1. Introduction
Polyurethanes (PU) are very versatile materials with a broad range of potential industrial applications. Therefore, the PU market is constantly growing over the last decades [
1]. Currently, the global demand for polyurethane materials is estimated at around 20.4 million tons [
2]. Forecasts indicate that in 2024 it should increase by around 10% and reach 22.5 million tons [
3]. Among all polyurethane materials, 59% accounts for the polyurethane foams, while 31% solely for the flexible polyurethane foams [
4,
5]. They are commonly applied in the furniture, automotive, construction, packaging industries, as well as damping and soundproofing materials [
6]. The growth of the polyurethane market poses many challenges for manufacturers but, at the same time, an exciting opportunity. Their activities are focused on improving current products, expanding their offer, and increasing production profitability. Among the main directions of development of flexible polyurethane foams, also pronounced by the producers, should be mentioned increasing the functionality, reducing waste generation, or reducing materials’ costs, e.g., by applying the recycled raw materials [
7]. The use of recycled raw materials in polyurethane technology can be realized using recycled polyols or the introduction of fillers. Considering polyols, they can be obtained, e.g., by glycolysis of polyurethanes, or poly(ethylene terephthalate), or by liquefying lignocellulosic biomass [
8,
9,
10]. Solutions based on the use of recycled polyols are already present in the polyurethanes market. Manufacturers offer products derived from glycolysis processes waste polyurethane foams or glycolysis of waste poly(ethylene terephthalate) from used bottles [
11,
12,
13]. Nevertheless, it is still entirely reasonable to search for further possibilities of using recycled materials to produce polyurethanes, including foams.
Therefore, except for recycled polyols, various waste-based fillers may be introduced into a foamed polyurethane matrix. One of the possibilities is to use wastes generated during polyurethane foam production and prepare all-polyurethane composites [
14]. Such solutions are currently present in the market and used as carpet linings or floor underlays [
15]. Among the other potential fillers for the flexible polyurethane foams could be mentioned waste rubber particles such as ground tire rubber (GTR). It is the material generated during material recycling of post-consumer car tires [
16]. As mentioned above, the multiple applications of flexible PU foams include the products, whose important aspect is the material cost. Therefore, the use of relatively cheap GTR could reduce the cost of the material and significantly increase its attractiveness to potential buyers [
17]. Ground tire rubber is significantly cheaper than commonly applied polyurethane systems [
18]. Except for the cost benefits, the introduction of waste rubber may enhance the performance of flexible polyurethane foams. Literature data indicate that it may beneficially affect the compressive strength and the damping properties considering the mechanical and acoustic vibrations [
19]. Such effects play a vital role in the applications of PU foams in packaging, automotive, and construction industries or as soundproofing materials [
20]. Gayathri et al. [
21] observed a substantial enhancement of tensile and compressive performance of foams with the addition of waste rubber. The strength of the material was increased by over 100% for the 2 wt% filler addition. Similar effects associated with the strength increase were noted by Cachaço et al. [
22]. Moreover, Gayathri et al. [
21] reported the significant rise of the sound absorption coefficient of foams after GTR addition, which is a great advantage from the application point of view. Depending on the applied sound frequency, the absorption was even 60% higher than for unfilled foam. A similar enhancement of the soundproofing performance was reported by Zhang et al. [
23]. They investigated the impact of unmodified and partially devulcanized GTR. Modification was performed using pan-mill type mechanochemical reactor at ambient temperature. It enabled reduction of particle size from ~250 µm to ~60 µm. Moreover, the X-ray photoelectron spectral analysis indicated the 3.4% increase of the oxygen content, indicating partial oxidation of the GTR surface. Such an effect was beneficial for the foams’ cellular structure and enabled reduction of the average cell diameter, pointing to the enhanced interfacial interactions with polyurethane matrix. Such an effect is very beneficial for the foams’ performance [
24]. Composites filled with 20 wt% of neat and devulcanized GTR showed the sound absorption coefficients (at 1000 Hz) of 0.143 and 0.242. Moreover, the loss modulus determined by the dynamic mechanical analysis was higher for application of modified GTR over the whole range of analyzed frequencies (from 0 to 180 Hz). The beneficial effect of devulcanization was also observed for higher filler loadings. For the 30 wt% content, the absorption coefficient around 1000 Hz reached even the value of 0.350, which was attributed to the enhanced elasticity of foams. Presented results show that the partial devulcanization of GTR is very promising approach for the manufacturing of PU/GTR based damping materials. Nevertheless, our previous results [
19] indicate that after modifications of GTR, the formulations of PU foams should be modified to adjust the proper ratio between isocyanate and hydroxyl groups in the system. Such a phenomenon was confirmed by our other work [
20] dealing with the application of GTR oxidized with KMnO
4 and H
2O
2 solutions. An excessive oxidation of GTR surface with potassium permanganate caused the disturbance of the NCO:OH ratio, which resulted in the weakening of polyurethane matrix and significant reduction in compressive strength. On the other hand, the results for composites filled with H
2O
2 modified GTR were very promising. Summing up, the literature works indicate that the proper modification of ground tire rubber should be considered auspicious for the performance of foamed PU/GTR composites. However, more different approaches should be investigated.
