
Lightweight Insulation Boards Based on Lignocellulosic Particles Glued with Agents of Natural Origin


Abstract
1. Introduction
2. Materials and Methods
- Density (ρ) based on PN-EN 323:1999 [45].
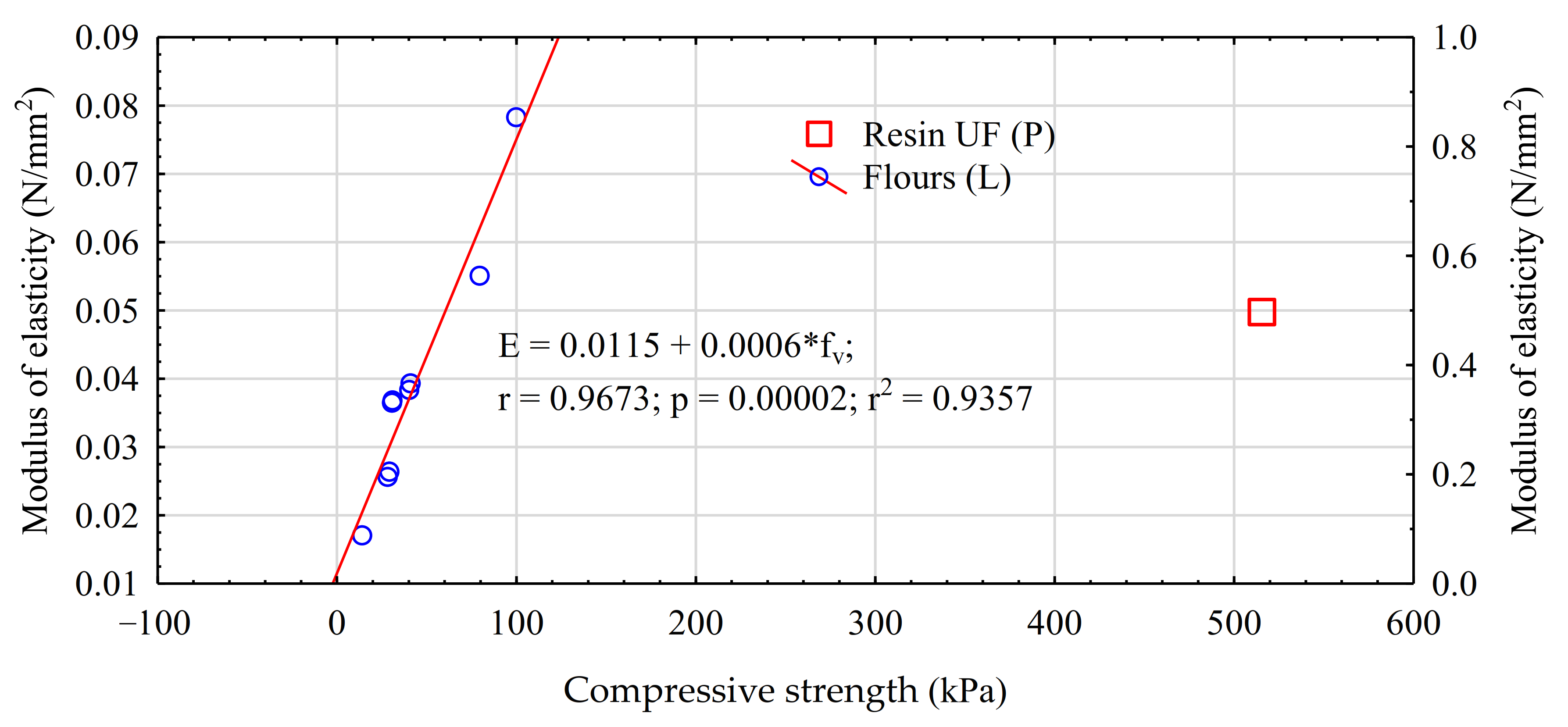
- Compressive strength (fv)—the value of compression stress at 10% true strain according to PN-EN 826 [46].
- Modulus of elasticity (E) according to PN-EN 310 [47].
