
Investigation of Microstructure and Mechanical Properties for Ti-6Al-4V Alloy Parts Produced Using Non-Spherical Precursor Powder by Laser Powder Bed Fusion


Abstract
1. Introduction
2. Materials and Methods
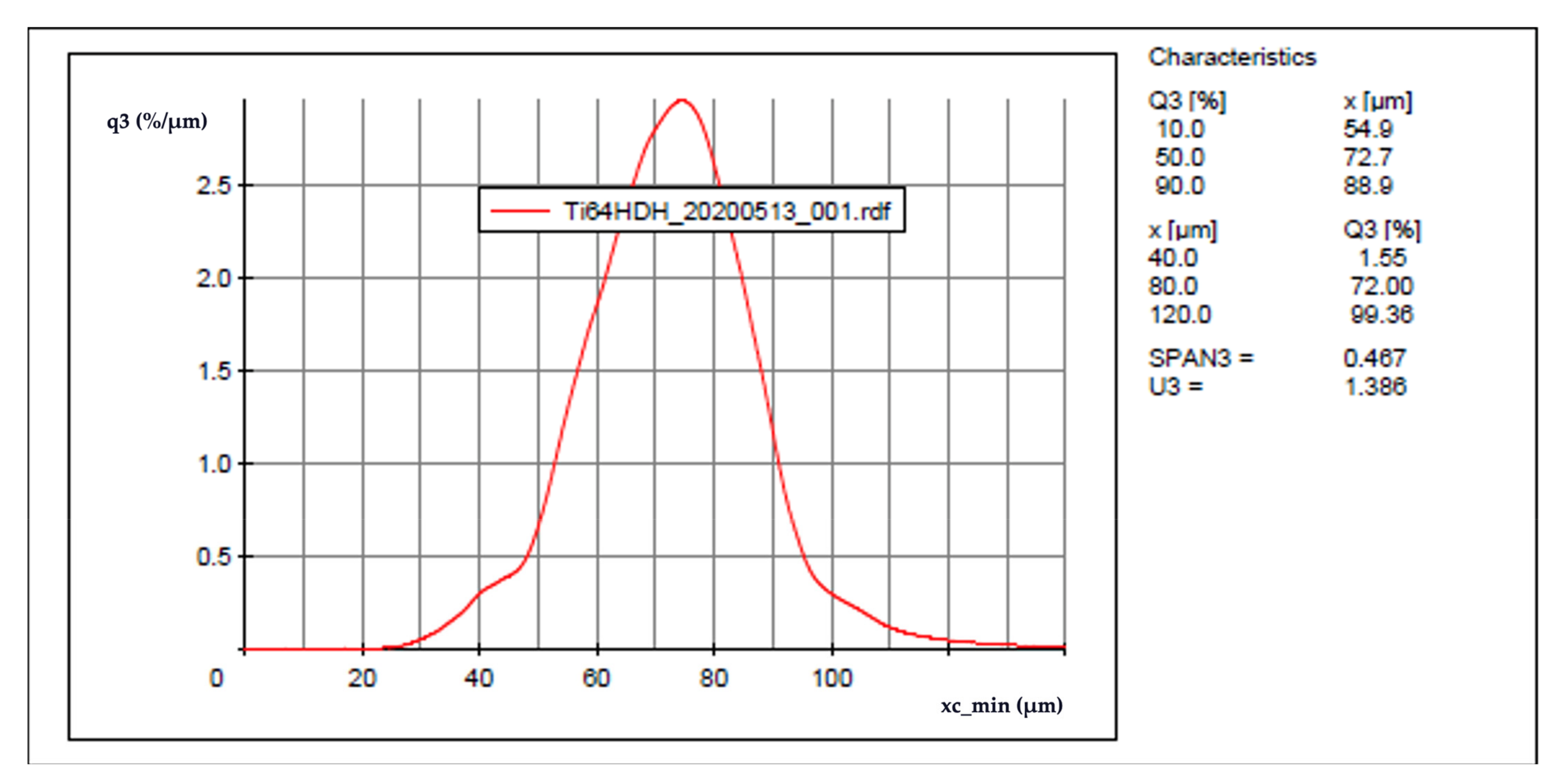
2.1. Powder and Feedstock
2.2. Process Parameters
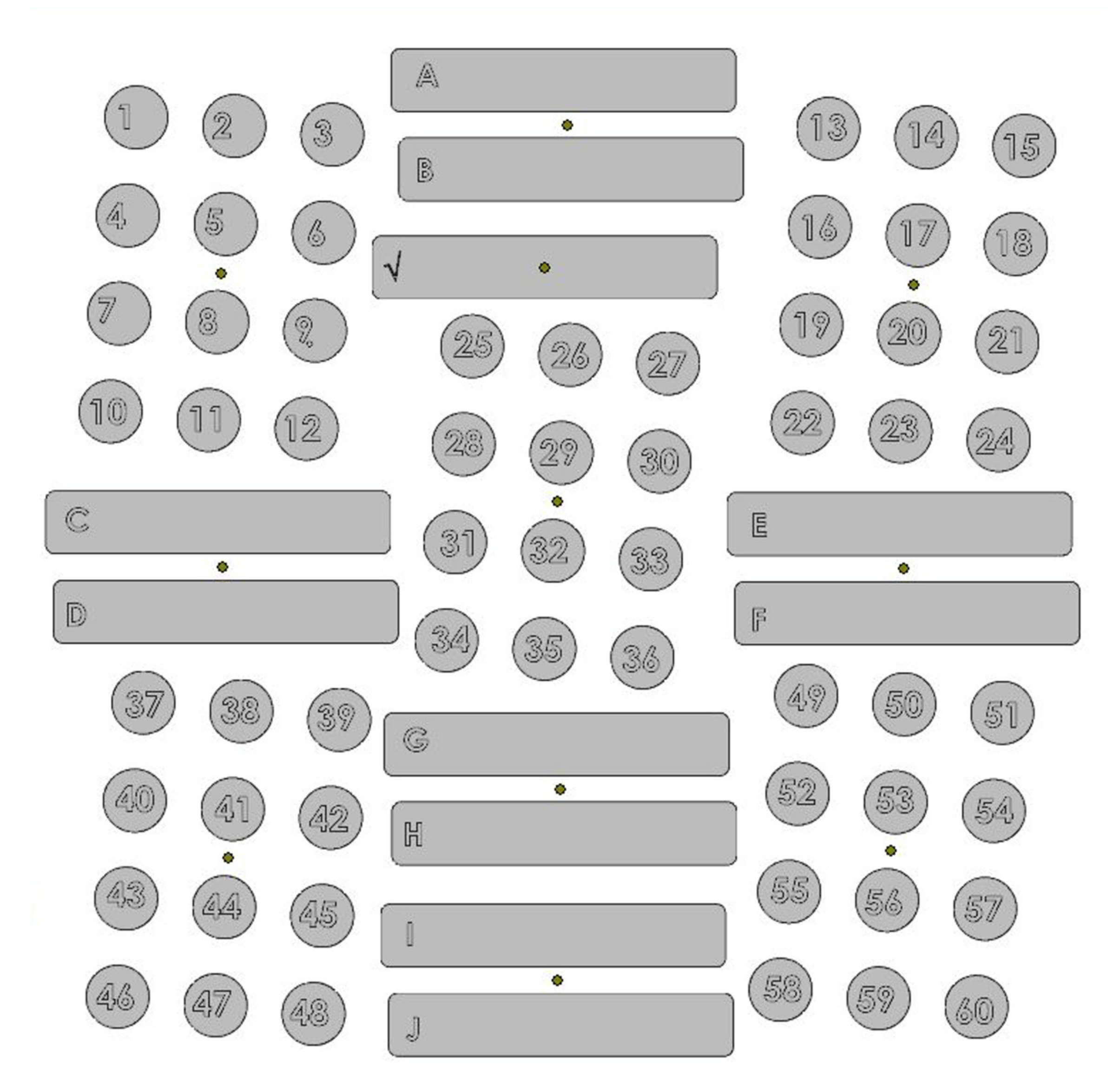
2.3. Laser Powder Bed Fusion System, Setup, and Fabrication
2.4. Heat Treatment Parameters
2.5. Tensile Testing
2.6. Microstructure Characterization
2.7. Density Measurements
2.8. Hardness Testing
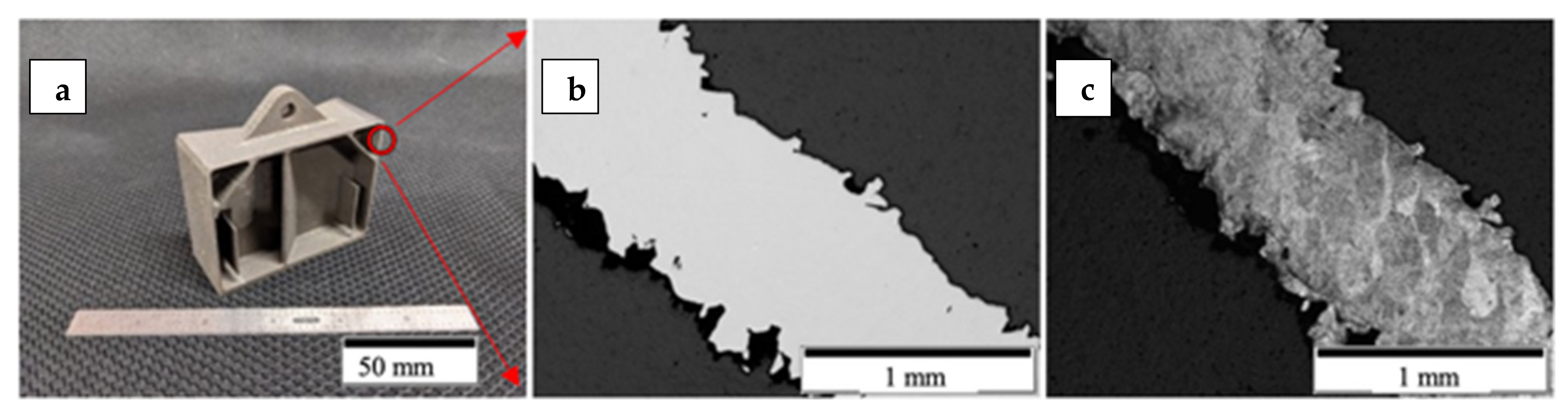
2.9. Fracture Surface Analysis
2.10. Chemical Analysis
3. Results and Discussion
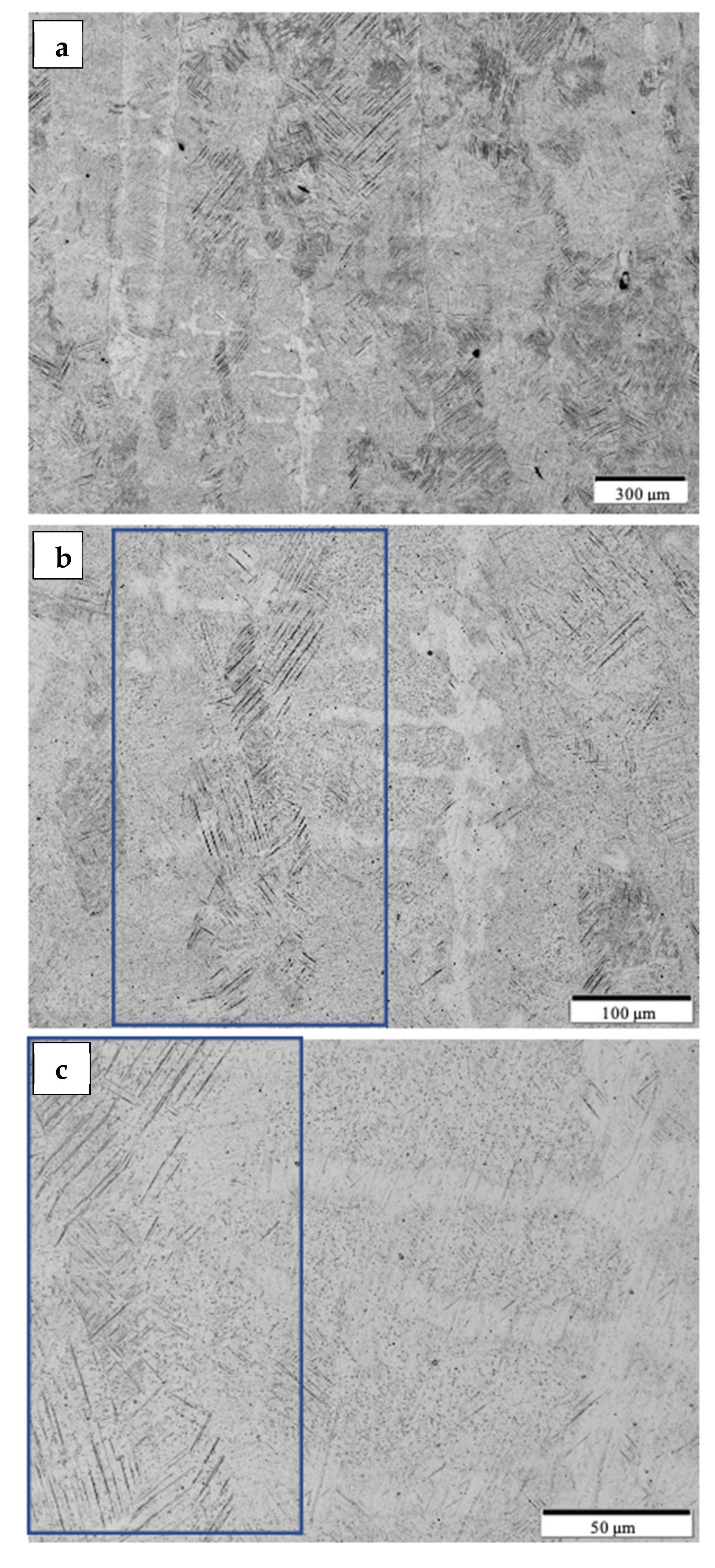
3.1. Microstructure Analysis and Discussion
3.2. Tensile Testing and Mechanical Property Comparisons and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Frazer, W.E. Metal additive manufacturing. J. Mater. Engr. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Nie, Z.; Jung, S.; Kara, L.B.; Whitefoot, K.S. Optimization of Part Consolidation for Minimum Production Costs and Time Using Additive Manufacturing. J. Mech. Des. 2019, 142, 1–16. [Google Scholar] [CrossRef]
- Popov, V.; Grilli, M.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef] [PubMed]
- Albu, M.; Mituche, S.; Nachtnabel, M.; Krisper, R.; Dienstleder, M.; Schrottner, H.; Kothleitner, G. Microstrucrure investigations of powder and additive manufactured parts. Berg. Huttenmaenn Monatsh 2020, 165, 169–178. [Google Scholar] [CrossRef]