Keeping in mind the potentials benefits of the GTR introduction into a foamed flexible polyurethane matrix, we also investigated the application of this waste as a filler in the presented work. As suggested by the works mentioned above, to enhance the interfacial interactions between the PU matrix and GTR, prior to the introduction, the filler was modified. Thermo-mechanical treatment in the co-rotating twin-screw extruder was applied. Such a process is very efficient in terms of GTR surface modification [
25]. The impact of GTR treatment on the cellular structure, physical, thermal, as well as static and dynamic mechanical performance was investigated. Moreover, for more efficient surface activation and partial swelling of GTR particles, the two types of rapeseed oil were introduced as additional modifiers—fresh and waste oil, obtained from the local restaurant. Typically, the waste rapeseed oil differs from the fresh one due to the number of chemical changes occurring during cooking, e.g., hydrolysis, oxidation, oligomerization, as well as the extraction of chemical compounds from food products [
26]. As a result, waste oils are characterized by the higher acid values and lower iodine values [
26]. Moreover, oxidation of oils occurring during primary use can be confirmed by the significantly higher peroxide values.
3. Results and Discussion
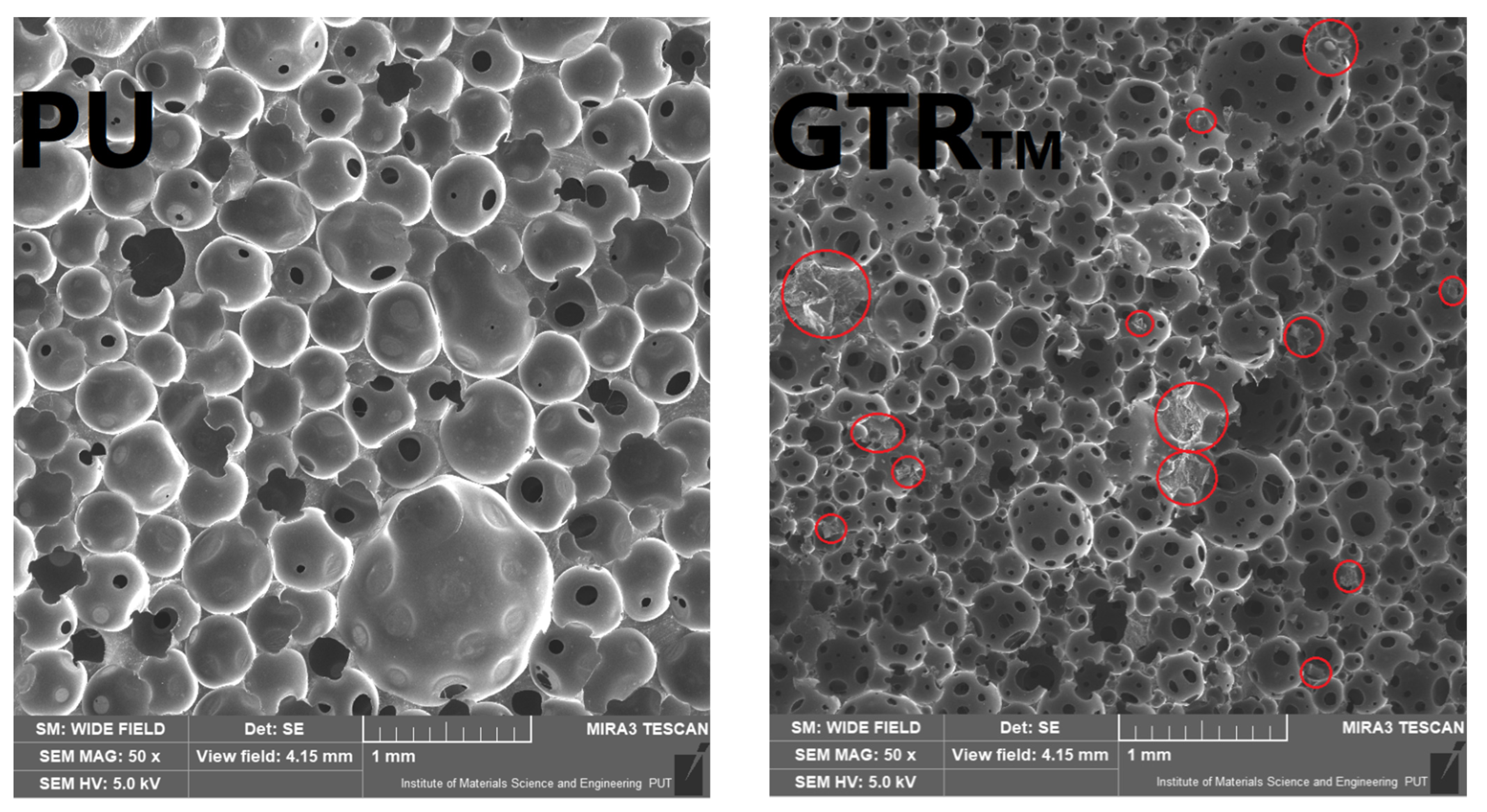
The cellular structure of prepared foams is presented in
Figure 2. Moreover, the parameters describing the structure are summarized in
Table 4. The changes in the cellular structure of polyurethane foams are related to the changes in the reaction mixture’s viscosity caused by introducing solid rubber particles, as reported by Paberza et al. [
38]. In their work, the viscosity of the polyol mixture was exponentially rising with the addition of solid lignin particles from the initial 3.0 Pa·s to 24.2 Pa·s for the 17.5 wt% filler loading. Moreover, solid particles may act as nucleating agents in polyurethane systems [
39]. Previous works [
40,
41] pointed to reducing the nucleation free energy, which favors the formation of nucleation sites and increasing the number of cells in the foams’ structure. Lee et al. [
40] indicated that the nucleating effect of solid particles depends on their size, shape, and compatibility with the polyurethane system, which affects the surface tension. High compatibility results in the more significant reduction of free energy and increases the number of nucleation sites, reducing the average particle size.
It can be seen that the introduction of the ground tire rubber particles resulted in a noticeable decrease in average cell diameter from 308 µm to 220–257 µm, depending on the rubber treatment. Such an effect was also noted in our previous work [
