
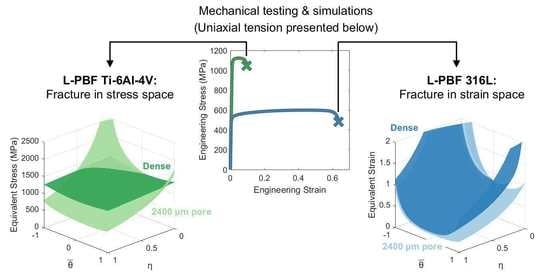
Contrasting the Role of Pores on the Stress State Dependent Fracture Behavior of Additively Manufactured Low and High Ductility Metals


Abstract
:
1. Introduction
2. Materials and Methods
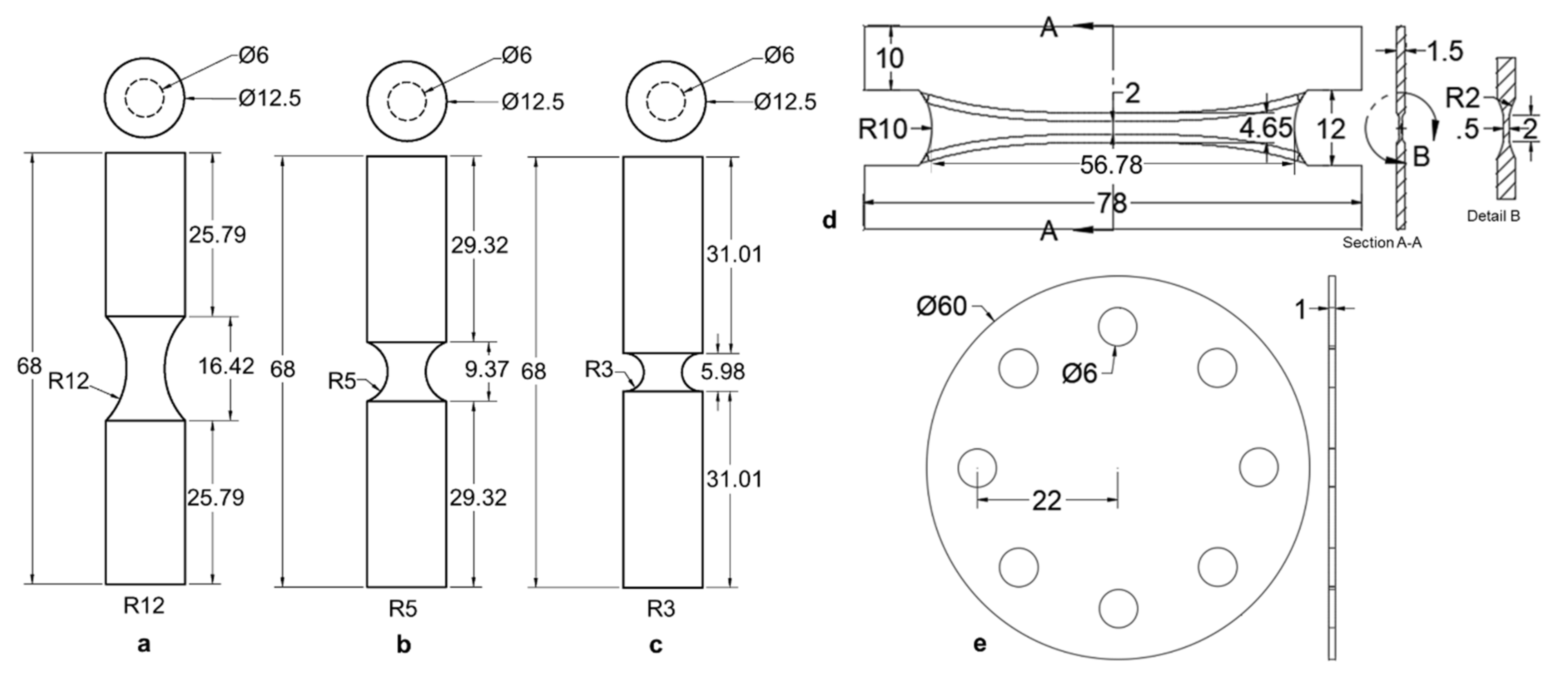
2.1. Experimental Methods
2.2. Finite Element Analysis Simulations
2.3. Fracture Models
2.3.1. Equivalent Stress versus Stress Triaxiality and Lode Angle Space
Maximum Stress Failure Criterion
Mohr-Coulomb Failure Criterion
Hosford-Coulomb Failure Criterion