- Thermal conductivity was determined using a measuring system presented in a study by Mirski [48]. In this case, thermal conductivity λ was calculated from Equation (1):where q is the heat flux density calculated from Equation (2):λ = q × d/(Tg − Tc) [W/mK]where C is the sensor calibration factor of 35.8 (W/ m2 mV), U is the voltage (mV), d is the partition thickness (m), Tg is the temperature of specimen surface in the heating chamber and Tc is the temperature of specimen surface in the cooling chamber.q = C × U [W/m2]
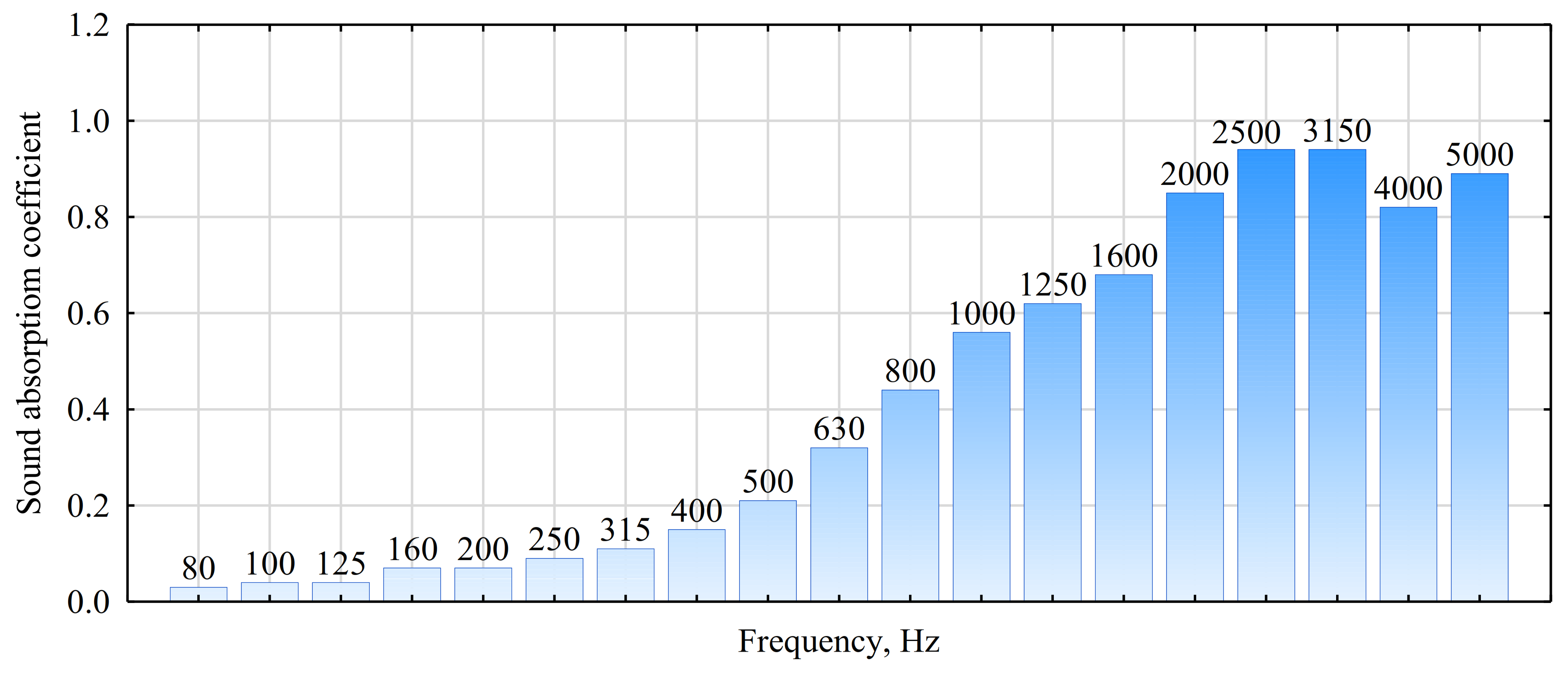
- Acoustic insulation capacity—sound absorption coefficient according to PN-EN ISO 10534-2:2003 [49] within the frequency range of 80–5000 Hz.