42]. This effect was associated with the increase in the polyol mixture’s viscosity, which, as mentioned above, affects the foaming kinetics [
43]. For oil-modified GTR particles, the cell size reduction was higher than for thermo-mechanically modified rubber due to the increase in surface tension caused by the oil presence [
44]. As a result, more energy was required to form and especially grow the cells during the polymerization of the polyurethane matrix. Moreover, the presence of oil during extrusion treatment of GTR at elevated temperature may result in swelling of rubber particles leading to enhanced interfacial interactions with polyurethane matrix [
45].
Except for the physical effects of GTR oil modification on the foams’ cellular structure, the chemical interactions at the interface have to be considered. As presented in
Table 2, the applied samples of GTR were characterized by the varying hydroxyl values, pointing to the different content of hydroxyl groups present on the rubber surface. As presented in our previous works [
27,
28,
29], the oil-assisted thermo-mechanical treatment caused changes in the GTR surface structure. When the fresh oil was applied, the hydroxyl value was reduced, attributed to the chemical structure of rapeseed oil, especially oleic, linoleic, α-linolenic, palmitic, and stearic acids which are the main fatty acids present in this oil [
46]. These acids do not contain hydroxyl groups in the structure, so they are not contributing to the hydroxyl number [
47]. As a result, the fresh rapeseed oil was only swelling the GTR particles without introducing additional functional groups.
Nevertheless, after frying, the chemical structure of oils changes due to their hydrolysis, oxidation, and polymerization [
26]. The first two groups of reactions may contribute to the hydroxyl number of modified GTR. The hydrolysis results in the formation of mono- and diglycerols, free fatty acids, and sometimes even glycerol, which was also noted in other works [
26]. These compounds contain hydroxyl groups so that they can increase the hydroxyl value of modified GTR. Oxidation of oils may result in the generation of carbonyl groups, noticeably less often hydroxyls. Nevertheless, it may also slightly affect the hydroxyl number of oil [
48]. Therefore, the hydroxyl values of waste oil-modified GTR were noticeably higher compared to the other samples. As a result, the interactions with polyurethane matrix were enhanced, which resulted in a slightly more substantial reduction of particle size than the samples modified with fresh oil or without oil [
40].