- Gaytan, S.M.; Murr, L.E.; Medina, F.; Martinez, E.; Lopez, M.I.; Wicker, R.B. Advanced metal powder based manufacturing of complex components by electron beam melting. Mater. Technol. 2009, 24, 180–190. [Google Scholar] [CrossRef]
- Medina, F. Reducing Metal Alloy Powder Costs for Use in Powder Bed Fusion Additive Manufacturing: Improving the Economics for Production. Ph.D. Thesis, University of Texas at El Paso, El Paso, TX, USA, 2013. [Google Scholar]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Debroy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. Powder bed fusion processes: An overview. In Laser Additive Manufacturing: Materials Design, Technology and Applications, 1st ed.; Brandt, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 55–79. [Google Scholar]
- Williams, J.C. (Ed.) Titanium and Titanium Alloys; Scientific and Technology Aspects; Springer: New York, NY, USA, 1982; Volume 3. [Google Scholar]
- Qian, M.; Froes, F.H. (Eds.) Titanium Powder Metallurgy, Science, Technology and Applications, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Jaber, H.; Kovacs, T.; János, K. Investigating the impact of a selective laser melting process on Ti6Al4V alloy hybrid powders with spherical and irregular shapes. Adv. Mater. Process. Technol. 2020, 1–17. [Google Scholar] [CrossRef]