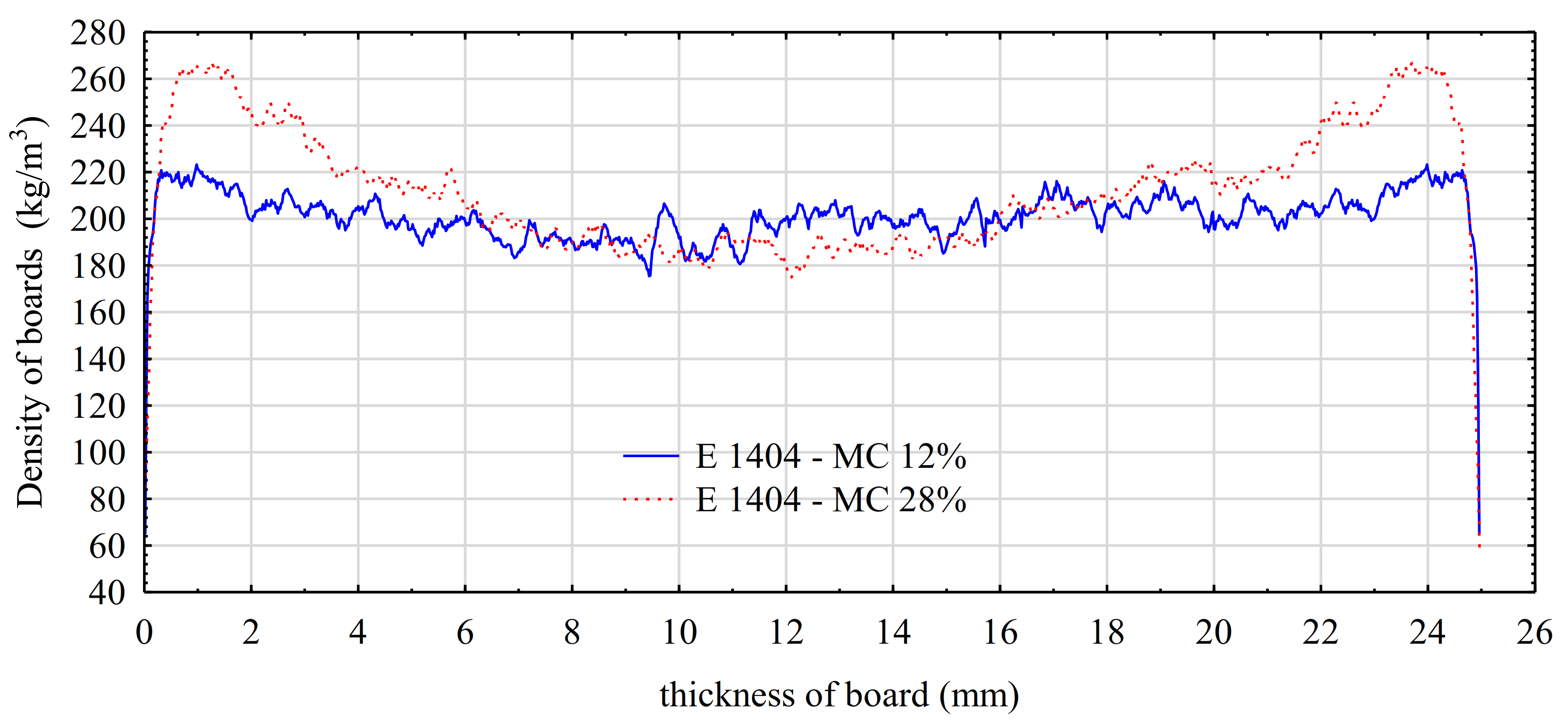
- Density profile—determined using a laboratory DAX profile measurement gauge by GreCon (Fagus-GreCon Greten GmbH&Co. KG, Alfeld-Hannover, Germany).
3. Results and Discussion
4. Conclusions
- In the application of food components as bonding agents in the manufacturing process of lightweight insulation panels from wood fibers, the obtained properties may be comparable to those of commercial panels produced using synthetic agents.
- The compressive strength of manufactured panels to a considerable extent depends on the ratio of the dry mass of the active agent to the dry mass of fibers.
- Modification of the bonding rate is dependent on the feasibility of preparation of a solution with a specific concentration from a given flour or starch.
- Since low concentration solutions are required, pressing time needs to be extended due to the considerable increase in moisture content of the formed pulp.
