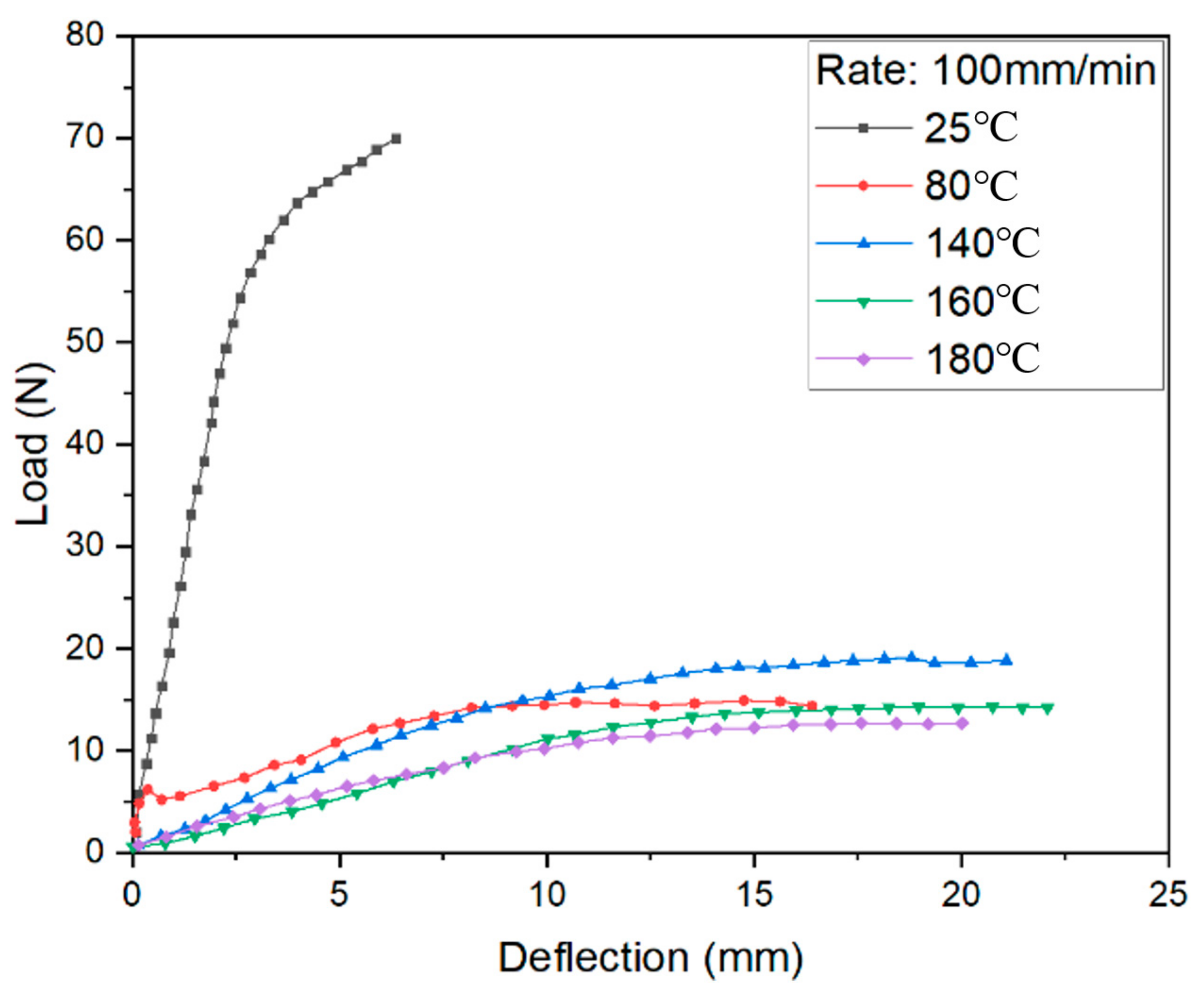
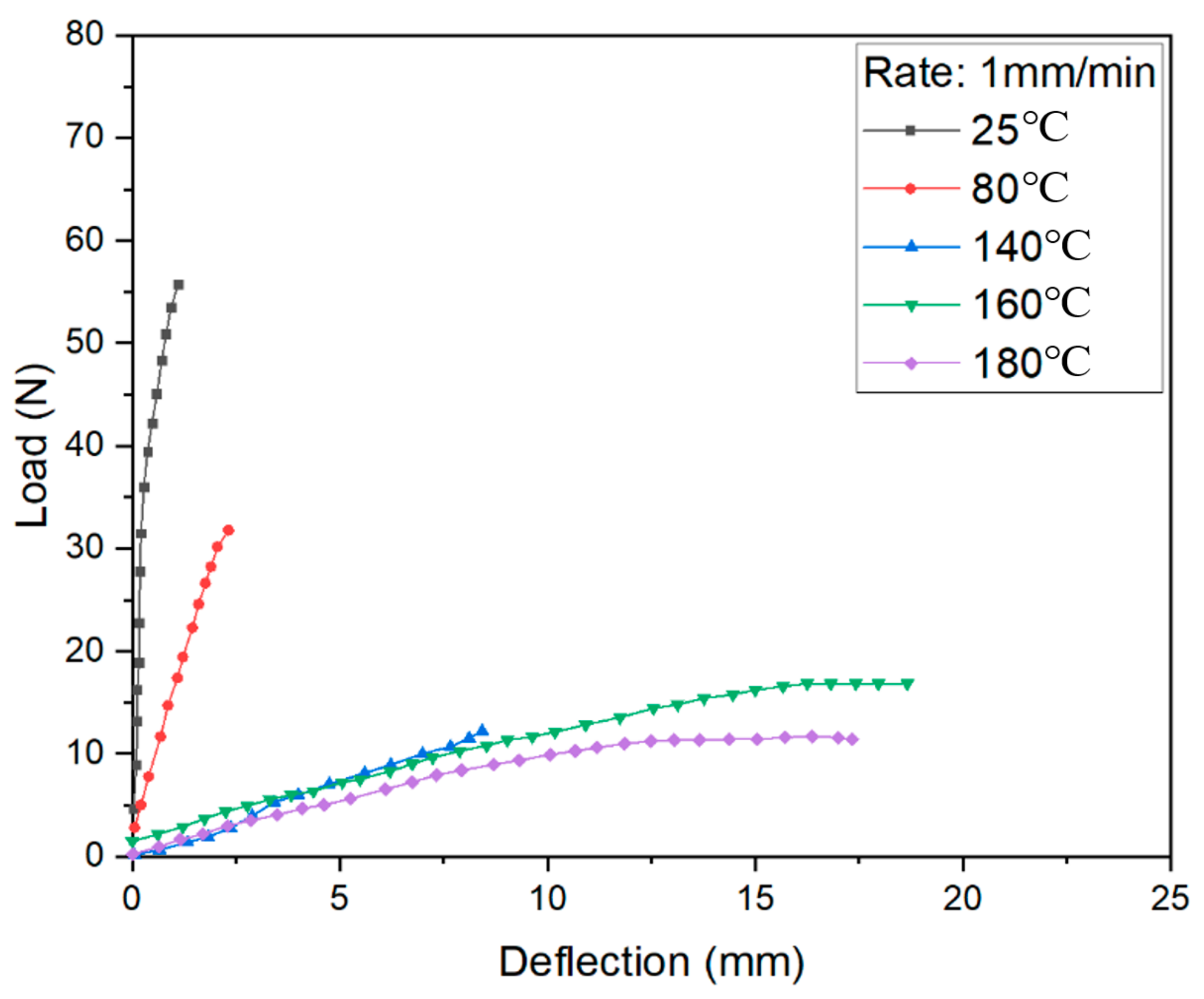
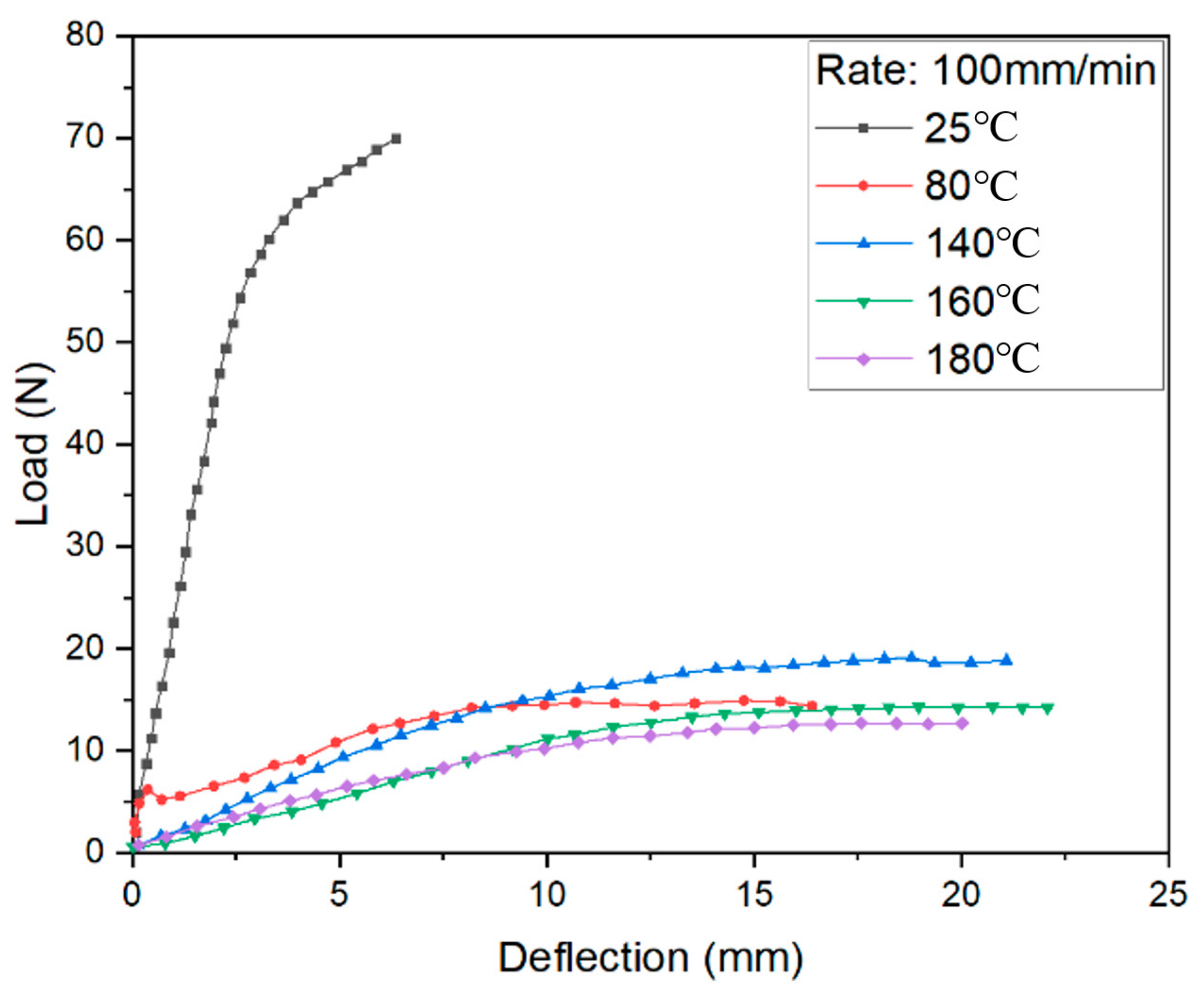
3.2. Bending Characteristics
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tao, J.; Li, H.; Pan, L.; Hu, Y. Review on Research and Development of Fiber Metal Laminates. J. Nanjing Univ. Aeronaut. Astronaut. 2015. [Google Scholar] [CrossRef]
- Vogelesang, L.B.; Vlot, A. Development of fibre metal laminates for advance. J. Mater. Process. Technol. 2000, 103, 1–5. [Google Scholar] [CrossRef]
- Hu, Y.B.; Li, H.G.; Cai, L.; Zhu, J.P.; Pan, L.; Xu, J.; Tao, J. Preparation and properties of Fibre-Metal Laminates based on carbon fiber reinforced PMR polyimide. Compos. Part B 2015, 69, 587–591. [Google Scholar] [CrossRef]
- Li, H.; Hu, Y.; Liu, C.; Zheng, X.; Liu, H.; Tao, J. The effect of thermal fatigue on the mechanical properties of the novel fiber metal laminates based on aluminum–lithium alloy. Compos. Part A 2016, 84, 36–42. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, W.; Jiang, W.; Cao, L.; Shen, Y.; Li, H.; Guan, Z.; Tao, J.; Xua, J. Effects of exposure time and intensity on the shot peen forming characteristics of Ti/CFRP laminates. Compos. Part A 2016, 91, 96–104. [Google Scholar] [CrossRef]