Except for the particle size reduction, the introduction of neat and modified GTR particles caused a slight increase in cells’ aspect ratio and reduced their roundness. Such an effect was attributed to the increased viscosity of polyol mixtures containing solid rubber particles leading to the higher heterogeneity of the structure, as indicated by Song et al. [
49]. A similar increase of cells’ anisotropy was observed in our other work [
50]. The reduction of the average cell diameter as a function of increasing polyol viscosity was also reported by Fan et al. [
51]. They attributed this effect to the limited coalescence among gas bubbles, which were not merging during the volumetric expansion of the material [
52].
Considering the open cell content, the critical parameter of cellular materials, the influence of GTR introduction was minimal, confirming the results presented in our previous paper [
42]. A slight decrease in the content of open cells can be attributed to the above-mentioned increase of polyols’ viscosity and closing of cells due to the reduced coalescence [
53]. On the other hand, the presence of filler particles may sometimes increase the content of open cells [
54]. As a result of the combined impact of GTR particles, open cell content in the presented samples was hardly affected. A similar phenomenon related to the filler incorporation into flexible polyurethane foams was noted by Javni et al. [
55].
The changes in the cellular structure caused by the introduction of GTR particles into a flexible foamed polyurethane matrix impacted its thermal conductivity. Generally, this property is rather associated with rigid polyurethane foams, which are one of the most popular thermal insulation materials [
56]. Nevertheless, flexible foams are also used, e.g., in building applications as floor underlays, where thermal conductivity coefficient (λ) is quite an important parameter [
57]. In the case of cellular materials, thermal insulation properties are directly associated with their morphology. According to Szycher [
58], the thermal conductivity coefficient of foamed materials can be described by the following Equation (4):
For analyzed materials, the value of λ coefficient attributed to solids is affected by the introduction of GTR into the polyurethane matrix. Depending on the literature reports, the λ value of shredded tire rubber varies between 0.100 and 0.166 W/(m·K) [
59,
60]. For the nonporous polyurethane, thermal conductivity coefficient is in the range of 0.200–0.260 W/(m·K), depending on the applied formulation [
61,
62]. Therefore, simple replacement of some portion of solid polyurethane in foam should guarantee the reduction of its thermal conductivity coefficient. Nevertheless, the introduction of GTR often results in the disruption of cellular structure, which was shown in our previous papers [
19,
63]. Moreover, it can be seen that the application of the oil-modified GTR resulted in higher values of thermal conductivity coefficient compared to the sample GTR
TM. Such an effect could be attributed to the higher thermal conductivity of rapeseed oil comparing to the rubber, which is around 0.170–0.180 W/(m·K) [
64].
Considering the λ
gas, it is directly associated with the apparent density of cellular materials, which describes the share of solid material in a given volume of foam. Therefore, foams having relatively low apparent density are usually preferred for thermal insulation materials. The typical apparent densities of rigid polyurethane foams or expanded polystyrene applied as insulations range from 30–45 kg/m
3 [
65]. Moreover, the value of λ
gas can be influenced by the selection of a proper foaming agent. According to Randall and Lee [
66], the application of conventional hydrofluorocarbon as a physical blowing agent instead of the chemical foaming with the carbon dioxide generated in the water reaction with isocyanates may reduce the λ
gas by around 50%. At the same time, the thermal conductivity coefficient of CO
2 is almost 40% lower than air (15.3 vs. 24.9 mW/(m·K)) [
66]. Therefore, λ
gas, and in particular, its stability, is strongly affected by the closed cell content in foam. When the CO
2 or physical blowing agents are trapped inside closed cells, their diffusive exchange with air is significantly slower. Nevertheless, for presented foams, the impact of λ
gas on the total value of thermal conductivity coefficient is similar for all samples due to the similar level of apparent density—205 ± 6 kg/m
3.
The content of open and closed cells also influences the λ
convection. The convection can be generally described as the spontaneously occurring fluid flow caused by the combined effects of its heterogeneity and the external factors [
67]. Considering thermal conductivity, it is attributed to the gas displacement caused by the temperature gradient in a given volume [
53]. It can be quantified with the following Equation (5):
where: q—the amount of heat transferred per unit time, W; h—the convective heat transfer coefficient, W/(m
2·K); A—the heat transfer area, m
2; ΔT—temperature gradient implicating convection, K.
Therefore, the convection is proportionally affected by the heat transfer area, which is depending on the content of closed and open cells inside the foam. The increasing content of open cells significantly increases the convection area. When the high closed cell content characterizes foams, the convective heat transfer can even be omitted [
68]. As shown in
Table 4, the introduction of GTR particles into foamed polyurethane matrix caused the decrease in open cell content from 84.7% to 83.1–84.3%. Therefore, the heat transfer area was slightly limited, but the effect was minimal and could be neglected.