- It seems that although this problem has not been fully solved, the use of starch in the powder form on fibers with a high moisture content has considerable potential applicability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Avramidis, S.; Smith, L.A. The effect of resin content and face-to-core ratio on some properties of OSB. Holzforschung 1989, 43, 131–133. [Google Scholar]
- Andersen, A.W.; Troughton, G.E. New phenolic formulations for bonding higher moisture content OSB panels. For. Prod. J. 1996, 46, 72–76. [Google Scholar]
- Kim, M.G.; Strickland, R. Adhesive properties of furfural-modified phenol-formaldehyde resins as oriented standboard binders. Holzforschung 1994, 48, 262–267. [Google Scholar] [CrossRef]
- Kim, M.G.; Watt, R.C. Effect of urea addition to phenol-formaldehyde resin binders for oriented strandboard. J. Wood Chem. Technol. 1994, 16, 21–34. [Google Scholar] [CrossRef]
- Sellers, T., Jr. Wood adhesive innovations and applications in North America. For. Prod. J. 2001, 51, 12–22. [Google Scholar]
- Han, G.; Wu, Q.; Duan, X. Physical and mechanical properties of mixed comrind and hardwood oriented strandboard bonded with phenol-formaldehyde resin. For. Prod. J. 2005, 55, 28–36. [Google Scholar]
- Gündüz, G.; Yapici, F.; Özçifçi, A.; Kalaycioğlu, H. The effects of adhesive ratio and pressure time on some properties of oriented strand board. BioResurces 2011, 6, 2118–2124. [Google Scholar]
- Brochmann, J.; Edwardson, C.; Shmulsky, R. Influence of resin type and flake thickness on properties of OSB. For. Prod. J. 2004, 54, 51–55. [Google Scholar]
- Smith, G.D. The lap-shear strength of bonds between Oriented Strand Board (OSB) like strands coated with pMDI resin. Holz Roh Werks 2005, 63, 311–312. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. UF-pMDI Hybrid resin for waterproof particleboards manufactured at a shortened pressing time. Drv. Ind. 2010, 61, 245–249. [Google Scholar]
- Vangronsveld, E.; Berckmans, S.; Verbinnen, K.; Van Leeuw, C.; Bormans, C. Isocyanate and total inhalable particulate air measurements in the European wood panel industry. Int. J. Hyg. Environ. Health 2010, 213, 475–488. [Google Scholar] [CrossRef]
- Pizzi, A. Synthetic adhesives for wood panels: Chemistry and technology. In Progress in Adhesion and Adhesives; Chapter 4; Mittal, K.L., Ed.; Wiley Online Library: Hoboken, NJ, USA, 2015; pp. 85–123. [Google Scholar] [CrossRef]
- Lee, M.; Lee, S.M.; Kang, E.C.; Son, D.W. Combustibility and characteristics of wood-fiber insulation boards prepared with four different adhesives. BioResources 2019, 14, 6316–6330. [Google Scholar] [CrossRef]
- Lee, M.; Lee, S.M.; Kang, E.C. Change in characteristics of wood fiber insulation board according to density. BioResources 2019, 14, 6529–6543. [Google Scholar] [CrossRef]
- Kirsch, A.; Ostendorf, K.; Euring, M. Improvements in the production of wood fiber insulation boards using hot-air/hot-steam process. Eur. J. Wood Wood Prod. 2018, 76, 1233–1240. [Google Scholar] [CrossRef]
- Zach, J.; Hroudová, J.; Brožovský, J.; Krejza, Z.; Gailius, A. Development of thermal insulating materials on natural base for thermal insulation systems. Procedia Eng. 2013, 57, 1288–1294. [Google Scholar] [CrossRef]
- Zhou, X.Y.; Zheng, F.; Li, H.G.; Lu, C.L. An environmental-friendly thermal insulation material from cotton stalk fibers. Energy Build. 2010, 42, 1070–1074. [Google Scholar] [CrossRef]
- Park, S.H.; Lee, M.; Seo, P.N.; Kang, E.C. Effect of resin content on the physiochemical and combustion properties of wood fiber insulation board. BioResources 2020, 15, 5210–5225. [Google Scholar]