2.3.2. Equivalent Plastic Strain versus Stress Triaxiality and Lode Angle Space
3. Results and Discussion
3.1. Effect of Pores in Equivalent Strain versus Stress Triaxiality and Lode Angle Parameter Space
3.1.1. L-PBF 316L
3.1.2. L-PBF Ti-6Al-4V
3.2. Effect of Pores in Equivalent Stress versus Stress Triaxiality and Lode Angle Parameter Space
3.2.1. L-PBF 316L
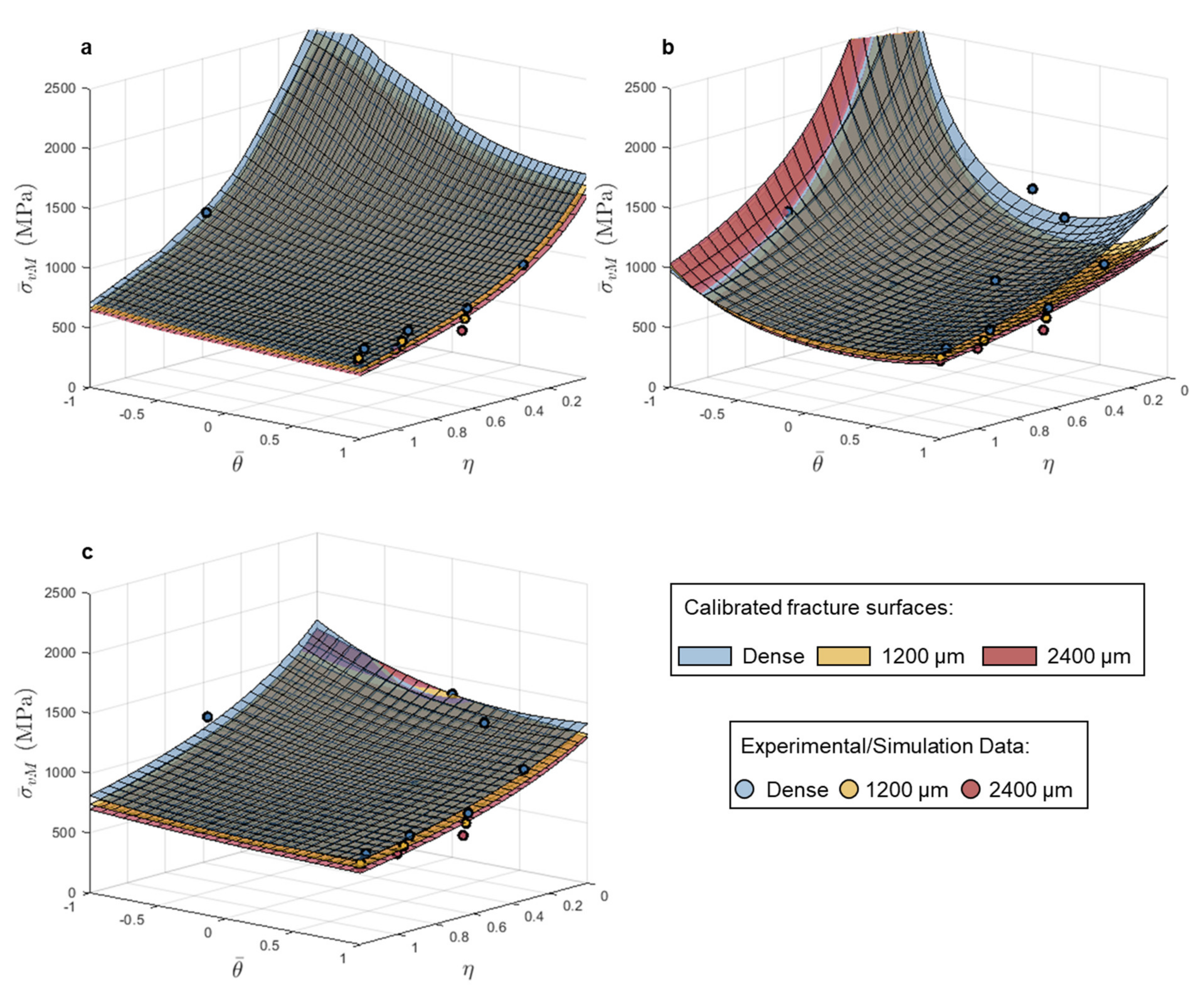
3.2.2. L-PBF Ti-6Al-4V
4. Conclusions
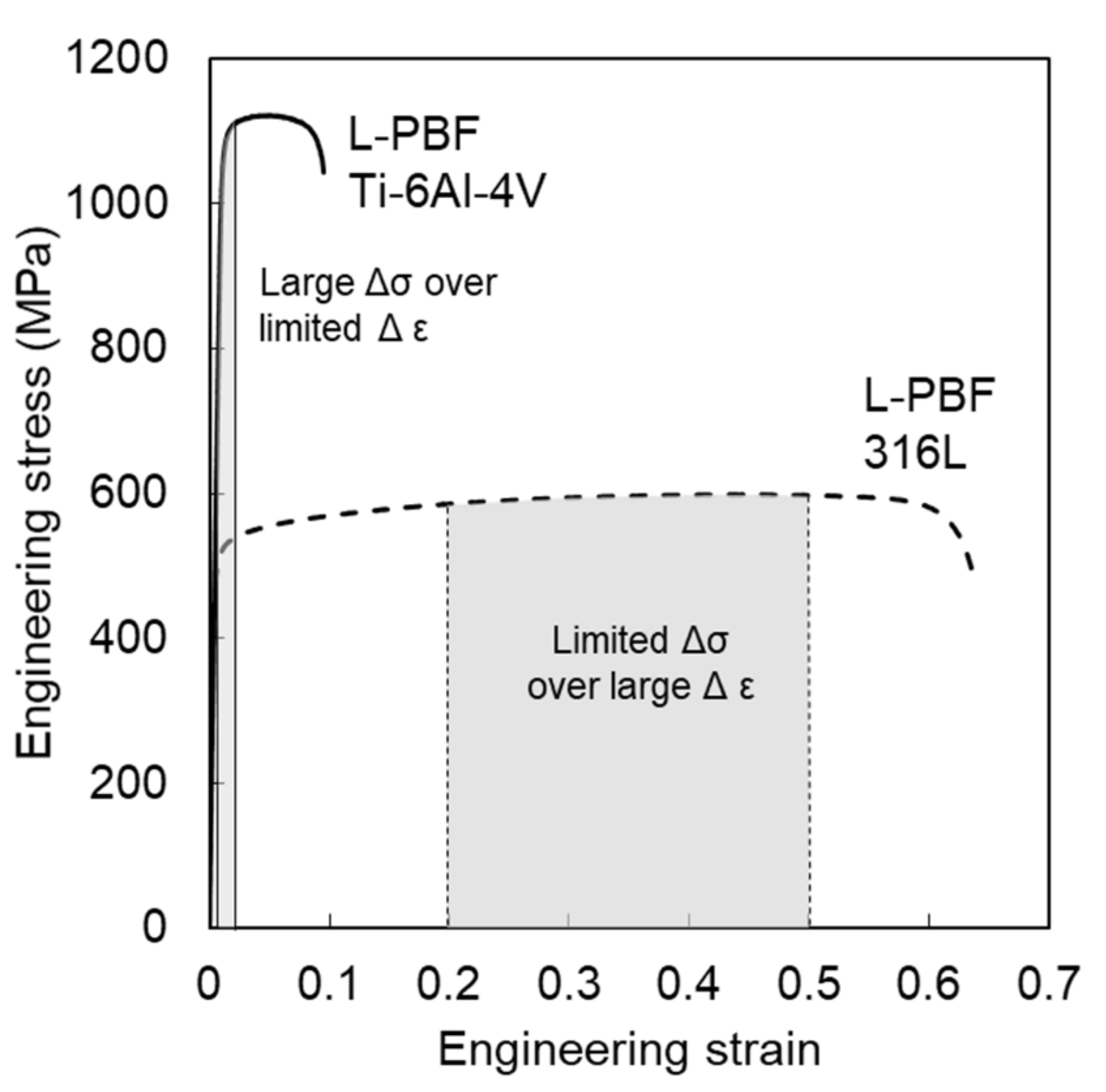