- Hou, M. Stamp forming of continuous glass fibre reinforced polypropylene. Compos. Part A 1997, 28, 695–702. [Google Scholar] [CrossRef]
- Wakeman, M.D.; Zingraff, L.; Bourban, P.-E.; Månson, J.-A.E.; Blanchard, P. Stamp forming of carbon fibre/PA12 composites—A comparison of a reactive impregnation process and a commingled yarn system. Compos. Sci. Technol. 2006, 66, 19–35. [Google Scholar] [CrossRef]
- Friedrich, K.; Hou, M. On stamp forming of curved and flexible geometry components from continuous glass fiber/polypropylene composites. Compos. Part A 1998, 29, 217–226. [Google Scholar] [CrossRef]
- Lu, Z.; Zhang, H.; Wang, L. Research on the Stamp-forming of Magnesium Alloy. Light Alloy Fabr. Technol. 2005, 33, 45–48. [Google Scholar]
- Hou, M.; Friedrich, K. 3-D stamp forming of thermoplastic matrix composites. Appl. Compos. Mater. 1994, 1, 135–153. [Google Scholar] [CrossRef]
- Bogaerts, L.; Lossie, M.; Vandepitte, D. Deepdrawing of composite sheet materials. In In Proceedings of the 9th International Conference on Sheet Metal, Leuven, Belgium, 2–4 April; 2001; pp. 127–134. [Google Scholar]
- Skordos, A.A.; Aceves, C.M.; Sutcliffe MP, F. A simplified rate dependent model of forming and wrinkling of pre-impregnated woven composites. Compos. Part A 2007, 38, 1318–1330. [Google Scholar] [CrossRef] [Green Version]