- Xing, C.; Riedl, B.; Cloutier, A. Measurement of urea-formaldehyde resin distribution as a function of MDF fiber size by laser scanning microscopy. Wood Sci. Technol. 2004, 37, 495–507. [Google Scholar] [CrossRef]
- Umemura, K.; Ueda, T.; Kawai, S. Characterization of wood-based molding bonded with citric acid. J. Wood Sci. 2012, 58, 28–45. [Google Scholar] [CrossRef]
- Kusumah, S.; Umemura, K.; Yoshioka, K.; Miyafuji, H. Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard I: Effects of pre-drying treatment and citric acid content on the board properties. Ind. Crop. Prod. 2016, 84, 34–42. [Google Scholar] [CrossRef]
- Teixeira, D.E.; Pereira, D.D.C.; Nakamura, A.P.D.; Brum, S.S. Adhesivity of Bio-based anhydrous citric acid, tannin-citric acid and ricinoleic acid in the properties of formaldehyde-free medium density particleboard (MDP). Drv. Ind. 2020, 71, 235–242. [Google Scholar] [CrossRef]
- Chupin, L.; Motillon, C.; Charrier-El Bouhtoury, F.; Pizzi, A.; Charrier, B. Characterization of maritime pine (Pinus pinaster) bark tannins extracted under different conditions by spectroscopic methods, FTIR and HPLC. Ind. Crop. Prod. 2013, 49, 897–903. [Google Scholar] [CrossRef]
- Baskaran, M.; Hashim, R.; Said, N.; Raffi, S.M.; Balakrishnan, K.; Sudesh, K.; Sulaiman, O.; Arai, T.; Kosugi, A.; Mori, Y.; et al. Properties of binderless particleboard from oil palm trunk with addition of polyhydroxyalkanoates. Compos. B 2012, 43, 1109–1116. [Google Scholar] [CrossRef]
- Tajuddin, M.; Ahmad, Z.; Ismail, H. A review of natural fibers and processing operations for the production of binderless boards. BioResources 2016, 11, 5600–5617. [Google Scholar]
- Antov, P.; Savov, V.; Krišťák, L.; Roman Réh, R.; Mantanis, G.I. Eco-friendly, high-density fiberboards bonded with urea-formaldehyde and ammonium lignosulfonate. Polymers 2021, 13, 220. [Google Scholar] [CrossRef] [PubMed]
- Yang, I.; Kuo, M.; Myers, D.J.; Pu, A. Comparison of protein-based adhesive resins for wood composites. J. Wood Sci. 2006, 52, 503–508. [Google Scholar] [CrossRef]
- Umemura, K.; Kaiho, K.; Kawai, S. Characterization of bagasse-rind particleboard bonded with chitosan. J. Appl. Polym. Sci. 2009, 113, 2103–2108. [Google Scholar] [CrossRef]
- Lei, H.; Pizzi, A.; Navarrete, P.; Rigolet, S.; Redl, A.; Wagner, A. Gluten protein adhesives for wood panels. J. Adhes. Sci. Technol. 2010, 24, 1583–1596. [Google Scholar] [CrossRef]
- Moubarik, A.; Allal, A.; Pizzi, A.; Charrier, F.; Charrier, B. Characterization of a formaldehyde-free cornstarch-tannin wood adhesive for interior plywood. Eur. J. Wood Wood Prod. 2010, 68, 427–433. [Google Scholar] [CrossRef]
- Bertaud, F.; Tapin-Lingua, S.A.; Pizzi, A.; Navarrete, P.; Petit-Conil, M. Development of green adhesives for fibreboard manufacturing, using tannins and lignin from pulp mill residues. Cellul. Chem. Technol. 2012, 46, 449–455. [Google Scholar]
- Tondi, G.; Wieland, S.; Wimmer, T.; Schnabel, T.; Petutschnigg, A. Starch-sugar synergy in wood adhesion science: Basic studies and particleboard production. Eur. J. Wood Wood Prod. 2012, 70, 271–278. [Google Scholar] [CrossRef]
- Lamaming, J.; Sulaiman, O.; Sugimoto, T.; Hashim, R.; Said, N.; Sato, M. Influence of chemical components of oil palm on properties of binderless particleboard. BioResources 2013, 8, 3358–3371. [Google Scholar] [CrossRef]
- Norström, E.; Fogelström, L.; Nordqvist, P.; Khabbaz, F.; Malmström, E. Gum dispersions as environmentally friendly wood adhesives. Ind. Crop. Prod. 2014, 52, 736–744. [Google Scholar] [CrossRef]