- L-PBF 316L and Ti-6Al-4V were shown to have drastically different stress state dependent fracture behavior in the dense condition, and these differences were exacerbated with the introduction of internal pores. Ultimately, the fracture behavior of relatively high ductility, and therefore defect tolerant, 316L was better captured by ductile fracture models based on an accumulation of damage with plastic deformation due to the significant plastic deformation to fracture observed in all samples, including those with pores. Conversely, the fracture behavior of relatively low ductility, and defect intolerant, Ti-6Al-4V was better captured by the fracture models derived based on critical strength values due to the limited or negligible plastic deformation preceding failure, particularly in samples with pores.
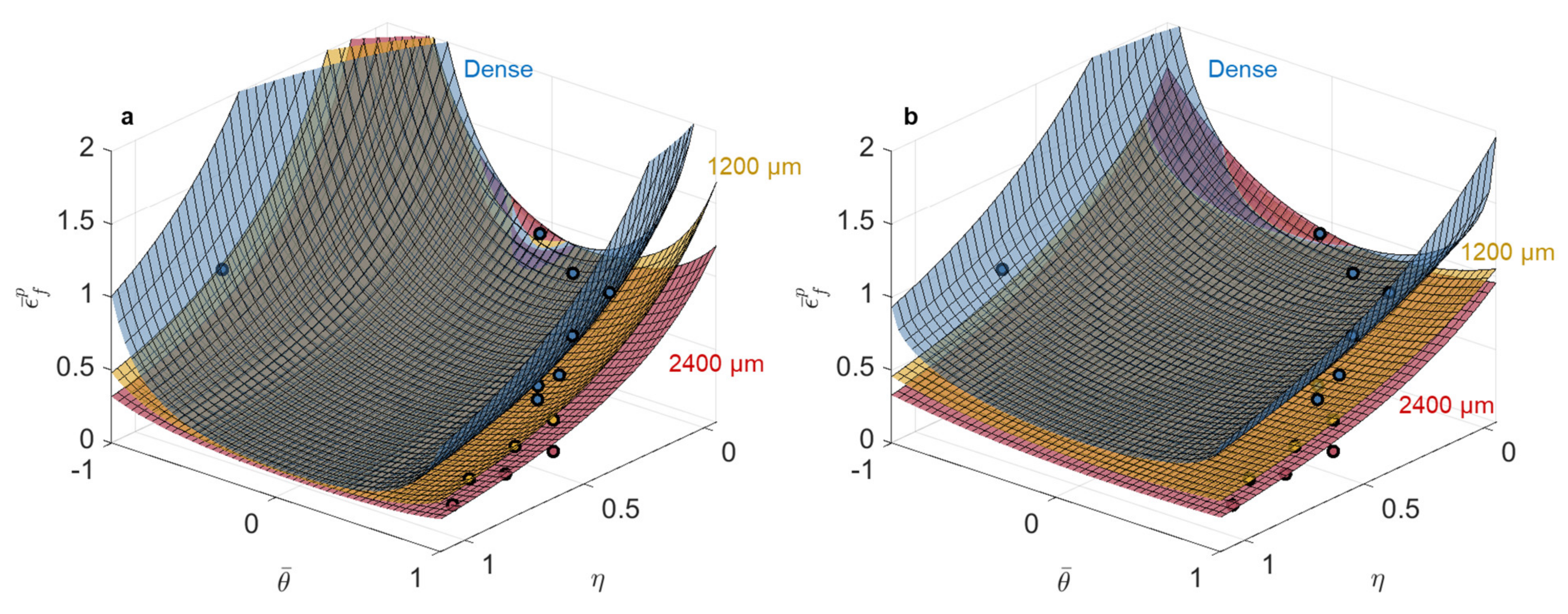
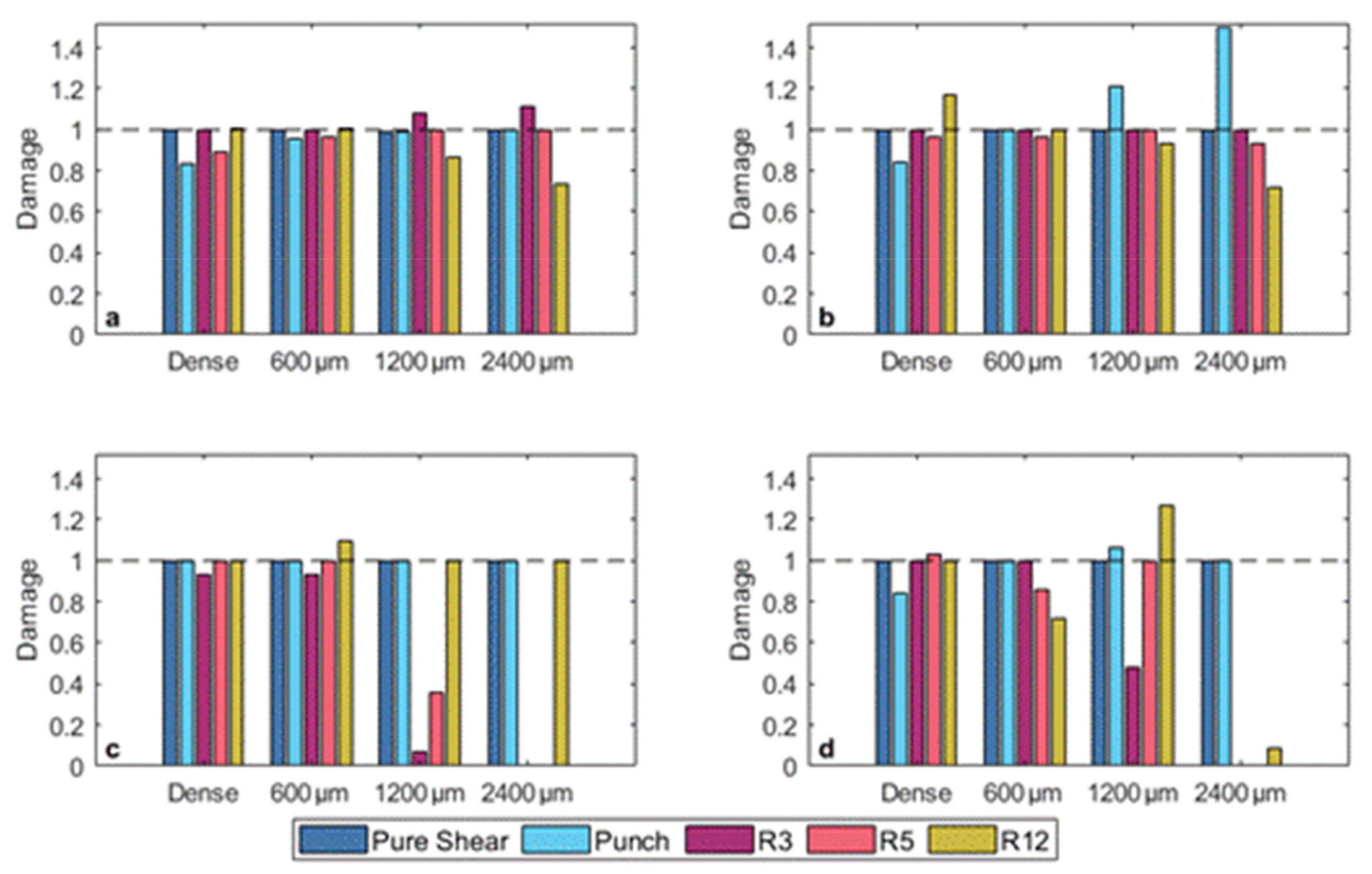
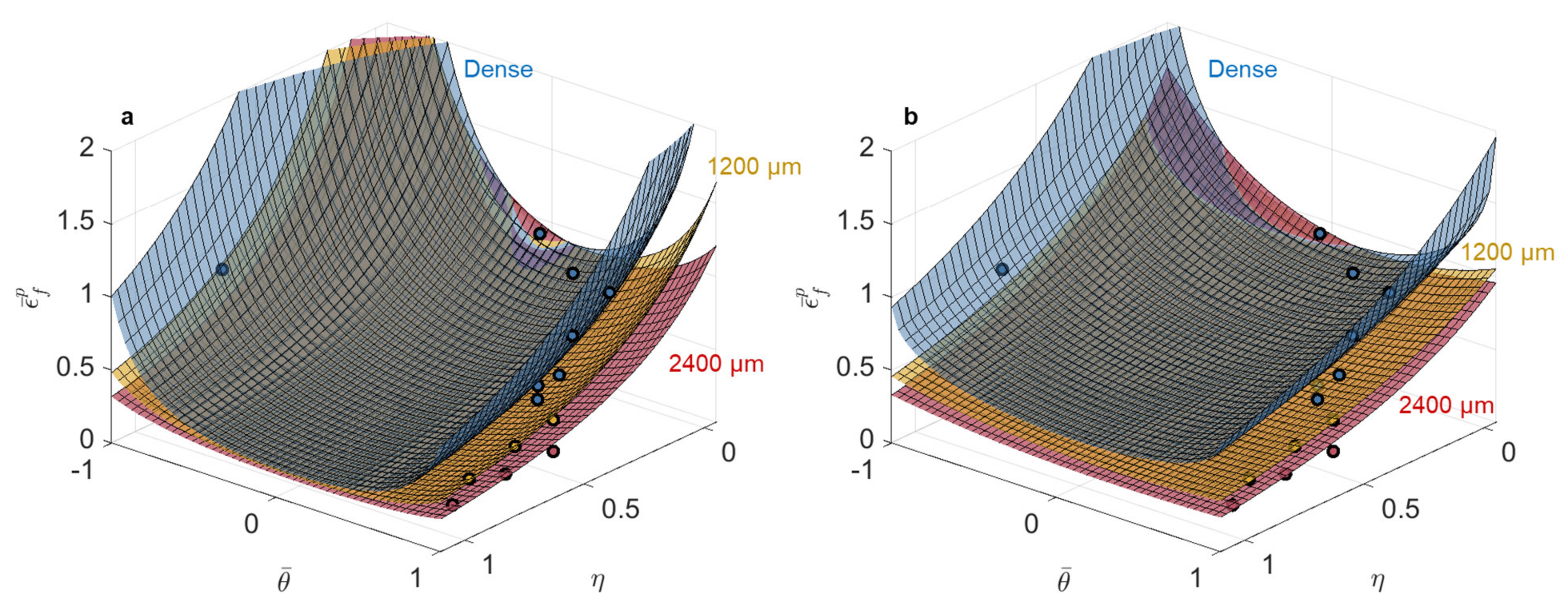
- For L-PBF 316L, the inclusion of the 1200 µm (4% of the cross-sectional area) and the 2400 µm (16% of the cross-sectional area) diameter pores in samples resulted in calibrated fracture surfaces in