The last component of the thermal conductivity coefficient is associated with the radiation heat transfer. According to Glicksman [
62], it can account for around 20–30% of the total heat transfer for low-density foams. Over the years, researchers tried to provide the mathematical formula quantifying the radiative heat transfer with different concepts related to the contribution of particular foam components, e.g., cell walls and struts [
69,
70,
71]. Generally, the λ
radiation can be determined using the following Equations (6) and (7) [
62]:
where:
where: σ—Stefan-Boltzmann constant, 5.67·10
−8 W/(m
2·K
4); T—temperature, K; K—Rosseland mean extinction coefficient depending on foam geometry and material properties, cm
−1; f
s—polymer fraction in struts; ρ
f—density of foam, kg/m
3; ρ
p—density of polymer, kg/m
3; d—cell diameter, m.
Considering the presented equations, the λ
radiation is proportional to the cell diameter, so the thermal insulation performance of foam can be enhanced by reducing cell size. The multiple experimental works confirmed such an assumption. Kurańska et al. [
72] showed that the thermal conductivity coefficient of polyurethane foam was increased by 5% when the average cross-section area of cells was increased by 5% with the closed cell content maintained at a similar level. In other work, Randall and Lee [
66] indicated that the increase in average cell diameter from 0.25 to 0.60 mm implicated the 50% rise of foam’s λ coefficient. In our previous works [
50,
53], we showed that the 24–25% drop of cell size resulted in the λ reduction by 7–12%, depending on the applied foam formulation.
The introduction of ground tire rubber particles into flexible polyurethane matrix implicated the decrease in average cell diameter from 308 µm to 220–257 µm. Such an effect is very beneficial for the thermal insulation performance of foams, as proven by the equations mentioned above. As a result, the thermal conductivity coefficient of the reference polyurethane foam was reduced by the incorporation of GTR, irrespectively of the applied treatment. Observed λ changes have to be considered very beneficial because the incorporation of 20 wt% of waste filler enables enhancement of foams’ thermal insulation performance. It is worth mentioning that such an effect is not typical because the introduction of filler causes deterioration of the thermal insulation properties of polyurethane foams [
73,
74,
75].
Table 5 presents the physico-mechanical properties of prepared polyurethane foams. It can be seen that the introduction of GTR, irrespectively of its type, caused a significant increase in the sol fraction content, which for the unfilled foam, equaled 2.3%. Such a low value points to the efficient polymerization of the system and a low portion of unbound extractives [
76]. Higher sol fraction contents for composite foams are attributed to the noticeably higher value of this parameter for GTR itself (even over 10% [
34,
77]), as well as to the GTR interactions with the polyurethane matrix. The functional groups present on the surface of rubber particles (see GTR hydroxyl values in
Table 2) may interact with isocyanates present in the polyurethane system, resulting in partially loose polyols macromolecules [
78].
Incorporating GTR modified with the fresh rapeseed oil resulted in a more substantial increase of the sol fraction content. It can be attributed to the chemical composition of rapeseed oil and the lack of hydroxyl groups in the structure of fatty acids [
46]. As mentioned above, it results in the lower hydroxyl value of modified GTR compared to thermo-mechanical treatment. The fresh oil is hardly bound to the rubber surface or polyurethane matrix so that it can be easily removed during swelling with xylene. On the contrary, the use of waste oil caused a slight decrease in the sol fraction content. It may indicate the enhanced crosslinking of foams’ structure compared to the GTR
TM sample. Such an effect was probably related to the above-mentioned changes in the oil structure during frying, such as hydrolysis, oxidation, and polymerization. Compared to the fresh oil, the interactions with the polyurethane matrix were enhanced, so a smaller portion of GTR and oil was removed during swelling.