- Tousi, E.T.; Hashim, R.; Bauk, S.; Jaafar, M.S.; Abuarra, A.M.H.; Ababneh, B. Some properties of particleboards produced from Rhizophora spp. as a tissue-equivalent phantom material bonded with Eremurus spp. Measurement 2014, 54, 14–21. [Google Scholar] [CrossRef]
- Widyorini, R.; Nugraha, P.A.; Rahman, M.Z.A.; Prayitno, T.A. Bonding ability of a new adhesive composed of citric acid-sucrose for particleboard. BioResources 2016, 11, 4526–4535. [Google Scholar] [CrossRef]
- Sun, S.J.; Zhao, Z.Y. Influence of acid on the curing process of tannin-sucrose adhesives. Bioresources 2018, 13, 7683–7697. [Google Scholar] [CrossRef]
- Zhao, Z.; Hayashi, S.; Xu, W.; Wu, Z.; Tanaka, S.; Sun, S.; Zhang, M.; Kanayama, K.; Umemura, K. A novel eco-friendly wood adhesive composed by sucrose and ammonium dihydrogen phosphate. Polymers 2018, 10, 1251. [Google Scholar] [CrossRef]
- Sun, S.; Zhao, Z.; Umemura, K. Further exploration of sucrose-citric acid adhesive: Synthesis and application on plywood. Polymers 2019, 11, 1875. [Google Scholar] [CrossRef]
- Zhao, Z.; Sakai, S.; Wu, D.; Chen, Z.; Zhu, N.; Huang, C.; Sun, S.; Zhang, M.; Umemura, K.; Yong, Q. Further exploration of sucrose–citric acid adhesive: Investigation of optimal hot-pressing conditions for plywood and curing behavior. Polymers 2019, 11, 1996. [Google Scholar] [CrossRef]
- Widyorini, R. Evaluation of physical and mechanical properties of particleboard made from Petung bamboo using sucrose-based adhesive. BioResources 2020, 15, 5072–5086. [Google Scholar]
- Salleh, K.M.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Wan Nadhari, W.N.A.; Abd Karim, N.; Jumhuri, N.; Ang, L.Z.P. Evaluation of properties of starch-based adhesives and particleboard manufactured from them. J. Adhes. Sci. Technol. 2014, 29, 319–336. [Google Scholar] [CrossRef]
- Lamaming, J.; Heng, N.B.; Owodunni, A.A.; Lamaming, S.Z.; Khadir, N.K.A.; Hashim, R.; Sulaiman, O.; Mohamad Kassim, M.H.; Hussin, M.H.; Bustami, Y.; et al. Characterization of rubberwood particleboard made using carboxymethyl starch mixed with polyvinyl alcohol as adhesive. Compos. B Eng. 2020, 183, 107731. [Google Scholar] [CrossRef]
- Mitchual, S.J.; Mensah, P.; Frimpong-Mensah, K. Appiah-Kubi, E. Characterization of particleboard produced from residues of plantain pseudostem, cocoa pod and stem and ceiba. Mater. Sci. Appl. 2020, 11, 817–836. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN 323. Fiberboard. Determination of Density; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- European Committee for Standardization. EN 826. Thermal Insulating Products for Building Applications. Determination of Compression Behavior; European Committee for Standardization: Brussels, Belgium, 2013. [Google Scholar]
- European Committee for Standardization. EN 310. Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength; European Committee for Standardization: Brussels, Belgium, 1993. [Google Scholar]
- Mirski, R.; Dziurka, D.; Trociński, A. Insulation properties of boards made from long hemp (Cannabis sativa L.) Fibers. BioResources 2018, 13, 6591–6599. [Google Scholar] [CrossRef]
- European Committee for Standardization. EN ISO 10534-2: 2003 Acoustics—Determination of Sound Absorption Coefficient and Impedance in Impedances Tubes. Part. 2: Transfer-Function Method; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- Smardzewski, J.; Batko, W.; Kamisinski, T.; Flach, A.; Pilch, A.; Dziurka, D.; Mirski, R.; Roszyk, E.; Majewski, M. Experimental study of wood acoustic absorption characteristics. Holzforschung 2014, 68, 467–476. [Google Scholar] [CrossRef]