- Yan, M.; Yu, P. An Overview of Densification, Microstructure and Mechanical Property of Additively Manufactured Ti-6Al-4V—Comparison among Selective Laser Malting, Electron Beam Melting, Laser Metal Deposition and Selective Laser Sintering, and with Conventional Powder; ItechOpen: London, UK, 2015. [Google Scholar]
- Dong, Y.; Li, Y.; Zhou, S.; Zhou, Y.; Dargusch, M.; Peng, H.; Yan, M. Cost-affordable Ti-6Al-4V for additive manufacturing: Powder modification, compositional modulation and laser in-situ alloying. Addit. Manuf. 2021, 37, 101699. [Google Scholar] [CrossRef]
- Hou, Y.; Liu, B.; Liu, Y.; Zhou, Y.; Song, T.; Zhou, Q.; Sha, G.; Yan, M. Ultra-low cost Ti powder for selective laser melting additive manufacturing and superior mechanical properties associated. Opto-Electron. Adv. 2019, 2, 18002801–18002808. [Google Scholar] [CrossRef]
- Narra, S.P.; Wu, Z.; Patel, R.; Capone, J.; Paliwal, M.; Beuth, J.; Rollett, A. Use of Non-Spherical Hydride-Dehydride (HDH) Powder in Powder Bed Fusion Additive Manufacturing. Addit. Manuf. 2020, 34, 101188. [Google Scholar] [CrossRef]
- Karimi, J.; Suryanarayana, C.; Okulov, I.; Prashanth, K. Selective laser melting of Ti6Al4V: Effect of laser re-melting. Mater. Sci. Eng. A 2021, 805, 140558. [Google Scholar] [CrossRef]
- Eshawish, N.; Malinov, S.; Sha, W.; Walls, P. Microstructure and Mechanical Properties of Ti-6Al-4V Manufactured by Selective Laser Melting after Stress Relieving, Hot Isostatic Pressing Treatment, and Post-Heat Treatment. J. Mater. Eng. Perform. 2021, 1–7. [Google Scholar] [CrossRef]