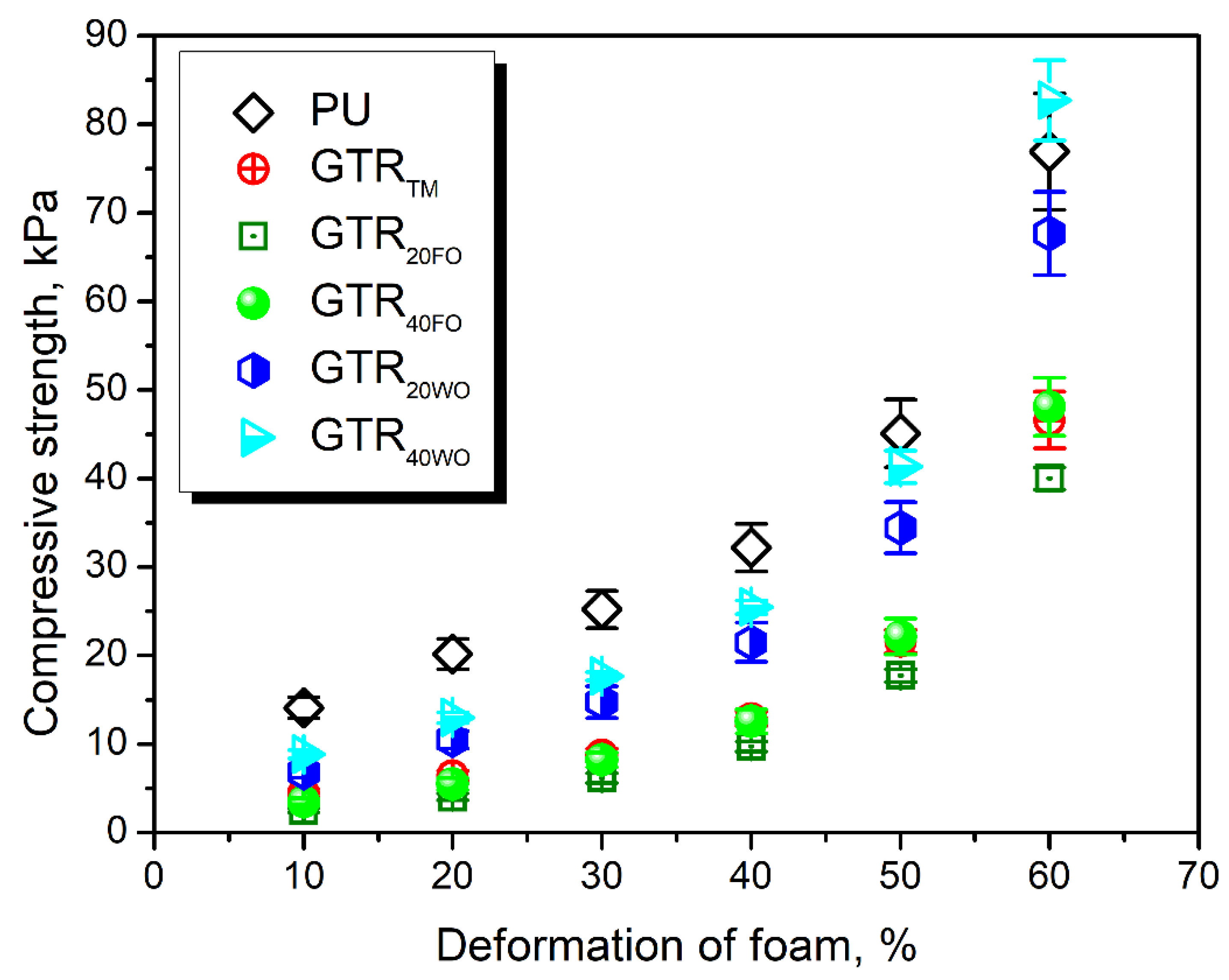
Figure 3 presents the compressive performance of analyzed foams. Clearly, the introduction of GTR into neat polyurethane foam caused a reduction of its compressive strength. A similar effect was noted in our previous works [
19,
42]. It points to the insufficient interfacial interactions between thermo-mechanically treated GTR and PU matrix. The application of fresh rapeseed oil as a GTR modifier resulted in a further decrease in foams’ compressive strength, which could be associated with reducing their stiffness, as suggested by the values of sol fraction content. Deterioration was noted despite the small but beneficial changes in the foams’ cellular structure (see
Table 4). In polyurethane foams, the decrease in average cell size and closing of cells is beneficial for the compressive strength since it results from the buckling of cell walls and structure densification [
79,
80]. The use of waste oil improved the compressive performance of foams compared to the GTR
TM sample, which points to the effective swelling of rubber particles and activation of their surface, enhancing the interfacial interactions.
Interestingly, at 60% deformation, the difference in the compressive performance of unfilled foam and composites containing GTR particles was lower. Such an effect could be attributed to the densification of structure. For neat foam, without the solid particles, the densification was not complete, and foam could still reduce its thickness. For composite foams, this phenomenon occurred at lower deformations because of the difference between the average particle size of applied GTR (~0.6 mm) and the average cell size of foams (between 0.22 and 0.31 mm).