- Peng, L. Sound absorption and insulation functional composites. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing: Aurora, CO, USA, 2017; pp. 333–373. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bonding Agent | MC Fiber, % | Symbol | Density of Board, kg/m3 | Bonding Rate, % | Temperature, °C | Pressing Time, s/mm of Thickness |
|---|---|---|---|---|---|---|
| UF | 7.2 | U1 | 175 | 12 | 180 | 30 |
| U2 | 250 | 12 | 180 | 30 | ||
| Rye flour | 7.2 | R1 | 175 | 12 | 180 | 34 |
| R2 | 175 | 6 | 180 | 34 | ||
| Potato starch | 7.2 | P1 | 150 | 2.4 | 180 | 38 |
| P2 | 150 | 3.6 | 180 | 38 | ||
| P3 | 150 | 2.4 | 150 | 38 | ||
| P4 | 150 | 3.6 | 150 | 38 | ||
| P5 | 150 | 2.4 | 150 | 48 | ||
| P6 | 150 | 3.6 | 150 | 48 | ||
| E 1404 | 12 | E0 | 200 | 12 | 180 | 18 |
| Gelatinized starch | 28 | S1 | 200 | 12 | 180 | 24 |
| Gelatinized starch | S2 | 200 | 20 | 180 | 18 | |
| Gelatinized starch | S3 | 200 | 20 | 180 | 12 | |
| E 1404 | E1 | 200 | 12 | 180 | 24 | |
| E 1404 | E2 | 200 | 20 | 180 | 18 | |
| E 1404 | E3 | 200 | 20 | 180 | 12 |
| Bonding Agent | Symbol | Density of Board, kg/m3 | Density of Board, kg/m3 | Compressive Strength, kPa | Coefficient of Variation, % |
|---|---|---|---|---|---|
| UF | U1 | 175 | 99.7 e,* | 14.3 | 0.037 (±0.001) |
| U2 | 240 | 515.7 f | 9.97 | 0.039 (±0.001) | |
| rye flour | R1 | 174 | 79.6 d | 3.79 | 0.038 (±0.001) |
| R2 | 165 | 40.1 c | 6.14 | 0.037 (±0.001) | |
| potato flour | P1 | 142 | 29.2 b | 10.3 | 0.037 (±0.001) |
| P2 | 144 | 28.3 b | 28.6 | 0.037 (±0.001) | |
| P3 | 137 | 14.0 a | 7.86 | 0.037 (±0.001) | |
| P4 | 153 | 30.9 b | 13.1 | 0.038 (±0.001) | |
| P5 | 156 | 30.6 b | 11.3 | 0.038 (±0.001) | |
| P6 | 159 | 40.8 c | 22.6 | 0.039 (±0.001) |
| Bonding Agent | Symbol | Density of Board, kg/m3 | Compressive Strength, kPa | Coefficient of Variation, % | Thermal Conductivity W/(m·K) |
|---|---|---|---|---|---|
| Control board * | - | 201 | 55.5 a | 4.88 | - |
| Control board ** | - | 200 | 110 | - | - |
| E 1404 | E0 | 203 | 88.6 b | 9.2 | - |
| Gelatinized starch | S1 | 189 | 85.1 b | 14.6 | 0.038 (±0.001) |
| Gelatinized starch | S2 | 209 | 117.0 d | 16.1 | 0.038 (±0.001) |
| Gelatinized starch | S3 | 206 | 95.6 b,c | 10.4 | 0.037 (±0.001) |
| E 1404 | E1 | 199 | 96.8 b,c | 2.63 | 0.038 (±0.001) |
| E 1404 | E2 | 216 | 133.0 e | 13.4 | 0.038 (±0.001) |
| E 1404 | E3 | 200 | 89.9 b | 10.6 | 0.038 (±0.001) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mirski, R.; Dziurka, D.; Kuliński, M.; Derkowski, A. Lightweight Insulation Boards Based on Lignocellulosic Particles Glued with Agents of Natural Origin. Materials 2021, 14, 3219. https://doi.org/10.3390/ma14123219
Mirski R, Dziurka D, Kuliński M, Derkowski A. Lightweight Insulation Boards Based on Lignocellulosic Particles Glued with Agents of Natural Origin. Materials. 2021; 14(12):3219. https://doi.org/10.3390/ma14123219
Chicago/Turabian StyleMirski, Radosław, Dorota Dziurka, Marcin Kuliński, and Adam Derkowski. 2021. "Lightweight Insulation Boards Based on Lignocellulosic Particles Glued with Agents of Natural Origin" Materials 14, no. 12: 3219. https://doi.org/10.3390/ma14123219
APA StyleMirski, R., Dziurka, D., Kuliński, M., & Derkowski, A. (2021). Lightweight Insulation Boards Based on Lignocellulosic Particles Glued with Agents of Natural Origin. Materials, 14(12), 3219. https://doi.org/10.3390/ma14123219