- Xu, W.; Liu, E.W.; Patres, A.; Qian, M.; Brandt, M. Insitu tailoring of microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390–400. [Google Scholar] [CrossRef]
- Ter Haar, G.M.; Becker, T.H. Selective Laser Melting Produced Ti-6Al-4V: Post-Process Heat Treatments to Achieve Superior Tensile Properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef] [PubMed]
- Zafari, A.; Xia, K. High Ductility in a fully martensitic microstructure: A paradox in a Ti alloy produced by selective laser melting. Mater. Res. Lett. 2018, 6, 627–633. [Google Scholar] [CrossRef]
- Qian, M.; Xu, W.; Brandt, M.; Tang, H.P. Additive manufacturing and post processing of Ti-6Al-4V for superior mechanical properties. MRS Bull. 2020, 61, 775–783. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cube - | Scan Speed (mm/s) | Laser Power (W) | Hatch (mm) | Layer Thickness (μm) | Stripe Width (mm) | e (J/mm3) |
|---|---|---|---|---|---|---|
| 1 | 1200 | 280 | 0.14 | 30 | 5 | 55.6 |
| 2 | 1200 | 310 | 0.14 | 30 | 5 | 61.5 |
| 3 | 1200 | 340 | 0.14 | 30 | 5 | 67.5 |
| 4 | 1100 | 280 | 0.14 | 30 | 5 | 60.6 |
| 5 | 1000 | 280 | 0.14 | 30 | 5 | 66.7 |
| 6 | 1000 | 280 | 0.12 | 30 | 5 | 77.8 |
| 7 | 1000 | 280 | 0.1 | 30 | 5 | 93.3 |
| 8 | 400 | 110 | 0.12 | 30 | 5 | 76.4 |
| 9 | 400 | 120 | 0.12 | 30 | 5 | 83.3 |
| 10 | 400 | 130 | 0.12 | 30 | 5 | 90.3 |