equivalent plastic strain space that had reduced stress state dependent failure, or flatter fracture surfaces, with increased pore size as failure in these samples became dominated by pore size rather than stress triaxiality.
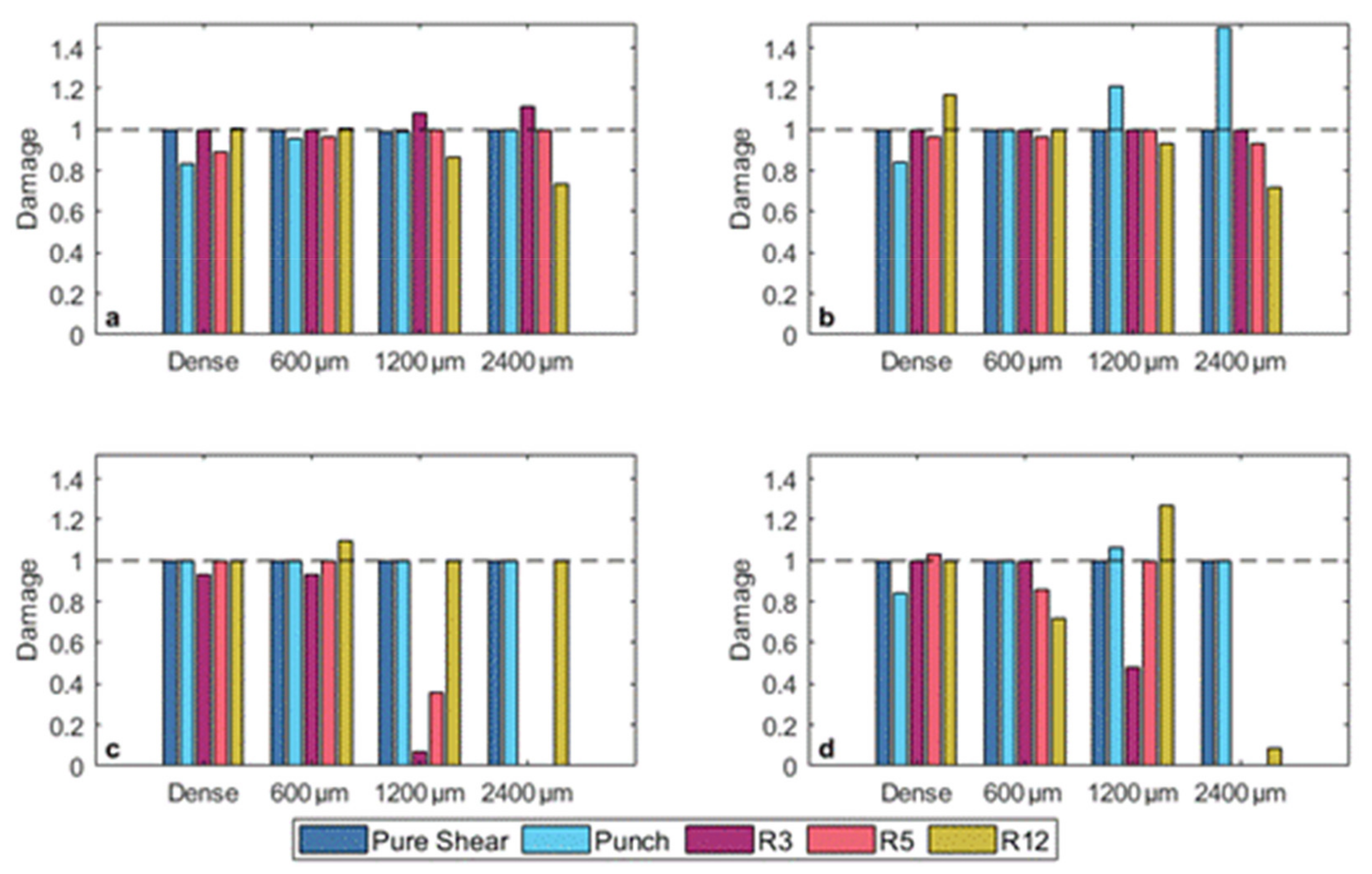
- The effect of pores on the fracture behavior of L-PBF 316L was best captured in equivalent plastic strain space as significant equivalent plastic strain to failure was retained even with the samples that had the largest diameter pores (2400 µm or 16% of the cross-sectional