Considering the tensile properties, incorporation of GTR, irrespectively of its type, caused performance deterioration. Like the compressive performance, the deterioration suggests the insufficient strength of the interfacial interactions in prepared composites. It was particularly pronounced when GTR was treated with the fresh rapeseed oil, despite the drop in average cell size, which promotes the tensile strength by the facilitated stress distribution [
81]. Significant deterioration of the mechanical performance was noted compared to the GTR
TM material. Such an effect can be attributed to the noticeably higher values of sol fraction content, which may suggest the reduced crosslink density of the material. As mentioned above, the fresh rapeseed oil contains hardly any hydroxyl groups, which could contribute to the crosslinking of foams, expressed by the relatively low hydroxyl values of GTR modified with fresh oil (see
Table 2) [
46].
On the contrary, the modification of GTR with the waste rapeseed oil improved the tensile performance of composite foams, attributed to the structural changes in foams. Compared to the GTR
TM foam, composites containing waste oil were characterized by ~8 and ~14% smaller cells and lower values of sol fraction content. According to the literature data, such changes are very beneficial for the mechanical performance of cellular materials [
79].
For a more detailed analysis of the composite foams’ mechanical performance, the dynamic mechanical analysis was performed. It revealed that the changes in the compressive and tensile performance of prepared foams were directly associated with their glass transition. In
Table 5, there are presented values of foams’ glass transition temperatures (T
g). They were determined as the positions of peaks on the temperature plot of loss tangent (tan δ), also called the damping factor. Polymer materials undergo significant structural changes around the T
g, which affect their mechanical performance [
82]. It can be seen that the ambient temperature, at which the mechanical tests were conducted (22 °C), is close to the T
g of prepared foams (13.0–20.7 °C).
Figure 4 shows, on the example of storage modulus, that the changes in the mechanical properties of foams take place in the noticeably broader temperature range than just T
g [
83]. As a result, the closeness of T
g significantly affects the static and dynamic mechanical performance of foams. According to the work of Hatakeyama et al. [
84], the differences in the glass transition temperature of flexible polyurethane foams in the range of 0–20 °C may cause the significant, even 40%, changes of compressive strength. Presented results confirmed this phenomenon because foams with lower T
g, hence the bigger difference between T
g and temperature of tensile and compression tests, were characterized by the lower strength.
Figure 5 and
Table 6 present the results of thermogravimetric analysis of applied GTR fillers. The onset of the TM sample, determined as the temperature corresponding to the 2 wt% mass loss, was 260.0 °C. The course of thermal decomposition of GTR was attributed to its composition and content of natural rubber and styrene-butadiene rubber. The first one decomposes at lower temperatures, with the maximum rate around 375–390 °C (T
max1), while the second one at higher temperatures—430–445 °C (T
max2) [
85].
The oil modification enhanced the stability of rubber particles compared to thermo-mechanical treatment. The introduction of the fresh rapeseed oil shifted the onset towards higher temperatures by 9.3 and 20.2 °C, for 20 and 40 phr loading, respectively. The enhancement was also noted for the waste oil application, but the shift was noticeably lower. Such differences are related to the high stability of rapeseed oil and its partial decomposition during the primary use in gastronomy [
42]. Laza and Bereczky [
86] reported that thermal degradation of fresh rapeseed oil occurs within the temperature range of 325–500 °C with a maximum rate of around 440 °C. On the other hand, cooking of oil causes its partial decomposition and results in lower-molecular weight compounds, which are often characterized by lower thermal stability [
26].