| 11 | 360 | 110 | 0.12 | 30 | 5 | 84.9 |
| 12 | 320 | 110 | 0.12 | 30 | 5 | 95.5 |
| 13 | 320 | 110 | 0.1 | 30 | 5 | 114.6 |
| 14 | 320 | 110 | 0.08 | 30 | 5 | 143.2 |
| Variant | Process | Pressure (MPa) | Temperature (°C) | Hold Time (min) | Cooling |
|---|---|---|---|---|---|
| 1 | Anneal | None | 704 ± 14 | 120 ± 15 | Air or furnace cooled |
| 2 | HIP | 100 | 896–955 (±15 of selected temp) | 180 ± 60 | Under inert atmosphere below 425 °C |
| 3 | HIP | 100 | 896–955 (±15 of selected temp) | 180 ± 60 | Under inert atmosphere below 425 °C |
| Anneal | None | 704 ± 14 | 120 ± 15 | Air or furnace cooled |
| Ti64 HDH | Al | V | Fe | Si | Ca | O | N | C | S | H |
| 5.92 | 4.06 | 0.20 | 0.014 | 0.006 | 0.17 | 0.042 | 0.033 | 0.0009 | 0.009 |
| Variant | Yield Stress (MPa) | UTS (MPa) | Ɛmax (%) | Density (g/cm3) | Relative Density * | Hardness (HRC) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mean | SD ** | Mean | SD ** | Mean | SD ** | Mean | SD ** | Mean | Mean | SD ** | |
| Anneal | 1185 | 15 | 1217 | 13 | 8.7 | 1.3 | 4.39 | 0.004 | 99.2% | 43.9 | 1.36 |
| HIP | 1025 | 17 | 1083 | 13 | 16.7 | 0.8 | 4.41 | 0.006 | 99.5% | 40.7 | 0.93 |
| HIP + Anneal | 1039 | 9 | 1089 | 9 | 16.1 | 1.1 | 4.40 | 0.005 | 99.4% | 40.4 | 0.97 |