area). Specifically, the modified Mohr-Coulomb model calibrated with pure shear, equibiaxial tension, and three unique round notched tension geometries (with and without intentional penny-shaped pores of varying diameters) most accurately captured the failure behavior of L-PBF 316L.
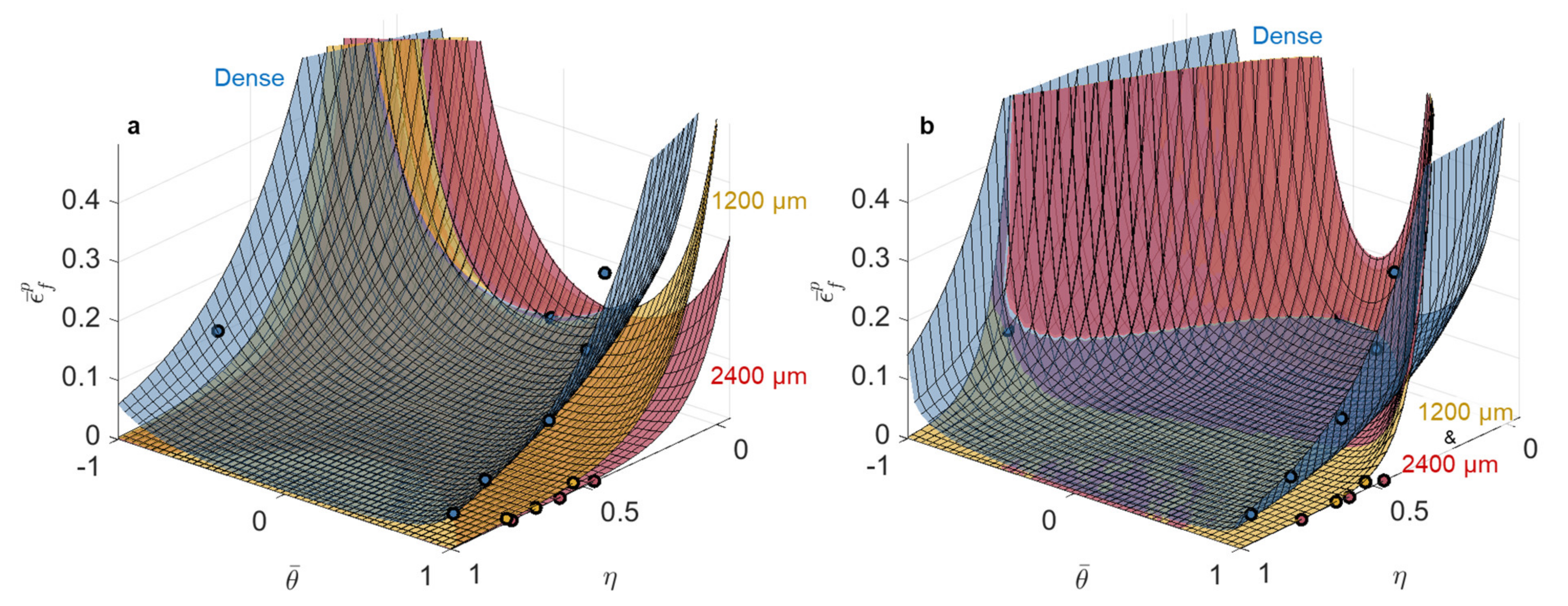
- For L-PBF Ti-6Al-4V, the use of equivalent stress-based fracture models, initially proposed for brittle materials, to evaluate the effect of internal pores of varying diameter was shown to be most appropriate.