- Guo, Y.D.; Cheng, X.N.; Wu, C. Study on Hot Stamping Forming Technologies and Cooling Rate of 10CrNi3MoV Marine Steel. Ship Eng. 2011, 33, 80–84. [Google Scholar]
- Wang, W.T.; Venkatesan, S.; Sexton, A.; Kalyanasundaram, S. Stamp Forming of Polypropylene Based Polymer-Metal Laminates: The Effect of Process Parameters on Spring Back. Adv. Mater. Res. 2014, 875–877, 423–427. [Google Scholar] [CrossRef]
- Harrison, P.; Clifford, M.J.; Long, A.C.; Rudd, C.D. A constituent-based predictive approach to modelling the rheology of viscous textile composites. Compos. Part A 2004, 35, 915–931. [Google Scholar] [CrossRef]
- Mosse, L.; Compston, P.; Cantwell, W.; Cardew-Hall, M.; Kalyanasundaram, S. Effect of Process Temperature on the Formability of Fibre-Metal Laminates. Compos. Part A 2005, 36, 1158–1166. [Google Scholar] [CrossRef]
- Mosse, L.; Cantwell, W.J.; Cardew-Hall, M.J.; Compston, P.; Kalyanasundaram, S. A Study of the Effect of Process Variables on the Stamp Forming of Rectangular Cups Using Fibre-Metal Laminate Systems. Adv. Mater. Res. 2005, 6–8, 649–656. [Google Scholar] [CrossRef]