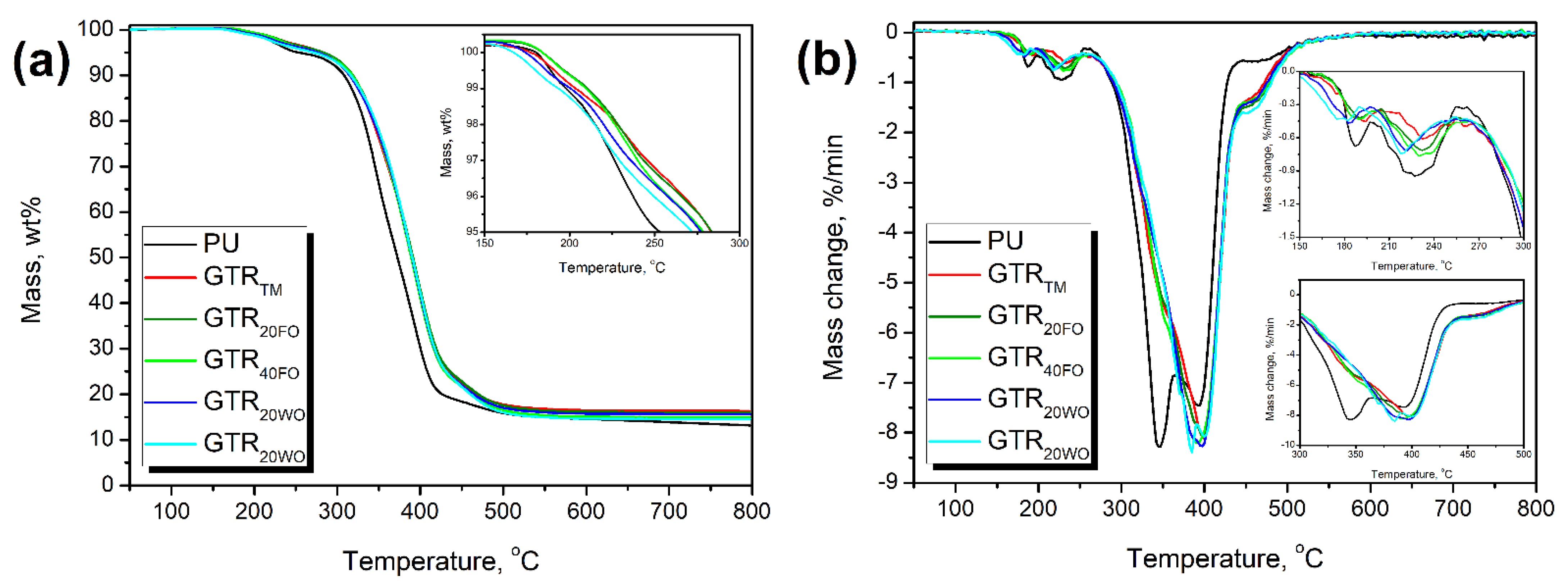
Figure 6 demonstrates the results of thermogravimetric analysis of prepared composite foams. The decomposition of polyurethane foam occurs in the temperature range of 200–500 °C with only minor mass loss at higher temperatures, typical for the flexible polyurethane foams [
20]. Thermal stability of the reference foam, determined as the temperature of 2 wt% mass loss, was enhanced after the introduction of GTR particles. Only for the GTR
40WO sample, the stability was maintained at a similar level. Noticeably more significant improvement was noted for 5 wt% mass loss. It was attributed to the higher stability of rubber particles compared to the unfilled polyurethane foam.
Generally, the decomposition of the unfilled PU foam showed five main steps, which are associated with the segment structure of polyurethane [
87]. The steps with the maximum rate at 182–194°C (T
max1) and 218–233 °C (T
max2) can be attributed to the dissociation of urethane bonds [
88]. The presence of two peaks is related to the applied formulation of foams and the use of two different polyether polyols and the glycerol, which led to the generation of structurally different hard segments [
89]. The low magnitude of these peaks is associated with the low value of the isocyanate:hydroxyl ratio applied during preparation of foams and the lack of isocyanate’s excess, which could enhance the content of the hard segment. The following signals in the temperature range of 300–420 °C (T
max3 and T
max4) are characteristic for the decomposition of polyurethanes’ soft segments [
53]. These signals are noticeably separated for the reference foam. Similar to the hard segments, the presence of two peaks is attributed to the foams’ formulations. Nevertheless, the introduction of GTR particles, especially modified with oils, caused the shifts of these peaks and their overlapping. For GTR
20WO and GTR
40WO, peak T
max3 could not be distinguished. This effect was due to the overlapping of peaks characteristic for the decomposition of polyurethane soft segments and natural rubber present in the ground tire rubber particles [
42]. The peak observed in the range of 448–457 °C (T
max5) can be related to the thermolysis of organic residues from previous decomposition stages of polyurethane foam [
90]. However, when the GTR was introduced, the magnitude of this peak was significantly enhanced. It was due to the degradation of styrene-butadiene rubber present in the structure of ground tire rubber.
Table 7 also presents the effect of GTR incorporation on the values of char residue. The experimental values (Exp.) were determined by thermogravimetric analysis, while theoretical ones (Theo.) were calculated according to the following Equation (8):
where: Exp.
PU—experimental char residue of unfilled reference foam; Exp.
GTR—char residue for the particular type of GTR (
Table 6). The 0.2 coefficient is associated with the content of GTR in composite foams (
Table 3).
It can be seen that theoretical values of char residue for composite foams are higher than recorded experimental values. It can be attributed to the interfacial interactions, which decreased the stability of the polyurethane matrix. As suggested by the increasing values of sol fraction, the introduction of GTR particles, irrespectively of their type, resulted in the presence of unbound or loose macromolecules in the material, which may affect the stability of composites. Interestingly, the oil modification reduced the difference between theoretical and experimental values of char residue, which may suggest an improvement in interfacial interactions.



 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}