- The equivalent stress-based Hosford-Coulomb failure criterion most accurately captured the failure behavior of L-PBF Ti-6Al-4V samples as a function of pore size. For samples with the largest diameter pores (2400 µm or 16% of the cross-sectional area), the fracture behavior, as visualized with the HC fracture surfaces in stress space, became more stress state dependent compared to the calibrated model for dense Ti-6Al-4V.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tang, M.; Pistorius, P.C.; Beuth, J.L. Prediction of lack-of-fusion porosity for powder bed fusion. Addit. Manuf. 2017, 14, 39–48. [Google Scholar] [CrossRef]
- Coeck, S.; Bisht, M.; Plas, J.; Verbist, F. Prediction of lack of fusion porosity in selective laser melting based on melt pool monitoring data. Addit. Manuf. 2019, 25, 347–356. [Google Scholar] [CrossRef]
- Popov, V.; Grilli, M.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef]
- McClintock, F.A. A Criterion for Ductile Fracture by the Growth of Holes. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Rice, J.R.; Tracey, D.M. On the ductile enlargement of voids in triaxial stress fields. J. Mech. Phys. Solids 1969, 17, 201–217. [Google Scholar] [CrossRef] [Green Version]
- Gurson, A.L. Continuum Theory of Ductile Rupture by Void Nucleation and Growth: Part I—Yield Criteria and Flow Rules for Porous Ductile Media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Pardoen, T.; Doghri, I.; Delannay, F. Experimental and numerical comparison of void growth models and void coalescence criteria for the prediction of ductile fracture in copper bars. Acta Mater. 1998, 46, 541–552. [Google Scholar] [CrossRef]
- Tvergaard, V.; Hutchinson, J.W. Two mechanisms of ductile fracture: Void by void growth versus multiple void interaction. Int. J. Solids Struct. 2002, 39, 3581–3597. [Google Scholar] [CrossRef] [Green Version]
- Benzerga, A.A.; Leblond, J.-B. Ductile Fracture by Void Growth to Coalescence. Adv. Appl. Mech. 2010, 44, 169–305. [Google Scholar] [CrossRef]
- Snow, Z.; Nassar, A.R.; Reutzel, E.W. Invited Review Article: Review of the formation and impact of flaws in powder bed fusion additive manufacturing. Addit. Manuf. 2020, 36, 101457. [Google Scholar] [CrossRef]
- Ronneberg, T.; Davies, C.M.; Hooper, P.A. Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater. Des. 2020, 189, 108481. [Google Scholar] [CrossRef]
- Needleman, A.; Tvergaard, V. An analysis of ductile rupture in notched bars. J. Mech. Phys. Solids 1984, 32, 461–490. [Google Scholar] [CrossRef]
- Bai, Y.; Wierzbicki, T. A new model of metal plasticity and fracture with pressure and Lode dependence. Int. J. Plast. 2008, 24, 1071–1096. [Google Scholar] [CrossRef]
- Mohr, D.; Marcadet, S.J. Micromechanically-motivated phenomenological Hosford–Coulomb model for predicting ductile fracture initiation at low stress triaxialities. Int. J. Solids Struct. 2015, 67–68, 40–55. [Google Scholar] [CrossRef]
- Budiansky, B.; Hutchinson, J.; Slutsky, S. Void Growth and Collapse in Viscous Solids. In Mechanics of Solids; Pergamon Press Ltd.: Oxford, UK, 1982; pp. 13–45. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Beese, A.M. Combined effects of porosity and stress state on the failure behavior of laser powder bed fusion stainless steel 316L. Addit. Manuf. 2021, 39, 101862. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Qin, S.; Beese, A.M. Multiaxial plasticity and fracture behavior of stainless steel 316L by laser powder bed fusion: Experiments and computational modeling. Acta Mater. 2020, 199, 578–592. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Beese, A.M. Fracture of laser powder bed fusion additively manufactured Ti–6Al–4V under multiaxial loading: Calibration and comparison of fracture models. Mater. Sci. Eng. A 2019, 761, 137967. [Google Scholar] [CrossRef]
- Wilson-Heid, A.E.; Qin, S.; Beese, A.M. Anisotropic multiaxial plasticity model for laser powder bed fusion additively manufactured Ti-6Al-4V. Mater. Sci. Eng. A 2018, 738, 90–97. [Google Scholar] [CrossRef]
- Furton, E.T.; Wilson-Heid, A.E.; Beese, A.M. Effect of stress triaxiality and penny-shaped pores on tensile properties of laser powder bed fusion Ti-6Al-4V. 2021; in press. [Google Scholar]
- Simulia, Abaqus User Manual v2016. 2016. Available online: https://www.3ds.com/products-services/simulia/ (accessed on 1 November 2020).