- Zhang, R.; Lang, L.; Zafar, R.; Lin, L.; Zhang, W. Investigation into thinning and spring back of multilayer metal forming using hydro-mechanical deep drawing (HMDD) for lightweight parts. Int. J. Adv. Manuf. Technol. 2016, 82, 1–10. [Google Scholar] [CrossRef]
- Mosse, L.; Compston, P.; Cantwell, W.J.; Cardew-Hall, M.; Kalyanasundaram, S. Stamp forming of polypropylene based fibre–metal laminates: The effect of process variables on formability. J. Mater. Process. Technol. 2006, 172, 163–168. [Google Scholar] [CrossRef]
- Zhang, X.; Hu, Y.; Li, H.; Tian, J.; Fu, X.; Xu, Y.; Lu, Y.; Chen, Y.; Qin, L.; Tao, J. Effect of multi-walled carbon nanotubes addition on the interfacial property of titanium-based fiber metal laminates. Polymer Compos. 2018, 39, 1159–1168. [Google Scholar] [CrossRef]
- Xia, Y.; Yuan, J.; Yang, B. Theory of the statistical constitutive model of strain rate dependence of the fiber and its experimental study. Acta Metall. Sin. 1993, 10, 17–24. [Google Scholar]
- Guo, Y.; Wu, X. Bridging traction and stress intensity factor for fiber reinforced metal laminates. J. Mater. Eng. 1996, 22–26. [Google Scholar]
- Hopperstad, O.S.; Børvik, T.; Berstad, T.; Lademo, O.-G.; Benallal, A. A numerical study on the influence of the Portevin—Le Chatelier effect on necking in an aluminum alloy. Model. Simul. Mater. Sci. Eng. 2007, 15, 747–772. [Google Scholar] [CrossRef]