| As-built | -- | -- | -- | -- | -- | -- | 4.38 | 0.002 | 98.9% | 44.6 | 0.71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Varela, J.; Arrieta, E.; Paliwal, M.; Marucci, M.; Sandoval, J.H.; Gonzalez, J.A.; McWilliams, B.; Murr, L.E.; Wicker, R.B.; Medina, F. Investigation of Microstructure and Mechanical Properties for Ti-6Al-4V Alloy Parts Produced Using Non-Spherical Precursor Powder by Laser Powder Bed Fusion. Materials 2021, 14, 3028. https://doi.org/10.3390/ma14113028
Varela J, Arrieta E, Paliwal M, Marucci M, Sandoval JH, Gonzalez JA, McWilliams B, Murr LE, Wicker RB, Medina F. Investigation of Microstructure and Mechanical Properties for Ti-6Al-4V Alloy Parts Produced Using Non-Spherical Precursor Powder by Laser Powder Bed Fusion. Materials. 2021; 14(11):3028. https://doi.org/10.3390/ma14113028
Chicago/Turabian StyleVarela, Jaime, Edel Arrieta, Muktesh Paliwal, Mike Marucci, Jose H. Sandoval, Jose A. Gonzalez, Brandon McWilliams, Lawrence E. Murr, Ryan B. Wicker, and Francisco Medina. 2021. "Investigation of Microstructure and Mechanical Properties for Ti-6Al-4V Alloy Parts Produced Using Non-Spherical Precursor Powder by Laser Powder Bed Fusion" Materials 14, no. 11: 3028. https://doi.org/10.3390/ma14113028
APA StyleVarela, J., Arrieta, E., Paliwal, M., Marucci, M., Sandoval, J. H., Gonzalez, J. A., McWilliams, B., Murr, L. E., Wicker, R. B., & Medina, F. (2021). Investigation of Microstructure and Mechanical Properties for Ti-6Al-4V Alloy Parts Produced Using Non-Spherical Precursor Powder by Laser Powder Bed Fusion. Materials, 14(11), 3028. https://doi.org/10.3390/ma14113028