- Bai, Y.; Wierzbicki, T. Application of extended Mohr–Coulomb criterion to ductile fracture. Int. J. Fract. 2010, 161, 1–20. [Google Scholar] [CrossRef]
- Gu, G.; Mohr, D. Anisotropic Hosford–Coulomb fracture initiation model: Theory and application. Eng. Fract. Mech. 2015, 147, 480–497. [Google Scholar] [CrossRef]
- Labuz, J.F.; Zang, A. Mohr–Coulomb Failure Criterion. Rock Mech. Rock Eng. 2012, 45, 975–979. [Google Scholar] [CrossRef] [Green Version]
- Coulomb, C. Essai sur une application des règles des maximis et minimis à quelques problèmes de statique relatifs à l’architecture. Mem. Acad. Roy. Div. Sav. 1776, 7, 343–387. [Google Scholar]
- Hosford, W.F. A Generalized Isotropic Yield Criterion. J. Appl. Mech. 1972, 39, 607–609. [Google Scholar] [CrossRef]
- Ghahremaninezhad, A.; Ravi-Chandar, K. Ductile failure behavior of polycrystalline Al 6061-T6 under shear dominant loading. Int. J. Fract. 2013, 180, 23–39. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| L-PBF 316L | Pore Diameter (µm) | |||||
|---|---|---|---|---|---|---|
| Dense | 300 | 600 | 1200 | 2400 | ||
| Max Stress | 1135 | 1151 | 1128 | 1073 | 1017 | |
| Mohr-Coulomb | 0.516 | 0.507 | 0.468 | 0.383 | 0.337 | |
| 800 | 788 | 736 | 624 | 564 | ||
| Error | 5.2% | 5.0% | 5.6% | 6.7% | 9.7% | |
| Hosford-Coulomb | a | 1.11 | 1.32 | 1.42 | 1.44 | 1.50 |
| b | 1519 | 1452 | 1431 | 1427 | 1414 | |
| c | 0.422 | 0.392 | 0.414 | 0.451 | 0.500 | |
| Error | 4.9% | 4.6% | 5.0% | 6.3% | 8.7% | |
| L-PBF Ti-6Al-4V | Pore Diameter (µm) | |||||
|---|---|---|---|---|---|---|
| Dense | 300 | 600 | 1200 | 2400 | ||
| Max Stress | 1817 | 1774.33 | 1647 | 1507 | 1128 | |
| Mohr-Coulomb | 0.959 | 0.956 | 0.760 | 0.675 | 0.521 | |
| 1456 | 1429 | 1150 | 1030 | 814 | ||
| Error | 13.4% | 9.9% | 7.5% | 4.7% | 9.6% | |
| Hosford-Coulomb | a | 1.23 | 0.944 | 1.06 | 0.862 | 0.438 |
| b | 1376 | 1498 | 1439 | 1557 | 2428 | |
| c | 0.055 | 0.133 | 0.133 | 0.230 | 1.20 | |
| Error | 1.2% | 1.2% | 1.7% | 2.3% | 9.6% | |
| L-PBF 316L | Pore Diameter (µm) | |||||
|---|---|---|---|---|---|---|
| Dense | 300 | 600 | 1200 | 2400 | ||
| Modified Mohr-Coulomb | 0.724 | 0.627 | 0.672 | 0.804 | 1.026 | |
| 1665 | 1292 | 1256 | 1225 | 1190 | ||
| 1.99 | 1.61 | 1.53 | 1.41 | 1.23 | ||
| 0.995 | 0.981 | 0.917 | 0.8 | 0.623 | ||
| Error | 5.8% | 4.3% | 1.7% | 4.3% | 7.3% | |
| Hosford-Coulomb | a | 0.551 | 0.562 | 0.705 | 1.04 | 1.16 |
| b | 1.34 | 1.34 | 1.09 | 0.688 | 0.553 | |
| c | 0.274 | 0.32 | 0.249 | 0.24 | 0.267 | |
| d | 0.473 | 0.352 | 0.309 | 0.377 | 0.321 | |
| Error | 7.1% | 3.2% | 0.7% | 5.5% | 17% | |
| L-PBF Ti-6Al-4V | Pore Diameter (µm) | |||||
|---|---|---|---|---|---|---|
| Dense | 300 | 600 | 1200 | 2400 | ||
| Modified Mohr-Coulomb | 0.069 | 0.109 | 0.139 | 0.156 | 0.219 | |
| 694 | 697 | 697 | 697 | 690 | ||
| 0.981 | 0.982 | 0.978 | 0.976 | 0.954 | ||
| 1.037 | 0.995 | 0.961 | 0.944 | 0.87 | ||
| Error | 1.3% | 11% | 3.3% | 32% | 40% | |
| Hosford-Coulomb | a | 0.46 | 0.638 | 1.22 | 1.33 | 1.33 |
| b | 0.451 | 0.478 | 0.193 | 0.236 | 0.235 | |
| c | 0.415 | 0.296 | 0.075 | 0.058 | 0.057 | |
| d | 0.154 | 0.059 | 0.018 | 0.008 | 0.008 | |
| Error | 3.7% | 1.3% | 8.4% | 17% | 58% | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wilson-Heid, A.E.; Furton, E.T.; Beese, A.M. Contrasting the Role of Pores on the Stress State Dependent Fracture Behavior of Additively Manufactured Low and High Ductility Metals. Materials 2021, 14, 3657. https://doi.org/10.3390/ma14133657
Wilson-Heid AE, Furton ET, Beese AM. Contrasting the Role of Pores on the Stress State Dependent Fracture Behavior of Additively Manufactured Low and High Ductility Metals. Materials. 2021; 14(13):3657. https://doi.org/10.3390/ma14133657
Chicago/Turabian StyleWilson-Heid, Alexander E., Erik T. Furton, and Allison M. Beese. 2021. "Contrasting the Role of Pores on the Stress State Dependent Fracture Behavior of Additively Manufactured Low and High Ductility Metals" Materials 14, no. 13: 3657. https://doi.org/10.3390/ma14133657
APA StyleWilson-Heid, A. E., Furton, E. T., & Beese, A. M. (2021). Contrasting the Role of Pores on the Stress State Dependent Fracture Behavior of Additively Manufactured Low and High Ductility Metals. Materials, 14(13), 3657. https://doi.org/10.3390/ma14133657