- Anjabin, N.; Taheri, A.K.; Kim, H.S. Simulation and experimental analyses of dynamic strain aging of a supersaturated age hardenable aluminum alloy. Mater. Sci. Eng. A 2013, 585, 165–173. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, K.; Xuan, S.; Tao, J.; Chen, Y. The Synergistic Effect of Temperature and Loading Rate on Deformation for Thermoplastic Fiber Metal Laminates. Materials 2021, 14, 4210. https://doi.org/10.3390/ma14154210
Jin K, Xuan S, Tao J, Chen Y. The Synergistic Effect of Temperature and Loading Rate on Deformation for Thermoplastic Fiber Metal Laminates. Materials. 2021; 14(15):4210. https://doi.org/10.3390/ma14154210
Chicago/Turabian StyleJin, Kai, Shanyong Xuan, Jie Tao, and Yujie Chen. 2021. "The Synergistic Effect of Temperature and Loading Rate on Deformation for Thermoplastic Fiber Metal Laminates" Materials 14, no. 15: 4210. https://doi.org/10.3390/ma14154210
APA StyleJin, K., Xuan, S., Tao, J., & Chen, Y. (2021). The Synergistic Effect of Temperature and Loading Rate on Deformation for Thermoplastic Fiber Metal Laminates. Materials, 14(15), 4210. https://doi.org/10.3390/ma14154210